Hyundai A 4800 отзывы
Цена. Оказывается в пределах тысячи есть более дешевые аналоги. Закручивает лишь те саморезы или гайки, которые вручную может крутить школьник. Те что со средней силы я кручу вручную, он «рожает» и не крутит.. Может все отвертки такие автоматические фиговые. Но лучше купить нормальную 2 раза дороже, чем этот «поражняк».. Все сверла кстати одноразовые в принципе.. Резьба портится за 2 прикручивания..
очень слабый не смог закрутить саморез 41мм пришлось в ручную всё докручивать.
Эргономика и дизайн, раскладывается в 2 положения, набор бит.
Нет регулировки скорости, хотя заявлен, вал не отцентрован, мощность не достаточна даже для самых маленьких саморезов, годится только для мелких работ.
1. Цена. (так себе, но тысяча это не пять)2. В руке лежит неплохо и в том, и в другом варианте трансформации.3. Есть подсветка, но с минусом.4. В плане подобраться куда в позе зю — очень неплохо.5 Вес. Четыреста грамм это очень мало, очень.
1. Биты и упаковка, но вопрос цены. (блистер). Хотя коробочка сильно не удорожила бы, ну про качество расходников итак все понятно, оно и сверхдорогих не ах.2. Трудности перевода — отсюда и неожиданно выплывшая регулировка скорости.3. Есть вероятность, что отсутствует контроллер заряда. Инструкция говорит, что аккумулятор может накрыться, если не выключить от зарядника. Максимальное время заряда — 5 часов.4. Свет есть, но не сверхяркий. Это и хорошо и плохо.5. Силенок. ну, как раз на тысячу. То есть хватает на многое, но это именно отвертка, несмотря на то что написано на упаковке.6. два сверла есть в комплекте, держатся в пазу шестигранника супер. Сравнивал с набором для шурика от хитачи. Так те прокручиваются чуть натуги дашь. это к разговору о качестве расходников.
Hyundai a 4800 как отцентровать вал
Центрование вала насоса с электродвигателем (или мотор-редуктором).
Центровка валов электродвигателей и механизмов производится с целью, чтобы их оси находились на одной прямой. Несоосные вращающиеся валы создают значительные нагрузки, приводящие к разрушениям, преждевременному выходу деталей из строя и значительному шуму.
Соосно выставить механизмы не всегда получается, поэтому применяют соединительные муфты с компенсацией расцентровки осей упругими элементами. Они выполняют свои функции до определенной величины несоосности. Центровка валов по полумуфтам наиболее удобна. Их поверхности являются базовыми, на них и крепятся измерительные приспособления. В теплоэнергетике большая часть машин работает с упругими втулочно-пальцевыми муфтами (МУВП). В мощных агрегатах применяются зубчатые муфты (МЗ).
Требования к муфтам
Допустимая расцентровка уменьшается с ростом частоты вращения. Она составляет для МУВП 0,12 мм при 1500 об/мин и 0,05 мм при 3000 об/мин.
Важно! При выборе муфты необходимо проверить соответствие ее характеристик техническим условиям, согласно которым ее осевое и радиальное биение не должно быть выше 0,05 — 0,08 мм. Посадка на валу создается плотная. До разборки на полумуфты наносятся метки, по которым можно будет восстановить их взаимное расположение. Нарушение этих правил может уменьшить точность центровки.







Монтаж фрикцонных муфт на тихоходный вал выходного редуктора
Часто установка изделия проводится на редуктор для его соединения с электрическим двигателем. Это можно связать с тем, что редуктор может заклинивать, это приводит к перегреву двигателя. Фрикционная муфта исключает вероятность возникновения подобной проблемы. Среди особенностей монтажа отметим:
- Нельзя прикладывать ударную нагрузку, так как она может повредить само изделие.
- Для упрощения захода обоймы может применяться смазка.
- Нарушение правил монтажа может стать причиной повреждения основной части.
Самостоятельный монтаж должен проводиться исключительно с учетом рекомендаций, так как даже несущественный дефект становится причиной уменьшения эксплуатационного срока.
В продаже встречается просто огромное количество различных деталей, за счет чего не возникает существенных проблем при выборе. Основными критериями можно назвать тип применяемого материала при изготовлении, а также диаметральный размер. При выборе уделяется внимание тому, каким образом может проходить смещение соединяемых элементов.
Устройства для контроля центровки
Опытные мастера способны произвести контроль центровки, приложив металлическую линейку к муфте и по просвету определив соосность. Но для большей уверенности, чтобы уложиться в норму, можно воспользоваться пластинчатым щупом или индикатором ИЧ-0,01. Последний обеспечивает необходимую точность 0,01 мм, которой достаточно, чтобы уложиться в норму.
Сначала разъединяются полумуфты, а затем на них или на валах рядом устанавливают приспособления для центровки валов электрических машин. Они должны быть достаточно жесткими, чтобы не прогибались в процессе измерений. Измерения можно проводить также при соединенных муфтах.

После установки и укрепления приспособлений проверяется работоспособность механизма индикатора. Для этого следует оттянуть и вернуть на место измерительные стержни. При этом стрелка должна прийти в исходное положение.
Осевые и радиальные зазоры проверяются путем одновременного поворота обоих роторов из исходного положения на углы 90°, 180° и 270° в сторону вращения привода.
Влияние несоосности
- На подшипники
. Приводит к возникновению дополнительных сил. Повышение нагрузки на подшипники вследствие перекоса валов на 20% сокращает расчётную долговечность подшипников на 50%. - На уплотнения
. Приводит к износу уплотнений, увеличивает риск повреждения подшипников из-за проникновения грязи и вытекания смазочного материала. - На муфты и валы
. Вибрации, вызванные несоосностью, вызывают повреждения муфт (перегрев, ослабление, поломка болтов) и валов. - На потребление энергии
. Потребление энергии двигателем может возрасти до 20% вследствие перекосов.
Точность выверки
. Для того, чтобы избежать отрицательных эффектов, перекосы валов должны быть в пределах установленных допусков ( , ). Высокоскоростные машины требуют точной выверки.
Таблица 4.7 – Допуски на несоосность валов
| Частота вращения, об./мин. | Угловая несоосность | Параллельная несоосность | ||
| мм / 100 мм | 0,001″ / 1″ | мм | 0,001″ | |
| 0…1000 | 0,1 | 1 | 0,13 | 5,1 |
| 1000…2000 | 0,08 | 0,8 | 0,10 | 3,9 |
| 2000…3000 | 0,07 | 0,7 | 0,07 | 2,8 |
| 3000…4000 | 0,06 | 0,6 | 0,05 | 2,0 |
| 4000…6000 | 0,05 | 0,5 | 0,03 | 1,2 |
Таблица 4.8 – Допуски на центровку при диаметре муфты 500 мм
| Тип соединяемой муфты | Разность средних величин зазоров, мм | |
| по окружности (радиальные зазоры) | по торцу (осевые зазоры) | |
| Жёсткая | 0,04 | 0,05 |
| Полужёсткая | 0,06 | 0,05 |
| Пружинная | 0,06 | 0,06 |
| Кулачковая | 0,08 | 0,08 |
| Зубчатая | 0,10 | 0,08 |
: указанные отклонения даны без учёта влияния на центровку тепловых расширений фундамента и корпусов подшипников по высоте или возможных деформаций опор.
Для центрирования валов используют метод грубой выверки
при помощи линеек, щупов, клиновых щупов и методы точной выверки при помощи индикаторов часового типа или лазерного центровщика. Обычно в качестве “неподвижной” выбирается часть механизма, положение которой в процессе выверки не меняется (насос, вентилятор), “подвижная” часть перемещается для устранения несоосности (двигатель).
Комплект для центровки
- измерительные индикаторы;
- вычислительное устройство;
- приспособления для установки индикаторов на валах;
- комплект прокладок;
- инструмент для измерения линейных размеров;
- приспособления для подъёма и перемещения центрируемого узла.
Различают выверку ременных передач и центрирование валов.
Точная выверка ременных передач
- уменьшение трения и потребления энергии;
- уменьшение вибрации и шума;
- продление срока службы подшипников и ремней;
- повышение безопасности;
- уменьшение простоев;
- снижение затрат на ремонты.
Виды перекоса ремней
- угловой перекос валов;
- угловой перекос поверхностей шкивов;
- параллельное смещение шкивов.
Как центрировать агрегаты?
Перед измерениями проверяется затяжка анкеров и корпусов подшипников. Ослабление крепления, наличие трещин в раме, дефекты фундамента, неравномерная осадка пола являются причинами нарушения центровки при работе механизмов.
Приспособления устанавливаются на полумуфты, затем замеряется расцентровка:
- радиальная в вертикальной плоскости;
- радиальная в горизонтальной плоскости;
- торцевая в вертикальной плоскости;
- торцевая в горизонтальной плоскости.
По результатам измерений производится корректировка положения осей валов. Для этого опоры перемещают по вертикали с помощью прокладок, а по горизонтали болтами, расположенными на раме. Центровочную скобу устанавливают в положение большего значения параметра расцентровки, после чего опоры перемещают на величину фактической расцентровки.
Центровка валов производится поочередно в горизонтальной и вертикальной плоскостях. После окончания процесса перемещения и фиксации опор измерения производят повторно. Если это необходимо, их корректируют снова.
Пример
Пусть вал прицентровываемого механизма и скоба для измерения осевых зазоров имеют размеры, показанные на рисунке 4.42а, то есть l1 = 350 мм
,
l2 = 2000 мм
,
r = 400 мм
. При измерении радиальных и осевых зазоров получены данные, приведенные на рисунке 4.42б, что соответствует расположению валов, показанному на рис. рисунке 4.42в; внешняя скоба установлена на полумуфте выверенной машины.
Центровка насосных установок
Центровка валов насоса и электродвигателя необходима для балансировки вращающихся деталей. Это относится не только к колесу и валу, но и к ротору электродвигателя. Обязанностью изготовителя является демонстрация агрегата в рабочем режиме подачи без превышения допустимого уровня вибрации. Цены на промышленные агрегаты высокие, а при дальнейшей эксплуатации доказать вину производителя будет почти невозможно.

Стандарты предусматривают, что после пуска ответственность за вибрацию в дальнейшем ложится на потребителя. Испытания насоса должны проводиться на штатном месте его эксплуатации. Особое внимание уделяется фундаменту и опорной раме, на которую устанавливаются двигатель и насос.
Места стыковки (монтажные приливы) должны быть тщательно обработаны, чтобы размеры зазоров не были больше 0,2 мм на 1 м стыка. В местах соединений предусматривается возможность регулировки уровней прокладками толщиной от 1,5 до 3 мм.
Для насосов мощностью выше 150 кВт по стандарту центрирование производится винтами в вертикальной и горизонтальной плоскостях (не менее шести винтов для горизонтального насоса и не менее четырех – для вертикального). Их количество зависит от веса оборудования.
Важно! Центровка соединения привода и насоса производится и контролируется перед монтажом и в течение всего периода эксплуатации. Также нужно обратить внимание, что двигатель и насос бытового назначения помещаются в общем корпусе и отцентрированы на заводе. Их контролировать и выставлять не нужно.
Если между насосом и двигателем установлен редуктор, в первую очередь следует отцентровать его и закрепить штифтами. Остальные валы агрегата ориентируются по нему. При поступлении насосов с завода в сборе с электродвигателями центровка валов агрегатов производится по двигателям. При сборке насоса на опорной раме вал двигателя выставляется по нему.











Первый пуск электродвигателя
Первый пробный пуск двигателя производится поле окончания всех его испытаний и при их положительных результатах.
Пуск двигателя производится наладчиками в присутствии представителя электромонтажной организации. При этом пускаются несколько электродвигателей, входящих в одну электроустановку.
Перед пуском двигатель должен быть подготовлен, и пуск проведен с осторожностью. Необходимо проверить:
— состояние передачи от двигателя к механизму;
— наличие кожуха передачи и кожуха вентилятора двигателя;
— наличие смазки в подшипниках;
Внимание. Все виды защит двигателя должны быть испытаны и поставлены на минимальные уставки
Перед пробным пуском двигателя нужно провернуть его и проверить свободный ход. На случай отказа схемы управления двигателем при его отключении необходимо предусмотреть аварийное снятие напряжения ближайшим рубильником или автоматам.
При двигателе большой мощности или протяженном механизме необходимо расставить наблюдающих за работой двигателя и механизма.
Сначала двигатель пускается на 1–2 с. При этом проверяется направление вращения, работа механической части и поведение механизма.
При нормальном первом включении двигатель включается до разгона на полные обороты. При этом следят за током нагрузки по амперметру и по поведению двигателя, за состоянием защиты, работой щеток при их наличии, по звуку определяют, нет ли касания вращающихся частей за неподвижные, нет ли вибрации, нагрева подшипников.
При всех замеченных неполадках двигатель немедленно отключается без предупреждения.
При удовлетворительных результатах пробных пусков двигатель включается на более продолжительное время на обкатку. При этом проверяют нагрев подшипников, обмоток, стали магнитопровода.
Балансировка карданного вала
Центровка карданного вала производится для устранения вибраций, возникающих при работающем двигателе. Причинами дисбаланса могут быть:
- нарушение требований в технологии изготовления вала или после его ремонта;
- неправильная сборка;
- нарушена центровка деталей вала и сопрягаемых частей трансмиссии;
- погрешности термической обработки изделия;
- механические повреждения.
Сначала выявляется дисбаланс, а затем производится его устранение путем установки противовеса. Работа производится на специальном оборудовании станции техобслуживания. Для этого используют балансировочные станки.
Реальные условия работы карданного вала имитируются за счет его вращения электродвигателем через передачу (обычно ременную).

Отклонения определяются датчиками, перемещающимися по длине вала. Специальная программа обрабатывает результаты измерения, после чего определяется место установки и величина балансировочного груза. Специалист по техобслуживанию добавляет груз, высверливает металл или устанавливает прокладки для обеспечения соосности.
Монтаж фрикционных и шариковых предохранительных муфт на тихоходный вал
Предохранительные устройства позволяют исключить вероятность повреждения основных элементов в случае перегрузки. В этом случае процесс монтажа практически ничем не отличается:
- Фиксация проводится за счет шпонки. Подобный способ характеризуется весьма высокой надежностью.
- Насадка полумуфт выполняется в натяг. Это исключает вероятность появления люфта и других проблем.
- При насадке нельзя прикладывать большое усилие, так как может возникнуть серьезный дефект.

В продаже встречаются специальные инструменты, которые существенно упрощают работу по монтажу.
Приборы для центровки
Произвести самые простые измерения при проверке центровки валов можно с помощью складного метра и металлической линейки. Для правильных измерений необходимо более точное приспособление для центровки валов: скоба с отсчетным устройством, пластинчатый щуп, микрометр, штангенциркуль.
- Штангенциркуль – прибор для измерения диаметров (наружных и внутренних) и длины деталей до 4000 мм. Отдельные типы позволяют определять глубины, расстояния до внутренних и наружных уступов, производить разметку. Уровень точности составляет от 0,01 мм до 0,1 мм. Приборы могут быть механическими и цифровыми – с выводом измеренных значений на дисплей. Измерения производят с ослаблением крепления штанги, после чего передвигают измерительную наружную губку, пока вал слегка не зажмется с двух сторон. Затем винтом микрометрической подачи подводится рамка с нониусом и закрепляется зажимом. Целые миллиметры отсчитываются по делениям на штанге, а доли – по нониусу.
- Микрометр – прибор для измерения наружных диаметров и длины деталей до 2000 мм с точностью от ±0,001 мм до 0,01 мм. При проведении измерений деталь зажимается мерительными поверхностями прибора путем вращения микрометрического винта с трещоткой, пока последняя не начнет проскальзывать.
- Скобы с отсчетным устройством служат для измерения внешних диаметров и длины деталей до 1000 мм. Прибор для центровки валов крепится на переставную пятку, а на подвижной находится индикатор с делениями. Измерения можно производить с точностью от ±0,002 до 0,01 мм.
- Пластинчатый щуп – набор калиброванных пластин для измерения зазоров между торцами полумуфт центрируемых валов. Его можно применять как индикатор зазора между штифтом центровочной скобы и корпусом полумуфты. Пластины щупа вставляют в зазор с небольшим трением, которое поддерживается приблизительно одинаковым при каждом измерении.
- Уровень – прибор для проверки горизонтальности плит фундамента и рам агрегатов с приводами, а также для выверки линий валов электроприводов и механизмов. Применяют рамное устройство типа «Геологоразведка», где угол наклона определяется перемещением микрометрического винта, пока воздушный пузырек в ампуле с жидкостью не достигнет нулевого положения.

Методы сушки электрических машин
Метод сушки внешним нагревом применяют для сильно увлажненных машин. Машину помещают в теплоизолированную камеру, продуваемую горячим воздухом от воздуходувки.
Инфракрасную сушку производят с помощью теплоизлучателей, в качестве которых применяют зеркальные лампы мощностью 250 или 500 Вт, располагаемые на расстоянии 200 — 400 мм от нагреваемой поверхности. Лампы размещают на расстоянии 200 — 300 мм одну от другой в шахматном порядке. Температуру регулируют включением и отключением части ламп.
Методы инфракрасной сушки и сушки внешним нагревом применяют для любых электрических машин. Напряжение питания пониженное. Роторы машин переменного тока при сушке от внешних источников затормаживают. Включение и отключение тока производят плавным изменением сопротивления реостата.
Лазерная центровка валов
Системы лазерной центровки выпускаются одно- и двухлучевые. Последняя является более точной и функциональной.
Измерительный блок устанавливается на валу и создает лазерный луч вдоль его центра вращения. От противоположного блока, установленного на сопрягаемом валу, детектируется другой луч. Оба сигнала улавливаются фотоприемниками, и при разных угловых положениях валов с высокой точностью определяется их расцентровка. Путем сравнения показаний при разных угловых перемещениях валов можно производить их центровку в горизонтальной и вертикальной плоскостях.

Автоколебания ротора в подшипниках скольжения
Автоколебания ротора в подшипниках возникают в узлах вращения с большими флуктуациями сил трения, сравнимыми со статической нагрузкой на подшипник, и при увеличенных зазорах в подшипнике. Как правило, такая ситуация складывается в роторах с высокими скоростями вращения и мало нагруженными подшипниками скольжения, особенно при появлении дополнительных пульсирующих моментов, в том числе и периодических. Автоколебания роторов на докритических частотах вращения в подшипниках с масляными ваннами чаще всего происходят на частоте в одну вторую от частоты вращения ротора, автоколебания роторов на закритических частотах вращения (с неразрывным масляным слоем) – на частоте чуть меньше половины оборотной частоты и/или на частоте резонанса ротора в подшипниках. Исключение составляют насосные агрегаты, где в формировании автоколебаний участвуют и гидродинамические силы в потоке перекачиваемой жидкости, поэтому частота автоколебаний может быть существенно ниже.
В основную совокупность причин автоколебаний (при отсутствии ошибок в конструктивном исполнении агрегата) следует внести:
- перераспределение статической нагрузки на опоры вращения агрегата из-за расцентровки опор вращения,
- динамические перемещения оси вращения вала с принудительным изменением толщины смазочного слоя (или точки формирования масляного клина) из-за динамической расцентровки валов, неуравновешенности ротора, и других сил,
- повышенная турбулентность потока смазки из-за изменений ее вязкости, загрязнения смазки, неровностей поверхностей трения в зоне нагружения, и других причин,
Соответственно, начинать работы по устранению автоколебаний роторов в эксплуатируемых агрегатах рекомендуется с устранения статической и динамической расцентровок валов, в том числе с ремонтом или заменой соединительных муфт и последующей балансировкой ротора на месте. Если центровкой и последующей балансировкой автоколебания не убрать, можно рекомендовать контроль параметров смазки и каналов ее подачи в подшипники с наиболее характерными признаками автоколебаний. Если и эти работы не дают результата, рекомендуется проводить регламентные работы по восстановлению величины и равномерности зазора в соответствующем подшипнике, в зоне его нагружения, в том числе с заменой вкладышей.
Система «Квант-ЛМ»
Большой популярностью пользуется центровка валов с применением лазерной системы «Квант-ЛМ», разработанной . Производится центровка машин горизонтального и вертикального исполнения. Встроенный вычислительный блок сравнивает и обрабатывает сигналы от измерительных блоков. Результаты выводятся на дисплей, где показано состояние центровки относительно допустимой области, выделенной зеленым цветом, и запредельной зоны (красный цвет).
Система «Квант-ЛМ» позволяет устранить вибрации, уменьшить количество простоев и ремонтных работ, увеличить срок службы подшипников, уплотнений и муфт.
Hyundai A 4800

Ищете положительные и негативные отзывы о Hyundai A 4800?
Из 11 источников мы собрали 13 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки Hyundai A 4800 выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Hyundai A 4800, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по Hyundai A 4800
Отзывы про Hyundai A 4800
Достоинства:
Цена. Увидел первый раз отвертку автоматическую и купил на свой риск.
Недостатки:
Цена. Оказывается в пределах тысячи есть более дешевые аналоги. Закручивает лишь те саморезы или гайки, которые вручную может крутить школьник. Те что со средней силы я кручу вручную, он «рожает» и не крутит.. Может все отвертки такие автоматические фиговые. Но лучше купить нормальную 2 раза дороже, чем этот «поражняк».. Все сверла кстати одноразовые в принципе.. Резьба портится за 2 прикручивания..
Комментарий:
Если хотите купить и выкинуть сразу это. То вперед
Достоинства:
Цена, эргономика, для этой цены весьма не плохо. Хорошо держит заря
Недостатки:
За эти деньги минусов не много. Да 25 мм шуруп в древесину вгоняет с трудом но можно докрутить как обычной отверткой.
Комментарий:
За 900р весьма не плохо. Кому не хвотает мощи купите шуруповерт. Не забывайте что это отвертка а не дрель. 4 ставлю только за то что нет коробки а так весьма практичный инструмент
Достоинства:
1. Относительно дешевая
2. Много бит в комплекте
3. Два положения прорезиненной рукоятки
4. Подсветка
Недостатки:
1. Сильное биение вала
2. Долгая зарядка
3. Отсутствие хоть какого-нибудь кейса
4. Со временем слегка разболтался узел крепления рукоятки
Комментарий:
Купил её для того, чтобы прикрутить к дверцам шкафа рояльные петли с кучей отверстий под небольшие шурупы. И со своей задачей она отлично справилась (в два приема).
Хочу заметить, что это отвертка, а не шуруповерт и это не профессиональный инструмент. Она предназначена, по моему непрофессиональному мнению, для закрутки/открутки мелких винтиков или шурупов.
Достоинства:
очень удобный шурик, маленький компактный – постоянно с собой его таскаю дома то, то в машине валяется. Дешевая и нужная вещь, 2 положения: Г-образное и I-образное), индикатор зарядки, подсветка. Не горит и не тонет главное))
Недостатки:
за такие деньги никаких недостатков)
Комментарий:
Месяц назад купил и уже потаскал везде где только можно. Единственное – можно было бы вторую скорость добавить, вообще бомба аппарат получился. А вообще я очень доволен.
Достоинства:
Эргономика и дизайн, раскладывается в 2 положения, набор бит.
Недостатки:
Нет регулировки скорости, хотя заявлен, вал не отцентрован, мощность не достаточна даже для самых маленьких саморезов, годится только для мелких работ.
Комментарий:
Подкупила только внешность, а так ничего хорошего, перед покупкой лучше конечно надо было проверить работоспособность на то, как она вгоняет шурупы в дерево, а так все очень печально, жаль потраченных, хоть и небольших денег на плохой инструмент. Не советую данную модель!
Достоинства:
Комплект бит, на вид симпотичная
Недостатки:
Хрупкая, куча косяков
Комментарий:
Отвертка одноразовая имеется куча косяков, во всех смыслах этого слова. Через месяц сломалась переключалка, которая держит ручку в горизонтальном положении, что-то внутрь упало и тарахтит теперь. Но ручка теперь только пистолетиком. Ещё сам курок в ней адски стремный, на реверсе западает, ни нажать ни отжать, приходится ей давать затрещину, тогда начинает срабатывать. Подбешивает реально. Покупать это недоразумение не советую. Я ее забросил, нервы дороже.
Достоинства:
Вроде как не дорого.
Недостатки:
Очень невразумительный по мощности – детская жужалка, проблемы с центровкой вала, тупо переключается реверс, электронная регулировка частоты вращения – одно название в паспорте.
Комментарий:
Крутить этой отверткой можно только мини-шурупы и саморезики, на большее она не годится. Конечно, купил я её, позарившись на цену и заявленные характеристики. Более-менее оправдала себя только цена – жаба не душит.
На все остальное, начиная с дохлого аккумулятора, который надо ещё и заряжать 3 часа и заканчивая серьезным биением вала, нельзя закрыть глаза даже для чисто домашнего инструмента.
Особо раздражает так и не расходившаяся кнопка переключения реверса и зарядное без индикатора заряда.
Достоинства:
Компактная, легкая, отлично лежит в руке, хорошо держит заряд, можно трансформировать в два положения (Г-образное и I-образное), наличие индикатора заряда батареи, подсветка рабочей зоны (как показала практика во многих случаях полезная функция), блокировка вала позволяет использовать её как обычную отвертку, три года гарантии.
Недостатки:
Можно сказать что за такую цену их нет, но всё же: низкое качество набора оснастки, плохая центрация вала, нет возможности регулировать скорость вращения (можно было бы не брать это во внимание, но на упаковки написано что данная функция присутствует).
Комментарий:
Начну по порядку: намечался переезд со всеми вытекающими из него трудностями (т.е. нужно было разбирать семь больших шкафов и три стола). Руками конечно же крутить не хотелось, а шуриком было не подлезть. Решил купить аккумуляторную отвертку, много денег тратить не хотелось, подобрал подходящую для себя модель с литиевой батареей стоимостью около 1000 руб. но увы, не нашел её в розничных магазинах. Уже отчаявшись надумал брать что придется и тут по счастливой случайности, находясь в магазине решил спросить продавца об интересующей меня модели, на что он ответил мне: что у них в продаже имеется лишь аккумуляторная отвертка Hyandai цена которой по акции составляла всего 560 рублей. Подумав: будь что будет, я решил приобрести сей чудо инструмент. Приехав домой и приступив к разборке я был приятно удивлен: отвертка на ура выкручивала разного вида шурупы в том числе и евровинты (которые даже руками крутить напряжно). За два дня я разобрал всю мебель (порядка 60 небольших шурупов и винтиков на шкаф и 30 евровинтов на стол) и лишь на последнем шкафу аккумулятор разредился, для меня это был нонсенс: столько работы сделать на одном заряде. В итоге: я остался очень доволен работой этого инструмента и сложившимися обстоятельствами которые сподвигли меня на покупку данного девайса!
Достоинства:
Компактная, не дорогая (досталась за 500 рублей), трансформируется (2 положения: Г-образное и I-образное), индикатор заряда
Недостатки:
не регулируется скорость вращения никаким образом; нет отсечки на усилие; в инструкции куча фраз по безопасности и уходу за изделием, но нет подробной инструкции по пользованию (написана с небольшими грамматическими ошибками, зато на русском!); нет кейса для хранения самого инструмента и бит.
Комментарий:
только купил. еще не испытал на практике. по первым впечатлениям самым большим недостатком явилась невозможность регулировать скорость вращения. хотя данная функция заявлена в характеристиках и на упаковке.
Достоинства:
1. Цена. (так себе, но тысяча это не пять)
2. В руке лежит неплохо и в том, и в другом варианте трансформации.
3. Есть подсветка, но с минусом.
4. В плане подобраться куда в позе зю — очень неплохо.
5 Вес. Четыреста грамм это очень мало, очень.
Недостатки:
1. Биты и упаковка, но вопрос цены. (блистер). Хотя коробочка сильно не удорожила бы, ну про качество расходников итак все понятно, оно и сверхдорогих не ах.
2. Трудности перевода — отсюда и неожиданно выплывшая регулировка скорости.
3. Есть вероятность, что отсутствует контроллер заряда. Инструкция говорит, что аккумулятор может накрыться, если не выключить от зарядника. Максимальное время заряда — 5 часов.
4. Свет есть, но не сверхяркий. Это и хорошо и плохо.
5. Силенок. ну, как раз на тысячу. То есть хватает на многое, но это именно отвертка, несмотря на то что написано на упаковке.
6. два сверла есть в комплекте, держатся в пазу шестигранника супер. Сравнивал с набором для шурика от хитачи. Так те прокручиваются чуть натуги дашь. это к разговору о качестве расходников.
Комментарий:
Работает, крутит, само то — все согласно расценкам+старания эргономистов и прочих инженеров. )))
Центровка валов электрических машин
В практике электромонтажных организаций применяют ряд способов центровки валов. Скажем сразу, что в данной статье не рассматриваются современные, ультрамодные – лазерные системы центровки валов, имеющие достаточно высокую стоимость. В статье дается обзор способов центровки и приспособлений, доступных для изготовления собственными силами, которыми пользовались в СССР и которые популярны посей день. К таким системам центровки относятся: центровка валов при помощи одной или двух пар радиально-осевых скоб, центровка валов по полумуфтам, центровка с применением приспособления с электромагнитным прижимом и индикаторами, центровка способом "обхода одной точкой". Ниже в той же последовательности рассматриваются все указанные способы, а также применяемые при этом приспособления.
Центровка валов при помощи одной пары радиально-осевых скоб
| Рисунок 1. Центровка двухопорных валов при помощи одной пары радиально осевых скоб |
Этот способ получил наибольшее распространение в монтажной практике.
Конструкция радиально-осевых скоб и их крепление показаны на рисунке 1.
Наружную скобу 1 закрепляют на полумуфте 2 установленной машины, а внутреннюю скобу 3 – на полумуфте 4 машины, которая должна быть соединена с установленной. Скобы крепят при помощи хомутов 5 и болтов 6. В процессе центровки измеряют боковые зазоры a и угловые зазоры b при помощи щупов, индикаторов или микрометров. В двух последних случаях индикатор или микрометрическую головку устанавливают на место болтов 7 и 8.
Перед началом измерения полумуфты должны быть разъединены, а валы раздвинуты с тем, чтобы скобы и полумуфты при вращении валов не прикасались. Для большей точности измерений при помощи болтов устанавливают минимальные зазоры a и b.
Независимо от способа проверки соосности валов зазоры между плоскостями полумуфт или между остриями радиально-осевой скобы измеряют щупом таким образом, чтобы пластинки щупа входили в зазор с ощутимым трением и на глубину не менее 2/3 своей длины (практически до 20 мм). Ввиду того что при замерах щупом неизбежны погрешности, величина которых зависит от опытности исполнителя, результаты измерений следует контролировать. При правильных замерах сумма числовых значений четных замеров равняется сумме числовых значений нечетных замеров, то есть
Практически можно считать, что замеры выполнены правильно, если разница между этими суммами будет составлять не более 0,03 – 0,04 мм.
В противном случае, не изменяя положения полумуфт, измерения следует повторить более тщательно.
На рисунке 2 показаны четыре взаимных положения валов машин.
Рисунок 2. Взаимные положения валов машин
В положении А валы расположены на одной прямой, и центры их совпадают. Очевидно, что при одновременном проворачивании валов зазоры a и b должны оставаться неизменными.
В положении Б валы параллельны один другому, но между ними есть сдвиг. При проворачивании валов угловые зазоры b остаются неизменными, а боковые зазоры a изменяются.
В положении В центры валов совпадают, но оси их расположены под углом. В этом случае при проворачивании валов меняются величины угловых зазоров b, а боковые зазоры сохраняются.
Наконец, в положении Г центры валов сдвинуты и оси их расположены под углом. При проворачивании валов будут изменяться величины как угловых b, так и боковых зазоров a.
Первое измерение зазоров a1 и b1 производят, когда скобы находятся в верхнем положении. Затем валы проворачивают на 90° в направлении вращения приводного механизма или генератора и снова замеряют зазоры a2 и b2 при совпадении рисок на валах. Всего делают четыре замера при каждом повороте валов на 90°. Пятый замер выполняют как контрольный, когда скобы снова приходят в верхнее положение. Величина зазоров в первом и пятом положениях скоб должны совпадать.
| Рисунок 3. Приспособление для поворота вала крупной или средней машины |
Во избежание неточностей при замерах рекомендуется повторно измерять зазоры (вновь проворачивая валы в те же положения), причем замеры должно производить одно и то же лицо.
Действительной величиной зазоров a и b в данной точке будет полусумма соответствующих зазоров, измеренных при двух замерах в этой точке. В зависимости от массы роторов проворот валов осуществляют либо вручную, либо при помощи крана.
Проворот вала у электрических машин небольшой мощности производят вручную без каких-либо приспособлений.
Для проворота вручную вала крупной или средней машины рекомендуется применять специальное приспособление, показанное на рисунке 3. Оно состоит из рычага 1, ленты 2 и зажима 3 для ленты.
| Рисунок 4. Схема поворота вала крупной электрической машины при помощи крана |
Проворот вала с помощью крана (рисунок 4) осуществляют при монтаже крупных электрических машин мощностью 1000 кВт и более. В этом случае на вал 1 навивают несколько витков стального каната 2 с петлями 3 и 4 на концах. Петлю 3 зацепляют за болт 5, проходящий через отверстие полумуфты, а петлю 4 прикрепляют к крюку крана, которым при помощи каната 2 вращают вал 1.
Перед измерениями (после того, как валы провернуты на требуемый угол) канат должен быть ослаблен. Чтобы исключить возможность сближения или расхождения полумуфт при провороте валов (осевой ход), последние необходимо запереть специальными упорами (рисунок 5).
| Рисунок 5. Запирающий упор |
Иногда, если валы агрегата расположены близко к фундаменту, измерять зазор между полумуфтами внизу затруднительно или невозможно. В таких случаях зазоры измеряют только в трех точках, то есть сверху и по бокам, а величину зазора в недоступном месте определяют подсчетом, исходя из того, что сумма зазоров "верх" плюс "низ" равна сумме зазоров "бок1" плюс "бок2". При неизвестном зазоре между полумуфтами снизу это равенство пишут так: b1 + x = b2 + b4, откуда неизвестный зазор x = (b2 + b4) – b1.
После подстановки в это равенство числовых значений боковых и верхнего зазора определяют неизвестный зазор снизу.
| Рисунок 6. Схема нанесения рисок на ободах полумуфт для замеров щупом |
После каждого перемещения валов в том или ином положении все последующие измерения выполняют лишь после надежного прикрепления лап двигателя или стоек подшипников к фундаментным плитам. В противном случае при подтяжке болтов после измерения центровка будет нарушена.
Зазоры между плоскостями полумуфт измеряют щупом в одних и тех же точках. Для этого на ободах полумуфт наносят риски 1 с буквенными обозначениями верха В, низа Н и боков Б (рисунок 6).
Пример. На рисунке 7, а записаны значения измеренных зазоров (в миллиметрах) для четырех положений валов. Величины боковых зазоров написаны над окружностью, а угловых – внутри окружности. Цифры в обозначениях зазоров a1, a2, a3, a4 показывают порядковые номера замеров зазоров.
Рисунок 7. К примеру центровки валов при помощи одной пары радиально-осевых скоб
На рисунке 7, б указаны размеры (в миллиметрах) присоединяемой машины: расстояние от муфты до подшипника 3 l1 = 300 мм; расстояние от муфты до подшипника 4 l2 = 1600 мм; расстояние от оси вала до болта 5 r = 350 мм.
Для обеспечения центровки валов необходимо смещать подшипники 3 и 4 присоединяемой электрической машины (мощностью более 1000 кВт), передвигая их по плите или перемещая в вертикальной плоскости посредством добавления или убавления подкладок под стойками подшипников.
Введем следующие обозначения:
x1 и x2 – горизонтальное перемещение подшипников 3 и 4 по плите вправо (рисунок 7, в), если перед x1 и x2 стоит знак (+), и влево, если стоит знак (–); смотреть надо на торец муфты (со стороны установленной машины);
y1 и y2 – вертикальное перемещение подшипников 3 и 4 вверх, если перед y1 и y2 стоит знак (+) и вниз, если стоит знак (–).
Необходимое перемещение можно рассчитать по следующим формулам, подставляя в них числовые значения, указанные на рисунке 7, а и б:
Рисунок 8. Центровка валов при помощи двух пар радиально-осевых скоб
Измерения производят, как и при предыдущем способе, при последовательном провороте обоих роторов на 0, 90, 180 и 270°.
На рисунке 8, б приведена схема с буквенными названиями замеряемых зазоров. На рисунке 8, в показаны четыре положения, при которых производят замеры. Так, например, в положении II замеряют два угловых зазора b II 4 и b II 2, а также один боковой зазор a2; в положении III – b III 1 и b III 3 и a3 и так далее. Затем определяют результирующие угловые зазоры, которые равны полусумме двух угловых зазоров, замеренных в одной и той же точке одной, а затем другой парой скоб, то есть
В каждом положении полумуфт (0, 90, 180 и 270°) замеряют один боковой замер и два или четыре угловых зазора. Средние значения угловых зазоров при нескольких замерах определяют как среднее арифметическое путем деления суммы числовых значений зазоров на количество замеров (два или четыре).
Перемещения y1 и y2; x1 и x2 подсчитывают по формулам, приведенным в случае центровки одной парой скоб, подставляя в них средние значения осевых зазоров b1 и b2, b3 и b4.
При центровке по полумуфтам следует иметь в виду, что точность центровки жестких муфт, имеющих подвижные соединения (зубчатые муфты), может быть меньшей, чем точность центровки эластичных муфт. Поэтому у муфт с подвижными соединениями при каждом измерении необходимо убедиться в отсутствии заклинивания. Это выполняют при помощи рычага, которым проверяют наличие свободного углового перемещения соединенных частей в обе стороны.
Центровка с применением приспособления с электромагнитным прижимом и индикаторами
Приспособление, изображенное на рисунке 10, было разработано в СССР, Московским проектно-экспериментальным отделением (МОПЭО) института Тяжпромэлектропроект. По своей конструкции это приспособление позволяет производить измерения при центровке валов как индикаторами, так и пластинчатым щупом.
Рисунок 10. Центровка валов при помощи приспособления с электромагнитным прижимом и индикаторами.
1 – угольник; 2 – индикаторы; 3 – держатели; 4 – установочный винт; 5 – магнитопровод; 6 – катушки электромагнита; 7 – цилиндрические пальцы (шарнир); 8 – поворотные башмаки полюса; 9 – обод полумуфты
Приспособление состоит из двух П-образных электромагнитов, питающихся от батареек карманного фонаря и снабженных шарнирными полюсными башмаками, которыми оно удерживается на ободах полумуфт центрируемых валов. Форма полюсных башмаков обеспечивает прилегание их к ободам полумуфт независимо от диаметра последних.
Установка двух индикаторов непосредственно на приспособлении позволяет выполнять измерения одновременно в горизонтальной и вертикальной плоскостях и с большей точностью чем при измерениях индикаторами, укрепленными на штативах, когда мерительный штифт индикатора скользит по грубообработанным поверхностям обода и торца полумуфт. При отсутствии индикаторов приспособление позволяет произвести измерения щупом. Для этого в держателе 3 индикаторов устанавливают мерительный штифт, подобный установочному винту 4.
Центровка способом "обхода одной точкой"
В тех случаях, когда один из валов не может проворачиваться при центровке, зазоры между плоскостями полумуфт можно измерять и при вращении только одного вала. Для этого применяют специальное приспособление 2, прикрепляемое к полумуфте вала 1, который может вращаться (рисунок 11), или скобы показанные на рисунке 10, б и в, в статье "Точные измерительные инструменты и приборы, используемые при центровке валов электрических машин". Такой способ получил название способа "обхода одной точкой".
| Рисунок 11. Центровка валов способом "обхода одной точкой" |
В этом случае боковое смещение a контролируют щупом по зазору между штифтом 4 приспособления 2 и ободом полумуфты 5, установленной на валу 6. Угловое смещение b измеряют при помощи щупа 7 по зазору между торцами полумуфт 3 и 5.
При монтаже электрических машин мощностью более 500 кВт могут иметь случаи центровки машин с одноопорным валом или соединения с механизмами, имеющими зубчатую передачу. Ниже приводятся рекомендации по выполнению этих работ.
Центровка машин с одноопорным валом
В этом случае прицентровываемый (одноопорный) вал одним концом опирается на предварительно выверенный подшипник, а другой конец его располагают так, чтобы выступ одной полумуфты попал в выточку другой. Это соединение полумуфт, как указывалось в статье "Муфты для соединения валов электрических машин", называется фланцевым и показано в указанной статье на рисунке 1, а.
Таким образом, прицентровываемый одноопорный вал опирается одним концом на поясок полумуфты, а другим – на свой подшипник. Между торцами полумуфт оставляют небольшой осевой зазор 1 – 2 мм. Во время центровки обе полумуфты соединяют двумя-тремя болтами, диаметр которых несколько меньше, чем диаметр болтов муфты. Болты точно пригоняют по отверстиям полумуфт. Затем производят прицентровку по полумуфтам, как и в случае двухопорных валов. Необходимые перемещения подсчитывают по тем же формулам, что и при центровке двухопорных валов одной парой скоб.
После центровки следует проверить правильность выполнения этой операции, так как в результате неравномерной затяжки болтов, неточной обработки торцов полумуфт и так далее могут возникнуть перекосы и может быть нарушена центровка.
| Рисунок 12. Приспособление для подъема валов средних и крупных электрических машин на небольшую высоту |
Для проверки на шейке одноопорного вала устанавливают два индикатора: один в вертикальной плоскости, а другой в горизонтальной, прикрепив их к подшипнику (по месту), и замечают показания индикатора, установленного в вертикальной плоскости. Затем при помощи приспособления (рисунок 12) приподнимают конец вала, извлекают нижний вкладыш подшипника и возвращают конец вала в прежнее положение; индикатор установленный в вертикальной плоскости, должен дать прежнее показание. Проворачивая ротор на 0, 90, 180 и 270°, определяют величину биения концов вала по индикатору, установленному в горизонтальной плоскости.
Правильность центровки и соединения полумуфт определяют по величине биения конца вала.
При отсутствии технических условий завода-изготовителя следует руководствоваться следующими предельно допустимыми величинами биения конца вала в зависимости от быстроходности машины:
| Для машин с частотой вращения, об/мин | Предельно допустимая величина биения конца вала, мм |
| до 1000 от 1000 до 1500 от 1500 до 3000 |
0,15 – 0,20 0,12 – 0,15 0,05 – 0,08 |
Центровка валов электрических машин с зубчатой передачей
В этом случае за базу прицентровки принимается редуктор, а все перемещения производят за счет электрической машины, прицентровываемой к редуктору. При этом следует учитывать, что вал ведущего колеса редуктора при работе обычно поднимается на величину вертикального зазора в подшипниках, поэтому вал прицентровываемой электрической машины устанавливают выше вала зубчатого колеса на упомянутую величину вертикального зазора.
В практике электромонтажных организаций имеют место случаи, когда вал 1 приводного электродвигателя соединяется с валом 4 редуктора с помощью промежуточного вала, не имеющего подшипников, как это показано на рисунке 13. Такие случаи, в частности, имеют место при соединении приводного двигателя с редуктором клети на прокатных станах.
| Рисунок 13. Центровка валов при наличии промежуточного вала |
Длина промежуточного вала достигает 1,5 – 2 м и непосредственная проверка взаимного расположения валов приводного двигателя и редуктора с помощью щупа, индикатора или другого измерительного инструмента в таких случаях невыполнима. Для этого наиболее простым способом является центровка валов при помощи специально изготовленных угольников 2 и визирной струны 3 (рисунок 13).
Внешние стороны каждого угольника должны быть простроганы под углом 90°. Угольники крепят одной стороной к торцевым плоскостям полумуфт, а по другим их сторонам натягивают струну из стальной тонкой проволоки. По струне и угольникам измеряют как боковые, так и угловые смещения валов двигателя и редуктора. Для крепления угольников к плоскостям полумуфт и для натяжки визирной струны применяют болты с гайками. При выборе диаметра болтов и затяжке гаек следует учитывать, что любое по величине перемещение болтов в отверстиях полумуфт в процессе проворачивания валов может привести к неправильным замерам и неудовлетворительному качеству центровки.
Центровка валов многомашинных агрегатов
В многомашинных агрегатов прокатных станов, насчитывают до пяти соединенных между собой электрических машин, весьма важным условием является центровка (выверка линии валов) в процессе монтажа агрегата. В трех- и пятимашинных тихоходных преобразовательных агрегатах в качестве приводных машин применяют синхронные двигатели нормального исполнения, подшипники которых не рассчитаны на дополнительные нагрузки от якорей генераторов, имеющих только по одному собственному подшипнику.
Для разгрузки подшипников приводного двигателя от дополнительных нагрузок на них, вызванных подвеской валов якорей генераторов, завод "Электросила" имени С. М. Кирова (сегодняшнее название завода "Электросила" – ОАО "Силовые машины") впервые предложил применять новый метод выверки линии валов машин в таких агрегатах.
Сущность состоит в том, что для равномерного распределения нагрузок на подшипники агрегата предусматривается установка отдельных валов в такое взаимное расположение, при котором плоскости фланцев (рисунок 14) имели бы некоторый угловой развал, заданный расчетом. Так, например, в трехмашинном преобразовательном агрегате, состоящем из синхронного двигателя и двух генераторов постоянного тока, предназначенных для питания приводных двигателей блюминга, завод "Электросила" предложил установить общую линию валов так, чтобы между плоскостями фланцев соединения А (рисунок 14) был зазор 0,6 мм, а торцевые плоскости фланцев соединения Б были параллельны.
Рисунок 14. Схема выверки трехмашинного агрегата.
I, III – генераторы; II – приводной двигатель
Одновременно для таких агрегатов заводом-изготовителем указываются величины нагрузок на подшипники, определенные расчетным методом.
Как правило, электрические машины указанных агрегатов поступают к месту монтажа в разобранном виде. Перед началом работ по выверке линии валов многомашинных агрегатов устанавливают и выверяют фундаментные плиты, затягивают анкерные болты, устанавливают стойки подшипников, статоры и нижние полустанины, заводят роторы в статоры, а в машинах постоянного тока – якоря. Кроме того, необходимо выполнить следующие подготовительные работы:
– ознакомиться с заводским эскизом агрегата. На эскизе должны быть указаны номера машин, подшипников, фланцев, а также нагрузки на подшипники агрегата, величины углового развала фланцев с расчетными данными по установке линии валов, приведенными в технической документации завода-изготовителя;
– проверить исправность приспособления для определения нагрузок на подшипники (рисунок 15) и возможность использования для этой цели подъемно-транспортных механизмов, имеющихся на монтажной площадке (масса вала с ротором или якорем не должна превышать грузоподъемность крана);
– определить необходимое сечение стропов и выбрать их в зависимости от максимальной нагрузки на проверяемый подшипник при взвешивании части вала с ротором (якорем).
Операции по выверке линии валов агрегата на основании расчетных данных выполняют в такой технологической последовательности:
– замеряют и регулируют уклоны шеек вала средней машины агрегата, имеющей два собственных подшипника, таким образом, чтобы шейки вала находились на одной высоте по отношению к горизонтальной плоскости, а также выверяют и закрепляют подшипниковые стойки этой машины;
– прицентровывают к выверенному валу средней машины вал машины, имеющей одну подшипниковую стойку, для чего: проверяют соответствие размеров центрирующего выступа и заточки сочленяемых фланцев; вводят центрирующий выступ фланца присоединяемого вала в выточку фланца (или полумуфты) выверенного вала средней машины; замеряют и регулируют зазор между торцами фланцев, устанавливают и затягивают временные стяжные болты;
– прицентровывают к выверенному валу средней машины вал второй машины и поочередно с каждой стороны валы остальных машин агрегата (в последовательности изложенной выше);
| Рисунок 15. Схема установки приспособления для определения нагрузок на подшипники многомашинных агрегатов методом взвешивания. 1 – индикатор; 2 – рукоятка ручного привода гидравлического домкрата; 3 – серьги динамометра; 4 – динамометр; 5 – строп из стального каната (к мостовому крану); 6 – приспособление для плавного подъема вала агрегата; 7 – гидравлический ручной домкрат; 8 – универсальный строп из стального каната; 9 – стойка подшипника; 10 – вал ротора (якоря) |
– проверяют жесткость соединения фланцев черновыми болтами, а также надежность закрепления подшипниковых стоек;
– подвешивают динамометр с приспособлением для плавного подъема вала к крюку мостового крана (смотрите рисунок 15);
– снимают крышки и верхние вкладыши подшипников, после чего закрепляют индикатор на стойке проверяемого подшипника;
– подвешивают взвешиваемую часть вала 10 к динамометру, укрепленному на приспособлении для плавного подъема вала;
– осторожно поднимают крюк крана с подвешенным валом до тех пор, пока не натянутся стропы и начнет двигаться стрелка динамометра;
– продолжают подъем вала при помощи гидравлического ручного домкрата, установленного между скобами приспособления для плавного подъема вала до тех пор пока стрелка индикатора не отклонится на 1 – 3 деления, что свидетельствует об отрыве вала от вкладыша подшипника; при этом производят первую запись показаний динамометра и индикатора в момент отрыва вала от вкладыша подшипника;
– осторожно опускают вал гидравлическим домкратом до отклонения индикатора на 1 – 3 деления и производят повторную запись показаний динамометра и индикатора;
– сравнивают данные величин фактических нагрузок на подшипник с расчетной величиной нагрузки; аналогично определяют фактические нагрузки на все остальные подшипники;
– при необходимости производят перераспределение нагрузок на подшипники путем изменения высоты стоек подшипников;
– составляют протокол по результатам взвешивания;
– отворачивают гайки временных болтов и повторно замеряют зазоры между фланцами;
– сравнивают результаты замеров между фланцами и первоначальными, соответствующими расчетным;
– снимают приспособления для плавного подъема и взвешивания вала и освобождают мостовой кран;
– устанавливают верхние вкладыши и крышки подшипников;
– заменяют поочередно по одному временные болты на фланцах на постоянные.
Допуск на центровку
Проверенные после центровки скобами длиной 250 – 300 мм величины боковых и угловых зазоров при совместном повороте обоих роторов на 0, 90, 180 и 270° (или на 0, 120 и 240°) не должны отличаться более чем на 0,03 мм. При другой длине скоб допуски на угловые зазоры должны быть изменены пропорционально длине скоб (соответственно в большую или меньшую сторону).
При центровке по полумуфтам для одних и тех же положений вала боковые и угловые зазоры для муфт диаметром 400 – 500 мм не должны отличаться более чем на 0,05 мм.
Величина допустимого биения конца вала обычно указывается заводом-изготовителем и, как уже упоминалось, зависит от быстроходности машин.
Окончательная установка линии валов
При монтаже средних и крупных электрических машин, вертикальное и горизонтальное перемещение ротора в небольших пределах (во избежание нарушения необходимого прилегания шеек вала в обоих нижних подшипниках) производят соответствующим перемещением стоек подшипников. Следует учесть, что при установленном статоре такое перемещение стоек вместе с ротором требует соответствующего перемещения и самих статоров, так как в противном случае нарушатся зазоры между статором и ротором.
Правильное положение ротора достигается перемещением фундаментной плиты. После нескольких перемещений фундаментной плиты и стоек подшипников под ними может оказаться большое количество временных прокладок, которые следует заменить постоянными, изготовляемыми строго по размерам временных прокладок.
Прокладки заменяют поочередно в каждом месте, так как одновременное выколачивание прокладок может привести к деформации фундаментной плиты. Перед сменой временных прокладок на плите наносят пометки по месту их установки. Постоянные прокладки пригоняют по этим пометкам и устанавливают путем выколачивания легкими ударами ручника. Их следует устанавливать достаточно плотно, но без ослабления других прокладок, что проверяют щупом и постукиванием ручником как по устанавливаемой, так и по соседним прокладкам.
Затем проверяют затяжку анкерных болтов, болтов крепящих стойки, и центровку, после чего приваривают коротким швом гайки анкерных болтов к плите, закрепляют болтами жесткие полумуфты, а также окончательно проверяют центровку и зазоры между статором и ротором.
Необходимо также убедиться в том, что при вращении ротор не задевает щитов статора. Для этого у средних и крупных электрических машин производят пробную установку щитов статора. При наличии заеданий несколько уменьшают разбег ротора путем передвигания подшипников в осевом направлении. После этого ударами свинцовой кувалды или молотка устанавливают контрольные конические штифты в стойки подшипников и лапы статора (по два штифта на каждую стойку и на статор). Сначала (до проверки отверстий сопрягаемых частей) устанавливают неизолированные штифты во избежание порчи изоляции, а затем изолированные. После этого заполняют паспорт машины, в котором указывают все данные центровки, зазоры между статором и ротором, зазоры в подшипниках, уклоны шеек вала и прочее.
Сборка, пригонка и соединение муфт
Эти операции выполняют после окончательной центровки валов.
Перед соединением машин с жесткими или полужесткими муфтами необходимо убедиться в отсутствии на торцевых поверхностях полумуфт выбоин, царапин, заусенцев и других неровностей, после чего произвести развертку просверленных начерно отверстий для соединительных болтов. Каждое отверстие развертывают одновременно в обеих полумуфтах (полумуфты предварительно должны быть стянуты временными болтами).
Затем до и после установки всех соединительных болтов следует определить радиальные биения каждой полумуфты в четырех точках, отстоящих одна от другой на 90°. Если в результате неточной развертки биение превысит допуск на центровку, нужно все отверстия заново развернуть развертками большего диаметра и заменить соединительные болты.
Подвижные соединения, выполненные при помощи зубчатых муфт, после сборки проверяют на возможность углового (осевого) смещения валов вследствие их термического расширения, достаточность зазора между крышками и торцами зубьев ступиц, а также между торцами ступиц (смотрите рисунок 1, в, в статье "Муфты для соединения валов электрических машин"). Кроме того, в зубчатых муфтах проверяют зазоры в зацеплениях и правильность шага зацепления зубьев (допускаются отклонения по толщине зуба и в шаге ±0,05 мм).
При сборке пружинных муфт проверяют размеры пазов между зубьями полумуфт (они должны быть строго одинаковы) и возможность осевых перемещений пружин. Кроме того, необходимо убедиться в отсутствии защемлений пружин.
У пальцевых эластичных муфт проверяют диаметры резиновой или кожаной набивок, а также отверстий для них. При этом следует иметь ввиду, что эластичная часть пальцев должна свободно входить в отверстия (разница в диаметрах допускается 2 – 4 мм). Зазоры между торцами полумуфт допускаются в пределах 5 – 8 мм.
Обязательным условием при сборке и подгонке муфт является равномерное прилегание эластичной части всех пальцев к поверхности отверстий по всей их длине (в ведомой полумуфте). Правильное положение пальцев проверяют следующим образом: после установки каждого пальца устанавливают наличие смещения одной полумуфты по отношению к другой путем легкого покачивания одного из роторов в обе стороны. При этом необходимо добиться, чтобы величина смещения каждого из пальцев была одинаковой. Если при установке какого либо пальца смещение не обнаружено, причиной этого может быть неправильная установка или обработка пальца или неправильные размеры расточки отверстия в ведомой полумуфте.
Заливка фундаментных плит и анкерных болтов бетоном
После окончательной установки машины, приемки по акту, центровки машины (или агрегата) строительная организация под контролем монтажного персонала заливает бетонной смесью фундаментные плиты. Перед заливкой заливаемые части фундамента насекают; поверхность соприкосновения старого бетона с подливкой тщательно очищают, особенно от масла и керосина, промывают и в течение нескольких дней перед подливкой непрерывно увлажняют.
Пускать машину разрешается не ранее чем через 10 – 15 дней после подливки (при нормальной температуре твердения).
При заливке бетоном фундаментных плит и анкерных болтов в зимних условиях при среднесуточной температуре наружного воздуха ниже 5°С и минимальной суточной температуре ниже 0°С бетонные работы следует выполнять в соответствии с указаниями "Строительных норм и правил" (СНиП).
Бетонную смесь, уложенную в зимних условиях, следует выдерживать преимущественно по способу термоса, основанному на применении утепленной опалубки и защитного покрытия в целях замедления остывания бетона. Для выполнения бетонных работ в зимних условиях весьма важным условием является ускорение процесса твердения. Наиболее пригодны для этой цели быстротвердеющие портландцементы высоких марок (500 и выше). Бетонная смесь не должна содержать частиц льда, снега и смерзшихся комьев цемента. Для ускорения твердения бетона в зимних условиях применяют химические добавки – хлористые соли (кальция, натрия или аммония). Общее количество вводимых в бетонную смесь хлористых солей не должно превышать 7% массы цемента (считая на безводные соли) или 15% количества воды затворения. Необходимое для каждого отдельного случая соотношение добавляемых к бетону солей определяют по соответствующим инструкциям.
Источник: Каминский М. Л., «Центровка валов электрических машин» – Москва: Энергия, 1972 – 72с.
Центровочные ступичные кольца: почему они бесполезны?

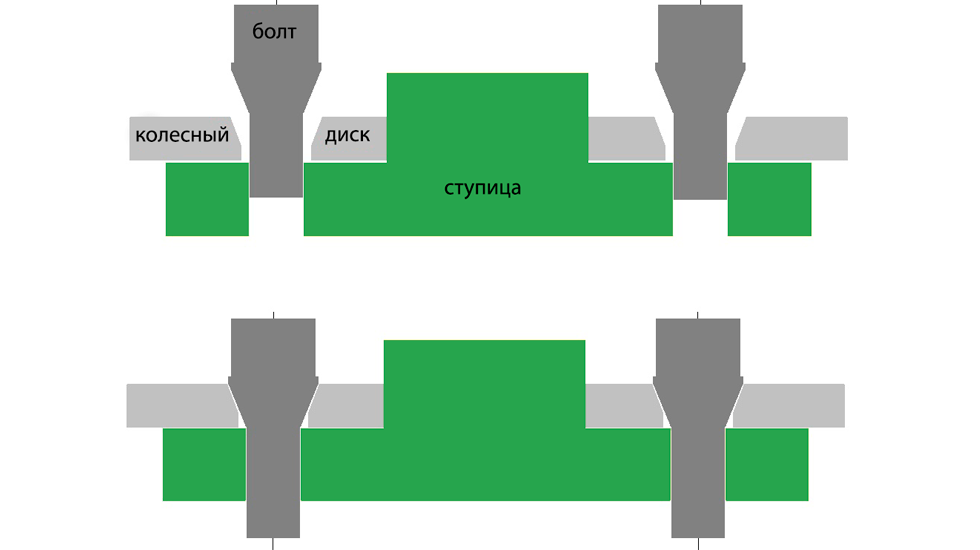
Нередко мы ставим на автомобиль не оригинальные, а универсальные колесные диски, или подходящие от других моделей и марок. Но иногда параметры крепежных отверстий, вылета, ширины и прочего совпадают, а вот центральное отверстие, «дырка» – больше, чем надо. Многие пребывают в уверенности, что диаметр ступицы и «дырки» в диске должны строго совпадать и покупают так называемые «центровочные кольца» – совершенно бессмысленный аксессуар.
П ри вдумчивом изучении вживую крепления колесного диска к ступице конусными болтами (или конусными или полусферическими гайками — неважно) почти любой технарь понимает, что центровочные кольца — совершенно бессмысленная деталь. Но не всегда это удается объяснить на словах, без «наглядной демонстрации». Поэтому давайте посмотрим на несколько простейших, но вполне доходчивых схематичных картинок.
Поскольку у штатного оригинального диска центральное отверстие обычно совпадает по диаметру с выступающей частью ступицы, многие думают, что равенство этих диаметров — обязательный и необходимый фактор. Но это не так! Центральное отверстие и его диаметр не играют совершенно никакой роли в центровке и фиксации колеса. Колесо центрируется и фиксируется только конусной частью болтов, и ничем иным.
Вот мы ставим штатный диск (диаметр его центрального отверстия совпадает с диаметром выступающей части ступицы) на ступицу и затягиваем болты с конусами (с конусными гайками все обстоит точно так же). Колесо село на свое место безупречно, тут никаких вопросов нет.
Теперь для сравнения на одной картинке рядом — диск с «дыркой» штатного диаметра и диск с увеличенной «дыркой»:
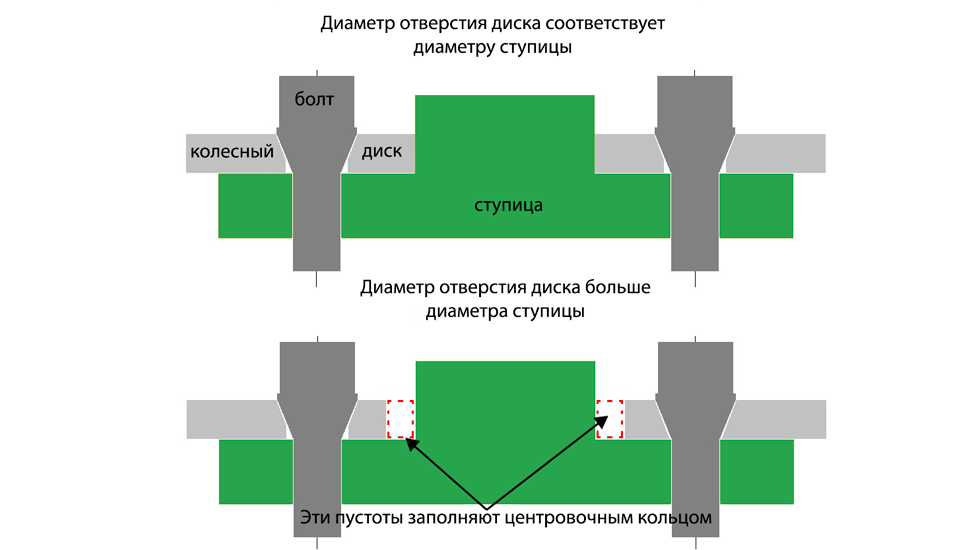
Вот центровочное кольцо на своем месте, и создается иллюзия, что это необходимая деталь.

Теперь берем диск с отверстием нештатного, увеличенного размера, и ставим на ступицу без центровочного кольца. Неидеально, со смещением:

Затягиваем болты спокойно, равномерно, крест-накрест ручным ключом — без пневмогайковерта, способного иногда перекосить диск. Конусы болтов входят в конусы отверстий, и колесо автоматически встает строго по центру ступицы вне зависимости от наличия или отсутствия центровочного кольца и вне зависимости от диаметра центральной «дырки» в диске, которая может быть любой!
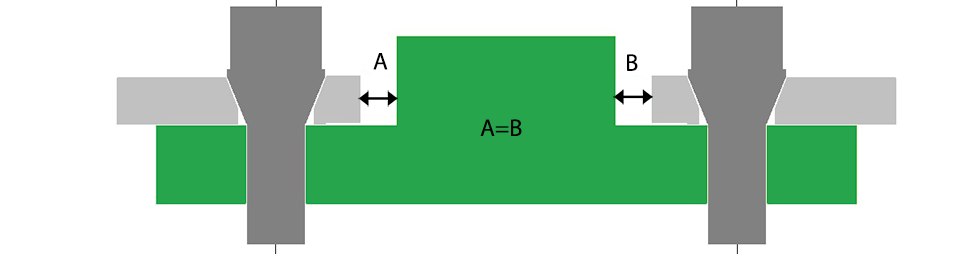
Важно отметить, что центровка конусами (или полусферами) — это старый, проверенный и очень часто применяемый в самых разнообразных механизмах прием, и в случае c колесами он использован в полной мере. Центровка диска центральным отверстием не дополняет конусный крепеж, она просто не предусмотрена инженерами, которые проектировали автомобиль!
Впрочем, помимо центровки «сферически в вакууме» популярный миф о центровочных колечках затрагивает поведение колеса в движении. Многим кажется, что из-за пустоты в том месте, где якобы должно находиться центровочное кольцо, диск может сместиться относительно ступицы от воздействия массы машины и езды по неровностям. Что появится дисбаланс, биение. И, соответственно, они ошибочно считают, что кольцо выполняет не только центрирующую, но и опорную роль.
Это еще более чудовищное заблуждение, которое легко развеивается, стоит только представить себе воздействующие (теоретически!) на центровочное кольцо силы, если бы оно выполняло опорную роль.
Из чего изготавливаются кольца? Из тоненького пластика или алюминия. То есть, из чрезвычайно мягких и пластичных материалов, категорически неспособных держать нагрузки, даже отдаленно сходные с теми, которые испытывает колесный диск в движении!
Теперь, помня о мягкости материала центровочного кольца, посмотрим на колесный диск в его естественном положении и предположим, что на кольцо воздействуют обозначенные стрелками силы.
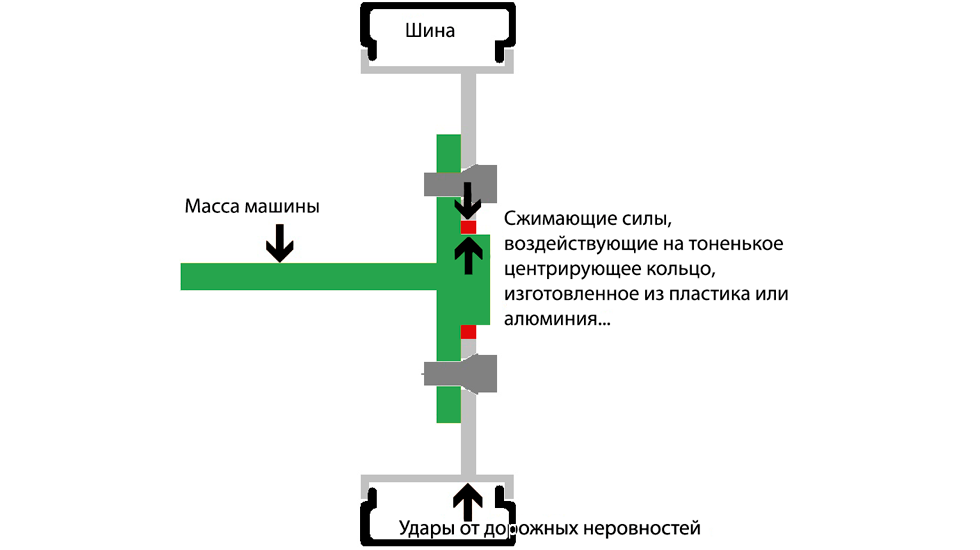
Это чудовищные силы, приложенные к очень небольшой площади. Если бы проставка из пластикового колечка на самом деле выполняла хоть малейшую опорную роль, она должна была быть выполнена из прочной стали. А пластик или алюминий на первых же нескольких кочках серьезно бы деформировало — так, что повреждения нельзя было бы не заметить невооруженным глазом.
Однако после любого пробега даже хилая полиэтиленовая проставка не несет на себе никаких следов давления и ударов! Причина (вынуждены повторить в очередной раз) в том, что центруют и держат колесо исключительно конусные поверхности болтов, и не что иное. Роль кольца равна нулю, оно не влияет ни на биения колеса, ни на прочность крепления.
Поэтому смело приобретайте и ставьте нештатные колеса, если они устраивают вас по цене и подходят по всем размерным параметрам, кроме диаметра центрального отверстия. Никакие «центровочные кольца» для компенсации увеличенного отверстия вам не нужны!
А когда центровочные кольца все же нужны?
Упс… Вот так вот – внезапно…
Да, как ни странно, бывают ситуации, при которых центровочные кольца все же имеют пользу. Роль они все равно играют не несущую, но в процессе монтажа колеса важны.
К примеру, нельзя не отметить специфический крепеж дисков без конусов. Не сказать, что такое часто встречается, но самый простой и лежащий на поверхности пример – штатные штамповки Газели.
Поверхность диска с отверстиями под крепеж – плоская, гайки – плоские, а центровка – по ступице… Вряд ли кто-то встанет перед проблемой поиска нештатных аналогичных штамповок на «Газель», ибо ее диски недефицитны, но теоретически, при установке колес с увеличенной «дыркой» центрующая проставка была бы необходима.
Еще один, но не последний пример. В природе существуют хитрые болты крепления колес – со скользящими эксцентрическими конусами. Это тюнинговый аксессуар, позволяющий совместить ступицу и колесо с разной разболтовкой без заваривания и пересверливания отверстий и без «блинов», меняющих вылет. Например, поставить на ступицы 4х98 колеса 4х100. Такие хитрые болты – не самое лучше техническое решение, но, тем не менее, оно существует и иногда используется. Чтобы с такими болтами смонтировать без перекоса колесо, диаметр центрального отверстия которого больше ступицы, крайне желательно использовать центрирующее кольцо.
Для комментирования вам необходимо авторизоваться

Статья в стиле Ксении Собчак. Ярко. Эпатажно. Голословно ))))) Вы спросите специалистов из шиномонтажного сервиса, экспертов по этой части и рядовых автомобилистов как бесполезными кольцами они избавлялись от вибрации. Кольца не несут нагрузку — это верно, нагрузку несут прижимные поверхности крепежа (конус, сфера, пресс-шайба) — а кольца нужны для того чтобы в момент фиксации диска, убрать смещение висящего колеса относительно ступицы. Колеса.ру — будьте экспертами, журналисты колеса.ру — общайтесь с экспертами это круто, ну и нам, вашим читателям, будет интересно получать экспертные, полученные на практике знания.
Спасибо, что не пришлось писать самому.
Приветствую читателей, в том числе и недовольных )) Как автор статьи, отвечу на некоторые претензии. Увы, длительные дискуссии не могу обещать, поэтому отвечу, насколько возможно.
Увы, искать экспертов среди "специалистов из шиномонтажного сервиса" — дело неблагодарное. Ибо любой гастарбайтер осваивает балансировочный станок, пневмогайковерт и домкрат на базовом уровне за полдня, и эксперты в этой области не работают. Не востребованы там эксперты. Поэтому уж позвольте мне в этом вопросе опираться на собственное профильное автомобильное образование и старые-добрые советские учебники, которые писались задолго до эпохи "намагничивателей топлива", "аспект-модификаторов", "центровочных колец" и прочих глупостей ��
Как вы говорите, "убрать смещение висящего колеса относительно ступицы" ? Видите ли в чем дело, проектировщики конусной фиксации колеса давным давно, еще когда кино немым было, предусмотрели тот очевидный факт, что ось ступицы в момент монтажа будет горизонтальна, а не вертикальна )) Ибо когда машина лежит на боку — это явно не лучший момент для переобувки ) И поэтому постепенно входящие в конусные отверстия конусные болты при несовпадении ступичного и колесного диаметров прекрасно выбирают то самое "смещение висящего колеса". Поверьте, это заложено в конструкцию. И центруется колесо без всяких колец безупречно. Аккуратно закручиваем крест-накрест ручками — и все встает ровненько, как и задумано.
Ну а ваших "экспертов из шиномонтажа", ратующих за кольца, понять несложно — им-то хочется засандалить вам болты пистолетом — "вжух, и готово". А не наживить пальчиками и первично затянуть ручным ключом, как положено. Сроки-то горят, очередь поджимает. В этом случае кольцо, конечно, их выручает — шансов накосячить становится чуть меньше, хе-хе.
как любой гастарбайтер осваивает гайковерт за полдня, так и любой гуманитарий осваивает писательство в автомобильной сфере за пол дня xDDD
Поверьте за пределами МКАД, в регионах, есть эксперты которые живут колесным тюнингом, за плечами которых 7-8 лет ежедневной работы с колесами клиентов, решения различных сложных вопросов из этой области, решение проблем реальных владельцев автомобилей и действительно классные проекты колесного стайлинга.
И мой посыл к вам изначально не обидеть, а просто пожелать работать над качеством материала. Можно сделать быстрее, проще и дешевле и простенько, а можно покопаться к теме, поискать людей, которые в теме, пообщаться, может даже отнестись критично к своим знаниям — дольше, затратнее, зато результат стоит того, тем более вещаете на многомиллионную аудиторию.
Вижу нет смысла тут ещё что либо пояснять, у автора свой взгляд на эти вещи. И спорить нету смысла, у вас своя правда и я её уважаю. Как говорится, когда дело дойдет до практики все встанет на свои места и вы подкорректируете свое мнение на этот счет.
Всех благ! И творческих успехов в автомобильной журналистике!
Ответили Вы очень дипломатично, хотя можно было бы и резче. Автору надо не просто зарабатывать деньги, а, если взялся за "перо" — доносить читателям достоверную и проверенную информацию. Автор, видимо, никогда практически не сталкивался с крепежом колёс болтами с полусферической поверхностью (к примеру, VW-групп) и не знает, сколько случаев их откручивания на "нештатных" колёсах после сервисных работ (при этом соответствие болтов отверстиям сомнению не подвергается!).

Статья хорошая, но упущен важный момент и ошибка в последней схеме. Начну со второго: на схеме действия сил на проставку в области ступицы масса автомобиля почему-то получает подъемную силу, а диск колеса прижимную. Исправьте картинку, там стрелочки взаимоного давления должны быть в нижней части проставки, а не в верхней. Теперь об упущенном моменте, который ярче и убедительнее подскажет читателям всю соль. Проставочные кольца не сертифицируются и выпускаются неизвестно кем и неизвестно где, не говоря уже о контроле качества. Таким образом, толщина стенок проставочного кольца может различаться по окружности, что как раз и приведет к смещению диска при установке колеса и приведет к дисбаласу в движении. Вот такой вот контрольный аргумент )))
Людииии, ну что вы рассуждаете и придумываете))) С каждым доводом вы все сильнее заставляете усомниться в бесполезности предмета статьи. Вы занимаетесь закупками центровочных колец? Вы ставили их своим клиентам? Как можете рассуждать о том кто их производит, о качестве и о том что они приведут к "ДИСБАЛАНСУ" (обращаю внимание на это слово). Хотя если хотите поупражнять свой мозг в новых аргументах — дерзайте. Это забавно))))

Евгений, здравствуйте! Вроде вот кажутся ваши доводы убедительны — зачем, мол, нужны кольца если конусные поверхности болтов все центрируют, и мне они показались сперва убедительными, но контраргумент slikmag сподвигнул вникнуть в вопрос поглубже. Покопавшись немного в интернете возник вполне резонный, на мой взгляд, вопрос: а для чего же тогда и сами автопроизводители, и производители колес, одни выпускают колеса с центральным отверстием другие делают сообразно им ступицу? Ведь если колеса и так прекрасно центрируются и держатся конусными болтами то, получается, в отверстиях никакого смысла и вовсе нет. Однако ж, если бы это было так на самом деле то центровочные кольца не смогли бы возникнуть даже как "шарлатанские" приспособления в принципе.
Дааа. в теории я не силен и спорить с выкладками не буду, приведу пример из личного опыта:
- Годах этак в 2000-х попался хороший BMW E34, в комплекте прилагались красивые летние колеса от E39 на оригинальных дисках. Визуально совершенно новые и повода усомниться в своей "ровности" не дающие!
- Забирал с четким пониманием, что придется серьезно "ковыряться" в ходовке, т.к. дисбаланс был такой, что казалось кузов и ходовая часть это два отдельных организма, связанные какими-то шарнирными механизмами.
- После "перетряски" всей ходовки в уважаемом сервисе, и нескольких диагностик в различных независимых сервисах, внимание привлекли колеса!
- После непродолжительного изучения, оказалось, что у E34 ступица диаметром 72.5, а у E39 — 74.1.
Сколько не перетягивал конусные болты по различным схемам: и по кругу и крест-накрест и наперекосяк и не по одному разу, дисбаланс не уходил. менялась только сила вибрации при движении — спасли пластиковые проставочные колечки. Несколько переобувок до продажи авто проблем не наблюдалось.
И еще один пример: Брал на A6 4FC6 красивые оригинальные диски от A5. Разницы по диаметрам не помню, но симптомы были те же, что и на BMW. Сразу вспомнились волшебные колечки. Но тут пластиковые не спасли, вибрации уменьшались, но полностью не уходили. Пришлось изготавливать у мастеров из легкого сплава индивидуальные кольца. С ними отъездил пять сезонов и передал по наследству следующему владельцу авто.
Все люди самостоятельные и каждый сам может сделать свои выводы. разносторонняя информация здесь присутствует. Лично меня в двух случаях колечки выручили.

Красивая статья, сразу виден почерк дилетанта, мысля теоретика. Не хочу убеждать в своём убеждении никого! мне абсолютно пофигу кто как намазывает масло на свой бутерброд, расскажу просто свою историю, из своей жизни.
Дело было в автосервисе, в котором я работал на протяжении почти 10 лет, дилерский центр европейского бренда с американскими корнями (рекламу делать не буду), так вот, приезжали значит к нам регулярно а/м с оборванными шпильками, и как правило с одной оборванной шпилькой, в абсолютном большинстве, у машин были диски с большим диаметром отверстия чем диаметр у ступицы! сказать честно, оторванных колес я не видел, но без одной шпильки были каждую зиму машины регулярно, меняли каждый день! Я задался вопросом! и мои подозрения подтвердились на практике! на своей практике, и причем только сегодня, 14.11.17, при замене колес с летней на зимнюю, я обнаружил шишку на одном колесе, помню попадал в яму этим колесом, не придал значения, когда приехал домой, обнаружил что кольцо пластиковое лопнутое! и даже на половину выкрошилось (если кто не верит могу прислать фото) причем повреждения кольца были точно в противоположной стороне от шишки! вот тут то я и понял что, в момент удара, (НЕСМОТРЯ НА ТО ЧТО У МЕНЯ СТОЯТ КОНУСНЫЕ ГАЙКИ И КОНУСНЫЕ ПАТАИ НА ДИСКЕ) диск сместился! и сместился довольно прилично, как минимум на 0,5-1мм в результате кольцо получило повреждение, но однако! ОНО СПАСЛО ШПИЛЬКИ ОТ ЛЕТАЛЬНОЙ ПЕРЕГРУЗКИ. Так что всем советую не слушать студентов, не верить теоретикам, а ставить кольца и по возможности металлические!
Сам занимаюсь колесами и часто ставлю на свою машину диски с большим ЦО. Никогда кольцами не пользовался и не собираюсь. Никакого дисбаланса и вибраций никогда не было! Были случаи когда народ пихал диски PCD 100 на вазы, так там не только вибрация, там и болты вылетали, либо отверстия разбивало. А так, если диски ровные и правильно отбалансированы, PCD соответствует, отверстия крепежные не разбиты — то никаких проблем быть не должно!
Господа! Я уже более 8 лет делаю центровочные кольца из нержавейки, на станках с ЧПУ. У меня были уже наверное тысячи клиентов, сотни из которых благодарили меня и говорили, что кольца помогли им избавиться от вибраций. Заказывайте на центровочные-кольца.рф
Полностью поддерживаю автора. А как же диски вообще без центрального отверстия? А как же адаптер Haweka? Глупости всякие на уровне гаражного шиномонтажа в комментариях, которые кроме как трубы с конусом ничего не видели! А кто сталкивался с повреждённым ЦО, которое не расточить под больший диаметр под супинатор, т, к. не от чего отцентроваться? Уверен, многие бы даже не заметили битое ЦО и думали бы, что диски кривые.
Автор нарисовал и объяснил, почти убедил. Но практика показала, что не все здесь видимо учтено. Вибрация начИнаналась на 100-110. Отбалансировал колеса. Проблема осталась. Ослабил и затянул болты на домкрате крест на крест ключом. Не помогло. Купил установочные кольца (67.1-60.1)Проблема исчезла. Скорость 110-120-130 вибрация отсутствует. На неравномерность посадки диска при затяжке болтов возможно оказывают влияние не одинаковый износ посадочных поверхностей болтов и отверстий,а так же сила трения, не позволяющая занять им нужное положение при затяжке. МалейшиЕ смещение и перекос на скорости приводят к большой вибрации. Центробежная сила имеет квадратичную зависимость от скорости. И тут смещение нескольких килограммов колеса на долю мм сразу дают о себе знать. Как говорится чудес не бывает. Убеждался много раз. Водительский стаж 47 лет.
Статью писал. ок, будем культурными людьми — не очень интеллектуальный персонаж.
Дело в том, что бывают колёса LUG CENTRIC, которые центрируются болтами или гайками. и колёса HUB CENTRIC, которые центрируются на ступице по центральному отверстию. Так вот, центровочные кольца — для машин, у которых колёса HUB CENTRIC ! Есть и более экзотические типы, вроде фиатовской системы с центрирующими конусами. Болты с плоской поверхностью, со сферической поверхностью, с футорками (например для очень старого магниевого литья 60-х гг. или некоторых вариантов спицованных дисков). И т.п. А тут всё свалено в одну дурно пахнущую кучу.
Повторю, лядь, для наделённых особым даром: центрируются . при установке колеса и затяжке болтов/гаек. А не удерживаются в процессе эксплуатации, уже ПОСЛЕ затяжки болтов/гаек, т.е. все эти экзерсисы автора про удары от дорожных неровностей — мимо кассы, речь идёт именно о процессе центровки колеса при его установке. И в приводимых производителями описаниях назначения центровочных колёс это абсолютно чётко указано — что они нужны именно в процессе установки колеса, обеспечивая повышенную точность по сравнению с "самоцентрированием" одними только конусами болтов/гаек, пример:
Using a hub-centric ring will help allow the wheel to be centered as soon as you mount it (like factory wheels), so you’re not just relying on the lug nuts to “self center” the wheel.
Да, по сути это вспомогательное устройство, облегчающее правильную установку колеса и его центровку затяжкой гаек, можно обойтись и без него. но тем не менее, резкий тон автора статьи совершенно неуместен и непремлем.
Есть такая машина, которая называется "Волга". так вот, у неё колёса LUG CENTRIC. и чтобы не было биения, затягивать гайки можно только от руки, никакого пневмогайоквёрта, очень аккуратно и в правильной последовательности, крест-накрест. Иначе вполне себе возможен перекос, несмотря на всю коничность отверстий и гаек. Если бы там были центровочные кольца, а на дисках центрирующие отверстия (а не просто технологическая дырка по центру в форме пятиугольника), то такого бы не было, и процедура установки колеса давала бы повторяющийся результат, вне зависимости от квалификации её осуществляющего.
Кстати, колёса типа LUG CENTRIC не имеют центровочного центрального отверстия (отверстие есть но оно чисто технологическое), и нормально балансировать их можно только на фланцевом адаптере. о чём 99% шиномонтажников не имеет представления.
Согласен на 100%. Центровка болтами/гайками будет точной только когда они новые и отверстия в дисках не разбитые. Особенно отверстия будут разбиваться в сплавных дисках при многократных откручиваниях и закручиваниях с абразивом в перемешку, и забиванием гайковертом, так как никто их по осени/весне на сервисе не моет при смене резины. Поэтому нужно что то , что не изнашивается при многократном откручивании и закручивании колес, и сохраняет точность центровки и это сами понимаете что.
Отсюда у одних кольца работают,а другие их выкидавают, но может быть не стоит торопиться?!
Спасибо автору!! Максимально доходчиво изложили почему не нужны центровочные кольца. Для тех кто все таки свято верит, что кольца нужны в подтверждение слов автора скажу, что кольца эти не больше чем мусор и средство заработка торгашей и производителей (кстати наценка на мелочевку на вроде колец максимальная). Купил авто с 2 комплектами внештатного литья, конечно же в подарок достались центровочные кольца. Со временем в сервисе потеряли одно из колец, я расстроился и хотел заказывать комплект. Пока собирался заказывать поездил, незаметил разницы, начал разбираться, разобрался, понял, что это хлам выкинул все оставшиеся кольца, езжу на машине каждый день несколько лет без этих колец и все норм. Почему — потому что они не нужны. Не ведитесь на разводы маркетологов и торгашей. Всем удачи, автору респект!
Грешил на балансировщиков и на балансировочные станки. Балансировал в 3-х различных центрах шиномонтажа. Автомобиль Хонда Аккорд. Размер ступицы 64,1 в диаметре, отверстие универсального диска 67,1 мм, 5 конических гаек. Затягиваю всегда через один, чтобы равномерно распределить усилие. Всё тщетно, чувствую биение на руле. В конце концов опытный балансировщик порекомендовал супинаторы. Установил, проверил — небаланс пропал. Теперь немного теории. Я сам как и автор считал, что конические болты (или гайки, в зависимости от конструкции) посадят на место диск колеса и не вдумывался в суть. Мои конические гайки имеют конус 45 градусов. Кроме того, это не прямой конус, а некоторая сфера конической формы, для обеспечения контакта в конусе диска около середины отверстия (проще говоря, немного пузатый конус))). Теперь считаем. Коэффициент трения алюминий — железо 0,61. После соприкосновения диска со ступицей для того, чтобы сдвинуть колесо конической гайкой, необходим конус не более 36 градусов. Расчёт несложный, любой вычислит. С моим фактическим конусом 45 градусов, гайка сначала прижмёт диск, висящий на шпильке, а потом попытается сдвинуть, но после соприкосновения со ступицей это будет невозможно, так как сопротивление трения будет возрастать по мере затяжки болтов. Колесо становится с небольшим смещением, но это смещение на вес всего колеса. А это и не баланс, и биение. Если бы конусная гайка была с конусом в 30 градусов или к примеру ступица на месте контакта с колесом была бы в смазке для свободного скольжения (не дай Бог смазка попадёт на дисковый тормоз), то рассуждения автора были бы правильные. Но, теория и практика показывает обратное.
Hyundai A 4800

Перед приобретением Hyundai A 4800 по самой низкой цене, изучите характеристики, видео обзоры, плюсы и минусы модели, отзывы покупателей.
Характеристики Hyundai A 4800
Основные характеристики *
| Реверс | есть |
| Максимальный крутящий момент | 3 Н·м |
| Количество скоростей | 1 |
| Функции | электронная регулировка частоты вращения |
| Особенности конструкции | блокировка кнопки включения, лампа точечной подсветки |
| Макс. число оборотов холостого хода | 150 об/мин |
| Тип питания | аккумулятор |
| Тип патрона | под биты |
Питание *
| Устройство аккумулятора | встроенный |
| Напряжение аккумулятора | 4.8 В |
| Емкость аккумулятора | 0.8 А·ч |
| Тип аккумулятора | Ni-Cd |
| Количество аккумуляторов в комплекте | 1 |
| Время зарядки аккумулятора | 3 ч |
Дополнительные характеристики *
| Вес | 0.4 кг |
| Комплектация | зарядное устройство, набор бит |
| Дополнительная информация | поворотная рукоятка |
* Точные параметры уточняйте на сайте продавца.
Сын, такой же "умелец", как большинство здешних авторов, пользоваться ею так и не научился. Недавно мне для мелких работ понадобился "шурик" помельче, вспомнил об этом аппарате. Он у них в лежал без дела не менее полугода. Взял на время. Работать он начал мгновенно! Классный аккумулятор, заряд "в режиме ожидания" держит МЕСЯЦАМИ! И в работе показал себя только с лучшей стороны.
Достоинства: Удивительная вещь. Особенно по прочтении негативных отзывов. Итак, куплена отвёртка была, как я только что увидел, три года назад, для восьмилетней на тот момент внучки, усердно помогавшей мне в домашних столярно-плотницких работах. До этого она пользовалась шуруповёртом Black+Decker Multievo, но попросила что-нибудь полегче. Взяли эту, как думал, игрушку. Чем был ошарашен — только взяв её в руки, она без какой-либо помощи завинтила 100(!) миллиметровый саморез в сухой сосновый брус!
Недостатки: Недостатков нет. Нет совсем! Что не так — ищи причину в себе, как говорят недовольные женщины.
Отзывы Hyundai A 4800

2. В руке лежит неплохо и в том, и в другом варианте трансформации.
3. Есть подсветка, но с минусом.
4. В плане подобраться куда в позе зю — очень неплохо.
5 Вес. Четыреста грамм это очень мало, очень.
1. Биты и упаковка, но вопрос цены. (блистер). Хотя коробочка сильно не удорожила бы, ну про качество расходников итак все понятно, оно и сверхдорогих не ах.
2. Трудности перевода — отсюда и неожиданно выплывшая регулировка скорости.
3. Есть вероятность, что отсутствует контроллер заряда. Инструкция говорит, что аккумулятор может накрыться, если не выключить от зарядника. Максимальное время заряда — 5 часов.
4. Свет есть, но не сверхяркий. Это и хорошо и плохо.
5. Силенок. ну, как раз на тысячу. То есть хватает на многое, но это именно отвертка, несмотря на то что написано на упаковке.
6. два сверла есть в комплекте, держатся в пазу шестигранника супер. Сравнивал с набором для шурика от хитачи. Так те прокручиваются чуть натуги дашь. это к разговору о качестве расходников.