Значение слова «гнёт»
1. Тяжесть, груз, накладываемые на что-л. для постепенного отжимания (устар.). Положить творог под гнет. || перен.; чего. То, что тяготит, угнетает, мучит. Дядя снова смолк и скорбно склонил голову под гнетом горьких воспоминаний. Салтыков-Щедрин, Пестрые письма. Я имел неудовольствие сразу испытать на себе весь гнет провинциальной скуки. Златовратский, Господа Караваевы.
2. Насильственное воздействие сильного на более слабого; притеснение, угнетение. Национальный гнет. □ Гнет, несправедливость, незаконные посягательства одних, бесполезные страдания других, — — все это факты, которых вы не опровергнете фразой. Писарев, Стоячая вода. Чем ужаснее гнет и порабощение, думал я, — тем необходимее бороться с ним! Морозов, Повести моей жизни.
Источник (печатная версия): Словарь русского языка: В 4-х т. / РАН, Ин-т лингвистич. исследований; Под ред. А. П. Евгеньевой. — 4-е изд., стер. — М.: Рус. яз.; Полиграфресурсы, 1999; (электронная версия): Фундаментальная электронная библиотека
- Гнёт — специальный предмет, обладающий заданной массой, и применяемый в качестве груза при солении и квашении овощей и фруктов. В качестве гнёта обычно применяется камень округлой формы, имеющий минимальное водопоглощение и минимальную способность к растворению в кислой среде. Помимо камней в качестве гнётов могут быть применены: нержавеющая сталь, стеклянные сосуды, наполненные водой. Масса гнёта может быть различна, и её параметры определяются объёмами обрабатываемых пищевых продуктов. В домашнем хозяйстве при квашении капусты масса гнёта достигает 5-6 кг, а на производстве при бочковом засоле и квашении до 15-25 кг. Ввиду того что бродильные растительные соки представляют собой коррозионно-активные среды, в качестве гнётов недопустимо применение меди, свинца, чугуна и других токсичных и легкорастворимых металлов.
ГНЁТ, а, мн. нет, м. 1. То, что тяготит, гнетет, мучит; душевное бремя (книжн.). Под гнетом судьбы. || Жестокое притеснение, угнетение, иго (книжн.). Царство гнета и насилья мы поставим на колени. Бзмынскй. Г. сурового режима. В Европе г. капитала. Сйфллна. 2. Тяжесть, накладываемая на что-н. для выжимания, выдавливания; пресс (спец.). Положить творог под г. || Жердь для прижимания сена, снопов на возах (обл.).
Источник: «Толковый словарь русского языка» под редакцией Д. Н. Ушакова (1935-1940); (электронная версия): Фундаментальная электронная библиотека
гнёт (существительное)
1. тяжёлый груз или устройство, производящее давление при квашении или посоле продуктов ◆ После чего накрыть банки чистым льняным полотенцем и только уж потом, гнёт положив, на холод выставить. «Приятного аппетита», 7 октября 2003 г. // «Сельская новь» (цитата из НКРЯ) ◆ В обоих способах мясо плотно укладывают, сверху обязательно ставят гнёт. «Что имеем — сохраним», 11 ноября 2003 г. // «Сельская новь» (цитата из НКРЯ)
2. перен. нечто угнетающее, подавляющее рост, развитие ◆ Дело в том, что дети не могут постоянно жить под гнётом чувства вины и необратимости происшедшего и отвечают на этот гнёт гневом, обидой на умершего, который так несправедливо их наказал своей смертью. Евгения Власова, «Дети и смерть», 4 августа 2002 г. // «Домовой» (цитата из НКРЯ)
Фразеологизмы и устойчивые сочетания
Делаем Карту слов лучше вместе
/>Привет! Меня зовут Лампобот, я компьютерная программа, которая помогает делать Карту слов. Я отлично умею считать, но пока плохо понимаю, как устроен ваш мир. Помоги мне разобраться!
Спасибо! Я стал чуточку лучше понимать мир эмоций.
Вопрос: ищи ветра в поле — это что-то нейтральное, положительное или отрицательное?
Гибка труб: «холодный» и «горячий» способы
Гибка труб своими руками допустима лишь в разовых случаях. Если процесс сборки металлоконструкции или трубопровода предполагает использование большого количества «гнутых» труб, то процесс деформации изделий лучше всего проводить на особых станках – трубогибах.
Впрочем, в данной статье мы рассмотрим оба варианта деформации труб, примеряя каждый способ к изделиям разной формы и диаметра.
ГИБКА ТРУБ СТАЛЬНЫХ ИЛИ ПЛАСТИКОВЫХ: СПОСОБЫ РЕАЛИЗАЦИИ ПРОЦЕССА
По большому счету, существует всего два способа деформации трубного проката:
- холодная гибка труб
- деформация разогретых изделий
Первый способ – «холодная» гибка – возможен только в том случае, если деформируемая труба изготавливается из достаточно пластичного материала, способного менять свою форму под влиянием внешних сил.
Поэтому «холодную» гибку, как правило, практикуют при деформации относительно небольших металлических труб (за исключением труб из чугуна).

Правда, гибка труб из нержавеющей стали (или любых других труб с повышенной кольцевойжесткостью) вынуждает нас задействовать в этом процессе особые станки – трубогибы. Поскольку собственными силами мы можем согнуть только очень пластичные трубы из меди или алюминия.
Впрочем, «мягкие» пластиковые трубы такому способу гибки не поддаются даже на трубогибах. Ведь, несмотря на декларируемую мягкость, пластиковые трубы либо не обладают достаточной пластичностью для такого способа деформации, либо у них нет кольцевой жесткости, достаточной для удержания изделия в согнутом состоянии (полиэтиленовые изделия без армирующего каркаса).
Исключение можно сделать только для комбинированных материалов на основе полиэтилена — гибку металлопластиковых труб выполняют только «холодным» способом. Внутри такой трубы находится армирующий пояс из алюминия – в процессе деформации гнут именно его и форму после гибки удерживает именно он.
Горячая гибка – возможна практически в любом случае. Ведь в разогретом состоянии пластичность любого материала повышается на порядок. Например, высокотемпературная гибка стальных труб (или изделий из любого другого металла) осуществляется очень просто: трубу просто нагревают в месте деформации и сгибают руками. То есть станки или механические трубогибы, в этом случае, нам уже не понадобятся.
С пластиком, в данном случае, опять возникают проблемы. Горячая деформация невозможна в принципе – полимерные трубы теряют свою кольцевую жесткость при нагреве выше 250 градусов Цельсия. То есть, в процессе горячей деформации такая труба просто растечется по поверхности.
Ну, а теперь, когда мы познакомились со способами деформации, давайте перейдем от теории к практике и разберем, как гнуть трубы «холодным» и «горячим» способом.
↑ХОЛОДНАЯ ГИБКА – ОСНОВНЫЕ ЭТАПЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Используя холодную гибку, трубы можно согнуть практически под любым углом. Но сделать это можно всего двумя способами: вручную и с помощью специальных механизмов. Причем и сами механизмы могут использовать либо электрическую или иную энергию, либо энергию мускульной силы оператора.
К основным способам ручной деформации относятся следующие варианты:
- наматывание изделия на шаблон
- деформация изделия на опорах
Причем первый способ допустим только в том случае, если материал трубы будет достаточно пластичным. Ну а второй способ можно использовать и для более жестких труб.

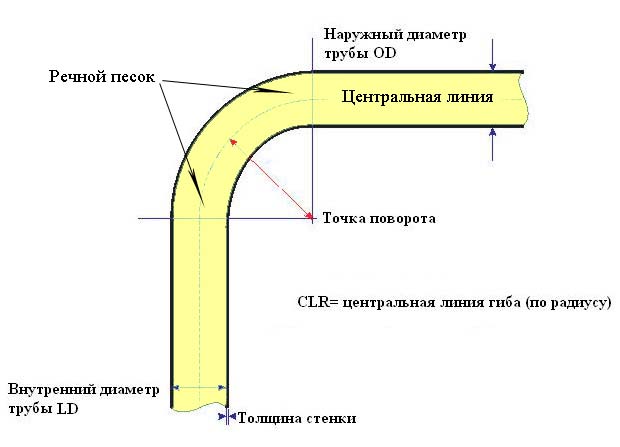
Первый вариант – наматывание на шаблон – реализуется следующим способом. На первом этапе процесса гибки трубу нужно заполнить каким-либо сыпучим веществом. Поэтому в изделие засыпают песок (можно соль) или заливают воду, которую охлаждают до состояния льда. Сыпучее вещество не позволит измениться профилю трубы.
Далее мы берем калибр – округлую и твердую поверхность – и гнем трубу, наматывая изделия вокруг калибра. Само изделие, при этом, удерживается за края мерного отрезка, а гнется только середина.
По такой методике осуществляется гибка труб из дюраля или латуни, или иного материала с достаточно высокой пластичностью. Сам изгиб получается относительно ровным, но такая технология сопровождается большими объемами отходов. Ведь даже гибка медных труб – очень пластичных изделий – требует достаточно большого рычага. Следовательно, согнув участок в середине мерного отрезка, мы будем вынуждены избавиться от «рукоятей» — концов, за которые держались в процессе загиба.
Второй вариант – деформация на опорах – реализуется следующим способом:
- Сгибаемое изделие устанавливают на две точечные опоры. Центр трубы, при этом, находится над пустотой.
- Далее мы наносим удары в центральную точку, равноудаленную от двух опор. И под влиянием этих ударов труба немного сгибается. Причем саму трубу можно немного сдвигать, перенося центральную точку на пока еще недеформированный участок.
Подобная технология гибки труб грешит неаккуратностью – с внешней стороны изделия несут насебе следы ударов, а их поперечное сечение отклоняется от первоначального профиля. Кроме того, «лишний» металл соберется в складку на внутренней поверхности загиба. Поэтому холодная гибка на двух опорах – это не наш метод.
Правда, используя различные ручные приспособления для гибки труб, мы можем исправить эту ситуацию. Для этого нам нужны: ножовка по металлу, линейка и сварочный аппарат. Линейкой мы отмеряет несколько точек на трубе (в месте загиба изделия), ножовкой делаем надрезы в теле трубы. А сварочным аппаратом завариваем швы после завершения деформации на опорах. И никакого деформирования тела или профиля изделия – лишний металл мы уже удалили, сделав надрезы ножовкой.
Впрочем, несмотря на все наши ухищрения, ручная деформация уступает, по всем параметрам такому способу, как механическая гибка труб в стационарных условиях.
↑Основные способы механической гибки труб
Вся механическая гибка основана всего на двух способах:
- Обкатке трубы
- Гидравлической деформации трубы
Причем для реализации этих технологий используют как электрифицированные, так и ручные станки для гибки труб. Последние используют в качестве источника деформирующего усилия мускульную силу оператора, приложенную к рычагу или струбцине.
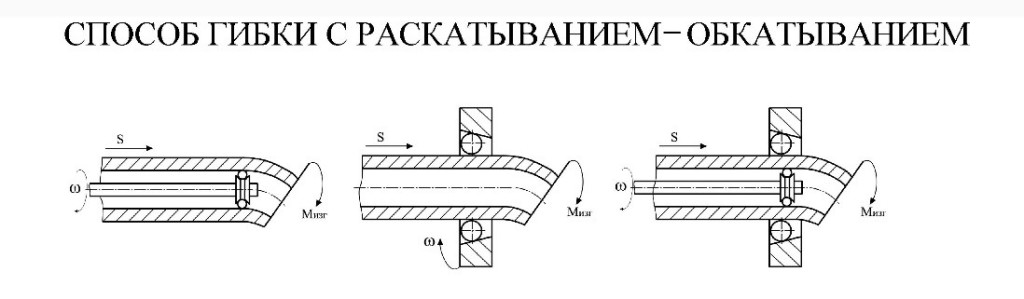
Электрифицированная и ручная гибка труб методом обкатки осуществляется следующим способом:
- изделие устанавливается на подающие вальцы станка
- Деформирующий валец подводится к поверхности трубы и упирается в нее с нужным усилием.
- Оператор включает мотор или начинает вращать барабан подающего механизма с помощью особой рукояти.
- Геометрические параметры процесса регулируют в ходе обкатки, поджимая деформирующий валец. Ведь чем большее усилие на этом вальце, тем больше радиус загиба трубы.
В итоге, такая, почти самостоятельная гибка труб – ведь большинство станков работают именно на ручном приводе – позволяет согнуть под нужным радиусом значительные партии заготовок. Причем качество гибки оказывается существенно выше любого, по-настоящему, ручного варианта. Да и сам процесс деформации происходит быстрее. Однако обработка круглых труб, а равно и гибка труб большого диаметра, на вальцевых трубогибах невозможна. Для этих целей лучше использовать либо прессы, либо специальные станки для гидравлического деформирования труб.
Последний способ основан на деформации изделия, заполненного жидкой средой (водой или маслом), проводимой в контакте со специальным калибром. По сути, этот процесс повторяет ручную гибку методом наматывания, только результаты этого процесса выглядят более впечатляющее. Кроме того, гидравлическое деформирование дает возможность не только согнуть трубу, но и изменить диаметр сечения изделия.
↑ГОРЯЧАЯ ГИБКА – КАК ЭТО ДЕЛАЕТСЯ ?
Горячее деформирование дает возможность согнуть самые жесткие трубы. Причем, как и в случае с холодной гибкой, горячий вариант можно реализовать с помощью всего двух технологических процессов: ручного и механического деформирования.
↑Горячая ручная гибка
Горячая гибка вручную выполняется теми же способами, что и холодная ручная гибка. То есть мыпрактикуем те же методы: наматывание на калибр и деформацию на опорах. Только перед подачей изделия на калибр или на опоры его нагревают.
Причем оборудование для гибки труб вручную горячим способом нужно почти точно такое же, что и при холодной деформации. Только в процессе «горячей» обработки задействуют еще и паяльную лампу или резак, которыми прогревается место деформации.
Поэтому воду в процессе горячей гибки в качестве наполнителя не используют.
Гнутые трубы
Алексей 19,в целом использовать бу прокат со слоями краски, сварочными швами, торчащими отводами, кавернами и крошками ржи экономически не целесообразно если мы говорим о манипуляциях в целях заработка.
Всё что экономится на металлопрокате с лихвой компенсируется на последующей обработке -затратах на нагрев, обработку, чистку, исправление перекосов и т.п.
Ваша задача легко решается на роликовом трубогибе методом ХОЛОДНОЙ прокатки на роликах с круглой направляющей.
Что бы получить однородный результат нужно катать однородный материал одним и тем же способом.
Есть едва места где имеет смысл использовать бу трубы — столбы забора копром забивать и водостоки во дворе под дорогой закапывать.
Гибка труб в холодном состоянии
При гибке труб необходимо соблюдать следующие условия:
не допускать вмятин и уменьшения внутреннего диаметра труб;
трубы должны иметь плавные изгибы по определенному радиусу и в местах изгиба круглую форму;
следить, чтобы толщина стенки и диаметр соответствовали радиусу изгиба;
трубы перед гибкой отжигать.
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны можно гнуть в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рис. 156). Гибочная оправка 4 крепится к верстаку 1 с двух сторон скобами 2. Трубу для гибки вставляют между гибочной оправкой и хомутиком 3, нажимают руками и гнут ее по желобообразному углублению гибочной оправки.

Рис. 156. Гибка трубы в холодном состоянии на ручном приспособлении с неподвижной оправкой
Приспособление для гибки труб диаметром до 20 мм в холодном состоянии (рис. 157) состоит из плиты 4, гибочного ролика 3, нажимного ролика 7, рукоятки 6. упора 2, зажимного устройства 5. Приспособление крепится в слесарных тисках 1. При повороте рукоятки подвижной ролик давит на трубу и огибает ее по гибочному ролику до тех пор, пока ее конец не упрется в упор, после чего труба изгибается на участке, находящемся между гибочным роликом и упором, в результате получается труба с двумя изгибами.

Рис. 157. Ручное приспособление для гибки труб диаметром до 20 мм в холодном состоянии
Трубы диаметром от 10 до 24 мм с толщиной стенок от 1 до 1,5 мм гнут также на ручном трубогибочном станке (рис. 158), который состоит из корпуса 2, основной гибочной оправки 9, гибочных прижимных оправок 7 и 8, прижимов 3 и 6, рукояток 4 и 5 перемещения прижимов, рукоятки 1 вращения основной гибочной оправки. Основную гибочную оправку 9 и гибочные прижимные оправки 7 и 8 изготовляют с профилем, соответствующим профилю изгибаемой трубы, или с корректированным профилем в целях получения наименьшей деформации поперечного сечения трубы. В трубу вставляют оправку с пальцем (дорном), после чего закладывают ее между основной гибочной оправкой и гибочными прижимными оправками. Вращением рукояток 4 и 5 трубу закрепляют перед гибкой. При гибке трубы рукоятку основной гибочной оправки вращают плавно, без рывков. Наружный диаметр дорна должен быть равным внутреннему диаметру трубы; перед работой дорн смазывают машинным маслом; находясь все время в месте изгиба, он предохраняет трубу от овальности и складок.

Рис. 158. Ручной трубогибочный станок для гибки труб диаметром от 10 до 24 мм
На трубогибочном ручном станке (рис. 159, а) гнут трубы диаметром до 50 мм с толщиной стенок 1 — 1,5 мм. На станине 1 укреплены упор 2 цилиндрической оправки, цилиндрическая оправка с пальцем 3, прижимная оправка 4, гибочный ролик. 5. Вращение гибочного ролика осуществляется рукояткой 6. Перед гибкой трубу надевают на цилиндрическую оправку с пальцем (дорном) и помещают ее между прижимом и гибочным роликом. В процессе гибки трубы рукоятку вращают плавно и без рывков. В механических трубогибочных станках вместо цилиндрического дорна часто применяют цилиндрические оправки с одним или тремя шариками (рис. 159, б, б). При изгибе шарик все время остается в месте изгиба (рис. 159, г), препятствуя образованию складок на трубе.

Рис. 159. Работа на трубогибочном станке, позволяющем гнуть трубы диаметром до 50 мм при использовании оправок: а — момент гибки, б — оправка с одним шариком, в — оправка с тремя шариками, г — положение шарика в момент гибки
Гибку труб в кольцо осуществляют на трехроликовых гибочных станках. На рис. 160 изображен момент гибки на трехроликовом станке в кольцо труб диаметром до 25 мм без наполнителя. Для гибки предварительно производят наладку станка. Наладка верхнего ролика 5 относительно двух нижних роликов 1 и 2 осуществляется вращением рукоятки 4. При вращении рукоятки по часовой стрелке верхний ролик опускается вниз, при вращении против часовой стрелки поднимается вверх. Прижимы 3 и 6 устанавливают так, чтобы они свободно скользили по трубе, не давая ей изогнуться во время гибки. Поверхность роликов должна быть чисто полированной.

Рис. 160. Гибка трубы в кольцо на трехроликовом гибочном станке
Трубу снаружи смазывают машинным маслом, что облегчает процесс гибки.
Трубу в кольцо изгибают на трехроликовом станке в несколько переходов. После каждого перехода трубе придается форма, все более приближающаяся к форме кольца.