Большая Энциклопедия Нефти и Газа
Сердечник якоря представляет собой цилиндр, собранный из листов электротехнической стали. Листы изолируются друг от друга лаком или бумагой для уменьшения потерь на вихревые токи. Стальные листы штампуют на станках по шаблону; они имеют пазы, в которых укладываются проводники обмотки якоря. В теле якоря делают воздушные каналы для охлаждения обмотки и его сердечника. [31]
Сердечник якоря ( ротора) состоит из штампованных листов электротехнической стали, напрессованных на стальной вал. [32]
Сердечник якоря 14 возбудителя набран из листов электротехнической стали толщиной 0 5 мм, В прямоугольные лазы сердечника уложена и закреплена якорная обмотка, состоящая из отдельных секций, намотанных медным прямоугольным проводом с двойной хлопчатобумажной изоляцией. Секции обмотки якоря соединены с пластинами коллектора, собранного на стальной втулке, насаженной на вал возбудителя. Соединение осуществлено путем лрипаивания ( припоем ПОС-40) выводных концов секций к петушкам пластин ( ламелей) коллектора. [33]
Сердечники якорей диаметром свыше 990 мм выполняются сегментированными. [34]
Сердечник якоря ( рис. 74) собран из тонких ( толщиной 0 5 мм) листов стали, покрытых с двух сторон лаковой пленкой. В каждом листе имеются вырезы, образующие в собранном пакете пазы, в которые укладываются обмотки. [36]
Сердечник якоря набран из стальных листов. В пазы сердечника, как правило, укладывается лягушечья обмотка, состоящая из петлевой и волновой простых обмоток. Концы обмоток выводят к коллекторным пластинам и припаивают к ним. Коллектор набирают из медных пластин трапециевидного профиля. [37]
Сердечник якоря выполняют из отдельных тонких пласти: электротехнической стали. Собранные в пакет и напрессованны на вал эти пластины образуют цилиндрический якорь с пазами, в которые укладывается рабочая обмотка машины — обмотка якоря. [39]
Сердечник якоря собран из штампованных стальных листов 15, имеющих три зубца и три паза. [41]
Сердечник якоря и коллектор крепятся на одном валу. Стальной вал якоря опирается на подшипники, закрепленные в боковых щитках машины. В свою очередь боковые щитки крепятся болтами к статору. [42]
Сердечник якоря собран на валу из штампованных листов электротехнической стали марки Э1300 толщиной 0 5мм, лакированных с обеих сторон; крайние листы имеют толщину 1 мм. Они имеют уширенные пазы для укладки усиленной изоляции. Листы набираются по массе 363 кг. В спрессованном состоянии сердечник удерживается при помощи нажимных шайб, которые одновременно являются обмоткодержателями. Обмоткодержатели покрывают стеклотканью, пропитанной в эпоксидном лаке, затем спрессовывают и запекают. Образуется монолитный слой изоляции. [43]
Сердечник якоря набирается из штампованных пластин электротехнической стали толщиной 0 5 мм, напрессованных на рифленый вал. Для уменьшения потерь на вихревые токи пластины изолируются друг от друга изоляционным лаком или окалиной. В пазы закладывают изоляцию из электрокартона или леатероида и наматывают обмотку. Обмотка двухполюсных якорей выполняется на станках, четырехполюсных — вручную в виде отдельных секций, наматываемых на шаблоны. Станочная намотка якорей в несколько раз производительнее и дешевле ручной, поэтому массовые типы генераторов проектируются двухполюсными. [44]
Сердечник якоря собран из отдельных железных пластин, изолированных друг от друга слоем окалины, и имеет форму цилиндра. Он входит в пространство между полюсами с небольшим зазором. В прямоугольных канавках вдоль сердечника уложена обмотка из изолированного медного провода. Концы обмотки каждой секции припаяны к коллектору в определенном порядке. Во вращение генератор приводится клиноременной передачей через шкив 10 от коленчатого вала двигателя. [45]
Pereosnastka.ru
Укладка обмотки в пазы сердечника якоря
 Укладка обмотки в пазы сердечника якоря
Укладка обмотки в пазы сердечника якоря
Подготовка к укладке
Полукатушки обмотки якоря осматриваются с целью проверки целости изоляции и правильности геометрической формы пазовой и лобовых частей. В соответствии с чертежом и классом изоляции якоря подготавливаются изоляционные прокладки из миканита или картона, коробочки и изоляция для изолирования обмотко держателей.
Сердечник якоря продувается сухим сжатым воздухом и внимательно осматривается, чтобы убедиться в отсутствии в пазах выступающих листов, острых кромок, заусенцев и т. д. Затем контрольной лампой напряжением 110—220 в проверяют, нет ли замыканий между пластинами коллектора.
После проверки необмотанный якорь покрывается эмалью воздушной сушки с помощью пульверизатора. Петушки коллектора надо предварительно обернуть бумагой, потому что эмаль, попавшая в хомутики петушков, затруднит пайку концов обмотки.
Для удобства укладки обмотки якорь устанавливается на роликовые подставки с электромеханическим приводом, конструкция которых подобна описанным в книге «Турбогенераторы».
Намотка якорей особенно крупных машин производится на специальной установке, состоящей из двух люнетных стоек и редуктора с электродвигателем. Вкладыши люиетных стоек залиты баббитом. Положение вкладышей по высоте регулируется винтами. Якорь устанавливается подшипниковыми шейками вала на смазанную баббитовую поверхность вкладышей и соединяется с фланцем редуктора. До их соединения должна быть проверена уровнем горизонтальность оси вала якоря.
Установка для поворота якорей оборудована съемным натяжным устройством (не показанным на рисунке), позволяющим накладывать проволочные бандажи на лобовые части обмотки.
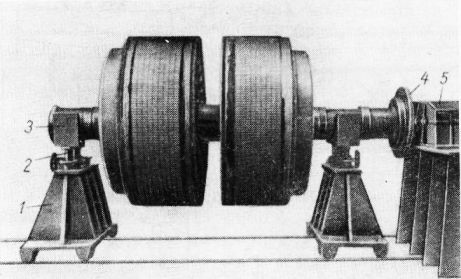
Рис. 1. Установка для поворота якорей в процессе укладки обмотки.
Изолирование обмоткодержателей
Обмоткодержатели выполняют роль опоры лобовых частей обмотки, и поэтому кольца обмоткодержателей, на которые ложится обмотка, должны быть надежно изолированы. Выбор материалов для изоляции обмоткодержателей определяется главным образом ее классом и исполнением, а также рабочим напряжением машины.
По способу изолирования обмоткодержатели можно разделить на следующие типы:
1) обмоткодержатели, изолированные лакотканью, миканитом или электроизоляционным картоном, прибандажированными к кольцу стеклянной или киперной лентой;
2) обмоткодержатели, изолированные манжетами, составленными из сегментов из пропитанной бакелитовым лаком стеклоткани, прессуемых заранее в специальных прессформах.
Изолирование обмоткодержателей первого типа осуществляется следующим образом. Кольцо обмоткодержателя изолируется одним слоем киперной ленты. Затем по всей его окружности накладываются два слоя лакоткани, закрепляемой вразбежку тафтяной лентой. Поверх лакоткани накладывается необходимое количество полос миканита или электроизоляционного картона со сдвигом стыков по окружности на 10—15 мм и плотно прибандажировывается к кольцу стеклянной или киперной лентой.
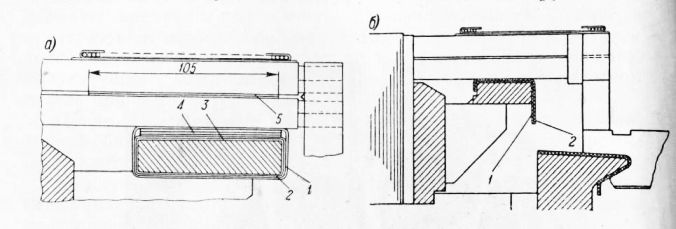
Рис. 2. Изолирование обмоткодержателей:
а — лакотканью и миканитом; б и в — манжетами, составленными из сегментов.
Для изолирования обмоткодержателей второго типа сегменты устанавливаются по окружности кольца в два слоя со смещением стыков на половину длины сегмента.
Укладка обмотки
Для предохранения изоляции пазовой части полукатушек от возможных повреждений в паз устанавливается U-образная гильза-коробочка, под которую укладывают прокладку из миканита или электроизоляционного картона. Вложив в паз нижнюю полукатушку и уложив на ее пазовую часть прокладку из миканита или картона, укладывают в тот же паз верхнюю полукатушку. Катушки должны входить в паз плотно, но без значительных усилий. В случае необходимости, между полукатушками и стенками или дном паза прокладывают дополнительные прокладки. Подогнав толщину прокладок по одному пазу, вкладывают во все остальные пазы прокладки такой же толщины и вставляют коробочки.
При петлевой обмотке пластины коллектора и петушки, в которые должны быть вложены начало и конец первой катушки, расположатся по обе стороны от-оси симметрии.
Для волновой обмотки от найденной оси симметрии отсчитывается вправо и влево по равному числу пластин коллектора, в сумме дающих шаг по коллектору. Начало и конец шага по коллектору отмечаются либо на торцах коллекторных пластин, либо на хомутиках петушков соответствующих пластин.
Концы нижней и верхней полукатушек вкладывают в хомутики петушков, помеченных при разметке шага по коллектору. Пазовую часть нижней полукатушки осаживают несильными ударами молотка по осадочной доске на дно первого паза, а верхней — слегка опускают в паз, отстоящий от первого паза на величину. Концы первой катушки с обеих сторон надкусывают острогубцами для отметки.
Затем, убрав верхнюю полукатушку, закладывают в пазы первого шага все нижние полукатушки, подрихтовывая лобовые части друг к другу и по поверхности обмоткодержателя. На пазовые части нижних полукатушек укладывают прокладки и вкладывают в соответствующие пазы и петушки две-три верхних полукатушки. Концы нижних и верхних полукатушек соединяют хомутиками со стороны, противоположной коллектору, и проверяют размеры вылета лобовых частей, обращая внимание на совпадение концов нижних и верхних полукатушек. При необходимости концы полукатушек перегибают до полного совпадения. Затем измеряют ширину лобовых частей, и по этому размеру заготавливают междуслойную изоляцию. Если междуслойная изоляция предусмотрена из миканита, то края ее надо обязательно оклеить лентой шириной 40—50 мм из стеклянного полотна для предохранения слюды от выветривания в процессе работы машины.
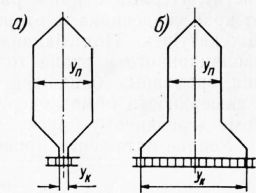
Рис. 3. Схема разметки шага обмотки:
а — при петлевой обмотке; б — при волновой обмотке.
Вынув предварительно вложенные верхние полукатушки, укладывают в пазы якоря все полукатушки нижнего ряда. Если между лобовыми частями образуются зазоры, то их необходимо заполнить полосками из миканита или электроизоляционного картона.
Лобовые части жестких полукатушек, трудно поддающиеся ручной формовке, временно стягивают проволочными бандажами из пяти-шести витков стальной бандажной проволоки диаметром 2 мм. На каждую лобовую часть накладывают по два-три бандажа (в зависимости от длины вылета лобовой части). Первый бандаж располагают на расстоянии 15—20 мм от края сердечника, а второй и третий — посередине и у концов полукатушек. Под бандажи подкладывают полоски электроизоляционного картона толщиной 0,5 мм. В процессе наложения временных бандажей лобовые части обмотки осаживают к поверхности обмоткодержателя ударами молотка по осадочному деревянному бруску. Концы каждого бандажа запаивают
Испытав электрическую прочность изоляции полукатушек нижнего ряда, снимают временные бандажи, накладывают на лобовые части заранее заготовленную междуслойную изоляцию, притягивая ее к поверхности лобовых частей стеклянной или тафтяной лентой, и вкладывают в пазы якоря полукатушки верхнего ряда, начиная с ранее отмеченной первой полукатушки, которая сразу же соединяется хомутиком со стороны, противоположной коллектору, с нижней первой полукатушкой.
Для достижения одинакового расстояния между лобовыми частями полукатушек, а также, монолитности лобовых частей, между отдельными полукатушками ставятся дистанционные прокладки из миканита или электроизоляционного картона в местах, где в дальнейшем будет наложен постоянный бандаж. Затем лобовые части верхнего ряда стягивают временными бандажами.
Ножницами обрезают выступающие над поверхностью пазов U-образные коробочки, и оставшиеся концы их загибают друг на друга вперекрой. Пневматическим молотком со специальным сменным бойком, входящим в паз, запрессовывают загнутые внутрь пазов концы коробочек.
Для заклиновки пазов гетинаксовыми клиньями снимают временные бандажи, наложенные на лобовые части у краев сердечника якоря, и укладывают в паз якоря, поверх загнутых концов коробочки, прокладку из миканита или электроизоляционного картона. На лобовую часть обмотки, вплотную к сердечнику якоря, кладут полосу картона толщиной 0,5 мм, предохраняющую изоляцию полукатушек от повреждений при заклиновке. Торец и нижнюю плоскость клина слегка затачивают на наждачном камне, натирают клин парафином (для лучшего скольжения) и заточенным концом вставляют в ласточкин хвост паза. Легкими ударами молотка по торцу сначала забивают клин на 15—20 мм, а затем — с помощью пневматического молотка, применяя специальные бойки, рабочая часть которых имеет косой вырез, забивают все пазовые клинья. После этого испытывают электрическую прочность изоляции обмотки.
Установка уравнителей
В крупных машинах постоянного тока обычно предусматриваются уравнительные соединения, располагаемые со стороны коллектора или со стороны привода в плоскости, перпендикулярной оси вала.
Перед установкой уравнителей тщательно рихтуют концы секций обмотки, соблюдая равные расстояния между ними. Щеки петушков разводят так, чтобы ножки уравнителей входили в них свободно. В металлическое кольцо обмоткодержателя вворачивают шпильки, а углубления около основания шпилек заполняют электроизоляционной замазкой; на шпильки устанавливают детали крепления уравнителей (шайбы, прокладки, колодки) и временно закрепляют гайками Шаг уравнителей размечается на концах секций, обмотки, причем за начало шага принимается конец любой секции. Хомутики первого уравнителя надевают на отмеченные концы секций, а его ножку вставляют в петушок коллектора.
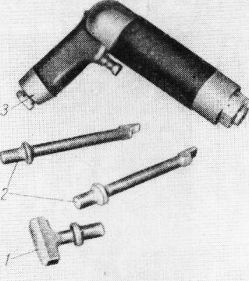
Рис. 3. Пневматический молоток и бойки для заклиновки обмотки.
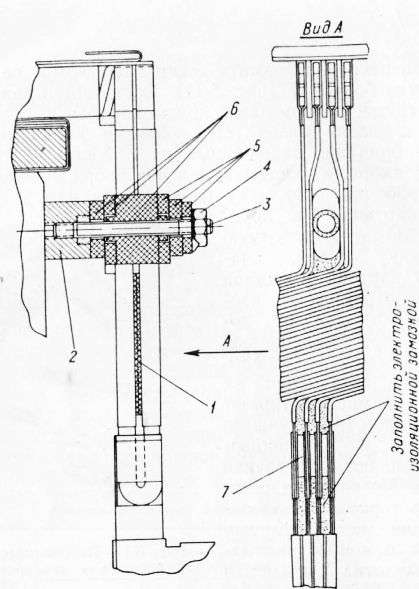
Рис. 4. Установка уравнителей со стороны коллектора.
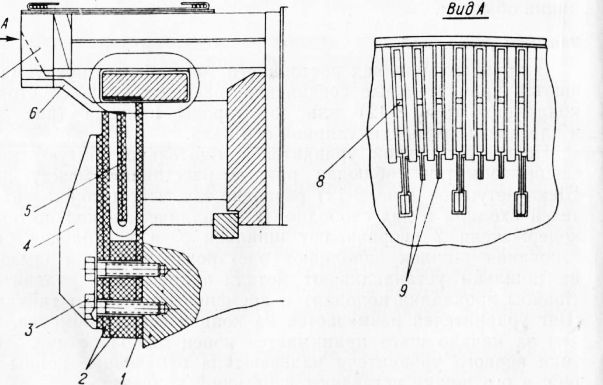
Рис. 5. Установка уравнителей со стороны, противоположной коллектору.
Установив все уравнители первого шага, проверяют плотность прилегания их друг к другу в средней эвольвентной части. В случае необходимости их уплотняют прокладками из электроизоляционного картона, которые крепятся к уравнителям стеклянной или тафтяной лентой.
При установке уравнителей второго шага между внутренним и наружным слоями прокладывают два слоя сегментов из гетинакса с перекроем стыков каждого слоя на половину длины сегментов.
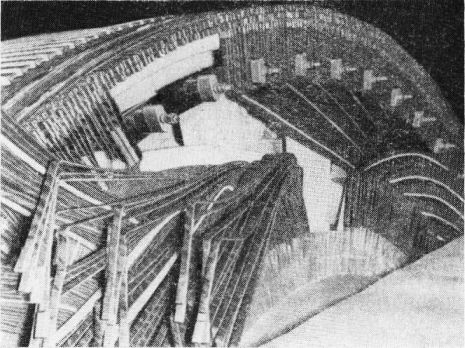
Рис. 6. Установка уравнителей последнего шага.
После установки уравнителей предпоследнего шага наружный слой первого шага отгибают в сторону таким образом, чтобы он не мешал установке внутреннего слоя последнего шага.
При установке уравнителей, которые имеют один ряд крепящих шпилек или вообще не крепятся шпильками, между внутренним слоем первого шага уравнителей и обмоткодержателей временно закладывают деревянные прокладки, препятствующие смещению уравнителей. Ножки петушков и хомутиков плотно расклинивают дистанционными прокладками из гетинакса или стеклотекстолита. Затем закрепляют уравнители наружными деталями крепления.
Со стороны, противоположной коллектору, может устанавливаться неполное число уравнителей, поэтому в данном случае во избежание ошибок, на концы секций обмотки, которые не будут соединяться с уравнителями, надо заранее надеть хомутики.
Затем устанавливаются изоляционные детали крепления уравнителей, причем наружные планки и угольники отводятся в сторону и каждая из них закрепляется одним болтом.
Уравнители удобнее устанавливать пачками, собираемыми заранее на столе по десять-пятнадцать штук и скрепляемыми двумя-тремя бандажами из тафтяной ленты.
Уравнители первого шага, собранные в пачки, устанавливаются на место, причем концы крайних в пачке уравнителей соединяются с концами секций обмотки хомутиками. Шаг уравнителей размечается так же, как и при установке уравнителей со стороны коллектора.
Между слоями уравнителей второго и последующих шагов прокладываются два слоя изоляционных сегментов 5 с перекрытием на половину их длины, а отведенные в сторону планки и угольники устанавливаются на место и крепятся болтами. Установив предпоследний шаг, отгибают наружный слой уравнителей первого шага в сторону и устанавливают внутренний слой последнего шага.
После установки всех уравнителей и закрепления их планками и угольниками бандажи из тафтяной ленты срезаются, а между внутренним слоем уравнителей и обмоткодержателей временно ставится деревянная прокладка, чтобы при надевании хомутиков концы уравнителей не смещались. Концы уравнителей рихтуются, изгибаются плоскогубцами и соединяются с концами обмотки хомутиками.
Пайка соединений
После установки уравнителей со стороны коллектора соединяют хомутиками нижние и верхние полусекции с противоположной стороны. Закончив соединение, проверяют схему обмотки, касаясь проводами контрольной лампы начала и конца секции. При правильном соединении секций лампа будет гореть.
Затем обрезают выступающие из хомутиков и петушков концы секций дисковой пилой, смонтированной на специальном суппорте вместе с электродвигателем. Предварительно необходимо, для повышения жесткости концов секций обмотки, расклинить хомутики и петушки деревянными клиньями. После обрезки концов секций в хомутики между нижними и верхними проводниками забивают медные луженые контактные клинья, способствующие лучшему заполнению припоем зазоров между проводниками при пайке соединений. Затем выбивают деревянные клинья.
Пайка обмотки и уравнительных соединений производится электрическим паяльником,, подключаемым к переносному трансформатору напряжением 380/12-6 в и силой тока 300—500-а.
Электрический паяльник представляет собой две стальные, изолированные друг от друга щеки, к которым гибким проводом подводится напряжение. Медный вкладыш вставляется между двумя угольными электродами и зажимается стальной планкой посредством отжимного болта. Благодаря углублению во вкладыше в процессе пайки создается как бы миниатюрная ванна с расплавленным припоем, что способствует получению высококачественных паек. Размеры углубления должны быть несколько большими, чем длина и ширина хомутиков, подвергаемых пайке.
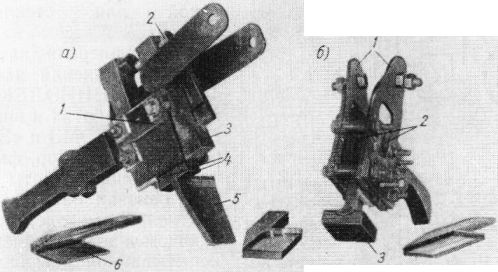
Рис. 7. Электрические паяльники:
а — для пайки соединений обмотки; б — для пайки бандажей.
Пайка производится припоем ПОС -40 или ПОС -60. Флюсом служит канифоль в порошке. При пайке применяют припой в виде плоских прутков сечением 2X10 мм. На таком прутке удобно подавать флюс к месту пайки; кроме того, он значительно лучше используется, чем пруток круглого сечения.
При пайке крупных якорей рекомендуется предварительно слегка отогнуть хомутики вниз для того, чтобы припой не затекал между проводниками полукатушек, а также между верхним и нижним рядами обмотки.
Пайка осуществляется в следующем порядке. Вкладыш паяльника (предварительно облуженный припоем) вставляют сбоку между двумя хомутиками так, чтобы верхний из них плотно лег в углубление вкладыша. Хорошо прогрев место пайки, подают флюс на конце прутка припоя. Расплавляясь, припой заполняет все зазоры между соединяемыми проводниками обмотки и хомутиком. Излишки припоя удаляют картонной полоской толщиной 1,5—2 мм.
Для пайки соединений уравнителей с петушками коллектора применяют вкладыши, имеющие форму топорика с более тонкой и широкой площадкой. Процесс пайки аналогичен описанному выше. Перед пайкой щеки петушков обжимают, забивая между ними металлические планки, которые затем удаляют.
Запаяв обмотку и уравнители, зачищают металлической щеткой места пайки от наплывов припоя и канифоли и изолируют оголенные участки обмотки и уравнителей тафтяной или стеклянной лентой.
Для контроля качества пайки соединений якорной обмотки ВНИИЭЛЕКТРО — МАШ разработал и внедрил на заводах ХЭМЗ и «Электротяжмаш» прибор, физический принцип работы которого основан на электроиндуктивном методе, заключающемся в возбуждении в испытываемой детали переменным магнитным полем вихревых токов и регистрации обратного воздействия этих токов на рабочий и эталонный датчики.
Контроль качества пайки осуществляется методом сравнения с эталоном, которым служит образец, представляющий собой тщательно изготовленное и пропаянное соединение концов якорной обмотки, вставляемое в эталонный датчик.
При контроле рабочий датчик поочередно надевают на проверяемые соединения и наблюдают за положением пиков интерференционной фигуры на экране электронно-лучевой трубки прибора. Качество пайки оценивается по расхождению пиков в делениях шкалы экрана. Критерий качества пайки устанавливается для каждого типа машин статистическим методом.
Бандажировка якорей
Лобовые части обмоток якорей крупных быстроходных машин постоянного тока перед бандажировкой подвергаются прессовке путем наложения временного сплошного бандажа из стальной магнитной проволоки диаметром 2 мм. Бандажи накладываются по всей ширине лобовых частей от угла перехода из пазовой в лобовую часть до отгиба концов секций. Под бандаж прокладывается один слой электроизоляционного картона толщиной 0,5 мм. В процессе наложения бандажа лобовые части подбивают ударами молотка по деревянной оправке к поверхности обмоткодержателя. После прессовки лобовых частей проволока вновь сматывается на барабан и может быть использована повторно.
Рис. 8. Прибор для контроля качества пайки.
Затем приступают к наложению постоянных бандажей. На полосу картона укладывают заранее заготовленные полосы миканита со сдвигом стыков на 50—100 мм края картона загибают так, чтобы они сошлись на середине полосы миканита; этим предохраняют миканит от выветривания и механических повреждений.
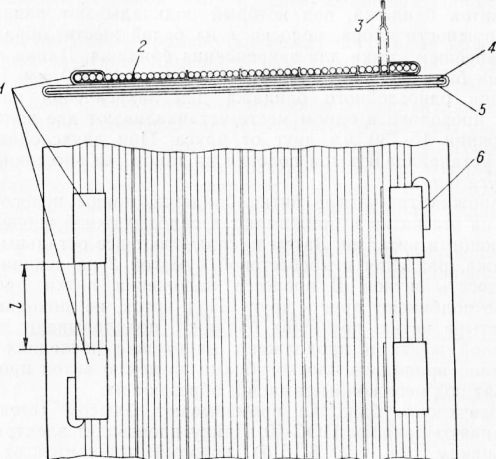
Рис. 9. Заделка концов бандажа.
В последнее время на заводе «Электросила» в качестве подбандажной изоляции начал применяться электронит — листовой электроизоляционный материал, изготовленный на основе асбокаучуковой композиции. Этот вид подбандажной изоляции меньше подвержен выветриванию и механически более стоек, чем миканит и картон.
Неровности на поверхности лобовых частей выравнивают полосками миканита или картона, закрепляя их тафтяной либо стеклянной лентой. Заготовленная изоляция укладывается на поверхность лобовых частей и притягивается посередине двумя-тремя витками проволочного бандажа. Конец проволоки запаивается и излишки его откусываются.
Закрепив конец проволоки, накладывают на сердечник якоря со слабым натяжением три-четыре перекрещивающихся витка. Затем накладывают первый виток бандажа, под который подкладывают равномерно, по окружности якоря, полоски 1 из белой жести, образующие в дальнейшем замки для закрепления бандажа. Длина полосок должна быть больше ширины бандажа на 40—50 мм. При наложении однослойного бандажа для закрепления начала и конца проволоки в одном месте устанавливают две полоски на расстоянии 15—30 мм друг от друга. При двухслойном бандаже устанавливают три полоски на таком же расстоянии друг от друга и т. д.
Наложив три-четыре витка бандажа, концы полосок загибают на эти витки и прижимают к подбандажной изоляции последующими витками. Затем накладывают все остальные витки бандажа, разделяя их асбестовой бумагой на секции по во-семь-десять витков. В процессе наложения витки проволоки плотно подбивают друг к другу. Под виток, не доходящий на три-четыре витка до конца бандажа, подкладывают петлю из белой жести и продолжают наложение последних витков бандажа; приподняв плоскогубцами за петлю виток проволоки, заводят под него концы замков и обрезают их.
Поверхность бандажа промазывают флюсом (стеарин) и пропаивают припоем ПОС -40. Это позволяет нагревать паяльник до более высокой температуры, обеспечивающей нагрев вкладыша с широкой рабочей поверхностью.
Закончив пайку, зачищают бандаж от наплывов припоя и, сняв натяжение проволоки, откусывают ее на расстоянии 200—300 мм от конца бандажа. Проволоку загибают крючком около замка и откусывают ее так, чтобы длина крючка была равна половине ширины замка. То же самое выполняют с концом проволоки у начала бандажа.
Затем испытывают электрическую прочность изоляции обмотки якоря по отношению к корпусу и бандажу.
Пропитка и лакирование обмотки
С целью повышения нагревостойкости, влагостойкости и теплопроводности изоляции, обмотки якорей пропитывают термореактивным лаком ФЛ-98, обладающим высокой цементирующей способностью и механической прочностью. Для защиты пропитанной изоляции от воздействия внешней среды якорь покрывают покровной эмалыо печной сушки. Твердая гладкая пленка эмали защищает изоляцию от воздействия смазочных масел, препятствует оседанию и накоплению на ней угольной пыли и грязи, создающих проводящие мостики.
Перед пропиткой промежутки между петушками коллектора заполняют электроизоляционной замазкой.
Для сушки обмотки до и после пропитки применяется сушильная печь с электрическим нагревом и рециркуляцией воздуха. Принцип рециркуляции заключается в том, что часть отработанного горячего воздуха выбрасывается в атмосферу, а другая часть, пройдя через электрокалорифер, возвращается в сушильную камеру. Температура нагрева печи достигает 200 °С. Печь оборудована системой программного управления технологическим процессом сушки.
Перед пропиткой обмотанный якорь продувается сжатым воздухом и устанавливается в печь для предварительной сушки.
Показателем сухости изоляции является установившееся значение ее сопротивления в последние четыре часа режима сушки (оно вначале падает, а затем поднимается до определенного значения).
Закончив сушку после последней пропитки, очищают поверхности сердечника якоря, бандажей и лобовых частей от затвердевших натеков лака и наносят пульверизатором тонкий сплошной слой эмали. После высыхания эмаль должна образовать твердую блестящую пленку, не дающую отлипа.
Технологический процесс укладки и пропитки обмотки якоря завершается проверкой отсутствия внтковых замыканий.
Устройство обмотки якоря
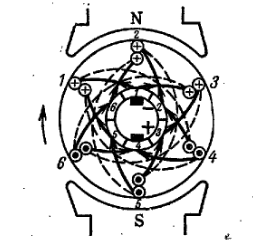
Между двумя полюсами вращается якорь с шестью пазами, в которых помещены изолированные провода обмотки якоря в два слоя. Для упрощения пазы якоря не показаны. Из рис. 1 видно, что от коллекторной пластины 1 провод по переднему торцу якоря идет в верхний слой первого паза от зрителя за плоскость чертежа. Далее, по заднему торцу якоря, что показано пунктиром, он попадает в нижний слой четвертого паза и, выходя оттуда по переднему торцу якоря, присоединяется к коллекторной пластине 2. От второй коллекторной пластины провод попадает в верхний слой второго паза и т. д.
Проследив до конца ход провода обмотки, можно заметить, что она замкнута на себя и состоит из одинаковых частей — секций, присоединенных к двум соседним коллекторным пластинам. В проводах секций, лежащих в пазах, при вращений якоря наводится э. д. с., поэтому они называются активными сторонами секции. В частях провода, расположенного на торцах якоря и называемых лобовыми, э. д. с. не наводятся.
Вид отдельной секции показан на рис. 2; активные стороны верхнего слоя сплошной линией, а нижнего пунктирной. Секция может иметь один или несколько витков. Чтобы придать секциям необходимую форму, они изготовляются на специальном шаблоне, изолируются и укладываются в пазы сердечника якоря.
Так как к каждой коллекторной пластине припаиваются два провода — конец предыдущей секции и начало следующей за ней, то число коллекторных пластин К должно быть равно числу секций обмотки якоря. Для обмотки, показанной на рис. 1, якорь имеет число пазов и такое же количество секций. Зная К, можно определить число активных проводов, составляющих обмотку якоря , где — число витков в секции.
Для рассмотрения обмоток удобна схема рис. 3. Это развертка цилиндрической поверхности якоря с его обмоткой,
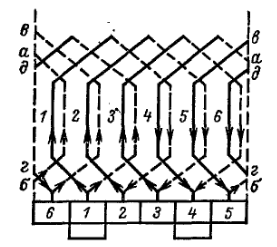
изображенной на рис. 1. На рис. 1 и 3 показано направление э. д. с., наведенных в активных проводах, найденное по правилу правой руки.
Величина э. д. с., наведенных в каждой секции, e =Eм sin ω t, а сумма всех э. д. с. в замкнутой на себя обмотке равна нулю. Однако, обходя обмотку, например, от первой коллекторной пластины в направлении э. д. с., можно заметить, что у четвертой коллекторной пластины э. д. с. меняет знак. Это служит признаком узла двух параллельных ветвей, образуемых относительно внешней цепи. Двигаясь далее по обмотке встречно э. д. с., можно обнаружить второй узел у коллекторной пластины 1, где э. д. е. опять меняет направление.
Таким образом, обмотка состоит из двух параллельных ветвей (2а = 2) с двумя узлами. Узел у четвертой коллекторной пластины является точкой высшего потенциала (+), а у первой низшего потенциала (—). На эти коллекторные пластины и ставятся щетки. Величина напряжения между двумя щетками для момента времени, соответствующего положению якоря на рис. 1 и 3, равна:
При повороте якоря на 60° полярность щеток и величина сохраняются прежними, так как шестой паз займет место первого, а первый второго и т. д.
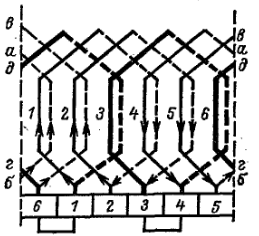
При повороте якоря на угол, меньший 60°, например на 30°, положение обмотки будет таким, как представлено на рис. 4, где для упрощения смещены влево щетки, а не обмотка. Две секции в этом положении оказываются замкнутыми накоротко, а в каждой из двух параллельных ветвей включены только по две секции.
Напряжение машины в этот момент равно u2 = e1+e4+e2+e5 = e4+e1+e5+e2. Таким образом, при вращении якоря напряжение на зажимах якоря постоянно по направлению, но изменяется по величине от u1 до u2. Чем больше секций включено в каждую параллельную ветвь, тем меньше пульсации напряжения, и в современных машинах, где число секций велико, они так малы, что напряжение U считается неизменным.
Плоскость, перпендикулярная к оси полюсов, проходящая через ось якоря, т. е. на равном расстоянии от полюсов, называется геометрической нейтралью (рис 5).

Замкнутые накоротко секции всегда движутся в зоне геометрической нейтрали, где индукция Вσ равна нулю или очень мала. Поэтому наведенная в секциях э. д. с. равна нулю или незначительна.
Изложенный принцип устройства обмотки якоря сохраняется и в современных машинах, хотя они могут иметь большое число полюсов, параллельных ветвей, секций и, значит, коллекторных пластин.
Источник — Попов В.С., Николаев С.А. Общая электротехника с основами электроники. (1972)
Сердечник якоря тягового двигателя
Сердечник якоря тягового двигателя служит для передачи магнитного потока, крепления обмотки и является одной из важнейших деталей тягового двигателя.
Обычно сердечник набирают на втулку. Если диаметр якоря меньше 350 мм (ДЯ < 350 мм), то возможна напрессовка непосредственно на вал, но в этом случае затруднена смена вала.
Сердечник якоря выполняется из наборных пластин, которые напрессовываются на втулку якоря, а затем вместе с втулкой надевается на вал якоря, образуя с ним и коробкой якоря единую конструкцию. Внешний вид листа якорного пакета представлен на рис. 2.5.
Рис. 2.5. Лист якоря тягового двигателя
Для предотвращения распушения, крайние листы выполняют из стали толщиной 1 мм и скрепляют сваркой. Пазы шлифуют, и в них с краёв, во избежание перетирания изоляции, вставляют изоляционные гильзы.
Коллекторный узел
Коллектор – это устройство электромеханической коммутации.
Коллектор очень нагруженное устройство и у современных машин находится на пределе использования возможностей материалов и технологии.
Каждая коллекторная пластина соединена с соответствующей секцией обмотки якоря. Пластин обычно более 300.
В тяговых двигателях, как правило, применяют коллекторы арочного типа. Пластины коллектора медные, трапецеидальные, изолированные друг от друга миканитовыми прокладками. Внешний вид коллекторной пластины и её крепление можно представить, как показано на рис. 2.6.
Рис. 2.6. Конструкция коллектора
Вся конструкция образует коллектор, и его втулка насажена на втулку якоря.
Для изоляции стяжного конуса и втулки от коллекторных пластин используются миканитовые манжеты и цилиндр. Коллектор требует особой тщательности при сборке. Биение рабочей поверхности коллектора должно быть не более 0,04 мм. Поэтому коллектор опрессовывается и одновременно стягивается болтами. При этом между пластинами образуется боковое давление – арочный распор, из-за чего возникающие силы трения препятствуют смещению пластин относительно друг друга. После сборки, коллектору делают продорожку, чтобы исключить затягивание межламельных промежутков медью и снять заусеницы, предотвратив слом щеток и нарушение коммутации.
Обмотка
Проводники, уложенные в пазах якоря и соединенные с коллекторными пластинами, образуют обмотку якоря.
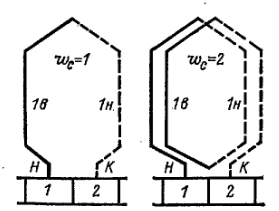
В тяговых двигателях обмотка выполняется в виде секций или катушек. Такая секция содержит несколько проводников из прямоугольной меди. По виду соединения между собой и укладке катушки делятся на волновые, петлевые и «лягушечьи» (рис. 2.7).
Рис. 2.7. Виды обмоток тягового двигателя
Для тяговых двигателей применяют обычно волновую и петлевую обмотки. Причем волновую обмотку применяют для двигателей мощностью примерно до 500 кВт. Обмотки тяговых двигателей специальным образом изолируют. Различают три основных вида изоляции: витковую; корпусную; покровную.
Витковая изоляция во всех двигателях выполняется стеклослюдинитовой лентой, в один слой (каждый проводник).
Корпусная изоляция является основной, эта изоляция пакета проводников. Её толщина определяется величиной напряжения и видом материалов. Между секциями вставляется (если они в одном пазу) изоляционная прокладка.
Покровная изоляция – это самый верхний слой изоляции в пазу – служит для защиты секций от механических повреждений. Крепление секции в пазу осуществляется клиньями. Обычно это секционированные текстолитовые или буковые клинья (в последнее время используются редко). Передние и задние лобовые вылеты обмоток бондажируются. Это может быть либо металлический, либо не металлический бандаж.
Элементы конструкции остова
Остов тяговых двигателей
Остов тяговых двигателей постоянного и пульсирующего тока является магнитопроводом и одновременно несущим корпусом для подшипниковых щитов и полюсной системы. Как правило, остов выполняется литым из стали 25Л. Его толщина выбирается исходя из необходимой магнитной индукции. Внешний вид остова тягового двигателя представлен на рис. 2.8.
Длина остова равна 1,5-кратной длине главного полюса. Там, где магнитный поток не проходит, толщина остова на 15…20 мм меньше. С наружной стороны имеются приливы для крепления моторно-осевых подшипников, люков и т. д. К внутренней поверхности крепятся главные и добавочные полюсы. У 4-полюсных машин делаются специальные приливы с внутренней стороны для крепления полюсов, так как остов не является круглым.
Со стороны коллектора имеется вентиляционный люк, а также люк для регламентных работ с коллекторно-щёточным аппаратом.
Главные и добавочные полюсы
Сердечники главных полюсов выполнены из штампованных листов малоуглеродистой стали. Технология изготовления и набора приблизительно такая же, как и сердечника якоря, конечные листы сваривают на точечную сварку.
У машин с компенсационной обмоткой на главных полюсах выполнены пазы для её укладки.
Главные полюсы крепятся к остову и удерживают обмотку возбуждения.
Вид главного полюса показан на рис. 2.9.
Рис. 2.9. Вид главного полюса
В тяговых двигателях катушки главных полюсов выполняют из шинной прямоугольной меди, в основном наматываемой на ребро.
Межвитковую изоляцию выполняют в зависимости от необходимого класса изоляции F или Н. Есть некоторые отклонения при выполнении катушек главных полюсов двигателей последовательного и независимого возбуждения. У последних обмотка многовитковая, а ток в 3…5 раз меньше, чем ток якоря.
Соединительные кабели применяются повышенной нагревостойкости.
Компенсационные катушки изготавливают отдельно, и готовые секции вкладывают в пазы главных полюсов.
Расчет параметров катушек главных полюсов будет выполняться в курсовом проекте, поэтому нет необходимости на этом останавливаться в лекционном курсе.
Катушки обмоток возбуждения производят тремя способами:
· в моноблочном исполнении;
· с монолитной изоляцией;
· с немонолитной изоляцией.
В первом случае катушку вместе с главным полюсом заливают компаундом и сушат в печах.
Во втором случае катушку после компаунда сушат отдельно. В немонолитном исполнении катушку пропитывают термопластичным компаундом.
Для улучшения крепления катушки между ней и полюсом вставляют волнообразную прокладку, которая сжимает катушку. Крепление главных полюсов к остову осуществляется болтами с пружинными шайбами (рис. 2.10).
Добавочные полюсы
Добавочные полюсы устанавливаются между главными полюсами и служат для улучшения условий коммутации.
В современных тяговых двигателях пульсирующего тока сердечники выполняют набором из листов электротехнической стали.
Для двигателей постоянного тока сердечники выполняют цельными из стального проката. Иногда между остовом и сердечником добавочного полюса делают диамагнитную прокладку.
Катушка добавочных полюсов наматывается на узкое ребро. Изоляция витков и катушки в целом аналогична изоляции катушки главных полюсов. Внешний вид добавочного полюса показан на рис. 2.11.
Рис. 2.11. Дополнительный полюс тягового двигателя
3. Электротехнические материалы,
используемые в тяговых двигателях высокоскоростного транспорта
Проводниковые материалы
В качестве проводникового материала используют, как правило, медь. Для изготовления обмоток применяют проволоку, ленту и медные шины.
Используют следующие типы проводов:
· для класса нагревостойкости В и F
· для класса нагревостойкости Н
Цифры 1, 2, 3 соответствуют толщине изоляции 0,23; 0,3; 8,35.
Для изготовления коллекторов используется медь с присадкой серебра или кадмия. Это обеспечивает качество коммутации за счет образующейся пленки.
Магнитные материалы
Как уже ранее говорилось, магнитопроводы изготавливают из стального литья, электротехнической и листовой стали.
Электротехническая сталь марок 2212, 2213, 2214.
Характеристики этих сталей – толщина 0,5 мм, при индукции 1,5 Тл. и частоте перемагничивания 50 Гц потери составляют:
· сталь 2212 – £ 5 Вт/кг;
· сталь 2213 – £ 4,5 Вт/кг.
Обычно до или после штамповки сталь покрывают электроизоляционными материалами.
Электрическая изоляция
Уже говорилось о трех классах изоляции В, Н, F – эти классы разделены по нагревостойкости (табл. 3.1).