1.2. Элементы зубчатого колеса
Наиболее часто в различных машинах применяют зубчатые колёса среднего диаметра (примерно от 80 до 200 мм). Такие колёса изготавливают дисковыми (рис. 3 а). Колёса большего диаметра делают со спицами (рис. 3 б), а небольшого – сплошным, т.е. без диска и без спиц (рис. 3 в).
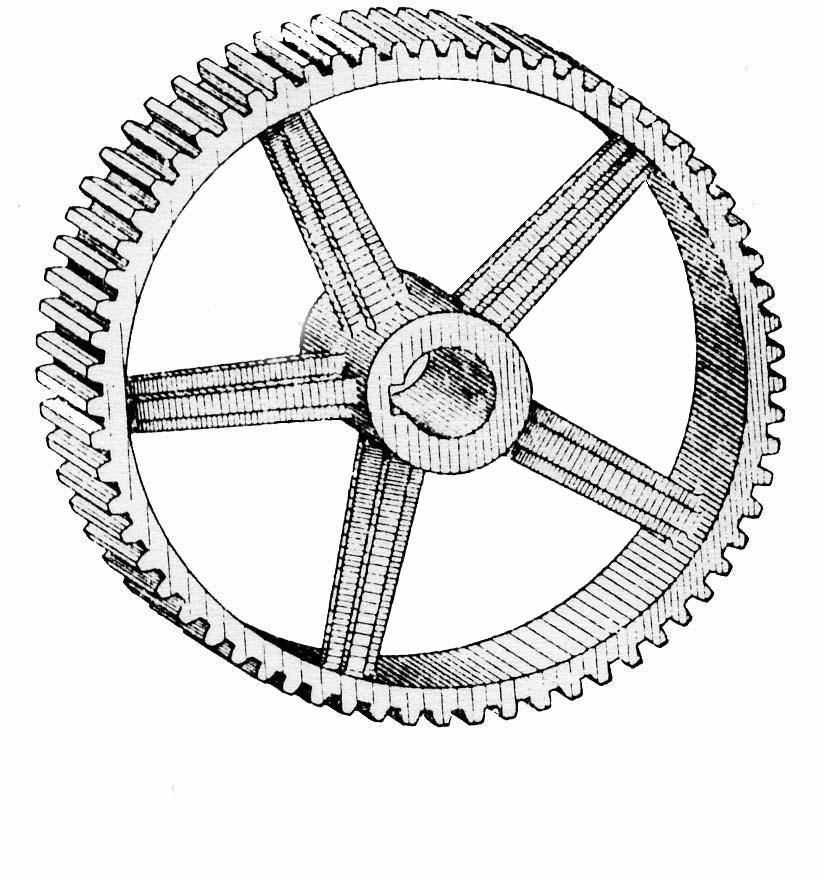
Рис. 3. Виды зубчатых колес: а – дисковое зубчатое колесо;
б – зубчатое колесо со спицами; в – сплошное зубчатое колесо
Основными элементами зубчатого колеса (рис. 4) являются зубья, каждый зуб состоит из головки зуба и ножки. Зубья находятся на ободе колеса и вместе с ободом составляют зубчатый венец: более тонкая часть колеса – диск соединяет ступицу с ободом, внутри ступицы делают отверстие для вала с пазом для ш
понки. Шлицевое соединение показано на покадровых рис. 25 – 27 или в демоверсии на компакт диске. На рис. 4 показаны условные изображения элементов зубчатого колеса.
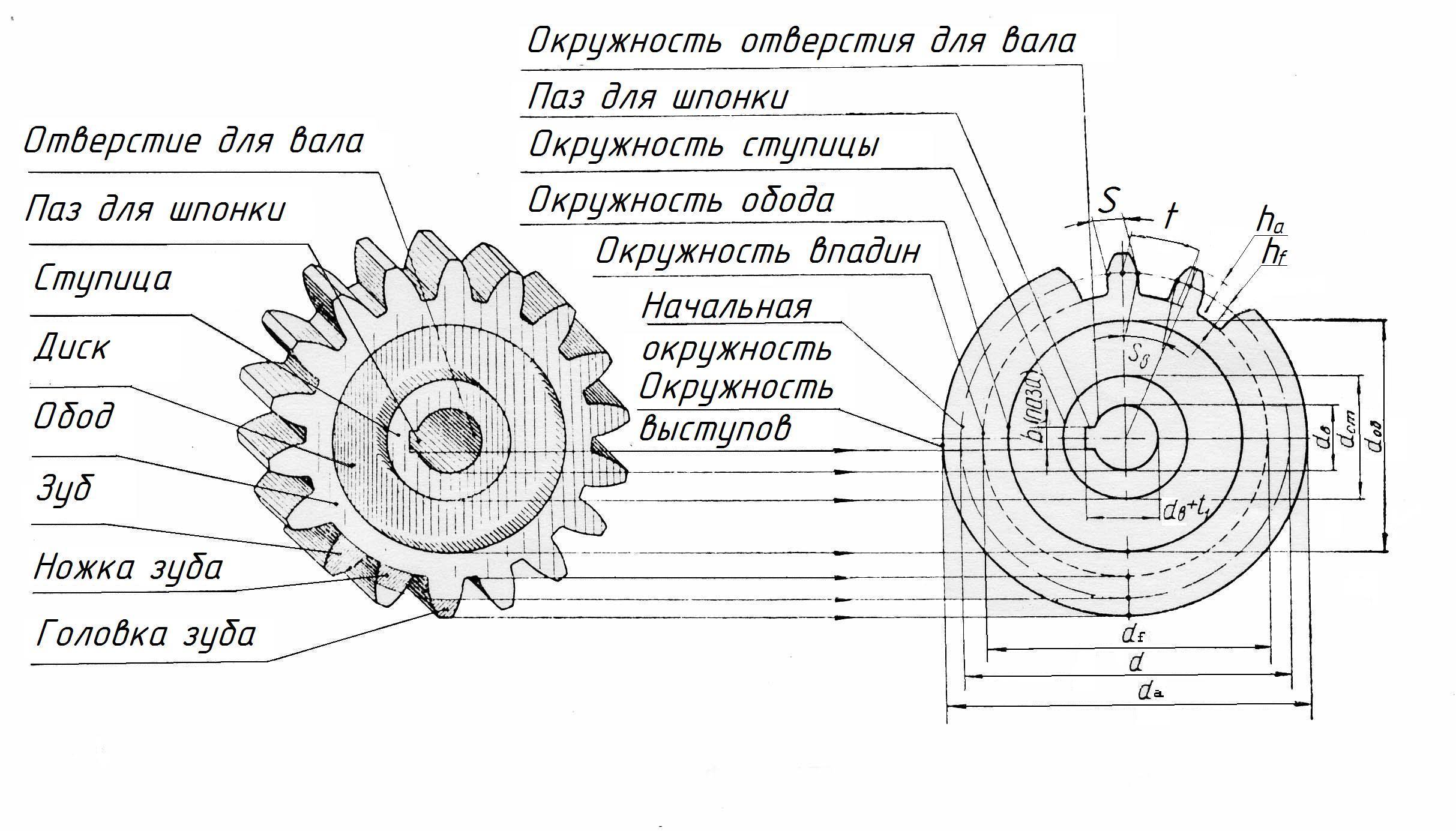
Рис. 4. Условные изображения элементов зубчатого колеса: df – окружность впадин, проходящая по очертаниям впадин между зубьями: её условно изображают сплошной тонкой линией; dоб – окружность обода, обозначающая внутреннее очертание обода; dст – окружность ступицы, обозначающая внешнее очертание ступицы; dв – диаметр окружности отверстия для вала; h– высота зуба; hа – высота головки зуба; hf – высота ножки зуба; da – окружность вершин – это самая большая окружность, ограничивающая вершины головок зубьев колес: её условно изображают сплошной основной линией; d – делительная окружность, делящая каждый зуб на две неравные части: меньшую – головку зуба и большую – ножку зуба: её условно изображают штрихпунктирной тонкой линией; Pn – нормальный шаг зубьев – кратчайшее расстояние по делительной или начальной поверхности зубчатого колеса между эквидистантными одноименными теоретическими линиями соседних зубьев; S – толщина зуба; Z – число зубьев; m – нормальный модуль зубьев – это линейная величина в раз меньшая нормального шага зубьев; bпаза – ширина шпоночного паза; tj – глубина шпоночного паза.
При выполнении рабочего чертежа зубчатого колеса при заданных исходных данных, согласно табл. 1, необходимо рассчитать элементы зубчатого колеса по формулам, приведенным в табл. 2, 3.
Сборка цилиндрических зубчатых передач
К зубчатым передачам предъявляют такие основные требования, как плавность, бесшумность и износостойкость. Эти требования выполняются, если (рис. 15.2): оси валов 2 и 3, на которых установлены зубчатые колеса 1 п 4, параллельны, а межцентровое расстояние А имеет строго определенное значение; между зубьями сцепляющихся колес имеются зазоры;
зубья ведущего колеса передают силы зубьям ведомого, соприкасаясь по площадке, называемой пятном контакта.

Рис. 15.2. Цилиндрическая зубчатая передача в сборе
Применяют цельные и составные зубчатые колеса.
Цельные зубчатые колеса (см. рис. 15.1) выполняют из одной отливки, поковки или одного куска металла, пластмассы.
Составные зубчатые колеса (рис. 15.3) изготовляют, чтобы сэкономить легированную сталь в тяжело нагруженных быстроходных передачах при больших диаметрах зубчатых колес колеса. В таких случаях из более ценного высококачественного материала изготовляют только зубчатый венец 7 и 5, а малона- груженный диск со ступицей 2— из менее дорогой стали или чугуна.
Сборку таких колес осуществляют следующим образом:
О напрессовывают венец 1 на диске ступицы 2 (рис. 15.3, а). Чтобы облегчить процесс напрессовки и избежать перекосов, зубчатый венец в ряде случаев подвергают нагреву до 120— 150 °С в масляной ванне или токами высокой частоты; о в местах сочленения венца 1 со ступицей 2 (рис. 15.3, а) сверлят отверстия под стопоры 3, нарезают в них резьбу и завинчивают стопоры. Часто вместо стопоров венец крепят болтами или заклепками, для чего, напрессовав венец, сверлят сквозные отверстия, устанавливают в них болты 4 или заклепки и расклепывают их головки.
Если составные зубчатые колеса повышенной точности в ряде случаев собирают в механическом цехе, то на диск ступицы устанавливают предварительно обработанный венец, а затем уже в сборе нарезают зубья и окончательно обрабатывают узел.

Рис. 15.3. Составные зубчатые колеса: а — крепление венца на ступице; б — крепление венца на фланце;
1, 5— зубчатые венцы; 2 — ступица; 3 — стопор; 4 — болт; 6 — фланец вала
Конструирование зубчатых и червячных колес
Конструкция зубчатых колес представлена на рис. 2.2. Зубчатые колеса состоят из обода, диска и ступицы.
 |
|
| а | б |
| Рис. 2.2. Конструкция зубчатого колеса |
Диаметр окружности выступов и ширина зубчатого венца – определяются при проектировочном расчете.
Толщину обода S для всех типов колес можно принять:
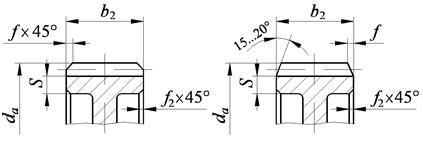
На торцах зубчатого венца (зубьях и углах обода) выполняют фаски (рис. 2.3):
которые округляют до стандартного значения по тому же ряду, что и (см. табл. 2.3).
На всех прямозубых зубчатых колесах фаску выполняют под углом 45° (рис. 2.3 а). На косозубых и шевронных колесах при твердости менее 350 HB фаску выполняют под углом 45° (рис. 2.3 а), при более высокой твердости – под углом 15…20° (рис. 2.3 б).
 |
|
| а | б |
| Рис. 2.3. Конструкция фаски на торцах зубчатого венца |
Диаметр ступицы наружный (см. рис. 2.2):
– для стальной ступицы при шпоночном соединении и посадке с натягом;
– для стальной ступицы при шлицевом соединении;
– для ступицы из чугуна.
– меньшие значения при посадке на вал с натягом, большие – при переходной посадке;
Окончательно принимается после расчета соединения вал–ступица.
Зубчатые колеса для редукторов чаще всего имеют симметрично расположенную ступицу.
Острые кромки на торцах ступицы притупляют фасками , размеры которых принимают по таблице 2.5.
Рекомендуемое значение фасок
| 20…30 | 30…40 | 40…50 | 50…80 | 80…120 | 120…150 | 150…250 | 250…500 |
| 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 |
Такие же по величине фаски можно применить и для притупления внутренней кромки обода.
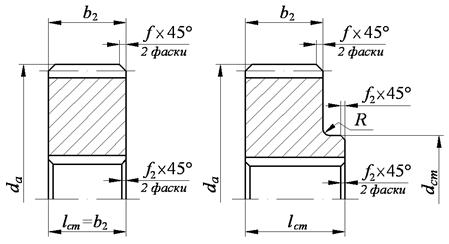
Зубчатые колеса небольшого диаметра (до 150 мм) имеют простую форму. Заготовку получают из проката (рис. 2.4 а и рис. 2.5 а) или свободной ковкой (рис. 2.4 б и рис. 2.5 б). Применяются как при серийном, так при единичном производстве.
 |
|
| а | б |
| Рис. 2.4. Конструкция зубчатых колес небольшого диаметра |
Такую конструкцию можно применять, если толщина обода в месте, ослабленном шпоночным пазом, будет не менее 2,5 m, в противном случае зубчатое колесо надо изготавливать заодно с валом (см. п. 2.4.6.2, «Конструкция вал-шестерней»).
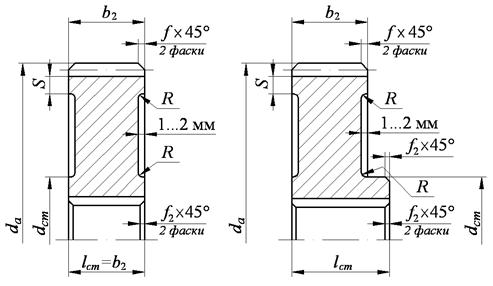
Чтобы уменьшить объем точной обработки резанием на дисках колес выполняют выточки (для колес > 80 мм) (рис. 2.5). Эту же конструкцию колес можно применять для колес большего диаметра (до 500 мм) в единичном производстве, если нет жестких требований к массе.
 |
|
| а | б |
| Рис. 2.5. Конструкция зубчатых колес небольшого диаметра |
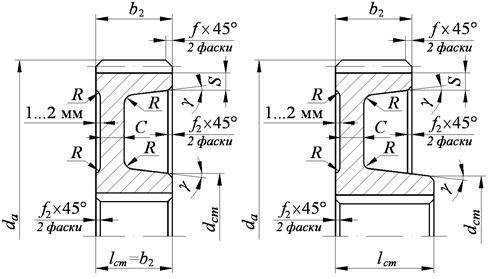
Кованные колеса (рис. 2.6) – колеса большего диаметра (до 500 мм) в единичном и мелкосерийном производстве получают из проката свободной ковкой с последующей токарной обработкой.
Толщина диска . Для уменьшения массы в технически оправданных случаях можно принимать , а в диске выполнить 4…6 отверстий большого диаметра.
Штампованные колеса – при серийном производстве заготовки колес диаметром до 500 мм получают из круглого проката ковкой в штампах. При годовом объеме выпуска до 100 шт. экономически оправдана ковка в простейших односторонних подкладных штампах (рис. 2.7). Для свободной выемки заготовок из штампа принимают значения штамповочных уклонов и радиусов закруглений R ³ 6 мм.
 |
| Рис. 2.7. Конструкция штампованных зубчатых колес |
При годовом объеме выпуска более 100 шт. применяют двусторонние штампы (рис. 2.8).
 |
| Рис. 2.8. Конструкция штампованных зубчатых колес |
Для уменьшения влияния объемной термообработки на точность геометрической формы зубчатые колеса могут быть сделаны массивными (рис. 2.9): .
 |
| Рис. 2.9. Конструкция штампованных зубчатых колес |
Цельнолитые колеса – применяются в серийном производстве, как наименее трудоемкие, для изготовления колес диаметром свыше 500 мм. По своей несущей способности они уступают колесам с кованным или прокатанным ободом. До диаметра 900 мм их преимущественно выполняют однодисковыми (рис. 2.10 а), а при больших диаметрах и ширине – подкрепляется ребрами (рис. 2.10 б) или выполняются двухдисковыми (рис. 2.10 в).
 |
||
| а | б | в |
| Рис. 2.10. Конструкция литых зубчатых колес |
Спицы могут иметь крестовидное, тавровое, двутавровое, овальное или другой формы сечения. Размеры сечения спиц у ступицы определяются из условного их расчета на изгиб. Поскольку жесткость обода невелика, распределение нагрузки между спицами очень неравномерное. Если окружное усилие на колесе , то условно полагают, что нагрузка, приходящаяся на наиболее нагруженную спицу:
где T – вращающий момент на колесе;
d – делительный диаметр колеса;
Тогда условие прочности спиц:
где – осевой момент сопротивления сечения спицы.
Для свободной выемки заготовок из формы принимают значения литьевых уклонов и радиусов закруглений R ³ 10 мм.
Во избежание биения и вибрации во время работы для зубчатых колес проводят балансировку, высверливая на торце обода отверстия, если их частота вращения превышает 1000 об/мин.
2.4.6.2 Конструкция вал-шестерней
Вал-шестерни применяются в тех случаях, если диаметр вала близок по размерам диаметру шестерни (преимущественно в редукторах при 3,15),
 |
| Рис. 2.11. Конструкция цилиндрических вал-шестерен |
Конструкция вал-шестерни должна обеспечивать нарезание зубьев со свободным выходом инструмента (рис. 2.11 а). При больших передаточных числах допускается изготовление вал-шестерни с врезанием зубьев в тело вала (рис. 2.11 б, в). Выход фрезы определяют графически по ее наружному диаметру. Применения врезных вал-шестерен желательно избегать, так как в этом случае затруднено фрезерование и шлифование зубьев. При этом диаметр окружности впадин шестерни не должен быть меньше расчетного диаметра вала .
По возможности следует предусматривать вход инструмента со стороны заплечика вала (рис. 2.11 г).
2.4.6.3 Конструкция червяков
Червяки выполняют заодно с валом. Насаживаемые червяки применяются крайне редко. Основные размеры червяка (диаметры , , , длина ) определены при проектировании. Ориентировочное расстояние между опорами l определяется на стадии эскизного проектирования редуктора.
Одним из основных требований, предъявляемых к конструкции вала-червяка, является обеспечение высокой жесткости. С этой целью расстояние между опорами стараются принимать как можно меньше.
Диаметр вала-червяка в ненарезанной части выбирают таким, чтобы обеспечить, по возможности, свободный выход инструмента при обработке витков и необходимую величину упорного заплечика для подшипника (рис. 2.12 а).
Если диаметр червяка недостаточно большой для обеспечения нужной высоты заплечика, то необходимо предусмотреть буртик (рис. 2.12 б).
При малом диаметре червяк приходится выполнять по рис. 2.12 в. В этом случае заплечики выполняют как по рис. 2.12 а, так и по рис. 2.12 б.
2.4.6.4 Конструкция червячных колес
Основные размеры венца червячного колеса (диаметры , , , , ширина венца ) определены при проектировании.
Радиус выемки поверхности вершин зубьев колеса (рис. 2.13) определяется по диаметру червяка:
где – делительный диаметр червяка.
m – модуль передачи.
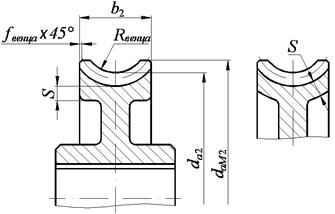 |
| Рис. 2.13. Размеры венца червячного колеса |
На торцах червячного колеса выполняют фаски с округлением до стандартного значения (стандартный размерный ряд фасок дан в табл. 2.6).
Червячные колеса небольшого диаметра (до 100-120 мм) выполняют цельными. Толщину обода в этом случае можно принять:
Размеры диска и ступицы принимают как у сборных колес.
Более крупные колеса изготавливают сборными для экономии дорогостоящих бронз. Диск колеса выполняют из более дешевых чугунов или сталей, зубчатый венец – из бронзы.
Нарезание зубьев червячного колеса выполняют после сборки.
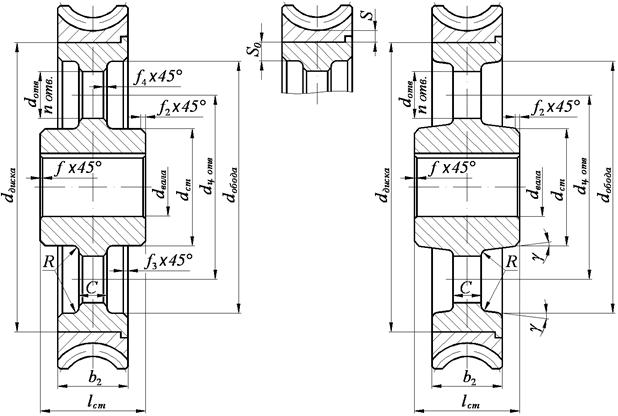
Конструкция диска зависит от объема выпуска. При мелкосерийном производстве заготовки дисков получают из проката или поковок с последующей токарной обработкой (рис. 2.14 а). При серийном производстве (годовой объем выпуска свыше 100 шт.) предпочтительнее изготовление штампованных или литых дисков (рис. 2.14 б).
Для облегчения выемки заготовки из штампа или литейной формы необходимо на ободе и ступице предусмотреть уклоны и радиусы закругления мм. Для кованных и точеных дисков радиусы закругления принимают мм.
 |
|
| а | б |
| Рис. 2.14. Конструкция диска сборного червячного колеса |
Толщина червячного венца S: .
Отсюда наружный диаметр диска: .
Внутренний диаметр обода: .
Толщина диска , но не менее .
Диаметр ступицы наружный :
– для стальной ступицы при шпоночном соединении и посадке с натягом;
– для стальной ступицы при шлицевом соединении;
– для ступицы из чугуна.
– меньшие значения при посадке на вал с натягом, большие – при переходной посадке;
Окончательно принимается после расчета соединения вал–ступица.
Редукторные червячные колеса чаще всего имеют симметрично расположенную ступицу.
Червячные колеса весом более 20 кг должны иметь 4…6 отверстий на диске для строповки. Диаметр отверстий принимается конструктивно.
Острые кромки на торцах ступицы притупляют фасками , размеры которых принимают по таблице 2.6.
Рекомендуемые размеры фасок f
| 20…30 | 30…40 | 40…50 | 50…80 | 80…120 | 120…150 | 150…250 | 250…500 |
| 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 |
Такие же по величине фаски можно применить и для притупления внутренней кромки обода.
Соединение венца с диском должно обеспечивать передачу большого крутящего момента и сравнительно небольшой осевой силы. Конструкция венца и способ соединения с диском зависит от объема выпуска.
При единичном и мелкосерийном производстве и небольших размерах колес ( 300 мм) венцы насаживают на диск с натягом (рис. 2.15).
При постоянном направлении вращения червячного колеса на наружной поверхности диска предусматривают буртик (рис. 2.15 а), который воспринимает осевую силу. Размеры буртика можно принять: ; . Колесо реверсивной передачи можно выполнить без буртика.
 |
|
| а | б |
| Рис. 2.15. Крепление червячного венца с натягом |
При относительно небольших натягах (или принятии натяга без расчета), для гарантии непроворачиваемости, в стык червячного венца и диска устанавливают винты (рис. 2.15 б) в качестве цилиндрической шпонки (обычно по 3…4 штуки по окружности).
При больших размерах колес ( 300 мм) венец можно прикрепить к диску с помощью призонных болтов (под развертку) (рис. 2.16) или заклепок. В этом случае венец предварительно центрируют по диаметру D, сопряжение выполняют по переходной посадке.
 |
| Рис. 2.16. Крепление червячного венца с помощью болтов |
В данной конструкции необходимо предусмотреть надежное стопорение гайки от самоотвинчивания, для этого пружинные шайбы применять не рекомендуется.
При серийном производстве экономически выгоднее изготавливать колеса с венцами, получаемыми отливкой. Чугунный или стальной диск нагретый до 700…800ºС закладывают в металлическую форму, подогревают ее до 150…200ºС и заливают расплавленной бронзой. При остывании между диском и венцом возникает натяг, вызываемый усадкой затвердевающего жидкого металла венца.
Толщину венца при отливке принимают .
Диски изготавливают точением, штамповкой или литьем в кокиль. Наружные поверхности литых дисков механически не обрабатывают. Их обезжиривают и очищают от оксидных пленок с помощью химической обработки. На ободе диска предусматривают 6…8 углублений, после отливки на венце образуются выступы, которые воспринимают как окружную, так и осевую силы.
Вогнутую наружную поверхность диска (рис. 2.17 а, б) получают точением. Поперечные пазы получают радиальной подачей фрезы: дисковой (рис. 2.17 а) – перпендикулярно оси вращения колеса или цилиндрической (рис. 2.17 б) – параллельно оси вращения. Размеры пазов: ; .
Углубления на ободе диска можно высверливать (рис. 2.17 в).
На рис. 2.17 г, д показаны диски с пазами, получаемые при литье в диска в кокиль.
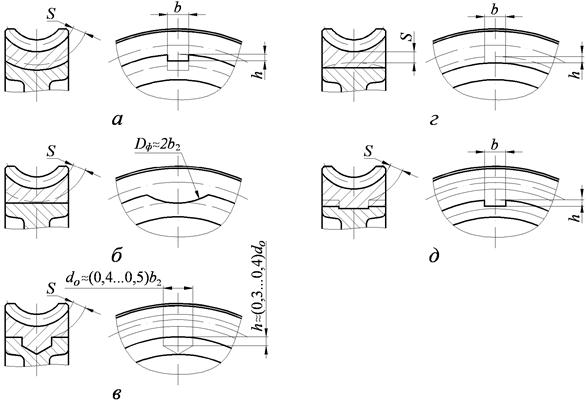 |
| Рис. 2.17. Конструкция червячных венцов, получаемых отливкой |
2.4.6.5 Выбор посадок, предельных отклонений, допусков форм и расположения поверхностей, шероховатостей.
Допуски и предельные отклонения размеров колес и червяков
Допуски на размер диаметра окружности выступов можно принять: для зубчатых колес 7 степени точности – h8, 8 степени точности – h9, 9 степени точности – h10. Для 11 степени точности (прямозубые и узкие косозубые колеса передач в ручных приводах) в реверсивных передачах – h11, в нереверсивных передачах – h12.
Допуск на длину ступицы принимают h11- h12.
Допуски на остальные размеры обычно принимают по 14 квалитету.
Шероховатость поверхностей колес и червяков
Поверхности элементов зубчатых и червячных передач должны иметь шероховатость, указанные в таблице 2.7.
Шероховатость поверхностей элементов зубчатых и червячных колес
| Элементы зубчатых колес | Шероховатость, Ra, мкм |
| Рабочие поверхности зубьев зубчатых колес | 0,8 – 0,1 |
| Рабочие поверхности зубьев червячных колес | 0,8 – 0,4 |
| Рабочие поверхности витков червяков | 0,4 – 0,2 |
| Поверхности выступов зубьев | 6,3 |
| Фаски и выточки на зубчатых и червячных колесах | 6,3 |
| Торцы ступиц, базирующихся по торцу заплечиков валов, при отношении | 1,6 |
| То же при отношении | 3,2 |
| Рабочие поверхности шпоночных пазов | 1,6 |
| Нерабочие поверхности шпоночных пазов | 3,2 |
| Посадочные поверхности отверстий при посадке H7: | |
| при диаметрах ≤ 50 мм | 0,8 |
| при диаметрах > 50 мм | 1,6 |
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Валы-шестерни и зубчатые колеса
Недостатком объединенной конструкции является необходимость изготовлять вал из того же материала, что и шестерню, часто более высококачественного и дорогого, чем требуется. Кроме того, при замене шестерни, например, вследствие износа или поломки зубьев приходится заменять и вал. Несмотря на это, в редукторах шестерню часто выполняют заодно с валом и даже при толщине, значительно превышающей указанные нормы. Это объясняется большей жесткостью и прочностью, а также технологичностью вала-шестерни, что в конечном итоге оправдывает ее стоимость.
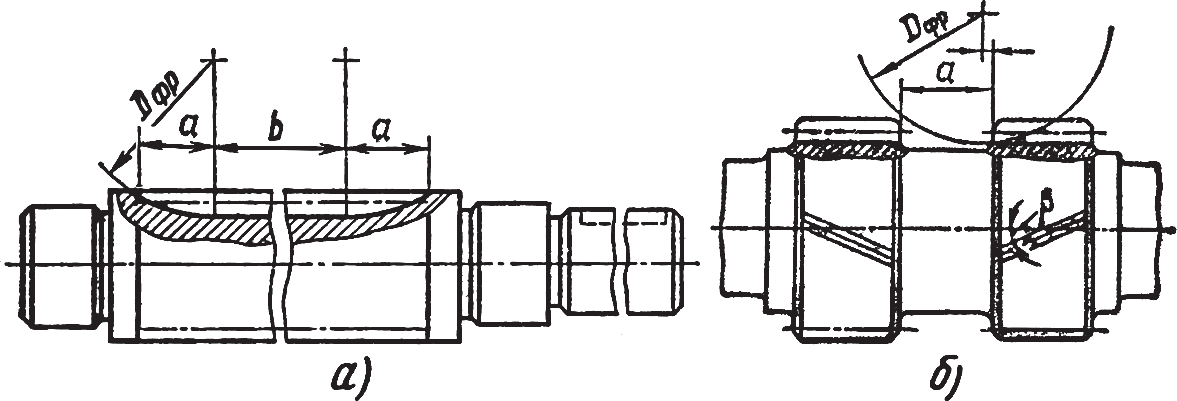
Рис. 1. Условия нарезания зубьев на вале-шестерне
В некоторых случаях зубчатый венец углубляется в тело вала. При углублении зуба в тело вала следует учитывать участки входа и выхода фрезы (табл. 1). Возможность выхода фрезы следует учитывать также при нарезании рядом расположенных венцов на вале-шестерне (рис. 1; а, б).
Таблица 1. Протяженность дорожки а, мм, для выхода фрезы (рис. 1)
| m, мм, фрезы | 2 | 3 | 4 | 5 | ≥ 6 |
| a/m | 15 | 14 | 13 | 12 | 10 |
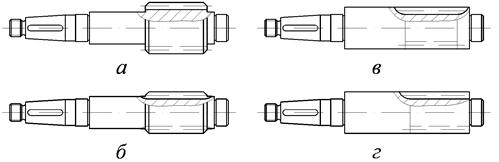
Обычно зубья вала-шестерни располагаются на выступающем венце. В этом случае для возможности выхода фрезы рекомендуется выдержать следующее соотношение размеров внутреннего диаметра шестерни или червяка с посадочным диаметром под подшипники (рис. 2):
Остальные конструктивные элементы вала-шестерни определяют так же, как конструктивные элементы валов.
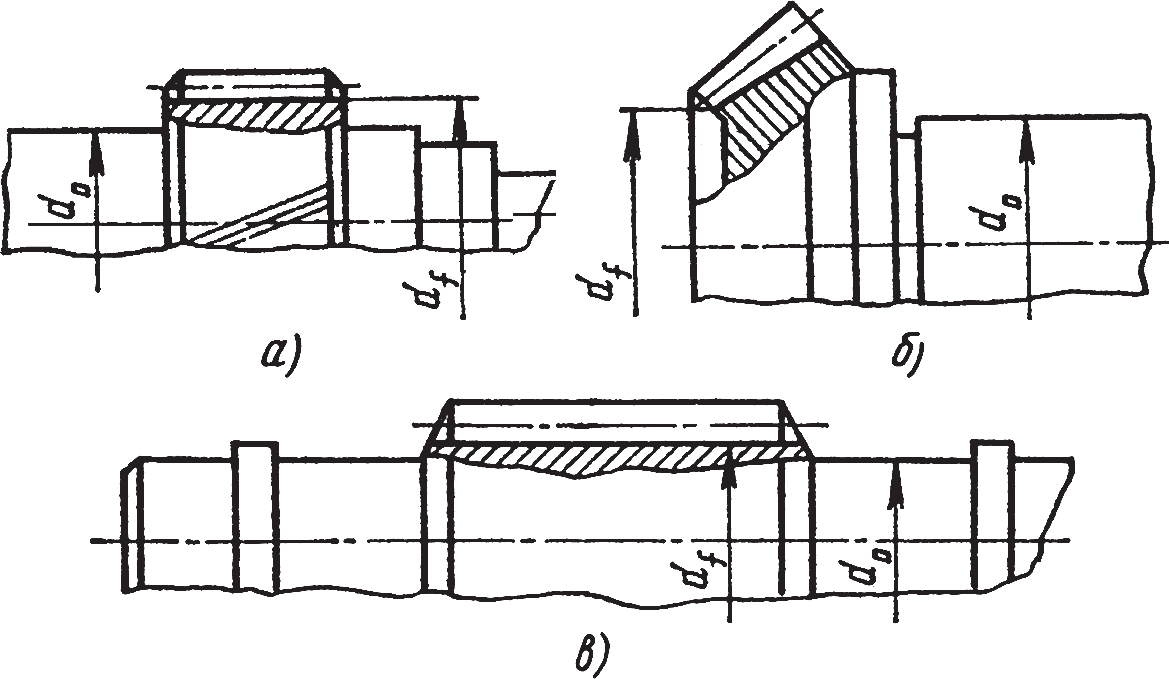
Рис. 2. Основные размеры для нарезания: вала-шестерни (а, б); червяка (в)
2. Зубчатые цилиндрические колеса
Форму зубчатых колес в большинстве случаев определяют в зависимости от способа получения заготовки. В свою очередь способ получения заготовки выбирают с учетом материала и размеров колес, а также объема выпуска. В единичном и мелкосерийном производстве зубчатые колеса диаметром da ≈ 200 мм изготовляют из круглого проката, поковок и сварные. При da ≈ 150 ÷ 600 мм заготовку получают ковкой в виде круглых поковок. В крупносерийном и массовом производстве заготовки колеса небольших и средних диаметров (da до 600 мм) получают штамповкой в двусторонних штампах, а больших размеров – литьем или сваркой.
Колеса больших диаметров изготовляют обычно литыми, колеса сравнительно тихоходных и малонагруженных передач – литыми и при меньших диаметрах. В индивидуальном производстве колеса больших диаметров выполняют также сварными.
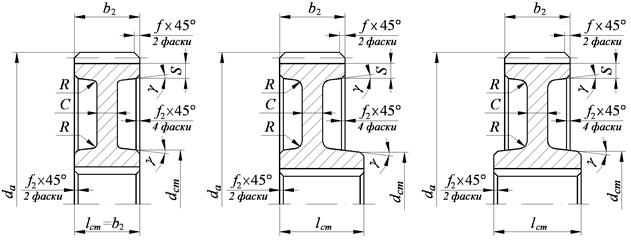
В конструкции зубчатых колес различают (рис. 3) зубчатый венец или обод, ступицу и диск, который соединяет зубчатый венец со ступицей. Зубчатые колеса конструируют двух видов: зубчатый венец выполнен непосредственно на валу (вал-шестерня) и зубчатый венец выполнен совместно с диском и ступицей для соединения с валом при сборке (насадная шестерня).
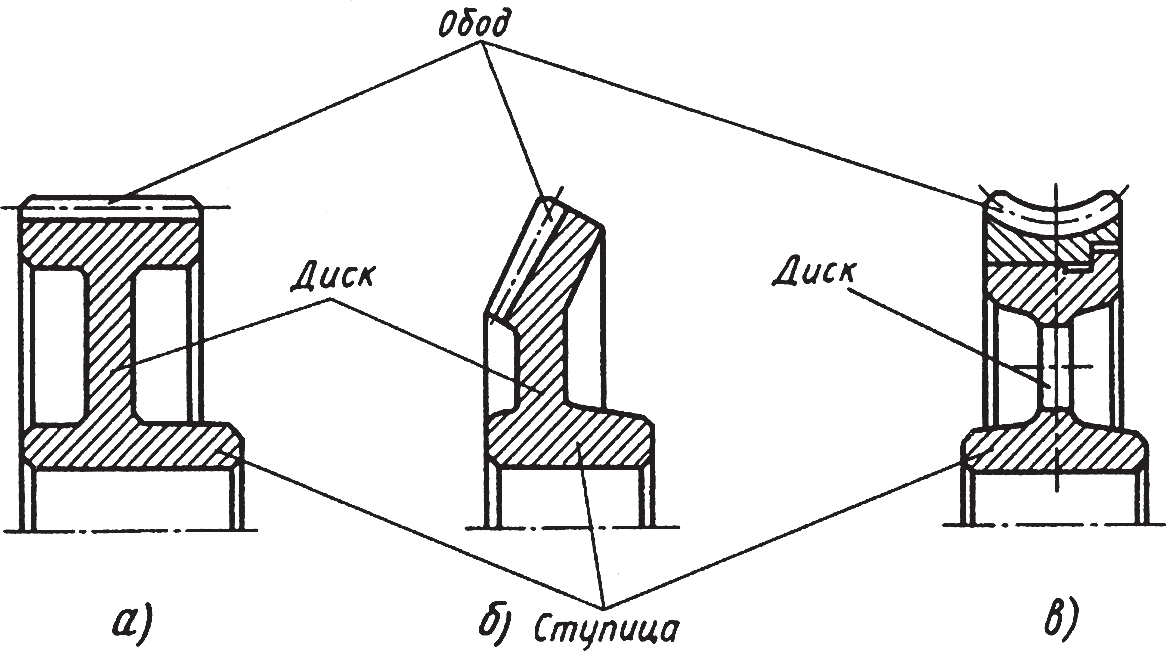
Рис. 3. Элементы зубчатого колеса
Зубчатый венец шестерни обычно шире на 3…10 мм зубчатого венца колеса. На торцах зубчатого венца выполняют фаски размером f=(0,6…0,7)m. На прямозубых колесах выполняют фаски под углом αφ=45°, на косозубых колесах при твердости рабочих поверхностей НВ<350 выполняют фаски под углом αφ=45°, а при НВ>350 выполняют фаски под углом αφ=15°.
При диаметрах d>500 мм тяжело нагруженные колеса могут выполняться бандажированными. Бандаж (обод) выполняется из легированной стали или бронзы, центр – из дешевой углеродистой стали литым или сварным, а также литым чугунным (рис. 3, в).
Толщина бандажа (мм) по впадинам зубьев: при z<150
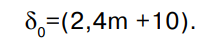
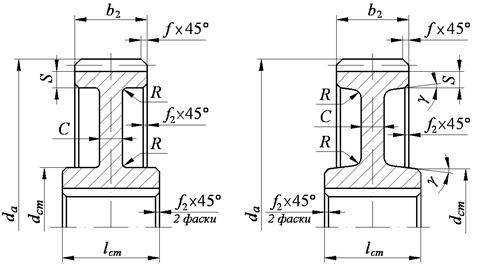
Ступица. Наружный диаметр ступицы (рис. 4) для стальных колес – dст=(1,55…1,7)d мм и для чугунных – dст=(1,7…1,8)d мм; толщина – δст ≈ (0,3…0,4)d мм; длина – lст=(1,0…1,2)d мм.
Для обеспечения нормальной работы зубчатые и червячные колеса должны быть установлены на валах без перекосов. Если ступица колеса имеет достаточно большую длину lст≥0,8d мм (в редукторах это отношение принято lст=(1…1,5)d мм), то зубчатое или червячное колесо будет сидеть на валу без перекосов.
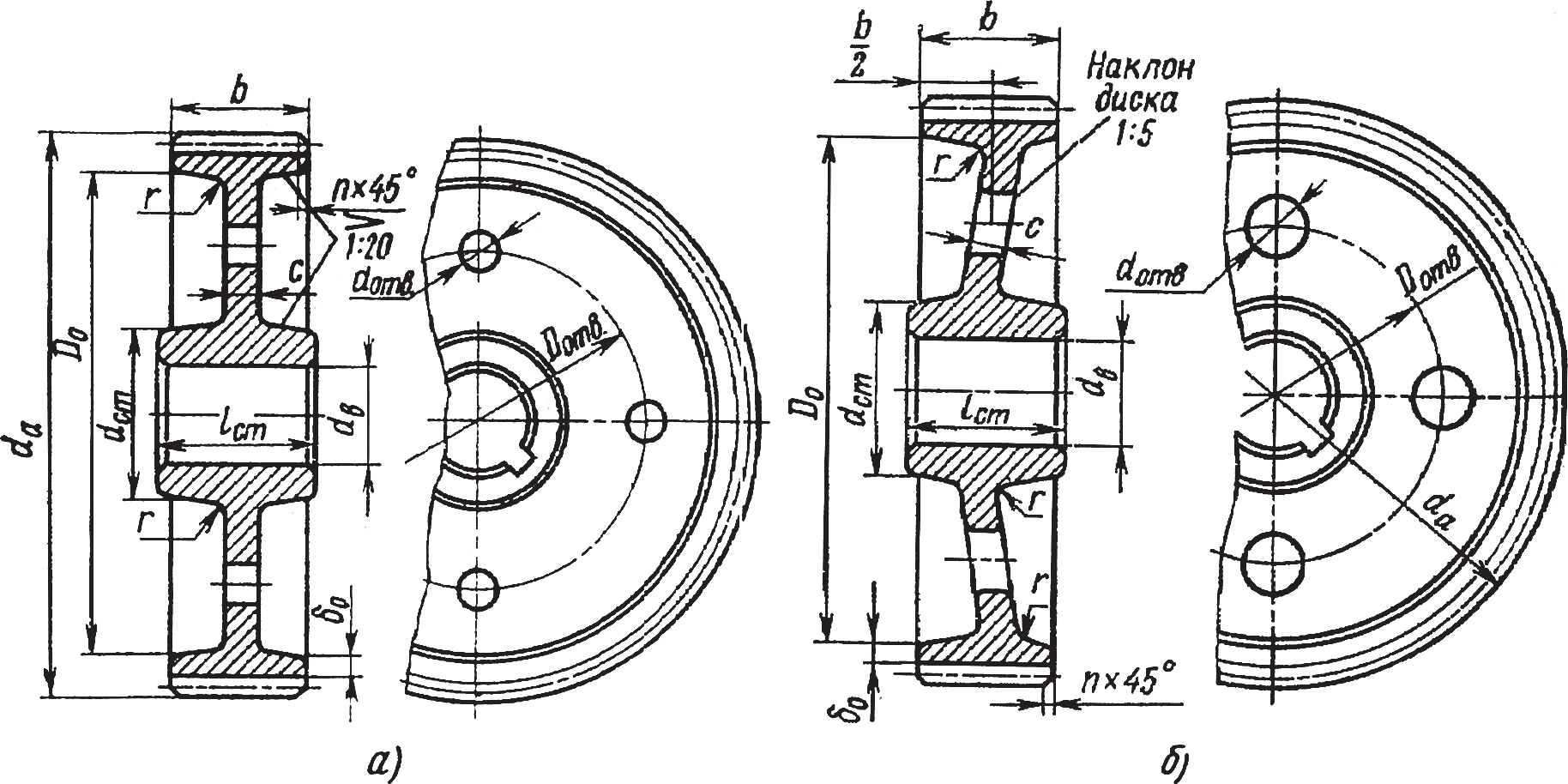
Рис. 4. Конструкция зубчатого колеса: а – с прямым диском; б – с наклонным диском
В приводах производственных машин и в редукторах применяются зубчатые колеса относительно небольших диаметров, насаживаемые на валы. Их изготовляют из круглого или листового проката, из поковок или сварными. В зависимости от требования конструкции зубчатый венец насадного колеса может располагаться симметрично относительно ступицы или несимметрично. В результате это определяет положение и форму диска, который должен обеспечить устойчивость зубчатого колеса к воспринимаемым нагрузкам.
Для обеспечения прочного сопряжения ступиц зубчатых колес с валами при шпоночном соединении рекомендуют применять следующие посадки (в скобках – для реверсивных передач):
- для цилиндрических прямозубых колес H7/p6 (H7/r6);
- для цилиндрических косозубых и червячных колес H7/r6 (H7/s7);
- для конических колес H7/s7 (H7/t6).
Для обеспечения возможности перемещать колесо на валу в процессе передачи вращения используют посадки H7/g6 (H7/f7).
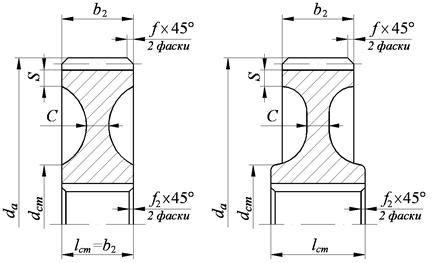
Диск. Колеса с диаметром вершин зубьев da≤250 мм выполняют в виде дисков, со спицами и без них. У этих стальных колес выполняют углубления на 2…5 мм, чтобы выделить
обрабатываемый торец, который служит технологической базой при нарезании и монтаже колес. Литые зубчатые колеса d ≤500 ÷ 600 мм выполняют (рис. 4) с прямым (а) и наклонным (б) диском.
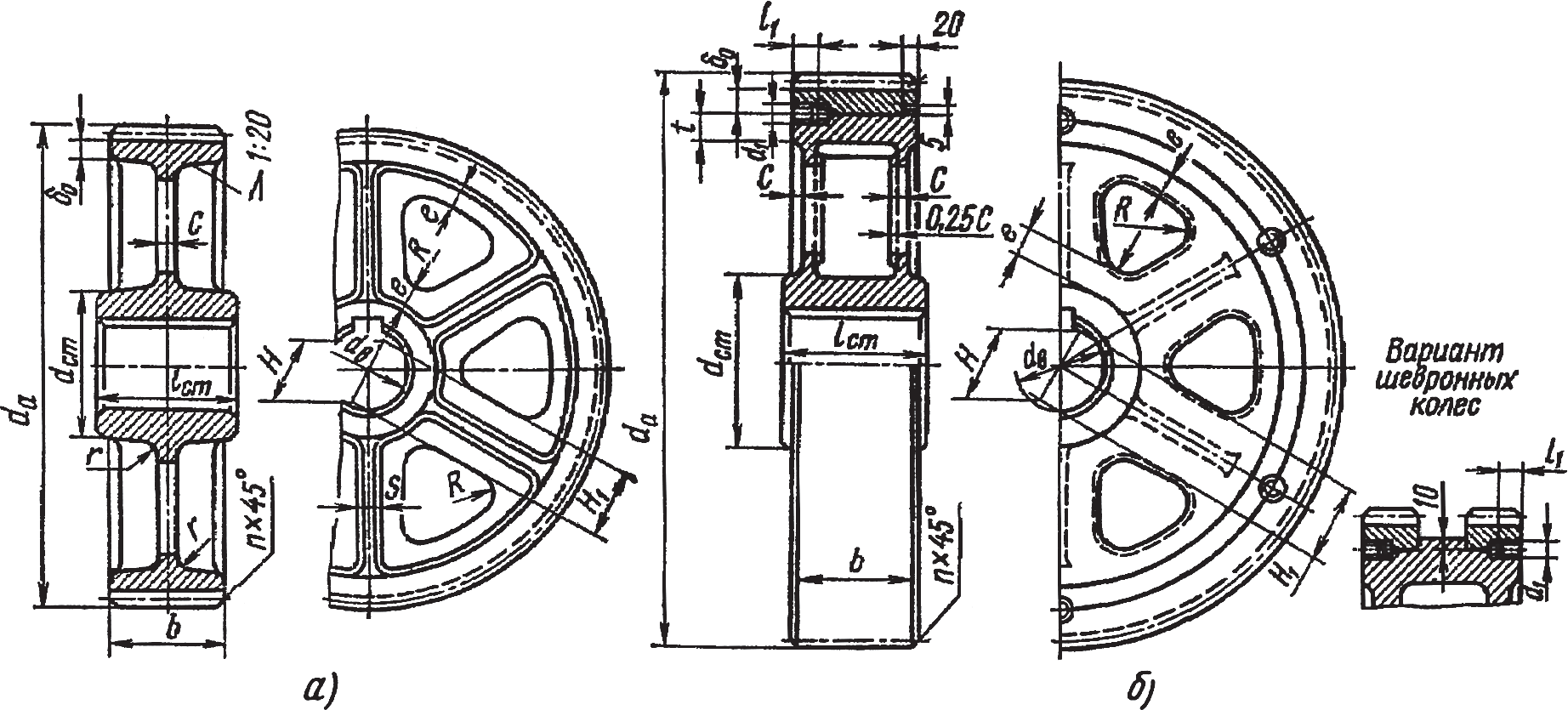
Рис. 5. Литые зубчатые колеса d ≥500 ÷ 1000 мм: цельное (а); с бандажом (б)
Чугунные колеса, применяемые в тихоходных малонагруженных передачах, наиболее часто открытых, изготовляют литыми. У колес литой конструкции в дисках делают 4…6 отверстий (рис. 5). Отверстия служат для крепления колеса при обработке заготовки и позволяют обрабатывать отверстие под вал и наружную поверхность обода с одной установки, а также используются при транспортировке колес. При больших размерах отверстий они служат для уменьшения массы колес, в литых колесах – для выхода литейных газов при отливке.
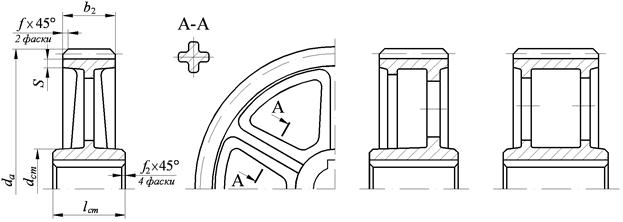
Форма спиц для литых колес приведена на рис. 6. Спицы эллиптического сечения применяют при малых нагрузках, крестообразного и таврового сечения – при средних нагрузках, а спицы двухтаврового сечения применяют при работе передачи в тяжелых условиях.
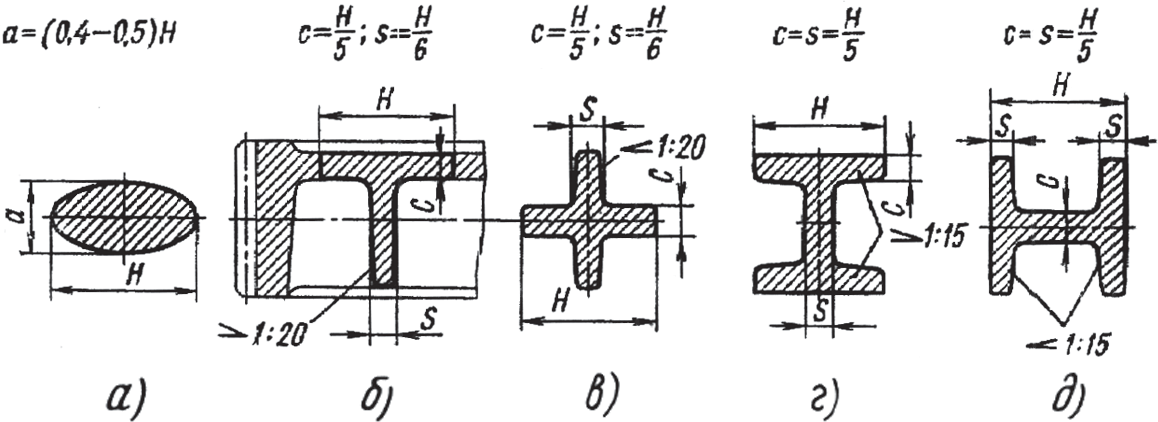
Рис. 6. Формы сечения спиц литых зубчатых колес: а – эллиптическая; б – тавровая; в – крестообразная; г, д – двутавровая
Конструкция кованых зубчатых цилиндрических колес приведена на рис. 7.
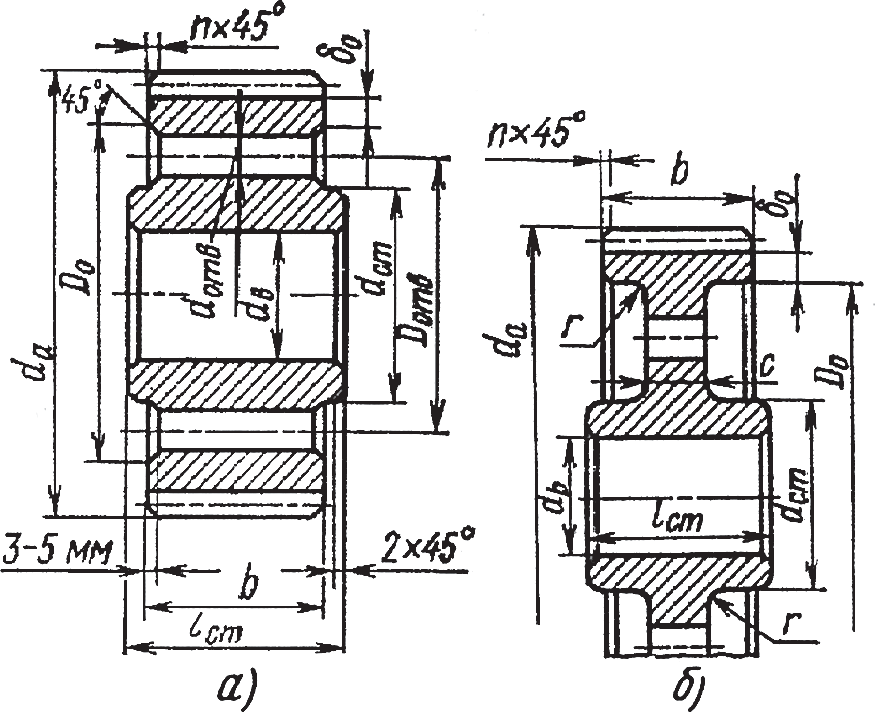
Рис. 7. Конструкция кованых зубчатых цилиндрических колес: а – dа≤200 мм; б – dа≤500 мм
3. Сварные цилиндрические зубчатые колеса
По сравнению с литыми колесами сварные колеса в обычном исполнении издают больше шума. Для уменьшения шума целесообразно снабжать колеса ребрами. Зубчатые колеса малого диаметра изготовляют со ступицей, приваренной к торцу колеса или со сквозной втулкой (рис. 8, а). Большие колеса могут быть сварены из нескольких частей – ступицы, одного или двух дисков с ребрами и венца, который может быть поковкой из нужного металла (рис. 8, б).
Зубчатое сварное колесо обычной конструкции имеет диаметр ступицы (рис. 8, в) d1=(1,55…1,7)d мм; диаметр ступицы с бортом d1=d1+10 мм; толщину венца (da–D0)/2 мм; толщину венца с бортом (da–D0)/2+5 мм; диаметр расположения отверстий в диске D1=(D0–d1)/2 мм; диаметр отверстий в диске d2 =(D0 – d1 )/5 мм; толщину диска с ≈ 0,4d-2 мм; углубление ребра s=0,8c мм; фаску n=0,5m мм.
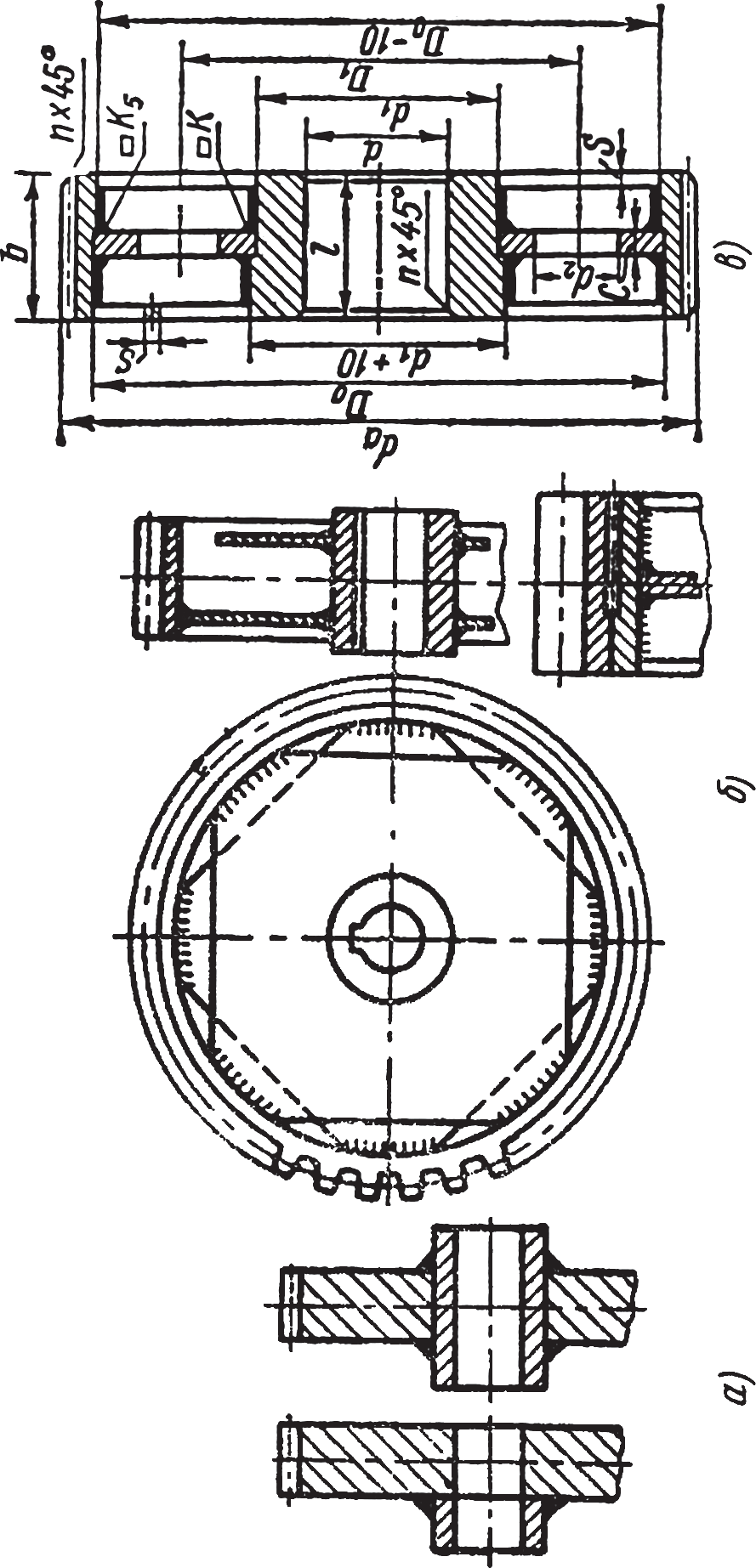
Рис. 8. Сварные цилиндрические зубчатые колеса
4. Зубчатые конические колеса
Конструкция конических зубчатых колес (рис. 9) отличается от конструкции цилиндрических зубчатых колес соотношениями в части зубчатого венца.
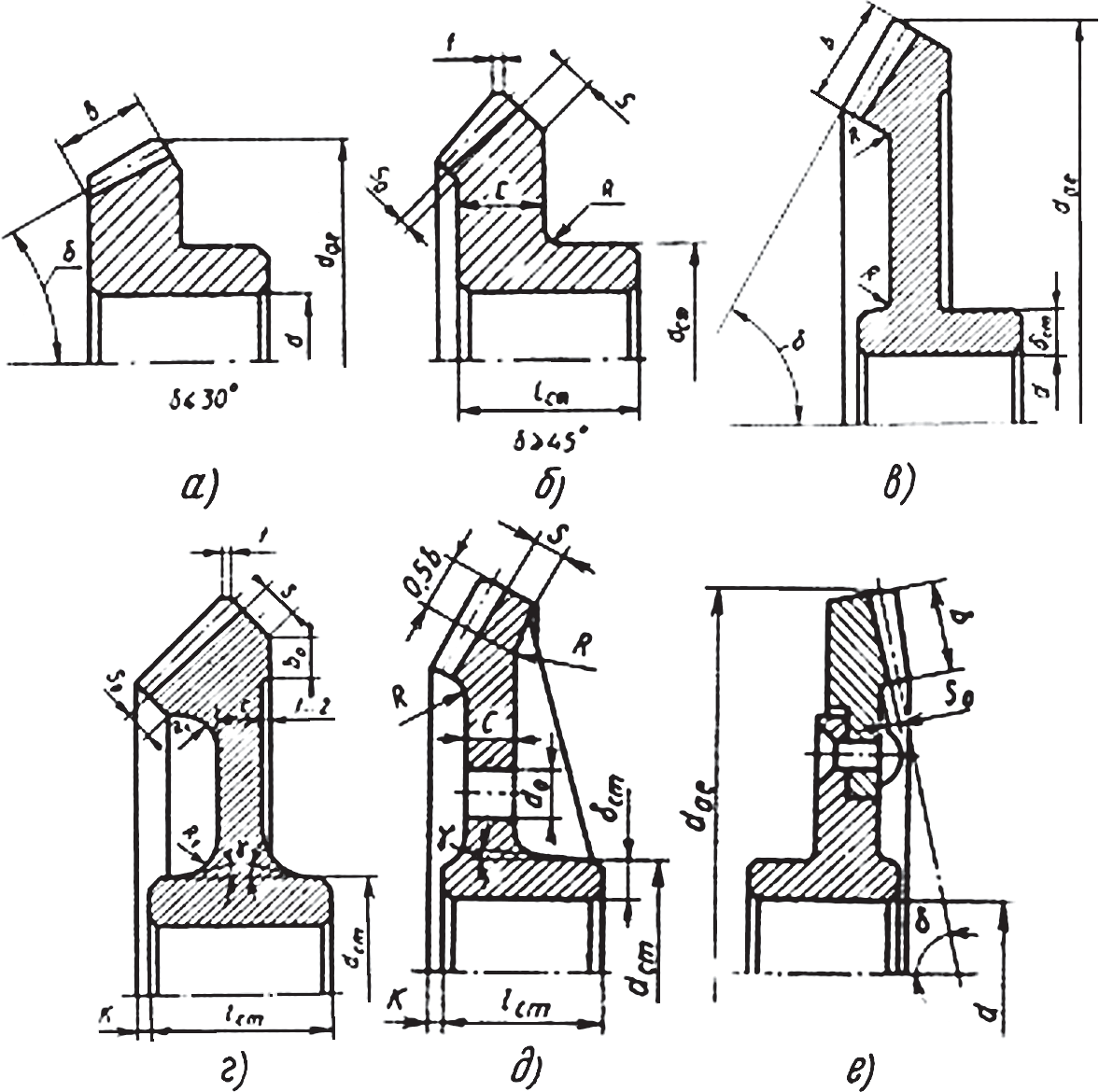
Рис. 9. Конструкция конических зубчатых колес: а, б, в – точеные; в, г – штампованные; г, д – литые; е – составные (сборные)
5. Червячные колеса и червяки
Зубчатый венец червячного колеса, по условиям работы червячной пары, должен изготовляться из антифрикционных материалов (бронза, латунь). Обычно червячные колеса выполняют составными: диск и ступица колеса – из стали или из серого чугуна, а венец – из антифрикционного материала.
Применяют следующие способы соединения венца с диском.
Бандажированная конструкция колеса, в которой бронзовый венец посажен на стальной или чугунный диск с натягом (рис. 10, а). Конструкция проста в изготовлении и применяют ее для колес относительно небольших диаметров, а также для колес передач, не испытывающих тепловые нагрузки. При нагреве до высокой температуры вследствие большего температурного коэффициента бронзы посадка может ослабнуть из-за большего линейного расширения бронзы, чем чугуна.
Обычно применяют легкопрессовую, реже прессовую посадку:
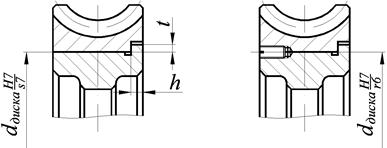
Посадочную поверхность выполняют с упорным буртиком (исполнение 1) (рис. 10, а) или без буртика (исполнение 2) (рис. 10, б). Буртик с размерами h=(0,15…0,2)b, t=0,1b предназначен для того, чтобы фиксировать относительное положение деталей при запрессовке, но в то же время он уменьшает посадочную поверхность, усложняет конструкцию и технологию. По этим соображениям конструкцию без буртика следует признать предпочтительной. Возможные неточности сборки устраняют последующей обработкой поверхностей после сборки.
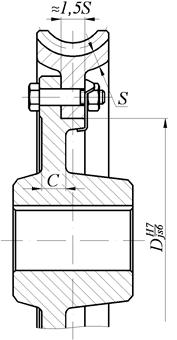
Для предотвращения взаимного смещения венца и ступицы в плоскости соединения поверхностей стопорят 3…4 винтами с последующим срезанием головок (рис. 10, в). Размеры винтов: диаметр dB=(0,8…1,0)S, длина lВ=(2…3)dB.
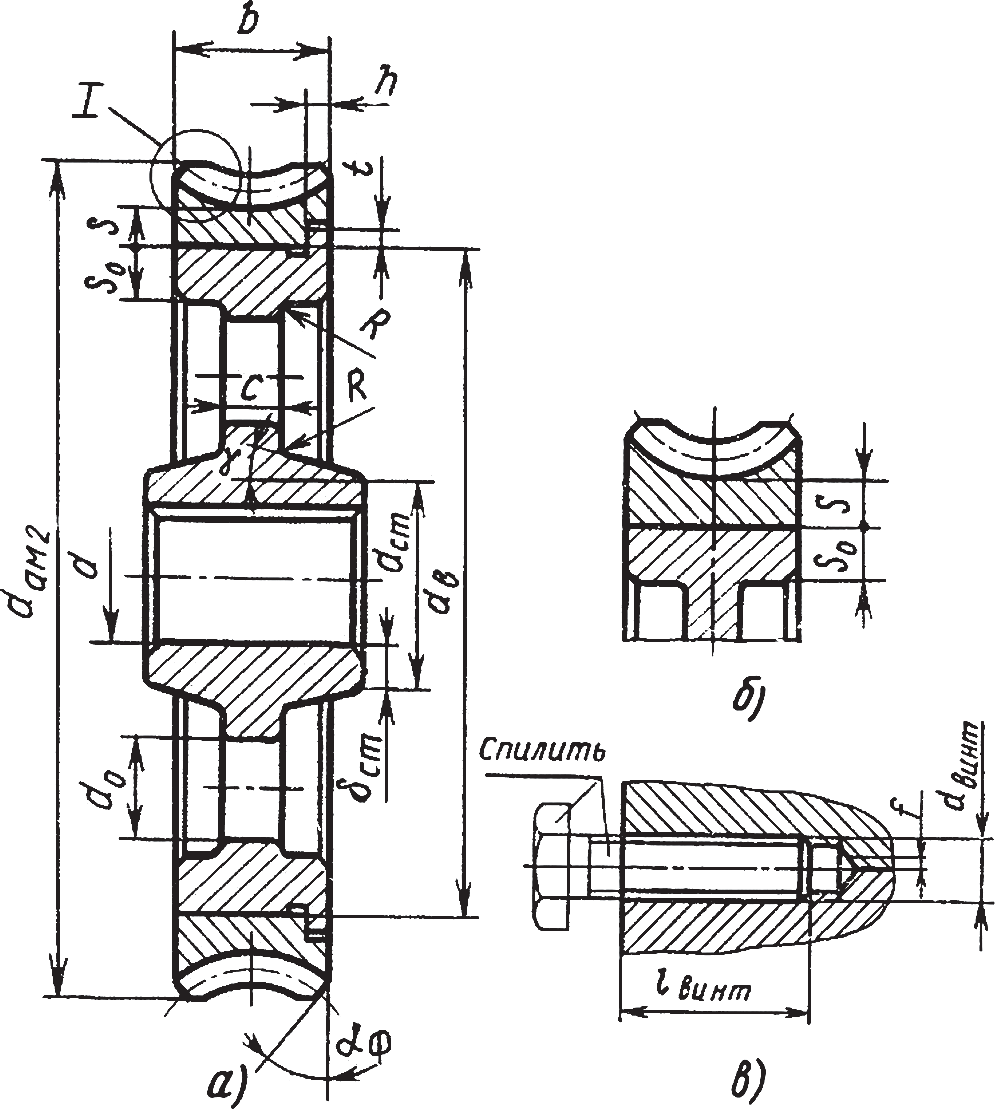
Рис. 10. Червячные колеса
В соединении без буртика винты ставят с двух сторон в шахматном порядке.
Червяк представляет собой вал с приложенной нагрузкой между опорами и на консоли. По конструкции на червяке, как на любом валу, необходимо выдержать расположение и размеры всех сопрягаемых элементов (заплечика, буртика, галтелей, проточек, посадок и др.), которые дадут возможность обеспечить соединение и работоспособность сопрягаемых деталей: шарикоподшипников, уплотнений, шпонок, муфт и др. для работы передачи.
Размеры выступающего из редуктора конца вала-червяка согласовывают с соответствующими размерами вала электродвигателя и соединительной муфты.
Червячные колеса, как правило, вращаются с небольшой скоростью, поэтому нерабочие поверхности обода, диска и ступицы колеса оставляют необработанными, но тщательно очищенными и делают конусными с большими радиусами закруглений.