моя ПЕРВАЯ деталь из карбона или препрег своими руками:как готовить и есть
Никогда не вёл блогов, или подобных ЖЖшечек, но, видимо, всё бывает в первый раз.
т.к. это первая запись на драйве-пожалуй представлюсь: зовут Женя, родился мальчиком, и до сих пор своих убеждений не сменил) собссно как родился, так и обитаю по сей момент в славном городе Санкт-Петербурге.
Основной мой род занятий это звукорежиссура, а как хобби-увлечение сноубордом, мотоциклом, и всяческим рукоделием. Именно две последних страсти и толкнули меня на опыты с карбоном. ну нравится мне перебирать мотик и вешать на него всякие приблуды, а из карбона и подавно. В общем чем бы дитя не тешилось.
Идея начать делать что-то подобное поселилась в моей голове года два назад, но то негде было, то некогда… В итоге все два года я жадно изучал всевозможные композитные технологии и знакомился с материалами.
Отдельную благодарность в этом нелёгком деле теоретической подготовки я выражаю Владимиру Кислицину, ака toboliac , истинному фанату своего дела, которому не лень, и даже в кайф делиться своими наработками, опытом, да и просто мыслями. Так же множество инфы было мною почерпнуто в группе "CarbonClub — плёнкой даже и не пахнет", и на форуме «МАСТЕРФОРУМ.КОМПОЗИТЫ.РФ»
как истинный засранец никогда и нигде ничего не писал, а только лишь поглощал информацию. ну, настало время чуть чуть поделиться)
но, обо всём по порядку:
1)выбор технологии
Долгое время я склонялся, и с восхищением смотрел на вакуумную инфузию, т.к. процесс этот действительно позволяет получать качественный результат, при должной сноровке. но с инфузией (для меня) есть ряд проблем, о которых многие говорили, из которых меня оттолкнули от этой технологии две:
-невозможность создания "кокпитовых", т.е. закрытых, объёмных изделий
-большое количество одноразовой оснастки и довольно капризный процесс, в плане качества/скорости распределения смолы и качества финальной поверхности.
ручное формование и тем более ламинация для меня отпали сразу, т.к. мне реально нравится вид именно сдавленного, сжатого полотна. хоть убейте, но о вкусах не спорят)
И так, года полтора назад, когда я ещё вовсю был настроен пробовать инфузию подвернулся мне на авито совсем новый вакуумный насос. китайчик, низкопроизводительный, но по цене "по старому курсу", что прошлой осенью было весьма актуально. В итоге я решил, что с чего-то надо начинать, и взял этого малыша за 4 тыщи на тот момент совсем деревянных.
В общем-то на этой покупке процесс и остановился.
2) материально-техническая подготовка
Этой осенью в очередной раз для меня, и моих друзей встал вопрос тёплого зимнего хранения мотоциклов, да при том с возможностью круглосуточного доступа для "кручения гаек". После довольно длительных поисков совсем не далеко от дома нашлось производственное помещение 30м2, которое как раз подходило по всем параметрам, акромя того, что это был второй этаж. Ну, мотоциклы хоть и не пушинка, но и не тонну весят, и с помощью четверых мужичков в самом расцвете сил были закачены по досочкам на второй производственный этаж (высота потолков 4,5 метра). Думали в штаны наложим, ан нет, глаза боятся, а руки (в данном случае ноги) делают. Но это лирика.
Наконец то появилось помещение, которое я два месяца приводил из состояния "голые стены" в "уютная мастерская. В принципе, отчасти мне это удалось.
Т.к. на тот момент с технологией, которую я хочу освоить я определился, а осенью, во время командировки в США, капитально закупился различными тканями, свой путь я начал с постройки печки.
вот собственно и она:


Печь представляет из себя ЯЩЪ, собранный из секций, сделанных из совейской кровельной жести 0,75мм, на каркасе из металлопрофиля для ГКЛ. в качестве теплоизолятора внутри секций заполнение базальтовой ватой.
Секции между собой крепятся винтами и уголками, в жесть запрессованы заклёпки-гайки.
Все стыки промазаны высокотемпературным силиконовым герметиком. Верхняя крышка на петлях, с поддерживающими мебельными газ-лифтами, закрывается всё это дело на защёлках-стяжках (как на ящиках).
Внутри ящика установлен 1кВт нагреватель с вентилятором (разобрал китайский тепловентиллятор, купленый за какие то копейки в Леруа-Мерлен).
На передней панели ЯЩЪ’а смонтирован блок управления: программный ПИД-регулятор ОВЕН ТРМ-251 и блок реле/предохранителей.
Вообще, нагревательных элементов там два, каждый по киловатту, но на 2кВт печка уж больно быстро греет, и от частых вкл/выкл реле уже ощутимо мигает свет. С 1кВт нагревателем свет уже не мигает, а печь выходит на 100 градусов примерно за 12 минут, что более чем достаточно.
Да, габариты: 101*67*77см (продиктовано размерами жестяных обрезков привезённых из дачных запасов).
В общем на постройку сего девайса у меня ушёл где то месяц работы по вечерам, и около 10килорублей денег. Что более чем бюджетно, если сравнивать с заводскими термо-шкафами.
И вот ещё- вся конструкция на колёсиках, ибо вес её весьма внушительный, просто так не передвинешь.
вакуумная станция
По известной и не раз обжёванной в интернетах схеме был создан блок автоматики для вакуумного насоса, а так же импровизированный ресивер из канализационных уличных пластиковых труб 110мм.
вот оно фото:
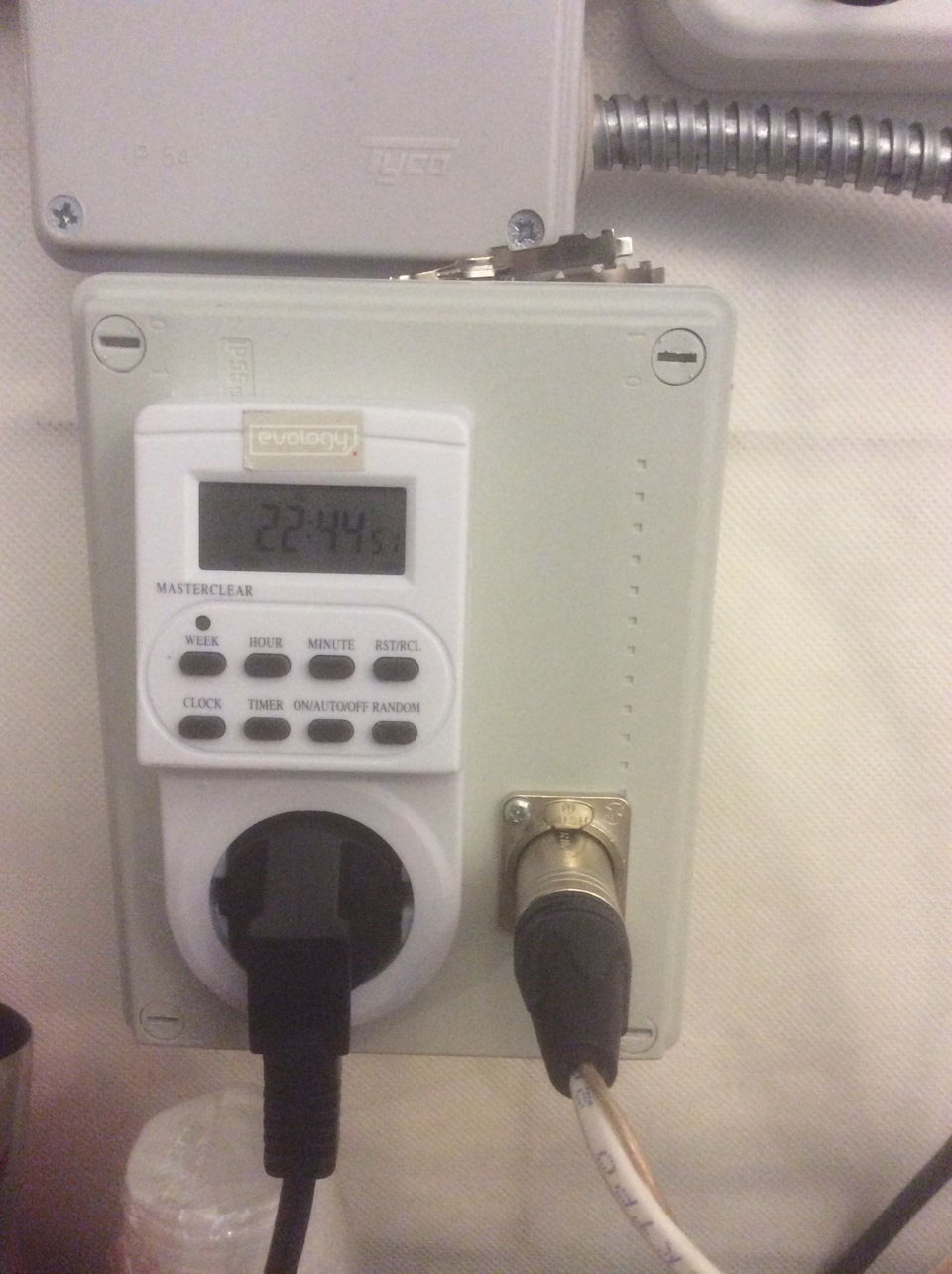 блок автоматики с таймером
блок автоматики с таймером 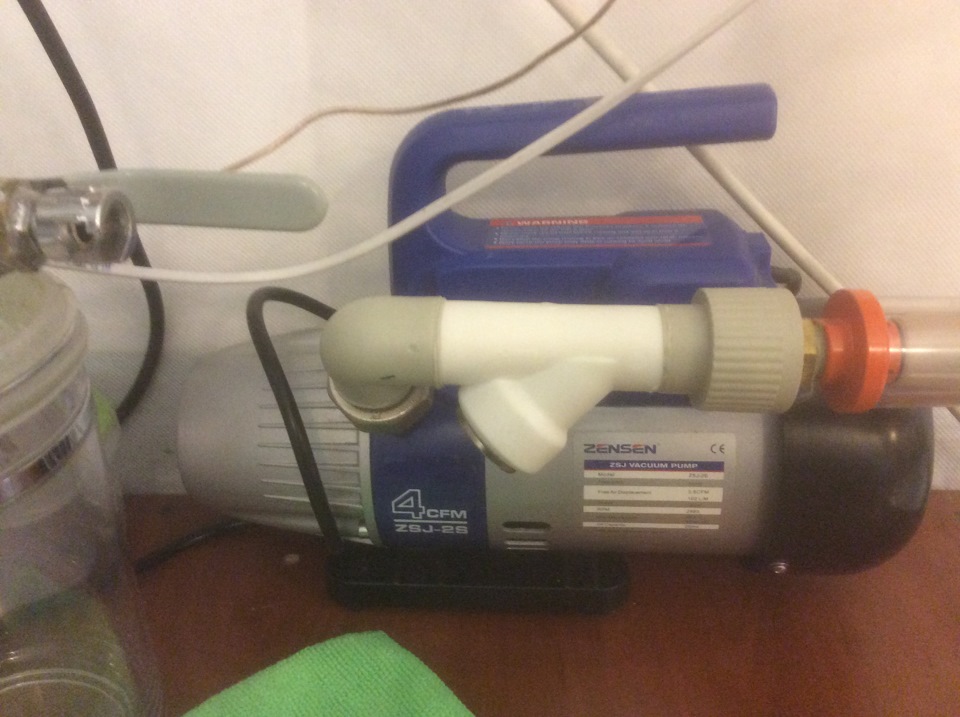 вакуумный насос с фильтром и обратным клапаном
вакуумный насос с фильтром и обратным клапаном  ресивер и вакуумметр с ЭКП на стене. ну и вытяжка рядом.
ресивер и вакуумметр с ЭКП на стене. ну и вытяжка рядом.
В блоке релейной обвязки для вакуумметра с электроконтактной приставкой я добавил реле времени (
350р в леруа), которое позволяет отключить всю схему в заданное время. весьма удобно, когда оставляешь вак.насос на ночь, и не хочешь чтоб он пахал сутки.
в планах-добавить в схему устройство плавного пуска насоса. т.к. с ресивера у меня чуть чуть натекает где-то, и насос включается примерно раз в 2 минуты при поддержании вакуума -0,7/-0,5МПа. в общем надо дорабатывать.
ПЕРВЫЙ БЛИН
На подготовку всего и вся у меня ушло довольно много времени и сил, особенно учитывая что это лишь хобби, и приходится "отвлекаться" на работу, да и просто "жизнь" =)
Для первого опыта был выбран "пациент" не сложной формы:
 накладка на бак DUCATI848
накладка на бак DUCATI848
это китайская "карбоновая" защитная накладка на мотоциклетный бак. отвратительнейшего качества вещь, я вам скажу. тонкая, сделанная на полиэфирке (судя по запаху при шлифовке), карбона только внешний слой, и то, наверное, дай БГ 80г/м2, а внутри даже не стеклоткань или мат. там стеклосетка, похожая на серпянку, только с меньшим размером ячейки. кусок какашки, одним словом. да ещё и поцарапанный и с изъянами по кромке.
В общем это дело было мной заботливо вышкурено, зашпатлёвано, и на самой детали ручной формовкой был сделан фланец (пластилин с лицевой стороны и гель+стеклоткань с изнанки).
Этот фланец весьма заметно увеличил жёсткость детали, и с ней стало гораздо удобнее работать.
далее ещё шкурка (600-800-1000-1500-2500), с полировкой решил не заморачиваться, и сразу нанёс разделитель и снял матрицу:
 первая матрица
первая матрица
потом сделал "пирог" из трёх слоёв углеткани, с прокладкой плёнки и пропиткой препреговой смолой:

далее этот пирог пошёл на технологическую выдержку 12 часов при 30 градусах.
ну и сам процесс:
 первый слой твилл 2/2 3к 240г/м2
первый слой твилл 2/2 3к 240г/м2  три слоя уложено, жертвяк сверху
три слоя уложено, жертвяк сверху  весь набор в мешке под вакуумом, и в печке
весь набор в мешке под вакуумом, и в печке
Ну и отправилось это дело на отверждение 4 часа 60градусов, 1час роста до 80, 4 часа 80, 2 часа охлаждение до 20. вакуум первые 6 часов в диапазоне -0,8/-0,5.
И ВОТ ОН РЕЗУЛЬТАТ:
не обрезанный, не отлаченый, но всё-таки результат!



используемые материалы:
-смола Sicomin SR8500 + препрег отвердитель KTA315
-гель SG715 белый
-смола для матрицы YD-128+ТЭТА 12% с постотверждением.
-разделитель Zyvax compositeshield +порозаполнитель SealerGP
-внешний слой карбон 3к 2/2 твилл 240 грамм
-два внутренних слоя полотно 12к 300грамм
-жертвяк diatex PA80
-перф плёнка ELA20 P1
-дренаж PES150
-вакуумная плёнка PO180
-герметизирующая лента "липлент-о"
-вакуумный порт на заказ у токаря 350р.
вроде всё…хотя, сложно уместить в один пост два года обучения, строительств, переживаний…
но это бесподобное чувство, когда-ПОЛУЧИЛОСЬ!
осталось обрезать, облачить, и…снять нормальную матрицу)))))
мой рабочий стол напоследок:
 общий вид рабочего места
общий вид рабочего места
респект тому, кто таки дочитал до конца! впереди много идей, по возможности постараюсь о них писать, хоть и писатель из меня никудышный=)
и принимайте извинения за качество фоток, но кроме айпада мне фоткать не на что;)
Карбон — это. Карбон: описание, сфера применения, особенности и отзывы

Передовые технологии на сегодняшний день регулярно вносят в нашу жизнь множество различных новинок, способных значительно упростить ее или же повысить ее качество. В особенности это касается создания новейших разработок химической промышленности, продукты которой находят свое применение практически в каждой отрасли человеческой деятельности. Одним из таких ноу-хау сейчас является материал карбон. О нем мы и поговорим максимально подробно в статье.
Определение
Карбон — это по своей сути углепластик, то есть композиционный, имеющий иного слоев материал. Проще говоря, углеродные волокна в виде полотна, оболочка которого, в свою очередь, выполнена из термореактивных, полимерных смол. Собственно, карбон — это сегодня почти все композитные материалы, несущая основа которых представлена в форме волокон углерода. Однако при этом связующими элементами могут быть разные вспомогательные составляющие.
Стоимость
Карбон- это очень дорогостоящий конечный продукт, стоимость которого определена внушительной долей ручного труда и сложным в целом техническим процессом. Чтобы понять, насколько дорог карбон, сравним его себестоимость со сталью. Так, если один килограмм стали обойдется производителю примерно в 1 доллар, то такой же вес карбона в 20 раз дороже. Снизить же себестоимость углепластика можно лишь путем внедрения полной автоматизации процесса его создания.

Сфера применения
Изначально карбон — это материал, который создавался для космических аппаратов и автомобилестроения. Однако со временем благодаря своим уникальным эксплуатационным показателям (малый удельный вес, высокая прочность) он нашел применение и в других сферах таких, как:
— Изготовление разнообразного спортивного инвентаря, удочек для рыбной ловли, шлемов.
— Производство медицинской техники и прочее.
Особые свойства
Изучая, что такое карбон отметим его основные позитивные качества. Изделия из этого материала можно формовать практически в любой конфигурации. А все потому, что углеродное полотно обладает очень высокой гибкостью, обеспечивающей, в свою очередь, оптимальный раскрой и резку. При этом следует обязательно пропитать готовый продукт эпоксидной смолой. Полученные таким образом изделия можно без проблем шлифовать, полировать, красить и даже наносить на них флексопечать.
Отличительные особенности
Продолжая рассматривать, что такое карбон (karbon) укажем его уникальные характеристики. Для всех видов этого углепластика общим является применение армирующего элемента — углеродных волокон, толщина которых находится в пределах 0,005-0,01 миллиметра, прекрасно работающих на растяжение, но не переносящие изгиб и кручение. Именно поэтому карбон- это материал, который эксплуатируют в виде полотна.Для дополнительного армирования очень часто используют каучук, который и придает углепластику серый оттенок.В целом же, карбон характеризуется износостойкостью, прочностью, жесткостью и малым удельным весом. Плотность его составляет от 1450 кг/м куб. до 2000 кг/м куб.
Тонкости технологии изготовления
Волокна из нитей углерода получают на воздухе в процессе термической обработки. То есть происходит окисление органических или полимерных нитей на протяжении суток при температуре 250 градусов Цельсия. Затем проводится карбонизация — нагревание полученных волокон в среде инертного газа в температурном диапазоне 800-1500 градусов для подготовки молекулярной структуры к оптимальной. Далее следует графитизация в этой же среде, но уже при температуре до 3000 градусов. Данный процесс может повториться несколько раз для повышения концентрации углерода до 99%.
Форма выпуска
Волокна карбона могут быть как короткими, резаными, так и в виде непрерывных нитей на бобинах. Но, как уже было сказано выше, карбон обладает плохой устойчивостью к изгибу, то углеродное волокно зачастую формируют в полотно,называемое Carbon Fabric. Причем получается оно в виде разнообразных плетений: елочка, рогожка и прочее. Бывает, что волокна просто перехватывают до заливки смолой довольно крупными стежками.Несущей основой чаще всего являются эпоксидные смолы, в которых послойно укладываются волокна карбона. Лист толщиной 1 миллиметр содержит в основном три-четыре таких слоя.
Достоинства
Карбон обладает целым спектром неоспоримых преимуществ, среди которых следует указать:
— Малый удельный вес. Даже алюминий тяжелее описываемого материала на 20%.
— Карбон, сочетающий в себе углерод и кевлар, лишь чуть-чуть тяжелее аналога с резиной, однако гораздо прочнее, а под воздействием ударной нагрузки лишь крошится, но не разлетается на мелкие частицы.
— Устойчив к высоким температурам. Карбон выдерживает до 2000 градусов Цельсия.- имеет хорошую теплоемкость и отлично гасит вибрацию.
— Устойчив к явлению коррозии.
— Имеет высокий предел упругости и предел прочности на разрыв.
— Обладает эстетичным внешним видом и декоративностью.

Недостатки
Вместе с тем карбон по сравнению с металлическими изделиями отличается таким негативными качествами:
— Высокой чувствительностью к точечным резким ударам.
— Сложностью реставрации при возникновении сколов, сломов и различных царапин.
— Выгоранием и выцветанием под воздействием ярких солнечных лучей. Именно поэтому все вещи из карбона специально покрывают лаком или же эмалью.
— Достаточно длительным производством изделий, требующим значительных затрат времени.
— Проблемами с утилизацией и повторным использованием. В зонах непосредственного контакта с металлом начинается его коррозия, поэтому в данных точках закрепляют специальные вставки из стекловолокна.

Мнение пользователей
В заключение отметим отзывы людей об описываемом в статье продукте промышленности. Итак, что такое карбон? Материал этот, как утверждают многие пользователи, очень хорош благодаря своей прочности, но при этом легкости. В особенности это оценили рыбаки, которые уже давно пользуются удочками, в основе многих из которых лежит именно карбон. Само собой, помимо этого, такие удочки еще хороши и тем, что они обладают большой долговечностью, ведь они еще характеризуются и повышенной износостойкостью.
Как я делал первые шаги в создании детали из карбона
Меня зовут Павел.
Я занимаюсь изготовлением углепластика или, как его называют, карбон, и с удовольствием делюсь опытом.
Первые попытки освоить технологию сделал где-то полтора года назад. С тех прошло много времени и тем более приятно вспомнить первые шаги. В этом посте расскажу о своем первом учебном самостоятельном проекте детали из композита эпоксидной смолы и базальтового волокна.
Сама идея заняться карбоном возникла еще раньше, года три назад. Долго ее вынашивал и в какой-то момент решился. Первый месяц самостоятельных попыток и просмотра роликов на ютубе привел к куче израсходованного материала, смолы, тканей, жгутов и т.д. Оказалось, что даже пластину из карбона методом вакуумной инфузии не так-то просто сходу сделать. Немного помучавшись, понял, неплохо бы найти профессионалов для перенятия опыта. Нашел подходящих ребят, познакомились и ушел с головой в процесс обучения.
Такого кайфа от учебы в универе точно не получал. Прошло два месяца, азбука выучена, лекции записаны, лабораторки выполнены и я отправился в самостоятельное плавание. К тому моменту уже нашел первого заказчика. И до этого всё было в розовых тонах. Дальше начался бой и об этом речь пойдет ниже.
Мой первый проект — продолжение учебы, но в полевых условиях. Я договорился сделать из композита деталь, дабы уменьшить её вес. Деталь шла к мобильному лазерному станку. Станок представлял собой чемодан на колесах и предполагал постоянную перевозку между участками работы. К слову, он для лазерной наплавки пресс-форм; износилась кромка стальной матрицы — привезли лазер, выставили, настроились и наплавили специальной проволокой изношенный участок.
Вернемся к процессу.
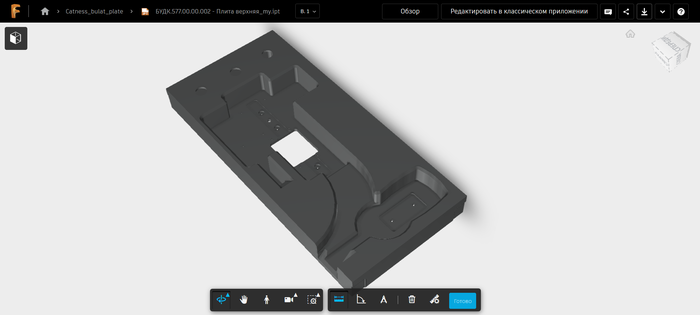
Деталь это плита со сложными пазами и выборками, в которые укладывается оптика лазерного станка.
Чтобы что-то сделать из карбона, нужно сначала сделать матрицу — обратную к исходной поверхности деталь. А уже на матрицу выкладывать углеткань и пропитывать смолой.
Опишу создание матрицы коротко и скажу лишь, что работа шла три этапа: мастер-модель из пенопласта -> черновая матрица -> черновая деталь -> рабочая матрица.
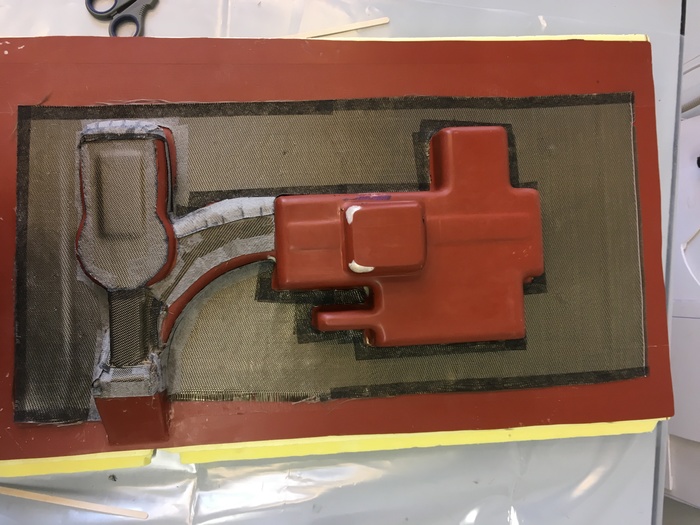
Вот как выглядела рабочая матрица.

Это стеклопластиковая матрица с толщиной фланца 5-6 мм и шлифованным слоем гелькоута с наружной стороны.
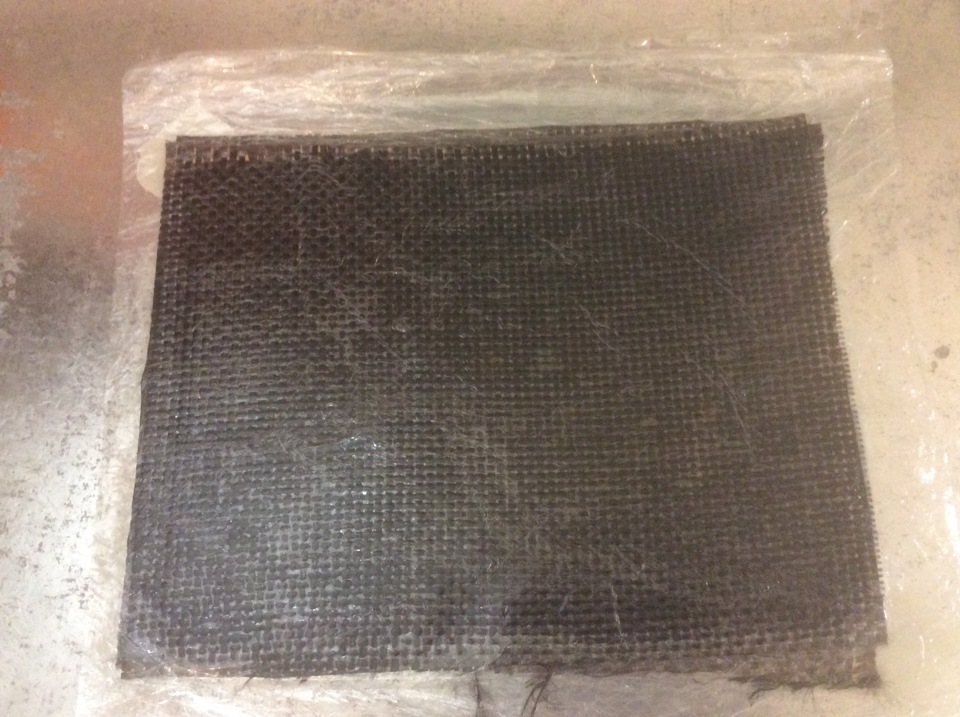
Чтобы по этой матрице сделать деталь, нужно сначала подготовить выкройки. Такая сложная форма не позволяет положить углеткань одним куском. Для качественного соответствия геометрии, нужно подготовить большое количество маленьких кусочков ткани — выкройки. Всего я сделал около 300 выкроек — это примерно 60 штук на слой, а слоев было 5. Кстати, для первого раза я использовал не углеткань, а базальтовую ткань. Она попроще, а сама деталь была под покраску, поэтому изящество рисунка карбона было ни к чему.
Так выглядела базальтовая ткань со слоем клеями и размеченными выкройками.

Да, их было много, а работы еще больше.
Когда все 300 выкроек были подготовлены, вырезаны и подогнаны, настало время укладки и приклеивания на матрицу. Но сначала матрицу нужно очистить загрязнений, жирных пятен и прочего.

Затем, очищенная матрица покрывается специальным разделительным составом — воском. Это нужно, чтобы деталь намертво не приклеилась к матрице, а аккуратно без повреждений извлекалась из неё. Я использовал жидкий воск на основе ПВА. Воск наносится слоями от 3 до 5 в зависимости от марки и типа.

Затем приступил к расположению выкроек. Слой за слоем, в определенном порядке приклеивал маленькие кусочки ткани к матрице, пока она вся не обросла базальтовым панцирем.
Кстати, клей тоже специальный аэрозольный для инфузии.

Хотя выкройки делались по шаблону, всё равно каждый слой пришлось проверять и немного подгонять по месту.

На предыдущем фото видно, как отходят выкройки. Сколько клея не нанести, пока уложишь последний слой, обязательно сколько-то выкроек уйдет. А это напрямую влияет на качество получаемой детали. Чтобы этого не произошло, во время пропитки вокруг детали собирается вакуумный мешок — хитрая слоистая конструкция для подачи и распределения эпоксидной смолы, откачки воздуха, создания надежного прижима.
Мешок собирается из нескольких слоев: жертвенная ткань, служащая буфером смолы и регулятором скорости пропитки; перфорированная пленка для быстрого разделения технических слоев от тела детали; проводящая сетка — быстрая доставка смолы по поверхности; магистральные и спиральные трубки для подачи смолы извне и откачки воздуха из мешка. Весь этот пирог накрывается вакуумной пленкой, которая крепится и уплотняется герметизирующим жгутом по фланцу матрицы.

Перед сборкой мешка нужно хорошенько продумать схему подачи и откачки смолы: сколько точек подачи, как провести линии подачи, где сделать быстрый ход смолы, а где нужно ее затормозить для гарантированной пропитки. Процесс до жути увлекательный, как само планирование, так и наблюдение за ходом смолы. Я пустил смолу с верхних точек детали, а магистрали откачки расположил с фланцев матрицы.
Когда мешок собран, его нужно откачать и проверить на герметичность. Собрать с первой попытки герметичный мешок не всегда удается. В этот раз мне пришлось даже переделывать мешок, так как первый мешок прорвался острой стеклопластиковой иголкой с обратной стороны матрицы. Так выглядит собранный и откачанный мешок, готовый к пропитке эпоксидной смолой.

А вот так во время подачи смолы.

Процесс пропитки может идти от десятка минут до нескольких часов. Я пропитывал параллельно две детали и на инфузию ушло чуть больше часа.
За процессом нужно следить — когда ускорить подачу смолы, когда замедлить, а когда и вовсе перекрыть для добавления новой порции смолы в систему.

До последнего держит в тебя напряжении, потому как наперед не знаешь, успеет ли пропитаться вся деталь до момента загустения смолы.

Всё это выглядит как пляски с бубном (маркером). Но вот все светлые участки потемнели, смола показалась в трубках на пути к насосу, а значит, можно выдохнуть и перекрыть подачу смолы. После этого оставляем деталь сохнуть минимум на сутки и уходим с приятным ощущением и предвкушением.
Через пару дней разбираю мешок и достаю деталь. Для первой разборки я потратил огромное количество времени — наверное, целый день отборной ругани и суеты. Деталь такой сложный формы у меня получилось достать с большим трудом, но когда достал, улыбался до ушей.
Так она выглядела после разборки и первой примерки с узлами лазера.

Потом была фрезеровка пазов, отверстий под кнопки и магниты, обрезка контура. Это отдельная история с фрезерной оснасткой, базированием и позиционированием по детали.

Потом была фрезеровка пазов, отверстий под кнопки и магниты, обрезка контура. Это отдельная история с фрезерной оснасткой, базированием и позиционированием по детали.
Пристрелка по весу:

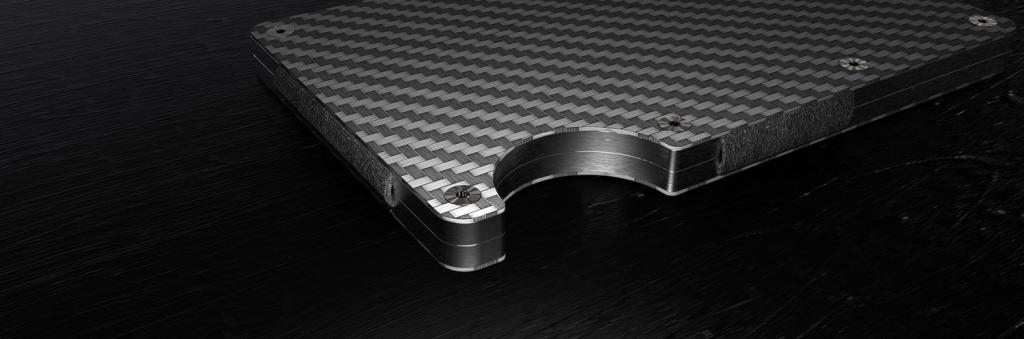
Окончательно склеенная деталь перед покраской в сборе с лазером выглядела так.

Ну и финальная версия после покраски.

В итоге, учебный проект занял около 8 месяцев, приличное количество денег на материалы, инструменты, оборудование и мою работу. Я сразу относился к нему, как к вложению и не переживал лишнего. Вес удалось сэкономить с 10 кг до 1,2 кг. Очевидно, что делать подобную деталь из композитов методом вакуумной инфузии абсолютно нецелесообразно по трудоемкости и стоимости. Опыт — бесценный. С первого раза сделать деталь такой сложности — большая удача и не менее большая работа. С тех пор за такие масштабные штуки не берусь, но опыт этих месяцев использую каждый день.
Как говорится, если ты готов делать что-то бесплатно и ночами, возможно это то самое.
Карбон. Свойства и применение. Плюсы и минусы. Особенности
Карбон – это полимерный очень прочный композитный материал, состоящий из эпоксидной или другой смолы, и армированный углеродными волокнами. Также его называют углепластиком или карбонопластиком. Главная особенность композита в высокой прочности при небольшой толщине и легкости.
Что такое карбон, как его получают
Углепластик является сложным композитным материалом, при изготовлении которого требуется прикладывание ручного труда. В связи с этим цена на него примерно в 20 раз выше, чем на качественную сталь европейского производства.
Вся сложность процесса его изготовления заключается в применяемом армирующем компоненте – углеволокне. Оно представляет собой тончайшие нити, практически на 99% состоящие из атомов углерода. Их получают путем сложного сжигания органических волокон с поэтапным поднятием температуры. В результате от них остается только углерод, который меняет свою структуру, приближаясь к графиту.
Нити углеволокна имеют толщину всего 0,005-0,10 мм. Они тоньше, чем человеческий волос. Каждую из них по отдельности очень легко сломать, но трудно разорвать. Из волокон сплетают полотна, которые и применяются для изготовления карбона.
Углеволокно работает как армирующий компонент карбона. Из него изготавливаются различные тканые и нетканые материалы. Такие холсты пропитываются полимерными смолами, чаще всего эпоксидными. Слои углеволокна наклеиваются друг на друга. В итоге по застыванию смолы, композитный материал приобретает повышенную прочность, гибкость и стойкость к излому. Практически нет аналогичных композитов, которые можно сопоставить по этим качествам с карбоном. Ему уступает стеклопластик и прочие аналоги.

Сфера использования
Изначально карбон был предназначен исключительно для изготовления облегченных деталей спортивных гоночных автомобилей, а также космических аппаратов. Позже себестоимость его производства снизилась достаточно, чтобы применять его и для других целей.
Сейчас из него делают:
- Детали авиационной техники.
- Удилища для рыбалки.
- Спортивный инвентарь, такой как хоккейные клюшки, шлемы и т.д.
Ежегодно производится практически 40-45 тыс. тонн карбона. Из них львиная доля в 41% потребляется авиацией, а также космической и военной промышленностью. Из него делают легкую прочную экипировку, детали для оружия, типа прикладов, рукояток и т.д. Как не удивительно, но 17% композита расходуется на получение спортивного инвентаря, а для строительной сферы только 12%. Примерно 5% уходит на автомобилестроение, и 2-3% на изготовление бланков удилищ.
Технологии изготовления карбоновых изделий
Чтобы получить карбон, необходимо пропитывать слои ткани из углеволокна смолой, и склеивать их между собой. Это можно делать тремя основными способами:
- Приклеивая.
- Спрессовывая.
- Наматывая.
Чаще всего пользуются самым простым способом, заключающимся в наклейке холста на поверхность. Затем он пропитывается сверху смолой, и на него вклеивается следующий слой. Таким образом, набирается нужное количество слоев, чтобы достигнуть требуемого уровня прочности материала и его толщины. Этим методом пользуются в домашних условиях особенно часто, так как для него не требуется особый инструмент и различные приспособления. Смола наносится на углеволокно кистью, тщательно пропитывая ее. Стоит отметить сложность и кропотливость процесса. Зачастую чтобы получить слой карбона толщиной всего в 1 мм, нужно клеить холст в 4 слоя.
Изделия из углекарбона на производствах зачастую получают методом прессования. Это позволяет добиться лучшего удаления воздуха между слоями. В итоге готовое изделие получается более прочным и надежным. Преимущество метода еще и в том, что спрессованная заготовка может разогреваться, для ускоренной полимеризации смолы. При этом благодаря прессу композит будет все время держать правильную форму, пока не затвердеет. Эта технология дает более высокую производительность.
Также изделия их карбона цилиндрической формы можно получать методом намотки. Эта технология подходит как для заводского, так и домашнего производства. Именно этим методом делаются удилища для рыбалки, спиннинги, рамы велосипедов и т.д. Холст углеволокна наматывается на трубку, и пропитывается смолой. В итоге достаточно быстро набирается большое количество слоев, которые в итоге дают высокую прочность изделию. Трубка же, на которую все изначально наматывалось, вынимается. Чтобы она не приклеилась, ее предварительно смазывают специальным разделительным составом. Тогда адгезии смолы к ней не происходит.

Преимущества карбона
Карбон это очень востребованный материал, что обусловлено его положительными качествами:
- Легкость.
- Термическая устойчивость.
- Стойкость к коррозии.
- Упругость.
Изделия из карбона нельзя назвать легкими, но если сравнивать его с металлами такого же объема, то он неоспоримо легче. К примеру, сталь тяжелее на 40%, а алюминий на 20%. Но нужно сразу же отметить прочность карбона. Из него можно делать тонкие изделия и использовать в таких условиях, в которых бы не справились аналоги из стали такой же толщины.
Материал обладает очень высокой термической стойкостью. Отдельные образцы карбона нормально переносят нагрев до температур до +2000С. Само углеволокно легко переносит такие условия, но только в бескислородной среде. Но так как оно находится в толще застывшей смолы, то не контактирует с воздухом. В конечном итоге температурная стойкость карбона продиктована больше свойствами смолы, из которой он изготавливается.
Материал не ржавеет и не подвергается другим видам коррозии. Это делает его альтернативным решением для применения вместо стальных изделий в сложных условиях. Он нормально переносит воздействие ультрафиолета, так что может эксплуатироваться практически где угодно.
Карбон является очень упругим материалом, который сложно сломать. За счет этого он так ценится при изготовлении различного спортивного инвентаря. Не последнюю роль в этом играет и его сравнительная легкость, и то что изделия из него за счет прочности можно делать меньшего сечения, чем из дерева, металла или другого пластика. Высокий предел упругости подтверждают хоккейные клюшки, теннисные ракетки и луки, которые делают из карбона.
Качество карбона во многом зависит от того, каким образом был сделан холст из углеволокна, и во сколько слоев уложен. Дело в том, что ориентируя направление волокон в слоях можно добиваться большей стойкости готового изделия на воздействие под определенным углом. Так можно корректировать упругость и стойкость на излом.

Недостатки карбона
Карбон является весьма ценным материалом, поэтому изделия из него очень качественные. Они более удобные в эксплуатации, однако, все же не идеальные. Проблема в том, что материал боится ударной нагрузки. От этого на нем появляются трещины и сколы. Зачастую они незаметны, но их появление существенно уменьшает прочностные характеристики композита. Зачастую достаточно деформации карбона даже на 0,5%, чтобы вызвать его структурные нарушения. Однако это не означает, что в итоге изделие из него покроется видимыми трещинами и сколами, а потом сразу же сломается. В композите просто появляются микротрещины, но он все равно остается достаточно прочным, чтобы справлялся с теми задачами, которые перед ним стоят.
Качество композита может сильно отличаться, так как напрямую зависит в первую очередь именно от применяемого углеволокна. В процессе его получения нарушить технологию нельзя, в частности не допускается делать даже небольшое отклонение в температурном режиме или продолжительности воздействия на него, так как прочность готового армирующего компонента снижается. В итоге карбон из него также будет менее стойким на излом. Таким образом, стоимость на композитные изделия из карбона разных производителей существенно отличается.
Материал все же не разлетается на осколки при ударах, так как его части удерживаются между собой слоями из углеволокна. Проблема композита в том, что в нем сложно найти баланс между эластичностью и упругостью. Если он отлично переносит воздействие на разрыв, то зачастую достаточно легко ломается при прикладывании усилия на излом. В связи с этим существует большой процент изделий из карбона, которые в результате нарушения расчетов при изготовлении служат не так долго как заявлено для этого композита. Это яркое подтверждение того, почему одни предметы из карбона стоят в разы дороже, чем на первый взгляд такие же других производителей.
Карбоновые пленки
Высокая стоимость карбона, не позволяет его использовать в направлениях, где это экономически нецелесообразно. Композит имеет очень привлекательный внешний вид, поэтому не нуждается в декорировании. По причине его внешних качеств, производятся различные полимерные пленки, имитирующие карбон. При этом они сами по себе им не являются. Это просто декоративные изделия, похожие на него внешне за счет характерного рисунка.

Никакого увеличения прочности поклейка такой пленки не дает, так как она далека от карбона. Она просто обеспечивает декоративный эффект, а также дает некоторую защиту от влаги. По сути это просто слой декорации, ничего более. Так что не стоит путать композит и карбоновую пленку.