Что такое сплав Розе и для чего он нужен
Сплав Розе — это легкоплавкий материал, температура плавления которого около +94 °C. Состав: олово, свинец и висмут. Применяется при низкотемпературной пайке и в некоторых предохранителях. Хранится в небольших гранулах.
Свойства и применение
Относительно припоя ПОС (который кстати тоже считается мягким в общей классификации припоев), сплав Розе в разы хрупче. Поэтому среди радиолюбителей и электронщиков он считается легкоплавким (хотя тот же ПОС тоже относится к легкоплавким, у твердоплавких температура выше +300 °C)
Розе хорошо подходит для выпаивания деталей, разъемов, шлейфов SMD микросхем и демонтажа защитных металлических экранов с плат мобильных телефонов.
Например, можно снять все металлические экраны с платы мобильного телефона при помощи пары гранул сплава Розе. 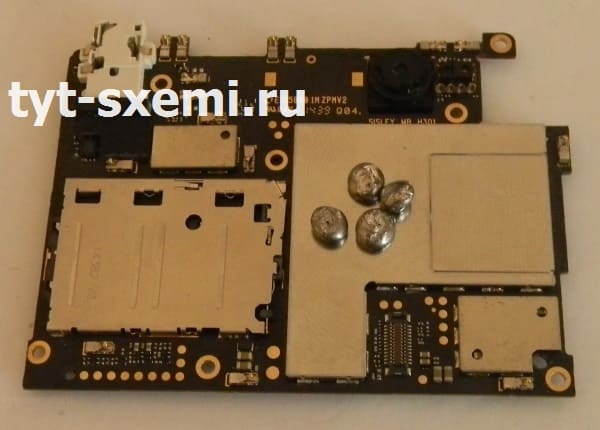
А еще при помощи него можно легко выпаивать большие разъемы на компьютерных материнских платах. С помощью оплетки для снятия припоя это будет очень долго и дорого (вы потратите почти всю оплетку на какой-нибудь PCI + перегреете контакты, если это донор). Оловоотсос тоже не вариант, так как современные платы практическим не имеют зазоров в отверстиях между контактом и деталью. Да и игла не поможет. 
Можно использовать фен и нижний подогрев, но зачем лишний раз нагревать всю плату? Можно просто снизить температуру пайки сплавом Розе. Достаточно парой гранул сплава смешать с припоем контактов, и можно феном без перегрева аккуратно выпаять разъем с платы.
Особенности сплава:
- Низкая температура плавления. Выпаивание разъемов и деталей без перегрева.
- Хрупкость. Паяные соединения получаются ненадежными. Из-за этого лучше им не паять, а только выпаивать компоненты платы.
- Токсичность. Паяльные работы только в проветриваемом помещении.
Сплав Вуда и Розе
Еще один популярный низкотемпературный припой – это сплав Вуда.

Температура плавления около 68 °C. Внешне отличается меньшим размеров гранул. Состав аналогичен, но в нем присутствует еще кадмий. Из-за последнего в своем составе он очень токсичен.
Не рекомендуется паять таким припоем ни при каких обстоятельствах!
Только в крайнем случае и в проветриваем помещении. Не стоит злоупотреблять этим сплавом. Если есть выбор между Розе и Вуда – лучше использовать первый и избегать второй.
Методы паяльных работ
Для выпаивания разъема или детали из платы без перегрева нужно залудить контакты низкоплавким материалом.
Итоговая температура плавления будет выше, чем у Розе в чистом виде так как он смешивается с припоем на плате у которого другой состав и характеристики. (плавление при 270 °C)
Место работ имеет важное значение. Например, плата может быть очень теплоемкой из-за ее толщины. Время и мощность нагрева должны быть больше, чем у более легкой платы.
Материнскую плату от компьютера придется дольше прогревать, чем маленькую плату от мобильного телефона из-за большей многослойности и толщины текстолита.
Сначала наносится флюс на контакты выпаиваемой детали. Добавляется несколько гранул легкоплавкого припоя. Есть несколько техник паяльных работ.
Работа паяльником
Нужны массивные жала: мини волна, топорик.

Температуру паяльника можно оставить в пределах 230 °C, например, 200 °C.

Контакты детали нужно залудить легкоплавким сплавом, предварительно нанеся флюс.
На контактах образуется капля припоя, которую легко разогреть одним паяльником на небольшой мощности.

Результат паяльных работ.

Как выпаять разъем USB одним паяльником и Розе
Быстрая и безопасная пайка одним паяльником и легкоплавким припоем.

Пайка феном
Фен выставляется на температуру примерно 120 — 170 °C со средним потоком воздуха.

Гранулы постепенно расплавляются и смешиваются с контактами. Их лучше поправлять пинцетом по месту пайки, чтобы припой лучше распределился.
Нужно тщательно прогреть место пайки. Постепенно, по мере повышения температуры, деталь начнет выпаиваться. Это будет заметно при появлении блика на припое.

Результат низкотемпературной пайки.
Комбинированный метод
Фен сверху над местом пайки нужен для вспомогательного инструмента, на 100°C, а паяльником паяются детали сплавом Розе на температуре 200 °C.

После пайки детали обязательна очистка от получившейся смеси припоя с помощью оплетки.
А можно ли паять и лудить с помощью Розе
Для выпаивания деталей с платы сплав подходит, но для окончательной пайки уже детали на плату — ни в ком случае из-за хрупкости. Сплав Розе очень хрупкий, соединения получаются ненадежными. Особенно это касается разъемов и проводов. Когда по плате или проводам протекает электрический ток, выделяется тепло.
Из-за этого начинает плавиться низкотемпературный спав. К тому же, он не терпит вибрации или механических ударов. Появляются микротрещины, возникают окислы и потеря соединения.
Лужение сплавом Розе
У радиолюбителей есть популярный «ленивый» способ лужения плат с помощью слава Розе. Для этого в кипящую кастрюлю с щепоткой лимонной кислоты добавляются несколько гранул низкотемпературного сплава и платы, которые нужно залудить. Припой равномерно в считанные секунды распределяется. Основные недостатки данного способа лужения — это токсичность и все та же хрупкость сплава.

Существенный недостаток — хрупкость и токсичность. Именно из-за этого не стоит запаивать таким сплавом детали.
Меры предосторожности
Так как используемые материалы токсичны, то обязательно паять в проветриваемом помещении и средствах защиты. 
Во время паяльных работ нужно держать дистанцию и надевать защитные очки. Расплавленные капли металла могут попасть на кожу или слизистые тем самым вызвав ожоги, заражение.
Сами гранулы брать только пинцетом, не допуская контакта. Они не настолько токсичны, но это намного уменьшает его влияние.

Нельзя допускать попадание сплава и его частичек на открытые раны.
Вывод
Сплав Розе справляется при низкотемпературном выпаивании деталей из плат. Его можно использовать только для этих целей. Лудить платы не очень хорошая идея из-за неудовлетворительных характеристик прочности и стойкости к механическим повреждениям или вибрации.
Если выбирать между Розе и Вуда, то выигрывает первый. Между ними не большая разница в температурах. Это не такой важный параметр, чтобы жертвовать своим здоровьем ради меньшей температуры пайки.
Что лучше сплав Вуда или Розе?
Состав «Вуда» подходит для создания моделей, заполнения металлографических шлифов, в датчиках пожаротушения, при изгибе тонкостенных труб. Обзор сплава «Розе».
Как отличить сплав Розе от Вуда?
Температура плавления +94 °C. Сплав Розе схож со сплавом Вуда, но отличается от него меньшей токсичностью, так как не содержит кадмий. Используется в качестве легкоплавкого припоя ПОСВ-50 для пайки изделий, чувствительных к перегреву, а также в плавких электрических предохранителях.
Сплавы Вуда и Розе

Паяльник конструктивно разработан таким образом, чтобы легко расплавить и точно подать олово или припой в узел. Существуют следующие модификации инструмента: газовые, инфракрасные, термовоздушные. В быту, обычно применяют электрические модели. Классифицируют их по типу нагревательного элемента, так как от него зависит мощность и рабочие свойства паяльника.
Как видно по нашему каталогу — универсальная мощность для бытовых нужд — 40-60 Вт. Но нужно помнить, что для пайки микросхем это очень много!
Тем не менее пригодиться он может:
для пайки проводов и электроудлинителей
для пайки и замены радиодеталей в бытовой технике
для ремонта светильников, светодиодов, тонкостенных труб
для быстрого прожига отверстий в пластике или отрезке лишних деталей.
Нагревательные элементы
Самая важная деталь в паяльнике — жало, оно бывает:
медное — к нему хорошо прилипает припой, но его нужно постоянно зачищать
металлическое с никелевым покрытием — удобно при ювелирной работе с мелкими деталями
Самый простой и дешевый нагреватель состоит из нихромовой проволоки, которая намотана на изоляционный материал. Мощность инструмента колеблется в пределах от 30 до 60 Вт. Модели подходят для работы с низкоплавкими припоями, оловом. Например, паяльник 60485–60486 (марка КУРС). В категории есть модели с прямым и скошенным жалом. Рукоятка изготовлена из хорошо отшлифованного дерева.
Керамический нагреватель. Выполнен из керамического стержня, к которому подведено напряжение. Физические свойства обожжённой глины способствуют быстрому разогреву жала, широкому диапазону изменения рабочей температуры и мощности. Например, паяльник электрический 60464 (марка MOS). Мощность – 60 Вт. Максимальная температура нагрева – 350°С.
payaln-2.jpg
Импульсный нагреватель. Например, паяльник электрический импульсный 60474М (марка MOS). Для включения модели требуется нажатие и удержание курка. Происходит стремительный прогрев рабочей части. По окончании работы кнопку отпускают, и паяльник охлаждается.
Электрическая схема импульсного нагревателя содержит преобразователь и трансформатор. Медный наконечник также является токонесущим элементом, присоединён к вторичной обмотке трансформатора. Техническое решение обеспечивает большой ток и быстрый нагрев. Паяльник используют для пайки электроники и сравнительно крупных деталей.
Следующий вариант – это индукционный нагреватель. Он состоит из элементов:
Катушка индикатора;
Сердечник с ферримагнитным напылением.
Разогрев головки происходит под воздействием магнитного поля с наведёнными токами. При получении оптимальной температуры ферромагнит теряет магнитные свойства, нагрев сердечника прекращается. При понижении температуры свойства восстанавливаются, накал возобновляется. Так происходит автоматическое поддержание температуры без применения термодатчика.
Среди широкого многообразия можно легко выбрать модель, ориентируясь на мощность и назначение.
Прежде пайка была мало производительным трудом. Кроме того, создавалась опасная пожарная ситуация, древний паяльник нагревали на открытом огне. С появлением современных технологий этот метод нагрева полностью забыт, ушёл в прошлое.
сплав розе или вуда что лучше

Паяльник конструктивно разработан таким образом, чтобы легко расплавить и точно подать олово или припой в узел. Существуют следующие модификации инструмента: газовые, инфракрасные, термовоздушные. В быту, обычно применяют электрические модели. Классифицируют их по типу нагревательного элемента, так как от него зависит мощность и рабочие свойства паяльника.
Тем не менее пригодиться он может:
Керамический нагреватель. Выполнен из керамического стержня, к которому подведено напряжение. Физические свойства обожжённой глины способствуют быстрому разогреву жала, широкому диапазону изменения рабочей температуры и мощности. Например, паяльник электрический 60464 (марка MOS). Мощность – 60 Вт. Максимальная температура нагрева – 350°С.
payaln-2.jpg
Импульсный нагреватель. Например, паяльник электрический импульсный 60474М (марка MOS). Для включения модели требуется нажатие и удержание курка. Происходит стремительный прогрев рабочей части. По окончании работы кнопку отпускают, и паяльник охлаждается.
Электрическая схема импульсного нагревателя содержит преобразователь и трансформатор. Медный наконечник также является токонесущим элементом, присоединён к вторичной обмотке трансформатора. Техническое решение обеспечивает большой ток и быстрый нагрев. Паяльник используют для пайки электроники и сравнительно крупных деталей.
Следующий вариант – это индукционный нагреватель. Он состоит из элементов:
Катушка индикатора;
Сердечник с ферримагнитным напылением.
Разогрев головки происходит под воздействием магнитного поля с наведёнными токами. При получении оптимальной температуры ферромагнит теряет магнитные свойства, нагрев сердечника прекращается. При понижении температуры свойства восстанавливаются, накал возобновляется. Так происходит автоматическое поддержание температуры без применения термодатчика.
Среди широкого многообразия можно легко выбрать модель, ориентируясь на мощность и назначение.
Прежде пайка была мало производительным трудом. Кроме того, создавалась опасная пожарная ситуация, древний паяльник нагревали на открытом огне. С появлением современных технологий этот метод нагрева полностью забыт, ушёл в прошлое.
Что такое сплав Розе и для чего он нужен
Свойства и применение
Относительно припоя ПОС (который кстати тоже считается мягким в общей классификации припоев), сплав Розе в разы хрупче. Поэтому среди радиолюбителей и электронщиков он считается легкоплавким (хотя тот же ПОС тоже относится к легкоплавким, у твердоплавких температура выше +300 °C)
Розе хорошо подходит для выпаивания деталей, разъемов, шлейфов SMD микросхем и демонтажа защитных металлических экранов с плат мобильных телефонов.

Например, можно снять все металлические экраны с платы мобильного телефона при помощи пары гранул сплава Розе.
А еще при помощи него можно легко выпаивать большие разъемы на компьютерных материнских платах. С помощью оплетки для снятия припоя это будет очень долго и дорого (вы потратите почти всю оплетку на какой-нибудь PCI + перегреете контакты, если это донор). Оловоотсос тоже не вариант, так как современные платы практическим не имеют зазоров в отверстиях между контактом и деталью. Да и игла не поможет.
Можно использовать фен и нижний подогрев, но зачем лишний раз нагревать всю плату? Можно просто снизить температуру пайки сплавом Розе. Достаточно парой гранул сплава смешать с припоем контактов, и можно феном без перегрева аккуратно выпаять разъем с платы.
Особенности сплава:
Сплав Вуда и Розе
Еще один популярный низкотемпературный припой – это сплав Вуда.
Не рекомендуется паять таким припоем ни при каких обстоятельствах!
Только в крайнем случае и в проветриваем помещении. Не стоит злоупотреблять этим сплавом. Если есть выбор между Розе и Вуда – лучше использовать первый и избегать второй.
Методы паяльных работ
Для выпаивания разъема или детали из платы без перегрева нужно залудить контакты низкоплавким материалом.
Итоговая температура плавления будет выше, чем у Розе в чистом виде так как он смешивается с припоем на плате у которого другой состав и характеристики. (плавление при 270 °C)
Место работ имеет важное значение. Например, плата может быть очень теплоемкой из-за ее толщины. Время и мощность нагрева должны быть больше, чем у более легкой платы.
Материнскую плату от компьютера придется дольше прогревать, чем маленькую плату от мобильного телефона из-за большей многослойности и толщины текстолита.
Сначала наносится флюс на контакты выпаиваемой детали. Добавляется несколько гранул легкоплавкого припоя. Есть несколько техник паяльных работ.
Работа паяльником
Нужны массивные жала: мини волна, топорик.
Температуру паяльника можно оставить в пределах 230 °C, например, 200 °C.
Контакты детали нужно залудить легкоплавким сплавом, предварительно нанеся флюс.
На контактах образуется капля припоя, которую легко разогреть одним паяльником на небольшой мощности.
Результат паяльных работ.
Как выпаять разъем USB одним паяльником и Розе
Быстрая и безопасная пайка одним паяльником и легкоплавким припоем.
Пайка феном
Фен выставляется на температуру примерно 120 — 170 °C со средним потоком воздуха.
Гранулы постепенно расплавляются и смешиваются с контактами. Их лучше поправлять пинцетом по месту пайки, чтобы припой лучше распределился.
Нужно тщательно прогреть место пайки. Постепенно, по мере повышения температуры, деталь начнет выпаиваться. Это будет заметно при появлении блика на припое.
Результат низкотемпературной пайки.
Комбинированный метод
Фен сверху над местом пайки нужен для вспомогательного инструмента, на 100°C, а паяльником паяются детали сплавом Розе на температуре 200 °C.
После пайки детали обязательна очистка от получившейся смеси припоя с помощью оплетки.
А можно ли паять и лудить с помощью Розе
Для выпаивания деталей с платы сплав подходит, но для окончательной пайки уже детали на плату — ни в ком случае из-за хрупкости. Сплав Розе очень хрупкий, соединения получаются ненадежными. Особенно это касается разъемов и проводов. Когда по плате или проводам протекает электрический ток, выделяется тепло.
Из-за этого начинает плавиться низкотемпературный спав. К тому же, он не терпит вибрации или механических ударов. Появляются микротрещины, возникают окислы и потеря соединения.
Лужение сплавом Розе
У радиолюбителей есть популярный «ленивый» способ лужения плат с помощью слава Розе. Для этого в кипящую кастрюлю с щепоткой лимонной кислоты добавляются несколько гранул низкотемпературного сплава и платы, которые нужно залудить. Припой равномерно в считанные секунды распределяется. Основные недостатки данного способа лужения — это токсичность и все та же хрупкость сплава.
Существенный недостаток — хрупкость и токсичность. Именно из-за этого не стоит запаивать таким сплавом детали.
Меры предосторожности
Так как используемые материалы токсичны, то обязательно паять в проветриваемом помещении и средствах защиты.
Во время паяльных работ нужно держать дистанцию и надевать защитные очки. Расплавленные капли металла могут попасть на кожу или слизистые тем самым вызвав ожоги, заражение.
Сами гранулы брать только пинцетом, не допуская контакта. Они не настолько токсичны, но это намного уменьшает его влияние.
Нельзя допускать попадание сплава и его частичек на открытые раны.
Вывод
Сплав Розе справляется при низкотемпературном выпаивании деталей из плат. Его можно использовать только для этих целей. Лудить платы не очень хорошая идея из-за неудовлетворительных характеристик прочности и стойкости к механическим повреждениям или вибрации.
Если выбирать между Розе и Вуда, то выигрывает первый. Между ними не большая разница в температурах. Это не такой важный параметр, чтобы жертвовать своим здоровьем ради меньшей температуры пайки.
Легкоплавкие сплавы: сплав Розе, Вуда и другие
Всем привет! С вами магазин Electronoff.ua.
В одном из прошлых выпусков мы спросили, будет ли интересным видео о различных типах припоев, которые не так часто используются в электротехнике и других областях. Получив достаточное количество отзывов об этом (чему мы очень рады!), было принято решение снять об этом видео.
Итак, это видео мы уделим низкотемпературным сплавам. Расскажем о них, их применении, а потом скажем об одном очень важном нюансе в работе с низкотемпературными сплавами, так что досмотрите до конца.
Кстати, интересно, что похожий по составу сплав Сплав Ньютона, собственно, сам Ньютон получил еще в 1701 году. У него сплав состоял на 50% из висмута (Bi), 31,2% из свинца (Pb) и 18,8% из олова (Sn). А температура плавления была 97 градусов.
Сплав Розе похож на сплав Вуда (о нем мы скажем далее), но отличается от него меньшей токсичностью, так как не содержит кадмий.
Тем не менее, в радиолюбительской практике он также используется для лужения плат (это можно делать даже просто в горячей воде с раствором лимонной кислоты, растирая шарики сплава по плате). А еще его используют в художественном литье — поскольку усадка материала хоть и косвенно, но зависит от температуры, до которой он был нагрет, то минимальный перепад этих температур позволяет не принимать во внимание эффект усадки, настолько он мал. С помощью сплава Вуда можно отлить очень точные копии деталей. Широко используют его свойство, заключающееся в удалении сплава горячей водой. Например, таким способом изгибают трубы с тонкими стенками, которые при изгибе без спецсредств будут деформированы, т.е. изомнутся, по меньшей мере, в неравномерный гофр. Чтобы не допустить такую деформацию, трубы внутри заполняют сплавом, который сдерживает гофрообразование. Затем, после сгибания трубы, сплав легко удаляется, вытекая наружу при нагреве. По этой же причине сплав применяется и в гальванопластике, где он заполняет полости в металлических изделиях.
Детали из сплава Вуда можно найти и датчиках, реагирующих на температуру, как правило, это датчики противопожарной сигнализации.
Практически идентичным по составу, но обладающим еще меньшей температурой плавления есть сплав Липовица. Он плавится уже при 60°С. В его составе 50% висмута, 26,7% свинца, 13,3% олова и 10% кадмия.
Кстати, индий применяется для приготовления легкоплавких сплавов, используемых в плавких предохранителях (термоограничителях), терморегуляторах, спринклерах и других системах пожарной сигнализации. Сплав Вуда с добавкой индия применяется для соединения стекла со стеклом и металла со стеклом.
Популярным в Японии есть специальный оловянно-висмутовый припой. В его составе нет свинца, а висмут намного менее опасный для окружающей среды и человека. При этом температура плавления такого припоя меньше, чем у ПОС, около 139°С — это значит, что и для пайки деталей он более безопасный. По сути, это бессвинцовый припой, только с ним обращаться не сложнее, как с привычным нам оловяным, а наоборот, легче. Почему такой припой не стал популярным везде? Висмут — достаточно редкий и дорогой материал, так что такой припой обходится значительно дороже обычного. Японцы — педантичный и перфекционистичный народ, они могут пожертвовать ценой ради качества, чего не скажешь об остальном мире.
Почему не стоит паять легкоплавкими припоями
А теперь тот самый важный нюанс, о котором мы хотели сказать. И оловянно-висмутовый припой, и все другие легкоплавкие сплавы не любят смешивания с обычным оловяно-свинцовым (и наоборот). И при пайке ими возникают весьма неприятные последствия для работоспособности платы и радиодеталей. Дело в том, что если, например, к контакту детали на плате при запайке или выпайке добавить даже небольшую часть низкотемпературного сплава, его температура плавления резко упадет практически до предела плавления сплава. Естественно, это спровоцирует потерю прочности и разжижение контакта при нагреве.
Особенно плохая ситуация получается при лужении плат легкоплавным сплавом, поскольку он ложится на дорожки тонким слоем, который потом не полностью перемешивается с обычным припоем на контактных площадках выводных и SMD-деталей. При нагреве этот тонкий слой плавится и деталь может попросту отвалится.
Очень подробно этот эффект и то, почему не рекомендуется паять сплавами Розе, Вуда и другими (или паять, но придерживаясь определенных правил), описан в статье на информационном ресурсе Хабр, которую мы прикладываем в описании. В ней доходчиво объясняются все нюансы, которые мы не сможем вместить в видео.
На этом, в общем-то, все. Мы рассмотрели популярные сплавы с низкой температурой плавления и зачем они нужны. С вами был интернет-магазин Electronoff, до следующих видео!
Сплав Вуда и Розе
Легкоплавкие припои
Предлагаем высококачественные легкоплавкие припои «ВУДА» и «РОЗЕ», что обеспечивает надежную и бережную пайку. Решение отлично подходит для работы с радиодеталями, которые требуют соблюдения щадящего температурного режима, а также широко применяется для залуживания печатных плат на производстве.
Преимущества легкоплавких припоев:
Особенности сплавов ВУДА и РОЗЕ.
Если говорить про «Розе», то он состоит из одной части олова, одной части свинца и двух частей висмута, что дает Т плавления +94 °C. Широко применяется в радиотехнике, так как низкая Т пл. обеспечивает безопасную работу с радиодеталями, боящимися перегрева. При залуживании плат достигается их долговечность, дорожки не отслаиваются.
Справ Вуда имеет еще более низкую Т пл. по сравнению со Розе, 68,5 °C. При этом его состав имеет следующую структуру: олово (12,5 %), свинец (25 %), висмут (50 %), кадмий (12,5 %). Находит широкое применение в радиоэлектронике и других сферах промышленности, где требуется обеспечить эффективное соединение металлических элементов при низкой температуре плавления.
Перед применением любого из них обязательно отчистить жало паяльника от остатков ПОС-ов. Причём желательно это сделать полной зачисткой с и последующим залуживанием выбранным легкоплавким припоем. Если этого не сделать, в смеси с ПОС-61 может образовываться комковатая масса переменного состава. Паять ей крайне затруднительно. Соблюдая чистоту будет всегда прекрасный результат.
Для пайки лёгкоплавкими припоями необходим флюс, который подбирают в зависимости от материала поверхности. Оба продукта поставляются в гранулах, так как не поддаются волочению в проволоку. Они находятся в удобной баночке с защёлкивающейся крышкой. Упаковка по 10 штук выполнена с усадкой в полиэтилен. И конечно, всё сложено в картонные коробки.
У нас Вы всегда сможете легкоплавкие припои купить оптом по заводской цене. Отправка в другие города и населённые пункты осуществляется транспортными компаниями.
198095, Россия, Санкт-Петербург, ул. Маршала Говорова д. 40
Припои и флюсы для пайки паяльником
Свойства и применение
Хорошо подходит для выпаивания деталей, разъемов, шлейфов SMD микросхем и демонтажа защитных металлических экранов с плат мобильных телефонов.
Недостатки
Состав сплава Вуда
Уникальность данного материала состоит в его составе. Здесь нужно не только точное наличие тех или иных элементов, но и соотношение их содержания. Точный и наиболее эффективный состав сплава Вуда выглядит следующим образом:
| Химический элемент | Соотношение в составе, % |
| Висмут | 50 |
| Свинец | 20 |
| Кадмий | 12,5 |
| Олово | 12,5 |
Технические характеристики сплава Вуда
Главным свойством материала является его легкоплавкость практически при любых условиях, а также достаточно хорошая пластичность. Он может взаимодействовать практически с любыми металлическими поверхностями. Наплавленный металл имеет достаточно высокую плотность, если сравнивать относительно других припоев с низкой температурой плавления. Точные характеристики материала выглядят следующим образом:
| Параметр | Единицы измерения | Значение |
| Температура плавления | Градусы Цельсия | 72 |
| Плотность | кг/м2 | 9720 |
Особенности пайки
Температура плавления припоя является очень низкой, что ведет за собой много других особенностей.»
Сплав Вуда применяется в узкой технической области и при химических операциях. Но чаще всего используют в качестве припоя. Низкая температура предполагает, что нужно использовать слабые паяльники, чтобы не случилось никакого перегрева и состав сохранял вязкость в расплавленном состоянии, так как именно это состояние является лучшим для спаивания.
При работе с мелкими деталями следует использовать тонкое плоское жало инструмента, чтобы не применять слишком большое количество расходного материала. Используя много припоя не обязательно получится хорошее соединение, так как тут больше важна точность. В ином случае может оказаться, что место спайки расплылось, а лишние капли попали на те части схемы, где они не должны быть. Затем нужно будет искать способ как убрать припой с платы. Таким образом, лучше сразу брать минимальные порции.
Несмотря на низкую температуру плавления, сплав Вуда желательно использовать с флюсами, которые подходят для всех легкоплавких материалов. Это сделает качество соединения лучше и уберет даже минимальный риск возникновения проблем при спаивании. Но иногда и сам материал используется для лужения, когда проводится работа с высокотемпературными припоями. Благодаря ему, улучшается схватывание других материалов, а мощный паяльник быстро превратит сплав в жидкое состояние.
Движения должны быть максимально четкими и быстрыми, так как во время использования материал начинает быстро застывать. После нанесения на поверхность, не стоит подвергать жестким проверкам, так как имеется высокий риск повредить застывший припой, даже если соединение сделано качественно. Сплав Вуда оказывается достаточно хрупок, так что вполне достаточно проводить визуальный контроль качества и не подвергать наплавленный металл большим опасностям.
Сплав Вуда и Розе
Еще один популярный материал – это сплав Вуда.
Температура плавления около 68 °C. Внешне отличается меньшим размеров гранул. Состав аналогичен, но в нем присутствует еще кадмий. Из-за последнего в своем составе он очень токсичен.
Не рекомендуется паять таким припоем ни при каких обстоятельствах!
Только в крайнем случае и в проветриваем помещении. Не стоит злоупотреблять этим сплавом. Если есть выбор между Розе и Вуда – лучше использовать первый и избегать второй.
Паять и лудить — сплавом «вудить»
В кругу радиолюбителей и электронщиков сплав Вуду нашел применение для выполнения пайки и лужения, и вот почему. Лужение, как известно, заключается в нанесении тонкого слоя олова на другой металл, защищая при этом металл от окисления и коррозии. А как мы узнали выше, сплав Вуда – это сплав, содержащий в своем составе олово. Кроме легкоплавкости сплав Вуда обладает хорошей текучестью, которая позволяет ему равномерно растекаться по поверхности и заполнять малейшие щели. Для того, чтобы выполнить лужение дорожек на печатной плате необходимы: вода, зерна или стержни самого сплав, лимонная (или паяльная) кислота. Лужение с помощью сплава Вуда происходит следующим образом (см. видео, правда в нем идет речь о сплаве Розе, но для сплава Вуда оно тоже подойдет с небольшим уточнением):
1. В емкость заливаем воду (или глицерин), нагревают ее, замеряя температуру, доводят до температуры точки плавления, т.е. около 68,5 градуса Цельсия.
2. В горячую (очень горячую, но не обязательно кипящую) воду чуть-чуть добавляется лимонная кислота.
3. Затем в емкость укладывают предварительно почищенную плату, которую необходимо лудить и на медные дорожки платы выкладывают несколько кусочков сплава Вуда. Воду нагревают, сплав нагревается и переходит в жидкое состояние.
4. Тампоном, а лучше деревянной или пластиковой лопаткой выполняют лужение дорожек путем растирания капель жидкого сплава по дорожкам платы.
5. После лужения покрывают плату канифолью (флюсом) и моют.
Описанный способ лужения относиться к горячим, с нанесением покрытия растиранием. Другим горячим методом нанесения является погружение. Но в этом случае, понятно используется ванна со сплавом, для которой требуемое количество сырья намного больше, чем для метода с растиранием.
При пайке, вернее выпаивании элементов из плат – процессоров и микросхем, разъемов и других деталей – сплав Вуда хорош тем, что его температура плавления намного меньше температуры плавления пластика корпусов деталей. Следовательно, не нужно опасаться, что при выпаивании (или запаивании) пластиковый корпус будет поврежден. Конечно, все операции пайки в любом случае нужно делать максимально осторожно и внимательно. Паять этим сплавом можно различные металлы и сплавы (медь, и никель, алюминий, бронзу и латунь), а также изделия из драгоценных металлов.
В целом сплав Вуда значительно облегчает процесс лужения, что очень важно для новичков в этом деле.
Методы паяльных работ
Для выпаивания разъема или детали из платы без перегрева нужно залудить контакты низкоплавким материалом.
Итоговая температура плавления будет выше, чем у Розе в чистом виде так как он смешивается с припоем на плате у которого другой состав и характеристики. (плавление при 270 °C)
Место работ имеет важное значение. Например, плата может быть очень теплоемкой из-за ее толщины. Время и мощность нагрева должны быть больше, чем у более легкой платы.
Материнскую плату от компьютера придется дольше прогревать, чем маленькую плату от мобильного телефона из-за большей многослойности и толщины текстолита.
Сначала наносится флюс на контакты выпаиваемой детали. Добавляется несколько гранул легкоплавкого припоя. Есть несколько техник паяльных работ.
Работа паяльником
Нужны массивные жала: мини волна, топорик.
Температуру паяльника можно оставить в пределах 230 °C, например, 200 °C.
Контакты детали нужно залудить легкоплавким сплавом, предварительно нанеся флюс.
На контактах образуется капля припоя, которую легко разогреть одним паяльником на небольшой мощности.
Результат паяльных работ.
Как выпаять разъем USB одним паяльником и Розе
Быстрая и безопасная пайка одним паяльником и легкоплавким припоем.
Пайка феном
Фен выставляется на температуру примерно 120 — 170 °C со средним потоком воздуха.
Гранулы постепенно расплавляются и смешиваются с контактами. Их лучше поправлять пинцетом по месту пайки, чтобы припой лучше распределился.
Нужно тщательно прогреть место пайки. Постепенно, по мере повышения температуры, деталь начнет выпаиваться. Это будет заметно при появлении блика на припое.
Результат низкотемпературной пайки.
Комбинированный метод
Фен сверху над местом пайки нужен для вспомогательного инструмента, на 100°C, а паяльником паяются детали сплавом Розе на температуре 200 °C.
После пайки детали обязательна очистка от получившейся смеси припоя с помощью оплетки.
Состав
Сплав Розе представляет собой химическое соединение висмута (50%), олова (25%) и свинца (25%). Внешне сплав похож на серебро. Температура плавления чуть ниже точки кипения воды и составляет 94 градуса.
Сам по себе висмут, являющийся базовым компонентом в данном сплаве, не выделяется высокими пластичными свойствами. По этой причине его редко используют в чистом виде при пайке разного рода металлов. Однако сплав Розе, полученный на его основе, отлично подходит для изготовления легкоплавкого припоя ПОСВ-50.
Для данного припоя свойственно увеличиваться в объеме при переходе жидкой фазы в твердую. Также, аналогичный процесс протекает в сплавах при охлаждении после кристаллизации.
Припой ПОСВ-50 из сплава Розе плохо смачивает такие материалы как конструкционная сталь и другие соединения на основе железа, обладает довольно низкими механическими характеристиками и пониженной электропроводностью. Чтобы увеличить эффективность пайки, стальные сплавы предварительно подвергаются лужению оловянно-свинцовыми припоями и оцинкованию. В результате таких действий смачиваемость поверхности улучшается и, соответственно, сцепление сплавов друг с другом.
Улучшению смачиваемости сплава Розе с медью способствует легирование его состава такими металлами как палладий, платина, кобальт, никель и иридий. Количество данных элементов колеблется от 0,5 до 2%.
Эффект увеличения объёма от перехода между фазами значительно усиливается после введения в сплав германия, кремния и галлия. Повышение содержания германия в сплаве, помимо всего прочего, положительно влияет на его прочностные характеристики.
Предел прочности на разрыв медного соединения, спаянного припоем ПОСВ-50, составляет 14,5 МПа. Это довольно низкое значение, учитывая, что аналогичный показатель для большинства припоев находится на уровне 20-22 МПа. По этой причине паяные соединения сплавом Розе не рекомендуется использовать в условиях ударных нагрузок, т.к. велика вероятность образования трещин.
А можно ли паять и лудить с помощью Розе
Для выпаивания деталей с платы сплав подходит, но для окончательной пайки уже детали на плату — ни в ком случае из-за хрупкости. Сплав Розе очень хрупкий, соединения получаются ненадежными. Особенно это касается разъемов и проводов. Когда по плате или проводам протекает электрический ток, выделяется тепло.
Из-за этого начинает плавиться низкотемпературный спав. К тому же, он не терпит вибрации или механических ударов. Появляются микротрещины, возникают окислы и потеря соединения.
Лужение сплавом Розе
У радиолюбителей есть популярный «ленивый» способ лужения плат с помощью слава Розе. Для этого в кипящую кастрюлю с щепоткой лимонной кислоты добавляются несколько гранул низкотемпературного сплава и платы, которые нужно залудить. Припой равномерно в считанные секунды распределяется. Основные недостатки данного способа лужения — это токсичность и все та же хрупкость сплава.
Существенный недостаток — хрупкость и токсичность. Именно из-за этого не стоит запаивать таким сплавом детали.
Меры предосторожности
Так как используемые материалы токсичны, то обязательно паять в проветриваемом помещении и средствах защиты.
Во время паяльных работ нужно держать дистанцию и надевать защитные очки. Расплавленные капли металла могут попасть на кожу или слизистые тем самым вызвав ожоги, заражение.
Сами гранулы брать только пинцетом, не допуская контакта. Они не настолько токсичны, но это намного уменьшает его влияние.
Нельзя допускать попадание сплава и его частичек на открытые раны.
Вывод
Сплав Розе справляется при низкотемпературном выпаивании деталей из плат. Его можно использовать только для этих целей. Лудить платы не очень хорошая идея из-за неудовлетворительных характеристик прочности и стойкости к механическим повреждениям или вибрации.
Если выбирать между Розе и Вуда, то выигрывает первый. Между ними не большая разница в температурах. Это не такой важный параметр, чтобы жертвовать своим здоровьем ради меньшей температуры пайки.