Что такое кованые поршни
Кованые поршни. Для ценителей тюнинга эти слова звучат как магическое заклинание, да и простым автомобилистам наверняка доводилось слышать восторженные отзывы о подобных изделиях. Чем же кованые поршни лучше широко распространенных литых? В каких случаях их стоит применять?
Начнем с того, что обычные литые поршни прекрасно подходят для серийных моторов, а технология их изготовления – для массового производства. Если автомобиль для вас лишь средство доставки из пункта А в пункт Б, не стоит тратиться на замену штатных поршней коваными. Сказанное справедливо и в отношении капитального ремонта движка.
Другое дело – моторы форсированные, спортивные или тюнинговые. Они-то предъявляют повышенные требования к качеству комплектующих, в том числе поршней. Служившие верой и правдой стандартные поршни для этих двигателей тяжеловаты, а их форма неоптимальна. Кроме того, литье порой имеет невидимые глазу дефекты: каверны, пузырьки, вкрапления инородных тел, которые не выловить даже при тщательном контроле. При обычной эксплуатации они могут и не навредить. Но если, основательно доработав силовой агрегат, увеличить его мощность (и тем самым нагрузки), брак постарается заявить о себе: поршень внезапно прогорит, даст трещину и т. д. Владельцы «заряженных» отечественных машин подтвердят, что подобные казусы особенно часты при увеличении рабочего объема цилиндров путем установки коленвала с измененным радиусом кривошипа. В этом случае штатные поршни надо дорабатывать (торцевать), что явно не способствует увеличению их ресурса, привнося дополнительную слабину. Даже если деталь изготовлена идеально, отливка все-таки менее прочна, чем поковка, – сказывается разница в структуре.
На форсированных моторах детали испытывают большие механические и температурные нагрузки (температура на днище поршня, например, достигает 300…350 гр.С ). Поэтому, для производства кованных поршней с повышенными механическими характеристиками применяют высококремнистые (содержание Si > 12%) сплавы алюминия, обладающие более высокой жаропрочностью, меньшим коэффициент расширения, лучшими прочностными характеристиками по сравнению с обычными (Si < 12%) сплавами, применяемыми для отливок заготовок в кокиль. Качественные заготовки поршней из высококремнистых сплавов получить традиционным методом ( литье в кокиль) получить не удается из-за разных скоростей кристаллизации кремния в объеме отливки (появляются поры). Поэтому заготовки из этих сплавов получают по более сложным технологиям: жидкой штамповки и изотермической штамповки. В первом случае матрица заполняется расплавом металла и пуасон с заданной скоростью его деформирует. Во втором варианте штамповка производится из мерных заготовок, полученных из прутка, предварительно "обжатого" через фильеру. Мерная заготовка, пуансон и матрица разогреваются до температуры 400…450 гр.С и начинается процесс штамповки с заданной скоростью. Структура металла заготовок поршней, полученных штамповкой, отличается от литых тем, что она мелкодисперсная и не имеет таких грубых включений кристаллов кремния. В следствии этого материал штампованных поршней обладает повышенными механическими характеристиками не только при нормальной температуре, но и при рабочих температурах в 300…350 гр.С. Более лучшие прочностные характеристики позволяют сделать штампованный поршень более "ажурным", т.е. легче чем литой. К недостаткам штампованных поршней стоит отнести высокую стоимость и необходимость соблюдения при их установке более точных параметров, что требует высокой квалификации моториста.
Итак, в форсированных моторах применение кованых поршней (самыми популярными среди автолюбителей стали кованные поршни МАМИ) если уж не обязательно, то во всяком случае желательно. Но прежде чем говорить об их преимуществах, внесем ясность в терминологию. Точное название процесса не ковка, а изотермическая штамповка, поскольку заготовку поршня получают из прутка выдавливанием без плавления – единственным ходом пресса при постоянной температуре 495±5°С.
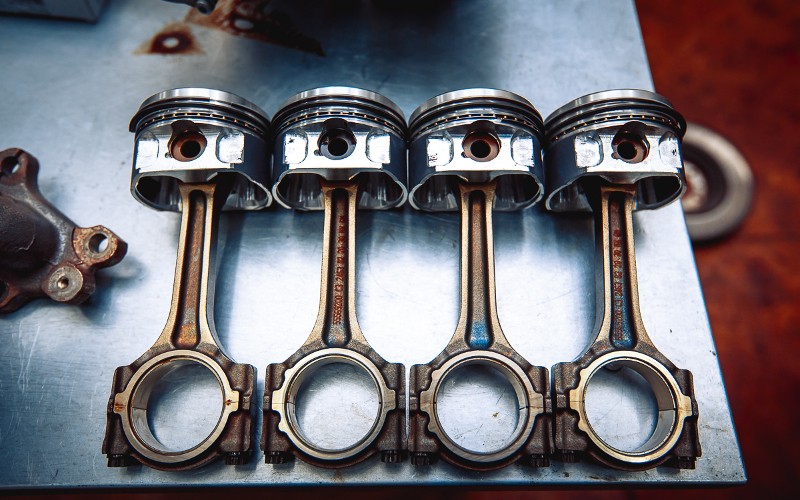
По сравнению с литыми штампованные поршни легче и одновременно прочнее, их форма оптимальна для форсированных двигателей, склонность к прогоранию меньше. В подтверждение обратимся к цифрам. Твердость кованых поршней 120–130 ед. по Бриннелю против 80–90 ед. у обычных. Термоциклическая стойкость выше в 5–6 раз. Если литые до появления первых трещин выдерживают в среднем 400 испытательных циклов «нагрев–охлаждение», то штампованные – 2500. Кроме того, стандартный «жигулевский» поршень диаметром 79 мм весит 376– 380 г, а кованый – на 40 г легче.
Доступ к сервису временно запрещён
С вашего IP-адреса одновременно поступает очень много запросов.
Такое поведение показалось подозрительным, поэтому мы временно закрыли доступ к сайту.
Возможно, на вашем устройстве есть программы, которые отправляют запросы без вашего ведома.
Что мне делать?
Напишите в службу поддержки через форму обратной связи.
Подробно опишите ситуацию — поможем разобраться, что случилось, и подскажем, как действовать дальше.
Поршни двигателя: конструкция и принцип работы
Деталь, без которой не может работать двигатель внутреннего сгорания, — это поршень. Как он устроен, и какие проблемы с ним возникают чаще всего?
Что такое поршень двигателя, и принцип работы
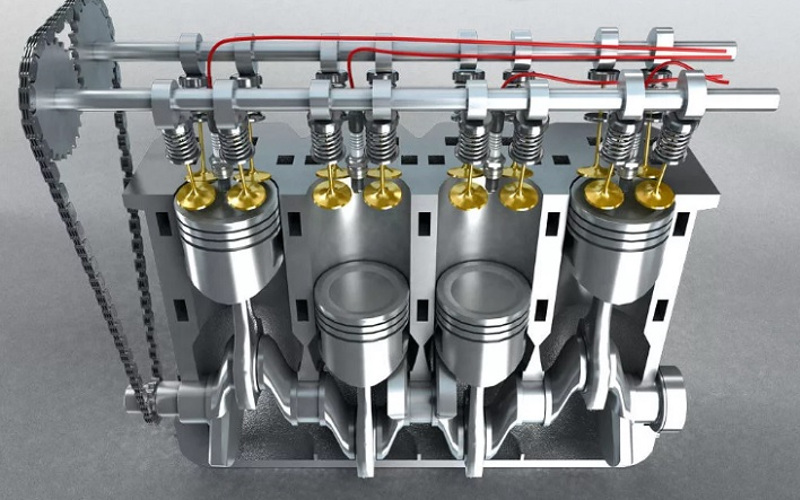
Большинство автолюбителей знают, как работает двигатель внутреннего сгорания. Химическая энергия, содержащаяся в топливе, питающем двигатель (дизельное топливо, бензин и т. д.), преобразуется в механическую и тепловую энергию в процессе сгорания. При этом в камере сгорания образуются газы высокой температуры и давления, которые воздействуют на головку поршня. Они заставляют его перемещаться к нижней мертвой точке (рабочий ход).
В четырехтактных двигателях описанный процесс происходит поочередно. В результате поршневая пара 1—3 находится в нижней мертвой точке, а поршневая пара 2—4 — в верхней мертвой точке (она воспламеняется, сжигает топливно-воздушную смесь и толкает ее к нижней мертвой точке).
Из какого материала производятся поршни
Возвратно-поступательный поршень крепится поршневым пальцем к шатуну. Он получает механическую энергию от смеси, сгоревшей в цилиндре. Большинство поршней двигателя изготовлено из сплавов алюминия и кремния. К материалам для изготовления поршней предъявляются высокие требования:
- прочность материала при высоких рабочих температурах;
- высокое сопротивление усталости;
- определённая теплопроводность;
- низкий коэффициент теплового расширения;
- низкая удельная масса;
- устойчивость к абразивному износу;
- устойчивость к коррозии.
При производстве поршней делаются два выбора. Первый (габариты) позволяет выбрать поршень, обеспечивающий оптимальный зазор пары поршень-цилиндр. Второй, в зависимости от массы, состоит в подборе такого поршня, чтобы балансировка системы поршень-кривошип была максимально простой.
Конструкция поршня
Поршень имеет головку, опору ступицы, опору поршневого пальца, кольцевую часть и опорную часть.
Днище
Форма днища зависит от требуемых характеристик камеры сгорания. Самое простое решение — плоское днище. В двигателях с искровым зажиганием, а также в двигателях с воспламенением от сжатия с раздельными камерами сгорания используются слегка выпуклые формы днища, так как они увеличивает жесткость конструкции. Поднутрение в головке поршня используется не для придания формы камере сгорания, а для защиты ее от контакта с клапанами и для направления потока газов, образующихся в процессе сгорания.
Ступица используется для установки поршневого пальца. Как правило, она находится в центре тяжести поршня. Поршневой палец соединяет шатун с поршнем и передает силу, создаваемую газообразными продуктами сгорания, к оси шатуна. Из-за высоких температур в камере сгорания, действующих сил, переменных нагрузок и необходимости смазки для поршней используются разные материалы (например, цементационная сталь 15H, 15N, сталь 38HN для улучшения нагрева или азотированная сталь 38 HMJ).

Поршневые кольца
Основные размеры поршневого пальца определяются на основании расчетов на прочность и выбираются, исходя из действующих стандартов.
Кольцевая часть поршня находится в его верхней части. Двухтактные двигатели имеют 1-4 поршневых кольца, а четырехтактные — 2-4 кольца (обычно используются три).
Количество используемых поршневых колец зависит, среди прочего, от степени сжатия.
Первое поршневое кольцо уплотняет цилиндр. Оно называется уплотнительным (компрессионным). Оно герметизирует камеру сгорания и предотвращает попадание газов в блок цилиндров. Из-за своего расположения кольцо подвержено коррозии и воздействию самых высоких рабочих температур. До 70% тепла передается к цилиндру через компрессионное кольцо. Обычно оно имеет прямоугольную или бочкообразную форму.
Бочкообразное кольцо имеет изогнутую рабочую поверхность для смазки, которая снижает вероятность исчезновения масляной пленки из-за чрезмерного давления на цилиндр.
Кольцо, расположенное в нижней части поршня, называется собирающим (масляным). Оно используется для удаления излишков масла со стенок цилиндра при движении. Масло возвращается через зазоры в кольце и поршне в блок цилиндров (в двухтактных двигателях это кольцо не используется, так как масло подается вместе с топливом и его сгорание является преднамеренным).
Собирающее кольцо имеет две рабочие поверхности, между которыми имеются овальные или круглые отверстия, через них собранный излишек масла поступает к блоку двигателя. Многие масляные кольца используют расширяющуюся пружину для увеличения давления на стенки цилиндра.
Между уплотнительным и собирающим кольцами находится также компрессионно-собирающее кольцо. Его задача — улавливать газы, прошедшие через уплотнительное кольцо, и соскребать излишки масла с поверхности цилиндра. Оно имеет особую форму рабочей поверхности.
Некоторые кольца имеют так называемый нос, то есть разрез, благодаря которому они лучше оттирают смазочное масло. Неправильная установка компрессионно-собирающего кольца приводит к увеличению расхода масла.
Поршневые кольца герметизируют камеру сгорания. Они должны иметь возможность упруго регулироваться под воздействием высокой температуры. Они имеют точно заданную форму, так как необходимо, чтобы они плотного прилегали к стенкам цилиндра для обеспечения герметичности. Соответствующая форма поршневых колец достигается за счет овализации.
Чаще всего поршневые кольца изготавливаются из серого чугуна. Этот материал используется из-за простоты подгонки к стенке цилиндра. Его можно покрыть другими материалами для увеличения прочности.

Причины износа поршней двигателя
Трещины на головках поршней и на поршневых кольцах из-за термического износа являются обычной проблемой. Развитие автомобильной промышленности в последние годы привело к тому, что эффективность поршней и поршневых колец в двигателях внутреннего сгорания зависит в первую очередь от долговечности используемых материалов. Условия эксплуатации привода также являются важным фактором. Вероятность отказа двигателя увеличивается с усилением тепловых нагрузок, связанных с ростом производительности (например, за счет увеличения степени сжатия, номинальной мощности, наддува или из-за использования более двух клапанов на цилиндр).
Конструкционные и эксплуатационные факторы влияют на деградацию материала, используемого в поршнях. В зависимости от перечисленных факторов можно указать следующие виды износа:
- износ из-за трения,
- износ, вызванный повреждением материала (действие переменных механических и термических нагрузок),
- процесс коррозии (изменение физико-химических свойств верхнего слоя материала),
- эрозионный (в результате динамического воздействия газообразной или жидкой среды).
Очень часто трещины вызывают зазубрины, образованные краями углублений клапана. Такие повреждения могут привести, в частности, к нарушениям в процессе горения топливно-газовой смеси или к снижению герметичности камеры.
В двигателях с форкамерным впрыском наиболее распространенным дефектом является растрескивание головки поршня.
Температура на краю поршня в зоне камеры сгорания может быть чуть более 380°C . В случае контакта с жидкостью создаются экстремальные условия, которые могут вызвать трещины или необратимую деформацию поршня. Такое повреждение днища может быть причиной, например, попадания воды или топлива в камеру сгорания.
Еще одна причина повреждения поршня — его тепловая перегрузка. Она может произойти, если масло меняют слишком редко (в автомобилях с двигателем с воспламенением от сжатия его следует менять примерно раз в год; в автомобилях с двигателем с искровым зажиганием — примерно каждые 1,5 года). Это также может привести к засорению форсунок охлаждения моторного масла.

От 40 до 50% механических потерь в двигателе внутреннего сгорания — это потери из-за трения колец и поршня о поверхность подшипника цилиндра. По этой причине размеры поверхности трения колец уменьшаются (при неизменном давлении). Это приводит к снижению эластичности поршневых колец, что может вызвать разрушение из-за тяжелых условий эксплуатации. Растрескивание поршневых колец также может быть следствием:
- трибологического износа;
- механических перегрузок, которые возникают из-за нарушения процесса сгорания, ошибок сборки или из-за больших нагрузок при запуске холодного двигателя.
Трибологический износ — это вид износа, возникающий в результате процессов трения. Процессы изнашивания изменяют массу, структуру и физические свойства поверхностных слоев контактных площадок. Интенсивность износа является следствием различных взаимодействий и сопротивления участков трения поверхностных слоев.
Еще одна причина повреждения — захват. Он появляется на юбке поршня и вокруг колец. Частые причины этого явления — частицы от процессов трибологического износа или локального перегрева. Алюминиевый сплав поршня термически расширяется вдвое больше, чем чугун в цилиндре.

Основными параметрами двигателя внутреннего сгорания являются:
- объем хода — это разность между верхним и нижним возвратным положением поршня в цилиндре;
- объем камеры сгорания — это объем над головкой поршня, когда он находится в верхнем убираемом положении;
- общий объем двигателя — это сумма объема цилиндра и объема камеры сгорания;
- степень сжатия — это общий объем, деленный на объем камеры сгорания.
Поршень является одной из важнейших частей двигателя, в случае возникновения неисправностей необходимо сразу провести диагностику. Промедление может провести к дорогому ремонту или вообще полной замене двигателя.
Из каких металлов изготавливаются поршни двигателя?

Все современные поршни двигателя изготовлены из алюминиевого сплава. Сплав ведет себя несколько иначе при использовании в зависимости от того, как изготовлен поршень, поэтому важно понимание процесса производства. До 1970-х годов тема литых и кованых поршней часто обсуждалась; с тех пор, достижения в области технологий сделали дебаты практически ненужными для повседневного водителя.
- 1 Материал Поршня Эволюция
- 2 Поршень Дизайн
- 3 Литые поршни
- 4 Кованые поршни
- 5 Сравнения
- 6 Практическое применение
Материал Поршня Эволюция
В оригинальных двигателях внутреннего сгорания для изготовления поршней использовалась сталь. Алюминиевый сплав вступил во владение очень рано. Самые ранние алюминиевые поршни подвергались значительному расширению и сжатию из-за нагрева, и конструкция была разработана таким образом, чтобы стальные кольца – так называемые распорки – были отлиты в стенах, чтобы уменьшить проблему. Этот тип поршня был распространен до 1960-х годов, когда введение кремния в сплав сделало амортизацию избыточной. Большинство современных поршней изготавливаются с содержанием силикона около 25 процентов. Ранний алюминиево-силиконовый сплав был известен своей хрупкостью; случайное падение с высоты скамейки обычно приводило к появлению трещины, которая в лучшем случае была дорогой, а в худшем – невозможной для ремонта. Добавление никеля в сплав снижает хрупкость, но увеличивает отношение массы к массе.
Поршень Дизайн
Поршни имеют девять частей и секций. Вершина поршня должным образом называется венцом; ниже этого находятся кольцевые канавки, в которые установлены поршневые кольца. Поднятые области между кольцевыми канавками называются землями. Ниже кольца в сборе находится отверстие для поршневого пальца. Поршневой палец, называемый в промышленности «наручным пальцем», проходит через это отверстие и проходит через шатун. Вокруг поршневого пальца расположены выступы, которые поддерживают его концы. Нижняя часть поршня называется юбкой.
Литые поршни
Литой поршень отлит из расплавленного алюминиевого сплава, который втягивается вакуумом в стальные штампы; только минимальная обработка необходима, чтобы закончить полученный поршень. Процесс называется «гравитационное литье под давлением». Форма и толщина стенок полностью контролируются, но процесс стоит дорого.
Кованые поршни
Кованый поршень изготавливают вначале, помещая слиток из нагретого алюминиевого сплава в охватывающую форму; После этого в пресс-форму вынуждают поршня-самца штамповать металл в поршневую заготовку. Затем заготовка подвергается многим операциям обработки; Одна установка для ковки обычно производит заготовку, которая может быть обработана для поршней различных размеров, подходящих для самых разных автомобилей.
Сравнения
Литье было оригинальным методом изготовления поршней; ковка появилась позже как альтернатива. Процесс ковки сжимает молекулы сплава в венце, делая металл более плотным и, следовательно, способным противостоять экстремальным температурам. Это существенное преимущество, потому что заводная головка подвергается большему количеству тепла, чем любая другая часть двигателя, кроме свечи зажигания.
Практическое применение
Литые поршни выполнены в матрицах сложной формы, которые определяют их форму как внутри, так и снаружи; это позволяет получить равномерную и постоянную толщину стенки, которая сводит массу поршня к минимуму. Процесс установки штампов является дорогостоящим, поэтому литые поршни, как правило, изготавливаются только для нескольких применений и соответствуют огромным производственным требованиям. Кованые поршни после штамповки имеют сравнительно грубую внутреннюю форму, определяемую только плунжером, который вбивают в слиток, а затем втягивают. Это обычно означает, что требуется значительный поворот и ручная обработка. С помощью этого метода достигаются более жесткие допуски. По этим причинам рабочие поршни почти всегда кованые, а поршни OEM-спецификации отлиты.