Дефектовка клапанного механизма ЗМЗ 406-409
Всех приветствую.
Наконец добрался до "халаявной" ГБЦ 406-409 Е2. Попала в мои руки по случаю, по цене металлолома по причине утерянных бугелей и отсутствия задней крышки. ГБЦ 5-ти опорная, от карбюраторной Газели. Отличие от впрысковой — вместо датчика положения распредвала стоит заглушка. В общем решил я ее сделать "для себя".
Для начала отмыл керхером с применением керосина и солярки (так сказать техническая мойка), потом снял все лишнее (шпильки, термостат, тройник). И далее разборка и дефектова клапанного механизма.
Рассухарил клапана при помощи G-образного рассухаривателя и насадки для тарелки клапана. Самая большая насадка из набора немного не подходила по размеру — максимум для 16-ти клапанника ВАЗ.
/> Рассухариватель
Сальники клапанов снялись довольно легко, но были все разноцветные — зеленые, серые, коричневые…;)
Потом чистим клапана и начинаем собственно изучение всего этого хозяйства.
Как должно быть в идеале (фото из интернета):
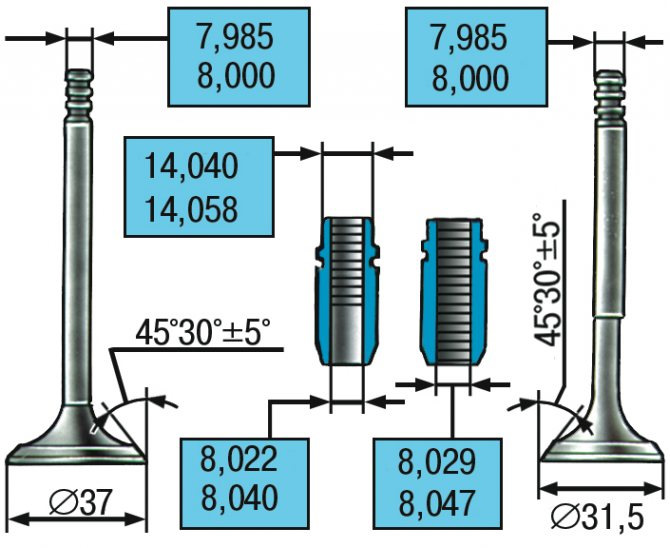 Клапан — направляющая. Угол фаски 45 градусов 30 минут +- 5 минут.
Клапан — направляющая. Угол фаски 45 градусов 30 минут +- 5 минут.  Пружины
Пружины
Начнем с пружин.
Все пружины кривые, но будут ли новые лучше — не понятно.
 По норме отклонение не больше 1 мм (но это не точно)
По норме отклонение не больше 1 мм (но это не точно)
Из 16 штук больших, две сразу отправились в помойку — просели ниже допуска даже в свободном состоянии.
 Просадка
Просадка
Из 16 малых все пружинки прошли в следующий тур. 😉
Далее начались испытание на сжатие. Из больших НИКТО не уложился в норму. При усилии 26 кг большинство показывало 32 мм (их я решил пока оставить), а еще 3 штуки показали около 30-31 мм при положенных 33,7мм.
Малые в норматив уложились почти все — всего 2 штуки немного провалились, при усилии 9 кг высота 28мм. Остальные в норме.
Применял самодельное приспособление для измерения жесткости пружин. Ох и задолбался же гайку крутить… Поэтому второй ступенью нагрузил только одну штуку.
 Приспособа.
Приспособа.  Сжатие наружной пружины большой нагрузкой. Полный провал.
Сжатие наружной пружины большой нагрузкой. Полный провал.  Нагрузка
Нагрузка
И вот теперь мы добрались до клапанов.
Внешний осмотр показал, что ГБЦ уже когда-то делали и меняли выпускные клапана. На впускных хорошо видна наклепка фаски. На выпускных — почти в идеале.
Скорее всего буду менять впускные клапана, ибо и станочка специального для шлифовки фаски пока что нет, да и толщина тарелки от края до рабочей фаски минимальна, а после шлифовки будет еще меньше (должно быть не менее 0,5 мм для впуска и 1,5 мм для выпуска).
 Выпуск слева, впуск справа
Выпуск слева, впуск справа
Далее измеряем стержень клапана. Используем микрометр.
 Инструмент
Инструмент
Измерения подтвердили результаты визуального осмотра.
На выпускных клапанах диаметр стержня попадает в нижний допуск, а на впускных клапанах — по разному, но все изношены до 7.98мм минимум
 Диаметр стержня клапана.
Диаметр стержня клапана.
Промерка нутромером отверстий направляющих втулок тоже показала, что втулки изношены. Есть бочка, есть яйцо, Диаметр от 8,04мм до 8,07 мм. Хотя тактильные ощущения предварительно показывали не полный швах.Износ бывает и похлеще. Седла вроде не провалились, но надо их подрезать и потом уже смотреть на расстояние от торца клапана до оси распредвала. Может и поменяю. А может просто клапана отторцую.
Как регулировать клапана на 406 двигателе инжектор
Проверка зазоров в приводе клапанов ГАЗ 31105 «Волга»
Инструменты:
Примечания:
При слишком маленьком зазоре изменяются фазы газораспределения, становится неудовлетворительной компрессия, снижается мощность двигателя, двигатель работает неустойчиво. В экстремальных случаях могут деформироваться клапаны или седла клапанов.
При слишком большом зазоре появляется очень сильный механический шум, изменяются фазы газораспределения, вследствие слишком короткого времени открытия клапанов двигатель не развивает максимальную мощность, двигатель работает неустойчиво. Регулировка клапанов достигает желаемого результата только в том случае, если клапаны безупречно уплотняют, не имеют недопустимого люфта в направляющих и не сбиты на концах стержней.
1. Регулировку зазоров между коромыслами и клапанами производят на холодном двигателе, при затянутых требуемым моментом гайках крепления головки блока цилиндров и крепления стоек оси коромысел клапанов.
2. Снять крышку коромысел клапанов.
3. Установить поршень 1-го цилиндра в верхней мёртвой точке такта сжатия. Для проворачивания коленвала включить 5-ю или 4-ю передачу и сдвинуть автомобиль на ровной поверхности. Другая возможность провернуть коленвал: поднять переднее колесо, включить 5-ю или 4-ю передачу и провернуть колесо рукой.При этом впускной и выпускной клапаны будут закрыты и коромысла клапанов могут свободно покачиваться.
4. Проверить щупом зазор между коромыслом и клапаном.
5. Щуп должен проходить с усилием, в противном случае отрегулировать зазор. Величина зазора впускного клапана 0,40 – 0,45 мм, зазор выпускного клапана 0,35 – 0,40 мм.

6. Если величина зазора отличается от номинальной, следует сделать следующее:
Отвернуть контргайку гаечным ключом. При этом необходимо удерживать регулировочный винт от проворачивания ключом.
Поворачивая регулировочный винт ключом (или отверткой, вставленной в шлиц), отрегулировать зазор, периодически проверяя его щупом. Удерживая регулировочный винт, затянуть контргайку. Еще раз проверить щупом зазор. Таким же образом отрегулировать зазор на другом клапане 1-го цилиндра
7. Провернуть коленчатый вал на пол-оборота (180°) и отрегулировать зазоры в приводе клапанов 2-го цилиндра. Величина зазора впускного и выпускного клапанов составляет 0,40 – 0,45 мм.
8. Довернуть коленчатый вал еще на пол-оборота (180°) и отрегулировать зазоры в приводе клапанов 4-го цилиндра. Величина зазора впускного клапана 0,40 – 0,45 мм, зазор выпускного клапана 0,35 – 0,40 мм.
9. Снова провернуть коленчатый вал на пол-оборота (180°) и отрегулировать зазоры в приводе клапанов 3-го цилиндра. Величина зазора впускного и выпускного клапанов составляет 0,40 – 0,45 мм.
10. Установить обратно крышку коромысел клапанов.
Примечание:
Целесообразно помечать коромысла уже отрегулированных клапанов мелом.
В статье не хватает:
Двигатель 406
Можно с большой уверенностью сказать, что ЛЬВИНАЯ доля грузоперевозок сегодня приходится на автомобили Горьковского Автозавода. Двигатель 406 Газель имеет три модификации – две карбюраторные и одну инжекторную. Причем, инжекторный двигатель устанавливается как на микроавтобусы, так и на легковые автомобили.
К преимуществам 406 двигателя Газели можно отнести его экономичность, при высокой мощности. Что бы ни говорили, но надежность у двигателя высокая, только при правильном обслуживании и эксплуатации. Но есть и свои недостатки. Двигатель очень привередлив к качеству моторного масла и к свечам зажигания. Плюс – система охлаждения двигателя несовершенна, возникает перегрев, так как нередко вентилятор на радиаторе отказывается работать.
Плюсы и минусы есть везде, но в целом, двигатель 406 – это надежный агрегат, который заслужил доверие многих автомобилистов. Ко всему прочему, в магазинах широкий выбор запчастей для этих двигателей. В случае поломки какого-то узла или капитального ремонта двигателя, вы потратите не очень много средств. Если сравнивать с обслуживанием двигателей зарубежного производства.
Характеристики двигателя.
Все три модификации (ЗМЗ-4061.10, ЗМЗ-4062.10 и ЗМЗ-4063.10) имеют рабочий объем 2,3 литра. Только первый двигатель карбюраторный, рассчитан под 76-й бензин, второй – инжекторный, под 92-й бензин, а третий – карбюраторный, также под 92-й. Диаметр цилиндра и ход поршня во всех трех модификациях одинаковый – 92 и 86 миллиметров, соответственно. Различная мощность у двигателей, в зависимости от модификации. Например, двигатель Газель 4061.10 имеет мощность сто лошадиных сил, 4062.10 – 145 лошадиных сил, а 4063.10 – сто десять.
Применение инжекторной системы впрыска позволило поднять не только мощность, но и увеличить крутящий момент. Если на карбюраторном двигателе Газель, работающем на 76-м бензине, крутящий момент составляет 176 Нм, то на инжекторном варианте он уже равен 200 Нм. Соответственно, применение более мощного двигателя улучшает динамические характеристики автомобиля как с грузом, так и без. Это придает груженой Газели уверенность даже при прохождении подъемов.
Двигатель 406 – это, можно сказать, первый мотор, который работает под управлением электроники. Впервые в двигателе была применена электроника немецкой фирмы Bosch, причем, в большом количестве. Также, на Газелях внедрена двухконтурная система зажигания, с двумя катушками. Электронные блоки управления – отечественного производства (МИКАС, СОАТЭ).
Устройство двигателя ЗМЗ-406
1 – сливная пробка; 2 – масляный картер; 3 – выпускной коллектор; 4 – кронштейн опоры двигателя; 5 – кран слива охлаждающей жидости; 6 – водяной насос; 7 – датчик лампы перегрева охлаждающей жидкости; 8 – датчик указателя температуры охлаждающей жидкости; 9 – датчик темпера; 10 – термостат; 11 – датчик лампы аварийного давления масла; 12 – датчик указателя давления масла; 13 – шланг вентиляции картера; 14 – указатель (щуп) уровня масла; 15 – катушка зажигания; 16 – датчик фазы; 17 – теплоизоляционный экран.
Блок цилиндров отлит из серого чугуна. Между цилиндрами имеются каналы для охлаждающей жидкости. Цилиндры выполнены без вставных гильз. В нижней части блока находятся пять опор коренных подшипников коленчатого вала. Крышки коренных подшипников изготовлены из ковкого чугуна и крепятся к блоку двумя болтами. Крышки подшипников растачиваются совместно с блоком, поэтому их нельзя менять местами.
На всех крышках, кроме крышки третьего подшипника, выбиты их порядковые номера. Крышка третьего подшипника совместно с блоком обработана по торцам для установки полушайб упорного подшипника. К торцам блока болтами привернуты крышка цепи и сальникодержатель с манжетами коленвала. Снизу к блоку крепится масляный картер. Сверху на блоке установлена головка блока цилиндров, отлитая из алюминиевого сплава. В ней установлены впускные и выпускные клапаны. На каждый цилиндр установлены по четыре клапана, два впускных и два выпускных. Впускные клапаны расположены с правой стороны головки, а выпускные — с левой.
Привод клапанов осуществляется двумя распределительными валами через гидравлические толкатели. Применение гидротолкателей исключает необходимость регулировки зазоров в приводе клапанов, так как они автоматически компенсируют зазор между кулачками распределительных валов и стержнями клапанов. Снаружи на корпусе гидротолкателя имеется канавка и отверстие для подвода масла внутрь гидротолкателя из масляной магистрали.
Вид двигателя мод. 4062 с правой стороны.
1 – диск синхронизации; 2 – датчик частоты вращения и синхронизации; 3 – масляный фильтр; 4 – стартер; 5 – датчик детонации; 6 – трубка слива охлаждающей жидкости; 7 – датчик температуры воздуха; 8 – впускная труба; 9 – ресивер; 10 – катушка зажигания; 11 – регулятор холостого хода; 12 – дроссель; 13 – гидронатяжитель цепи; 14 – генератор.
Гидротолкатель имеет стальной корпус, внутри которого приварена направляющая втулка. Во втулке установлен компенсатор с поршнем. Компенсатор удерживается во втулке стопорным кольцом. Между компенсатором и поршнем установлена разжимная пружина. Поршень упирается в донышко корпуса гидротолкателя. Одновременно пружина поджимает корпус обратного шарикового клапана.
Когда кулачок распределительного вала не нажимает на гидротолкатель, пружина прижимает через поршень корпус гидротолкателя к цилиндрической части кулачка распределительного вала, а компенсатор — к стержню клапана, выбирая при этом зазоры в приводе клапанов. Шариковый клапан в этом положении открыт, и масло поступает в гидротолкатель. Как только кулачок распределительного вала повернется и нажмет на корпус толкателя, корпус опустится вниз и шариковый клапан закроется.
Масло, находящееся между поршнем и компенсатором, начинает работать как твердое тело. Гидротолкатель под действием кулачка распредвала движется вниз и открывает клапан. Когда кулачок, поворачиваясь, перестает давить на корпус гидротолкателя, он под действием пружины перемещается вверх, открывая шариковый клапан, и весь цикл повторяется снова.
Поперечный разрез двигателя мод. 4062
1 – масляный картер; 2 – приемник масляного насоса; 3 – масляный насос; 4 – привод масляного насоса; 5 – шестерня промежуточного вала; 6 – блок цилиндров; 7 – впускная труба; 8 – ресивер; 9 – распределительный вал впускных клапанов; 10 – впускной клапан; 11 – крышка клапанов; 12 – распределительный вал выпускных клапанов; 13 – указатель уровня масла; 14 – гидравлический толкатель клапана; 15 – наружная пружина клапана; 16 – направляющая втулка клапана; 17 – выпускной клапан; 18 – головка блока цилиндров; 19 – выпускной коллектор; 20 – поршень; 21 – поршневой палец; 22 – шатун; 23 – коленчатый вал; 24 – крышка шатуна; 25 – крышка коренного подшипника; 26 – сливная пробка; 27 – корпус толкателя; 28 – направляющая втулка; 29 – корпус компенсатора; 30 – стопорное кольцо; 31 – поршень компенсатора; 32 – шариковый клапан; 33 – пружина шарикового клапана; 34 – корпус шарикового клапана; 35 – разжимная пружина.
В головке блока с большим натягом установлены седла и направляющие втулки клапанов. В нижней части головки блока выполнены камеры сгорания, в верхней – расположены опоры распределительных валов. На опорах установлены алюминиевые крышки. Передняя крышка является общей для опор впускного и выпускного распределительных валов. В этой крышке установлены пластмассовые упорные фланцы, которые входят в проточки на шейках распределительных валов. Крышки растачиваются совместно с головкой блока, поэтому их нельзя менять местами. На всех крышках, кроме передней, выбиты порядковые номера.
Схема установки крышек распределительных валов.
Распределительные валы отлиты из чугуна. Профили кулачков впускного и выпускного валов одинаковые. Кулачки смещены на 1,0 мм относительно оси гидротолкателей, что при работе двигателя заставляет их вращаться. Это уменьшает износ поверхности гидротолкателя и делает его равномерным. Сверху головка блока закрыта крышкой, отлитой из алюминиевого сплава. Поршни также отлиты из алюминиевого сплава. На донышке поршня выполнены четыре углубления под клапаны, которые предотвращают удары поршня по клапанам при нарушении фаз газораспределения.
Для правильной установки поршня в цилиндр на боковой стенке у бобышки под поршневой палец отлита надпись: «Перед». Поршень устанавливают в цилиндр так, чтобы эта надпись была обращена к передней части двигателя. На каждом поршне установлены два компрессионных и одно маслосъемное кольца. Компрессионные кольца отлиты из чугуна. Бочкообразная рабочая поверхность верхнего кольца покрыта слоем пористого хрома, что улучшает приработку кольца.
Рабочая поверхность нижнего кольца покрыта слоем олова. На внутренней поверхности нижнего кольца имеется проточка. Кольцо должно устанавливаться на поршень этой проточкой вверх, к днищу поршня. Маслосъемное кольцо состоит из трех элементов: двух стальных дисков и расширителя. Поршень крепится к шатуну с помощью поршневого пальца «плавающего типа», т.е. палец не закреплен ни в поршне, ни в шатуне. От перемещения палец удерживается двумя пружинными стопорными кольцами, которые установлены в канавках бобышек поршней. Шатуны стальные кованые, со стержнем двутаврового сечения.
В верхнюю головку шатуна запрессована бронзовая втулка. Нижняя головка шатуна с крышкой, которая крепится двумя болтами. Гайки шатунных болтов имеют самостопорящуюся резьбу и поэтому дополнительно не стопорятся. Крышки шатунов обрабатываются совместно с шатуном, и поэтому их нельзя переставлять с одного шатуна на другой. На шатунах и крышках шатунов выбиты номера цилиндров. Для охлаждения днища поршня маслом в стержне шатуна и верхней головке выполнены отверстия. Масса поршней, собранных с шатунами, не должна отличаться более чем на 10 г для разных цилиндров.
В нижнюю головку шатуна устанавливают тонкостенные шатунные вкладыши. Коленчатый вал отлит из высокопрочного чугуна. Вал имеет восемь противовесов. От осевого перемещения его удерживают упорные полушайбы, установленные на средней шейке. К заднему концу коленчатого вала прикреплен маховик. В отверстие маховика вставлены распорная втулка и подшипник первичного вала коробки передач. На шатунах и крышках шатунов выбиты номера цилиндров. Для охлаждения днища поршня маслом в стержне шатуна и верхней головке выполнены отверстия. Масса поршней, собранных с шатунами, не должна отличаться более чем на 10 г для разных цилиндров.
В нижнюю головку шатуна устанавливают тонкостенные шатунные вкладыши. Коленчатый вал отлит из высокопрочного чугуна. Вал имеет восемь противовесов. От осевого перемещения его удерживают упорные полушайбы, установленные на средней шейке. К заднему концу коленчатого вала прикреплен маховик. В отверстие маховика вставлены распорная втулка и подшипник первичного вала коробки передач.
Газель 406 двигатель инжектор регулировка клапанов
Сжал компенсатор полностю, сжымать ище нужно 0,05м.
, Вопервых! чинить надо нормально! и если седлам хана их надо менять.
вовторых цепи 90/70 взаимозаменяемы. с цепями 92/72 при использовании соответствующих натяжителей.
и в третих высота блока на всей линейке 40Х моторов ОДИНАКОВА. мало того блоки 405 и 409 вобще унифицированы и взаимозаменямы!
ход у компенсатора несколько милиметров однако!
клапана от газа не проседают (небольше чем от бенза если все верно настроено!)
И что значит выпускной РВ идет с опозданием? может цепи и звёзды по регламенту надо менять? и звездочки нетолько натяжителей? но и все и КВ и РВ и промвала?
Притирка клапанов головки блока 406

Фото. Головка блока 406
На фото видите головку блока 406 двигателя, она снята с двигателя и ждет свой очереди по притирки и замене клапанов. Но перед притиркой желательно снять все стаканчики с клапанов и положить их в такой последовательности, чтобы при постановки стаканчиков вы не перепутали их местами и каждый стаканчик вернулся на свое место. Принципе все стаканчики одинаковы, но все-таки если головка уже не новая и много поработала то желательно чтобы каждый стаканчик вернулся на свое место, так как каждый стаканчик давно притерся к своему месту. Но если случайно перепутаете стаканчики, ничего страшного не будет.
Двигатель ГАЗ ЗМЗ 406 2,3 л/100 л. с
Разрабатывался двигатель ЗМЗ 406 на замену мотору 402 одновременно с проектированием автомобиля ГАЗ-3105 для правительства. Однако комплектовались им эти новые Волги лишь последней партии, которые нужно было срочно реализовать в связи со снятием машин с производства.

За основу были взяты ЗМЗ 402 (комплектация) и движок серии H производителя SAAB (конструктивные решения). В результате при том же объеме 2,3 л силовой привод обеспечивал 177 Нм крутящего момента вместо 210 Нм прототипа и 100 л. с. мощности вместо ожидаемых 150 л.с., как у шведского ДВС. Инжекторная система, которой позже заменили карбюратор, смогла немного исправить положение – 201 Нм и 145 л. с., соответственно.

Порядок регулировки клапанов ГАЗ
К двигателям Заволжского завода, которые нуждаются в регулировке клапанов, относятся ДВС ЗМЗ-402 (устанавливались на «Волгах») и ЗМЗ-53 (ЗМЗ-511) для грузовиков в различных модификациях. ЗМЗ-402 является четырехцилиндровым мотором, порядок работы цилиндров этого двигателя – 1-2-4-3. Двигатели типа ЗМЗ-53 – восьмицилиндровые, цилиндры работают в порядке 1-5-4-2-6-3-7-8. Клапана на ДВС всегда регулируют, руководствуясь порядком работы, и стараются начинать регулировку с первого цилиндра, когда его поршень находится в верхней мертвой точке. Так как 8-ми и 4-х цилиндровые моторы имеет разную конструкцию, то и порядок регулировки клапанных зазоров у них разный. Ниже в статье мы рассмотрим, как выполнить регулировку для того и другого типа двигателя.
Технические характеристики ЗМЗ 406 2,3 л/100 л. с.
Впервые в двигателе производителя ЗМЗ были использованы несколько передовых для того времени технических решений:

После внесенных изменений технические характеристики ЗМЗ 406 соответствуют приведенным в таблице значениям:
| Изготовитель | ЗМЗ |
| Марка ДВС | 406 |
| Годы производства | 1997 – 2008 |
| Объем | 2286 см 3 (2,3 л) |
| Мощность | 73,55 кВт (100 л. с.) |
| Момент крутящий | 177/201 Нм (на 4200 об/мин) |
| Вес | 192 кг |
| Степень сжатия | 9,3 |
| Питание | инжектор/карбюратор |
| Тип мотора | рядный бензиновый |
| Зажигание | коммутаторное |
| Число цилиндров | 4 |
| Местонахождение первого цилиндра | ТВЕ |
| Число клапанов на каждом цилиндре | 4 |
| Материал ГБЦ | сплав алюминиевый |
| Впускной коллектор | дюралевый |
| Выпускной коллектор | литой чугунный |
| Распредвал | 2 шт. схема DOCH |
| Материал блока цилиндров | чугун |
| Диаметр цилиндра | 92 мм |
| Поршни | оригинальные |
| Коленвал | облегченный |
| Ход поршня | 86 мм |
| Горючее | АИ-92/А-76 |
| Нормативы экологии | Евро-3/Евро-0 |
| Расход топлива | трасса – 8,3 л/100 км |
смешанный цикл 11,5 л/100 км
город – 13,5 л/100 км
Заводской мануал содержит более точное описание параметров:

Регулировка
Напрямую расход топлива зависит от регулировки даже в том случае, если карбюратор абсолютно исправен.

Внешняя регулировка в устройстве предусмотрена только одна – это холостой ход. Как ее выполнить правильно:
- Запускаем мотор и прогреваем до горячего состояния, регулировку в дальнейшем выполняем на холостом ходу;
- Откручиваем винт количества (большой винт с пружиной) и винт качества до момента, когда двигатель наберет максимальные обороты;
- Равномерно закручивая оба винта, находим положение, когда двигатель начинает работать с минимальными перебоями;
- Винтом количества устанавливаем чуть повышенные обороты, в этот момент винтом качества добиваемся устойчивой работы мотора, но при этом нужно стараться, чтобы винт качества был откручен по минимуму (насколько это возможно);

Если в карбюраторе или двигателе есть неисправности, влияющие на стабильность холостых оборотов, регулировать холостой ход нет смысла – необходимо сначала устранить неполадки.
Причин нестабильной работы ДВС много – начиная от элементарно неработающей свечи зажигания или пробивающего высоковольтного провода, заканчивая прогоревшим выпускным клапаном или поршнем.
Если снять крышку корпуса карбюратора, можно отрегулировать уровень бензина в поплавковой камере. Регулировка производится с помощью подгибания язычка на поплавке.
Вернуться к оглавлению
Особенности конструкции
Официально двигатель ЗМЗ 406 стал третьим после 24Д и 402 в линейке силовых приводов Заволжского завода. Получил микропроцессорное зажигание, схему газораспределения DOCH с двухступенчатым цепным приводом.
Разработчиками по-прежнему использована рядная схема двигателя с 4 цилиндрами, но распредвалов стало два, они расположены сверху, внутри ГБЦ. Степень сжатия ДВС увеличена проектировщиками завода до 9,3 в базовой версии 4062.10 за счет центрального расположения свечи внутри камеры сгорания.

Надежность повышена за счет чугунного блока цилиндров без гильз, снижения хода поршня до 86 мм и веса всей группы ШПГ. Шатуны с болтами, коленвал и поршневые кольца сделаны из высокопрочных материалов, поэтому капитальный ремонт требуется реже.

Натяжители цепи автоматические, двойного действия – предварительный натяг пружиной, во время работы гидравликой. Степень очистки масла увеличена путем установки полнопоточного одноразового фильтра. Для навесного оборудования предусмотрен отдельный клиноременный привод. Прошивка ЭБУ соответствует версиям СОАТЭ, ИТЭЛМА VS5.6, МИКАС 5.4 или 7.1
Перечень модификаций ДВС
Изначально мотор проектировался инжекторным, поэтому версия 4062.10 считается базовой. Необходимость в карбюраторных модификациях 4061.10 и 4063.10 возникла позже. Их устанавливали на Газель, поэтому сохранив объемы камер сгорания, нужно было снизить эксплуатационные расходы владельца. Для этого руководство ЗМЗ снизило степень сжатия, чтобы перевести моторы на более дешевое топливо А-76.

С моторами 4061 и 4063 произведена обратная модернизация:
Все остальное навесное расположено на тех же местах без изменений. Часть деталей взаимозаменяемая, за исключением ГБЦ и поршневой.
Тюнинг двигателя
Для того чтобы изменить немного выходные данные двигателя, можно провести тюнинговочные работы, которые помогут улучшить показатели. Некоторым не нравится маленькая мощность, другим – количество потребляемого топлива, а иногда водитель хочет выделиться на фоне других, оптимизируя конкретную характеристику.
Первое, что можно сделать на СТО, – улучшить двигатель 406 (карбюраторный) в плане мощности. Как правило, в данном случае либо технические характеристики агрегата повышают за счет увеличения поршней, либо устанавливают турбонаддув (или отдельно турбины). Более надежным будет второй способ, однако на первый уйдет гораздо меньше сил, денег и времени.
Для того чтобы улучшить общую динамику, будет достаточно отшлифовать каналы входа и выхода.
Плюсы и минусы
Отрицательной особенностью силового привода ЗМЗ 406 является низкое качество литья и неудачные технические решения:
Расход топлива высокий, но это характерно для большинства моторов грузовиков.
Зато снижены вибрации, головка блока цилиндров не откручивается при эксплуатации, прокладку не нужно постоянно менять, а гайки протягивать. Ремонтопригодность всех узлов высокая, сама конструкция надежная и простая. Пользователь избавлен от необходимости через каждые 20000 пробега регулировать зазоры клапанов.

Список моделей авто, в которых устанавливался
Поскольку мотор ЗМЗ 406 имеет три версии, каждая из них использовалась на конкретных моделях авто производителя ГАЗ:

В первом случае характеристики двигателя подходили для городского цикла представительских автомобилей чиновников и правительства. Карбюраторные модификации снижали эксплуатационный бюджет Газелей фургонов, грузопассажирских авто и грузовиков.
Клапана на газель

Газораспределительная система двигателя Газель включает в себя клапаны, запускающие смесь из топлива и воздуха и выпускающие отработанные газы. Этот процесс является основой работы двигателей внутреннего сгорания. На каждый цилиндр приходится по два клапана, изготовленных из закаленной стали и к их техническим характеристикам предъявляются жесткие требования. Поэтому регулировку клапанов рекомендуется проводить каждые 30 тысяч км. пробега автомобиля. А также при проведении ремонтов или когда двигатель начинает стучать. Особенно в а/м Газель, работающих на газе.
Регламент обслуживания ЗМЗ 406 2,3 л/100 л. с.
Согласно требованиям производителя, обслуживается двигатель ЗМЗ 406 в следующем порядке:

Производитель рекомендует использовать для движков качественную смазку, чтобы исправно работали гидрокомпенсаторы и маслонасос. Изначально система охлаждения имеет слабые места – радиатор и термостат. Все навесное оборудование высокоресурсное, за исключением помпы, полимерный ротор которой служит около 30000 км. Из-за большого веса мотора своими руками произвести капремонт очень сложно в гараже без тельфера.
Обзор неисправностей и способы их ремонта
В силу конструкционных особенностей мотор ЗМЗ 406 гнет клапана только при перескакивании цепи. Причем, повреждаются они друг о друга (впускные и выпускные при одновременном подъеме), а не о поршни. При обрыве цепи такой неприятности не случится.
Поскольку устройство ДВС частично скопировано с СААБ, а частично сохранена конструкция ЗМЗ 402, для него характерны неисправности:
2)нет контакта регулятора ХХ
3)порваны шланги картерной вентиляции
Из-за большого диаметра поршней блок и ГБЦ чувствительны к перегреву, поэтому контролировать уровень рабочих жидкостей следует регулярно (масла и антифриза).
Варианты тюнинга мотора
Изначально двигатель ЗМЗ 406 позволяет увеличить мощность собственными силами до 200 – 250 л. с. Для этого используется механический тюнинг:

Для микроавтобусов и грузовиков Газель тюнинг турбонаддувом малоэффективен, поскольку снижается эксплуатационный ресурс ДС и резко увеличивается расход топлива.
Таким образом, инжекторная модификация ЗМЗ 4062.10 и карбюраторные версии 4061.10, 4063.10 разработаны на основе шведского движка серии Н для грузовиков и представительского класса авто. Допускается тюнинг, прежде всего, для увеличения крутящего момента.
Сёдла клапнов ЗМЗ-406
Что означает, со сгоревшими? Или вы имеете ввиду с просаженными?
str-alex
Ну да, седло подгорает и клапан просаживается, плюс к этому ещё замена кривых направляющих убивает сёдла в разы.
Вовочка
str-alex
Вот правильно написано!
Иной раз попадаются комплекты где несосность наружнего и внутренних диаметров направляющей доходит до 0,25мм, а в комплекте попадётся 2 направляющих с несоостностью 0,05мм.
В общем капиталить ГБЦ геморой ещё тот
Добавлено через 8 часов 30 минут
А кто какими измерительными приборами пользуется для измерения отверстия под седло клапана?
У меня наточены калибры.
Присматриваюсь к нутромеру микрометру с боковыми губками НМ-Б 25-50. Единственное что смущает хватит ли высоты боковых губок измерить отверстие. Опять же цена китайский и наш ЧИЗ (челябинский инструментальный завод) отличается более чем в два раза
Замена седел клапанов ЗМЗ 406 своими руками
![]()
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.

Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.

Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.

Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.