настройка юстировка лазерного луча
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Похожие публикации
Лазерный гравировальный станок Миртелс L60120 по камню CO2. Станок приобретался в 2019 году, наработка 0 часов. В идеальном состоянии, комплектация (заводская-стандартная).
Технические характеристики:
Наименование
Mirtels L60120M
Рабочая зона, мм 600×1200
Макс. скорость гравирования, мм/с 1000
Чтение картинки с USB-Flash памяти Да
Возможность чтения изображения с ПК USB-кабель
Возможность автономной гравировки без компьютера
Да, чтение с USB-Flash памяти
Среднее время гравировки изображения 30х40см 25 минут
Драйвер Win7, Win8, Win10
Напряжение питания, В 220
Находится в Томске
Цена: 400000 руб.
Здравствуйте! Можете помочь , юстировкой? Проблему снял на видео. Если кратко, то один угол сильно уходит( примерно на 5мм)
Я новичок, поэтому многие вещи для меня тёмный лес.
Здравствуйте.
Неделю уже не могу победить юстировку. В лучшем случае уходит правый верхний угол примерно на 8мм вниз.
Схематично:
Станок стоит по уровню. Трубку поднимал/опускал — безрезультатно.
Подскажите, что делать в этом случае? Что делаю не так?
О мастера сея форума! Неделя мучений и никаких изменений. При юстировке точка совпадает в 3 углах (верхлево, низлево, низправо), а в четвёртом (верхправо) смещается в левую сторону. Направляющую в нижней точке двигал, но она уходит в рельсу.
Юстировка лазерного станка. Настройка зеркал и выравнивание трубки лазера
Юстировка – это проверка и наладка оптического тракта лазерного луча. Приведение и настройка механизмов станка в рабочее состояние, обеспечивающее точность и безопасность их действия. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передает его через сопло на материал. Юстировка необходима для того, чтобы лазерная головка при движении имела одинаковую силу луча. Чтобы луч точно приходил на третье звено и в фокусирующую точку линзы, необходимо его постоянно регулировать.
Оптический тракт состоит из трех составляющих:
- Излучатель – стеклянная трубка СО2, из выходного отверстия которой выходит луч.
- Лазер оказывается на 1 зеркале и переходит на 2.
- 2 зеркало прикреплено к порталу и передвигается с ним вдоль оси y.
В станках для лазерной маркировки применяется конфигурация с парящей оптикой. В задней части станка трубка неподвижна, луч направлен на режущую головку с помощью нескольких зеркал. Через некоторое время эксплуатации они сдвигаются. Это способствует потере производительности и смене цвета. Цвет может стать черным, а рез слишком толстым.
В нашей статье описаны действия необходимые для юстировки станка и обеспечения высокого уровня производительности работы и мощности резки. При первой попытке это может оказаться довольно трудной задачей, поэтому мы рекомендуем ознакомиться с данной процедурой заранее во избежание ошибок при работе с лазерным станком.
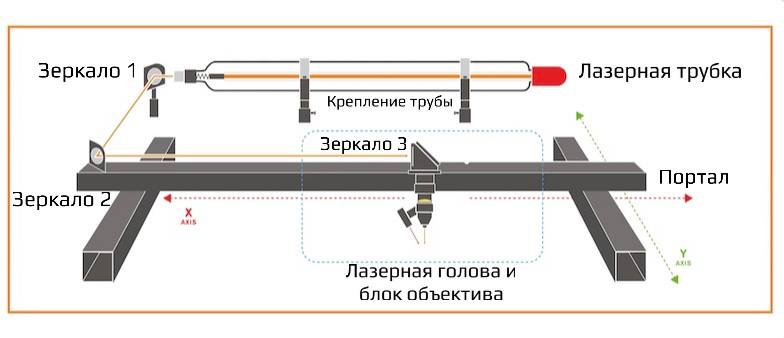
Рис. 1. Юстировка лазерного станка
Юстировку можно рассмотреть как четыре отдельные процедуры:
- Проверка выравнивания: Выяснение того, нужно ли выравнивать лазер или нет;
- Выравнивание зеркал: Убедиться, что они расположены под правильным углом;
- Выравнивание трубки: Убедиться, что луч направляется в зеркала правильно;
- Вертикальное выравнивание: Проверить, что срезы находятся перпендикулярно материалу.
Простой и быстрый тест на выравнивание
Если вы заметили, что ваш лазерный станок теряет мощность или неправильно режет в одном определенном углу рабочего стола, возможно, станок сместился в сторону от центровки. Этот простой тест можно использовать для проверки выравнивания станка. Для проведения этого теста лазерный резак, система охлаждения (чиллер), насосы и вентиляторы должны быть включены.
Оторвите небольшую полоску малярного скотча и сложите ее 2-3 раза, чтобы не было видно липкой стороны. Оторвите еще одну полоску и вставьте сложенную ватку в ее середину. Так вы получите точку, в которую можно целиться лазерным лучом. Сложенный скотч достаточно толстый, а середина не липкая, поэтому его можно наклеивать не оставляя следов.

Рис. 2. Полоска малярного скотча для создания мишени
Закройте крышку лазерного резака, подведите лазерную головку к правому верхнему углу и нажмите тестовую кнопку.
Если удерживать кнопку слишком долго, можно поджечь скотч. Если вы чувствуете, что мишень слишком сильно обгорает от тестовых точек, вы можете просто наложить сверху еще один слой. Продолжайте наращивать слои скотча по мере необходимости. Подведите лазерную головку к переднему правому углу рабочего стола и создайте еще одну контрольную точку на целевой мишени. Повторите это для переднего левого и заднего левого углов рабочей зоны, а затем верните головку в правый верхний угол, чтобы вы могли видеть полученные метки.
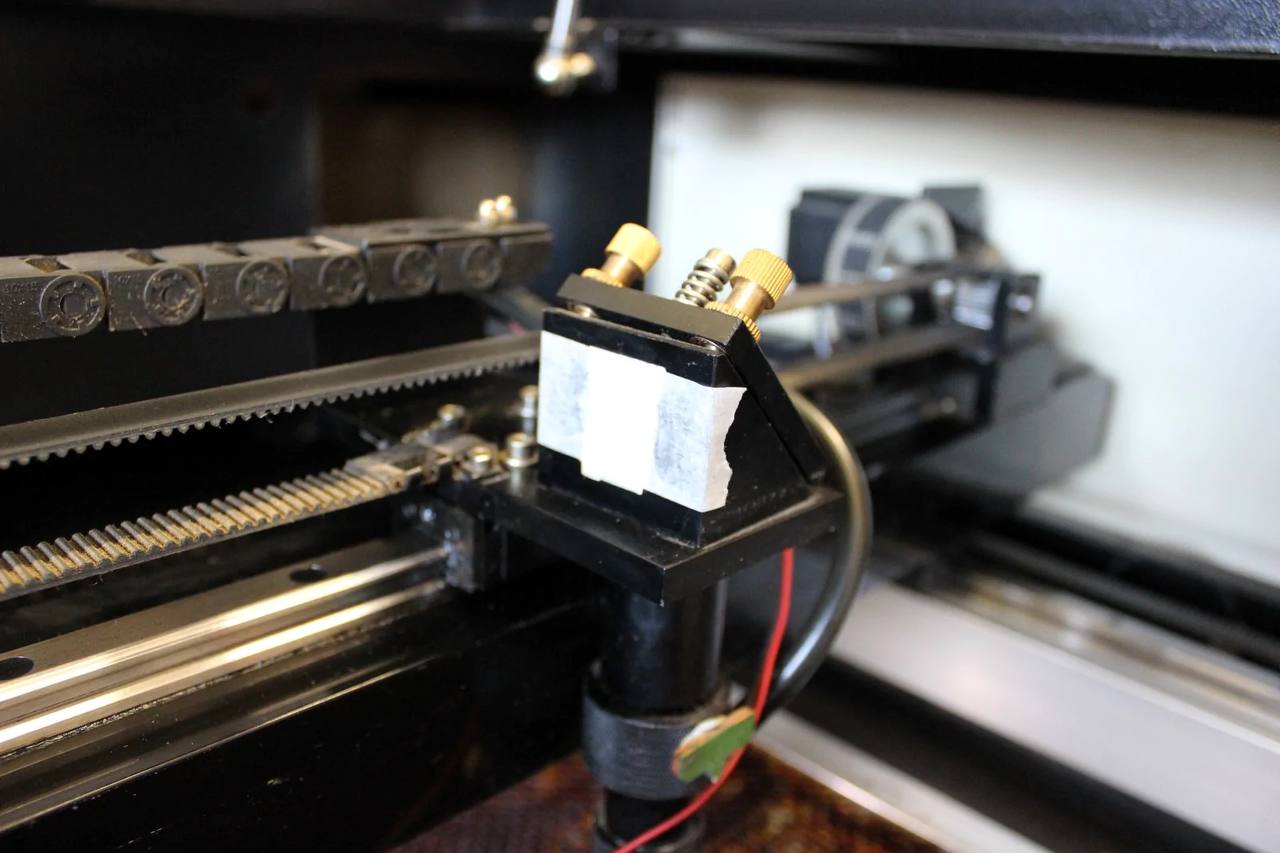
Рис. 3. Создание контрольной точки на целевой мишени
Очень важно, чтобы эти четыре точки находились на мишени в одном и том же месте. Если точка находится в том же положении, но не в центре скотча, это означает, что зеркала расположены правильно, а для лазерной трубки необходимо выравнивание.
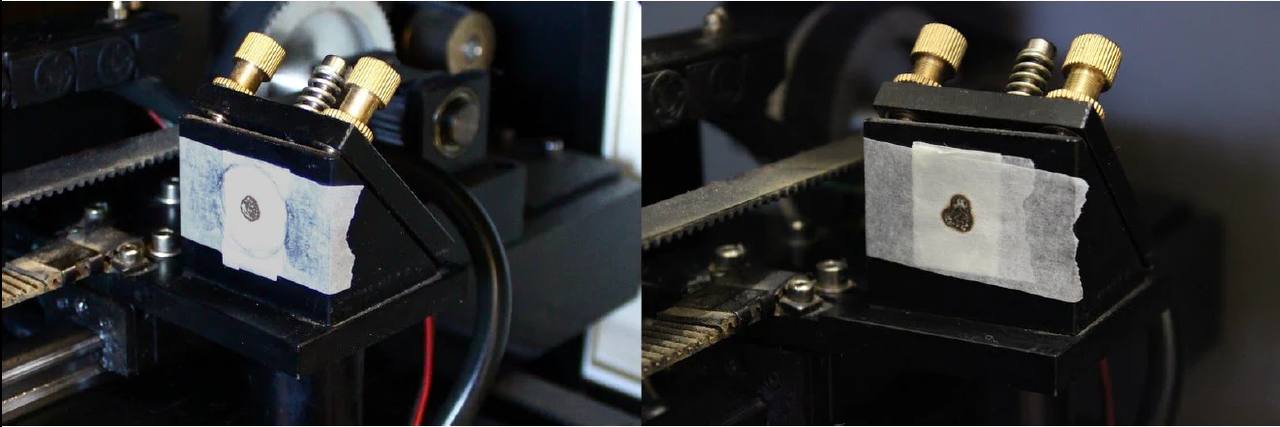
Рис. 4. Создание еще одной контрольной точки на целевой мишени
Точность — это попадание в намеченную цель (мишень). В случае выравнивания зеркала лазера точность означает попадание в центровую точку.
.jpg?1659536625415)
Рис. 5. Точность попадания лазерного луча в центр зеркала
Для зеркал 1 и 2 точность (попадание точки в одно и то же место на зеркале каждый раз) гораздо важнее точности (попадание точки в центр зеркала). Попадание точки в одно и то же место показывает, что лазерный луч параллелен оси в том направлении, в котором он движется. Однако для третьего зеркала нам нужны и точность, и аккуратность, поскольку лазерный луч должен пройти через фокусирующую линзу и сопло лазерной головки.
Принцип выравнивания
Перед началом юстировки, нужно снять боковой кожух, крышку, кожух заднего отсека с трубкой.
Попытка отрегулировать только одно зеркало может лишь усугубить ситуацию, так как настройка должна быть последовательной от первого этапа до последнего.
Все три зеркала CO2 станка очень похожи и юстировка происходит одинаково. Они удерживаются в центре крепления с помощью небольшого стопорного кольца. В разных углах крепления находятся 3 регулировочных болта, они имеют стопорные узлы, которые должны плотно прилегать к раме, это предотвращает самостоятельное вращение болтов при движении резака.
Есть 2 длинных болта с пружинами на них, они удерживают зеркало плотно к ручкам регулировки. От регулировки угла наклона зависит положение луча. Малярный скотч с мишенью находящийся перед следующем зеркалом, покажет тестовую точку в другом месте после настройки его положения.
.jpg?1659536769514)
Рис. 6. Регулировка угла наклона
Регулировку следует производить так, чтобы положение мишени было на максимально далеком расстоянии, так как маленькие отклонения в зеркале увеличиваются на расстоянии, и выравнивание будет более точным.
.jpg?1659536852800)
Рис.7. Регулировка положения мишени
Есть и другой способ регулировки. Если вы повернете обе нижние ручки на пол-оборота влево, вы заметите, что тестовая точка опустилась на несколько мм. Вы должны убедиться, что повернули обе ручки на одинаковую величину, иначе луч будет смещаться влево или вправо одновременно.
.jpg?1659536927508)
Рис. 8. Настройка ручек
Знание того, на сколько поворачивать каждую ручку, является ключом к точному выравниванию лазера и чем чаще вы будете это делать, тем легче будет процесс юстировки. Если точка не передвинулась достаточно далеко или движется в неправильном направлении, вы можете просто попробовать еще раз. Не забывайте продолжать добавлять скотч, если целевая точка выглядит сожженной.
Подойдите к лазеру и сделайте следующее:
- Установите портал на полпути между передней и задней частями станка;
- Подведите режущую головку к крайней правой стороне;
- Поместите кусок ленты для мишени над отверстием перед зеркалом 3;
- Выстрелите одной пробной точкой в ленту и сделайте отметку, чтобы знать, где начался луч;
- Поверните верхнюю ручку регулировки зеркала 2 на пол-оборота вправо и посмотрите, где появится новая точка.
- Медленно поворачивайте ручку обратно, пока точка снова не окажется в том же положении.
.jpg?1659536980341)
Рис. 9. Отработка регулировки на зеркалах 2 и 3
На зеркалах 2 и 3 удобно отрабатывать регулировки, так как они оба легко доступны в передней части станка.
Луч может не попадать в центральную точку, но достаточно того, чтобы он проходил 1 и 2 зеркало на максимальной мощности. Попасть в центр необходимо только для 3
Выравнивание зеркал
В лазерном резаке 3 зеркала, выравнивание следует выполнять на каждом по порядку. Любые выполненные регулировки повлияют на все зеркала, которые находятся дальше по пути лазера, поэтому изменения, сделанные на 1, повлияют на 2 и 3.
Проверяется попадание луча в одну точку в двух крайних положениях перемещения портала по оси Y. Действие осуществляется несколько раз, чтобы убедиться, что зеркало выставлено точно и луч остается на месте.
Выравнивание первого зеркала
Проверить зеркало 1 очень просто: сложите скотч с мишенью и наклейте ее перед ним. На ленте должна появиться точка примерно посередине зеркала 1. Точка должна быть овальной формы, которая образуется, когда круглый луч попадает на зеркало под углом.
Этот тест часто можно провести, не обходя лазер сзади, можно просто протянуть руку назад и приложить скотч к зеркалу.
Если точка не попадает на середину, возможно, потребуется регулировка высоты лазерной трубки, о которой мы расскажем далее. Если точка находится в пределах 10 мм от середины, вы можете выровнять зеркала без регулировки трубки.
.jpg?1659537057262)
Рис. 10. Проверки первого зеркала
От первого зеркала ко второму
Зеркало 2 закреплено на левой стороне станка и перемещается только вперед и назад. Сверните скотч с мишенью и прикрепите ее перед зеркалом 2. Подведите лазерную головку к задней части машины и нажмите кнопку, чтобы получить точку на мишени, запишите, где находится эта точка.
Подведите лазерную головку к передней части машины и поставьте вторую точку. При выравнивании станка обе точки должны находиться в одинаковом положении. Зеркало можно отрегулировать с передней части станка, но если вы не уверены, проще стоять за станком и смотреть вперед.
.jpg?1659537325858)
Рис. 11. Луч, отраженный от зеркала 1, будет падать на зеркало 2, если зеркало 1 повернуть вокруг осей x и y на углы θ и ψ соответственно. Оба угла влияют на каждую координату (x2 , y2 , z2 ) центра зеркала 2. Вращение зеркала 1 вокруг оси x ограничено диапазоном перемещения регулятора угла наклона крепления, что ограничивает возможности положения и высоты зеркала 2.
Настройте зеркало 1 так, чтобы точка находилась в одном и том же месте спереди и сзади. Не имеет значения, если эта точка не находится точно посередине зеркала 2. Не забывайте добавлять слои скотча, если мишень начинает гореть.
.jpg?1659537142488)
Рис. 12. Проверка и настройка второго зеркала
От второго зеркала к третьему
Зеркало 2 — 3 — это почти то же самое, что и зеркало 1 — 2, просто доступ к нему немного проще. Сверните немного скотча для мишени и прикрепите ее над отверстием перед зеркалом 3. Установив портал посередине лазера, отведите лазерную головку до упора в левую часть машины и нажмите кнопку, чтобы на ленте появилась точка, запомните, где она находится. На скотче останется отпечаток сопла и след от луча. При верной центровки на материале останется круглая точка от луча.
.jpg?1659537437629)
Рис. 13. Проверка и настройка луча от второго к третьему зеркалу
Выравнивание трубки
Если после выравнивания точка не находится в центре зеркала 3, вы можете произвести окончательную настройку, изменив способ, которым трубка направляет луч на зеркало 1. Лазерная трубка поддерживается двумя монтажными кронштейнами, эти кронштейны полностью регулируемые и могут использоваться для регулировки трубки.
.jpg?1659537604864)
Рис. 14. Выравнивание трубки
В боковой части каждого кронштейна трубки есть 2 винта, при ослаблении которых кронштейн может перемещаться вверх и вниз, а также влево и вправо. Поднятие кронштейна в задней части трубки заставит лазерный луч опуститься вниз. Перемещение заднего кронштейна влево приведет к перемещению тестовой точки вправо.
Чтобы выровнять лазер по центру зеркала 3, положите кусок скотча с мишенью перед 3 и подведите головку к переднему правому углу. Это положение наиболее удалено от трубки, поэтому любые движения будут усиливаться на этом расстоянии. Отрегулируйте угол трубки так, чтобы тестовая точка находилась прямо в центре отверстия. Вы можете фактически игнорировать зеркала 1 и 2, если точка должна быть ниже на ленте мишени, поднимите заднюю часть трубки в 1.
.jpg?1659537515399)
Рис. 15. Выравнивание трубки лазерного станка
Вертикальное выравнивание
На последнем этапе нужно проверить положение луча. Луч должен находиться перпендикулярно материалу, это позволит получить хороший вертикальный срез. Процесс очень похож на юстировку других частей, только в этот раз вместо скотча с мишенью нужно нанести точки на обрезки материала.
.jpg?1659537675812)
Рис. 16. Создание тестовой точки для регулировки станка
Для установки лазера на необходимый уровень над материалом, примените инструмент для установки высоты. Далее нужно запустить лазер и создать точку на поверхности, близкую к тестовой, по которой будет выравниваться станок. Красная точка должна быть направлена на эту единственную тестовую точку, вручную отрегулируйте красную точку, пока она не будет направлена на точку резки.
Вертикальное выравнивание может быть немного сложным. Можно настроить луч так, что он ударится о конус воздушного помощника, не дойдя до материала. При полной потере лазерного луча необходимо снять конус, чтобы проследить его направление. При неудачной настройке вы можете все вернуть в прежнее положение. Для этого необходимо повернуть ручку регулировки в обратном направлении.
.jpg?1659537724365)
Рис. 17. Вертикальное выравнивание
Заключение
При верном выполнении всех действий у вас будет полностью настроенный и выровненный лазерный резчик. Данные станки очень хорошо сохраняют свою центровку, но ее необходимо проверять через каждые 40 часов работы и проводить юстировку.
Методика регулировки лазерной (ых) головы

А в этом мануале почему тебе не читается метода настройки?
Focus balance
Focus gain
Tracking gain
Tracking balance
Гейны стоят на платке , которая на движках, а балансы на бошке, рядом с усилителем
ДОБАВЛЕНО 15/02/2008 14:00


390
1 ток лазера
2 F0
3 FB
240
1 ток лазера
2 TE
3 FA-
тот, подстроечник, который ближе к слейду — трекинг баланец. движок его звонится с 9 ногой мс
Тот, который дальше от слейда , получается, ток лазера, включен реостатом, звонится с 1 и со 2 ногой мс. 1-я нога мс — самая ближняя к слейду
ДОБАВЛЕНО 15/02/2008 15:03
П.С. Валяется транспорт уже лет 10, а гляди ж ты — пригодился.


240 отстроил при установке 8см диска и откусывания бока у привода для того что б можно просунуть отвёртку для оперативной регулировки.
http://photos.streamphoto.ru/3/4/4/74258e276e7d455bf479c0dcbe411443.jpg
Так луча можно до ораничения вывести правый резистор — должен быть 1,2в а была 400мВ
http://photos.streamphoto.ru/2/8/1/b8d4669d38ef8167a419d933ed640182.jpg
Центральный резистор, размах сигнала — устанавливается по максимуму
Левый так и не понял что регулирует, оставил на середне.
Надо ещё было проверит по постоянке.
Опыт научной регулировки. Выставить все четыре в среднее положение, всунуть диск и «последовательным приближением» выставить минимальное время перехода с трека на трек (на последних) на супер-пупер тестовом говённом китайском кривом с восьмёркой и эксцентриситетом диске.
Так как чаще всего подлезть к точке RF в центрах трудно, то и осциллоскоп не особо нужен
Регулировка лазера CD/DVD привода
Довольно часто в сервисные центры обращаются люди с вопросом: «Мой комбо-привод CDRW-DVDRW начал плохо читать или совсем не читает один из типов носителей». Подобные вопросы довольно часто встречаются и в различных форумах в сети. То есть, привод после полугода-года работы (как правило, сразу после окончания срока гарантии) перестает читать CD диски или диски формата DVD. Обычно проблема проявляется постепенно. Сначала начинают плохо читаться перезаписываемые диски одного из форматов, потом приходит очередь плохого чтения одноразовых болванок CD-R или DVD-R и в конце концов приходит очередь штампованных дисков заводского изготовления. Эта проблема, как правило, не связана с загрязнением оптической системы привода. Загрязненная линза и полупрозрачное зеркало, находящееся под ней одинаково ухудшают качество чтения обоих типов носителей. Дело в том, что в читающей головке универсальных комбо-приводов установлено два лазерных модуля. Один из них используется для чтения и записи дисков стандарта DVD, другой — для CD дисков.
Со временем может произойти уменьшение яркости свечения одного из лазеров. Происходит это или в связи с изменениями параметров самого лазерного излучающего кристалла, или из-за изменения параметров электрических цепей, через которые он подключен. Существует несложный, доступный практически любому человеку, способному держать в руках отвертку способ вернуть такому приводу работоспособность и продлить его существование. Рассмотрим решение этой проблемы на примере широко распространенных приводов фирмы NEC. Из инструментов нам потребуется крестовая отвертка, чтобы разобрать привод, маленькая плоская часовая отвертка и тонкий черный маркер или фломастер. Аккуратно снимаем крышки с привода, отцепляем шлейф, идущий к читающей головке, и снимаем плату электроники, чтобы получить доступ к оптической головке с нижней стороны привода. Примерно так, как показано на фото:

фото №1
Это вид снизу на читающую головку привода модели NEC1100A. Нас интересуют, в первую очередь, небольшие подстроечные резисторы, установленные непосредственно на головке. Эти резисторы регулируют ток через лазерный диод и, изменяя их номинал, можно в некоторых пределах менять яркость лазерного излучения. На рисунке они обведены кружочками и обозначены цифрами 1 и 2.
Расположение этих регуляторов у разных моделей приводов может сильно различаться. Например, на этой фотографии изображена оптическая головка более нового привода NEC4570:

фото №2
Искомые резисторы также обведены и помечены цифрами. В принципе, дальше ничего сложного. Надо взять тонкую отвертку и чуть-чуть прибавить яркости нужному лазеру. Найти нужный регулятор можно опытным путем. Предположим, что наш привод хорошо читает диски формата CD и очень плохо читает диски DVD. Берем маркер и делаем пометки на резисторах, чтобы запомнить положение движка, которое было сделано на заводе при настройке головки. Потом, один из резисторов, например под номером 1, выкручиваем в крайнее положение против часовой стрелки. Собираем привод и проверяем чтение дисков CD и DVD. Для этого удобно воспользоваться программой Nero CD-DVD Speed. Если резко ухудшилось чтение дисков CD, которые до этого хорошо читались, значит мы крутанули регулятор лазера, отвечающего за чтение этого формата. Возвращаем движок резистора в прежнее положение. Если же качество чтения CD дисков не изменилось, значит, мы угадали и крутанули регулятор яркости DVD_шного лазера. Он то нам и нужен. После того как мы нашли нужный регулятор, поворачиваем его примерно на 5 – 10 градусов по часовой стрелке относительно положения, которое было выставлено на заводе и которое мы отметили маркером. Снова собираем привод и проверяем читаемость диска DVD. Если не помогло, подкручиваем резистор еще, в конце концов, добиваясь наилучшего качества чтения. Способ простой, но довольно длительный, требующий кроме аккуратности еще изрядной доли терпения. Зато он, зачастую, позволяет вернуть к жизни уже предназначенный на выброс привод и сэкономить лишнюю тысячу.