Pereosnastka.ru
Ограночные диски и подготовка их к работе
 Ограночные диски и подготовка их к работе
Ограночные диски и подготовка их к работе
Диски для шлифования алмазов изготовляют из высокоуглеродистого легированного чугуна определенного химического состава. По структуре чугун должен быть мелкозернистым, пористым. Материал диска не должен быть слишком твердым, чтобы обеспечить прочное сцепление порошка с металлом, и слишком мягким, так как в этом случае диск быстро стачивается, что снижает производительность труда огранщика и повышает расход алмазного порошка.
Основным фактором, влияющим на режущие свойства дисков, является структура чугуна. Она зависит от химического состава, технологии плавки и условий охлаждения. Характер распределения свободного графита в чугуне и величина графитовых включений оказывают большое влияние на равномерность распределения зерен алмазного порошка на рабочей поверхности диска, а соответственно и на его режущие свойства.

Рис. 1. Микроструктура чугуна, используемого для ограночных дисков
Способность диска более длительное время удерживать на рабочей поверхности алмазный порошок обусловлена высокой износостойкостью металлической основы чугуна и наличием в структуре чугуна мельчайших пор, в которых размещаются и прочно удерживаются зерна алмазного порошка.
Подготовка дисков к работе. Технологический процесс подготовки диска к работе выполняют в такой последовательности.
1. Новые диски и диски с сильно изношенной поверхностью обрабатывают на токарном станке в обратных неподвижных центрах. Окружная скорость, при которой протачивается диск, 45—65 об/мин. Подача резца 0,43 мм/об. Глубина резания при первом
2. Рабочую поверхность диска шлифуют крупнозернистым абразивным кругом из карбида кремния, имеющего мягкую связку. На более современных зарубежных и отечественных предприятиях поверхность диска восстанавливают на специальном станке со свинцовым или бронзовым притиром.
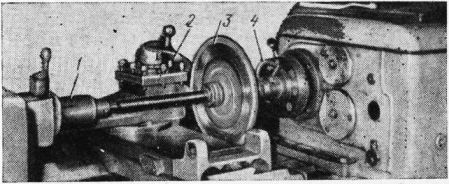
Рис. 2. Проточка ограночных дисков на токарном станке:
1 — шпиндель задней бабки токарного станка, 2 — суппорте резцом, 3 — ограночный диск со шпинделем, 4 — шпиндель передней бабки токарного станка
Притирочный диск диаметром 500 мм вращается со скоростью 500 об/мин. Шпиндель ограночного диска устанавливают в неподвижных центрах 3 в горизонтальном положении параллельно оси притира. Абразив в виде смеси электрокорунда или карбида кремния с водой подается в зону шлифования из бачка, установленного над вращающимися дисками. Продолжительность шлифования зависит от состояния рабочей поверхности диска (3—5 мин). При использовании абразива зернистостью в 60—100 мкм на поверхности диска можно получить риски, глубина которых обеспечивает удержание алмазного порошка на рабочей поверхности диска. Отшлифованная поверхность диска должна быть перпендикулярна относительно ее оси вращения.
Балансировка. Причинами появления дисбаланса во вращающихся деталях являются неточность размеров деталей, неравномерная плотность и пористость материала, из которого сделана деталь, а также низкое качество сборки. В большинстве случаев балансировку выполняют после окончательной обработки деталей, с таким расчетом, чтобы последующая механическая обработка не нарушила сбалансированной детали.
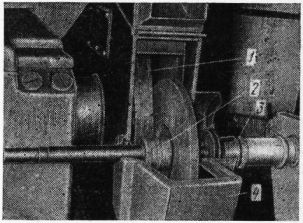
Рис. 3. Шлифование рабочей поверхности диска свинцовым (бронзовым) притиром:
1 — притирочный диск, 2 — ограночный диск со шпинделем, 3 — опорный центр, 4 — оградительное устройство
Высокая скорость вращения диска (до 3000 об/мин) и большое расстояние между центрами опор (500 мм) требуют тщательной установки его и статического уравновешивания. Балансировка диска предохраняет подшипниковые опоры от износа и обеспечивает плавное (без вибрации) вращение диска. Допускаемый дисбаланс ограночного диска 5 Г/см.
Методы балансировки. Балансировку диска можно выполнять статическим и динамическим методами.
Статическая балансировка. На рис. 4 показано приспособление для статической балансировки. Шпиндель с диском устанавливают горизонтально между двумя наклонными плоскостями так, чтобы он свободно вращался. При дисбалансе в процессе вращения диск примет такое положение, что наиболее тяжелая часть его окажется внизу. Для устранения дисбаланса излишнюю массу утяжеленной части диска высверливают и диск устанавливают в приспособление для повторной проверки.
Для этого отмечают самую верхнюю точку диска. Если при последующем вращении эта точка переместится в другое место — диск отбалансирован. Если же отмеченная точка вновь придет на прежнее место — диск несбалансирован и требует с этой стороны добавления груза. Статический метод балансировки несложен для выполнения, но не обеспечивает необходимой точности балансировки на высоких скоростях.
Динамическая балансировка. Динамический метод балансировки ограночных дисков является более совершенным, так как в этом случае дисбаланс определяют на рабочей скорости вращения диска, что обеспечивай Требуемую точность определения и устранения дисбаланса.
Для динамической балансировки может быть использован ограночный станок ОАБ -4 с измененной конструкцией верхней пиноли.
Верхняя опора выполнена в виде стержня диаметром 10 мм с гнездом для сменного подшипника. Стержень крепят к пиноли гайкой. В нижней части пиноли установлен штуцер для крепления индикаторной головки типа ИЧ-10.
Для гашения больших колебаний между стержнем и внутренним отверстием пиноли надевается резиновое кольцо. Электродвигатель станка устанавливается на вертикальной подвижной опоре.
Ограночный диск в сборе со шпинделем устанавливается между верхней и нижней опорами станка и включается на рабочую скорость.
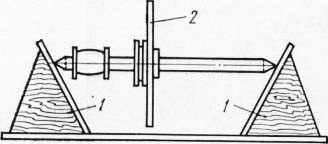
Рис. 4. Приспособление для статической балансировки:
1 — опорные призмы, 2 — ограночный диск со шпинделем
При наличии дисбаланса ограночного диска верхний конец шпинделя через стержень, установленный в пиноли, передает колебания индикатору.
Степень дисбаланса определяется по величине амплитуды колебаний стрелки индикатора.
Место расположения неуравновешенной массы определяется методом отхода с помощью последовательного изменения положения груза у шейки шпинделя диска, для Чего балансировщик имеет набор кольцеобразных проволочек с укрепленными грузиками различной массы.
При достижении рабочей скорости диска электродвигатель отводится в сторону, освобождая от ремня шкив шпинделя. На шейку шпинделя набрасывается кольцо с грузом определенной массы и с помощью оправки происходит торможение вращающегося диска до прекращения или достижения минимальных колебаний стрелки индикатора, после чего диск останавливается.
Уравновешенный груз располагается на облегченной стороне диска, указывая, что место устранения неуравновешенной массы находится на уровне 180° от положения груза.
Более совершенным станком для динамической балансировки является станок ДБ-50. На этом станке можно балансировать изделия массой 5—50 кг с максимальным диаметром 550 мм. Балансировка производится на скорости 1400—2000 об/мин. На указанном станке можно определить величину и место дисбаланса.
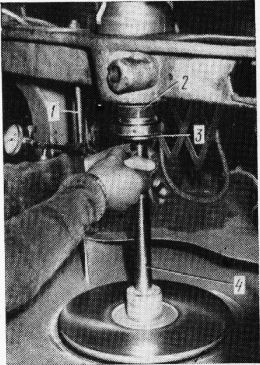
Рис. 5. Станок для динамической балансировки дисков:
1 — индикаторная стойка, 2 — верхняя пиноль станка. 3 — опора шпинделя, 4 — ограночный диск со шпинделем
определенной величины отрицательный импульс. Частота импульса соответствует скорости вращения детали, поэтому при каждом обороте лампа вспыхивает один раз и будет освещать одну и ту же цифру на ленте. Эта цифра, находящаяся в горизонтальной плоскости, проходящей через ось вращения детали, будет соответствовать угловому расположению дисбаланса в плоскости уравновешивания.
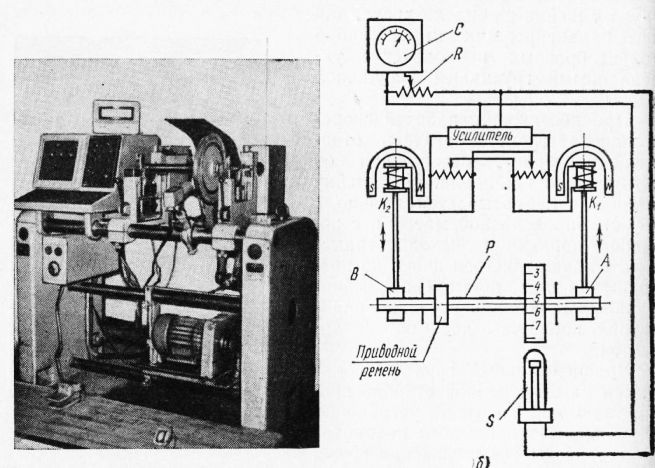
Рис. 6. Общий вид (а) и схема работы (б) станка ДБ-50 для динамической балансировки ограночных дисков
Остаточная неуравновешенность при балансировке на станке 0,5—5 Г/см. Недостатком станка является длительная настройка при выполнении балансировки, что приводит к низкой производительности.
Для балансировки ограночных дисков может быть использован прибор ВМ-41, выпускаемый одной из японских фирм.
Помимо описанных станков, для динамической балансировки ограночных станков можно использовать переносные балансиры. Эти приборы применяют для балансировки изделий любого размера в сборе, непосредственно на рабочем месте. Прибор может быть использован в качестве виброскопа (фиксирует величину амплитуды вибрации в микронах).
Устранение дисбаланса. Дисбаланс ограночного диска устраняют двумя методами:
а) перемещением передвижных грузов, размещенных в выточке диска;
б) удалением избыточной массы высверливанием на нерабочей поверхности ограночного диска отверстий диаметром 10—12 мм и глубиной 1—3 мм.
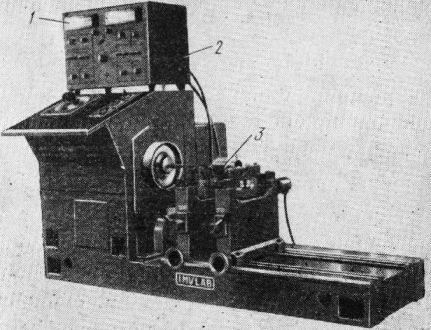
Рис. 7. Прибор ВМ-41 для динамической балансировки ограночных дисков:
1 — шкала прибора, 2 — пульт управления, 3 — каретка для установки балансируемых деталей
Отбалансированный диск должен отвечать следующим требованиям:
— на рабочей поверхности диска не должно быть раковин, включений и кольцевых рисок от шлифования; шероховатость обработки поверхности должна быть не ниже 6—7-го класса ( ГОСТ 2789—73);
— биение полотна диска не должно превышать 0,01— 0,02 мм;
— дисбаланс ограночного диска допускается не более 5 Г/см;
— на рабочей поверхности конусов шпинделя не допускается забоин и глубоких рисок; шероховатость обработки поверхности конусов должна быть не ниже 8-го класса.
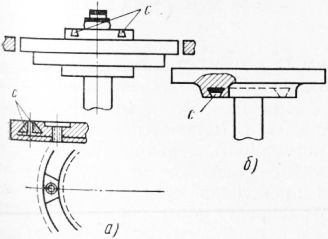
Рис. 8. Метод устранения дисбаланса диска перемещением свинцовых грузиков
В зарубежной практике для нанесения рисок применяют специальный станок.
Две чугунные стойки станины станка связаны верхней и нижней связкой, в отверстиях которой крепят опорные подшипники. В столе станка имеется отверстие для размещения диска. Диск со шпинделем устанавливают между опорами станка.
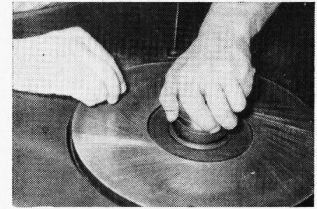
Рис. 9. Нанесение рисок на ограно ный диск вручную
1 — станина, 2 — связки, 3 — опорный подшипник, 4 — ограночный диск, 5 — стол, 6 — приспособление для нанесения рисок
На столе на подвижном рычаге смонтировано приспособление 6, е котором закреплен абразивный камень (карбид кремния). Приспособление устанавливают на поверхность ограночного диска и придают ему возвратно-поступательное движение от центра диска к его периферии. Диск вращается с небольшой скоростью, и на его поверхность наносят равномерно распределенные пересекающиеся риски.
От характера распределения рисок по поверхности диска и глубины их зависит рабочая стойкость подготовленного диска. Правильное нанесение рисок (четко выраженный контур и равномерная глубина рисок) обеспечивает более надежное крепление зерен порошка и увеличивает его абразивные свойства.
Станок ограночный оаб 4
Механизация и автоматизация процесса огранки бриллиантов
Механизация процесса огранки проходит в направлении создания средств для малой или частичной механизации и разработки полуавтоматического оборудования для полной механизации процесса.
Малая механизация. 1) Использование при работе на станке ОАБ-4 специальных сигнализирующих устройств, которые освобождают рабочего от постоянного контроля за процессом шлифования заготовки при съеме основной массы алмаза, и позволяет за счет этого параллельно работать на втором приспособлении для шлифования граней с небольшим съемом массы. На рис. 265 показано приспособление «Сигнал», предусмотренное для черновой обработки граней нижней части бриллианта круглой формы, устанавливаемое на ограночные станки ОАБ-4.
На рис. 265 показано приспособление «Сигнал», предусмотренное для черновой обработки граней нижней части бриллианта круглой формы, устанавливаемое на ограночные станки ОАБ-4.
Приспособление работает следующим образом. Обрабатываемая заготовка устанавливается в цангу и закрепляется в головке приспособления типа «Кристалл», которое устанавливается в приспособление «Сигнал-2», и пружиной с определенным усилием прижимается к ограночному диску.
В момент окончания обработки грани цанга, касаясь ограночного диска, замыкает электрическую цепь.
Электромагнит срабатывает и выдергивает защелку; под действием пружины квадрант поднимается, отводя цангу от диска. Далее заготовку вручную смещают на определенный угол до фиксированного положения на обработку следующей грани. Процесс повторяется до нанесения на заготовку восьми граней низа.
2) Установка на ограночном станке ОАБ-4 приспособления «Сигнал» в сочетании с механизмом осцилляции — следующий этап механизации процесса шлифования 4—8 граней нижней части бриллианта.
В этом случае на столе станка вокруг ограночного диска размещается от 3 до 6 таких приспособлений в сочетании с механизмом осцилляции. Обточенная заготовка устанавливается в головке ручного приспособления «Кристалл», которое закрепляется в рабочее положение, устойчивое для полуавтоматической огранки.
По первой грани огранщик определяет оптимальное направление шлифования и по окончании обработки каждой грани, по сигналу на пульте управления, смещает кристалл на определенный угол на шлифование последующей грани.
Основные узлы устройства с механизмом осцилляции показаны на рис. 266. Процесс огранки с использованием полуавтоматического устройства с механизмом осцилляции проходит при определенной скорости и заданном усилии.
Процесс огранки с использованием полуавтоматического устройства с механизмом осцилляции проходит при определенной скорости и заданном усилии.
Для повышения эффективности процесса огранку нижней части целесообразно производить в специальных цангах-спутниках.
После предварительного съема основной массы алмаза на устройстве с механизмом осцилляции последующая огранка нижней части бриллианта (доработка граней и бриллиантировка) производится в тех же цангах, в которых проходило предварительное шлифование.
В этом случае у огранщика, занятого доработкой нижней части бриллианта, значительно сокращается время на установку кристалла и ориентацию его на мягкое направление шлифования.
3) На одной из бельгийских фирм используется полуавтоматический станок «Бази-би», который служит для нанесения на заготовку массой до 0,25 кар четырех граней нижней части бриллианта. На станке одновременно может обрабатываться 36 кристаллов. Вокруг ограночного диска на столе станка размещено четыре приспособления с механизмом, осуществляющим осциллирующее движение на величину перемещения 25—30 мм. Каждое приспособление имеет барабан, по окружности которого расположено 9 оправок для закрепления алмазов (рис. 267). Работает станок следующим образом. В оправки барабана устанавливают 9 обточенных заготовок. Шлифуется грань на первой заготовке. После окончания шлифования первой грани приспособление автоматически приподнимается над диском, барабан поворачивается на 40°, а оправка с заготовкой, на которой нанесена первая грань, автоматически поворачивается на 90°. Затем приспособление опускается на диск и начинается шлифование грани следующей заготовки. Нанесение грани на алмаз продолжается от 15 до 35 с. Все четыре приспособления, установленные на столе станка, работают одновременно, но каждое имеет свой режим в зависимости от формы и размеров заготовки.
Вокруг ограночного диска на столе станка размещено четыре приспособления с механизмом, осуществляющим осциллирующее движение на величину перемещения 25—30 мм. Каждое приспособление имеет барабан, по окружности которого расположено 9 оправок для закрепления алмазов (рис. 267). Работает станок следующим образом. В оправки барабана устанавливают 9 обточенных заготовок. Шлифуется грань на первой заготовке. После окончания шлифования первой грани приспособление автоматически приподнимается над диском, барабан поворачивается на 40°, а оправка с заготовкой, на которой нанесена первая грань, автоматически поворачивается на 90°. Затем приспособление опускается на диск и начинается шлифование грани следующей заготовки. Нанесение грани на алмаз продолжается от 15 до 35 с. Все четыре приспособления, установленные на столе станка, работают одновременно, но каждое имеет свой режим в зависимости от формы и размеров заготовки.
Использование устройств, снабженных механизмом осцилляции для шлифования 4—8 граней низа, освобождает огранщика от изнурительной ручной работы по съему основной массы алмаза, повышая при этом на 15—20% производительность труда при изготовлении бриллиантов.
Полуавтоматическое оборудование для огранки. Последующий этап механизации процесса огранки направлен на создание станков с полуавтоматическими приспособлениями для последовательной огранки нижней и верхней частей бриллианта.
Конструкция станка, как правило, предусматривает консольное расположение ограночного диска на шпинделе, выполненном на подшипниках скольжения с высокой степенью точности. На рабочей поверхности стола ограночного станка размещается от 2 до 4 полуавтоматических приспособлений с электронной схемой управления. Блок управления выполняет следующие функции:
На рабочей поверхности стола ограночного станка размещается от 2 до 4 полуавтоматических приспособлений с электронной схемой управления. Блок управления выполняет следующие функции:
— плавное опускание головки с обрабатываемым кристаллом на ограночный диск;
— осциллирующее движение кристалла по диску на расчетной величине дорожки с определенной скоростью;
— быстрый отвод головки с кристаллом от диска по достижению определенного размера;
— разворот головки приспособления вокруг вертикальной оси при переходе на гранение угловых граней после окончания шлифования основных граней;
— смещение кристалла по окружности на 360° при переходе на гранение каждой последующей грани.
Большое значение в работе полуавтоматов имеет режущий инструмент. На некоторых зарубежных предприятиях при работе на полуавтоматах используют шлифовальные круги на металлической связке взамен чугунных дисков, шаржированных алмазным микропорошком.
Применение дисков на металлической связке значительно повышает точность обработки и производительность шлифования.
На рис. 268 показана схема приспособления для огранки в виде пружинящего параллелограмма, обеспечивающего высокую точность обработки кристалла. На таком приспособлении выполнена огранка бриллианта «импариант», показанная на рис. 269. В комплект станка должен входить прибор для установки обточенной заготовки в цангу с определением глубин съема алмаза в процессе гранения и ориентации на мягкое направление шлифования и прибор для перестановки заготовки после гранения нижней части бриллианта в цангу для огранки верхней части бриллианта.
В комплект станка должен входить прибор для установки обточенной заготовки в цангу с определением глубин съема алмаза в процессе гранения и ориентации на мягкое направление шлифования и прибор для перестановки заготовки после гранения нижней части бриллианта в цангу для огранки верхней части бриллианта.
Английской фирмой «Сити» разработана технология операционной огранки алмаза в бриллиант и комплекс оборудования, обеспечивающего механизацию и автоматизацию этого процесса. В состав комплекса входят приборы, приспособления и инструмент для установки алмазной заготовки на гранение, ограночный станок с полуавтоматическим приспособлением «Piermatic».
По технологическому процессу изготовляют бриллианты круглой формы с параметрами идеальной огранки Толковского в такой последовательности (рис. 270).
1. Просмотр заготовки, замеры ее параметров, подбор цанги и установка в нее заготовки.
2. Предварительное шлифование 8 граней нижней части бриллианта (рис. 270, а). Выполняется на полуавтоматическом приспособлении «Piermatic».
3. Установка заготовки в цангу для обработки верхней части бриллианта.
4. Снятие фаски площадка-рундист:
а) гранение 16 нижних клиньев, верхней части бриллианта (рис. 270, б),
б) гранение восьми граней верха (рис. 270, в). Выполняется на приспособлении «Piermatic».
5. Установка заготовки в цангу для огранки нижней части бриллианта:
а) гранение 16 клиньев нижней части бриллианта (рис. 270, г),
б) гранение 8 граней нижней части бриллианта (рис. 270, д). Выполняется на приспособлении «Piermatic».
Выполняется на приспособлении «Piermatic».
6. Постановка площадки и гранение 8 верхних клиньев верхней части бриллианта. Выполняется на ограночном станке в ручном приспособлении.
Приспособление «Piermatic» в автоматическом цикле позволяет гранить заготовки диаметром от 0,03 до 0,50 кар.
В комплекс оборудования входит: 10 ограночных станков, оснащенных 40 полуавтоматическими приспособлениями «Piermatic» (по 4 приспособления на каждом станке), 3 ограночных станка, оснащенных ручными приспособлениями, приборы для обмера, установки и перестановки кристаллов.
Станок ограночный оаб 4
Пользователь
Регистрация: 20.01.2010
Откуда: russia
Сообщений: 325
В друзьях у: 0
Голосов: 8 / 0
Пользователь
Регистрация: 20.02.2011
Откуда: Санкт- Петербург
Сообщений: 187
В друзьях у: 3
Голосов: 33 / 1
Пользователь
Регистрация: 20.01.2010
Откуда: russia
Сообщений: 325
В друзьях у: 0
Голосов: 8 / 0
Пользователь
Регистрация: 20.02.2011
Откуда: Санкт- Петербург
Сообщений: 187
В друзьях у: 3
Голосов: 33 / 1
Пользователь
Регистрация: 20.02.2011
Откуда: Санкт- Петербург
Сообщений: 187
В друзьях у: 3
Голосов: 33 / 1
Пользователь
Регистрация: 10.07.2012
Сообщений: 174
В друзьях у: 4
Голосов: 12 / 0
Пользователь
Регистрация: 20.02.2011
Откуда: Санкт- Петербург
Сообщений: 187
В друзьях у: 3
Голосов: 33 / 1
Пользователь
Регистрация: 09.03.2010
Сообщений: 10537
В друзьях у: 31
Голосов: 2216 / 35
Пользователь
Регистрация: 09.03.2010
Сообщений: 10537
В друзьях у: 31
Голосов: 2216 / 35
Пользователь
Регистрация: 20.02.2011
Откуда: Санкт- Петербург
Сообщений: 187
В друзьях у: 3
Голосов: 33 / 1
Пользователь
Регистрация: 09.03.2010
Сообщений: 10537
В друзьях у: 31
Голосов: 2216 / 35
| Цитата |
|---|
| (анатон 16.01.2015 13:36:59) . А как поступить с наклейкой облученных топазов которые нельзя было греть даже самую малость, а переклеить надо в V-блоке. Делаешь отпечаток в низко -температурной мазюке и клеишь на суперклей- циакрин.Почитал сообщения Кавера 57- толково и по делу. |
Пользователь
Регистрация: 09.03.2010
Сообщений: 10537
В друзьях у: 31
Голосов: 2216 / 35
Пользователь
Регистрация: 20.02.2011
Откуда: Санкт- Петербург
Сообщений: 187
В друзьях у: 3
Голосов: 33 / 1
Пользователь
Регистрация: 20.02.2011
Откуда: Санкт- Петербург
Сообщений: 187
В друзьях у: 3
Голосов: 33 / 1
Пользователь
Регистрация: 09.03.2010
Сообщений: 10537
В друзьях у: 31
Голосов: 2216 / 35
Pereosnastka.ru
Обработка дерева и металла
Диски для шлифования алмазов изготовляют из высокоуглеродистого легированного чугуна определенного химического состава. По структуре чугун должен быть мелкозернистым, пористым. Материал диска не должен быть слишком твердым, чтобы обеспечить прочное сцепление порошка с металлом, и слишком мягким, так как в этом случае диск быстро стачивается, что снижает производительность труда огранщика и повышает расход алмазного порошка.
Основным фактором, влияющим на режущие свойства дисков, является структура чугуна. Она зависит от химического состава, технологии плавки и условий охлаждения. Характер распределения свободного графита в чугуне и величина графитовых включений оказывают большое влияние на равномерность распределения зерен алмазного порошка на рабочей поверхности диска, а соответственно и на его режущие свойства.
Рис. 1. Микроструктура чугуна, используемого для ограночных дисков
Способность диска более длительное время удерживать на рабочей поверхности алмазный порошок обусловлена высокой износостойкостью металлической основы чугуна и наличием в структуре чугуна мельчайших пор, в которых размещаются и прочно удерживаются зерна алмазного порошка.
Подготовка дисков к работе. Технологический процесс подготовки диска к работе выполняют в такой последовательности.
1. Новые диски и диски с сильно изношенной поверхностью обрабатывают на токарном станке в обратных неподвижных центрах. Окружная скорость, при которой протачивается диск, 45—65 об/мин. Подача резца 0,43 мм/об. Глубина резания при первом
2. Рабочую поверхность диска шлифуют крупнозернистым абразивным кругом из карбида кремния, имеющего мягкую связку. На более современных зарубежных и отечественных предприятиях поверхность диска восстанавливают на специальном станке со свинцовым или бронзовым притиром.
Рис. 2. Проточка ограночных дисков на токарном станке:
1 — шпиндель задней бабки токарного станка, 2 — суппорте резцом, 3 — ограночный диск со шпинделем, 4 — шпиндель передней бабки токарного станка
Притирочный диск диаметром 500 мм вращается со скоростью 500 об/мин. Шпиндель ограночного диска устанавливают в неподвижных центрах 3 в горизонтальном положении параллельно оси притира. Абразив в виде смеси электрокорунда или карбида кремния с водой подается в зону шлифования из бачка, установленного над вращающимися дисками. Продолжительность шлифования зависит от состояния рабочей поверхности диска (3—5 мин). При использовании абразива зернистостью в 60—100 мкм на поверхности диска можно получить риски, глубина которых обеспечивает удержание алмазного порошка на рабочей поверхности диска. Отшлифованная поверхность диска должна быть перпендикулярна относительно ее оси вращения.
Балансировка. Причинами появления дисбаланса во вращающихся деталях являются неточность размеров деталей, неравномерная плотность и пористость материала, из которого сделана деталь, а также низкое качество сборки. В большинстве случаев балансировку выполняют после окончательной обработки деталей, с таким расчетом, чтобы последующая механическая обработка не нарушила сбалансированной детали.
Рис. 3. Шлифование рабочей поверхности диска свинцовым (бронзовым) притиром:
1 — притирочный диск, 2 — ограночный диск со шпинделем, 3 — опорный центр, 4 — оградительное устройство
Высокая скорость вращения диска (до 3000 об/мин) и большое расстояние между центрами опор (500 мм) требуют тщательной установки его и статического уравновешивания. Балансировка диска предохраняет подшипниковые опоры от износа и обеспечивает плавное (без вибрации) вращение диска. Допускаемый дисбаланс ограночного диска 5 Г/см.
Методы балансировки. Балансировку диска можно выполнять статическим и динамическим методами.
Статическая балансировка. На рис. 4 показано приспособление для статической балансировки. Шпиндель с диском устанавливают горизонтально между двумя наклонными плоскостями так, чтобы он свободно вращался. При дисбалансе в процессе вращения диск примет такое положение, что наиболее тяжелая часть его окажется внизу. Для устранения дисбаланса излишнюю массу утяжеленной части диска высверливают и диск устанавливают в приспособление для повторной проверки.
Для этого отмечают самую верхнюю точку диска. Если при последующем вращении эта точка переместится в другое место — диск отбалансирован. Если же отмеченная точка вновь придет на прежнее место — диск несбалансирован и требует с этой стороны добавления груза. Статический метод балансировки несложен для выполнения, но не обеспечивает необходимой точности балансировки на высоких скоростях.
Динамическая балансировка. Динамический метод балансировки ограночных дисков является более совершенным, так как в этом случае дисбаланс определяют на рабочей скорости вращения диска, что обеспечивай Требуемую точность определения и устранения дисбаланса.
Для динамической балансировки может быть использован ограночный станок ОАБ -4 с измененной конструкцией верхней пиноли.
Верхняя опора выполнена в виде стержня диаметром 10 мм с гнездом для сменного подшипника. Стержень крепят к пиноли гайкой. В нижней части пиноли установлен штуцер для крепления индикаторной головки типа ИЧ-10.
Для гашения больших колебаний между стержнем и внутренним отверстием пиноли надевается резиновое кольцо. Электродвигатель станка устанавливается на вертикальной подвижной опоре.
Ограночный диск в сборе со шпинделем устанавливается между верхней и нижней опорами станка и включается на рабочую скорость.
Рис. 4. Приспособление для статической балансировки:
1 — опорные призмы, 2 — ограночный диск со шпинделем
При наличии дисбаланса ограночного диска верхний конец шпинделя через стержень, установленный в пиноли, передает колебания индикатору.
Степень дисбаланса определяется по величине амплитуды колебаний стрелки индикатора.
Место расположения неуравновешенной массы определяется методом отхода с помощью последовательного изменения положения груза у шейки шпинделя диска, для Чего балансировщик имеет набор кольцеобразных проволочек с укрепленными грузиками различной массы.
При достижении рабочей скорости диска электродвигатель отводится в сторону, освобождая от ремня шкив шпинделя. На шейку шпинделя набрасывается кольцо с грузом определенной массы и с помощью оправки происходит торможение вращающегося диска до прекращения или достижения минимальных колебаний стрелки индикатора, после чего диск останавливается.
Уравновешенный груз располагается на облегченной стороне диска, указывая, что место устранения неуравновешенной массы находится на уровне 180° от положения груза.
Более совершенным станком для динамической балансировки является станок ДБ-50. На этом станке можно балансировать изделия массой 5—50 кг с максимальным диаметром 550 мм. Балансировка производится на скорости 1400—2000 об/мин. На указанном станке можно определить величину и место дисбаланса.
Рис. 5. Станок для динамической балансировки дисков:
1 — индикаторная стойка, 2 — верхняя пиноль станка. 3 — опора шпинделя, 4 — ограночный диск со шпинделем
определенной величины отрицательный импульс. Частота импульса соответствует скорости вращения детали, поэтому при каждом обороте лампа вспыхивает один раз и будет освещать одну и ту же цифру на ленте. Эта цифра, находящаяся в горизонтальной плоскости, проходящей через ось вращения детали, будет соответствовать угловому расположению дисбаланса в плоскости уравновешивания.
Рис. 6. Общий вид (а) и схема работы (б) станка ДБ-50 для динамической балансировки ограночных дисков
Остаточная неуравновешенность при балансировке на станке 0,5—5 Г/см. Недостатком станка является длительная настройка при выполнении балансировки, что приводит к низкой производительности.
Для балансировки ограночных дисков может быть использован прибор ВМ-41, выпускаемый одной из японских фирм.
Помимо описанных станков, для динамической балансировки ограночных станков можно использовать переносные балансиры. Эти приборы применяют для балансировки изделий любого размера в сборе, непосредственно на рабочем месте. Прибор может быть использован в качестве виброскопа (фиксирует величину амплитуды вибрации в микронах).
Устранение дисбаланса. Дисбаланс ограночного диска устраняют двумя методами:
а) перемещением передвижных грузов, размещенных в выточке диска;
б) удалением избыточной массы высверливанием на нерабочей поверхности ограночного диска отверстий диаметром 10—12 мм и глубиной 1—3 мм.
Рис. 7. Прибор ВМ-41 для динамической балансировки ограночных дисков:
1 — шкала прибора, 2 — пульт управления, 3 — каретка для установки балансируемых деталей
Отбалансированный диск должен отвечать следующим требованиям:
— на рабочей поверхности диска не должно быть раковин, включений и кольцевых рисок от шлифования; шероховатость обработки поверхности должна быть не ниже 6—7-го класса ( ГОСТ 2789—73);
— биение полотна диска не должно превышать 0,01— 0,02 мм;
— дисбаланс ограночного диска допускается не более 5 Г/см;
— на рабочей поверхности конусов шпинделя не допускается забоин и глубоких рисок; шероховатость обработки поверхности конусов должна быть не ниже 8-го класса.
Рис. 8. Метод устранения дисбаланса диска перемещением свинцовых грузиков
В зарубежной практике для нанесения рисок применяют специальный станок.
Две чугунные стойки станины станка связаны верхней и нижней связкой, в отверстиях которой крепят опорные подшипники. В столе станка имеется отверстие для размещения диска. Диск со шпинделем устанавливают между опорами станка.
Рис. 9. Нанесение рисок на ограно ный диск вручную
1 — станина, 2 — связки, 3 — опорный подшипник, 4 — ограночный диск, 5 — стол, 6 — приспособление для нанесения рисок
На столе на подвижном рычаге смонтировано приспособление 6, е котором закреплен абразивный камень (карбид кремния). Приспособление устанавливают на поверхность ограночного диска и придают ему возвратно-поступательное движение от центра диска к его периферии. Диск вращается с небольшой скоростью, и на его поверхность наносят равномерно распределенные пересекающиеся риски.
От характера распределения рисок по поверхности диска и глубины их зависит рабочая стойкость подготовленного диска. Правильное нанесение рисок (четко выраженный контур и равномерная глубина рисок) обеспечивает более надежное крепление зерен порошка и увеличивает его абразивные свойства.
Не включается станок
Создайте учетную запись или войдите, чтобы комментировать
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
© 2023 GraverStone — Форум Гравировка по камню Powered by Invision Community
- Уже зарегистрированы? Войти
- Регистрация
Сообщество
Объявления
Реклама
- Создать.
Важная информация
Мы используем файлы cookie и другие средства сохранения предпочтений и анализа действий посетителей сайта. Нажмите «Принять», если даете согласие на это. Политика конфиденциальности — Условия использования
Погас экран и не запускается станок
Всем доброго времени суток.
Тему сразу можно закрыть так как проблемма решена, но как урок для других решил написать.
Первый раз проблема появилась пол года назад.
Утром повернул ключ зажигания лазерного станка Rabbit HX 1290 SC а в ответ тишина, хотя нет в ответ услышал легкое постукивание в районе движка отвечающего за подьем стола.
Экран не горит, на кнопки не отвечает и вообще никаких действий не предпринимает.
На низковольтовом бп индикатор моргает в такт постукиванию движка. Думаю все сгорел бп.
Заказал новый, получил, поставил ( с момента остановки до момента включения прошла неделя ), о чудо )) заработал. Думал решил проблему. Прошло пол года и снова молчание экрана.
заказал снова бп, поставил, тишина. Не помогла замена. Решил позвонить Александру из Хабаровска фирма Халк.ру. Стали мы с ним искать откуда ноги растут, и нашли. Оказалось коротышь, либо движок, либо шаговый драйвер пробивал и плата выдавала ошибку ( на плате не горел ни один индикатор ), вытянул из платы 2 клемника и все заработало.
Итог: мне подьем стола не нужен так как работаю с материалом одной и той же толщины и подключать их пока не собираюсь, но коротышь все равно найду.
Хочу сказать огромное спасибо Александру Халк.ру за помошь.
#2 OFFLINE 0sIrIs
- Пол: Мужчина
- Город: Ярославль\Тель-Авив
- Интересы: Инжиниринг и конструиринг. Лазерная техника. Сэкс, наркотики, рок-н-ролл, жесткий петтинг.
- Из:Ярославль
#3 OFFLINE Mikle8313
- Из:Петрозаводск
я проблему в другом вижу. коротыш не "ждет" по полгода чтобы снова появиться!
Может и подождать. Я когда первый раз чинил перебрал весь станок от и до последнего проводка. Возможно коротыш в клемнике. Меньше месяца назад переезжали в новое помещение и возможно тряхнули станок.
В любом случае буду контролить и искать проблему и если выявим другую проблему обязательно напишу.
Вот нашел прошлую переписку с форумчанами и тогда мы только блок поменяли и все заработало
http://mir-cnc.ru/in. -не-включается/
Если у кого есть идеи напишите, поищу еще.
#4 OFFLINE 0sIrIs
- Пол: Мужчина
- Город: Ярославль\Тель-Авив
- Интересы: Инжиниринг и конструиринг. Лазерная техника. Сэкс, наркотики, рок-н-ролл, жесткий петтинг.
- Из:Ярославль
Темы с аналогичным тегами не включается лазер, поломка дисплея
Экран то гаснет то загорается
- 8 Ответов
- 2 790 Просмотров

- askvelez
- 08 Июн 2015
После КЗ не включается станок
- 3 Ответов
- 1 517 Просмотров
- Maksim7
- 04 Июл 2014
Моргает экран и станок не включается
- 20 Ответов
- 6 290 Просмотров
- SovietTwins
- 04 Фев 2017
На CMA 6040 K2 дисплей светится но ничего не отображается
- 6 Ответов
- 2 637 Просмотров

- 3D-BiG
- 20 Май 2012
Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных
- Мир CNC – форум любителей станков с ЧПУ и всего, что с ними связано…
- → Лазерно-гравировальное оборудование
- → Возможные неисправности и способы их устранения
- → Неисправность электрики/электроники лазера
- Политика Конфиденциальности
- Незнание правил форума не освобождает от ответственности! ·

- Вы используете тему наиболее подходящую для вашего браузера Нажмите сюда для выбора темы
- Помощь