Устройство поршня
Поршень является основной деталью поршневых двигателей внутреннего сгорания. Поршень служит для восприятия и преобразования энергии сжатого газа в энергию поступательного движения. Поршень, как правило, имеет цилиндрическую форму. Во врем я работы двигател я поршень совершает возвратно поступательное движение внутри цилиндра.
Основные функции поршн я :
- Воспринимает давление газов и передает возникающее усилие на шатун — коленчатый вал;
- Создает герметизацию камеры сгорани я ;
- Отводит лишнее тепло от камеры сгорания.
Поршень двигателя состоит из трех основных частей:
Днище поршня (воспринимает газовые силы и тепловую нагрузку);

В обиходе автомобилистов часто встречается такое название, как головка поршня. Головкой поршня называют днище поршня с его уплотняющей частью.
Днище поршня
Основная рабочая поверхность детали, которая вместе со стенками гильзы цилиндров и головкой блока формирует камеру сгорания, в которой и происходит сгорание горючей смеси. Днище поршня может иметь различную конструкцию в зависимости от типа и особенностей двигателя.
Виды поршней
В двухтактных двигателях применяются поршни со сферической формой днища, что приводит к повышению эффективности наполнения камеры сгорания горючей смесью и улучшает отвод отработанных газов.
В четырехтактных бензиновых двигателях днище имеет плоскую или вогнутую форму. Углубления – выемки служат для улучшения смесеобразования и уменьшают вероятность столкновения поршня с клапаном.
В дизельных моторах углубления в днище более габаритные и имеют различные формы. Такие выемки называют поршневой камерой сгорания. В процессе работы в поршневых камерах сгорания создаются завихрения, которые способствуют улучшению качества смешивания топлива с воздухом.
Уплотняющая часть поршня
Уплотняющая часть поршня предназначена для установки компрессионных и маслосъемных колец, которые предназначены для устранения зазора между поршнем и стенкой гильзы цилиндров.
Уплотняющая часть представл яет собой проточки (канавки) в цилиндрической поверхности поршня. В двухтактных двигателях в проточки встав ляются специальные вставки, в которые упираются замки колец, благодар я которым кольца не прокручиваютс я .
Число канавок, на уплотняющей части поршн я , соответствует количеству поршневых колец. Чаще всего примен я етс я конструкция с тремя кольцами — двумя компрессионными и одним маслосъемным. В канавке под маслосъемное кольцо имеютс я специальные отверстия для стека масла, которое снимается маслосъемным кольцом со стенки гильзы цилиндра.
Юбка поршн я
Юбка я в л я етс я направл я ющей поршня, обеспечива ет только возвратно-поступательное движение детали.
Доступ к сервису временно запрещён
С вашего IP-адреса одновременно поступает очень много запросов.
Такое поведение показалось подозрительным, поэтому мы временно закрыли доступ к сайту.
Возможно, на вашем устройстве есть программы, которые отправляют запросы без вашего ведома.
Что мне делать?
Напишите в службу поддержки через форму обратной связи.
Подробно опишите ситуацию — поможем разобраться, что случилось, и подскажем, как действовать дальше.
Поршневая группа: поршень

Поршневую группу образует поршень в сборе с комплектом уплотняющих колец, поршневым пальцем и деталями его крепления. Назначение поршневой группы состоит в том, чтобы:
1) воспринимать давления газов и через шатун передавать эти давления на коленчатый вал двигателя;
2) уплотнять надпоршневую полость цилиндра как от прорыва газов в картер, так и от излишнего проникновения в нее смазочного масла.
Функции уплотнения, выполняемые поршневой группой, имеют большое значение для нормальной работы поршневых двигателей. О техническом состоянии двигателя судят по уплотняющей способности поршневой группы. Например, в автомобильных двигателях не допускается, чтобы расход масла из-за угара его вследствие избыточного проникновения (подсоса) в камеру сгорания превышал 3% от расхода топлива. При выгорании масла наблюдается повышенная дымность отработавших газов и двигатели снимаются с эксплуатации вне зависимости от удовлетворительности мощностных и других его показателей.
Поршневая группа работает в сложных температурных условиях с циклическими резко изменяющимися нагрузками при ограниченной смазке и недостаточном теплоотводе вследствие трудностей охлаждения. Поэтому детали поршневой группы имеют наиболее высокую тепловую напряженность, что обязательно учитывается при выборе их конструкции и материала. Элементы поршневой группы обычно разрабатывают с учетом назначения и типа двигателей (стационарные, транспортные, форсированные, двухтактные двигатели, дизели и т. д.), но общее их устройство в двигателях тронкового типа остается сходным.
Поршни. Поршень состоит из двух основных частей: головки I и направляющей части II (рис. 1, а).
Направляющую (тронковую) часть обычно называют юбкой поршня. С внутренней стороны она имеет приливы — бобышки 8, в которых просверливают отверстие 9 для поршневого пальца. Для фиксации пальца в отверстиях 9 протачивают канавки 10, в которых размещают детали, запирающие палец. Нижнюю кромку юбки часто используют в качестве технологической базы при механической обработке поршня. С этой целью она снабжается иногда точно растачиваемым буртиком 6. С внутреннего торца 5 буртика снимают металл при подгонке поршня по весу в случаях, если вес поршня после обработки превышает норму, принятую для данного двигателя. В зоне выхода отверстий под поршневой палец на внешних стенках юбки 11 делают местные углубления 4, вследствие чего стенки этих зон не соприкасаются со стенками цилиндра и не трутся о них, образуя так называемые холодильники.
Юбка служит не только направляющей частью поршня, ее стенки воспринимают также силы бокового давления N6, что увеличивает силу их трения о стенки цилиндра и повышает нагрев поршня и цилиндра.
Для обеспечения свободного перемещения поршня в цилиндре прогретого и нагруженного двигателя между направляющей его частью (юбкой) и стенками цилиндра предусматривают зазор. Величина этого зазора определяется из условий линейного расширения материала поршня и цилиндра при нормальном тепловом состоянии двигателя. Перегрев поршня опасен, так как приводит к захватыванию и даже к аварийному заклиниванию его в цилиндре. Опыт свидетельствует, что излишне большие зазоры между поршнем и стенками цилиндра тоже не желательны, поскольку это ухудшает уплотняющие свойства поршневой группы и вызывает стуки поршня о стенки цилиндра. Работа автомобильного двигателя со стуками поршней не допускается.
Головка поршня имеет днище 1 и несет уплотняющие поршневые кольца, которые размещают на боковых ее стенках 11 в канавках 2, разделяемых друг от друга перемычками 12. Нижняя канавка снабжается дренажными отверстиями 3, через которые со стенок цилиндра отводят смазочное масло с тем, чтобы предотвратить его проникновение (подсос) в камеру сгорания. Диаметр дренажных отверстий составляет примерно 2,5—3 мм. При меньшем размере они быстро загрязняются и выходят из строя. Поршни изготовляют с несколькими рядами дренажных отверстий, располагая их под поршневыми кольцами, а также рядом с ними на специально проточенных поясках (лысках).
Днище головки поршня является одной из стенок камеры сгорания и воспринимает поэтому большие давления газов, омывается открытым пламенем и раскаленными до температуры 1500—2500°С газами. Для увеличения прочности днища и повышения общей жесткости головки ее боковые стенки 11 снабжают массивными ребрами 13, связывающими стенки и днище с бобышками 8. Ореб-ряют иногда и днище, но чаще всего оно выполняется гладким, с переменным сечением, постепенно утолщающимся к периферии, как показано на рис. 1, а. При таком сечении улучшается тепло-отвод от днища и уменьшается температура его нагрева.
Высокий нагрев днища вообще нежелателен, так как это ухудшает весовое наполнение цилиндров и приводит к снижению мощности двигателя из-за повышенного подогрева свежего заряда от соприкосновения с чрезмерно горячей поверхностью днища. В карбюраторных двигателях возможны при этом преждевременные вспышки и появление разрушительного детонационного сгорания.
Днища поршней в двигателях автомобильного, тракторного и мотоциклетного классов изготовляются плоскими, выпуклыми, вогнутыми и фигурными (см. рис. 1, а, г—к). Форма их выбирается с учетом типа двигателя, камеры сгорания, принятого смесеобразования и технологии изготовления поршней.
Самой простой и технологически целесообразной является плоская форма днища (см. рис. 1, а). Такая форма находит применение в различных двигателях и особенно широко используется в автомобильных и тракторных двигателях, в которых камера сгорания, или основной ее объем, располагается в головке цилиндра. Плоские днища имеют относительно малую поверхность соприкосновения с раскаленными газами, что положительно сказывается на их тепловой напряженности.
Сравнительно несложную геометрическую форму имеют также выпуклые и вогнутые днища (см. рис. 1, г, д). Выпуклая форма придает днищу большую жесткость и уменьшает возможное нагаро-образование (масло, проникающее в камеру сгорания, с выпуклого днища легко стекает, но выпуклое днище всегда бывает более горячим, чем плоское). Вогнутая форма днищ облегчает общую компоновку сферических камер сгорания, но создает благоприятные условия для повышенного нагарообразования. Масло, проникающее в камеру сгорания, накапливается здесь в наиболее горячей центральной зоне днища. Поэтому в четырехтактных двигателях выпуклые и особенно вогнутые днища находят ограниченное применение. Однако в двухтактных двигателях с контурно-щелевой, продувкой, где выпуклые и вогнутые формы днищ облегчают организацию продувки цилиндров, они широко используются. В двухтактных двигателях используются также и фигурные днища с козырьками-отражателями или дефлекторами (см. рис. 1, г), обеспечивающими заданное направление потоку горючей смеси при продувке цилиндров.
Фигурные днища с различного рода вытеснителями (см. рис. 1, ж) применяют и в четырехтактных карбюраторных двигателях. При необходимости днища с вытеснителями легко позволяют видоизменять или уменьшать камеру сгорания. С этой целью применяют иногда и выпуклые днища, как, например, в двигателе МЗМА-412. В последнее время для автомобильных карбюраторных двигателей стали применять фигурные днища, позволяющие полностью или частично размещать камеру сгорания в головке поршня (см. рис 1, з). Карбюраторные двигатели с камерой сгорания в поршне обладают хорошими показателями и являются перспективными.
Поршни автомобильных и тракторных дизелей в зависимости от принятого смесеобразования строят как с плоскими, так и с фигурными днищами. Часто днищу придают форму (см. рис. 1, и), соответствующую форме факелов топлива, распыли-ваемого через многодырчатую форсунку, расположенную в центре камеры сгорания. Широко распространены фигурные днища, форма которых предопределяется принятой для дизеля камерой сгорания с частичным или полным размещением ее в головке поршня. На рис. 1, к в качестве примера показана камера сгорания ЦНИДИ (Центральный научно-исследовательский дизельный институт, г. Ленинград), обеспечивающая работу двигателя с хорошими показателями.
Головка поршня по сравнению с юбкой в любом случае имеет более высокую рабочую температуру, а следовательно, и больше, чем юбка, увеличивается в размерах. Поэтому диаметр ее Dr всегда делают меньше диаметра юбки Dю. У поршней автомобильных двигателей эта разница составляет в среднем 0,5 мм. Боковым стенкам головки придают форму цилиндра или усеченного конуса с малым основанием у днища или же выполняют их ступенчатыми. Размеры при этом выбирают так, чтобы стенки головки в горячем состоянии на режиме максимальной мощности двигателя не соприкасались со стенками цилиндра. Тем не менее головку считают уплотняющей частью поршня, имея в виду, что стенки ее вместе с поршневыми кольцами, как будет показано ниже, образуют уплотняющий лабиринт. В некоторых конструкциях на стенках головки делают проточку 14, изменяющую направление теплового потока у верхнего поршневого кольца.
На днище поршня иногда делают технологическое центровочное отверстие 15, для размещения которого при отсутствии оребрения предусматривают специальный прилив. Если центровка днища не предусмотрена конструкцией, то поршень при обработке на станках крепят с использованием отверстий 9 в бобышках. Базовой поверхностью в обоих случаях является точно обработанный буртик 6 или просто поясок 18, растачиваемый непосредственно в стенках 7 юбки (см. рис. 1, б). Для этих же целей бобышки часто снабжаются приливами 16 и технологическими отверстиями 19 (см. рис. 1, в). При отсутствии буртика 6 подгонка поршней по весу осуществляется за счет снятия металла с торцов 17 приливов 16 на бобышках.
Поршневая группа совершает возвратно-поступательное движение, вследствие чего подвергается воздействию сил инерции. Опытами и расчетами установлено, что максимальная величина сил инерции на больших скоростных режимах работы составляет значительную долю от газовых сил.
Таким образом, на поршень действует комплекс различных силовых и тепловых нагрузок в условиях, неблагоприятных для смазки и охлаждения. Являясь базовой деталью поршневой группы и наиболее напряженным элементом кривошипно-шатунного механизма, поршень должен обладать высокой прочностью, теплопроводностью, износостойкостью и при этом иметь наименьший вес. С учетом этого и выбирают конструкцию и материал поршней.
Для двигателей автомобильного типа поршни изготовляют в основном из алюминиевых сплавов и чугуна. Применяются также чугун, сталь и магниевые сплавы.
Поршни из чугуна прочны и износостойки. Благодаря небольшому коэффициенту линейного расширения чугуна они могут работать с относительно малыми зазорами, обеспечивая хорошее уплотнение цилиндра даже в двигателях, имеющих большую тепловую напряженность (двухтактные и др.). Однако чугун имеет довольно большой удельный вес (7,3 г/см3, или 7,3-10^3 н/м3), что приводит к переутяжелению изготовленных из него поршней. В связи с этим область применения чугунных поршней ограничивается сравнительно тихоходными двигателями, где силы инерции возвратно движущихся масс не превосходят одной шестой от силы давления газа на днище поршня. Чугун имеет еще и низкую теплопроводность, поэтому нагрев днища у чугунных поршней достигает 350÷400°С. Такой нагрев нежелателен особенно в карбюраторных двигателях, поскольку это служит причиной возникновения детонации.
Указанные недостатки чугунных поршней в определенной мере присущи и стальным поршням. Однако стенки стальных поршней значительно тоньше стенок чугунных поршней, но сложность отливки удорожает их производство. Стальные поршни не получили распространения в автомобилестроении.
Потеряли практическую ценность и поршни из магниевых сплавов, основу которых составляет магнии, сплавленный с 5—10% алюминия. Такие сплавы отличаются малым удельным весом (1,8 г/см3, или 1,8-10^3 н/м3), но не обладают нужной прочностью.
Подавляющее большинство быстроходных карбюраторных двигателей и дизелей автомобильного типа снабжается поршнями, изготовленными из алюминиевых сплавов. Основу их составляет алюминий, сплавленный с медью (6—12%) или кремнием (до 23%). В зависимости от марки алюминиевые поршневые сплавы содержат в небольших (1,0—2,5%) количествах никель, железо, магний, а иногда до 0,5% титана. Особенно широко применяют теперь силумины — алюминиевые сплавы, содержащие примерно 13% кремния. Внедряются сплавы с 20 — 22% кремния.
Большим достоинством алюминиевых поршневых сплавов является то, что они примерно в 2,6 раза легче чугуна, обладают в 3—4 раза большей теплопроводностью и хорошими антифрикционными свойствами. Благодаря этому вес изготовленных из этих сплавов гак называемых алюминиевых поршней, как минимум, на 30% бывает легче чугунных, хотя стенки их по соображениям прочности делаются толще последних. Нагрев днища алюминиевых поршней обычно не превышает 250°С, что способствует лучшему наполнению цилиндров и в карбюраторных двигателях позволяет несколько увеличивать степень сжатия при работе на данном сорте топлива. Поэтому мощностные и экономические показатели двигателей при переходе на алюминиевые поршни улучшаются. Появляется возможность форсирования двигателей с целью повышения их мощности путем увеличения числа оборотов коленчатого вала.
Недостатками алюминиевых поршневых сплавов являются: большой коэффициент линейного расширения (примерно в 2 раза больший, чем у чугуна), значительное уменьшение механической прочности при нагреве (нагрев до температуры 300°С снижает их прочность на 50—55% против 10% у чугуна) и сравнительно малая износостойкость. Однако современные методы производства и конструкции алюминиевых поршней позволяют использовать алюминиевые сплавы для поршней любых быстроходных автомобильных двигателей.
Необходимое повышение механической прочности и износостойкости поршней из алюминиевых сплавов в зависимости от состава последних в определенной мере достигается путем одно- или многоступенчатой термической обработки. Например, в течение 12— 14 часов поршни выдерживают в нагревательной печи при температуре 175—200°С (близкой к рабочей). После завершения такого искусственного старения твердость поршней с 80 единиц по Бринеллю повышается до НВ 110—120 и резко увеличивается их долговечность.
Недопустимые для нормальной работы поршневой группы большие зазоры между стенками цилиндра и юбкой алюминиевого поршня, обусловливаемые высоким коэффициентом линейного расширения алюминиевых сплавов, устраняются применением рациональной конструкции для элементов поршня. Опыт показывает, что правильно спроектированные алюминиевые поршни могут работать с очень малыми зазорами, не вызывая стука даже в холодном состоянии. Достигается это с помощью компенсационных прорезей или вставок, которыми снабжают стенки юбки, приданием юбке овальной или овально-конусной формы, путем изолирования рабочей (направляющей) ее зоны от более горячей части поршня головки и принудительным охлаждением последней.
В практике автомобилестроения часто применяют сразу несколько дополняющих друг друга мероприятий. Основными из них являются:
1) разрез юбки по всей ее длине (рис. 2, а). Такой разрез, как правило, делают косым так, что верхний и нижний участки его перекрываются. Косой разрез не оставляет следа на стенках цилиндра и позволяет разрезанным стенкам юбки при их нагреве сходиться (сближаться) за счет уменьшения ширины прорези, обеспечивая тем самым свободное перемещение горячего поршня в цилиндре. Чтобы увеличить пружинящие свойства разрезанных стенок и уменьшить температуру их нагрева, юбка в этой зоне отделяется от головки широкой горизонтальной прорезью, которая обычно проходит по канавке нижнего поршневого кольца, как показано на рис. 2, а. Горизонтальная прорезь в данном случае является одновременно изолирующей, защищающей юбку от теплового потока, идущего со стороны более горячей головки, и дренажной, позволяющей отводить масло со стенок цилиндра.
Юбка с разрезом на всю ее длину выполняется цилиндрической а ширину прорези выбирают так, чтобы полностью исключалась возможность захватывания горячего поршня в цилиндре. Рассмотренный метод несколько снижает жесткость поршня и пригоден только для карбюраторных двигателей. Он используется в известном отечественном двигателе ЗИЛ-120, где тепловые зазоры между поршнем и цилиндром составляют 0,08—0,10 мм.
Поршни с полностью разрезанной юбкой устанавливаются в цилиндр так, чтобы разрезанная сторона юбки не нагружалась боковыми силами при рабочем ходе;
2) разрез юбки не на полную ее длину, а в виде Т- и П-образных прорезей (рис. 2, б, в). Такие прорези сочетаются с овальной формой юбки. Величина овала составляет 0,3—0,5 мм, причем большая ось его располагается перпендикулярно к оси поршневого пальца как показано на рис. 2. Вследствие этого юбка соприкасается со стенками цилиндра только в плоскости качания шатуна узкими полосками и при нагреве может свободно расширяться в обе стороны по оси поршневого пальца, увеличивая зону своего контакта с цилиндром.
В поршнях с Т- и П-образными разрезами изолирующие горизонтальные прорези между юбкой и головкой делают с обеих сторон бобышек, поэтому тепловой поток от головки направляется непосредственно на бобышки и не оказывает интенсивного влияния на нагрев стенок юбки в зоне их контакта с цилиндром. Эти виды прорезей придают юбке пружинящие свойства, облегчая этим деформацию ее стенок. Чтобы не допустить появление трещин на концах прорезей в связи с деформацией стенок, их засверливают, как показано на рис. 2.
Поршни с овальной, частично разрезанной юбкой обладают достаточной прочностью и обеспечивают удовлетворительную работу поршневой группы автомобильных двигателей с очень малыми тепловыми зазорами, составляющими в среднем 0,02—0,03 мм. Часто юбке таких поршней придают не только овальную, но и конусную форму, располагая большой диаметр усеченного конуса по нижней кромке юбки. Величина конусности составляет примерно 0,05 мм;
3) компенсационные вставки, ограничивающие тепловое расширение юбки в плоскости качания шатуна (рис. 2, г, д, е). Вставки применяются различной конструкции, но чаще всего они представляют собой пластины инварные или стальные, связывающие стенки юбки с бобышками поршня. Чтобы уменьшить при этом температуру нагрева юбки, последняя с двух сторон бобышек отделяется от головки поперечными изолирующими прорезями.
Инварные вставки, содержащие около 35% никеля, имеют весьма низкий коэффициент линейного расширения (в 10—11 раз меньший, чем у алюминиевых поршневых сплавов). С их помощью зазор между юбкой поршня и стенками цилиндра практически удается сохранять неизменным как в холодном, так и прогретом состоянии двигателя. Поршни с ииварными вставками обычно имеют развитые- холодильники и свободно расширяются только в направлениях оси поршневого пальца (см. рис. 2, д), не изменяя рассматриваемого зазора.
В настоящее время широко применяют более дешевые вставки из нелегированной стали, которые заливаются в бобышки так, что вместе с тонким слоем основного алюминиевого сплава поршня они образуют биметаллические пары (см. рис. 2, г). Вследствие разности коэффициентов линейного расширения стали и алюминиевого сплава при нагреве таких стенок они деформируются и придают юбке овальную форму, изгибаясь наружу в разные стороны по оси поршневого пальца, т. е. в сторону развитых холодильников. Такие поршни называются «автотермик». Они обладают хорошими эксплуатационными качествами, имеют повышенную прочность и жесткость, поэтому могут использоваться даже в дизелях.
Компенсационные вставки обеспечивают удовлетворительна ю работу поршневой группы с зазорами менее 0,02 мм. Иногда компенсационные вставки выполняются также в виде различных стальных колец, которые заливаются в верхнюю часть юбки, как показано на рис. 2, е.
Чтобы исключить ошибки при установке поршня в цилиндр, на одной из его бобышек отливают метку-надпись «назад», т. е. эта бобышка должна быть расположена со стороны маховика двигателя. Иногда для этой цели используется стрелка-указатель.
Цилиндрическая головка поршня с плоским днищем снабжена тремя канавками под поршневые кольца, причем в нижней канавке сделаны дренажные отверстия, а поперечные изолирующие прорези размещены под этой поршневой канавкой. Юбку поршня изготовляют с овальностью 0,36 мм и конусностью в пределах 0,013— 0,038 мм. По цилиндрам поршни подбираются с зазором 0,012— 0,024 мм.
Правильность подбора зазора проверяется ленточным щупом с размерами 0,05 X 13 мм, который устанавливают под углом 90° к оси поршневого пальца (при снятых поршневых кольцах).
Поршни дизелей работают с большей, чем в карбюраторных двигателях, механической и тепловой напряженностью, поэтому им придают форму, обеспечивающую возможно высокую прочность и жесткость. Они изготовляются сравнительно толстостенными литыми или штампованными (Штампованные или кованые поршни из легких сплавов бывают прочнее соответствующих литых и предпочтительно применяются в форсированных дизелях) со сплошной юбкой, т. е. с юбкой, не имеющей разрезов, прерывающих тепловые потоки и облегчающих деформацию стенок. Вследствие этого юбка всегда имеет повышенную температуру нагрева, что вынуждает устанавливать поршни в цилиндры с довольно большими зазорами. Для уменьшения этих зазоров юбку выполняют овальной или овально-конусной конструкции. В отдельных случаях днище и стенки головки поршня для уменьшения их нагрева дополнительно охлаждают струйкой масла, которое через форсунку, расположенную в головке шатуна, подастся на внутренние стенки головки.
Следовательно, поршни из легких сплавов с перазрезной (сплошной) юбкой, хотя и обладают повышенной прочностью и жесткостью, но обеспечивают удовлетворительную работу поршневой группы с зазорами, в 5—10 раз превышающими зазоры, которые в сопоставимых условиях допускаются для овально-конусных юбок с компенсационными прорезями и вставками.
2. Конструкция элементов поршневой группы.
Поршневая группа включает поршень, поршневые кольца (компрессионные и маслосъемные), поршневой палец и элементы, ограничивающие его осевые перемещения (для пальца плавающего типа).
Поршень обеспечивает необходимую для эффективной организации рабочего процесса форму камеры сгорания. Его днище воспринимает давление газов, развивающееся в надпоршневом пространстве при реализации в нем рабочего цикла, и через палец передает усилие на шатун.
В конструкции поршня принято выделять следующие элементы (рис. 10.3): головку 2 и юбку 1. Головка включает днище 4, огневой (жаровой) 5 и уплотняющий 3 пояса. Юбка поршня состоит из бобышек 6 и направляющей части.
На рис. 10.4 и 10.5 представлены наиболее типичные в настоящее время конструкции поршней дизелей и двигателей с искровым зажиганием.
Сложная конфигурация поршня, быстро меняющиеся по значению и направлению тепловые потоки, воздействующие на его элементы, приводят к неравномерному распределению температур по объему поршня, к значительным переменным по времени местным термическим напряжениям и деформациям.
Теплота, подводимая к поршню через его головку, отводится в охлаждаемую стенку цилиндра через компрессионные кольца(60. 70%), через юбку поршня (20. 30%), в систему смазывания через внутреннюю поверхность днища поршня (5. 10%). Поршень также воспринимает часть теплоты, выделяющейся в результате трения цилиндра и поршневой группы.
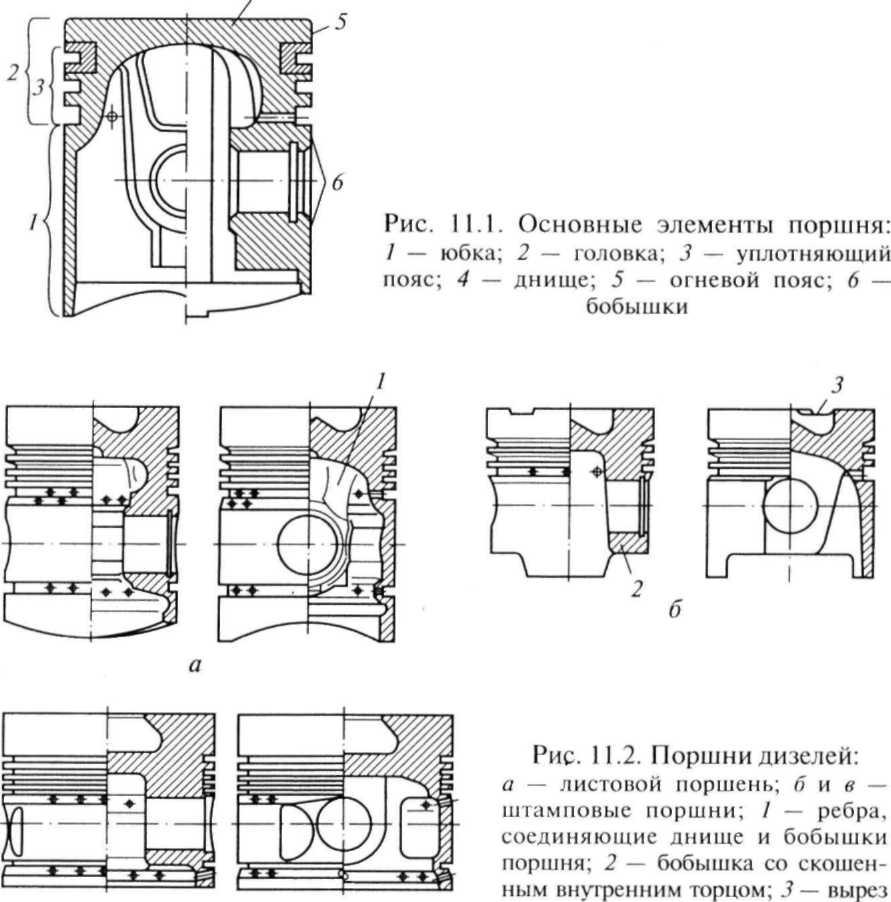
Рис. 10.3. Основные элементы поршня: 1 – юбка; 2 – головка; 3 – уплотняющий пояс; 4 – днище; 5 – огневой пояс; 6 – бобышки.
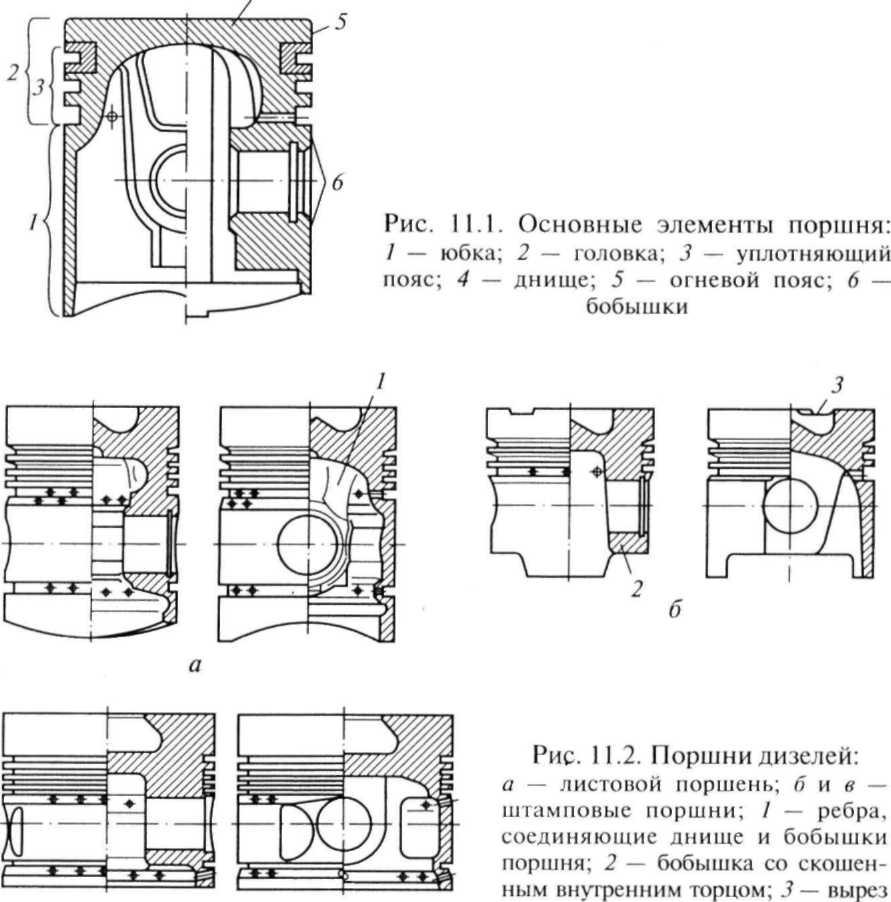
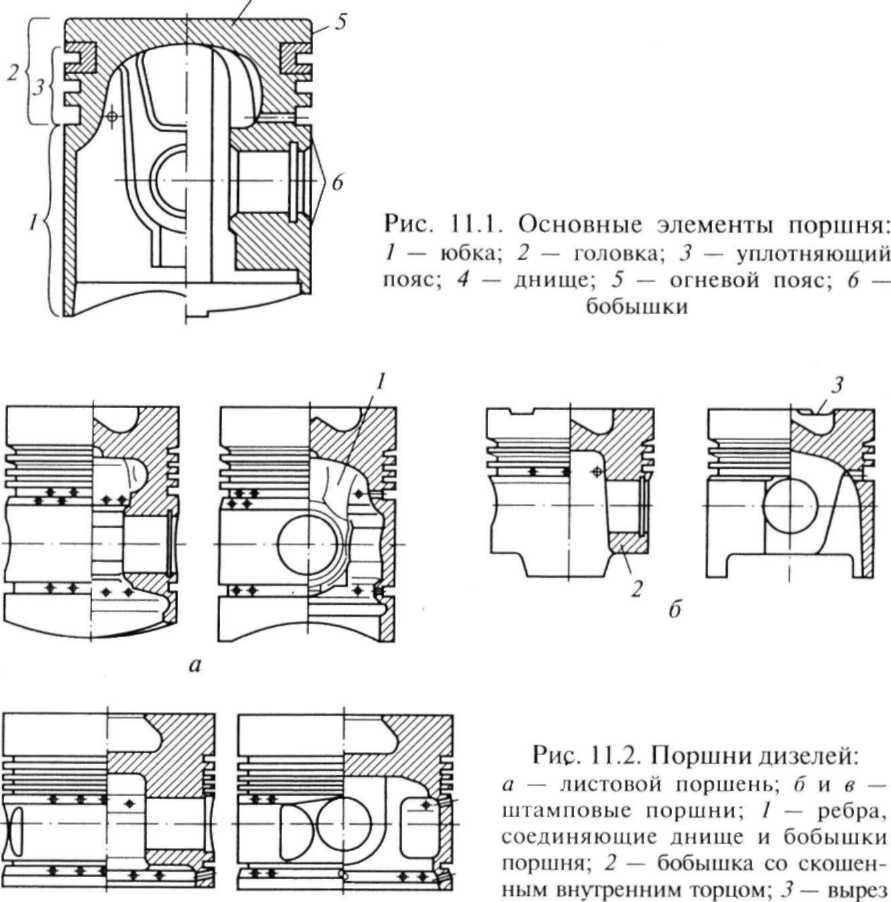
Рис. 10.4. Поршни дизелей: а – листовой поршень; б и в – штамповые поршни; 1 – ребра, соединяющие днище и бобышки поршня; 2 – бобышка со скошенным внутренним торцом; 3 – вырез.
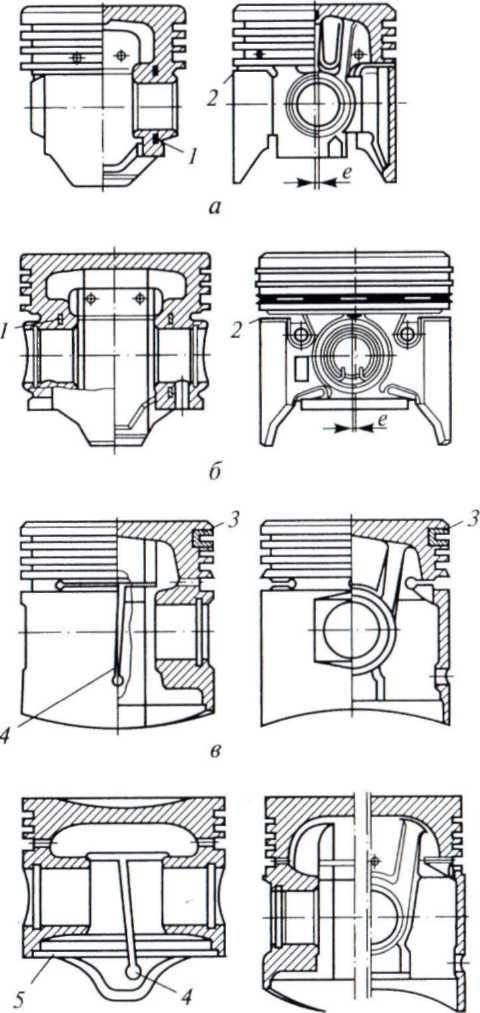
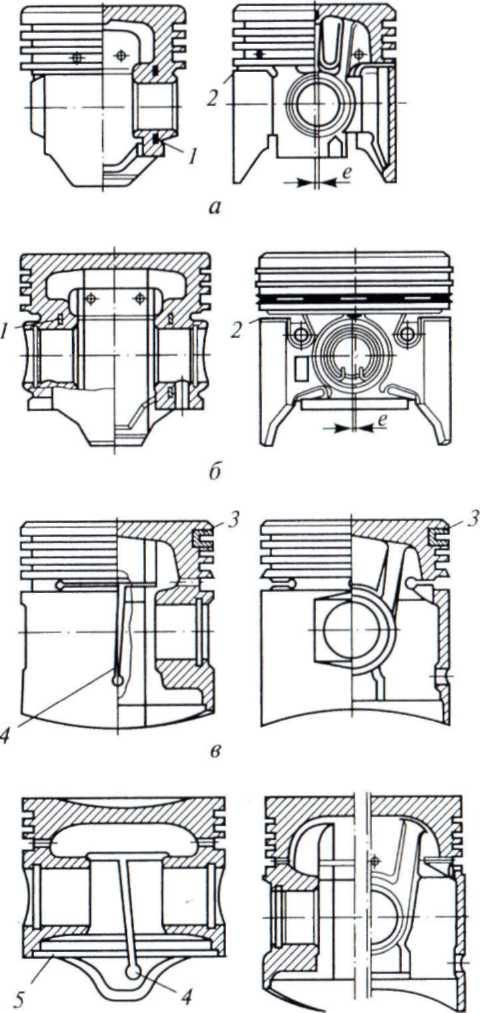
Рис. 10.5. Поршни двигателей с искровым зажиганием: а и б — поршни с поперечной прорезью и терморегулируюшей вставкой; в и г— поршни с Т-образной прорезью; 1 — терморегулирующая вставка; 2 — поперечная прорезь; 3 — вставка канавки под первое компрессионное кольцо; 4 — Т-образная прорезь; 5 — зона выборки металла для подгонки по массе; е — дезаксаж поршня
Для изготовления поршней автомобильных двигателей в основном используют алюминиевые сплавы, реже серый или ковкий чугун, а также композиционные материалы.
Алюминиевые сплавы имеют малую плотность, что обеспечивает небольшую массу поршня и, следовательно, низкие инерционные нагрузки на детали КШМ. Хорошая теплопроводность применяемых материалов позволяет уменьшать теплонапряженность деталей поршневой группы. Низкие значения коэффициента трения в паре с чугунными или стальными гильзами обеспечивают меньшие внутренние потери. Однако у данных материалов есть серьезные недостатки: невысокая усталостная прочность, уменьшающаяся при повышении температуры, большой коэффициент линейного расширения, недостаточная износостойкость, сравнительно высокая стоимость.
При изготовлении поршней используют два вида силуминов — алюминиевых сплавов с повышенным содержанием кремния: эвтектические (11. 14%) и заэвтектические (17. 25%). Увеличение содержания кремния в сплаве уменьшает коэффициент линейного расширения, повышает термо- и износостойкость, но ухудшает его литейные качества и увеличивает стоимость производства.
Для улучшения свойств силуминов в них вводят различные легирующие добавки: натрий, азот, фосфор повышают износостойкость сплава, а никель, хром, магний повышают жаропрочность и твердость конструкции. Добавка до 6 % меди повышает усталостную прочность и теплопроводность, улучшает литейные качества и снижает стоимость изготовления, но несколько снижается износостойкость поршня.
Поршневые компрессионные кольца, кроме основной функции, обеспечивают отвод значительной доли теплоты от поршня в стенки цилиндра. Конструкции наиболее распространенных в автотракторных двигателях компрессионных колец приведены на рис. 10.6.
Кольца с прямоугольным поперечным сечением (рис. 10.6, а) просты в изготовлении, имеют большую площадь контакта по рабочей поверхности со стенкой цилиндра, что способствует хорошему теплоотводу от головки поршня в систему охлаждения. Однако их недостатком является трудность приработки рабочей поверхности к зеркалу цилиндра.
Кольца с конической рабочей поверхностью («минутные») имеют угол наклона рабочей поверхности к зеркалу цилиндра 15. 30′ (рис. 10.6, б). Благодаря повышенному давлению на рабочей (нижней) кромке они быстро прирабатываются, после чего приобретают все качества колец с прямоугольным сечением. Однако производство таких колец более сложное.
Достоинства прямоугольного и конического сечений в значительной мере объединены в конструкции скручивающихся (торсионных) колец (рис. 10.6, г, д, к). В рабочем состоянии такое кольцо скручивается за счет большей его деформации в верхней зоне сечения, и его рабочая поверхность контактирует с зеркалом цилиндра под углом, работая как «минутное» кольцо.
Это способствует быстрой его приработке. Однако такие кольца плохо контактируют со стенками канавки, что затрудняет теплообмен через них между головкой поршня и стенкой цилиндра.
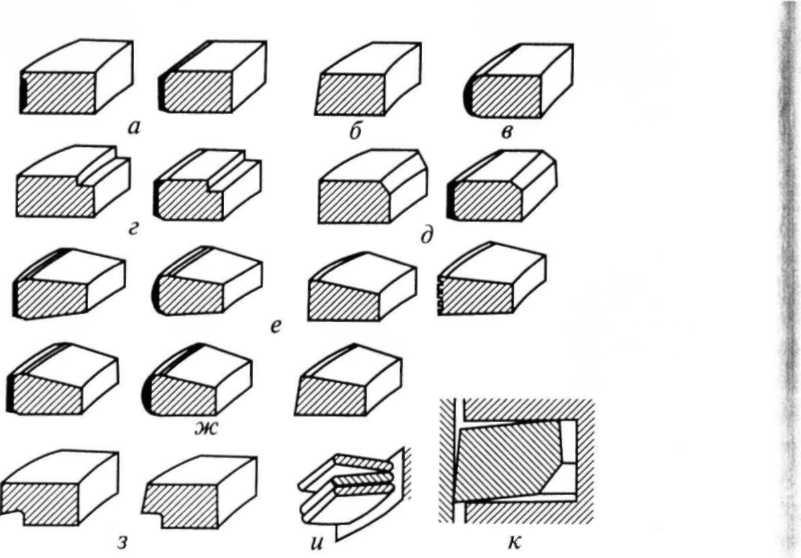
Рис. 10.6. Основные конструктивные решения компрессионных поршневых колец (поперечное сечение): а — прямоугольное; б — коническое («минутное»); в — бочкообразное; г и д — прямоугольное с внутренней выточкой; е и ж — трапециевидное (симметричное и несимметричное); з — скребковое; и — стальное витое, к — торсионное с обратным закручиванием
Бочкообразная рабочая поверхность кольца (рис. 10.6, в) (симметричная или асимметричная) обеспечивает оптимальное распределение масла по ходу поршня, исключает кромочный контакт кольца с цилиндром и, следовательно, разрыв масляной пленки при перекладке поршня. Такое кольцо быстро и хорошо прирабатывается к зеркалу цилиндра.
Кольца с поперечным сечением в виде односторонней или двусторонней трапеции (рис. 10.6, е, ж) и с прямоугольной или бочкообразной рабочей поверхностью хорошо противостоят пригоранию даже при повышенных температурах в зоне канавки. Осевое и радиальное движения поршня при перекладке приводят к изменению зазора между торцовыми поверхностями кольца и канавки поршня, что вызывает разрушение нагара в нем. Кольца с односторонней трапецией из-за их несимметричности обладают всеми свойствами торсионных колец.
Конический скос в виде проточек нижней части рабочей поверхности у скребковых колец (рис. 10.6, з) приводит к уменьшению ее площади и, следовательно, к увеличению радиального давления кольца на зеркало цилиндра. Такое кольцо, оставаясь компрессионным, может частично выполнять функцию маслосъемного.
Нижнее компрессионное кольцо иногда выполняют торсионным (рис. 10.6, к) с обратным закручиванием вследствие расположения ослабляющей проточки в нижней части сечения и одновременного наклона рабочей поверхности. При скручивании его в рабочем положении обеспечивается контакт с цилиндром по нижней кромке. По функциональным качествам оно близко к скребковому кольцу.
Лабиринтное уплотнение компрессионных колец обладает насосным действием, т.е. способствует перекачке масла из зазора в камеру сгорания.
Маслосъемные кольца регулируют режим смазывания. Их конструкция должна обеспечивать хороший съем со стенок излишков масла, а также распределение его по зеркалу цилиндра в виде пленки постоянной толщины.
Чугунные монолитные кольца с витым цилиндрическим пружинным расширителем браслетного типа (рис. 10.7, б) характеризуются высокой гибкостью и обеспечивают равномерное распределение давления по высоте кольца. Внутреннюю поверхность кольца выполняют в виде полуокружности или V-образной формы. В первом случае пружина быстрее прирабатывается, однако она может закрывать часть площади дренажных окон. Этот тип кольца используют практически на всех автомобильных дизелях и примерно на трети конструкций двигателей с искровым зажиганием.
Система из двух колец скребкового типа (рис. 10.7, в) устанавливаемых в одну канавку (верхнее кольцо при этом имеет дренажные прорези), характеризуется независимой работой колец, что улучшает их функционирование при движении поршня с некоторым перекосом.
Стальные составные (сборные) хромированные маслосъемные кольца (рис. 10.7, д, е) имеют две кольцевые опорные пластины и расширители (осевой и радиальный или тангенциальный) и используются в основном на двигателях с искровым зажиганием.
Расширители за счет собственной упругости позволяют повысить давление кольца на стенку при минимальной его радиальной толщине.
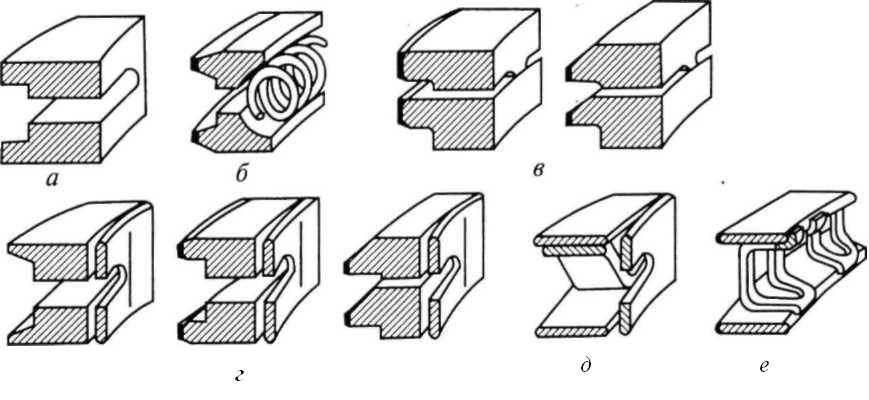
Рис. 10.7. Основные конструктивные решения маслосъемных колец: а — коробчатого типа без расширителя; б — коробчатого типа с витым пружинным расширителем; в — два скребковых кольца; г — коробчатого типа с радиальным расширителем; д — с радиальным и осевым расширителем; е — с тангенциальным расширителем
Качественное выполнение функций поршневой группой достигается не только конструкцией отдельных колец, но и правильным сочетанием их в комплекте. Например, если верхнее компрессионное кольцо имеет прямоугольное сечение с бочкообразной рабочей поверхностью, то нижнее должно быть скребковым, торсионным или «минутным».
У высокофорсированных дизелей сложно обеспечить температуру в зоне канавки первого компрессионного кольца ниже температуры коксования масла. Поэтому в качестве первого компрессионного используют кольцо с двусторонней трапецией (до 75 % всех моделей), а нижнее — прямоугольного сечения (до 40 %), скребкового (до 35 %) или в виде двусторонней трапеции (до 25 %).
Материалом для поршневых колец в основном служит специальный серый высокопрочный чугун, который обладает высокими стабильными показателями прочности и упругости при рабочей температуре в течение всего срока службы кольца, высокой износостойкостью в условиях граничного трения, хорошими антифрикционными свойствами, способностью достаточно быстро и эффективно прирабатываться к поверхности цилиндра. Легирующие добавки Сr, Ni, Мо, W способствуют повышению термостойкости колец.