2. Марки масел, применяемые для системы смазки двигателя и системы гидроуправления и смазки силовой передачи нормы, расхода
Масло применяемое для системы смазки двигателя: М16ИХП-3, заправочная вместимость системы – 65 литров, минимальное количество масла в баках: 20 литров.
Система гидроуправления и смазки: Применяемые масла: основное – ТСЗп-8, дублирующее – МТ-8п.
Общая вместимость системы – 57 л.
Заправочная вместимость бака – 42 л.
Для системы смазки двигателя – всесезонно
Для системы гидроуправления и смазки трансмиссии — всесезонно
Для смазки подшипников, валиков, осей и шарнирных соединений приводов управления механизмами силовой передачи и топливным насосом — всесезонно
Нормы расхода смазочных материалов берутся в процентах от расхода топлива
Наработка двигателя на дублирующих (резервных) марках топлив и их смесях с основными марками ограничена.
Количество часов наработки определяется заводской инструкцией (паспортом) по эксплуатации двигателя. При постановке машин на кратковременное и длительное хранение резервные марки топлив следует заменять основными
Вариант № 11.
1. Деление БТВТ на группы эксплуатации и по назначению, годовые нормы расхода моторесурсов по группам эксплуатации.
2. Назначение, общее устройство стопора ВТ (вращающегося транспортера).
3. Назначение, общее устройство электромашинного привода стабилизатора башни.
4. Устройство основных частей АЗ, подготовка АЗ к работе.
Деление БТВТ по назначению и на группы эксплуатации
Деление БТВТ ( бронетанкового вооружения и техники)
БТВ (бронетанковое вооружение) танки , САУ (самоходные установки) , БМП , БТР , БРДМ
БТТ (бронетанковая техника) средства ТО и Р ( технического обслуживания и ремонта) , тягачи , МТП
по группам эксплуатации:
Боевая группа эксплуатации (норма расхода для боевой группы эксплуатации 300 км)
Смазочные масла — классификация, виды и применение
Смазочные масла являются наиболее популярным видом жидких смазок для узлов трения машин и механизмов, выполняют функции рабочего тела в гидравлических приводах и амортизаторах, используются в качестве СОЖ при металлообработке, охлаждающей и изолирующей жидкости в масляных трансформаторах.
Виды смазочных масел по химическому составу и их характеристики
По химическому составу смазочные масла делятся на следующие виды: минеральные (нефтяные), органические (животного и растительного происхождения), синтетические, полусинтетические.
 Органические масла обладают отличными смазывающими свойствами и экологически безопасны, но работают в очень узком диапазоне температур. Кроме того, они дорого стоят, поэтому в чистом виде используются крайне редко.
Органические масла обладают отличными смазывающими свойствами и экологически безопасны, но работают в очень узком диапазоне температур. Кроме того, они дорого стоят, поэтому в чистом виде используются крайне редко.
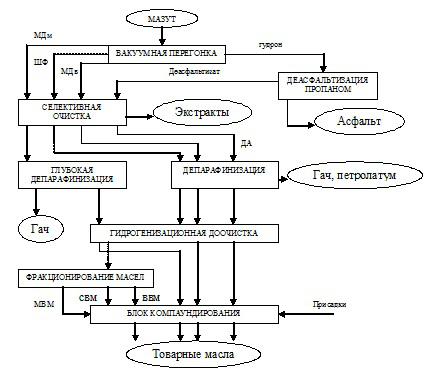
Минеральные масла, которые производят из мазута (Рис.1), имеют самое выгодное соотношение цены и эксплуатационных характеристик для промышленного применения. В зависимости от способа получения, они разделяются на дистиллятные (продукты вакумной перегонки мазута) и остаточные (получают путем деасфальтизации тяжелых нефтяных остатков, образующихся при дистилляции мазута).
Дистиллятные масла превосходят остаточные по термостабильности и вязкостно-температурным свойствам, но существенно уступают им по смазывающей способности. Смешивая их в определенных пропорциях, получают товарные масла – компаундированные смазки с требуемыми техническими характеристиками.
С целью улучшения эксплуатационных свойств в состав минеральных смазочных масел вводят антифрикционные, противозадирные, антипенные, моющие и прочие присадки.
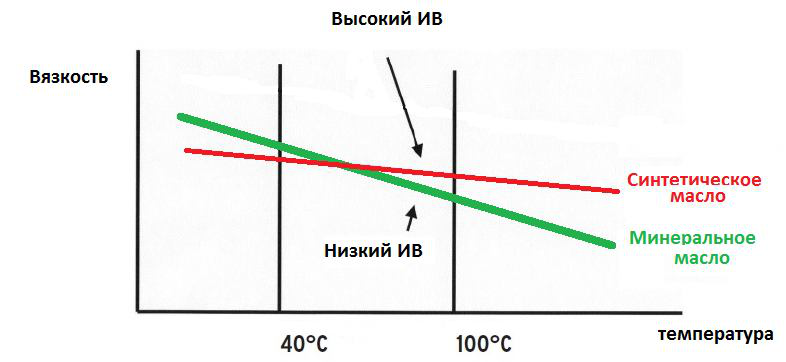
Синтетические масла – это продукты химической переработки нефти или природного газа, в результате которой синтезируются смазочн
ые жидкости с заданными техническими характеристиками (особо высоким индексом вязкости (Рис.2), малой склонностью к пенообразованию, низкой летучестью и т.д.). Стоят они в 2 – 3 раза дороже минеральных, но окупаются тем, что гарантируют легкий пуск и устойчивую работу механизмов в широчайшем диапазоне рабочих температур, обеспечивают экономию энергии за счет меньших потерь мощности на трение, гораздо дольше служат.
Полусинтетические смазочные материалы, в состав которых входит 50%-70% минералки и 30%-50% синтетики, объединяют в себе доступную стоимость и хорошие эксплуатационные характеристики (зависят от процентного соотношения базовой основы и пакета присадок).
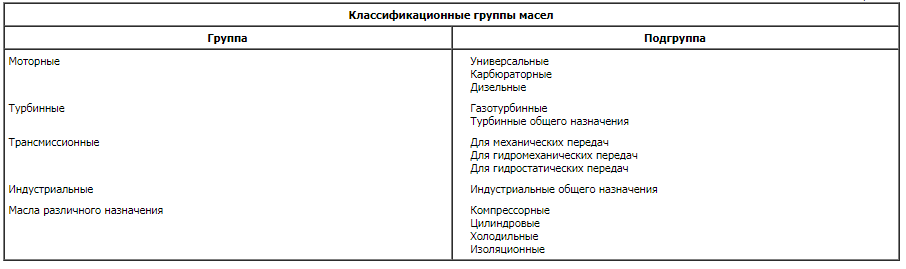
Классификация смазочных масел по назначению
В соответствии с ГОСТ 4.24-84 смазочные масла делятся по основному назначению на следующие группы и подгруппы (Табл.1):
Классификацию основных групп смазочных масел по рекомендуемым областям назначения и применения, а также их маркировку регламентируют соответствующие ГОСТы. Например моторные масла, в зависимости от эксплуатационных свойств, согласно ГОСТ 17479.1-85 делятся на группы А, Б, В, Г, Д, Е (Табл.2):
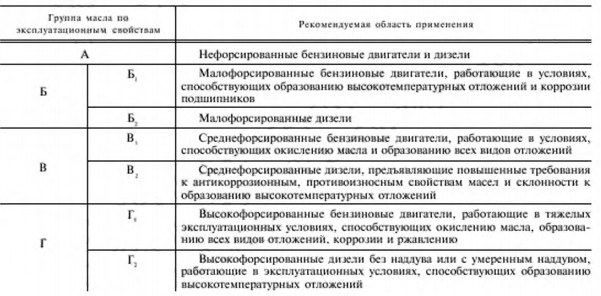
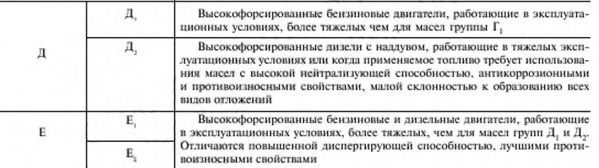
Индекс 1 присваивается маслам для бензиновых двигателей, индекс 2 – для дизельных. Масла, которые подходят для использования в двигателях обоих типов с одинаковым уровнем форсирования, не имеют индекса в обозначении. Если в маркировке присутствует двойное обозначение, то первое из них указывает на возможность применения в дизельных двигателях, а второе – в бензиновых.
С появлением на российском рынке импортных смазочных материалов у автомобилистов большей популярностью пользуется классификация моторных масел по международным системам – ACEA, API, SAE.
От чего зависит область применения смазочных масел
Область применения смазочных масел зависит от их эксплуатационно-технических свойств, основными из которых являются:
вязкость и плотность при самой низкой, нормальной и максимальной рабочей температуре (эти показатели влияют на легкость холодного пуска оборудования, прочность смазывающей пленки, герметичность зазоров в цилиндропоршневых группах);
температура застывания – ее значение должно быть ниже минимальной температуры окружающей среды в предполагаемых условиях эксплуатации;
температуры вспышки и воспламенения – чем они выше, тем меньше пожаро- и взрывоопасность машин и механизмов, технологических процессов;
кислотное число – определяет антикоррозионные свойства;
маслянистость (липкость) – способность создавать на трущихся поверхностях надежную смазывающую пленку.
При работе механизмов в высокотемпературном режиме следует обращать особое внимание на зольность (с ее увеличением возрастает риск ускоренного абразивного износа трущихся деталей) и коксуемость (склонность к образованию нагара) масла.
Важные нюансы при выборе смазочных масел
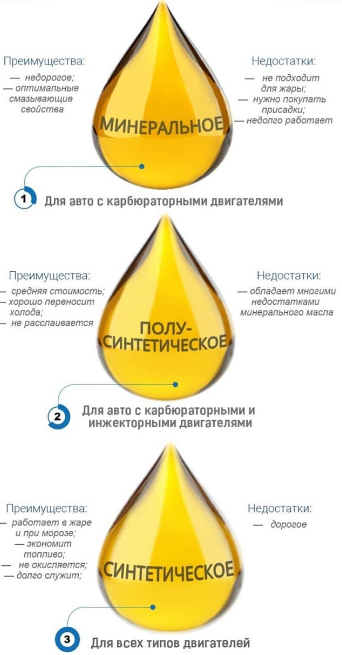
Каждый вид смазочного масла имеет свои преимущества и недостатки (Рис.2).
Поэтому при подборе смазки для конкретного механизма следует учитывать:
- условия его работы (температура, влажность, степень агрессивности окружающей среды);
- эксплуатационные нагрузки (скоростной и температурный режим, удельное давление в зоне контакта);
- материалы трущихся поверхностей;
- износ контактирующих деталей (с его увеличением необходимо применять масло с большей вязкостью и плотностью).
Кроме назначения, предусмотренного ГОСТом, необходимо учитывать и стоимость смазочного масла. Так, для смазки узлов трения, работающих в щадящих условиях (при невысоких температурах и давлениях, отсутствии агрессивных сред), отлично подходит самая дешевая бесприсадочная минералка. Для механизмов, условия эксплуатации которых предъявляют повышенные требования к противоизносным, антиокислительным, противозадирным, противоскачковым, адгезионным свойствам смазочных материалов применяются более дорогие минеральные, полусинтетические или синтетические масла с соответствующими присадками.
Важнейшее значение при выборе смазочного масла имеет индекс вязкости (ИВ) — зависимость вязкости (ν) от температуры. Его можно вычислить по формулам, приведенным в ГОСТ 25371-97, или воспользоваться номограммой Виноградова (Рис.3).
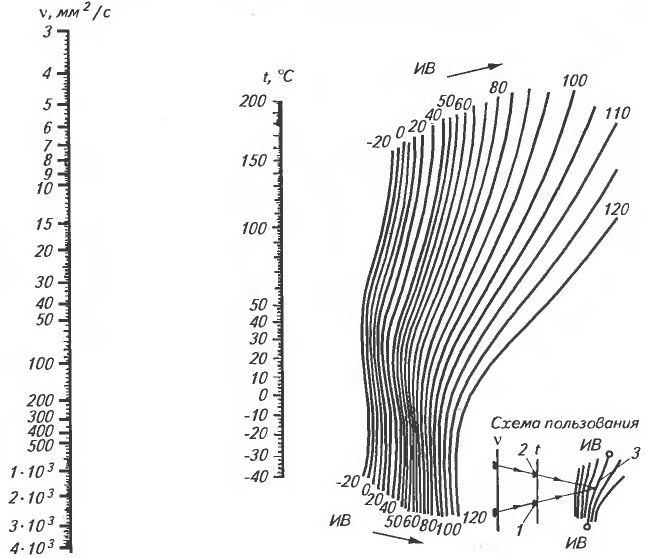
Чем выше ИВ, тем шире температурный диапазон эксплуатации машин и механизмов (обеспечивается легкий холодный пуск и надежная смазка узлов трения при максимальных рабочих температурах).
Какое масло выбрать – отечественное или импортное?
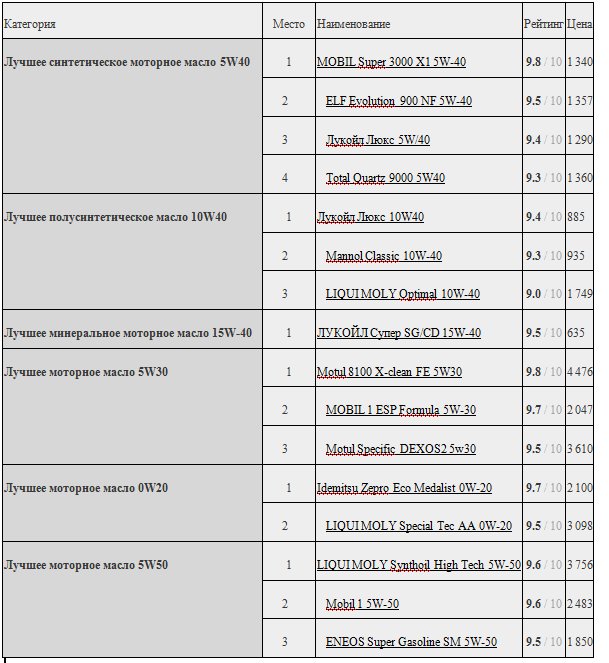
В наибольшей степени этот вопрос волнует автомобилистов. Еще совсем недавно ответ на него был однозначным – импортное. Но посмотрите рейтинг лучших моторных масел 2019 года, составленный специалистами «Эксперта цен» (табл.3): оказывается, масло марки Лукойл при более низкой стоимости достойно конкурирует с передовыми мировыми брендами >LIQUI MOLY, Total, ELF, MOBIL</a> и Motul. Причем Лукойл Люкс 10W40 при вдвое меньшей стоимости переигрывает LIQUI MOLY Optimal 10W-40, а очень дешевая минералка ЛУКОЙЛ Супер SG/CD 15W-40 и вовсе не имеет конкурентов в категории «Лучшее минеральное моторное масло 15W-40»!
Конечно же, если ваше авто на гарантии, в двигатель нужно заливать исключительно масло, которое указано производителем. После снятия с гарантии для автомобилей, способных по паспорту «переваривать» масла SG/CD, нет смысла покупать дорогую импортную минералку – при соблюдении интервалов замены «Лукойл Супер» не доставит проблем при эксплуатации.
Не забывайте о том, что любые смазочные материалы стоит покупать только в авторизованных точках продаж и у официальных дилеров отечественных и зарубежных производителей. Это исключает риск приобрести подделку, которая может привести к некорректной работе и даже поломке дорогостоящей техники.
Общие требования и свойства масел
Гидравлические масла (рабочие жидкости для гидравлических систем) разделяют на нефтяные, синтетические и водно-гликолевые. По назначению их делят в соответствии с областью применения:
- для летательных аппаратов, мобильной наземной, речной и морской техники;
- для гидротормозных и амортизаторных устройств различных машин;
- для гидроприводов, гидропередач и циркуляционных масляных систем различных агрегатов, машин и механизмов, составляющих оборудование промышленных предприятий.
В данной статье рассмотрены рабочие жидкости и гидравлические масла для гидросистем мобильной техники, обозначенные ГОСТ 17479.3–85 как гидравлические масла, а также некоторые наиболее распространенные гидротормозные и амортизаторные жидкости на нефтяной и синтетической основах.
Основная функция рабочих жидкостей (жидких сред) для гидравлических систем — передача механической энергии от ее источника к месту использования с изменением значения или направления приложенной силы.
Гидравлический привод не может действовать без жидкой рабочей среды, являющейся необходимым конструкционным элементом любой гидравлической системы.
В постоянном совершенствовании конструкций гидроприводов отмечаются следующие тенденции:
- повышение рабочих давлений и связанное с этим расширение верхних температурных пределов эксплуатации рабочих жидкостей;
- уменьшение общей массы привода или увеличение отношения передаваемой мощности к массе, что обусловливает более интенсивную эксплуатацию рабочей жидкости;
- уменьшение рабочих зазоров между деталями рабочего органа (выходной и приемной полостей гидросистемы), что ужесточает требования к чистоте рабочей жидкости (или ее фильтруемости при наличии фильтров в гидросистемах).
С целью удовлетворения требований, продиктованных указанными тенденциями развития гидроприводов, современные рабочие жидкости (гидравлические масла) для них должны обладать определенными характеристиками:
- иметь оптимальный уровень вязкости и хорошие вязкостно-температурные свойства в широком диапазоне температур, т.е. высокий индекс вязкости;
- отличаться высоким антиокислительным потенциалом, а также термической и химической стабильностью, обеспечивающими длительную бессменную работу жидкости в гидросистеме;
- защищать детали гидропривода от коррозии;
- гидравлические масла должны обладать хорошей фильтруемостью;
- иметь необходимые деаэрирующие, деэмульгирующие и антипенные свойства;
- предохранять детали гидросистемы от износа;
- быть совместимыми с материалами гидросистемы.
Большинство массовых сортов гидравлических масел вырабатывают на основе хорошо очищенных базовых масел, получаемых из рядовых нефтяных фракций с использованием современных технологических процессов экстракционной и гидрокаталитической очистки.
Физико-химические и эксплуатационные свойства современных гидравлических масел значительно улучшаются при введении в них функциональных присадок — антиокислительных, антикоррозионных, противоизносных, антипенных и др.
Система обозначения гидравлических масел
Принятая в мире классификация минеральных гидравлических масел основана на их вязкости и наличии присадок, обеспечивающих необходимый уровень эксплуатационных свойств.
В соответствии с ГОСТ 17479.3–85 (“Масла гидравлические. Классификация и обозначение”) обозначение отечественных гидравлических масел состоит из групп знаков, первая из которых обозначается буквами “МГ” (минеральное гидравлическое), вторая — цифрами и характеризует класс кинематической вязкости, третья — буквами и указывает на принадлежность масла к группе по эксплуатационным свойствам.
Классы вязкости гидравлических масел
Класс вязкости
Кинематическая вязкость при 40 °С, мм2/с
По ГОСТ 17479.3-85 (аналогично международному стандарту ISO 3448) гидравлические масла по значению вязкости при 40 °С делятся на 10 классов (см. таблицу).
В зависимости от эксплуатационных свойств и состава (наличия соответствующих функциональных присадок) гидравлические масла делят на группы А, Б и В.
Группа А (группа НН по ISО) — нефтяные масла без присадок, применяемые в малонагруженных гидросистемах с шестеренными или поршневыми насосами, работающими при давлении до 15 МПа и максимальной температуре масла в объеме до 80 °С.
Группа Б (группа HL по ISO) — масла с антиокислительными и антикоррозионными присадками. Предназначены для средненапряженных гидросистем с различными насосами, работающими при давлениях до 2,5 МПа и температуре масла в объеме свыше 80 °С.
Группа В (группа HM по ISO) — хорошо очищенные масла с антиокислительными, антикоррозионными и противоизносными присадками. Предназначены для гидросистем, работающих при давлении свыше 25 МПа и температуре масла в объеме свыше 90 °С.
В масла всех указанных групп могут быть введены загущающие (вязкостные) и антипенные присадки.
Загущенные вязкостными полимерными присадками гидравлические масла соответствуют группе НV по ISO 6743/4.
В таблице приведено обозначение гидравлических масел существующего ассортимента в соответстствии с классификацией по ГОСТ 17479.3-85.
В таблице кроме чисто гидравлических масел включены масла марок «А», «Р», МГТ, отнесенные к категории трансмиссионных масел для гидромеханических передач. Однако благодаря высокому индексу вязкости, хорошим низкотемпературным и эксплуатационным свойствам и из-за отсутствия гидравлических масел такого уровня вязкости они также используются в гидрообъемных передачах и гидросистемах навесного оборудования наземной техники.
Некоторые давно разработанные и выпускаемые гидравлические масла по значению вязкости нестрого соответствуют классу по классификации, обозначенной ГОСТ 17479.3-85, а занимают промежуточное положение. Например, масло ГТ-50, имеющее вязкость при 40 °С 17-18 мм2/с, находится в ряду классификации между 15 и 22 классами вязкости.
По вязкостным свойствам гидравлические масла условно делятся на следующие:
- маловязкие — классы вязкости с 5 по 15;
- средневязкие — классы вязкости 22 и 32;
- вязкие — классы вязкости с 46 по 150.
Обозначение товарных гидравлических масел
Обозначение масла по ГОСТ 17479.3-85
Товарная марка
Ассортимент гидравлических масел
Маловязкие гидравлические масла
Масло гидравлическое МГЕ-4А (ОСТ 38 01281-82) — глубокоочищенная легкая фракция, получаемая гидрокрекингом из смеси парафинистых нефтей, загущенная вязкостной присадкой. Содержит ингибиторы окисления и коррозии. Обладает исключительно хорошими низкотемпературными свойствами.
Масло МГЕ-10А (ОСТ 38 01281-82) — глубокодеароматизированная низкозастывающая фракция, получаемая из продуктов гидрокрекинга смеси парафинистых нефтей. Содержит загущающую, антиокислительную, антикоррозионную и противоизносную присадки. Масло предназначено для работы в диапазоне температур от -(60-65) до +(70-75) °С.
Характеристики низкозастывающих маловязких гидравлических масел
Какое масло надо заливать в токарный станок, обзор популярных марок
Срок службы токарного станка в значительной степени зависит от правильного функционирования системы смазки деталей, поверхности которых постоянно трутся друг о друга. Поэт ому очень важно знать, какое масло заливается в токарный станок, какой марки и какие у него должны быть характеристики.

Для каких станков используется масло
Если рассматривать масло как элемент системы технического обслуживания, то смазку необходимо подводить ко всем подвижным узлам токарного станка. Это определяет карта смазки, которая обязательно прилагается к паспорту на токарный станок.
Смазочные материалы защищают поверхности и детали агрегатов от следующих неблагоприятных факторов:
- высокой температуры;
- повышенных значений контактного давления;
- пыли;
- трения;
- влаги.
Масло в токарном станке выполняет следующие функции:
- Защищает механизм и все детали от износа.
- Для отвода продуктов износа от рабочей зоны.
- Отводит тепло.
- Уменьшает коэффициент трения.
Отказы машин по причине отсутствия или малой подачи смазки легко идентифицировать, когда возникает катастрофическая проблема. Однако в других случаях связь с отказом смазки может быть неочевидной.
Например, когда поломка токарного станка сочетается с другими механическими/эксплуатационными факторами: в этом случае отказ системы смазки влияет на производительность или эффективность металлообработки, но не приводит к катастрофическим проблемам. Некоторые из подобных ситуаций рассматриваются далее.

Изменение качества выпускаемой продукции при отсутствии СОЖ
При недостатке смазки режущие инструменты токарного станка затупляются быстрее, что приводит к ухудшению шероховатости обработанной поверхности. С другой стороны, малое количество смазки вызывает прогрессирующий рост трения скольжения, в результате чего необходимые зазоры в узлах увеличиваются. Появляется радиальное биение соприкасающихся деталей, понижающее точность металлообработки.
Для достижения стабильных показателей точности обработки необходима постоянная очистка смазки от механических взвесей, для чего необходимо постоянно следить за работоспособностью фильтров. Исправно действующие фильтры предупреждают появление частиц стружки, которые могут обратно попадать на поверхность заготовки, вызывая на ней образование царапин. При этом сами элементы циркуляции СОЖ также должны быть защищены от абразивной стружки фильтрами.
Улучшению качества механической обработки способствует использование СОЖ, в составе которых имеются противозадирные присадки. Такие масла содержат повышенное количество маслорастворимых сульфидов.
Наличие механических повреждений
Этот фактор существенен для узлов и деталей токарного станка, которые в процессе его работы совершают вращательное или возвратно-поступательное движении. К группе риска относят:
- зубчатые колёса и шестерни;
- все детали шпинделя;
- все шлицевые соединения;
- направляющие суппорта;
- подшипники.
Механические повреждения зубчатых передач обусловлены интенсивным контактным трением, недопустимым изменением свойств окружающей среды, физико-химическими процессами окисления смазки. Совокупное действие этих факторов приводит к таким явлениям, как истирание, задир и выкрашивание зубьев; это же можно сказать и о износе червячных передач. Истирание характерно для малых контактных скоростей, выкрашивание – при умеренных и задир – при высоких.
При любом виде износа мощность, необходимая для работоспособности узла самопроизвольно возрастает, что приводит к росту нагрузок. Материал, не рассчитанный на такие нагрузки, разрушается.
Исследования причин выхода из строя подшипников на токарном станке показывают: более 60 % их повреждений связаны со смазкой. Поэтому подшипники и другие вращающиеся компоненты токарного станка требуют оптимальных значений толщины смазочной пленки, которая разделяет контактирующие между собой металлические детали и уменьшает их износ.
Решение этой проблемы — химически сложный механизм, который зависит от термической стабильности смазки, степени её загрязнения, своевременности пополнения и недопустимости использования разнородных смазок.
Чрезмерный нагрев деталей
В процессе высокоскоростной механической обработки на токарном станке все металлы выделяют тепло, поскольку трутся один об другого, выделяя при этом значительную энергию. Термическая деформация происходит тогда, когда, если один из элементов достигает слишком высокой температуры, что приводит к ликвидации нормальных технологических зазоров и уменьшению вязкости смазки.
Из этого следует, что смазка, которая должна была бы снизить вероятность перегрева (за счет уменьшения трения элементов) фактически превращается в один из факторов увеличения износа.
Перегрев растёт, если:
- уменьшается количество смазки, поступающей в зону контакта токарного станка;
- изменяется состав смазки, главным образом, за счёт появления вторичных химических соединений или мельчайших механических частиц;
- используются труднообрабатываемые материалы.
Поскольку универсальной смазки не существует, то их производители всегда указывают диапазон работоспособности продуктов, в зависимости от которой производится настройка системы смазки токарных станков.
Толщина смазочной пленки, обеспечивающей разделение движущихся частей, чтобы свести к минимуму трение, износ и чрезмерное тепловыделение, должна:
- Действовать как теплоноситель для охлаждения компонентов машины.
- Передавать необходимое усилие и/или работу.
- Обеспечивать возможность удаления загрязняющих веществ из смазочного материала.
Кроме того, смазка должна предотвращать появление узлов схватывания, которые ведут к перегреву деталей.
Способы смазки
- Периодическая ручная смазка — через закрытые технические отверстия во время работы токарного станка. Для этого можно использовать шприц или специальную масленку. Для подачи масла в труднодоступные места токарного станка используется поршневой насос с ручным управлением.
- Капельный или фитильный метод — осуществляется в специальной емкости с помощью капельного или фитильного масленки. Смазочный материал непрерывно поступает из последнего на поверхность детали под действием капиллярной силы.
- Циркуляционная смазка осуществляется с помощью гидравлического насоса, который подает масло под давлением непосредственно к механизму токарного станка. Жидкость течет естественным образом. Количество масла контролируется специальным устройством.
- Картерный метод — заключается в разбрызгивании масла быстро движущимися крыльчатками или шестеренками, погруженными в смазку и соединенными с вращающимися частями оборудования.
- Комбинированная смазка — используется в тех случаях, когда вышеперечисленные методы не обеспечивают оптимальную смазку не только механизма, но и компонентов токарного станка.
Определяющие характеристики масла для токарного станка
- Плотность — этот показатель оказывает значительное влияние на характеристики масла для токарного станка, используемого в гидравлических системах. Именно плотность жидкости снижает передающие качества.
- Вязкость — это параметр, который напрямую влияет на качество смазочного материала. Это самый важный параметр при выборе смазки для токарного станка. Вязкость зависит от условий эксплуатации, в частности, от температуры. Чем выше значение температуры, тем ниже вязкость.
- Температура вспышки — влияет на расход масла для токарного станка и его угар. По сути, это температура, при которой жидкость воспламеняется.
- Температура застывания — необходимо учитывать при хранении жидкостей и при переливании.
- Содержание кислоты и серы — насколько чистым является масло с точки зрения содержания кислоты и серы.
- Зольность — это степень очистки. Чем ниже значение, тем более очищенным является масло.
Чтобы определить, какое масло заливать в конкретный токарный станок, выбор основывается на рекомендациях производителя, которые обязательно указываются в инструкции по эксплуатации.
Класификация масла для токарных станков
- И — без добавок.
- ИГП (легированные) — с добавками.
Какое масло использовать для заливки
Существует несколько типов смазочных масел, которые можно использовать для токарных станков. Они состоят из базового масла и определенных присадок. Основой может быть минеральное, синтетическое или – редко — растительное масло.
При выборе подходящего смазочного масла для токарных станков подумайте о том, какими свойствами должен обладать смазочный материал. Некоторые позиции выбора рассматриваются далее:
- Оптимальная вязкость. Смазочные материалы с высоким индексом вязкости могут выдерживать более высокие температуры. Вязкость также влияет на то, насколько чувствительными будут поверхности токарного станка к грязи и пыли. Более густая смазка сможет улавливать больше загрязняющих веществ. Вязкость является наиболее важным фактором при выборе смазочного масла для токарного станка.
- Ингибиторы ржавчины. Эти добавки образуют тонкую плёнку на поверхности металла, которая отталкивает воду. В результате они могут защищают металлообрабатывающий инструмент от ржавчины. Это важно, если хранение оснастки происходит во влажной среде.
- Диспергаторы. Они помогают удалять мелкие частицы, провоцирующие истирание контактной поверхности деталей токарных станков. Диспергаторы блокируют пыль, грязь и другие загрязнения, которые удаляются из смазки при её фильтрации.
- Противозадирные присадки. Вступают в реакцию с металлическими поверхностями, создавая тонкий барьер. Особенно эффективны для отрезного и шлифовального инструмента.
Главным показателем вязкости считается её минимальная зависимость от температур в зоне контакта. По этому показателю чаще используются машинные масла общего назначения ГОСТ 20799-88 типа И-25А, И-30А и их зарубежные аналоги.

Минеральное
Смазочные материалы на основе минерального масла часто используются в качестве промышленных смазочных материалов. Они дешевле синтетических масел, менее токсичны и их легче утилизировать. Большинство машинных масел имеют основу минерального масла.
Минеральные масла с низкой вязкостью стоят дешевле, но характеризуются повышенным расходом при работе станка.
Синтетическое
Синтетические масла — это искусственные масла. Они содержат некоторые из продуктов на нефтяной основе, что и минеральное масло. Используются, когда по условиям процесса механообработки необходимо масло с высокой термостойкостью и высоким индексом вязкости.
Недостатком синтетических масел считается их более высокая коррозионная активность. Это важно, если тиокарный станок эксплуатируется в помещении с повышенной влажностью. С другой стороны, при особых требованиях к механической обработке, например, к температуре воспламенения или термостойкости, возможности синтетических масел выше, чем минеральных.
Популярные марки индустриальных масел (без присадок) для использования в токарных станках
- И-5A. Для смазывания механизмов и устройств, работающих на высоких скоростях при низких нагрузках, где не требуются специальные антиокислительных и антикоррозионных свойств смазочного состава. Оно имеет кинематическую вязкость 6-8 мм2/с при 40°C и температуру вспышки 120°C. Применяется для смазки высокоскоростных шпиндельных узлов в токарных станках. Его можно заменить такими маслами, как И-8А, ИЛС-5.
- Масло И-8A аналогично предыдущей марке. Оно имеет кинематическую вязкость 9-11 мм2/с при 40°С и воспламеняется при 130°С. Его можно заменить марками И-5А, ИЛС-10, ИЛС-5.
- И-20А. Для смазки узлов, работающих при низких скоростях и высоких нагрузках, например, направляющих скольжения и качания, зубчатых передач. Вязкость 29-35 мм2/с, температура вспышки 180°C. Может быть заменен на ИГП-18 или другим аналогичным по вязкости маслами.
- И-30А. В токарных станках используется в основном для смазки фартука, ходовых винтов, направляющих, держателей инструмента, сменных шестерен. Вязкость составляет 41-51 мм2/c, вспышка происходит при температуре от 200°C. Его можно заменить на ИГП-30 или другие аналогичные по вязкости марки.
- И-40А. Для смазки зубчатых передач. Вязкость 61-75 мм2/c, температура вспышки от 200°C. Его можно заменить на ИГП-38 или аналогичным по классу вязкости.
- И-50А. Вязкость данного масла 90-110 мм2/c, температура вспышки от 215°C. Может быть заменено на ИГП-38 или аналогичное по классу вязкости.
Пропорции по заливке масла (для разных деталей)
Такие нормативы приводятся в инструкции по эксплуатации токарного станка, и зависят от того, для чего он предназначен, и какие материалы обрабатывает.
Подшипники шпинделя, редуктор передней бабки и валы смазываются из распределительного бака, расположенного под верхней крышкой передней бабки. Масло подается либо насосом, либо через маслоотражатель, расположенный в передней бабке.
- Норма расхода составляет 0,15…0,35 кг/смену (меньшие значения – для оборудования малой мощности и интенсивности использования).
- Шестерни в коробке передач смазываются методом разбрызгиванием из масляного бака, который является частью коробки передач. Норма расхода составляет 0,4…0,8 кг/смену.

Редукторы фартука смазываются разбрызгиванием из масляного бака, который является частью фартука. На токарных станках нового типа масляный бак фартука содержит встроенный резервуар для ручного насоса, который смазывает направляющие станины, направляющие поперечного скольжения и гайку. Нормы расхода устанавливаются индивидуально, в зависимости от мощности токарного станка и вида инструмента, но обычно не превышают 0,15…0,30 кг/смену.
На токарных станках с масляным насосом масло обычно доливается через заливную горловину в маслобак, расположенный за крышкой торцевого кожуха шпиндельной бабки. Периодичность заливки смазки в токарный станок обычно указывается на шильдике, прикреплённом к станине или к корпусу системы смазки.
Ориентировочные цены
Масло можно приобрести в металлических или пластиковых емкостях объемом 5, 10, 18 и 20 литров. Вы также можете приобрести его в 200-литровых и 216,5-литровых бочках. Для владельцев мастерских, имеющих токарное оборудование, выгоднее один раз купить смазку по оптовым ценам, которые на порядок ниже розничных.