Узел пластикации и впрыска
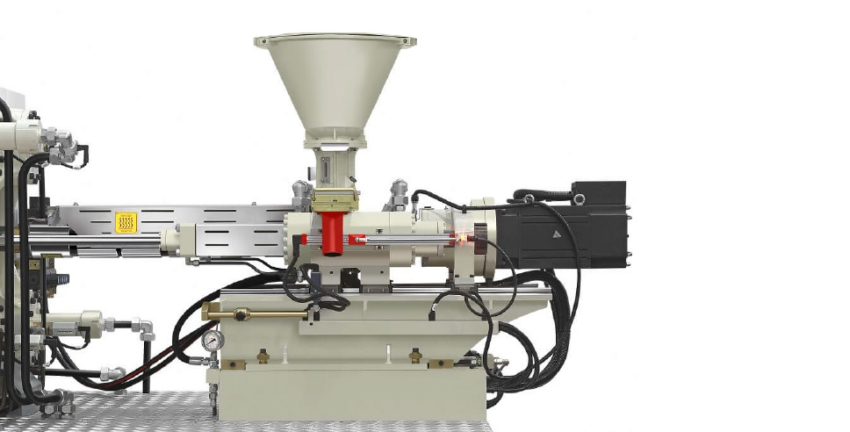
Основные задачи узла пластикации заключаются в расплавлении полимера, сборе расплава в шнековой камере, впрыске расплава в формующую полость литьевой формы и поддержании давления выдержки в процессе охлаждения. Узел пластикации и впрыска показан на рисунке 1 [4].
1 – червяк; 2 – материальный цилиндр; 3 – сопло; 4 – гидропривод впрыска и «подпора»;
5 – привод вращения червяка; 6 – привод перемещения узла пластикации
Рисунок 1.1 – Схематическое изображение узла пластикации [4]
Основными элементами узла пластикации являются:
– обратный клапан (на рисунке не обозначен);
Бункер, кольцевые нагреватели и шнек имеют много общего с соответствующими деталями части одношнекового пластицирующего экструдера, за исключением того, что шнек литьевой машины может совершать возвратно-поступательные движения, обеспечивая накопление расплава и его впрыскивание в форму.
Материальный цилиндр выполняется в виде толстостенной оболочки, в ряде случаев – с гильзой из высококачественной коррозионностойкой стали. На цилиндре устанавливаются кольцевые зонные электронагреватели
(рисунок 2). В стенке цилиндра высверлены глухие отверстия для термопар. Вблизи загрузочного отверстия в цилиндре предусмотрены каналы для охлаждения этой зоны.

1 – внутренняя металлическая обшивка; 2 – изоляция; 3 и 5 – нагревательная проволока; 4 и 6 – изоляция; 7 – металлическая промежуточная обшивка;
8 – внешняя металлическая обшивка; 9 – стягивающие болты; 10 – штепсельный разъем
Рисунок 1.2 – Электрический ленточный нагреватель для терморегулирования материального цилиндра
Разница между температурой нагревателей по зонам пластикационного цилиндра обычно составляет 10-20 ºС, увеличиваясь от зоны загрузки к соплу. Для низковязких материалов температура сопла устанавливается ниже, чем в зоне дозирования, чтобы предотвратить вытекание расплава.
Поскольку с ростом температуры снижается термостабильность расплава, то необходимо учитывать, что продолжительность пребывания материала в пластикационном цилиндре не должна быть больше времени термостабильности расплава при данной температуре.
Устройство шнека (червяка) литьевой машины
(рисунок 1.3) отражает особенности его эксплуатации, заключающиеся в следующем: периодичность вращения; возвратно-поступательный характер движения вдоль оси цилиндра с высоким давлением на расплав в момент инжекции; объем расплава, подготавливаемого к перемещению в форму, должен сохранять гомогенность, которая достигнута при пластикации полимерного материала. Максимальный осевой ход шнека составляет величину, равную трем его диаметрам.
Хотя наиболее распространенным типом шнека, используемого в ЛМ, является трехзонный шнек, осуществляющий пластикацию полимера, на этапе, следующем за расплавлением материала, в целях удаления летучих продуктов и влаги нередко используются двухступенчатые шнеки со штуцером во второй зоне материального цилиндра.

Рисунок 1.3 – Устройство шнека
Как правило, длина шнека приводится как кратное его диаметру D. Длина современных универсальных шнеков составляет 20D.Подобная длина – это следствие растущих требований, предъявляемых к производительности пластикатора, однородности расплава и износостойкости. Такие шнеки могут быть использованы для переработки всех наиболее распространенных видов термопластов и обеспечивают достаточную пластикацию практически во всех возможных случаях.
Гигроскопичные материалы (ПММА, ПС, ПА) могут быть переработаны без предварительной сушки с помощью дегазирующих шнеков. В этом случае пластицирующая способность машины снижается на 15-50% по сравнению с обычными шнеками.
Вращательное движение шнека обеспечивается гидравлическим или электрическим двигателем, а его осевое перемещение – рабочим поршнем (плунжером) с гидравлическим цилиндром.
Для предотвращения передачи давления на полимер, находящийся в винтовом канале червяка, на его головной части устанавливается наконечник с обратным клапаном (рисунок выше). Это, во-первых, позволяет при впрыске сохранить неизменным подготовленный к инжекции объем расплава, и,во-вторых, исключить полностью или в значительной степени образование встречного, обратного потока расплава, снижающего пластикационную способность шнека. Обратный клапан изображен на рисунке 1.4. Если используется клапан высокого качества, то в канал шнека при впрыске возвращается не более 5% расплава.

Рисунок 1.4 – Конструкции наконечников с обратным клапаном
Сопло (мундштук) расположено на конце узла пластикации и в момент впрыска плотно прижимается к литниковой втулке.
Проточный канал мундштука по возможности должен быть обтекаем и при впрыске плотно прилегать к литьевой головке, что предотвратит вытекание расплава через зазор между мундштуком и литниковой втулкой формы. При этом следует иметь в виду, что радиус сферы мундштука всегда меньше, чем радиус сферы литниковой втулки, и, кроме того, диаметр отверстия мундштука должен быть меньше диаметра канала литниковой втулки (рисунок 1.5).
Конструкции мундштука зависят от свойств перерабатываемого полимерного материала.
Различают мундштуки свободного истечения и мундштуки с клапаном.Первые рекомендуется использовать в том случае, когда вязкость полимерного расплава настолько высока, что в процессе дозирования расплав из мундштука не выступает. За счет возможности декомпрессии в большинстве случаев используется мундштук свободного истечения, применение которого благоприятно с точки зрения реологии. Таким образом, наиболее простым является открытое сопло; при его использовании достаточно обеспечить лишь минимальное давление впрыска.

а – больший радиус мундштука – масса застревает между литниковой втулкой и мундштуком; b – радиусы одинаковы, однако отверстие мундштука больше, чем отверстие литниковой втулки, литник не извлекается из литьевой формы; с – правильное конструктивное решение
Рисунок 1.5 – Схематическое отображение мундштука с различными радиусами
На рисунке 1.6 представлено схематическое изображение мундштука свободного истечения.

а) для расплавов средней вязкости с цилиндрическим каналом истечения; б) с каналом истечения с обратной конусностью
Рисунок 1.6 – Мундштук свободного истечения
При переработке некоторых полимеров (например, ПВХ и полиформальдегида) применение такого мундштука обеспечивает возможность отвода выделяющихся газов[4,6].
Узел смыкания
Задача узла смыкания в литьевой машине состоит в том, чтобы открывать и закрывать форму, а также обеспечивать плотное запирание формы, что исключает вытекание расплава при ее заполнении и в процессе формообразования. В современных машинах чаще всего используются узлы смыкания одного из трех наиболее распространенных типов: механический, гидравлический или комбинированный (сочетающий первые два способа).
На рисунке 1.7 представлен рычажно-коленчатый механизм в положениях с открытой и закрытой литьевой формой. Хотя эта система, по сути, является механическим устройством, она приводится в действие гидравлическим приводом. Преимущество использования рычажно-коленчатого механизма состоит в том, что к моменту полного смыкания литьевой формы главные рычаги механизма располагаются по одной, осевой, линии, и в этом положении создается максимальное расчетное усилие смыкания.

1 – задняя плита; 2 – рычажно-коленчатая система; 3 – подвижная плита;
4 – направляющая колонна; 5 – неподвижная плита; 6 – литьевая форма;
7 – гидравлический цилиндр
Рисунок 1.7 – Узел смыкания с коленчато-рычажным механизмом
На рисунке 1.8 представлено схематическое изображение гидравлического узла смыкания в открытом и закрытом положениях. Преимущество гидравлической системы заключается в том, что в любом положении формы достигается максимальное усилие смыкания, а также в том, что система может работать с литьевыми формами разных размеров, не требуя сложной регулировки [5].


1 – клапан предварительного наполнения; 2 – бак с рабочей жидкостью;
3 – главный цилиндр; 4 – цилиндр возвратного хода; 5 – цилиндр ускоренного хода;
6 – направляющая колонна;7 – подача рабочей жидкости гидравлической системы
Слабые места и неисправности двигателя 1.9 TDI

Знаменитые дизельные двигатели от концерна VAG с насос-форсунками появились в 1998 году и выпускались до 2008. Это довольно надежные и ресурсные двигатели, с высоким потенциалом к чип-тюнингу.
Сама технология насос-форсунок подразумевает то, что каждая форсунка является насосом высокого давления. Т.е. она создает давление впрыска и впрыскивает топливо. При этом каждая насос-форсунка имеет электронное управление для дозирования впрыска топлива.
Двигатели с насос-форсунками, в частности 8-клапанные 1.9 TDI, применялись на автомобилях всех марок группы VAG, от «Жука» до Multivan, от Fabia до Superb, на Audi A3, A4, A6, а также на Ford Galaxy, созданном на платформе VW Sharan.
На нашем YouTube-канале вы можете посмотреть подробную разборку двигателя 1.9 TDI с обозначением BLT. Этот двигатель снят с VW Polo 2004 года выпуска. Мотор BLT является практически копией двигателя с обозначением ASZ. Отличия в системе EGR.
Надежность 8-клапанных двигателей 1.9 TDI PD
Основные проблемы и неисправности двигателей 1.9 TDI с насос-форсунками связаны с неполадками геометрии турбокомпрессора и пропаданием связи с форсунками. При использовании неподходящего моторного масла происходит износ ГБЦ, распредвала и форсунок. Далее обо всем подробнее.

Двигатель 1.9 TDI с насос-форсункой плохо запускается
Существует довольно много мелких и неочевидных причин, из-за которых двигатель 1.9 TDI с насос-форсункой плохо запускается. Если двигатель не с первого раза стартует на холодную, то причина может быть чисто механическая, связанная с завоздушиванием и износом ГБЦ, о чем мы расскажем далее.
Также этот двигатель может плохо запускаться из-за износа обратного клапана, который призван останавливать слив топлива от механического насоса подкачки. Этот клапан расположен в трубке после топливного фильтра. Он должен пропускать топливо только в одну сторону.
Кроме того мотор будет плохо стартовать при наличии подтеков по любым уплотнениям топливных магистралей. Внимание нужно уделить всем трубкам, хомутам и уплотнительным колечкам.
Вакуумная система
В вакуумной системе двигателей 1.9 TDI предусмотрено 2 электрических клапана. Один из них, именуемый N75, управляет геометрией турбокомпрессора. Второй, N18, управляет клапаном EGR.
Из-за рассыхания и потери герметичности вакуумных трубок пропадает тяга двигателя, т.к. нарушается управление геометрией турбины.
Также могут засориться сами электровакуумные клапаны, из-за чего они перестают удерживать вакуум, или треснут их внутренние мембраны. Но при достаточной ловкости рук эти клапаны можно вскрыть, промыть от загрязнений их внутренние трубочки, поменять мембраны и восстановить работоспособность.

Выбрать и купить воздушный электровакуумный клапан (клапан N75, клапан N18) для двигателя Volkswagen 1.9 TDI или 2.0 TDI вы можете в нашем каталоге контрактных запчастей.
Датчик температуры охлаждающей жидкости
Датчик температуры охлаждающей жидкости важен для корректной работы двигателя. Если он дает неправильные данные, то у двигателя увеличивается расход топлива, ухудшается запуск. Оценить правдивость показаний датчика температуры можно при диагностике по фактическим параметрам. На очевидную неисправность датчика указывают неадекватные данные указателя температуры двигателя.
Клапан EGR и «дроссельная» заслонка
Двигатель 1.9 TDI BLT рассчитан на нормы Евро-4, а потому оснащен системой EGR с теплообменником, в котором циркулирует охлаждающая жидкость. Рядом с клапаном EGR находится дозирующая заслонка-захлопка (в народе – «дроссельная заслонка») с электронным сервоприводом. Эта заслонка используется для точного дозирования подачи воздуха и отработавших газов. Также она перекрывает впускной тракт в момент глушения двигателя.

Клапан EGR в таком варианте для глушения можно только отшить программно. Хотя в принципе особых хлопот он не вызывает и легко чистится.
Ход заслонки может нарушиться, из-за чего будут возникать ошибки по работе двигателя. Также в сервоприводе может износиться или расколоться пластиковая приводная шестерня.

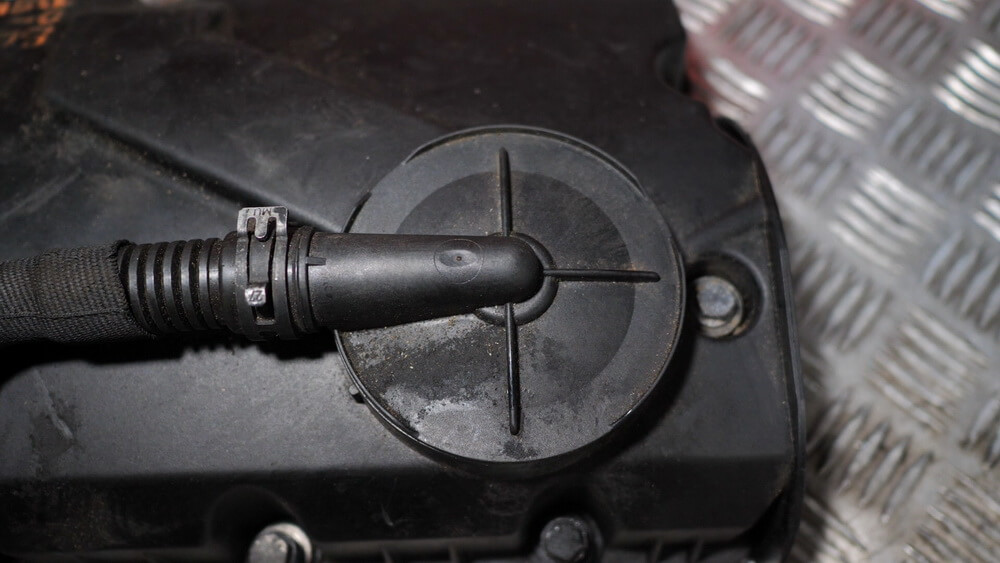
Мембрана системы ВКГ
В пластиковой клапанной крышке двигателей 1.9 TDI находится мембрана системы вентиляции картерных газов. Эта мембрана необходима для перекрытия канала отбора картерных газов при высоком разряжении во впускном коллекторе. То есть, мембрана защищает двигатель от чрезмерного высасывания газов и масляных паров во впуск.
Нередко эта мембрана засоряется сажей и масляными сгустками и в результате этот канал отвода газов просто закупоривается. В результате давление газов в картере повышается, они начинают давить масло через все уплотнения. Страдает и турбина из-за того, что масло из картриджа не сливается.
Эту проблему непросто вовремя распознать, т.к. нередко давление в картере из-за закупоривания канала подскакивает при постоянной высокой нагрузке, при движении по трассе, например.
Для устранения такой неполадки крышку мембраны нужно вскрыть, очистить мембрану или поменять ее на новую. Также некоторые специалисты советуют просверлить в ней небольшую дырочку на пару мм, чтобы исключить закупоривание в дальнейшем.
Электропроводка форсунок
На участке электрической проводки форсунок, расположенной под клапанной крышкой, со временем трескается и осыпается оплетка. В этом случае одна или несколько форсунок отключаются. Соответственно, перестают работать некоторые цилиндры. При этом появляются ошибки, указывающие на сбои в электрической цепи форсунок. Все эти симптомы обычно проявляются на прогретом моторе и могут пропадать на некоторое время после перезапуска двигателя. Для решения этой проблемы нужно менять всю часть проводки, расположенной под клапанной крышкой.
Также связь с насос-форсунками может пропадать из-за плохого контакта в разъемах. Для устранения такой неполадки достаточно поджать контакты в разъемах на электропроводке.

Турбокомпрессор
Почти на всех версиях двигателя 1.9 TDI используется турбокомпрессор KKK BV39A c изменяемой геометрией.
Это хорошая турбина, которая во многих случаях страдает от внешних факторов. Из-за проблем со смазкой изнашивается вал и подшипники скольжения, что приводит к люфту всего ротора, часто с выбросом масла во впуск или выпуск. В этом случае можно располовинить турбокомпрессор и заменить его картридж. Либо можно поменять турбину на хорошую б/у.

Чаще этот турбокомпрессор требует внимания из-за проблем в функционировании его геометрии. Проблемы может вызывать электровакуумный клапан N75 и вакуумные магистрали. Также геометрия может просто подклинивать из-за скопившейся сажи.
Бывают и редкие случаи разрушения мембраны в вакуумном актуаторе. В этом случае в характере двигателя может появиться «турбояма» либо геометрия вообще не будет двигаться.

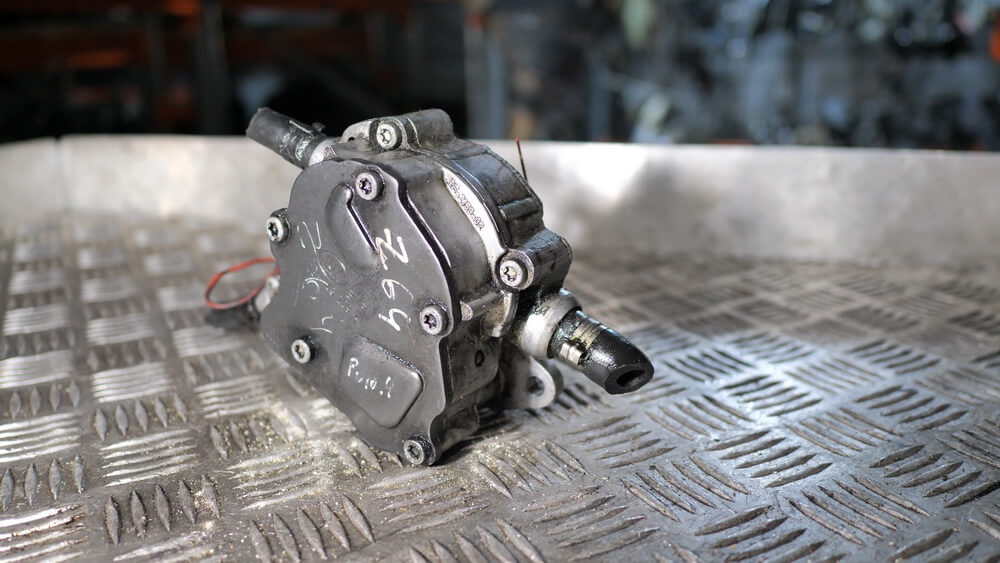
Тандемный насос
На двигателях 1.9 TDI с насос-форсунками используется сдвоенный насос с вакуумной секцией и секцией подкачки топлива. Внутренняя секция – вакуумная, а наружная – топливаная. Чаще всего этот насос требует замены ремкомплекта прокладок для устранения течи топлива.
Также немало случаев связано с попаданием топлива в вакуумную секцию. А оттуда топливо попадает в систему смазки двигателя. В результате масло разбавляется дизтопливом, уровень «жидкости» в поддоне растет. Также нередко случается и обратная ситуация, когда масло примешивается к топливу. На это явно указывает черный цвет топливного фильтра при его замене.
Эти проблемы со смешиванием топлива и масла устраняются располовиниванием тандемного насоса и заменой сальника его вала. Данный сальник – не единственная причина увеличения уровня масла в поддоне двигателя с насос-форсунками.
На вакуумной секции расположен неудачный штуцер, который просто завальцован. С годами завальцовка ослабевает, штуцер начинает болтаться, а создаваемый вакуум исчезает либо не достигает необходимого разряжения в 0,6-0,8 бар. При работе двигателя по штуцеру слышно шипение. Разумеется, появляются неполадки во всех узлах, зависящих от вакуума. В том числе ослабевают тормоза.
В этом случае насос придется менять. Либо пытаться заварить штуцер. Сварка аргоном будет дорогой и не всегда удачной. В ряде случаев удается обойтись «холодной сваркой».

Секция подкачки представляет собой роторный насос с парой лопаток-шиберов, которые прижимаются к ротору пружинами. Нередко эти пружины разрушаются и высыпаются в полость насоса подкачки. Попадая под подвижные элементы, они наносят самые различные повреждения. Но до этого двигатель будет неуверенно заводиться, т.к. требуемое давление подачи до 7 бар будет создаваться медленно. То есть, после нескольких оборотов коленвала.
Отремонтировать секцию подкачки непросто, т.к. пружины нужно подбирать, отдельно они не продаются.
Насос-форсунка
Каждая насос-форсунка оснащена плунжером, формирующим давление топлива в собственной камере высокого давления. За перемещение плунжера насос-форсунки отвечает соответствующее коромысло, приводимое кулачком распредвала.
Во время движения плунжера вниз осуществляется предварительный впрыск, а затем и основной впрыск. Давление распыления топлива насос-форсунками достигает 2 000 бар при максимальной нагрузке.
Дозирование впрыскиваемого топлива осуществляется электромагнитным клапаном: по сигналу из блока управления клапан перекрывает отток топлива из камеры высокого давления. Соответственно, управляя запорной иглой электромагнитного клапана электронный блок дозирует количество впрыскиваемого топлива.

Уплотнение насос-форсунки
Топливо подается к насос-форсункам из рампы, которая находится в специальной полости в головке блока цилиндров. На насос-форсунках нет каких-либо штуцеров для подачи и слива топлива. Вместо них используются каналы, просверленные в ГБЦ и корпусах насос-форсунок. Сверху находится канал обратки, а снизу канал подачи. Причем в системе питания с насос-форсунками лишнее топливо возвращается по обоим каналам. Но по обратной магистрали оно попадает в насос подкачки, а по линии подачи возвращается обратно в рампу и окружающую ее полость в ГБЦ.
Насос-форсунки уплотняются в ГБЦ парами резиновых уплотнительных колец. Разумеется, при износе, расплющивании и затвердевании этих колечек топливо просачивается наверх на поверхность ГБЦ. И там оно примешивается к моторному маслу.
Для устранения этого источника топлива в масле нужно вынимать форсунки и менять кольцевые уплотнения.

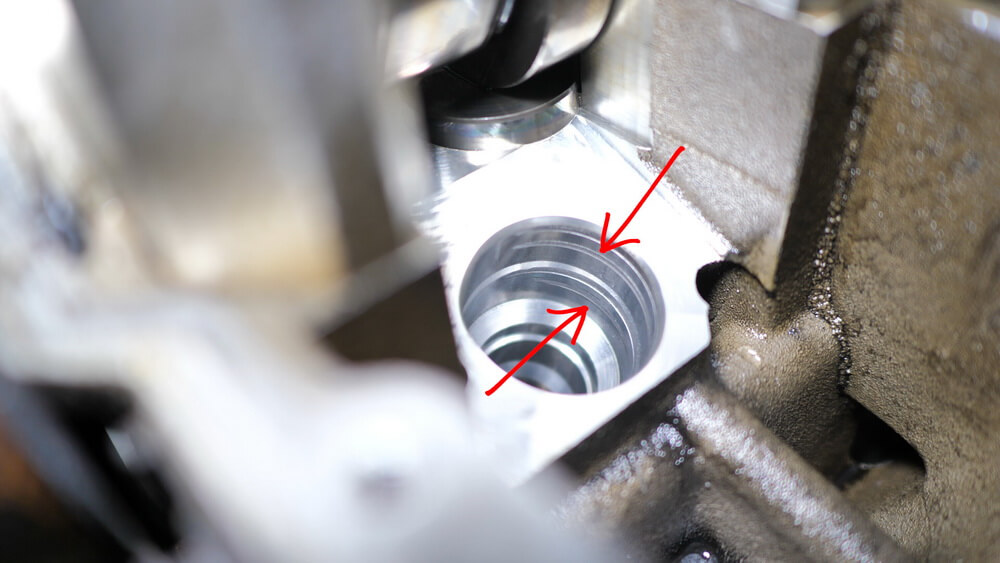
Выработка в гнёздах насос-форсунок
Довольно часто при выявлении негерметичности уплотнений насос-форсунок выясняется, что алюминиевая поверхность напротив резиновых колец приплюснута. То есть, на ней есть выработка, из-за которой новые уплотнения не прилегают к поверхности ГБЦ.
Гнезда могут и вовсе разбиваться из-за расшатывания насос-форсунок, которые в ГБЦ с 2-мя клапанами на цилиндр крепятся неудачно – с одной стороны одной прижимной планкой и одним винтом.
Из-за выработки в гнездах форсунок растет уровень масла в поддоне, также двигатель заводится с нескольких попыток из-за завоздушивания топливной системы.
Это неприятная поломка, из-за которой лет 10-15 назад приходилось менять ГБЦ. Но были разработаны методы ремонта с рассверливанием гнезд форсунок и установкой в них стальных втулок со штатным внутренним диаметром.
Выбрать и купить головку блока цилиндров (ГБЦ) для двигателя Volkswagen вы можете в нашем каталоге контрактных запчастей.
Признаки износа и неисправности насос-форсунок
Насос-форсунки конструктивно сделаны достаточно удачно, а их износ развивается примерно так же, как и в форсунках Common Rail. Насос-форсунки невозможно проверить на слив в обратку привычными способами, зато можно проверить все параметры впрыска и работы двигателя по соответствующим группам параметров при диагностике. Параметры коррекции холостого хода по цилиндрам, время запирания иглы электромагнитного клапана, объем цикловой подачи и другие параметры дадут полную картину о состоянии форсунок и даже завоздушенности топливной системы, а также укажут на проблемы с насосом подкачки. Но надо быть уверенным в том, что величина компрессии в цилиндрах находится в допуске.
Чаще всего изнашивается игла и седло управляющего клапана. При этом насос-форсунка не может создать достаточное давление топлива, т.к. оно будет выдавливаться из камеры высокого давления. Также насос-форсунка может «завоздушиться», если давление газов в цилиндре продавит иглу распылителя из-за недостаточного давления топлива.
Насос-форсунки с изношенным распылителем и небольшим загрязнением поддаются ремонту. А вот если изношена управляющая игла или вышел из строя электромагнит, то насос-форсунку придется менять.
Износ распредвала
Распредвал двигателей с насос-форсунками работает с очень большими нагрузками. В первую очередь высокие нагрузки присутствуют на всех кулачках распредвала. Кулачки клапанов работают по тарельчатым толкателям с гидрокомпенсаторами. А кулачки насос-форсунок «обкатывают» ролики коромысел.
Для защиты этих пар трения используются масла с особыми допусками. Лучше всего на моторах с насос-форсунками работают масла с допуском VW 505.01 (вязкостью 5W-40). Менять их нужно не реже, чем раз в 10 000 км.
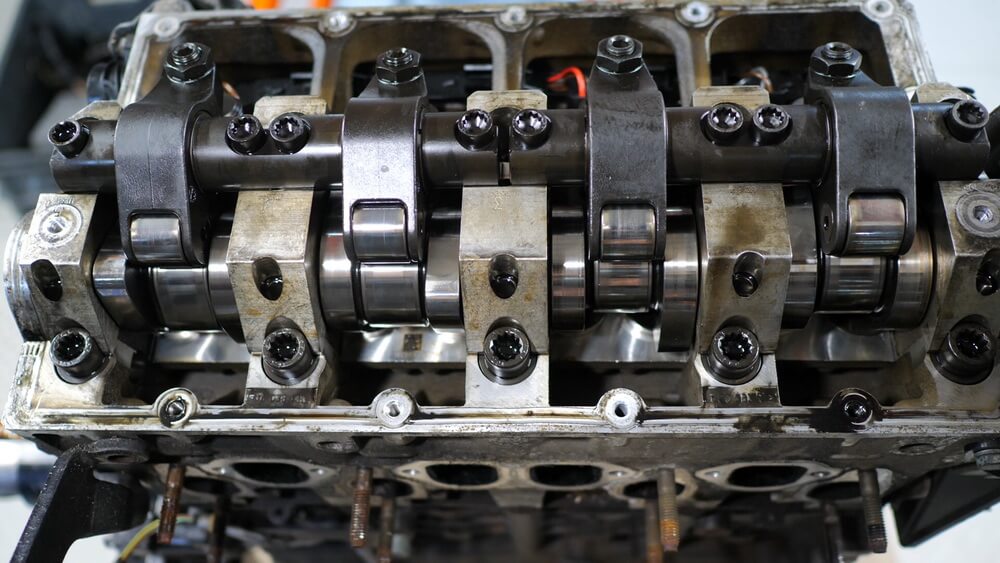
Из-за проблем со смазкой изнашиваются кулачки распредвалов. В первую очередь стачивается профиль кулачков выпускных клапанов и толкатели выпускных клапанов. По мере износа эти кулачков двигатель теряет в тяге и появляется пульсация во впускном коллекторе. Пульсация возникает из-за того, что отработавшие газы не успевают покинуть цилиндры через выпускные клапаны, которые поднимаются на недостаточную высоту. Вместо этого газы прорываются через впускные клапана, что и вызывает пульсации, а также своеобразную «барабанную дробь» во впускном коллекторе. Двигатель при работе будет сильно вибрировать.
Еще одна причина плохой смазки пар трения в ГБЦ связана со снижением давления масла. Один из важных масляных каналов проходит в осях коромысел. По краям этот канал закрыт алюминиевыми заглушками, которые со временем просто отваливаются. В этом случае давление масла уходит через открывшиеся отверстиях, а пары трения не получают достаточно масла.

Для переборки ГБЦ во многих случаях достаточно заменить распредвал с его вкладышами и все гидрокомпенсаторы.
Здесь по ссылкам вы можете посмотреть наличие на авторазборке конкретных автомобилей Volkswagen заказать с них автозапчасти.
Обучение
Фильтр салона уаз патриот с кондиционером где стоит
- автор: admin
- 12.11.2022
Быстрая замена салонного фильтра на УАЗ Патриот УАЗ Патриот стал незаменимым транспортным средством у любителей активного отдыха: рыбаков, охотников и грибников. Качество покрытия отечественных дорог… Подробнее » Фильтр салона уаз патриот с кондиционером где стоит
Фильтр салона мл 164 где стоит
- автор: admin
- 12.11.2022
Замена салонного фильтра Mercedes ML W164 Главная причина, почему следует сменить фильтрующий элемент салона на Мерседес МЛ W164 на свежий, — это не очень-то приятный… Подробнее » Фильтр салона мл 164 где стоит
Тотачи кто производитель моторное масло в россии
- автор: admin
- 12.11.2022
Родина масла TOTACHI. Всем привет из Таганрога! У нас тут идут споры о призрачном и загадочном масле TOTACHI, которое привозят из Владивостока. Кто-нибудь знает об… Подробнее » Тотачи кто производитель моторное масло в россии
Тряпка для автомобиля без разводов как называется
- автор: admin
- 12.11.2022
Выбираем тряпки для мойки, протирки и полировки автомобиля Каждый автомобиль нуждается в уходе и заботе. Сюда же относится мойка кузова и полировка. Это необходимо не… Подробнее » Тряпка для автомобиля без разводов как называется
Уаз 31514 как снять механизм дворников стеклоочистителя
- автор: admin
- 12.11.2022
Ремонт стеклоочистителя уаз 31514 Сайт о внедорожниках УАЗ, ГАЗ, SUV, CUV, кроссоверах, вездеходах Стеклоочиститель лобового стекла Уаз-31512, 31514, 31519 и Уаз Хантер состоит из моторедуктора… Подробнее » Уаз 31514 как снять механизм дворников стеклоочистителя
КАК ВЫБРАТЬ ВАШ ТПА! ПОДБОР УЗЛА ВПРЫСКА
По мере того, как рынок переработки пластмасс укрепляется, все больше производителей пластиковых изделий ищут новые литьевые машины. Это вторая статья о том, что вам нужно знать и делать, чтобы выбрать машину, которая лучше всего подходит для ваших нужд. В первой части мы рассмотрели подбор узла смыкания. Здесь мы обратим внимание на узел впрыска.
В предыдущей статье указывалось, что экономический подъем привел в движение рынок производства литьевых машин. Спрос на пластиковые детали вырос, и в ответ многие производители пластиковых изделий модернизируют или расширяют свои заводы. Это увеличило спрос на новые машины. Время выполнения заказов на машины достаточно велико, и вам нужно заранее начинать строить планы по закупке новых машин.
Если Вы пропустили первую статью, вот резюме основных моментов из неё:
- Старайтесь не покупать машины под влиянием сиюминутных факторов.
• Необходимо предварительно составить план приобретения нового оборудования.
• Составьте перечень нужных параметров и оснащения для следующей машины, даже если в данный момент недостаточно средств (или нет сиюминутной необходимости) для её покупки.
• Не соглашайтесь на то, что находится на складе у продавцов машин; укажите, что вам точно нужно.
• Обращайте внимание на детали, вовлекайте в процесс подбора технических специалистов и четко документируйте для отдела закупок, что вам нужно. Не вовлекайте менеджера по закупкам в процесс обсуждения спецификации машин, иначе он будет мотивирован исключительно выгодностью цены. Следуйте принципу Э.Деминга: «Люди, использующие оборудование, определяют оборудование».
• не покупайте литьевую машину под один проект; производству необходима гибкость, к тому же Вы не всегда знаете, что потребуется рынку в будущем.
О выборе узла впрыска.
Здесь приведен достаточно полный список критериев, которые необходимо учитывать, а также вопросы, которые следует задать как себе, так и Вашему потенциальному изготовителю литьевой машины для верного подбора под ваши задачи: