ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ (АГРЕГАТ, АППАРАТ)
технологическое оборудование — 3.4 технологическое оборудование: Технические средства для реализации технологического процесса, его части или технологической операции. Источник … Словарь-справочник терминов нормативно-технической документации
Стригальный агрегат — комплект оборудования для стрижки овец (см. Стрижка сельскохозяйственных животных). Различают электрические и механические С. а. В состав С. а. (рис.) включают стригальные машинки, двигатели для их привода и др. технологическое… … Большая советская энциклопедия
РМ 4-239-91: Системы автоматизации. Словарь-справочник по терминам. Пособие к СНиП 3.05.07-85 — Терминология РМ 4 239 91: Системы автоматизации. Словарь справочник по терминам. Пособие к СНиП 3.05.07 85: 4.2. АВТОМАТИЗАЦИЯ 1. Внедрение автоматических средств для реализации процессов СТИСО 2382/1 Определения термина из разных документов:… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 53802-2010: Системы и комплексы космические. Термины и определения — Терминология ГОСТ Р 53802 2010: Системы и комплексы космические. Термины и определения оригинал документа: 5 авиационный космический комплекс; АКК: Космический комплекс, в котором средством выведения и стартовым комплексом орбитальных технических … Словарь-справочник терминов нормативно-технической документации
СТО Газпром 2-2.3-141-2007: Энергохозяйство ОАО "Газпром". Термины и определения — Терминология СТО Газпром 2 2.3 141 2007: Энергохозяйство ОАО "Газпром". Термины и определения: 3.1.31 абонент энергоснабжающей организации : Потребитель электрической энергии (тепла), энергоустановки которого присоединены к сетям… … Словарь-справочник терминов нормативно-технической документации
ФЕРп 2001: Приложения (редакция 2009 г.). Приложения. Федеральные единичные расценки на пусконаладочные работы — Терминология ФЕРп 2001: Приложения (редакция 2009 г.). Приложения. Федеральные единичные расценки на пусконаладочные работы: Автоматизированная система АС Система, состоящая из персонала и комплекса средств автоматизации его деятельности,… … Словарь-справочник терминов нормативно-технической документации
ФЕРп 2001: Общие положения (редакция 2014 г.). Общие положения. Федеральные единичные расценки на пусконаладочные работы — Терминология ФЕРп 2001: Общие положения (редакция 2014 г.). Общие положения. Федеральные единичные расценки на пусконаладочные работы: Автоматизированная система АС Система, состоящая из персонала и комплекса средств автоматизации его… … Словарь-справочник терминов нормативно-технической документации
ФЕРп 2001: Приложения (редакция 2014 г.). Приложения. Федеральные единичные расценки на пусконаладочные работы — Терминология ФЕРп 2001: Приложения (редакция 2014 г.). Приложения. Федеральные единичные расценки на пусконаладочные работы: Автоматизированная система АС Система, состоящая из персонала и комплекса средств автоматизации его деятельности,… … Словарь-справочник терминов нормативно-технической документации
ГЭСНп 2001: Приложения (редакция 2009 г.). Приложения. Государственные элементные сметные нормы на пусконаладочные работы — Терминология ГЭСНп 2001: Приложения (редакция 2009 г.). Приложения. Государственные элементные сметные нормы на пусконаладочные работы: Автоматизированная система АС Система, состоящая из персонала и комплекса средств автоматизации его… … Словарь-справочник терминов нормативно-технической документации
ФЕРп 81-05-Пр-2001: Федеральные единичные расценки на пусконаладочные работы. Приложения (редакция 2009 г.) — Терминология ФЕРп 81 05 Пр 2001: Федеральные единичные расценки на пусконаладочные работы. Приложения (редакция 2009 г.): Автоматизированная система АС Система, состоящая из персонала и комплекса средств автоматизации его деятельности,… … Словарь-справочник терминов нормативно-технической документации
В чем отличие аппарата от агрегата?
В процессе изучения техники и машиностроения, мы часто сталкиваемся с терминами "аппарат" и "агрегат". Но что именно они означают и каковы их отличия? В данной статье мы рассмотрим понятия аппарата и агрегата, а также объясним их различия.
Аппарат
Аппарат — это устройство, состоящее из отдельных элементов, которые взаимодействуют друг с другом для выполнения определенной функции. Он обычно представляет собой более сложную систему, состоящую из нескольких компонентов, соединенных между собой. Аппараты разрабатываются для решения конкретной задачи или выполняют специализированную функцию.
Примеры аппаратов могут включать в себя холодильники, телевизоры, компьютеры и автомобили. Они часто имеют более сложную структуру, состоящую из различных деталей и модулей, которые работают вместе для достижения общей цели. Аппараты требуют достаточно сложных процессов изготовления и завершенной конструкции для своего функционирования.
Агрегат
Агрегат — это совокупность подсистем, собранных вместе для выполнения определенной функции или решения конкретной задачи. Он состоит из отдельных компонентов, которые могут выполнять свои функции независимо друг от друга, однако объединение их вместе позволяет достичь более сложной функциональности.
Примеры агрегатов включают в себя генераторы, компрессоры, насосы и двигатели. Они обычно более компактны по сравнению с аппаратами и могут быть составлены из различных модулей или подсистем. Агрегаты обычно легче в обслуживании и ремонте, так как могут быть разобраны на составные части.
Отличия между аппаратом и агрегатом
Главное отличие между аппаратом и агрегатом заключается в их структуре и сложности. Аппараты чаще являются более сложными системами, состоящими из нескольких компонентов и элементов, тогда как агрегаты обычно более компактны и могут быть разобраны на части.
Кроме того, аппараты обычно выполняют более широкий спектр функций и имеют более широкий диапазон применения, тогда как агрегаты чаще выполняют специфические задачи или функции.
Несмотря на различия, аппараты и агрегаты оба играют важную роль в различных отраслях, включая производство, машиностроение и электронику. Их целью является обеспечение эффективной работы систем и удовлетворение конкретных потребностей пользователей.
Заключение
Теперь у нас есть ясное представление о том, что представляют собой аппараты и агрегаты, а также их отличия. Аппараты — это более сложные системы, состоящие из нескольких компонентов, тогда как агрегаты — это совокупность независимых компонентов, объединенных для выполнения определенной функции.
Понимание этих терминов поможет нам более точно описывать и понимать различные устройства и машины, с которыми мы сталкиваемся в повседневной жизни.
Агрегат и аппарат в чем разница
Автомат, аппарат, машина, механизм — какие смысловые различия?
Не нужно копировать определения из словарей и статьи из википедии, объясните своими словами — в каких случаях какое слово использовать, а какое нельзя.
Механизм, это законченный узел, собранный из различных деталей, взаимодействующих результате друг с другом, предназначен для какого либо конкретного воздействия на исполнительный орган. Примером механизма может быть коробка передач в автомобиле.
Машина это набор механизмов, собранных в единый комплекс, в котором, взаимодействуя друг с другом, способны решать поставленную перед ними задачу.
Аппарат имеет двоякое значение, одно из них общественно организационное, объединяет оределенную группу людей для выполнения командных и контрольных функций над группой зависимых исполнителей.Второе значение техническое, при этом значении аппарат в большинстве своем не имеет механических трущихся частей, если имеет то минимальное количество. Основное назначение аппарата, это либо преобразование одного вида энергии в другой, либо передача этой энергии, либо фиксация наличия энергии.
Автомат, это комплекс, механизмов, машин, аппаратов, приборов, предназначенный для выполнения поставленной задачи без участия человека по заданной программе, используя запрограммированный алгоритм действий, с функцией конроля и самодиагностики. В зависимости от сложности поставленной задачи может быть простым и сложным. Действия могут быть запрограмированы в электронном и механическом виде.
Интересный вопрос о значении слов, близких по смыслу. Слова аппарат и машина имеют практически сходное значение. Механизм может быть частью машины. А автомат также является и машиной, при этом даёт чуть другой тип результата. Это вкратце. Теперь рассмотрим смысл слов подробнее.
Аппарат это наиболее общий термин из фигурирующих в вопросе. При этом и аппараты называют машинами. Термин машина несколько уже, всё-таки может являться взаимозаменяемым с аппаратом. Аппарат это система, реализованная в реальности. Аппараты могут состоять из неодушевлённых или одушевлённых объектов или даже необъектов. Аппараты создают люди для систематизации и повышения эффективности деятельности своей или заказчика. Аппарат это что-то более распределённое, нежели машина.
Пример: космическая ракета, государственный аппарат. Нетрудно заметить, что космическая ракета практически применима только в составе с ракетным комплексом, центром управления. Также как и гос. аппарат существует в контексте населения государства.
Машина это механическое устройство. В наше время чаще используются электро-механические , электронно-механичес кие машины. Машина выполняет то же, что может выполнить человек, при этом с помошью машины это делать: легче, быстрее, дешевле. Как всегда выбрать можно два из трёх. Машины являются частями аппарата.
Пример: автомобиль, принтер, фотоаппарат
Термин автомат лежит чуть в иной плоскости относительно терминов аппарат и машина. Автомат может производить продукт без участия человека в процессе производства. То есть человек требуется в процессе инициации, а дальше автомат работает самостоятельно. В известных пределах, конечно. Эти пределы зависят от целей и квалификации производителя автомата.
Механизмы являются составными частями машин. Механизм выполняет единственную функцию и работает в связке с другими механизмами.
В общем объяснили своими словами термины аппарат, механизм, машина, автомат. Рассмотрели смысловые различия между ними.
Как отличить материал от оборудования
Много лет консультируя в области ценообразования в строительстве, я выявил для себя ряд популярных вопросов от сметчиков, один из которых – как отличить материал от оборудования в сметах?
Часто при экспертизе сметной документации возникают споры, что относится к материалам, а что к оборудованию, в связи с разными % начислений транспортных и заготовительно-складских расходов – на материалы к примеру это 2%, а на оборудование 1,2%, так же отнесение затрат на разные «типы» стоимостей в объектных сметах и ССР – материалы относятся на СМР, а оборудование – относят к типу затрат оборудование, из чего вытекает и разная индексация – СМР индексируется более высоким индексом чем оборудование.
Этот вопрос связан с тем, что в большинстве случаев -– чётких определений что относить к оборудованию, а что к материалам в методических документах нет и сметчику приходится собирать информацию по крупицам из разных источников.
В этой статье я рассмотрю основные методические документы, которые связаны с отнесением типа стоимости на оборудование или материал, мнения сметчиков и в итоге я приведу своё мнение по этому вопросу, но обращаю внимание – мы не уполномоченный орган, который в праве решать споры между заказчиками и подрядчиками, а также давать ответы экспертизе. Статья носит информационный характер и может дополняться – подписывайтесь на рассылку, чтобы не пропустить обновления этой статьи!
Источник номер 1 — МДС 81.35-2004
При определении стоимости оборудования, мебели и инвентаря в составе сметных расчетов и смет, МДС 81.35-2004 дает нам лишь рекомендации по разделению оборудования по назначению: для производственных нужд, для производственных зданий, для общественных и административных зданий.
Есть перечень затрат, которые необходимо относить на стоимость оборудования:
приобретение технологической оснастки, инструмента и производственного инвентаря для первоначального оснащения производственных зданий и сооружений (если перечисленное не входит в комплект поставки оборудования);
шеф-монтаж, осуществляемый представителями предприятий-изготовителей оборудования или по их поручению специализированными организациями, имеющими лицензию на выполнение шеф-монтажа оборудования, контроль за соблюдением требований и специальных условий при производстве монтажных работ;
доводку на месте установки крупного металлургического, угольного, горнорудного и другого оборудования, осуществляемую в технологической цепи совместно с другим оборудованием или ввиду экономической нецелесообразности сооружения на заводах-изготовителях дорогостоящих и редко используемых повторно стендов и испытательных станций;
доизготовление (доработку и укрупнительную сборку) в построечных условиях оборудования, как правило, крупногабаритного и тяжеловесного, отгруженного на стройплощадку заводом-изготовителем в виде отдельных узлов и деталей (за исключением доизготовления, проводимого в составе монтажных работ);
предмонтажную ревизию оборудования в связи с нарушением гарантийного срока или условий его хранения на складе заказчика, организовываемую и оплачиваемую заказчиком за счет резерва средств на непредвиденные работы и затраты;
проектирование оборудования, индивидуально изготавливаемого по специальным техническим условиям, на которое отсутствуют стандарты и отраслевые нормали;
изготовление специальной оснастки в индивидуальном исполнении, необходимой для монтажа крупногабаритного, тяжеловесного или технически сложного при производстве работ оборудования.
Точного определения, что считать оборудованием, 35 МДС не дает, хотя в Приложении №5 есть перечень, того, что МОЖЕТ относиться к оборудованию. Но весь перечень оборудования, используемый в строительстве гораздо шире.
Источник №2 — МДС 81.37-2004
До отмены МДС 81.37-2004 «УКАЗАНИЯ ПО ПРИМЕНЕНИЮ ФЕДЕРАЛЬНЫХ ЕДИНИЧНЫХ РАСЦЕНОК НА МОНТАЖ ОБОРУДОВАНИЯ» (ОТМЕНЕН с 1 июля 2017 года. Приказ Минстроя России от 30 июня 2017 г. № 946/пр), разделение материалов и оборудование регламентировалось:
Сметные цены на материалы, принимаемые по Федеральному сборнику сметных цен на материалы, изделия и конструкции, имеют семизначный код.
При отсутствии заданных проектом материальных ресурсов в номенклатуре Федерального сборника их стоимость должна определяться на основании калькуляций с учетом документально обоснованных затрат на тару, упаковку, транспортные и заготовительно-складские расходы, наценки снабженческо-сбытовых и посреднических фирм.
Материалы и изделия производственно-технического назначения, не учтенные в единичных расценках и не включенные в перечни неучтенных материалов в составе технических частей, вводных указаний или приложений к сборникам ФЕРм, следует относить к оборудованию.
После отмены данного МДС, в действующие Методические рекомендации по применению федеральных единичных расценок на строительные, специальные строительные, ремонтно-строительные, монтаж оборудования и пусконаладочные работы (пр. 81/пр от 9 февраля 2017 г.) эти пункты не были включены.
Источник №3 — МДС 12-15.2003
МДС 12-15.2003 МЕТОДИЧЕСКИЕ УКАЗАНИЯ по составлению разделительной ведомости поставок заказчика.
Предназначены для использования ОАО «Газпром» (документ действующий, хотя существует МДС 82-1.2005 – эти же рекомендации с адресных характером). Реформа ценообразования научила сметчика быть готовым ко всему и опытного сметчика трудно удивить, но всё же, оставлю вероятность того, что приведенные ниже критерии отнесения типа стоимости ресурса к оборудованию или материалу для Газпрома могут отличаться от тех, что используются для всей остальной строительной отрасли. Приведу выдержку из документа:
2 КРИТЕРИИ ОТНЕСЕНИЯ ТОВАРНО-МАТЕРИАЛЬНЫХ ЦЕННОСТЕЙ (ТМЦ) К МАТЕРИАЛАМ ИЛИ ОБОРУДОВАНИЮ
2.1 К материалам следует относить производственные запасы, представляющие собой совокупность натурально-вещественных элементов производства, применяемых в качестве предметов труда в производственной и непроизводственной сферах деятельности строительного предприятия. Они целиком потребляются в каждом производственном цикле и полностью переносят свою стоимость на стоимость выполненных строительно-монтажных работ.
2.2 К оборудованию, используемому непосредственно при производстве строительно-монтажных работ и создании условий для их выполнения, следует относить основные средства, представляющие собой совокупность материально-вещественных объектов и ценностей, действующих в неизменной форме в течение длительного периода времени.
Данные определения фигурируют в студенческих курсах экономической теории, что уже не плохо: с бухгалтерией Вы будете общаться на одном языке. Рекомендую сохранить себе этот документ – он действующий, и несмотря на свой адресный характер, может служить одним из аргументов при разделении материальных ресурсов на оборудование и материалы.
Источник №4 — Приказ Минстроя РФ №78/пр от 8 февраля 2018 г.
Несмотря на то, что приказ носит название «Об утверждении Методических рекомендаций по разработке государственных элементных сметных норм на монтаж оборудования и пусконаладочные работы», в нем есть Приложение 6 «ПЕРЕЧЕНЬ МАТЕРИАЛОВ И ИЗДЕЛИЙ, НЕ ПОДЛЕЖАЩИХ ВКЛЮЧЕНИЮ В ЭЛЕМЕНТНЫЕ СМЕТНЫЕ НОРМЫ НА МОНТАЖ И УЧИТЫВАЕМЫХ КАК ОБОРУДОВАНИЕ».
В этом перечне 62 пункта к некоторым из которых лично у меня есть вопросы:
23-26. Масла для маслонасосных станций, трансформаторов, турбин – согласен, что при монтаже оборудования, масло является неотъемлемой частью и идет в комплекте с оборудованием, но тут надо отметить, что в данный момент Минстрой РФ движется к тому, что когда-то в России останется одна нормативная база. В данный момент существует отраслевая база на ремонт оборудования, разрабатываемая Минэнерго, я думаю, когда-то её гармонизируют (объединят) (как это сейчас делают с ОЕРрр) с ФСНБ/ГСН-2017 и тут встанет вопрос – там предусмотрены расценки на профилактический ремонт, в том числе замена масла – его необходимо будет расценивать как оборудование или материал? Лично я бы отнес это к расходным материалам, необходимым для функционирования оборудования. Рекомендуем посмотреть видео на нашем YouTube канале о процессе гармонизации ТСН-2001 и ФСНБ-2001.
26-28. Материалы, загружаемые в аппараты химических производств, Материалы фильтрующие для аппаратуры химводоочистки, Материальные ресурсы для заполнения агрегатов паротурбинных и газотурбинных – в названии указано, что это материалы. Даже не могу себе представить ртуть ОБОРУДОВАНИЕМ. Хотя в фильме Терминатор-2 было что-то похожее ��.
29-30. Муфты. В одной смете может оказаться, что часть муфт – это материал, часть – оборудование.
42. Рубильники и переключатели на ток свыше 400 А. Ниже 400 А – материал? Давайте поищем в интернете, что такое «Рубильники и переключатели» – лично для меня возникает непонимание, почему из-за силы тока меняется функциональное предназначение прибора и он может стать материалом?
На фото предоставлен результат поиска

46. Трубы и узлы трубопроводов (независимо от диаметра) условным давлением свыше 2,5 МПа для атомных электрических станций – в зависимости от того, где и кем используются трубы они могут быть материалом или оборудованием?
Мнения сметчиков
Среди сметчиков есть разные мнения по поводу разнесения материалов и оборудования, приведу несколько цитат с форумов (с минимальной корректировкой авторского текста, чтобы не резало глаз), выделю ‘. ‘ те, которые, лично мне, помогают при решении данного вопроса, является ли ресурс оборудованием или материалом:
Цитата №1
То что берем по ТЕРм (ФЕРм), то есть расценка на монтаж оборудования, следовательно и ресурс к расценке относится к оборудованию. А то, что по строительным или ремонтным сборникам ТЕР (ФЕР) все относится к материалам. Если оборудование немонтируемое (стол, холодильник, огнетушитель и т.п.) берем затраты на немонтируемое оборудование (см. МДС 81-37.2004 п.ч.7) и относим их к фонду оплаты труда.
Цитата №2
Я так понимаю — оборудование это все те «предметы», которые могут в процессе эксплуатации что-то производить или этими «предметами» необходимо будет управлять. Например, газовый котел производит тепло.. в инженерных сетях — задвижки с электроприводом и тому подобное
Цитата №3
. оборудование-это то, что ставится на объект в штучном количестве, имеет паспорт завода производителя и требует наладки после монтажа (насосы, вентиляторы, холодильные машины и т.п.)
В ряде случаев заказчик и строитель договариваются о следующих критериях отнесения ресурсов к материалам или оборудованию:
*(прим.авт.) цена актуальна на 2007 г., на текущий момент необходимо уточнять, что относится к малоценному имуществу по правилам бухучета.
. Еще могу добавить, что оборудование, это то, что остается на балансе предприятия и не списывается как материалы.
. Материалы — предметы труда, которые потребляются и полностью теряют свою натурально-вещественную форму в одном производственном цикле, вещественно входят в продукт, полностью переносят на него свою стоимость.
Любая запорная арматура с любым приводом, кроме ручного – это оборудование.
Подведу итог: отнесение того или иного материального ресурса по прайс-листу к оборудованию или материалу является актуальным вопросом. Несмотря на множество различных документов, пытающихся регламентировать разнесение товарно-материальных ценностей (ТМЦ) – мнения заказчиков и подрядчиков могут расходиться. Лично для себя, я выделяю моменты:
Разница между устройством и оборудованием
Dictionary.com определяет «устройство» как:
- Вещь, сделанная для определенной цели; изобретение или устройство, особенно механическое или электрическое.
- План или схема воздействия на цель.
- Хитрая схема; трюк.
- Конкретный образец слова, фигура речи, комбинация звуков слова и т. Д., Используемые в литературном произведении, чтобы вызвать желаемый эффект или вызвать желаемую реакцию в читателе: риторические устройства.
- Что-то продуманно или причудливо разработанное.

Устройство — это что-то, сделанное для определенной цели или цели, обычно это инструмент или инструмент. Это может относиться к технике или музыке. Есть тысячи устройств. Это наиболее универсальное слово, используемое в организации или компании. Используется для выполнения точной работы. Это работа, где результат будет возможен только с человеческими усилиями.
Некоторые примеры устройства приведены ниже:
- Вам необходимо подключить устройство для подключения к Интернету.
- Есть ли рядом с ПК радио или другое беспроводное устройство?
- Собираетесь ли вы установить новое устройство, чтобы улучшить громкость?
- Устройство для открывания банок.
Согласно Dictionary.com «Оборудование» является:
- Все, что хранится, предоставляется или предоставляется для определенной цели.
- Акт экипировки человека или вещи.
- Состояние быть экипированным.
- Личные знания и навыки, необходимые для выполнения задания, профессии и т. Д .: У него есть необходимое оборудование для права.
- Подвижной состав железной дороги.

Оборудование — это необходимый инструмент, одежда или машина для определенной цели. Оборудование также содержит средства защиты, которые человек использует для собственной безопасности, такие как перчатки, шлем, защитные очки и т. Д., В которых кто-то нуждается во время путешествия или для определенной цели.
Снаряжением также может быть инструмент или машина, которая действительно нужна во время восхождения. Если старик, который использует деревянную палку для ходьбы, так что деревянная палочка также называется оборудованием.
Некоторые примеры оборудования приведены ниже:
- Механик не мог отремонтировать машину, потому что у нее не было нужного оборудования.
- Мальчик не мог позволить себе снаряжение, необходимое для альпинизма.
- Аренда оборудования включена в цену.
- Собираетесь ли вы дать нам дополнительное оборудование для скалолазания?
УСТРОЙСТВО это оборудование или механизм, используемый для конкретной цели, напротив, ОБОРУДОВАНИЕ используется для оперативных целей, таких как аппарат.
Чем агрегат отличается от станков

Агрегатный станок — металлорежущий станок, который состоит в основном из оптимального числа деталей (унифицированных) кинематически не связанных между собой агрегатов. Единой системой управления задается взаимозависимость и последовательность движения агрегатам станка[1]. В основном агрегатные станки применяются на заводах массового производства. Станки обладают большим экономическим эффектом. На этих станках можно выполнять: сверление, зенкерование, растачивание, фрезерование, нарезание внутренних и наружных резьб, накатывание резьб, некоторые виды токарной обработки[2]. Обычно на них обрабатывают корпусные детали и валы, которые в процессе обработки остаются неподвижными[3].
1 Конструкция агрегатного станка
2 Основные унифицированные узлы агрегатного станка
3 Станки с программным управлением
4 Особенности конструирования
Конструкция агрегатного станка
Агрегатный станок состоит из станины; центрального и наладочного пульта; поворотного стола; гидробака; насосной установки; гидропанели; электрошкафа станка; силового стола; стойки; сверлильной бабки; упорного угольника; расточной панели; резьбового копира; шпиндельной коробки; электрошкафа силовых механизмов; коробки скоростей; делительного стола[4]. На силовой головке и на столе с бабкой монтируются шпиндельные коробки, несущие режущие инструменты. Обрабатываемые детали закрепляются в зажимном при которое может быть одно- или многопозиционным. Зажимное при бывает двух основных типов: с горизонтальной осью поворота, то есть на поворотном барабане и с вертикальной осью поворота, то есть установленное на поворотном столе[1]. Силовые сверлильные, фрезерные и другие головки устанавливают на унифицированных кронштейнах, закрепленных на направляющих круглой или прямоугольной станины. Изменяя число головок и их взаимное расположение перестановкой по пазам станины, можно быстро переналадить станок на обработку новой партии заготовок. Заготовки устанавливают на круглом или прямоугольном делительном столе в универсально-сборных или универсально-наладочных при Станки оснащаются устройством программного управления (ЧПУ), размещенным в блоке управления[3].
Чем агрегат отличается от станка?Полный ответ

Агрегатный станок — металлорежущий станок, который состоит в основном из оптимального числа деталей (унифицированных) кинематически не связанных между собой агрегатов. Единой системой управления задается взаимозависимость и последовательность движения агрегатам станка[1]. В основном агрегатные станки применяются на заводах массового производства. Станки обладают большим экономическим эффектом. На этих станках можно выполнять: сверление, зенкерование, растачивание, фрезерование, нарезание внутренних и наружных резьб, накатывание резьб, некоторые виды токарной обработки[2]. Обычно на них обрабатывают корпусные детали и валы, которые в процессе обработки остаются неподвижными[3].
1 Конструкция агрегатного станка
2 Основные унифицированные узлы агрегатного станка
3 Станки с программным управлением
4 Особенности конструирования
Конструкция агрегатного станка
Агрегатный станок состоит из станины; центрального и наладочного пульта; поворотного стола; гидробака; насосной установки; гидропанели; электрошкафа станка; силового стола; стойки; сверлильной бабки; упорного угольника; расточной панели; резьбового копира; шпиндельной коробки; электрошкафа силовых механизмов; коробки скоростей; делительного стола[4]. На силовой головке и на столе с бабкой монтируются шпиндельные коробки, несущие режущие инструменты. Обрабатываемые детали закрепляются в зажимном приспособлении, которое может быть одно- или многопозиционным. Зажимное приспособление бывает двух основных типов: с горизонтальной осью поворота, то есть на поворотном барабане и с вертикальной осью поворота, то есть установленное на поворотном столе[1]. Силовые сверлильные, фрезерные и другие головки устанавливают на унифицированных кронштейнах, закрепленных на направляющих круглой или прямоугольной станины. Изменяя число головок и их взаимное расположение перестановкой по пазам станины, можно быстро переналадить станок на обработку новой партии заготовок. Заготовки устанавливают на круглом или прямоугольном делительном столе в универсально-сборных или универсально-наладочных приспособлениях. Станки оснащаются устройством программного управления (ЧПУ), размещенным в блоке управления[3].
Агрегатные станки
1. Общие сведения об агрегатных станках
Агрегатными называются станки, которые компонуются из нормализованных и частично специальных узлов и деталей путем объединения их в единый агрегат (станок, рабочий комплекс) с общей системой управления и контроля. Агрегатные станки (АС) применяют в крупносерийном и массовом производстве. Все более широко применяются агрегатные станки с ЧПУ, используемые в серийном производстве. На агрегатных станках осуществляют многоинструментную и многопозиционную обработку деталей В начале развития агрегатных станков на них выполнялся только один какой-либо вид обработки (главным образом сверление и резьбонарезание) В настоящее время на агрегатных станках выполняются практически все технологические операции.
Агрегатные станки могут быть специальными и специализированными. Если первые могут обрабатывать одну или несколько деталей, но одновременно, то специализированные спроектированы для последовательной обработки нескольких деталей, требующей незначительной переналадки станка АС обычно выпускаются полуавтоматическими, а в составе автоматических линий — автоматическими.
Современные агрегатные станки с полуавтоматическим циклом работы начали применять в первой четверти ХХ в. в Германии для производства швейных машин, а позднее в США в автомобильной промышленности. В начале 1930-х гг. под руководством будущего академика В. И. Дикушина было начато проектирование и изготовление в СССР агрегатных станков. В 1934 г. был выпущен первый советский агрегатно-сверлильный станок для сверления отверстий в картере заднего моста грузового автомобиля.
Рис. 1. Так выглядели первые советские агрегатные станки
С 1937 г. агрегатные станки начали широко применять в автомобильной и тракторной промышленности (рис. 1). В 1940 г. в СССР было выпущено 25 агрегатных станков. За эту большую заслугу перед страной в марте 1941 г. инженер-новатор и ученый, один из инициаторов внедрения агрегатных станков В. И. Дикушин одним из первых в стране был удостоен высокой награды — Сталинской премии.
2. Принцип агрегатирования станков
Принцип агрегатирования основан на том, что вместо разработки всех узлов при проектировании нового станка используют ранее разработанные узлы, компонуя из них новый станок Для этого предварительно разрабатываются несколько однотипных узлов (агрегатов) разных размера и мощности (называются нормализованными или унифицированными), позволяющих спроектировать станок, довольно хорошо соответствующий технологическому процессу обработки детали. Кроме того, стараются эти агрегаты делать самодействующими, снабжая каждый своим двигателем. Агрегатные специальные станки имеют существенные преимущества перед другими станками:
- возможность создания оборудования по наивыгоднейшему технологическому процессу Когда намечается применение агрегатных станков, сначала разрабатывают процесс обработки детали, а потом для выполнения этого процесса компонуют станки из готовых узлов;
- многоинструментная обработка, которая резко повышает производительность работы;
- возможность выполнения самых разных операций на одном станке;
- позволяют постоянно совершенствовать само оборудование, так как надо модернизировать не весь станок, а лишь тот узел, который устарел;
- создаются благоприятные условия для узлового ремонта станков;
- повышается надежность работы оборудования, созданного из проверенных нормализованных узлов;
- специальные станки собираются из серийных узлов, что их удешевляет
Наряду с плюсами, у агрегатных станков есть и минусы, которые в последние годы сильно сократили спрос на эти станки даже для массового производства:
- для новой детали, даже незначительно отличающейся от прежней по обрабатываемым поверхностям, надо делать новый специальный станок;
- станки стоят довольно дорого и имеют узкую область применения — массовое производство.
Для устранения этих противоречий надо, чтобы специальное станочное оборудование соответствовало трем главным условиям:
- позволяло делать переналадку для обработки разных деталей при достаточно высокой производительности (это самое главное, потому что стоимость основных средств составляет значительную долю в себестоимости продукции);
- имело короткие сроки проектирования и изготовления;
- имело невысокую стоимость и быструю окупаемость.
В целом агрегатные станки в определенных условиях производства этим условиям отвечают.
3. Унифицированные узлы агрегатных станков
Унифицированными или нормализованными узлами агрегатных станков называются узлы, конструкции которых разрабатываются до того, как будет проектироваться конкретный станок. Эти узлы могут применяться в станках разных конструкций. К ним относятся (рис. 2) станина 7, поворотный делительный стол 6, на котором устанавливаются приспособления и обрабатываемые детали, силовые бабки 3. Для установки на станке силовых головок служат боковые станины 5, стойки 4, проставочные плиты. При многошпиндельной обработке отверстий или при фрезеровании плоскостей к силовым головкам крепят сверлильные и фрезерные насадки. Управление станком сосредоточено на пульте, а вся электроаппаратура размещается в шкафу. Из нормализованных сборочных единиц конструируют специальные узлы, компонуя их так, как того требует конструкция обрабатываемой детали. Типаж унифицированных узлов включает несколько сотен наименований более 2500 исполнений и типоразмеров и составляет 75. . .80 % узлов станка.
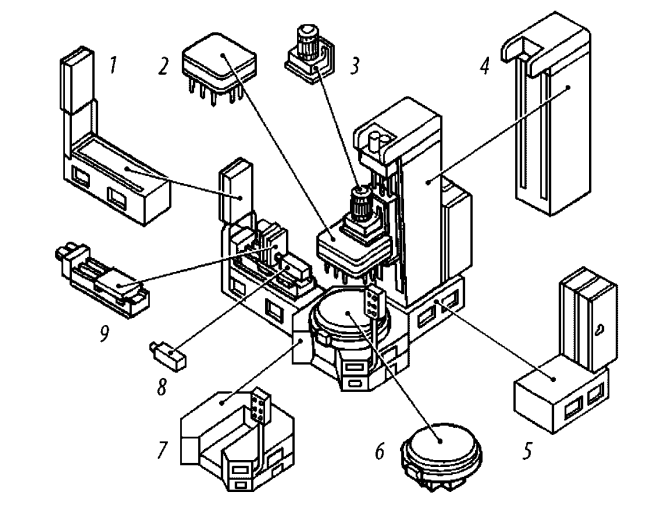
Рис. 2. Составные элементы aгpeгатного станка: 1 — станина боковая; 2 — многошпиндельная коробка; 3 — силовая бабка; 4 — стойка; 5 — станина-подставка; 6 — стол поворотный делительный; 7 — станина центральная; 8 — одношпиндельная расточная бабка; 9 — силовой стол
4. Компоновки агрегатных станков
Условно делятся на четыре группы.
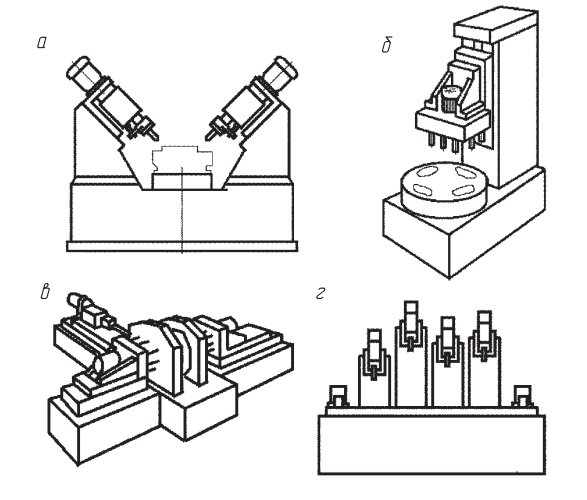
Рис. 3. Компоновки агрегатных станков
1. На станках нет устройства для периодического транспортирования обрабатываемых деталей, т е детали остаются неподвижными в течение всего цикла обработки (рис. 3, а) . Установив заготовку, можно обрабатывать на разных ее сторонах поверхности, точно связанные друг с другом, например отверстия в корпусе редуктора или в чашке дифференциала, цапфы крестовины карданного вала. Благодаря тому что приспособление неподвижно, можно достичь довольно высокой точности обработки.
2. Агрегатные станки имеют поворотный делительный стол (рис. 3, б). Обычно на нем помещается многопозиционное приспособление. Последовательная обработка детали производится несколькими инструментами. Возможна конструкция со столом, вращающимся вокруг центральной колонны. Иногда в центре поворотного стола устанавливается одна крупногабаритная заготовка.
3. Станки имеют барабан с горизонтальной осью вращения, на гранях которого находятся приспособления для закрепления обрабатываемых деталей (рис. 3, в). На барабанных станках детали обычно обрабатываются с двух или с трех сторон — это могут быть валы, трубы, корпусные детали Небольшие подвесные головки позволяют распространить обработку на большее число сторон.
4. Станки имеют многопозиционный стол с линейным перемещением и предназначены для обработки деталей с большим количеством повторяющихся элементов или крупногабаритных (рис. 3, г) .
Для загрузки и съема заготовок служат одна или две (на противоположных сторонах станка) позиции.
В агрегатных станках количество силовых узлов и инструментальных шпинделей, расположение осей шпинделей зависят от реализуемого на станке технологического процесса. Различают станки одноагрегатные и многоагрегатные, одношпиндельные и многошпиндельные, горизонтальные, вертикальные, наклонные и комбинированные, односторонние и многосторонние.
На однопозиционных станках обработка полностью заканчивается при постоянном положении детали На многопозиционных станках с поворотно-делительными столами обработка деталей выполняется параллельно или последовательно на нескольких позициях в разных положениях относительно инструментов.
Агрегатные станки можно оснастить загрузочными приспособлениями, и они станут автоматами. АС работают как самостоятельно, так и в составе автоматических линий.
Силовые головки агрегатных станков — это основные нормализованные узлы, определяющие их технологические возможности. Силовые головки предназначены для сообщения инструменту главного движения, рабочей подачи и установочных перемещений при сверлении, зенкеровании, развертывании и растачивании деталей из различных материалов. В большинстве случаев осуществляются циклы движений, включающие быстрый подвод инструмента, рабочую подачу (одну или две в зависимости от технологического процесса), выдержку на жестком упоре (при необходимости), быстрый отвод и остановку в конце хода. Программа движений может быть разной и осуществляется автоматически от кулачка, установленного внутри корпуса головки.
Основными параметрами силовых головок, которые характеризуют их технологические возможности и служат основанием для выбора конструкции силовых узлов, являются мощность привода главного движения, наибольшая сила подачи, частота вращения приводного вала шпинделя головки, пределы подач, скорость быстрых перемещений, длина рабочего хода, точность переключения механизма подачи, габаритные размеры.
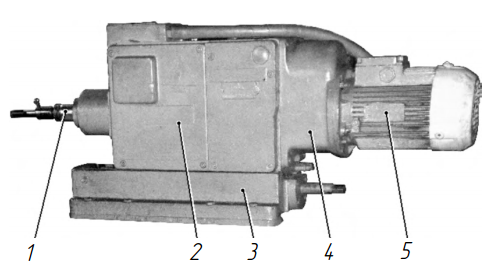
Рис. 4. Малогабаритная силовая головка
Существует несколько основных признаков классификации силовых головок:
- по виду привода подачи — электромеханические (кулачковые и винтовые), гидравлические и пневмогидравлические;
- по способу выполнения движения подачи — с выдвижной пи- нолью и с подвижным корпусом;
- по развиваемой мощности подачи — самодействующие (привод подачи встроен в корпус) и несамодействующие (часть механизмов — насос, панель управления — вынесена за пределы головки)
На рис. 4 показана малогабаритная силовая головка с плоскокулачковым приводом подачи и выдвижной пинолью. Корпус 2 головки смонтирован на салазках 3, закрепляемых на станине. Во время работы корпус головки неподвижен; при наладке станка корпус можно вручную (при помощи винта) перемещать вдоль салазок. Если надо перемещать головку в процессе работы станка, применяют самоходные салазки. Шпиндель 1 вращается электродвигателем 5 при помощи ременной или зубчатой передачи 4.
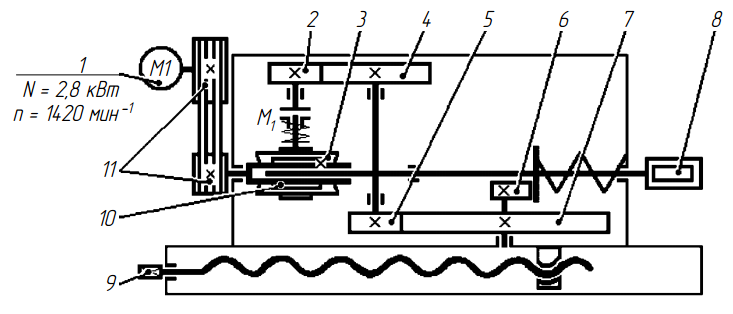
Рис. 5. Кинематическая схема самодействующей силовой головки
Принцип работы головки заключается в следующем (рис. 5) . От электродвигателя 1 через сменные шкивы 11 вращательное движение передается полому валу 4, имеющему внутренние шлицы для соединения со шпинделем 8. На полом валу имеется червяк 10, от которого через червячное зубчатое колесо 3 сменные колеса 2 и 4 и колесо 5 вращение передается зубчатому колесу 7, имеющему на своем торце кулачок 6. К кулачку прижат при помощи пружины упор, жестко соединенный с пинолью шпинделя. Кулачок, нажимая на упор, выдвигает шпиндель вправо, обеспечивая ускоренную и рабочую подачи, а потом пружина возвращает шпиндель в исходное положение. Механизмы головки предохраняются от перегрузки шариковой муфтой Мф1, вмонтированной во втулку червячного зубчатого колеса 3. Главное движение настраивается сменными шкивами 11, а величина подачи — сменными зубчатыми колесами 2 и 4
Барабанно-кулачковые силовые головки с подвижной пинолью или подвижным корпусом применяются для сверлильно-фрезерных и резьбонарезных операций. Их мощность 0,1. . . 6 кВт. Принципиальная кинематическая схема такой головки не отличается от схемы плоскокулачковой головки.
Силовая головка с гидравлическим приводом подачи показана на рис. 6. Вращение от двигателя 11 через пару зубчатых колес 1-10 передается через связь 9 на шпиндель 6 головки. Шпиндель установлен внутри пиноли 4, подача которой сообщается гидроци- линдром 7. При перемещении поршня 8 вправо шпиндель скользит внутри втулки 5, с которой имеет подвижное соединение, осуществляя движение подачи. На боковых поверхностях силовой головки устанавливают упоры 2 электрической и гидравлической аппаратуры управления 3.
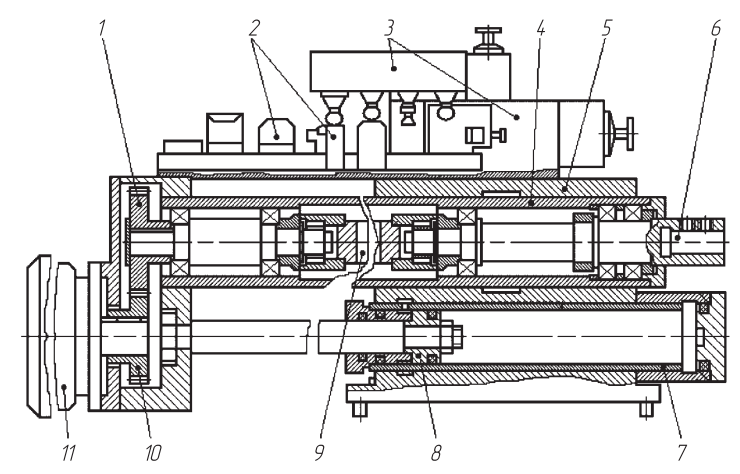
Рис. 6. Силовая головка с гидроприводом
Гидравлические силовые головки применяют для выполнения как легких, так и тяжелых работ при обработке деталей средних и больших размеров. Эти головки годятся для выполнения силовых работ: привод главного движения 0,27. . .30 кВт, усилие подачи 0,4.. .100 кН.
Гидропривод обеспечивает бесступенчатое регулирование подачи в пределах 0,12. . .14 мм/с и скорость быстрых перемещений 50. . .125 мм/с. Благодаря точному переключению с быстрых ходов на рабочие подачи и наоборот (0,18. . . 0,47 мм) обеспечивается малое время холостых ходов. Частота вращения инструмента до 9000 мин -1 , а при сверлении отверстий диаметром менее 1 мм шпиндель делает до 24 000 мин -1 Большая жесткость, надежная защита от перегрузки и самосмазываемость деталей привода обеспечивают высокие эксплуатационные качества силовой головки. Недостатком является то, что сложно эксплуатировать и ремонтировать гидропанели, нестабильна подача при резко меняющихся силах резания и невозможно нарезать резьбу.
Быстрые перемещения в агрегатных станках с гидроприводом занимают до 50 % времени работы. Увеличение скорости быстрых ходов до значений более 5 м/с вызывает рост инерционности и времени хода Введение двухскоростного подвода с переключением на скорость 2 м/с повышает стабильность точки переключения и сокращает время переключения на 27 50 %
Винтовые электромеханические головки применяются для сверлильных, расточных, а особенно часто — резьбонарезных операций. Самодействующие силовые головки обеспечивают основные движения и быстрый подвод и отвод режущего инструмента Наибольшая длина хода инструмента в зависимости от конструкции салазок составляет 500. . .800 мм, пределы подач 16,4. . .349 мм/мин, мощность электродвигателя до 14 кВт.
Пневмогидравлические силовые головки работают с применением сжатого воздуха в сочетании с гидравлическим регулированием величины подачи. Они выпускаются двух типов: с непосредственным воздействием воздуха на масло (модели ПГСГ) или пинольного типа с разделением воздуха и масла упругой диафрагмой (модели ГС-2М). Главное движение в пневмогидравлической силовой головке — вращение шпинделей с инструментами — осуществляется от электродвигателя через зубчатую передачу, а поступательное перемещение с рабочей подачей и обратный ход — от поршня силового цилиндра с помощью сжатого воздуха.
В пневматических силовых головках вращение шпинделю сообщается от турбинки, установленной в корпусе головки, там же расположен пневмоцилиндр подачи. До соприкосновения инструмента с изделием происходит быстрое перемещение шпинделя, а затем следует рабочая подача, которая в такой головке не регулируется, а зависит от твердости обрабатываемого материала.
Пневматические и пневмогидравлические силовые головки просты по конструкции, легко перенастраиваются, со самосмазывающей системой трущихся поверхностей, с бесступенчатым регулированием подач. Но они имеют малые усилия подач и энергоемки из-за затрат на получение сжатого воздуха.
5. Силовые столы и бабки
Для выполнения операций, требующих больших затрат мощности: фрезерования, растачивания, подрезки больших торцов, — от силовых головок требуется повышенная жесткость. Описанные ранее силовые головки не отвечают этому требованию. Для повышения жесткости пришлось изменить конструкцию: механизм главного движения отделили от механизма подачи, и получились два узла — силовой стол и силовая бабка. На рис. 7 представлен такой агрегат.
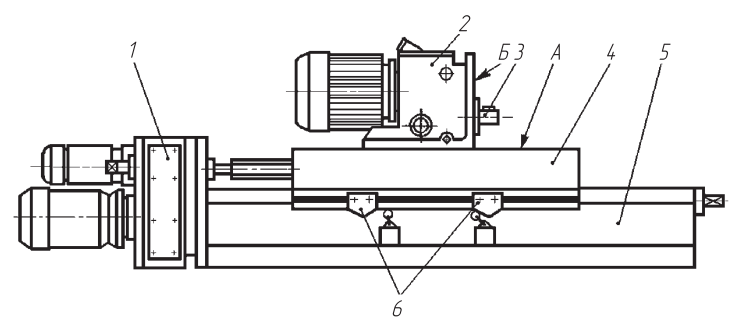
Рис. 7. Силовой стол с установленной на нем силовой бабкой
Базовым в нем является силовой стол 4, установленный в направляющих салазках 5. Привод стола осуществляется с помощью двух электродвигателей, редуктора 1 и пары винт — гайка. В зависимости от назначения станка на силовом столе устанавливают сверлильные, фрезерные, обточные, подрезные, алмазно-расточные и другие силовые бабки 2. Можно установить зажимное приспособление с обрабатываемой заготовкой. Бабка имеет отдельный привод главного движения, заканчивающийся приводным валом 3, который вращает шпиндель шпиндельной коробки. Коробка устанавливается на плоскость А силового стола и закрепляется к плоскости Б силовой бабки. Цикл работы агрегата обеспечивают упоры 6 и конечные переключатели.
Полученный агрегат обеспечивает надежную и стабильную подачу в пределах 0,2. . . 2,2 мм/с, быстрые ходы со скоростью 0,07. . . 0,11 м/с, усилие подачи 3. . .100 кН и возможность нарезания резьбы. Установленная мощность привода главного движения от 0,8 до 30 кВт. В то же время у данного узла сложная электрическая схема, ступенчатое изменение подачи, на нем трудно получить очень малые подачи Большая масса оборудования снижает точность исполнения команд во время быстрых перемещений. Управление циклом движений стола производится переставными упорами и бесконтактными путевыми переключателями типа БВК.
В силовых столах наряду с винтовыми парами скольжения используются винтовые пары качения, отличающиеся высокой долговечностью и обеспечивающие за счет плавности перемещения стола высокую стойкость режущего инструмента. Силовые столы могут работать в горизонтальном, вертикальном и наклонном положениях. При вертикальном или наклонном варианте установки стола его движущаяся часть уравновешивается грузом-противовесом, который размещается внутри стойки и подвешивается на втулочнороликовых цепях или стальных канатах.
Силовые столы используются в качестве механизмов подачи агрегатных станков при обработке средних и крупных деталей. Основной рабочий цикл силовых столов, как и силовых головок: ускоренный подвод — рабочая подача (одна или две) — выдержка на жестком упоре — быстрый отвод В зависимости от типоразмера наибольшая длина хода стола составляет 250. . .1250 мм, а наибольшее усилие подачи 6,3…100 кН.
При использовании стола с гидроцилиндром обеспечиваются бесступенчатое регулирование подачи и достаточная точность переключения с быстрого хода на рабочую подачу (выбег до 0,5 мм).
Силовой стол с винтовым приводом подачи (рис. 8) состоит из собственно стола (подвижной плиты) 17, салазок 18 и редуктора. На столе устанавливаются приспособление с заготовкой или узлы, сообщающие инструментам главное вращательное движение (бабки сверлильные, расточные, фрезерные и др. ). Стол сообщает заготовке или бабке быстрый подвод, рабочую подачу и быстрый отвод. Рабочую подачу он получает от электродвигателя 1 при включенной электромагнитной муфте 13 через зубчатые колеса 2-4, 3-6, сменные 5 и 7 и зубчатые 15-16, 9-12, 10-11 колеса. Максимальное усилие подачи регулируется фрикционной муфтой 14
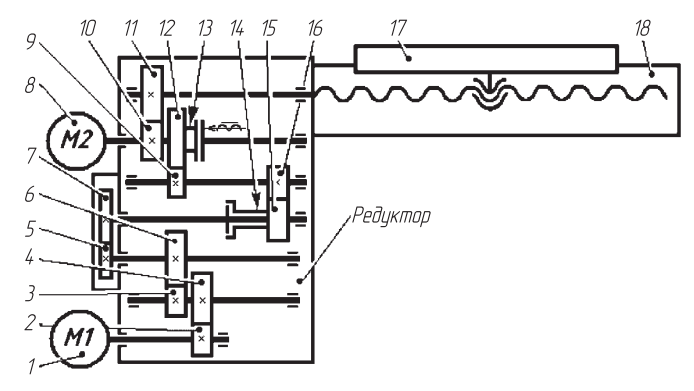
Рис. 8. Кинематическая схема силового стола
Когда надо обеспечить перпендикулярность оси отверстия и его торца, обработка последнего производится на жестком упоре При этом стол упирается в отрегулированный винт, а предохранительная муфта 14 проскальзывает. Быстрый подвод и отвод столу сообщает электродвигатель 8 через зубчатые колеса 10-11 при выключенной электромагнитной муфте 13.
Кроме электромеханического привода подачи, агрегатные станки компонуются силовыми столами с гидравлическим приводом. Такой стол перемещается по направляющей плите с помощью гидроцилиндра и может использоваться в качестве механизма подачи при обработке средних и крупных деталей. Силовой стол с гидроприводом иначе называется подкатным столом.
Фрезерные бабки агрегатных станков предназначены для чернового и чистового фрезерования одним шпинделем. Устанавливаются на крестовые и силовые столы, которые сообщают им движение подачи. Бабки могут быть беспинольными, когда положение фрезы относительно бабки не меняется и настройка фрезы на размер возможна только при установке бабки на крестовый стол. У пинольных бабок перемещение пиноли может быть как ручным, так и автоматическим, с отскоком пиноли. На силовых столах бабки устанавливаются на салазках. Мощность фрезерных бабок первого типа от 1,5 до 30 кВт с диапазоном частот вращения шпинделя от 41. . .2500 мин -1 у маломощных до 16. . .698 мин -1 у тяжелых фрезерных бабок. Пинольные бабки менее мощные (от 4 до 18,5 кВт) при тех же частотах вращения шпинделя.
Расточные бабки (рис. 9) имеют модификации, предназначенные для выполнения черновых и получистовых операций: растачивания, подрезки торцов, зенкерования, — и для чистовых операций, которые выполняют растачивание и подрезку торцов и обеспечивают получение отверстий по 7-му квалитету. Расточные бабки могут иметь механизм автоматической подналадки режущего инструмента Устанавливаются на силовые столы, которые сообщают им движение подачи, или стационарно, когда движение подачи сообщается обрабатываемой детали.
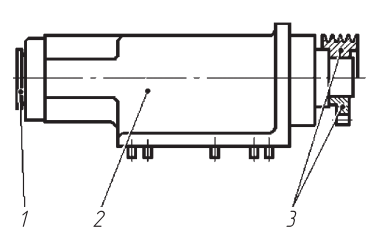
Рис. 9. Расточная бабка: 1 — шпиндель; 2 — корпус; 3 — приводной шкив или зубчатое колесо.
Подрезно-расточные бабки одновременно выполняют растачивание отверстия и подрезку торцов (протачивание канавок) . Эти бабки устанавливаются на силовые или подкатные столы.
Частоты вращения шпинделей бабок, применяемых на агрегатных станках, лежат в пределах 16. . .5000 мин -1 . Они могут растачивать отверстия диаметром до 200 мм, а крутящий момент и осевое усилие могут достигать, соответственно, 6300 Н • м и 25000 Н.
6. Поворотные делительные столы
Кроме устройств для прямолинейного перемещения, в агрегатных станках очень часто применяются поворотные делительные столы, предназначенные для закрепления на них приспособлений с заготовками и периодического поворота на определенный угол. Эти столы перемещают обрабатываемые детали из одной рабочей позиции в другую и, что очень важно, точно фиксируют заготовку относительно режущих инструментов. Столы поворачиваются в горизонтальной и вертикальной плоскостях. Делительные столы чаще всего выполняют дискообразными или кольцевыми с поворотом в горизонтальной плоскости, а также под названием «барабан» — для поворота в вертикальной плоскости. В последнем случае приспособления с деталями располагаются на периферии барабана и деталь можно одновременно обрабатывать с двух сторон.
Электромеханический поворотный делительный стол состоит из собственно стола (планшайбы), основания и редуктора. Нижней плоскостью стол установлен на привалочную плоскость станины. В качестве механизма поворота используются разные устройства. Это может быть мальтийский механизм или какой-то другой привод. Но обязательным условием является наличие узлов поворота, ориентации в нужном положении и устройства фиксации.
7. Базовые детали агрегатных станков
Станины и стойки агрегатных станков относятся к базовым узлам (рис. 10). На станину 2 устанавливают поворотный делительный стол. К боковым ее граням присоединяются боковые станины 5. У передней грани организуется загрузочная позиция, а одна из боковых (например, срезанная как фаска) используется для уборки стружки. На стойке 4, установленной на подставке 3 в вертикальном положении, помещают силовой стол. В стойке имеется противовес, служащий для уравновешивания подвижных узлов: стола, шпиндельной коробки с упорным угольником 1 и инструментальной наладкой, а также кондукторной плиты. На боковых станинах 5 устанавливаются силовые столы, силовые головки или вертикальные стойки Сверху на боковой станине есть два платика для базирования этих узлов. Боковая станина крепится к средней станине с помощью фланца Станины и стойки изготавливают литыми из чугуна или сварными из стального листового проката.
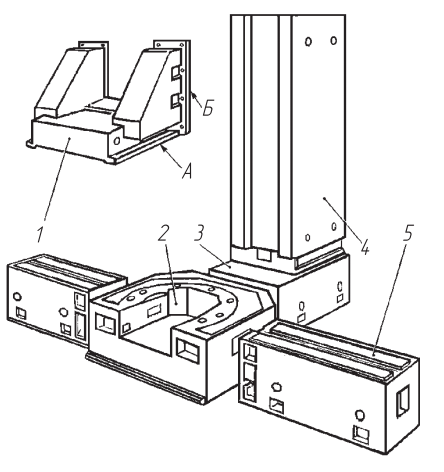
Рис. 10. Базовые детали агрегатного станка
Специальными узлами агрегатных станков являются:
- инструментальные наладки;
- шпиндельные коробки;
- приспособления для закрепления деталей.
Конструкция этих узлов определяется конструкцией обрабатываемой детали и осуществляемым технологическим процессом.
Инструментальная наладка конкретного агрегатного станка включает в себя комплект удлинителей, в которых устанавливается режущий инструмент, копиров, с помощью которых нарезаются резьбы, сам режущий инструмент (как универсальный, так и специальный) и другую оснастку и определяет вид, количество и место их установки в рабочих позициях. Инструментальная наладка позволяет настраивать станок на выполнение конкретной работы.
Шпиндельные коробки и насадки предназначены для размещения рабочих шпинделей и зубчатых колес, передающих вращение шпинделям от приводного вала силовой головки. Малые шпиндельные коробки (насадки) монтируют на корпусе силовой головки, а большие — на силовом столе и присоединяют к плоскости А упорного угольника (см. рис. 10), который плоскостью Б закрепляется на столе Многошпиндельные коробки позволяют обрабатывать с помощью одного силового узла большое количество отверстий с параллельными осями. В большинстве случаев они предназначены.
для обработки деталей по направляющим втулкам (кондуктору), выполняют всевозможные виды обработки отверстий (для нарезания резьбы имеются модификации коробок) и могут иметь до 80 шпинделей 1 (рис. 11).
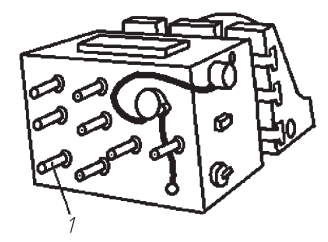
Рис. 11. Общий вид шпиндельной коробки, присоединенной к угольнику
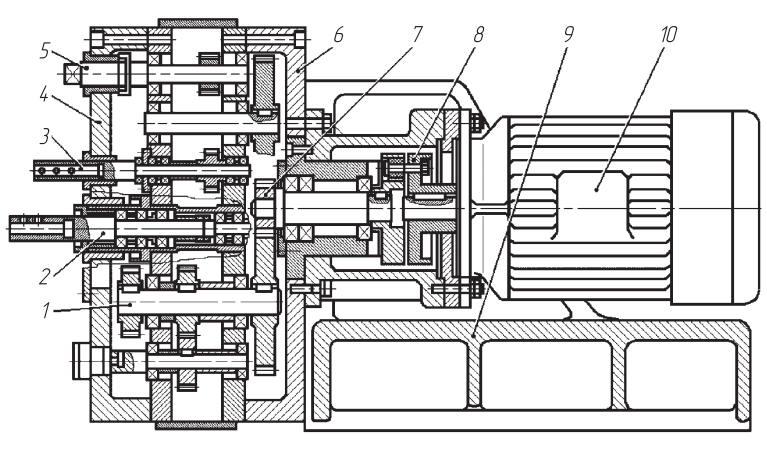
Рис. 12. Разрез шпиндельной коробки с угольником: 1 — промежуточный вал; 2 — шпиндель усиленный; 3 — шпиндель сверлильный; 4 — плита передняя; 5 — вал ручного проворота шпинделей; 6 — плита задняя; 7 — приводное зубчатое колесо; 8 — муфта; 9 — угольник; 10 — электродвигатель.
В коробке вращение передается от входного вала с приводным зубчатым колесом 7 (рис. 12) на все шпиндели, размещенные на нужном расстоянии друг от друга В шпинделях находятся одинаковые или разные как по наименованию, так и по размерам инструменты. Каждый шпиндель получает вращение в нужную сторону с заданной скоростью и передает на инструмент нужный крутящий момент. Кинематика, расположение шпинделей и габариты шпиндельной коробки определяются выполняемыми на станке переходами, формой, размерами и материалом обрабатываемой детали, компоновкой станка.
Конструкция шпиндельной коробки позволяет получить на шпинделях широкий диапазон чисел оборотов, а гамма унифицированных шпинделей — крепить переходные инструментальные оправки диаметром 19, 26, 36, 44, 60, 80 мм. Таким образом, шпиндельная коробка допускает различное сочетание видов инструмента, диаметров обработки и режимов резания.
Не всегда представляется возможным при обработке детали обеспечить инструменту дополнительное направление в кондукторных втулках. В таких случаях требуется более жесткое по точностным характеристикам исполнение шпиндельной группы. Повышение жесткости достигается за счет увеличения расстояния между опорами шпинделя и установки в передней опоре шпинделя двухрядного роликоподшипника с внутренним коническим отверстием. Кроме того, изменяется конструкция крепления инструментальной оправки в шпинделе. Обычно инструментальная оправка стопорится двумя винтами, прижимающими оправку к одной стороне посадочного отверстия в шпинделе. Эксцентриситет инструментальной оправки крайне нежелателен, особенно при обработке детали без кондуктора, поэтому для фиксации оправки в усиленном шпинделе применяется самоцентрирующий цанговый зажим. Шпиндель, выполненный с перечисленными изменениями, называется жестким шпинделем (рис. 13).
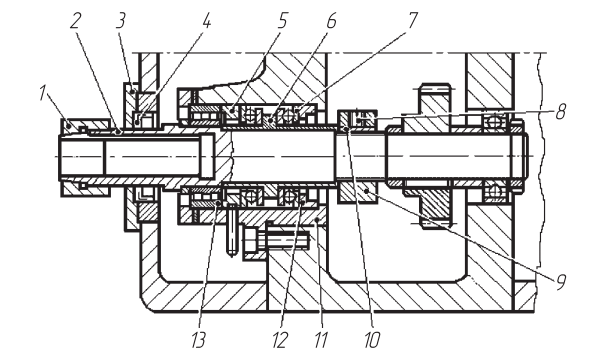
Рис. 13. Конструкция жесткого шпинделя агрегатного станка: 1, 9 — гайка; 2 — цанга; 3, 5, 12 — фланец; 4 — манжета; 6 — втулка; 7 — упорный подшипник; 8 — стопорный винт; 10 — резьбовая шпонка; 11 — стакан; 13 — радиальный двухрядный роликоподшипник.
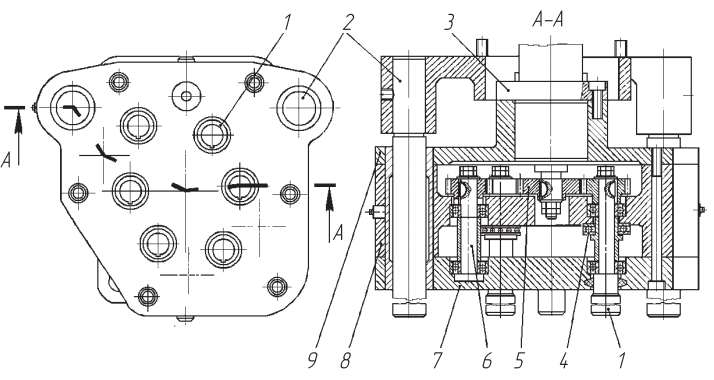
Рис. 14. Многошпиндельная насадка: 1 — шпиндель; 2 — скалка; 3 — державка; 4 — упорный шарикоподшипник; 5 — зубчатые колеса; 6 — промежуточный вал; 7 — нижняя крышка; 8 — корпус головки; 9 — верхняя крышка.
Малогабаритная шпиндельная коробка (насадка) для силовой головки с выдвижной пинолью (см. рис. 4) показана на рис. 14. Корпус насадки состоит из трех деталей: державки 3, корпуса 8 и крышки 7. Фланец насадки устанавливается на пиноли силовой головки, а державка 3 насадки с двумя направляющими скалками 2 крепится к ее корпусу. Со шпинделем 1 головки (см. рис. 4) жестко связано ведущее зубчатое колесо 5 (рис. 14), вращающее все шпиндели насадки.
Многошпиндельные насадки являются упрощенным вариантом многошпиндельных коробок и используются для одновременной обработки (сверление, развертывание, нарезание резьбы) нескольких (от 2 до 10) отверстий с параллельными осями.
В агрегатных станках, несмотря на их большое сходство, невозможно целиком унифицировать конструкцию шпиндельных коробок, так как бесчисленны варианты количества шпинделей, их типов и расположения, межцентровых расстояний между ними. Поэтому унифицированы не конструкция, а комплекты литья, шпиндели с опорами, промежуточные валы с опорами, зубчатые колеса, подшипники качения, распорные втулки, узлы смазки и все другие детали, в том числе корпуса, подготовленные под расточку. Оригинальными являются чертеж расположения отверстий на корпусе коробки и сборочный чертеж.
Приспособления для закрепления деталей на агрегатных станках должны обеспечить точное базирование, надежное закрепление, компактность конструкции, встраиваемой в ограниченное пространство поворотного стола. При этом надо обеспечить надежный отвод стружки, удобство и максимальную автоматизацию загрузки-разгрузки и закрепления-открепления заготовки, автоматизацию вспомогательных операций, фиксации и расфиксации, проверку точности установки. По конструкции зажимные приспособления бывают одно- и многоместными. Приводы бывают ручные, механизированные и автоматизированные. Ручные приводы применяют в основном во вспомогательных, фиксирующих и реже зажимных механизмах. В механизированных и автоматизированных приводах зажима используют пневмо- и гидроцилиндры, электромеханические и гидромеханические ключи.
8. Перспективы развития конструкций агрегатных станков
В начале раздела было сказано, что одним из основных недостатков агрегатных станков является их низкая гибкость, вернее, ее отсутствие Поэтому в последние десятилетия созданы станки с устройствами для смены шпиндельных коробок. Револьверные головки на агрегатных станках — это тоже попытка сделать их более гибкими и применить в серийном производстве.
Переналадка агрегатных станков решается наиболее просто, когда обрабатываемые поверхности деталей и расстояния между ними одинаковы, а конструкция деталей различается только числом таких поверхностей. Тогда переналадка станка сводится к неиспользованию части инструментов, установленных на силовых головках. Если при одинаковых межосевых расстояниях поверхности имеют разные размеры, то часть инструментов требуют замены При этом может потребоваться изменение режимов резания, длины рабочего хода и общей длины хода инструмента. Зажимные приспособления в этих случаях проектируют так, чтобы в них могли закрепляться две-три однотипные детали при смене зажимных элементов.
Примером агрегатного переналаживаемого станка для серийного производства деталей (корпуса шпиндельной бабки токарных станков) может служить многошпиндельный сверлильно-резьбонарезной станок Московского специального конструкторского бюро автоматических линий и агрегатных станков (рис. 15), у которого на горизонтальной станине 1 установлены салазки 4 с направляющими, по которым перемещается подвижно-поворотный силовой стол 2 с планшайбой.
Рис. 15. Многошпиндельный сверлильно-резьбонарезной агрегатный станок для серийного производства
На силовом столе устанавливают приспособление 3 с обрабатываемой деталью. Конструкция стола обеспечивает быстрый подвод детали к инструментам, перемещение с рабочей подачей и быстрый отвод в исходное положение. Наличие поворотной планшайбы дает возможность обрабатывать деталь с нескольких сторон. Режущие инструменты установлены в шпинделях шпиндельных коробок 7, расположенных на шестигранной револьверной головке 5, смонтированной на кольцевом столе 6. Внутри кольцевого стола в неподвижной центральной колонне располагаются приводы вращения шпинделей. Переналадка станка состоит в замене приспособления и шпиндельных коробок.
Сейчас с помощью оснащения агрегатных станков системами ЧПУ станкостроители пытаются увеличить их гибкость. Разработано большое количество конструкций силовых головок, управление которыми осуществляется не от кулачков, а с помощью ЧПУ Одна из таких головок показана на рис. 16.
Современные рабочие узлы специальных станков позволяют перемещать инструменты не по одной, а по двум и даже трем осям (такие станки производит компания RIKO, Словения). Системами ЧПУ оснащаются не только силовые головки, но и силовые и поворотно-делительные столы. Агрегатные станки оснащаются предварительно напряженными роликовыми направляющими качения, покрытие направляющих делается пластиковым. Для контроля точности рабочих движений в агрегатных станках, как и во всех станках с ЧПУ, используются измерительные системы фирмы «Хайденхайн». В результате обеспечивается допуск на точность позиционирования 0,015 мм. Наличие системы ЧПУ позволяет устанавливать на станки магазины инструментов с автооператором. Для автоматизации загрузки заготовок агрегатных станков могут оборудоваться манипулятором или роботом.
Все это существенно расширяет технологические возможности агрегатных станков и позволяет обрабатывать не одну деталь, а более широкий круг. Применение ЧПУ в агрегатных станках позволяет задавать необходимые координаты перемещения обрабатываемой детали или инструмента, обеспечивать автоматическое переключение величины подачи и частоты вращения шпинделя и выполнять другие операции.
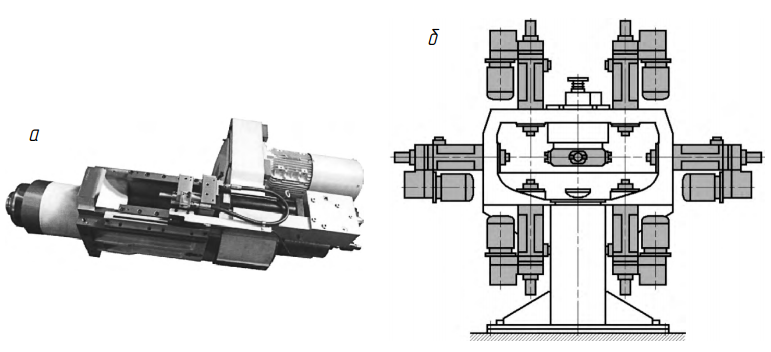
Рис. 16. Агрегатный станок с ЧПУ фирмы Witzig и Frank GmbH: а — силовая головка; б — схема.