Вырезание круглых отверстии или круга фрезеровальной машиной
Вырезание круглых форм из дерева, фанеры или ДСП раньше были проблемными работами. Приобрел фрезеровальную машину BOSCH PОF 1200 АЕ. Конечно, с помощью такого аппарата можно сделать очень многое, но остановлюсь пока на кругах, а именно на вырезание отверстия под динамик.



Идею своей работы я почерпнул из этой статьи. В ней очень доступно рассказывается о том, как сделать выборку по динамик. В основном все я сделал так же, но кое-что изменил и немного о этих изменениях.
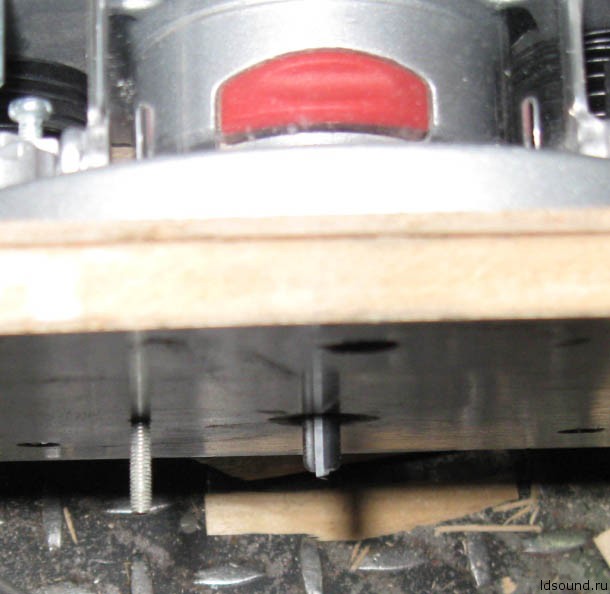
В моем фрезере есть приспособление для вырезания кругов, но оно пригодно только для диаметров от 21 см, а в случае с динамиками встречаются и 5 см экземпляры. Поэтому я сделал специальную накладку на быструю руку. Она состоит из двух частей: 1 – основанная часть из ламината; 2 – прослойка для удержания винта, которым устанавливается радиус круга, она из ДВП. Накладка вырезана с расчетом на диаметр до 23 см.

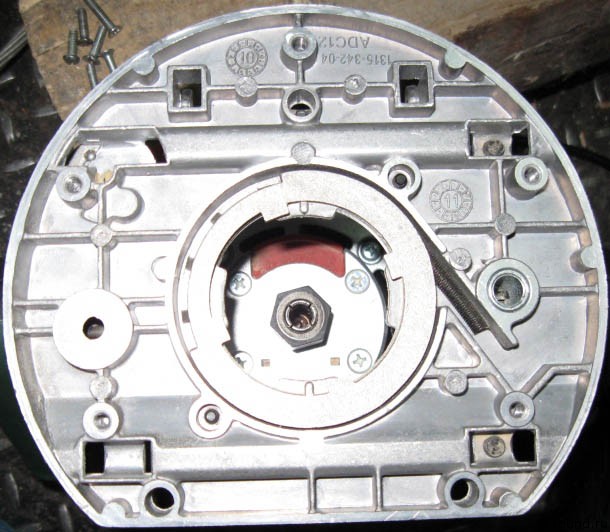

Основная часть вместе с прослойкой прикручивается к фрезеру, с него нужно предварительно снять стандартный кожух. Винты с потайной головкой, естественно заподлицо. Винт, которым задается радиус, я также выбрал с потаем и также посадил заподлицо. Дно фрезера без накладки имеет ребристую поверхность и для этого, чтобы размечающий наш винт не выпадал, я положил прослойку из ДВП.

Теперь хотелось бы остановится на разметке поверхности под вырезание круга. Пословица «Семь раз отмерь, один раз отрежь» здесь будет очень кстати. Дело в том, что выставлять фрезу (теперь имею в виду режущий элемент а не саму машину) нужно не по центру расчерченного круга.
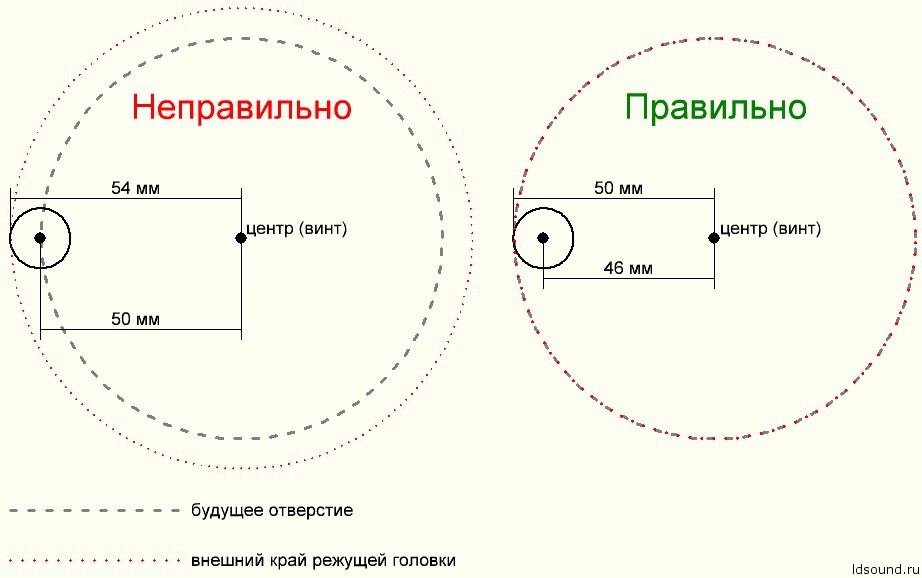
На рисунке выше показано как нужно вырезать. Например, нужно вырезать круглое отверстие (под динамик) диаметром 100 мм, радиус 50 мм. Центр (наш винт), вокруг него будет вращаться режущая головка, поэтому центр будущего отверстия совпадает с центром винта и его двигать никуда не нужно, т.е. какой бы он толщины не был, это значение мы не учитываем. А вот режущая головка, в моем случае имеет диаметр 8 мм, и если выставить ее на линии разметки, то в итоге получим отверстие больше, чем нам нужно, а именно: фреза 8/2=4 мм, радиус 50+4=54 мм, диаметр 54+54=108 мм. Чтобы такого не случилось, я выставляю рассчитываемое расстояние с учетом диаметра режущей фрезы: фреза 8/2=4 мм, радиус 50-4=46 мм. Расстояние между центром установочного винта и центром фрезы будет равно 46 мм. В итоге получим диаметр 100 мм. 46+46=92, 92+8 мм фрезы = 100 мм. Если нужно вырезать нужный круг а не отверстие, то схема та же, только рассчитывать нужно наоборот с запасом.

17 комментариев: Вырезание круглых отверстии или круга фрезеровальной машиной
Для изготовления отверстий в древесине хорошо подходит ножовка по металлу. Ее сменные полотна дают возможность работать практически с любым материалом. Однако следует учесть, что глубина распила ограничивается дугой лобзика, поэтому вырезание круга дальше, чем на 40 см от края заготовки становится практически невозможным. Во время распила ведите полотно максимально аккуратно, чтобы не допустить перекосов. В противном случае полотно будет испорчено.
Часто возникает необходимость фрезером сделать круглое углубление под фланец динамика и/или гриль. Делать это надо после разметки центра, но перед тем как вырезать круглое отверстие. Если углубление фигурное, то нужно использовать сменные фасонные подошвы и накладные шаблоны. Также фрезером удобно формовать порты фазоинвертора: снаружи скругление калевочной фрезой (полуштап), изнутри на половину толщины фасада ступенька глубиной с толщину стенки порта окантовочной фрезой с подшипником (глубина выборки подбирается сменой подшипника).
Наблюдения из моей практики.
Круги малых диаметров до 120мм включительно стоит выпиливать коронкой. Имея недорогой набор высокопрочных коронок можно без проблем делать свои АС. Или восстанавливать акустику СССР попутно приводя ее в 21 век путем внедрения новых портов под banana.
И если выпил коронкой отверстий для СЧ и ВЧ не вопрос то НЧ уже надо пилить фрезой или лобзиком.
У фрезы есть “неоспоримое” преимущество перед лобзиком и коронками, ею можно пилить углубления под фланцы динамиков чтоб динамик утопал в лицевой панели. Ни лобзик ни коронка на это не способны в принципе.
Преимущество коронки аккуратность круга до идеала, даже начинающий сделает новую панель для 15АС на 10гд и 25гдн.
Лобзик аутсайдер по аккуратности и не способен пилить круги менее 50мм(ФИ/терминал) в лобзиках пилка “гуляет” в материале так что круг с обратной стороны может отличатся по диаметру от лицевой, отстойный результат гарантирован.
Но у них есть четвертый конкурент “трехногий балерун” он вытанцовывает фуэте до 250мм(35/50/75гдн) с идеальной траекторией. Кто родился в СССР знает “этого танцора” в лицо. Вся его проблема в редкости и сложности пользования.
Фрезерование радиусов и сегментов (изогнутых деталей) при помощи универсального фрезерного шаблона MFS
При помощи универсального фрезерного шаблона MFS и вертикального фрезера Festool OF 1400 или OF 2200 можно фрезеровать радиусы и сегменты. В данном примере описан процесс изготовления круглой столешницы барной стойки, подробно, по операциям, с указанием инструмента и расходных материалов.

Проблема :
Изготовить круглую столешницу барной стойки глубиной 400 мм из мультиплекса. Исходный размер квадратной заготовки 150 x 150 см.
Ре шение :
Решить данную задачу можно с помощью: универсального фрезерного шаблона MFS и вертикального фрезера Festool OF 1400 или OF 2200, пазовой фрезы D16 мм, винтовой струбцины FSZ, пилы TS 55, аккумуляторной дрели-шуруповерта и пылеудаляющего аппарата серии CT (подробный перечень применяемых инструментов в конце статьи).

Подготовка/настройка:
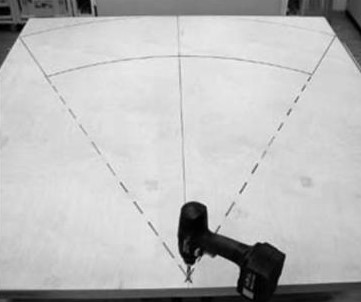
Сегментный элемент изначально не имеет определённого центра, как, например, окружность. Поэтому сегметный элемент надлежит полностью начертить для определения лежащего за его пределами центра.
Отметьте на заготовке ось.
На оси отметьте наружный радиус и затем внутренний радиус.
Затем отметьте нужную длину дуги на одинаковое расстояние вправо и влево от центра (прерывистая линия).

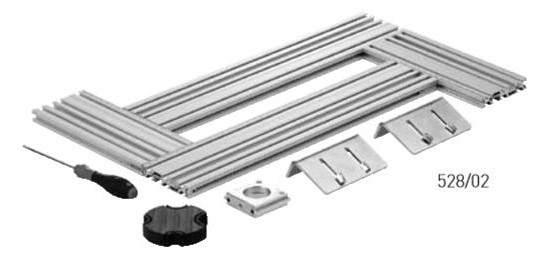
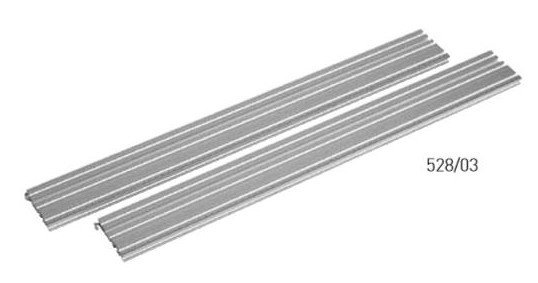
Установите шаблон MFS согласно «Руководству по эксплуатации». В данном случае удлинительные профили MFS VP 2000 соединяются двумя короткими профилями MFS VP 200 или VP 400.
Отрегулируйте крепление копировального кольца таким образом, чтобы оно свободно перемещалось по всей длине паза стола MFS. Это необходимо для быстрого и точного перемещения крепления.
Затем переместите крепление копировального кольца в угол, сдвиньте вместе элементы профиля MFS и зафиксируйте при помощи крепежного винта.
Далее переместите крепление копировального кольца в другой угол, затяните крепежный винт на MFS и проверьте подвижность крепления копировального кольца.
Сдвиньте центрирующий штифт в самый внутренний паз MFS VP 2000 и зафиксируйте.
На оси заготовки отметьте отверстие 8 мм для центрирующего штифта.
Просверлите отверстие 8 мм в заготовке.
Закрепите фрезу в вертикальном фрезере (хвостовик не менее чем на 2/3 должен войти в зажимную цангу).
Вставьте копировальное кольцо в фрезер.
Установите максимальную глубину фрезерования и зафиксируйте при помощи ограничителя глубины.
Совет :
При помощи MFS можно разметить контур сегментного элемента.
Регулировка MFS :
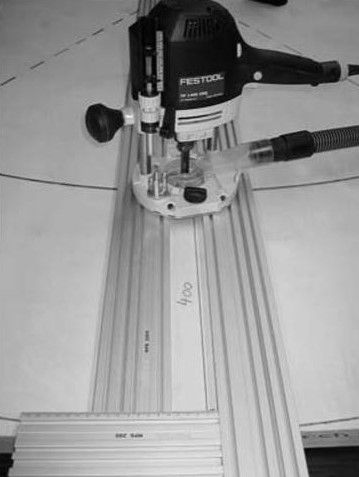
Вставьте MFS центрирующим штифтом в отверстие заготовки.
Отверните крепление копировального кольца, вставьте в него вертикальный фрезер и подведите фрезер к разметке наружного радиуса.
Приставьте фрезу к поверхности заготовки.
Затем, повернув фрезу рукой, выровняйте по разметке линию реза фрезы.
При фрезеровании внутреннего радиуса выполните те же действия.
Зафиксируйте крепление копировального кольца посредством закручивания установочного винта.
Установите на вертикальный фрезер устройство для удаления пыли и закрепите всасывающий шланг.
Совет :
Чтобы не повредить MFT или нижнюю конструкцию, заготовку следует установить на опоры в 3 — 4 точках. Это предотвратит опрокидывание заготовки на основании.
Порядок действий:

Закрепите заготовку винтовыми струбцинами на MFT.
Произведите врезание на первую глубину фрезерования (по мультиплексу макс. 5 – 8 мм на операцию) на кромке сегментного элемента.
По часовой стрелке отфрезеруйте контур сегментного элемента.
Далее за несколько проходов ( глубина фрезерования увеличивается) отфрезеруйте сегментный элемент.
После фрезерования наружного радиуса, как описано в пункте „Регулировка MFS“, отрегулируйте внутренний радиус.
Обработайте внутренний радиус согласно описанию.

По окончании фрезерования при помощи пилы TS 55 можно отрезать сегментный элемент по длине.
Порядок действий при пилении :

Выровняйте шину-направляющую по разметке и закрепите.
Отрегулируйте на TS 55 глубину пиления при помощи ограничителя глубины.
Выберите ступень частоты вращения 6.
Отпилите сегментный элемент по разметке.
С другой стороны произведите обработку аналогичным образом.
Важно :
При включении пилы пильный диск не должен касаться заготовки, в противном случае, возможна отдача. Выключение пилы также рекомендуется производить после выхода пильного диска из материала.
Инструменты и оснастка:
В этом практическом примере используются следующие инструменты, оснастка и расходные материалы, по ссылке вы можете посмотреть описание, наличие, цены, оформить заказ/купить:
Фрезерование радиусов с помощью универсального фрезерного шаблона MFS

Кроме фрезерования по кругу вертикальный фрезер и универсальный фрезерный шаблон можно использовать для изготовления радиусных деталей.
В этом примере описывается изготовление радиусной барной стойки из МДФ. Ширина столешницы составляет 40 см. Исходный размер квадратной заготовки 150 x 150 см.
В завершение можно выполнить профилирование кромок столешницы.
Машинки/оснастка

для всех фрезеров с возможностью установки копировальных колец

Идеальное сочетание мощности и комфорта.

для MFS 400, MFS 700

для OF 1400, OF 2000, OF 2200

для FS/2, FS/2-KP, FSK, MFT

Наш шедевр существенно улучшен. Теперь ещё быстрее и эффективнее.

Для частого чередования режимов сверления и завинчивания.

для аккумуляторной дрели-шуруповёрта и аккумуляторной ударной дрели-шуруповёрта Festool под патрон CENTROTEC (для использования с WH-CE CENTROTEC)

Истинное величие идёт изнутри.
Альтернативный выбор машинок

для всех фрезеров с возможностью установки копировальных колец

Мощный инструмент с очень высокой режущей способностью.

для FS/2, FS/2-KP, FSK, MFT

Наш шедевр существенно улучшен. Теперь с уникальной функцией KickbackStop.
Подготовка/настройка
Отметьте на заготовке ось.
На оси отметьте наружный радиус и затем внутренний радиус.
Затем отметьте нужную длину дуги на одинаковое расстояние вправо и влево от центра (прерывистая линия).
Установите фрезерный шаблон MFS согласно руководству по эксплуатации. В данном примере удлинительные профили MFS VP 2000 соединяются с двумя короткими профилями MFS 200.
Отрегулируйте приспособление для фрезерования окружностей так, чтобы оно свободно перемещалось по всей длине паза шаблона MFS. Это очень важно для быстрого и точного перемещения приспособления. Для этого расположите приспособление в одном углу и зафиксируйте шаблон с помощью винта крепления. Затем переместите приспособление в другой угол, зафиксируйте шаблон, затяните винт крепления на шаблоне и проверьте подвижность приспособления.
Вставьте центрирующий штифт в первый от внутреннего края паз универсального шаблона MFS 200 и зафиксируйте.
На оси заготовки отметьте отверстие 8 мм для центрирующего штифта.
Просверлите отверстие 8 мм в заготовке аккумуляторной дрелью-шуруповёртом.
Вставьте фрезу во фрезер до минимальной глубины зажима и зажмите.
Вставьте копировальное кольцо во фрезер.
Установите макс. глубину фрезерования и зафиксируйте с помощью ограничителя глубины.
Снятие фаски/закругление углов
В кадрах, в которых угол образуется при пересечении дуги с прямой или другой дугой, снятие фаски или закругление углов может выполняться при задании ",C" или ",R" в конце первого кадра. Параметры "l_", "K_", "C_" могут быть заданы для фаски вместо ",C_", и "R_" может быть задано вместо ",R_" для закругления. Задание снятия фаски и закругления углов
может выполняться как в абсолютных, так и в инкрементных значениях.
Снятие фаски производится при задании ",C" (или "l_", "K_", "C_") в первом из двух кадров, имеющих круговые движения. Для дуги это будет длина хорды.
Снятие фаски выполняется при точке пересечения N100 и N200.

Рис. 2.14. Эскиз обрабатываемого элемента
закругление угла выполняется при задании ",R_" (или "R_") в первом из двух кадров, имеющих круговые движения.
Закругление угла выполняется при точке пересечения N100 и N200.

Рис. 2.15. Эскиз обрабатываемого элемента
Цикл нарезания комбинированной резьбы; G76
Функция и назначение
Постоянный цикл G76 позволяет обрабатывать заготовки под необходимым углом
посредством задания начальной и конечной точек нарезания резьбы, при этом
автоматически обеспечивается постоянное усилие резания при обработке.
Резьба с различными углами может нарезаться исходя из заданных координат конечной
точки резьбы и величины конуса.
Формат команды
m – Количество проходов обработки: 00
99 (модальное значение)
r – Величина фаски: 00
99 (модальное значение)
Диапазон величин зависит от шага резьбы "λ" и задается двухзначным целым числом без десятичной запятой от 0.0 λ, до 9.9 λ,.
a — Угол инструмента (угол резьбы): 00
99 (модальное значение)
Угол от 0° до 99° задается в единицах 1°.
(Пример) При m=5, r=1.5 и a=0° P равно 051500, начальные и конечные нули при этом не могут быть опущены,
d – Чистовой припуск (модальное значение)
X/U – Координата конечной точки резьбы по оси X
Координата X конечной точки резьбы задается при помощи абсолютного или
Z/W – Координата конечной точки резьбы по оси Z
Координата Z конечной точки резьбы задается при помощи абсолютного или
i – Параметр конуса (радиальная величина) для цилиндрической резьбы "i" равно нулю
k – Высота резьбы
Задается положительным радиальным значением.
∆d – Глубина врезания
Глубина врезания для первого прохода задается положительным радиальным
(Примечание 1) Две команды G76 не могут находиться в одном кадре.
Значения, заданные P, Q и R, автоматически идентифицируются в
зависимости от наличия или отсутствия осевых адресов X/U и Z/W.
(Примечание 2) Параметр может быть использован для задания указанных выше
модальных значений "r", однако значения данного параметра (#8014)
перезаписываются программным значением.
(Примечание 3) Заданная величина закругления действует также для постоянных
циклов нарезания резьбы.
(Примечание 4) Программная ошибка (P204) выдается в следующих случаях.
(a) Если "a" находится вне диапазона
(b) Если команды X и Z не были заданы либо если координаты конечной и
начальной точек совпадают для любой из команд X или Z.
(c) Если резьба превышает перемещение оси Х в нижней позиции резьбы
(Примечания 5) Меры предосторожности для команды нарезания резьбы (G33) и цикла
нарезания резьбы (G78) должны соблюдаться.
ИНДИВИДУАЛЬНЫЕ ЗАДАНИЯ:
1. По заданным примерам осуществить декодирование команд.
2. Выделить кадры управляющей программы, содержащие геометрическую информацию.
Задание №1:
Рис. 2.16. Эскиз обрабатываемого элемента
N1 T0201 (PROHODN);
N2 T0403 (REZBOW);
G76 – функция нарезки резьбы,
P02 – число чистовых проходов,
00 – высота фаски резьбы,
60 – угол заточки резца,
X20.752 –ф впадин резьбы,
Z-30 – длинна нарезаемой резьбы,
R0 – угол резьбы,
P1.624 – высота зуба,
Q0.3 – припуск одного прохода,
Задание №2:
Рис. 2.17. Эскиз обрабатываемой детали
G90 G54 S600 M3;
G71 P5 Q10 U0.8 W0.2 F0.2;
G3 X24 Z-21.478 R12;
G0 X150 Z200 M9 M5;
Задание №3:
N20 T0101 (PROHOD);
N360 T0303M6 (PROHOD);
Задание №4:
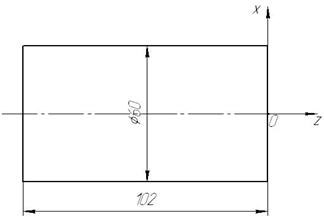
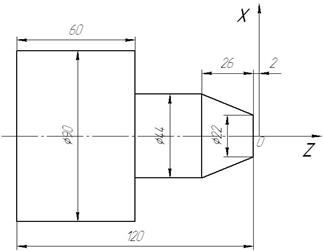
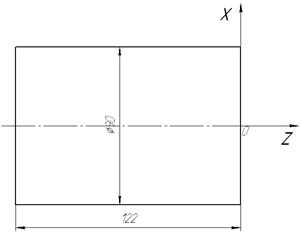
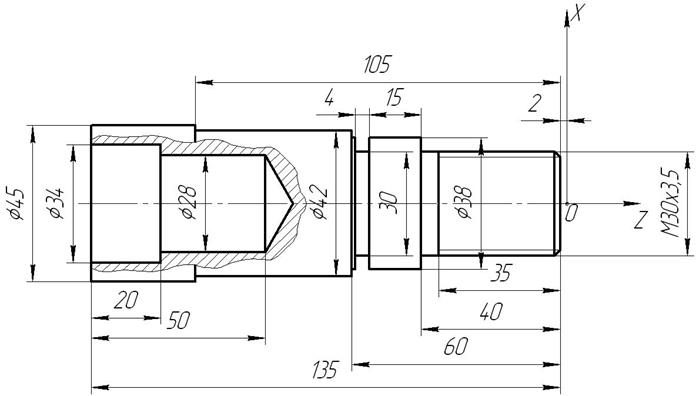
 Эскиз детали Эскиз заготовки
Эскиз детали Эскиз заготовки
 |
Текст УП:
Задание №5:
Эскиз детали Эскиз заготовки
 |
 |
Текст УП:
%
Задание №6: мой вариант
 Эскиз детали Эскиз заготовки
Эскиз детали Эскиз заготовки
 |
Текст УП:
Задание №7:
Эскиз детали Эскиз заготовки
Текст УП:
Задание №8:
 Эскиз детали Эскиз заготовки
Эскиз детали Эскиз заготовки
Текст УП:
Задание №9:
 Эскиз детали Эскиз заготовки
Эскиз детали Эскиз заготовки

Текст УП:
Задание №№10, 11:
Экизы детали и заготовки

Задание №10: 
 Эскиз детали, операция 1 Эскиз заготовки
Эскиз детали, операция 1 Эскиз заготовки
Текст УП:
Задание №11:
· Эскиз детали, Операция 2:

 Эскиз детали Эскиз заготовки
Эскиз детали Эскиз заготовки
Текст УП:
G-code
Материал из Википедии — свободной энциклопедии
Перейти к: навигация, поиск
G-код — условное именование языка программирования устройств с числовым программным управлением (ЧПУ). Был создан компанией Electronic Industries Alliance в начале 1960-х. Финальная доработка была одобрена в феврале 1980 года как стандарт RS274D. Комитет ISO утвердил G-код, как стандарт ISO 6983-1:1982, Госкомитет по стандартам СССР — как ГОСТ 20999-83. В советской технической литературе G-код обозначается, как код ИСО 7-бит (ISO 7-bit).
Производители систем управления используют G-код в качестве базового подмножества языка программирования, расширяя его по своему усмотрению. [1]
- 1 Структура программы
- 2 Сводная таблица кодов
- 3 Таблица основных команд
- 4 Таблица технологических кодов
- 5 Параметры команд
- 6 См. также
- 7 Пример
- 8 Примечания
- 9 Ссылки
[править] Сводная таблица кодов
Основные (называемые в стандарте подготовительными) команды языка начинаются с буквы G:
- Перемещение рабочих органов оборудования с заданной скоростью (линейное и круговое)
- Выполнение типовых последовательностей (таких, как обработка отверстий и резьб)
- Управление параметрами инструмента, системами координат, и рабочих плоскостей
[править] Таблица основных команд
[править] Таблица технологических кодов
Технологические команды языка начинаются с буквы М. Включают такие действия, как:
- Сменить инструмент
- Включить/выключить шпиндель
- Включить/выключить охлаждение
[править] Параметры команд
Параметры команд задаются буквами латинского алфавита
| Код | Описание | Пример |
| X | Координата точки траектории по оси X | G0 X100 Y0 Z0 |
| Y | Координата точки траектории по оси Y | G0 X0 Y100 Z0 |
| Z | Координата точки траектории по оси Z | G0 X0 Y0 Z100 |
| P | Параметр команды | G04 P101 |
| F | Скорость рабочей подачи | G1 G91 X10 F100 |
| S | Скорость вращения шпинделя | S3000 M3 |
| R | Параметр стандартного цикла или радиус дуги (расширение стандарта) | G81 R1 0 R2 −10 F50 или G1 G91 X12.5 R12.5 |
| D | Параметр коррекции выбранного инструмента | M06 T1 D1 |
| P | Число вызовов подпрограммы | L82 P10 |
| I,J,K | Параметры дуги при круговой интерполяции | G03 X10 Y10 I0 J0 F10 |
| L | Вызов подпрограммы с данной меткой | L12 |
[править] См. также
- Языки программирования
- Металлорежущий станок
- Числовое программное управление
- Станок с числовым программным управлением
[править] Пример
Обработка буквы W (вписанной в прямоугольник 34х27 мм, см рис.) на условном вертикально-фрезерном станке с ЧПУ, фрезой диаметром 4 мм, в заготовке из органического стекла: