Большая Энциклопедия Нефти и Газа
Затем поршень-вытеснитель , перемещаясь в обратном направлении, выталкивает рабочее тело из горячей полости в холодную при объеме v4 vt const. Особенностью двигателя Стирлинга являются перемещения рабочего тела из холодной полости в горячую и обратно через регенератор, который, осуществляя полную регенерацию, периодически то нагревается, воспринимая теплоту от рабочего тела, то охлаждается, отдавая теплоту рабочему телу. [8]
Основным элементом машины является закрытый с обоих концов цилиндр 3, внутри которого перемещается поршень-вытеснитель 4, занимающий около 5 / 6 длины цилиндра. Объемы, ограниченные крышками цилиндра и торцовыми поверхностями поршня-вытеснителя, изменяются от нуля до максимального значения по мере перемещения вытеснителя, причем суммарный объем обеих полостей остается постоянным. Обе полости цилиндра соединены через регенератор 2, поэтому газ, находящийся в системе, одновременно заполняет обе полости цилиндра и регенератор. Сжатый рабочий газ ( гелий) из компрессора / поступает в цилиндр и регенератор. [10]
Поршень-вытеснитель находится в крайнем верхнем положении. При расширении газа его температура падает. [11]
Переход газа из полости В в поло с т ь А. Поршень-вытеснитель перемещается из крайнего верхнего положения в нижнее, что сопровождается вытеснением газа из полости В в полость А через регенератор. Выходящий из полости В холодный газ на пути в регенератор воспринимает тепло от охлаждаемой среды и сам при этом нагревается. Дальнейшее нагревание газа происходит в регенераторе, после чего газ при давлении pi вновь засасывается компрессором. [12]
Поршень-вытеснитель перемещается из крайнего нижнего положения в верхнее, что сопровождается вытеснением газа из полости А в полость В через регенератор, без изменения давления в системе. Газ, направляющийся в полость В цилиндра, охлаждается на насадке регенератора. [13]
Поршень-вытеснитель находится в крайнем верхнем положении. При расширении газа его температура падает. [14]
Поршень-вытеснитель перемещается из крайнего верхнего положения в нижнее, что сопровождается вытеснением газа из полости В в полость А через регенератор. Выходящий из полости В холодный газ на пути в регенератор воспринимает тепло от охлаждаемой среды и сам при этом нагревается. Дальнейшее нагревание газа происходит в регенераторе, после чего газ при давлении р, вновь засасывается компрессором. [15]
Такт работы двигателя
В нижней мертвой точке (НМТ) у поршня происходит «перекладка» т. е. изменение опоры поршня на цилиндр с левой стороны юбки на правую.
Ч ем больше зазор между юбкой поршня и цилиндром, тем интенсивнее перекладка, а значит шумность двигателя, дальнейший износ юбки поршня и нижней части цилиндра, по которой «бьет» правая сторона юбки поршня.
П осле прохода поршнем нижней мертвой точки начинается второй такт работы двигателя — сжатие топливо-воздушной смеси .
Такт сжатия
Н епосредственно сжатие (повышение давления в цилиндре) начинается не сразу после начала движения поршня вверх. Дело в том, что топливо-воздушная смесь при открытом впускном клапане некоторое время продолжает поступать в цилиндр, несмотря на начало повышения давления. Поэтому закрытие впускного клапана должно быть согласовано с характером течения смеси у его тарелки.
С точки зрения наилучшего наполнения цилиндра (и, соответственно, наибольшей мощности) в момент закрытия впускного клапана смесь у клапана должна остановиться, т. е. в этот момент через клапан нет ни прямого — в цилиндр, ни обратного — из цилиндра, течения. Здесь на процесс очень сильно влияет конструкция впускной системы, частота вращения, положение дроссельной заслонки. В общем случае, чем больше частота вращения и открытие дроссельной заслонки, тем больше при неизменной длине впускного канала должен запаздывать с закрытием впускной клапан.
Н а практике, как правило, выбирают компромиссный вариант, однако существуют конструкции с переменными фазами газораспределения (при которых изменяется запаздывание закрытия впускного клапана) и с переменной длиной каналов впускной системы, улучшающих наполнение цилиндров и параметры двигателя в широком диапазоне режимов. Компромиссные решения обычно приводят к ухудшению параметров двигателя за счет обратного выброса смеси на низких частотах вращения и «недозарядки» цилиндра (т. е. снижения количества поступающей смеси относительно максимально возможного) на высоких оборотах. Меньшее по сравнению с традиционными конструкциями запаздывание закрытия клапана имеют двигатели с многоклапанными головками (с тремя или четырьмя клапанами на цилиндр).
П ри движении поршня вверх при закрытых клапанах происходит сжатие топливо-воздушной смеси. При этом давление в цилиндре зависит от утечек смеси через поршневые кольца и клапаны. Их износ или повреждения, а также царапины и риски на поверхности цилиндра также увеличивают утечки смеси через поршневые кольца. Поршневые кольца под действием трения и давления в цилиндре прижимаются к нижним поверхностям канавок, а уплотнение полости цилиндра над поршнем достигается с одной стороны по стыку колец с поверхностью цилиндров, а с другой — по нижним торцевым поверхностям колец и канавок.
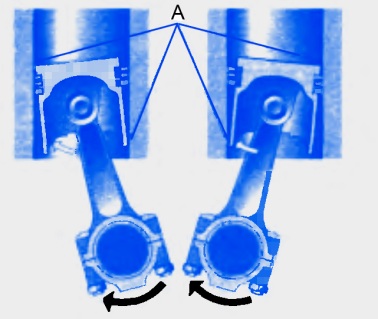
Перекладка поршня в нижней мертвой точке.
П од действием сил давления и трения торцевые поверхности колец и канавок изнашиваются, а торцевой зазор в канавках увеличивается. При большом зазоре кольца вблизи мертвых точек (ВМТ и НМТ) передвигаются от одного торца канавки к другому. Возникает так называемый «насосный» эффект, характерный для изношенных двигателей, из-за которого значительно увеличивается расход масла. Возрастает также прорыв газов в картер из камеры сгорания. Кроме того, при большом торцевом зазоре кольца достаточно быстро разбивают края канавок, вследствие чего «насосный» эффект и прорыв газов быстро прогрессируют.
К огда поршень находится вблизи ВМТ, не доходя до нее обычно 5-30° по углу поворота коленчатого вала (ПКВ), происходит искровой разряд на свече зажигания. Этот угол, называемый углом опережения зажигания, при работе двигателя обязательно регулируется. Дело в том, что процесс горения смеси происходит с некоторым запаздыванием с момента искрового разряда на величину так называемого времени формирования фронта пламени. В двигателях с искровым зажиганием это величина условная и равна времени с момента искрового разряда до начала «видимого» сгорания (начала повышения давления свыше давления в цилиндре без сгорания). В дизелях процесс видимого сгорания также происходит с задержкой. При этом время задержки воспламенения в дизелях имеет физический смысл как время, необходимое для нагрева и испарения топпива, впрыскиваемого в цилиндр.
П оскольку горение смеси — химическая реакция, времена формирования фронта пламени (задержки воспламенения) и горения зависят от давления и температуры смеси, а также от интенсивности ее перемешивания (турбулентности): чем они больше, тем быстрее идет процесс. Открытие дроссельной заслонки приводит к увеличению давления и плотности смеси во впускном коллекторе, увеличиваются давление и температура в цилиндре на такте всасывания и, соответственно, в конце такта сжатия, улучшается перемешивание смеси. Эти факторы определяют уменьшение времени горения и формирования фронта пламени. При увеличении частоты вращения эти времена уменьшаются не так быстро, как время цикла (время, за которое коленчатый вал делает 2 оборота). Поэтому при неизменном моменте зажигания процесс сгорания с увеличением частоты сдвигается далеко в область рабочего хода и «растягивается» по циклу, что приводит к ухудшению параметров двигателя. Чтобы этого не происходило, угол опережения зажигания приходится увеличивать на 25-30° с ростом частоты вращения. Зависимость угла опережения от нагрузки более слабая — при открытии дроссельной заслонки обычно требуется уменьшать угол опережения зажигания в среднем на 8.
Непосредственно перед воспламенением смеси давление в цилиндре достаточно высоко — свыше 1,0-И ,2 МПа. Это давление несколько ниже максимального давления, которое было бы в цилиндре при проверке компрессии, т. к. воспламенение начинается до прихода поршня в ВМТ. Максимальное давление в цилиндре (без сгорания) зависит от степени сжатия б = Vh/VKC, где Vh — рабочий объем цилиндра (Vh = Fn.S), Fn — площадь поршня; S — ход поршня; VKc — объем камеры сгорания.
С тепень сжатия — величина чисто геометрическая. По этой весьма приближенной зависимости давление измеряемое компрессометром, численно должно быть существенно выше степени сжатия. Однако в действительности из-за задержки закрытия впускного клапана, возможного некоторого разрежения в цилиндре и начале сжатия, потерь тепла и т. д. максимальное давление (компрессия) существенно ниже — порядка 1,1-1 ,5 МПа.
П ри приближении поршня к ВМТ начинают «работать» так называемые вытеснители. Вытеснители образуются поверхностями днища поршня и головки, которые при положении поршня в ВМТ подходят друг к другу наиболее близко обычно зазор между поршнем и головкой в таких местах 0,5-5-1,0 мм. При подходе поршня к ВМТ смесь, расположенная между вытеснительными поверхностями, как бы «вытесняется» в зону камеры сгорания, образуя потоки определенного направления.
Чем ближе подходят друг к другу поршень и головка, тем сильнее эффект вытеснения, т. е. больше скорость вытеснения потока. Вытеснители выполняют весьма важную задачу — турбупизируют (т. е. интенсивно перемешивают) смесь в момент воспламенения, а это повышает скорость и полноту сгорания. Турбулизация смеси препятствует также распространению детонации.
П ри движении поршня к ВМТ во время такта работы двигателя давление в цилиндре быстро растет. Увеличивается и давление в зазоре между верхней частью боковой поверхности поршня (огневым поясом) и цилиндром. Рост давления при сгорании приводит к существенному увеличению усилия прижатия компрессионных колец к поверхности цилиндра и нижним поверхностям канавок поршня. Наибольшие усилия испытывает верхнее кольцо, поскольку давление в канавке верхнего кольца значительно выше, чем среднего. Под действием силы давления газов и силы трения кольца о цилиндр верхнее кольцо разворачивается (закручивается) в канавке. После непродолжительной работы кольцо приобретает характерный профиль поперечного сечения с несимметричной бочкообразностью наружной поверхности и небольшой вогнутостью на нижнем торце, а нижняя поверхность канавки становится конической со скругленным краем. От формы наружной поверхности кольца сильно зависят износ цилиндра и расход масла. В частности, при сжатии в цилиндре закручивание кольца может привести к его маслосъемному действию при движении поршня вверх, т. е. к вытеснению части масла со стенок цилиндра в камеру сгорания. В этом случае скребковая верхняя кромка кольца уменьшает и без того тонкую масляную пленку между кольцом и цилиндром, в результате чего возможно образование прижогов на кольце и задиров на поверхности цилиндра.
П ри движении поршня вверх по мере роста давления толщина масляной пленки уменьшается, а вблизи ВМТ становится очень малой. Чтобы недостаток смазки не приводил к повышенному износу, очень важное значение имеют материалы трущихся деталей, состояние их поверхностей, а также упругость колец.
Стойкую к износу пару трения «кольцо-цилиндр» образуют обычно твердые гладкие покрытия колец и, как правило, более мягкий материал цилиндра, на поверхности которого создается шероховатость в виде наклонных рисок определенной глубины. Чем глубже риски, тем больше масла в них находится, тем лучше смазка колец и цилиндра.
П ри подходе поршня к ВМТ на поршень действует сила давления газов. Поршень опирается на поршневой палец и чем больше сила давления поршня на палец, тем выше трение в отверстии бобышек поршня и тем труднее поршню повернуться на неподвижном пальце. На практике это выглядит как поворот поршня вместе с шатуном вблизи ВМТ, т. е. как уже упомянутая выше «перекладка», но с гораздо большими усилиями. Для уменьшения этих усилий и снижения возможного стука поршня при повышенном зазоре в цилиндре ось пальца на поршне обычно смещают на 0,05 мм влево, если смотреть на поршень спереди. Тогда, как это видно на схеме, момент сил, поворачивающих поршень вблизи ВМТ, компенсируется моментом от сил давления газов на поршень.
Силы давления газов и силы инерции, действующие на поршень, передаются через поршневой палец и шатун на шейку коленчатого вала.
В близи ВМТ суммарные силы от давления газов и инерции вызывают большие напряжения в шатуне и бобышках поршня. В эксплуатации представляют большую опасность случаи значительного (во много раз) увеличения давления в ВМТ. Обычно это связано с попаданием в камеру сгорания различных жидкостей, например, воды через входной патрубок воздушного фильтра, топлива, масла или охлаждающей жидкости при возникновении соответствующих неисправностей. В таких случаях происходит деформация стержня шатуна — так называемая потеря устойчивости, а также поломки шатуна и поршня, опасные серьезными повреждениями в двигателе. Далее поговорим о такте впуска двигателя.
Рабочий цикл двигателя состоит из четырех тактов: Такт впуска, такт сжатия, такт расширения, такт выпуска.
Что такое поршневая группа: общая теория и поршни СТК
20.09.2020  Поршневая группа СТК
Поршневая группа СТК
Поршневая группа двигателя включает в себя: поршень, поршневые кольца и поршневой палец.
Поршень, является наиболее важным элементом любого двигателя внутреннего сгорания.
Именно на эту деталь, выпадает основная нагрузка по преобразованию энергии расширяющихся газов в энергию вращения коленчатого вала. Свойства, которыми должен обладать поршень, трудно совместимы и технически тяжело реализуются.
Требования, которым должна соответствовать эта деталь:
- температура в камере сгорания может достигать более 2000°С а температура поршня, без риска потери прочности материала, не должна превышать 350°С.
- после сгорания бензино-воздушной смеси, давление в камере сгорания может достигать 80 атмосфер. При таком давлении, оказываемое на днище усилие, будет составлять свыше 4-х тонн. Толщина стенок и днища поршня должна обеспечивать возможность выдерживать значительные нагрузки. Но любое увеличение массы изделия приводит к увеличению динамических нагрузок на элементы двигателя, что в свою очередь, ведет к усилению конструкции и росту массы двигателя.
- зазор между поршнем и поверхностью цилиндра должен обеспечивать эффективную смазку и возможность перемещения с минимальными потерями на трение. Но в тоже время зазор должен учитывать тепловое расширение и исключить возможность заклинивания.
- изготовление должно быть достаточно дешевым и отвечать условиям массового производства.
Очертания поршня за более сто пятидесятилетнюю историю двигателя внутреннего сгорания мало изменились.
Устройство поршня
 Устройство поршня на примере СТК 21126
Устройство поршня на примере СТК 21126
В конструкции поршня можно выделить несколько зон, каждая из которых, имеет свое функциональное назначение.
Поршни ВАЗ 21213 и ВАЗ 21230 отличаются нанесенной маркировкой. Маркировка наносится на поверхность рядом с отверстием под поршневой палец. На поршне ВАЗ 21213 нанесены цифры -«213», на модели ВАЗ 2123 — «23».
На модели ВАЗ 21080, ВАЗ 21083, ВАЗ 21100 нанесена соответствующая маркировка — «08»,»083″, «10». Поршень 2108 имеет диаметр 76 мм , модели 21083 и 2110 — 82 мм.
Поршни ВАЗ 2112 и ВАЗ 21124, имеют соответствующую маркировку — «12»и «24» и отличаются глубиной выборки под клапана. Модели 21126 и 11194 отличаются диаметром.
Если углубления на днище увеличивают объем камеры сгорания, то для уменьшения объема применяют вытеснители. Вытеснителем называют объем металла, который находится выше плоскости днища.
«Жаровым поясом» (огневым) называют расстояние от днища до канавки первого поршневого кольца. Чем ближе располагаются поршневые кольца к днищу, тем более высокой тепловой нагрузке они подвергаются, тем больше сокращается их ресурс.
Уплотняющий участок — это участок канавок, расположенных на боковой цилиндрической поверхности поршня. Канавки предназначены для установки поршневых колец. Поршневые кольца обеспечивают подвижное уплотнение. На всех моделях для двигателей ВАЗ, выполнены две канавки под компрессионные кольца и одна канавка под маслосъемное кольцо.
В канавке под маслосъемное кольцо есть отверстия, через которые отводится излишек масла во внутреннюю полость поршня. Уплотняющий участок выполняет еще одну очень важную функцию — через установленные поршневые кольца, осуществляется отвод значительной части тепла от поршня к цилиндру.
Если конструкция изделия не будет предусматривать эффективный отвод тепла от днища, то это приведёт к его прогоранию.
По расчетам, через компрессионные кольца, передается до 60-70% выделенного тепла. Однако это требует плотного прилегания поршневых колец к цилиндру и к поверхностям канавок.
Для обеспечения работоспособности, торцевой зазор первого компрессионного кольца в канавке должен составлять 0,045-0,070 мм. Для второго компрессионного кольца зазор — 0,035-0,060 мм, для маслосъемного – 0,025-0,050 мм. Между внутренней поверхностью кольца и канавки должен быть радиальный зазор — 0,2-0,3 мм.
Головку поршня образуют днище и уплотняющая часть.
Расстояние от оси поршневого пальца до днища, называют компрессионной высотой поршня.
«Юбкой», называют нижнюю часть поршня. На этом участке находятся бобышки с отверстиями – место, куда устанавливается поршневой палец. Внешняя поверхность юбки, исполняет роль опорной и направляющей поверхности.
Юбка обеспечивает соосность положения детали к оси цилиндра блока. Кроме того, боковая поверхность юбки участвует в передаче к цилиндру возникающих поперечных усилий.
На поверхность юбки (или на все изделие) могут наноситься защитные покрытия улучающие прирабатываемость и снижающих трение.
Покрытие слоем олова позволяет сгладить неточности профиля и предотвратить наволакивание алюминия на поверхности цилиндра. Могут применяться покрытия созданные на основе графита и дисульфида молибдена.
Другой способ, снижающий потери на трение – нанесение на юбке канавок специального профиля. Глубина канавок составляет 0,01-0,015 мм. При движении, канавки не только удерживают масло, но и создают гидродинамическую силу, которая препятствует контакту со стенками цилиндра.
Одним из факторов, определяющих геометрию поршня, является необходимость снижения сил трения.
Для этого требуется обеспечение определенной толщины масляного слоя в зазоре между поршнем и стенками цилиндра. Причем маленький зазор повлечет за собой увеличение сил трения и как следствие повышение нагрева деталей и их ускоренный износ а возможно и заклинивание.
Слишком большой зазор, увеличит шумность двигателя, приведет к росту динамических нагрузок на сопрягаемые детали и будет способствовать их ускоренному износу. Поэтому величина зазора подбирается в соответствии с рекомендациями для конкретного типа двигателя.
В истории применения конструкций поршней для двигателей ВАЗ, просматриваются этапы влияния нескольких европейских конструкторских школ.
На первых моделях двигателей ВАЗ применяется «итальянская» конструкция. Поршни отличаются большой компрессионной высотой, широкой опорной поверхностью юбки. Поверхность изделия покрыта слоем олова.
В разработке последующих конструкций принимают участие немецкие компании. У поршней уменьшается компрессионная высота. На юбке применяется микропрофиль – специальный профиль канавок, для удержания смазки в зоне трения. Поршни моделей ВАЗ 21126 и ВАЗ 11194 получают Т-образный профиль и рассчитаны на установку «тонких» поршневых колец. Так внешне сравнивая модели от 2101 до 21126, можно получить представление об общих тенденциях совершенствования конструкции, основанных на новых научных разработках.
Когда речь заходит об отечественных машинах (ВАЗ, Приора и пр.) приходиться всерьёз рассматривать компанию СТК и её продукцию. Самара Трейдинг Компани (сокращённо – «СТК») не случайно стала одним из самых популярных производителей поршневых групп. Всё дело исключительно в производстве, ведь оно уникально в своём роде.
Самым сложным и, в то же время, важным технологическим процессом при изготовлении поршневых систем является литьё. Однородность и прочность материалов, жаростойкость и твёрдость – всё это играет важнейшую роль. Стоит какому-то коэффициенту отклонится на 1% и поршень застрянет в цилиндре, шатун может легко искривиться и даже заклинить, нарушив целостность и исправность всего силового агрегата.
Полуавтоматические устройства и специальные высокотехнологические станки позволяют компании СТК осуществлять литьё поршней на высочайшем уровне. Данной технологии нет равных, на протяжении долгих десятилетий и благодаря кропотливой работе инженеров фабрика создаёт самые качественные поршневые кольца и поршни. Несмотря на автоматизацию всех процессов, процедура изготовления каждого поршня контролируется людьми. Каждый продукт проходит целую линейку тестов.
Стоит лишь посетить любую станцию техобслуживания и задать вопрос автомеханику «Какой поршень идеально подойдёт отечественному автомобилю?», и вы услышите ответ: «СТК». Всё дело в том, что каждый механик желает выполнить работу так, чтобы клиент не возвращался к нему и не приходилось нарушать гарантийные обязательства.
Несмотря на лидирование компании СТК существуют и другие неплохие аналоги, например, Кострома-мотордеталь. В сравнении с китайскими и европейскими поршнями, Кострома хорошо показала себя в отечественных машинах, однако сама конструкция этого поршня не способна уберечь водителя от самой зловещей неисправности – столкновения поршня и клапанов.
Безвытковые Поршни СТК, содержащие специальные проточки, не влияют пагубно на клапана головки блока цилиндров. Поэтому в случае гидравлического удара, даже при срыве цепи газораспределительного механизма, когда поршни «летят» вверх, а клапана – вниз, исход их столкновения невозможен, если в двигатель установлены поршни СТК. Всё благодаря специальным канавкам, проточенным в головке каждого поршня – новшеству инженеров самарской компании.
Если ваш автомобиль уже давно б/у, его компрессия вас вовсе не радует и вы отлично понимаете, что настало время менять поршневую, помните: оптимальными для двигателя будут поршневые группы Самара Трейдинг Компани (СТК).
Поршни: конструкция, отличия и применяемость на двигатели Ваз
Поршневая группа двигателя включает в себя: поршень, поршневые кольца и поршневой палец.
Общая конструкция поршневой группы сложилась еще в период появления первых двигателей внутреннего сгорания. С тех пор ни один из элементов поршневой группы не утратил своего функционального назначения.
Поршень, является наиболее важным элементом любого двигателя внутреннего сгорания.
Именно на эту деталь, выпадает основная нагрузка по преобразованию энергии расширяющихся газов в энергию вращения коленчатого вала. Свойства, которыми должен обладать поршень, трудно совместимы и технически тяжело реализуются.
Требования, которым должна соответствовать эта деталь:
- температура в камере сгорания может достигать более 2000°С а температура поршня, без риска потери прочности материала, не должна превышать 350°С
- после сгорания бензино-воздушной смеси, давление в камере сгорания может достигать 80 атмосфер.
При таком давлении, оказываемое на днище усилие, будет составлять свыше 4-х тонн. Толщина стенок и днища поршня должна обеспечивать возможность выдерживать значительные нагрузки. Но любое увеличение массы изделия приводит к увеличению динамических нагрузок на элементы двигателя, что в свою очередь, ведет к усилению конструкции и росту массы двигателя;
- зазор между поршнем и поверхностью цилиндра должен обеспечивать эффективную смазку и возможность перемещения с минимальными потерями на трение. Но в тоже время зазор должен учитывать тепловое расширение и исключить возможность заклинивания.
- изготовление должно быть достаточно дешевым и отвечать условиям массового производства.
Очертания поршня за более сто пятидесятилетнюю историю двигателя внутреннего сгорания мало изменились.

В конструкции поршня можно выделить несколько зон, каждая из которых, имеет свое функциональное назначение:
1) Днище поршня – поверхность, обращенная к камере сгорания. Днище, своим профилем, определяет нижнюю поверхность камеры сгорания.
Форма днища зависит от формы камеры сгорания, расположения клапанов, от особенности подачи топливо-воздушной смеси в камеру сгорания и объема самой камеры.
Днища разных моделей применяемых на двигателях ВАЗ приведены на рисунке:

Поршни ВАЗ 21213 и ВАЗ 21230 отличаются нанесенной маркировкой. Маркировка наносится на поверхность рядом с отверстием под поршневой палец. На поршне ВАЗ 21213 нанесены цифры -«213», на модели ВАЗ 2123 — «23».
На модели ВАЗ 21080, ВАЗ 21083, ВАЗ 21100 нанесена соответствующая маркировка — «08»,»083″, «10». Поршень 2108 имеет диаметр 76 мм , модели 21083 и 2110 — 82 мм.
Поршни ВАЗ 2112 и ВАЗ 21124, имеют соответствующую маркировку — «12»и «24» и отличаются глубиной выборки под клапана. Модели 21126 и 11194 отличаются диаметром.
2) Если углубления на днище увеличивают объем камеры сгорания, то для уменьшения объема применяют вытеснители. Вытеснителем называют объем металла, который находится выше плоскости днища.
3) «Жаровым поясом» (огневым) называют расстояние от днища до канавки первого поршневого кольца. Чем ближе располагаются поршневые кольца к днищу, тем более высокой тепловой нагрузке они подвергаются, тем больше сокращается их ресурс.
4) Уплотняющий участок — это участок канавок, расположенных на боковой цилиндрической поверхности поршня. Канавки предназначены для установки поршневых колец. Поршневые кольца обеспечивают подвижное уплотнение. На всех моделях для двигателей ВАЗ, выполнены две канавки под компрессионные кольца и одна канавка под маслосъемное кольцо.
В канавке под маслосъемное кольцо есть отверстия, через которые отводится излишек масла во внутреннюю полость поршня. Уплотняющий участок выполняет еще одну очень важную функцию — через установленные поршневые кольца, осуществляется отвод значительной части тепла от поршня к цилиндру.
Если конструкция изделия не будет предусматривать эффективный отвод тепла от днища, то это приведет к его прогоранию.
По расчетам, через компрессионные кольца, передается до 60-70% выделенного тепла. Однако это требует плотного прилегания поршневых колец к цилиндру и к поверхностям канавок.
Для обеспечения работоспособности, торцевой зазор первого компрессионного кольца в канавке должен составлять 0,045-0,070 мм. Для второго компрессионного кольца зазор — 0,035-0,060 мм, для маслосъемного – 0,025-,0050 мм. Между внутренней поверхностью кольца и канавки должен быть радиальный зазор — 0,2-0,3 мм.
5) Головку поршня образуют днище и уплотняющая часть.
Расстояние от оси поршневого пальца до днища, называют компрессионной высотой поршня.
6) «Юбкой», называют нижнюю часть поршня. На этом участке находятся бобышки с отверстиями – место, куда устанавливается поршневой палец. Внешняя поверхность юбки, исполняет роль опорной и направляющей поверхности.
Юбка обеспечивает соосность положения детали к оси цилиндра блока. Кроме того, боковая поверхность юбки участвует в передаче к цилиндру возникающих поперечных усилий.
На поверхность юбки (или на все изделие) могут наноситься защитные покрытия улучающие прирабатываемость и снижающих трение.
Покрытие слоем олова позволяет сгладить неточности профиля и предотвратить наволакивание алюминия на поверхности цилиндра. Могут применяться покрытия созданные на основе графита и дисульфида молибдена.
Другой способ, снижающий потери на трение – нанесение на юбке канавок специального профиля. Глубина канавок составляет 0,01-0,015 мм. При движении, канавки не только удерживают масло, но и создают гидродинамическую силу, которая препятствует контакту со стенками цилиндра.
Одним из факторов определяющих геометрию поршня, является необходимость снижения сил трения.
Для этого требуется обеспечение определенной толщины масляного слоя в зазоре между поршнем и стенками цилиндра. Причем маленький зазор повлечет за собой увеличение сил трения и как следствие повышение нагрева деталей и их ускоренный износ а возможно и заклинивание.
Слишком большой зазор, увеличит шумность двигателя, приведет к росту динамических нагрузок на сопрягаемые детали и будет способствовать их ускоренному износу. Поэтому величина зазора подбирается в соответствии с рекомендациями для конкретного типа двигателя.
В истории применения конструкций поршней для двигателей ВАЗ, просматриваются этапы влияния нескольких европейских конструкторских школ.
На первых моделях двигателей ВАЗ применяется «итальянская» конструкция. Поршни отличаются большой компрессионной высотой, широкой опорной поверхностью юбки. Поверхность изделия покрыта слоем олова.
В разработке последующих конструкций принимают участие немецкие компании. У поршней уменьшается компрессионная высота. На юбке применяется микропрофиль – специальный профиль канавок, для удержания смазки в зоне трения. Поршни моделей ВАЗ 21126 и ВАЗ 11194 получают Т-образный профиль и рассчитаны на установку «тонких» поршневых колец. Так внешне сравнивая модели от 2101 до 21126, можно получить представление об общих тенденциях совершенствования конструкции , основанных на новых научных разработках.
В процессе работы, различные участки поршня нагреваются не равномерно, следовательно, и тепловое расширение будет больше там, где выше температура и больше объем металла. В связи с этим, на уровне днища размер выполняют меньшим, чем диаметр в средней части. Таким образом, в продольном сечении профиль будет коническим. Нижняя часть юбки тоже может иметь меньший диаметр. Это позволяет, при движении вниз, в пространстве между юбкой и цилиндром, создавать масляный клин, который улучшает центрирование в цилиндре.

Для компенсации тепловых деформаций, в поперечном сечении поршень выполнен виде овала. Это связано с тем, что в районе бобышек под поршневой палец сосредоточен значительный объем металла.
При нагреве, в плоскости поршневого пальца, расширение будет осуществляться в большей степени. Овальность и бочкообразность детали в холодном состоянии, позволяет иметь поршень, приближающийся к цилиндрической форме, при работающем двигателе.
Такая форма изделия создает сложности при контроле его диаметра. Фактический диаметр можно определить, только замеряя его в плоскости перпендикулярной оси отверстия под поршневой палец на определенном расстоянии от днища. При этом, для разных моделей это расстояние будет отличаться.
Тепловые нагрузки порождают еще одну проблему. Поршни изготавливают из алюминиевого кремнесодержащего сплава, а для блока цилиндров используют чугун. У этих материалов разная теплопроводность и разный коэффициент теплового расширения.
Это приводит к тому, что в начале работы двигателя, поршень нагревается и увеличивается в диаметре быстрее, чем увеличивается внутренний диаметр цилиндра. При и без того малых зазорах, это может приводить к повышенному износу цилиндров, а в худшем случае, к заклиниванию поршня.
Для решения этой проблемы, во время отливки поршня, в тело заготовки внедряют специальные стальные или чугунные элементы, которые сдерживают резкое изменение диаметра. Для уменьшения теплового расширения и отвода тепла, на некоторых типах двигателя, используются системы подачи масла во внутреннюю полость поршня.
Поршневой палец обеспечивает шарнирное соединение поршня и верхней головки шатуна. Во время работы двигателя, на поршневой палец воздействуют значительные переменные силы. Палец и отверстия под палец должны сопрягаться с минимальным зазором, обеспечивающим смазку.
На двигателях ВАЗ используется два типа шарнирного соединения «поршень-палец-шатун». На поршнях моделей 2101, 21011, 2105, 2108, 21083 – палец устанавливается в верхней головке шатуна по плотной посадке, исключающей его вращение. Отверстие в поршне под поршневой палец выполнено с зазором, обеспечивая свободное вращение.
В дальнейшем от этой схемы отказались и перешли на схему с «плавающим» пальцем. На поршнях моделей 21213, 2110, 2112, 21124, 21126, 11194, 21128 – палец устанавливается с минимальным зазором и в головке шатуна, и в отверстиях поршня. Для исключения осевого смещения пальца, в поршне, в отверстиях под поршневой палец устанавливаются стопорные кольца. Во время работы, у пальца есть возможность проворачиваться, обеспечивая равномерный износ поверхностей.
Для обеспечения надежной смазки пальцев, в бобышках предусмотрены специальные отверстия.
По результатам фактического замера отверстия под поршневой палец, поршням присваивается одна из трех категорий(1-я, 2-я, 3-я). Разница в размерах для категорий составляет — 0,004мм. Номер категории клеймится на днище.
Для обеспечения необходимого зазора, поршневые пальцы, по наружному диаметру подразделяются на три класса. Отличие в размерах составляет — 0,004 мм. Маркировка класса производится краской по торцу пальца: синий цвет — первый класс, зеленый — второй, красный — третий класс. При сборке, поршню первой категории должен подбираться палец первого класса и т.д.
Особенностью работы шатунного механизма, является то, что до достижения верхней мертвой точки, поршень прижат к одной стороне цилиндра, а после прохождения ВМТ – к другой стороне цилиндра. При приближении к верхней мертвой точке, на поршень действует максимальная нагрузка, следовательно растет сила давления на палец. Возрастающие силы трения препятствуют повороту поршня на пальце. При таких условиях поворот может происходит скачкообразно, со стуком о стенку цилиндра.

Для того, чтобы снизить динамические нагрузки и шум, применяют поршни со смещенным отверстием под поршневой палец. Ось отверстия смещена в горизонтальной плоскости от оси поршня. В работающем двигателе это приводит к возникновению момента силы, который облегчает преодоление сил трения.
Такое конструктивное решение позволяет добиться плавности, при смене точек контакта поршня с цилиндром. На такие изделия обязательно наносится метка для правильной ориентации при его установке. Однако, чем больше будет износ цилиндров и юбки, тем в большей степени будет проявляться стук в цилиндре.
Существуют поршни, в которых применяется не только горизонтальное смещение оси пальца, но и вертикальное. Такое смещение ведет к уменьшению компрессионной высоты. Поршни, с дополнительным смещением оси отверстия под палец вверх, применяются для тюнинговой доработки двигателя. В качестве основной характеристики для таких поршней используется величина смещения, указывающая на сколько смещен центр отверстия под палец, по сравнению со стандартным изделием.
На рынке продаж, поршень представлен значительным количеством отечественных и иностранных производителей. Независимо от производителя, они должны соответствовать требованиям, рассчитанным для конкретной модели двигателя. Поршни, входящие в комплект, не должны отличаться по массе более чем на ±2,5 грамм. Это позволит снизить вибрации работающего двигателя. Для розничной сети, в комплекты подбираются поршни одной весовой группы. В случае необходимости можно осуществить подгонку поршня по массе.
Зазор между цилиндром и поверхностью поршня должен соответствовать величине установленной для данной модели двигателя. Поршни номинального размера по своему диаметру относят к одному из пяти классов. Различие между классами составляет 0,01 мм.
Классы маркируются на днище буквами — (А, В, С, D, Е). В качестве запасных частей поставляются поршни классов — А, С, Е. Этих размеров достаточно, чтобы осуществить подбор деталей для любого блока цилиндров и обеспечить необходимый зазор.
Поршни ВАЗ 11194 и ВАЗ 21126 имеют только три класса (A, B, C) с размерным шагом — 0,01 мм.
Кроме номинальных размеров, изготавливаются поршни 2-х ремонтных размеров, с увеличенным наружным диаметром на 0,4 и 0,8 мм. Для распознавания, на днищах ремонтных изделий ставится маркировка: символ «треугольник» соответствует первому ремонтному размеру(с увеличением наружного диаметра на 0,4 мм), символ «квадрат» — увеличение диаметра на 0,8 мм. До 1986 г. ремонтные размеры отличались от современных. Так для двигателя 2101 существовало три ремонтных размера: на 0,2 мм., 0,4 мм., 0,6 мм; для двигателя 21011 два размера: 0,4 мм. и 0,7 мм.
Применяемость моделей поршней на различных двигателях Ваз:

В качестве материала для изготовления поршней применяются сплавы алюминия. Использование кремния в составе сплава, позволило снизить коэффициент теплового расширения и увеличить износостойкость. Сплавы, где содержание кремния может достигать 13%, называют – эвтектическими. Сплавы с более высоким содержанием кремния относят к заэвтектическим сплавам. Повышение процента содержания кремния улучшает теплопроводные характеристики, однако приводит к тому, что при охлаждении в сплаве происходит выделение кремния в виде зерен размером 0.5-1.0 мм. Это приводит к ухудшению литейных и механических свойств. Для улучшения физико-механических свойств, в сплавы вводят легирующие добавки меди, марганца, никеля, хрома.
Существует два основных способа получения заготовки поршня.
Отливка в кокиль – специальную форму, является более распространенным способом. Другой способ — горячая штамповка (ковка). После этапов механической обработки, изделие подвергают термической обработке для повышения твердости, прочности и износостойкости, а также для снятия остаточных напряжений в металле.
Структура кованого металла позволяет повысить прочностные характеристики изделия. Но есть существенные недостатки кованых изделий классической конструкции( с высокой юбкой)– они получаются более тяжелыми. Кроме того, в кованных деталях, невозможно использовать термокомпенсирующие кольца или пластины. Увеличенный объем металла ведет к увеличенной тепловой деформации и необходимости увеличивать зазор между поршнем и цилиндром. И как следствие – повышенный шум, износ цилиндров, расход масла. Применение кованых поршней оправдано в тех случаях, когда большую часть времени двигатель автомобиля эксплуатируется на предельных режимах.
В современном конструировании поршней, наблюдаются следующие тенденции: уменьшение веса, использования «тонких» поршневых колец, уменьшение компрессионной высоты, использование коротких поршневых пальцев, применение защитных покрытий. Все это, нашло свое применение, в конструкции Т-образных поршней. Наименование конструкции обусловлено схожестью профиля детали с буквой «Т». На этих изделиях, юбка уменьшена и по высоте и по площади направляющей части. В качестве материала для изготовления таких поршней используется заэвтектический сплав, с большим содержанием кремния. Поршни Т-образной конструкции практически всегда изготавливаются горячей штамповкой.
Принятие разработчиками решения о применении той или иной конструкции поршня всегда предшествует расчет и глубокий анализ поведения всех узлов шатунно-поршневой группы. Детали современных двигателей рассчитаны на пределе возможностей конструкции и материалов. В таких расчетах предпочтение отдается конструкциям с минимальной стоимостью обеспечивающих утвержденный ресурс и не более. Поэтому любое отклонение от штатных режимов работы двигателя ведет к сокращению ресурса тех или иных деталей и узлов.