Паяльная маска
В прошлой статье мы закончили изготовление печатной платы по методу металлорезиста. Как я и говорил, можно обрезать плату и впаять радиодетали. Но мы продолжим ее изготовление, а именно нанесем паяльную маску и потом покроем дорожки химическим оловом.
Нанесение паяльной маски в домашних условиях не является уже какой то диковинкой, но все равно опишу данный процесс, чтобы он был на этом сайте.
Нанесение маски
Перед нанесением, плату нужно подготовить, удалить окислы с поверхности меди и обезжирить. Для этого моем плату в горячей проточной воде с моющим средством и шкуркой зернистостью P1000 (фото данного процесса нет, но думаю и так понятно). Самое главное, последний этап промывки должен осуществляться в холодной воде. Что это значит? Если вы промоете в горячей воде (на последнем этапе), то потом у вас медь быстро окислится не успев высохнуть, если в холодной, то не окисляется более длительное время.
Итак, промыли плату после зачистки шкуркой в воде, сразу обтираем ее бумажной салфеткой или туалетной бумагой для предотвращения окисления меди. Далее сдуваем или удаляем салфеткой всю пыль, на отсвет ее хорошо видно, кладем плату на стол и накрываем трафаретной сеткой. Место, где будет наносится маска, тоже должно быть без пыли. Желательно провести влажную уборку рабочего места перед этой процедурой.
Наносить будем двухкомпонентную маску FSR 8000, так как она самая распространенная и купить ее не должно вызвать проблем.
Разводим маску в соотношении 3:1 по весу (например 3 грамма маски и 1 грамм отвердителя). Если маска густая, то ее можно разбавить растворителем 650 или изопропиловым спиртом до нужной вязкости после смешивания компонентов.
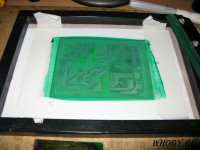
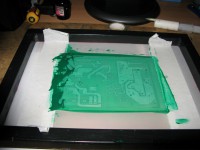
Фото процесса нанесения паяльной маски на печатную плату.
1. Кладем плату на стол накрываем трафаретной рамкой и наносим на первую сторону.
Как сделать самодельную рамку с натянутой сеткой для нанесения паяльной маски, можно посмотреть в этой статье .

2. Переворачиваем плату на другую сторону, установив ее на специальные подставки, чтобы не повредить уже нанесенный слой на другой стороне. Накрываем ее самодельной рамкой с натянутой сеткой и наносим маску.


Для более полного понимания как нанести паяльную маску, посмотрите еще вот это видео. Звука нет, но должно быть понятно.
Сушка и засветка паяльной маски
После нанесения переносим ее в печь (не допускаем засветки платы от солнечных лучей, дневного света, это и так должно быть понятно). Температура сушки маски 70 — 75 градусов не больше, иначе маска задубеет и вы ее не сможете проявить.
Время сушки маски составляет 45 минут, плюс минус 5 минут. Дольше сушить не имеет смысла да и зачем тратить время, которого и так не хватает.
После сушки, переносим плату на рабочее место и даем ей остынуть. Горячая плата будет липнуть и будет казаться, что она не досушена. Это не так, нужно немного подождать (5 — 10 минут) и поверхность платы перестанет липнуть.
Далее клеим шаблон на глицерин сначала с одной стороны и засвечиваем ультрафиолетовым источником, затем тоже самое делаем с другой стороны. Время засветки паяльной маски вы должны подобрать заранее, у каждого оно будет свое, поэтому здесь я не оговариваю время засветки.




Данная статья опубликована на сайте whoby.ru. Постоянная ссылка на эту статью находится по этому адресу http://whoby.ru/page/pajalnaja-maska
Читайте статьи на сайте первоисточнике, не поддерживайте воров.
Проявка паяльной маски
После засветки, нужно дать плате полежать в течении 5 минут, чтобы все процессы полимеризации прошли до конца. После этого плату нужно проявить в растворе кальцинированной соды или силикатного клея. В растворе силикатного клея проявляется намного лучше и мягче, я использую именно этот раствор. Какой из растворов использовать, решайте сами.
Рецепты растворов:
Во время проявки можно помогать губкой (мягкой стороной) или ватным тампоном. Так маска проявится быстрее, сильно тереть и давить не нужно, прижим под своим весом.
Не вздумайте помогать проявке жесткой стороной губки или какими то другими жесткими материалами. Если плохо проявляется, то возможно пересветили или температура сушки была слишком высокой (об этом писал чуть выше).
Фото процесса проявки паяльной маски.


Сушка после нанесения маски
Если после нанесения маски не планируется нанесение маркировки, то этот этап можно пропустить и приступить сразу к дублению платы.
Мы будем наносить маркировку и поэтому нужно высушить маску в течении 5 минут при температуре 70 — 90 градусов (это нужно для того, что бы вода, которая возможно имеется в слое маски, не вскипела и не испортила нам все).
Затем нужно поднять температуру до 110 градусов и выдержать плату в печке тоже 5 минут (это нужно для того, что бы слой маркировки не поднял не задубленную паяльную маску и не испортил печатную плату).
Промываем водой, сушим, дубим.
Фото процесса.


Маркировка печатной платы
Процесс нанесения маркировки не отличается от процесса нанесения паяльной маски, поэтому повторяться не буду, сушка так же 70 — 75 градусов в течении 45 минут.
Фото процесса нанесения маркировки на печатную плату.


Как только нанесли с одной стороны, переворачиваем плату, ставим на подставки и наносим с другой стороны с помощью самодельной рамки с натянутой трафаретной сеткой, затем сушим обе стороны одновременно.



После сушки маски, даем плате отлежаться 5 минут при комнатной температуре, проверяем на липкость слоя. Если все нормально, то клеим шаблон на глицерин с одной стороны и засвечиваем маркировку, затем клеим шаблон с другой стороны и засвечиваем.
Фото процесса наклейки шаблона и засветки маркировки для печатной платы.


После засветки маркировки проявляем плату в растворе кальцинированной соды или силикатного клея (см. рецепты выше).
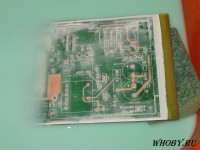
В итоге получаем вот такую плату с маркировкой, которую уже не стыдно показать, Хотя есть вкрапления белой маски из за некачественного шаблона маркировки, через который засветились эти точки и не смываются, но это не важно.


Дубление паяльной маски
После проявки плату нужно задубить в печке при температуре 150 градусов в течении 30 минут (фото процесса нет).
Сначала держим при 70 — 90 градусах в течении 5 минут, для удаления влаги. Затем прибавляем температуру до 150 градусов и дубим маску 30 минут.
Я дублю при 140 градусах в течении 15 минут. Этого времени достаточно для дубления и глянец у маски немного лучше. В любом случае, решайте сами при каких режимах дубить маску, какой вариант будет устраивать, тот и используйте.
Заключение
В данной статье был показан способ нанесения паяльной маски и маркировки на печатную плату. Думаю прочитав эту статью у вас не возникнет трудностей сделать это самостоятельно, а если возникнут, то всегда можно задать вопрос в комментарии.
На этом я завершаю данную статью, продолжение смотрите в следующей статье , в которой покроем плату слоем химического олова.
Всем удачных маркировок.
Статью написал: Admin Whoby.Ru
Если вам понравилась статья, нажмите на кнопку нужной социальной сети расположенной ниже. Этим действием вы добавите анонс статьи к себе на страницу. Это очень поможет в развитии сайта.
Технология нанесения и обработки жидких защитных паяльных масок.
Технология нанесения жидких паяльных масок известна с 1980-х годов. За это время вместе с ростом требований к паяльным маскам изменялся и состав маски, и принципы ее нанесения и обработки. Сокращение объемов производства и низкие потребительские характеристики сухих пленочных паяльных масок приводят к массовому распространению жидких масок на территории России.
Поводом для написания статьи стало возросшее количество вопросов, связанных с технологическими особенностями нанесения жидких паяльных масок. Наряду с тем, что многие крупные предприятия уже давно освоили технологию нанесения и успешно выпускают качественную продукцию, есть ряд производителей ПП, которые только планируют или начинают освоение этой технологии. Возможно, информация, изложенная в данной статье, поможет решить некоторые проблемы на таких предприятиях.
Жидкие паяльные маски по способу получения изображения делятся на два типа:
- фоточувствительные;
- нефоточувствительные.
Технология обработки нефоточувствителъных паяльных масок включает два основных этапа:
- нанесение и формирование рисунка методом сет-кографии;
- отверждение нанесенной пленки.
Маски представляют собой однокомпонентные или двухкомпонентные составы. Это жидкие вещества, которые наносятся методом сеткографии через трафарет непосредственно на те участки платы, которые должны быть защищены маской. Отверждаются такие маски либо термически, либо УФ-излучением.
Нефоточувствительные паяльные маски имеют ограничения по применению для высокотехнологичных печатных плат. Повторяемость сеткографичес-кой печати через трафарет составляет около ±0,2 мм, поэтому необходимый зазор до края маски вокруг контактной площадки должен быть не менее указанной величины. По причине неизменно повышающейся доли ПП с расстоянием между проводниками менее 0,2 мм трафаретная печать становится малопригодной. Ее применение возможно для несложных плат малого размера, и она, безусловно, не подходит для заготовок больших размеров.
Обработка жидких фотопрояёляемых паяльных масок сложнее. Она включает следующие операции:
- нанесение паяльной маски на печатную плату;
- испарение растворителя (предварительная сушка);
- фотоэкспонирование (формирование рисунка);
- проявление экспонированной паяльной маски;
- окончательное отверждение.
Фотолитографический метод получения рисунка позволяет получать изображения высокого разрешения с отличной точностью и совмещением, по этой причине популярность и границы применения данного вида паяльной маски за последние 10 лет существенно расширились (рис. 1).
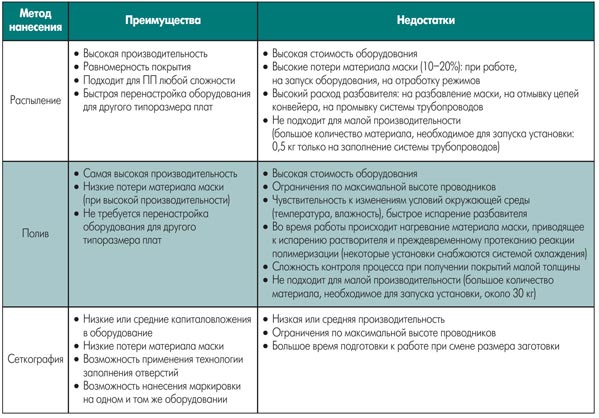
Процесс нанесения жидких фотопроявляемых паяльных масок состоит в формировании фотополимерного покрытия заданной толщины. Так как этап нанесения не является одновременно и этапом формирования изображения, это позволило использовать несколько различных технологий нанесения для формирования покрытий. В основном используются метод занавеси, электростатическое или воздушное распыление, а также сеткография (табл. 1-2).
Выбор метода нанесения и типа оборудования в каждом конкретном случае зависит от множества факторов. Определяющими из них являются производительность и номенклатура изделий. Для большинства российских производителей ПП, имеющих небольшие производства, покупка дорогостоящего высокопроизводительного оборудования для нанесения маски методами полива и распыления не целесообразна. Поэтому наибольшее распространение получили полуавтоматические и ручные установки сеткографической печати, которые используются и для нанесения маркировочной краски.
Нанесение паяльной маски методом сеткографии
Заготовка платы может удерживаться на столе с помощью вакуумного прижима, сетка при этом отделена от основания небольшим зазором. При каждом проходе ракеля сетка приводится в контакт с поверхностью платы и маска с сетки тонким слоем переносится на поверхность платы.
Ракель.
Сетка.
Сетки изготавливаются из различных материалов: шелка, полиэстера, нейлона и нержавеющей стали.
Шелк. Натуральное шелковое волокно используется редко. Оно состоит из нескольких скрученных нитей, а такая структура обладает рядом недостатков: нерегулярность нитей и ячеек; набухание в процессе печати; сложность очистки и нестабильность линейных размеров.
Преимущества шелка заключаются в его отличной эластичности и шероховатой поверхности, обеспечивающей отличную адгезию (при изготовлении трафаретов).
Полиэстер. Полиэстер является наиболее широко используемым материалом для изготовления сетки. Он менее эластичен, поэтому обладает лучшей стабильностью линейных размеров, однако достаточно гибок для обеспечения хорошего контакта с неровными поверхностями. Он не поддается воздействию влаги и подходит для печати детализированных изображений.
Нейлон. Нейлон является первым, нашедшим применение синтетическим материалом. Несмотря на его высокую эластичность, существует тенденция удлинения получаемых с его помощью изображений, что затрудняет совмещение. Он идеально подходит для продолжительного использования благодаря прочности на растяжение, но поддается воздействию влаги.
Нержавеющая сталь. Сетки из нержавеющей стали в настоящее время используются ограниченно. Они очень дороги, но по причине своей низкой эластичности используются в тех случаях, когда необходимо достижение максимальной четкости и совмещения.
Металлизированный полиэстер. Состоит из моноволокон полиэстера в металлической оболочке. Эластичность получаемых нитей ниже эластичности полиэстера, благодаря чему достигается очень точное совмещение.
Моно- и мультиволокна. Сетки, изготавливаемые из отдельных нитей материала, позволяют получать конечный продукт с ячейками постоянного размера, в то время как ткань из мультиволокон обладает нерегулярной структурой. Последним присущи следующие недостатки:
1) Краска собирается между относительно свободных волокон и с трудом удаляется во время очистки, что приводит к засорению ячеек сетки.
2) Низкая четкость деталей оттиска вследствие нерегулярной структуры мультиволо-конной ткани.
 />
/>
Угол сетки. Показатель характеризует направление нитей основы и утка в раме сетки по отношению к направлению движения ракеля. Обычно используются сетки с тремя углами: 90°, 45° и 22,5°.
При выборе угла руководствуются двумя основными критериями:
1) Напряжение сетки, туго натянутой на раме. Максимальная гибкость имеет место в случае, если угол составляет 45°, при этом распределение нагрузки на сетку при каждом проходе наиболее равномерно. Такой угол дает возможность наилучшего расправления сетки после каждого прохода ракеля и поддерживает ее натяжение на уровне, обеспечивающем удовлетворительную печать. Хорошее качество отпечатка недостижимо, если сетка не отстает от печатной основы сразу же после прохода ракеля. Отделяемость сетки при этом является существенной характеристикой процесса сеткографии. Ракель не продавливает краску через шаблон на поверхность печатной основы, как часто думают. Краска переносится с шаблона силой поверхностного натяжения, и только в этом случае может быть получен удовлетворительный отпечаток.
2) Второй фактор, влияющий на выбор угла, — это опасность появления «интерференционной картины» (муара), возникающей в зависимости от направления нитей ткани и элементов печатной платы (проводников). При определенных условиях печати может иметь место неполный перенос материала маски, приводящий к появлению зазубренных краев изображения. Это обстоятельство вызывало многочисленные дискуссии, в особенности в связи с тем, что угол сетки в 45° чаще других связывается с появлением подобного дефекта. Поскольку большая часть проводников располагается в направлении хода ракеля или под углом 90° к нему, появление эффекта муара может быть связано только с углом сетки в 45° по отношению ко всем проводникам. При использовании сетки с углом 90° возможно даже полное исчезновение тонкого проводника в случае, если он расположен под нитью сетки. Поэтому в качестве компромисса иногда применяется угол 22,5°.
Натяжение сетки. Другим важным фактором, влияющим на качество печати, является натяжение сетки. Обычно оно обеспечивается с помощью механического устройства.
Недостаточное усилие натяжения сетки может вызвать задержку отставания (отслаивания) сетки (рис. 3). При недостаточном натяжении клейкая краска вызывает залипание сетки на поверхности печатной основы, что ведет к смазыванию оттиска и неравномерному нанесению краски.
Рама для сетки должна иметь такую конструкцию, чтобы выдерживать натяжение сетки и не допускать ее ослабления. Наиболее подходящие рамы выполняются из сваренных по углам стальных или алюминиевых профилей. Между рамой и краями области печати должно находиться достаточно пространства, чтобы гарантировать свободный от искажений контакт и отделение сетки. Обычно внутренняя область рамы по меньшей мере на 15 см со всех сторон больше области печати. В целом, область печати не должна превышать 80% всей площади сетки при использовании нейлона или полиэстера и 60% — нержавеющей стали.
Обычно предприятия, имеющие невысокую производительность по печатным платам, не имеют собственного оборудования для натяжения сетки на раму. Данная операция требует опыта, и лучшим решением в этом случае будет заказ сетки у специалистов на любом полиграфическом производстве, имеющемся практически в каждом городе.
Факторы, влияющие на свойства покрытия при нанесении маски
При выполнении операции нанесения паяльной маски необходимо выполнять требования инструкций на используемую паяльную маску. В целом, технология нанесения и обработки всех типов фоточувствительных масок одинакова. Но все же, в зависимости от состава, цвета, вязкости и матовости, имеются различия по некоторым параметрам.
Приведенные в данной статье режимы, графики и другие рекомендации являются общими для защитных паяльных масок серии PSR-4000 производства компании Taiyo Inc. (Япония).
Рекомендуемый тип сетки — 100-125 ячеек на дюйм (39-49 на сантиметр). Угол наклона ракеля — 22,5°. Данные параметры должны обеспечивать получение слоя маски толщиной около 30-35 мкм в сыром виде, что соответствует расходу маски 100-120 г/м 2 . Поэтому уже в процессе нанесения можно весовым методом проконтролировать толщину покрытия по привесу сырой маски на одной стороне заготовки и отрегулировать режимы нанесения (см. табл. 3). При указанном рас-
ходе маски достигается оптимальная толщина покрытия в сухом виде — 10-20 мкм на поверхности проводника. Уменьшение толщины маски ведет к снижению стойкости к воздействию припоя, химической стойкости к процессу покрытия Ni/Au. Увеличение толщины маски ведет к ее «подпроявлению» (рис. 4) и ухудшению характеристик при предварительной сушке.
Выдержка. После нанесения жидкая паяльная маска должна быть высушена для удаления летучих органических растворителей из полученной пленки. Но до операции сушки платы необходима выдержка заготовок в горизонтальном положении в течение 10 минут:
1) для выхода воздушных микропузырьков;
2) для испарения растворителя перед предварительной сушкой, при хорошей циркуляции воздуха, если процесс выдержки производится в специальном закрытом модуле;
3) для в случае высокой толщины медного покрытия (толщины проводников) время выдержки может быть увеличено, и режимы могут быть экстремально приближены к условиям предварительной сушки (по согласованию с производителем маски). Предварительная сушка. Цель сушки —полное удаление органических растворителей. Общее время сушки не должно превышать 70-80 минут при 80 °С.
 />
/>
 />
/>

Для двусторонних плат время сушки:
- для первой стороны — 15-30 мин;
- для второй стороны — 15-40 мин.
Время сушки отсчитывается с момента достижения заданной температуры в печи.
Недостаточная предварительная сушка, то есть наличие в покрытии остатков растворителя, который препятствует УФ-полиме-ризации при экспонировании, может привести к следующим дефектам:
- плохое разрешение (подмывание края маски при проявлении), посветление маски в результате абсорбции влаги;
- прилипание фотошаблона к маске при экспонировании; наличие отпечатков пальцев на поверхности маски и следов от контактирующих деталей конвейера при обработке на установках проявления.
На качество операции сушки влияют температура и время выдержки в печи. На рис. 5 показан график зависимости времени предварительной сушки от температуры. Например, при снижении температуры на 10 °С время сушки увеличивается в 2 раза (!), и наоборот.
Следовательно, большое внимание нужно обращать на реальную температуру на поверхности платы в печи, а не на показания датчиков. Простейший тест-контроль можно провести с помощью термополосок, которые приклеиваются на участки печатной платы с медной поверхностью. Очень часто реальная температура в печи ниже заданной, либо циркуляция воздуха в печи не обеспечивает равномерность распределения температуры. Это может привести к тому, что в одной части печи, где температура в норме, имеется правильный режим сушки, в то время как в другой части может происходить недосушка из-за недостаточной температуры, или наоборот. Все печи обязательно должны быть снабжены вытяжной вентиляцией, так как в процессе предварительной сушки испаряется большое количество растворителя.
Здесь также следует отметить, что тест-контроль с помощью термополосок применим только для стационарных печей, так как они показывают максимальную температуру, достигаемую в печи. При контроле туннельных конвейерных печей с помощью специальных приборов снимается термопрофиль (зависимость температуры от времени). Датчики закрепляются в нескольких частях платы. Показания датчиков записываются в период всего прохождения заготовок по туннелю печи через заданные промежутки времени.
На рис. 6 показан реальный термопрофиль туннельной печи, записанный с показаний термодатчиков. Из графика видно, что в точках 3, 4 и 5 температура выше 75 °С на плату воздействовала менее 5 минут, а в точке 1 она не достигла этого значения за весь цикл предварительной сушки. Этот способ контроля термопрофиля помогает выявить проблемные зоны в печи и устранить причину брака.
Кроме термического способа применяется сушка инфракрасным излучением. Основным, и, наверное, единственным преимуществом данного вида сушки является высокая производительность. ИК-системы также используются для отверждения паяльных масок за время от четырех до шести минут. Эти системы могут стыковаться в одну линию с установками проявления, что позволяет сэкономить время, расходуемое на ручную загрузку-разгрузку деталей.
- Высокая стоимость оборудования даже по отношению к туннельным печам.
- Узкое технологическое окно. Температура маски очень сильно зависит от мощности ИК-излучения. Поэтому на степень сушки влияет даже расстояние от лампы до платы. Помимо этого, характеристики поглощения зависят от типа материала, цвета и микрорельефа поверхности. Обычно подбор параметров сушки производится на одно наименование детали. Для другого наименования режимы должны снова подбираться.
- Захват растворителя. Сушка и схватывание маски происходит очень быстро. Не успевшие испариться разбавители образуют пузыри в маске, так как их испарение после ИК-сушки происходит естественным образом.
Как правило, производители паяльных масок не указывают в своих инструкциях по применению параметры ИК-сушки, так как подбор режимов сугубо индивидуален. Термический способ сушки имеет более широкое технологическое окно, позволяющее работать с различной номенклатурой изделий без перенастройки режимов оборудования. В любом случае, оптимальные условия сушки рабочего диапазона варьируются от типа машины и количества загруженных заготовок. Поэтому необходимо проводить тестовые испытания перед запуском серии.
Экспонирование. На этапе экспонирования происходит первоначальное отверждение (полимеризация) определенных областей паяльной маски, что делает их нерастворимыми в проявителе.
Время экспонирования обычно составляет 20-90 с в зависимости от типа используемой установки экспонирования, мощности ламп и типа паяльной маски.
Полимеризация паяльных масок серии PSR-4000 обеспечивается УФ-излучением в довольно узком диапазоне длины волны 365-367 нм, в то время как другие маски по-лимеризуются в диапазоне волн 350-400 нм. Поэтому использование металлогалоидных ламп (с присадкой Fe) с оптимальным диапазоном длины волны гарантирует наилучшую степень полимеризации. Энергия экспонирования находится в пределах 150-400 мДж/см 2 в зависимости от цвета маски. Чем темнее цвет маски, тем больше требуется энергии для полимеризации. Обычно в требованиях указывается значение энергии экспонирования, замеренное на поверхности фотошаблона (под майларовой пленкой). Нужно также учитывать, что фотошаблоны с защитными покрытиями поглощают до 30-50% УФ-энергии.
 />
/>
 />
/>
Оптимальная энергия экспонирования зависит от типа базового материала (FR4 с УФ-блокировкой или без, полиимид или др.) и толщины маски. Оптимум определяется с учетом следующих факторов: минимальный шаг окон в маске (с учетом «подпроявления»), глянцевости поверхности, экспонирования обратной стороны и других факторов.
Выдержка. Для завершения реакций полимеризации после экспонирования необходимо выдержать заготовки в течение 10-15 мин.
Проявление. Проявление паяльных масок производится на конвейерных установках при использовании струйного распыления в 1-процентном растворе Na2C03 при температуре 30 °С. Давление распыления 0,2 МПа (2,0-2,5 кг/см 2 ), время проявления 60-90 с (рис. 7). Точность передачи изображения паяльной маски в настоящий момент зависит не от технологии печати, а от фотографического процесса, что позволяет получать более точные изображения с лучшим разрешением. На разрешающую способность влияет толщина маски, характеристики установки экспонирования, класс чистоты помещения.
Раствор проявителя необходимо заменять, если количество растворенной в проявителе маски достигает 10 грамм в литре. Количество растворенной маски можно определить в соответствии с графиком на рис. 8 путем измерения рН раствора проявителя.
Качество последующей операции промывки водой должно обеспечить полное удаление остатков проявителя с поверхности заготовок: температура 25 °С, давление распыления 1,0-1,5 кг/см 2 , время — 45-60 с.
Отверждение маски. После проявления паяльная маска подвергается тепловому воздействию для полного отверждения пленки. В процессе отверждения происходит окончательная полимеризация с образованием трехмерных поперечных межмолекулярных связей, которые и обеспечивают получение соответствующих механических, химических и электрических свойств маски. Для обеспечения полноты полимеризации необходимо строго соблюдать режимы отверждения и следующие требования:
 />
/>
1. Отверждение должно производиться в конвекционной печи в течение 60 мин при 150 °С.
2. Необходимо обеспечивать контроль эффективности циркуляции и вытяжки воздуха в печи с целью:
- исключения конденсации компонентов маски на стенках оборудования;
- обеспечения необходимого температурного профиля внутри печи.
3. Превышение времени выдержки или температуры приводит:
- к возникновению риска образования оксида меди под маской в виде участков темного цвета, вплоть до отслоения маски на этих участках;
- к ухудшению свойств паяльной маски — она становится твердой и хрупкой (чрезмерное УФ-отверждение вызывает тот же эффект).
4. В случае, если по паяльной маске наносятся маркировочные краски, маска сушится при 150 °С в течение 30 мин, и затем, после нанесения маркировки, сушится при 140 °С в течение 20 мин.
УФ-удар. Дополнительная УФ-обработка (постполимеризация маски) позволяет добиться улучшения характеристик масочного покрытия:
1)для повышения химической стойкости к процессам химического никелирования, золочения и иммерсионного лужения;
2) для снижения ионных загрязнений от флюсов для HAL-процессов;
3) в некоторых случаях как предупредительная мера от побеления маски вследствие абсорбции влаги после HAL-процессов. Обычно для паяльных масок серии PSR-4000 не требуется операция УФ-отверждения. Но в некоторых случаях может применяться УФ-удар в 2000-3000 мДж/см 2 .
Контроль качества. Так как паяльная маска является постоянным защитным покрытием печатных плат, ее характеристикам при различных условиях технологического процесса и окружающей среды уделяется особое внимание. Отказ печатной платы потенциально дорог и может повлечь катастрофические последствия, а в случае, если причиной отказа окажутся недостатки паяльной маски, то потенциально значительная проблема окажется спровоцированной наиболее дешевым компонентом печатной платы — паяльной маской.
 />
/>
 />
/>
В сущности, большинство требований к паяльной маске касается следующих критериев:
2. Толщина пленки;
4. Твердость поверхности;
5. Устойчивость к пайке;
6. Электрические характеристики;
7. Влагостойкость и сопротивление изоляции;
8. Стойкость к гидролитическому воздействию;
9. Электрохимическая миграция;
Крупнейшие мировые производители электронных изделий (IBM, Motorola, Siemens, Northern Telecom и т. д.) разработали собственные требования к паяльным маскам, главным образом основывающиеся на указанных выше критериях. Но каждая компания использует несколько отличные от других методики тестирования и измерения характеристик паяльной маски.
В добавление к этим «внутренним» требованиям к паяльным маскам существуют внешние спецификации, или требования, которым должны отвечать все паяльные маски:
- спецификация на паяльную маску IPC SM840 (IPC SM840 Solder Mask Specification);
- стандарт на горючесть UL 94 (UL 94 Underwriters Laboratories Flammability Standard).
Стандарт IPC SM840 известен и признан практически по всему миру как спецификация паяльной маски, которая в целом рассматривается и поставщиками паяльной маски, и производителями печатных плат в качестве первой, подлежащей прохождению. После этого паяльная маска должна будет пройти собственные внутренние тесты или испытания производителя печатных плат и, конечно, испытания конечного пользователя.
В настоящее время в России не существует государственного стандарта, регулирующего квалификационные испытания и характеристики защитных паяльных масок. Поэтому некоторые предприятия руководствуются стандартом IPC-SM-840. Последнее издание данного стандарта называется IPC-SM-840C, поправка 1.
Непосредственно в процессе производства существуют более простые и быстрые способы контроля качества, позволяющие на этапе производства оценить качество маски. Одним из них является тест на отрыв скотча от поверхности маски с нанесенной сеткой царапин. Сетка царапин должна быть нанесена на участки платы с широкими медными проводниками или шинами. При отрыве скотча на нем не должны оставаться частички отслоившейся паяльной маски.
Другим способом контроля является воздействие термических и химически агрессивных факторов. Такие воздействия являются частью самого технологического процесса. Это операции горячего лужения (HASL) и химического осаждения Ni/Au или Sn. После проведения данных операций платы контролируются визуально на отсутствие дефектов и с помощью тест-метода на отслаивание скотча, описанного выше. Сложным является тест на устойчивость маски к иммерсионному лужению, так как осаждение покрытия на медную поверхность происходит по принципу окислительно-восстановительной реакции (рис. 9).
При обработке печатных плат в установке горячего лужения (HASL), а также при пайке волной припоя на поверхности маски могут образовываться «шарики припоя».
Образование шариков припоя на паяльной маске
«Шарики припоя» — маленькие сферические вкрапления припоя на поверхности паяльной маски, приводящие к образованию перемычек (рис. 10). Раньше они удалялись на этапе отмывки, который обычно следовал за пайкой. В настоящее время отмывка применяется не так широко, как прежде, вследствие широкого распространения безотмывочных флюсов.
Появление шариков припоя особенно опасно на платах с тонкими проводниками, где наиболее вероятно образование перемычек.
Паяльные маски с глянцевой поверхностью более склонны к образованию шариков припоя, чем с матовой поверхностью. Существует несколько гипотез, объясняющих причины возникновения [1]. 1. Одна гипотеза состоит в следующем: несмотря на тот факт, что в силу микрорельефа матовой паяльной маски площадь поверхности значительно увеличивается, площадь, к которой может прикрепиться шарик припоя, уменьшается. Шарики
припоя могут крепиться только к вершинам выступов (рис. 11).
2. Другая заключается в том, что матовая поверхность выступает в качестве резервуара, в котором задерживается флюс, который обеспечивает теплоотвод, предотвращающий повышение температуры поверхности паяльной маски выше температуры стеклования — точки, при которой маска размягчается и образует липкую поверхность, к которой и пристают шарики припоя.
3. Еще одно возможное объяснение состоит в том, что флюс, удерживаемый матовой поверхностью, испаряется при прохождении над волной припоя. Испаряющийся флюс сдувает с поверхности платы шарики припоя, отстающие от заднего края волны припоя.
Несмотря на множество гипотез, статистика практического опыта однозначна. Использование паяльных масок, образующих матовую поверхность, снижает количество образующихся шариков припоя.
Итак, мы рассмотрели технологические особенности процесса нанесения паяльной маски. В таблице 4 собраны общие рекомендации по возможным проблемам при нанесении паяльной маски и способам их устранения.
Решив вопросы технологии нанесения и обработки жидких паяльных масок, необходимо также особое внимание уделить подготовительным операциям: подготовке поверхности печатных плат перед нанесением маски и подготовке самого материала маски к работе.
Подготовка поверхности
Операция подготовки поверхности печатных плат должна обеспечивать адгезию маски к плате. На силу сцепления паяльной маски (или другого полимерного покрытия) с покрываемой поверхностью влияет ее шероховатость. Поэтому, как правило, проблемы с отслаиванием маски имеют место на участках с металлической поверхностью. Для оптимальной адгезии необходима разница по высоте между пиками и впадинами шероховатости поверхности до 1,5-2,0 мкм (по меди).
Существуют механические и химические способы подготовки поверхности. Наилучшее качество и адгезию обеспечивает химическая подготовка (микротравление) за счет создания микрошероховатой поверхности [2], обеспечивающей механическое сцепление.
Механическая подготовка (линейная структура профиля поверхности— рис. 12).
1. Кислотная промывка (H2S04) + зачистка щетками по слою гальванической меди.
2. Пемзовая очистка + кислотная промывка по слою гальванической меди.
Химическая подготовка («точечный» профиль поверхности — рис. 13).
1. Специализированные процессы микротравления (МЕС EtchBond, INCIDE H99 и т. п.).
2. Персульфат натрия и т. п.
Промывка водой должна быть высококачественной:
1. Необходима деминерализованная вода (мягкая). Рекомендуется деионизованная вода.
2. Большинство проблем, возникающих при нанесении маски, вызвано окислением меди из-за недостаточной промывки или наличия загрязнений в воде, что приводит к браку всего процесса.
Описанные выше рекомендации по подготовке поверхности относятся к печатным платам с медными проводниками, где поверхность меди обеспечивает наилучшую адгезию к паяльной маске. Но на некоторых производствах практикуется нанесение паяльной маски по покрытию олово-свинец (оплавленному или HASL), золотому и другим финишным покрытиям. Улучшить адгезию к этим покрытиям можно обработкой в 5-10-процентной серной кислоте при 25 °С. Особое внимание нужно также обращать и на отсутствие остатков флюса или масла для оплавления на поверхности плат, которые лучше всего удаляются горячей водой.
Подготовка материала маски. Несмотря на простоту рекомендаций и несложность их выполнения, операция подготовки материала маски к работе зачастую выполняется с нарушением требований, которые могут оказать решающее воздействие на пригодность паяльной маски к работе:
 />
/>
 />
/>
 />
/>
 />
/>
1) Открывать упаковку с маской необходимо, когда ее температура достигнет комнатной. Разница температур материала маски и окружающей среды может вызвать конденсацию влаги на поверхности маски. А попадание воды в материал приведет к ухудшению тиксотропности, то есть способности материала не стекать с вертикальных, горизонтальных и потолочных поверхностей.
2) Компоненты маски необходимо тщательно перемешать лопаточкой перед общим смешиванием.
3) Отвердитель вводится в основной компонент и перемешивается в течение 10-15 мин до образования гомогенной смеси. Рекомендуется настольный тип миксеров с подвижным столом при медленном вращении. Допускается использование миксеров с неподвижным столом и подвижным пропеллерным валом с низкой скоростью вращения. Перемешивание с использованием вибрационных систем не допускается из-за ухудшения тиксотропности маски. Возможно ручное перемешивание.
4) Добавление разбавителя обычно не требуется. Однако при несоответствии вязкости допускается разбавление не более чем на 2% по весу. Большее количество разбавителя может привести к нарушению пропорции компонентов, а, следовательно, к изменению вязкости, толщины маски, режимов обработки и, в конечном итоге, к нарушению характеристик конечного покрытия.
Таблица 4. Причины и методика устранения брака при нанесении паяльной маски методом сеткографии
Однокомпонентная паяльная маска — 2, по следам комментариев

В комментариях к обзору uncle_sem про паяльную маску товарищ CuMr аргументированно и взвешенно решил поспорить со мной о способах ровно нанести её на печатную плату:
Ну ладно. Лезем в ящик и достаём оттуда отрезок сетки для шелкографии, купленной на Али за два бакса. Она обычно продаётся кусками по пять или десять погонных метров, мне же повезло найти лот, в котором продавался метр. Она очень скользкая по ощущениям, с очень мелкой и идеально ровной сеткой:
В описании лота значилось: material: Solyester, mesh: 120 mesh 48T, size: 1 x 1.27m. Сетка приехала сложенной в конверт и была сильно помята 🙁
В магазине рукоделия за 16 рублей покупаем пяльцы для вышивки, натягиваем на них отрезок сетки. Также я взял резиновый шпатель для штукатурки за, кажется, 12 рублей. Как вы можете видеть, шпатель у меня побитый жизнью, отчего на маске потом остались полосы — надо было найти специальный ракель или пользоваться старой пластиковой картой)
Пожертвуем куском текстолита. Выдавливаем на него через сетку немного маски:
Размазываем в одно движение:

Сетку можно отмыть изопропиловым спиртом, но проще выкинуть и вырезать на замену ещё квадратик.
Заготовку сушим паяльным феном при температуре 100С минуты так три. Я не засекал время — можно просто ориентироваться на подтёки по бокам — если высохли, значит и краска на текстолите тем более сухая.
Капаем на текстолит машинного масла «для швейных машинок» и наляпываем первый попавшийся под руку фотошаблон. (Прошу прощения за качество — фотошаблон отпечатан на позорном самом дешёвом в линейке принтере Xerox 3010 с китайским «совместимым» картриджем. Его спасает только то, что при контакте с маслом он становится чернее). Суём «бутерброд» под маникюрную УФ-лампу на 9 Вт секунд на тридцать (не засекал).
Благодаря маслу фотошаблон легко снимается. Незасвеченную паяльную маску удаляем изопропиловым спиртом.
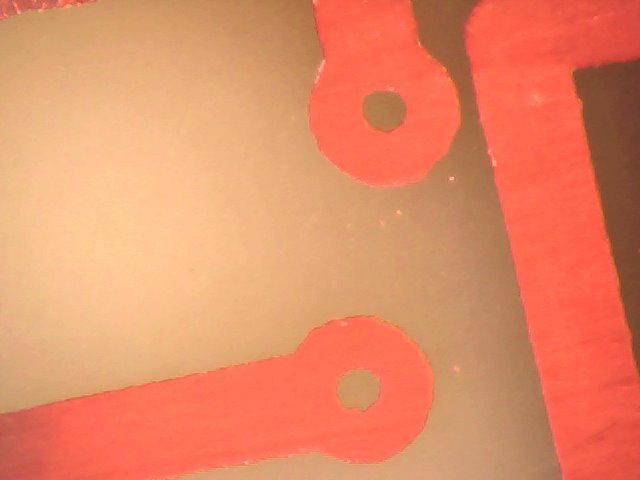
Маска отлично держится (как синяя, так и красная одинаково) и не сдирается металлической губкой:

Пробуем снять отвердевшую маску растворителями — немного поддаётся ацетону, а «646», уайт-спирит и керосин ничего маске сделать не могут. Возможно, надо было ещё дать заготовке полежать под УФ-лампой после отмывки маски для полного задубения, но мне было лень.

Я спилил излишки платы и ради интереса решил её протравить. Используется ванна из оргстекла (описание in English тут), аквариумный компрессор и протравочный раствор из перекиси и лимонной кислоты:
Посмотрим на результаты поближе:

сдерём маску шкуркой и посмотрим на открывшуюся медь:
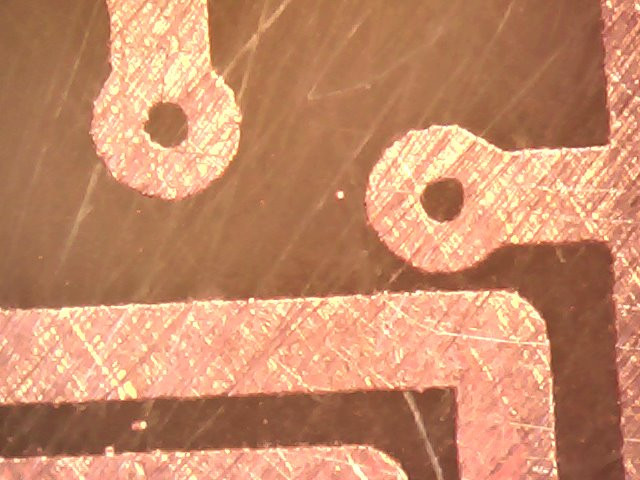

Не знаю, как вам, но мне такое качество после процедуры, исполненной тяп-ляп, без засекания времени — вполне нравится.
Чем разбавить паяльную маску

Доброго времени суток.
В последнее время в среде радиолюбителей начали обретать популярность и широко применяться т.н. паяльные маски (Solder Mask или Solder Resist). Их используют для защиты проводящего рисунка в процессе производства платы, защиты отдельных ее участков от воздействия флюсов и припоев при монтаже компонентов, защиты проводников от попадания влаги в процессе эксплуатации и др. Все маски подразделяются на три основных группы: ОДНОКОМПОНЕНТНЫЕ, ДВУХКОМПОНЕНТНЫЕ И СУХИЕ ПЛЕНОЧНЫЕ. Отличительные их особенности понятны из названий. Объединяет же их то, что в процессе отвердения у них у всех участвует ультрафиолетовое излучение. Сам же процесс несколько напоминает изготовление пп при помощи фоторезиста: все те же фотошаблоны, эксперименты… кто пробовал — тот понимает. Я в свое время тоже пытался освоить эту технологию, но после нескольких часов проб и ошибок решил не использовать этот метод. Ужь очень много нюансов от которых зависит конечный вариант. А вот маски меня заинтересовали. С ними создается впечатление завершенности поделки. По логике они должны, помимо своих основных защитных свойств, обеспечить еще и удобство при монтаже и пайке деталей (это вечно растекающееся по плате олово…).
Ну, что ж, теория изучена, пора приступать к практическим занятиям. Заказал я в поднебесной однокомпонентную паяльную маску как не требующую особых изощрений и дополнительных приспособлений в процессе.


Как я уже говорил все паяльные маски требуют ультрафиолетового облучения, и эта не исключение. Была наскоро, как говорится: из того, что было и лампы для детектора сооружена установка.


А так как маска чувствительна к ультрафиолету, то и красный светофильтр.
В качестве подопытного будет выступать будущий автоматический контроллер ДХО
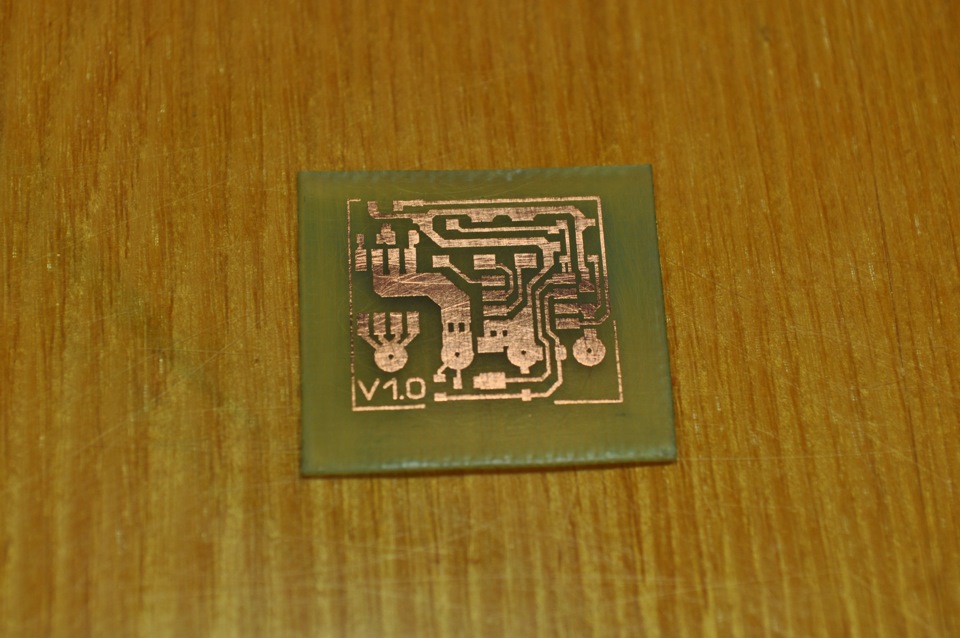
Платку я взял маленькую, чтобы свести к минимуму мучения и потери маски в ходе экспериментов, так как и ежу понятно, что с первого раза достичь желаемого результата вряд ли получится. Да и, просто, эта поделка была на очереди.
Скажу по секрету, что эксперимент длился два с лишним вечера. И сначала для распределения маски я использовал сам фотошаблон как это предписывают делать производители. Но, так как принтер у меня довольно староват, то изготовить качественный шаблон (приходилось печатать на одной пленке два раза — один поверх другого для лучшей контрастности) то еще мастерство. В связи с чем в качестве первого слоя я решил использовать пленку 60 микрон для ламинатора. Да и отлипает она лучше.
Максимально, насколько хватает глаз и терпения совмещаем:

Сверху придавливаем стеклом. И весь бутерброд — под УФ облучалку:
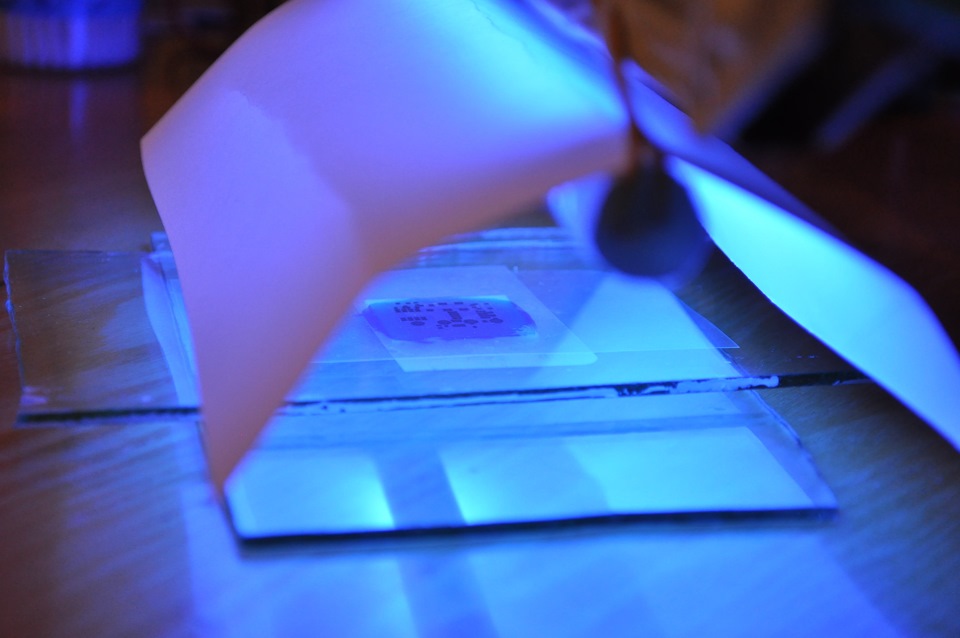
По инструкции время облучения — 40 минут. Для моей же конструкции достаточно 30. Даже не пойму почему. Вроде и лампа слабовата, всего 6 Ватт… Да только после 40 минут вся эта масса цементируется настолько, что оторвать пленку без повреждений невозможно. Даже предполагаемые площадки под пайку засвечиваются.
После засветки на некоторых форумах советуют выждать еще час т.н. полимеризации.
Ждем. Отдираем:
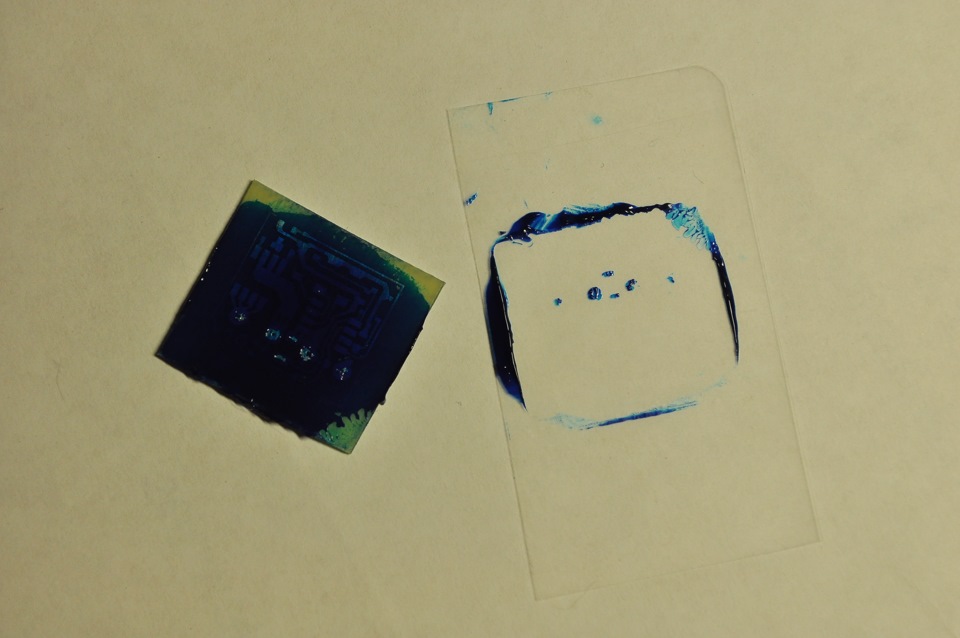
Сразу видно, что и в этот раз — не совсем удачно.
Оттираем. Отрезаем:
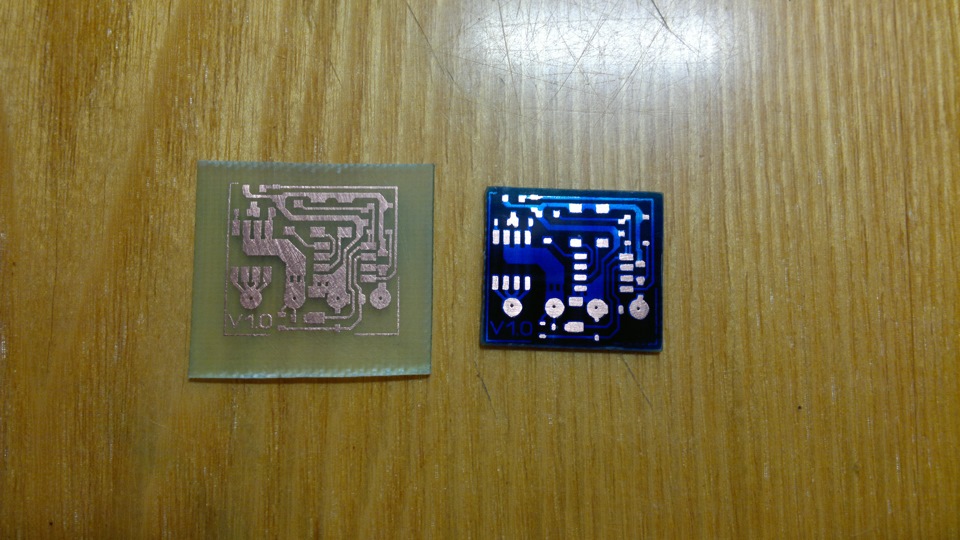
Еще мучиться и мучиться… Но, как говорится: первый блин ( а в моем случае, видимо, первая сотня ) и так сойдет.
Согласитесь, не плохо смотрится:
Ну и как итог могу сказать: старайтесь не заказывать маску зимой — боится низких температур. Возможно в этом кроется причина моих неудач. И вообще, я бы посоветовал не жмотиться, как я, а купить сухую пленочную паяльную маску. Хотя она и стоит на порядок дороже, зато, судя по видео процесс с ней куда легче. Я летом так и поступлю, а пока у меня есть чем заморочиться.
Спасибо за внимание.
Состав и нанесение паяльной маски
Пайка на печатных платах сродни ювелирной работе. Проводить ее нужно очень аккуратно, так, чтобы поверхность не повреждалась. Нельзя допустить образование перемычек или мостиков, растекания или прилипания капель припоя, его неоднородного скопления.
Помочь провести работу с хорошим результатом может нанесение паяльной маски. По сути, имеется две главные функции составов: защитная и эстетическая. Красивая плата после обработки готова к высокоточной пайке. Припой будет попадать только в требуемые места будущих контактов.
Классы требований

Печатные платы сейчас используются повсеместно. Везде они играют ответственную роль, обеспечивая работу сложных электронных схем. Тем не менее, по результатам тестирования, оцениванию основных характеристик, в соответствии с ГОСТом выделяют два основных класса требований к паяльным маскам:
- для печатных плат приборов, компьютеров, не эксплуатируемых в критических военных ситуациях, выпускают продукцию класса Т;
- для применения в платах, используемых на оборонных объектах, применяют составы класса Н.
Полученные с помощью масок класса Н места пайки, гарантируют отсутствие кратковременных пауз в работе. Принадлежность к классу обязательно указывается производителем, должна быть учтена потребителем.
Способы нанесения
 Защитные покрытия для печатных плат могут иметь разный состав, требуют нанесения по отличающимся технологиям. На этом признаке основана классификация паяльных масок.
Защитные покрытия для печатных плат могут иметь разный состав, требуют нанесения по отличающимся технологиям. На этом признаке основана классификация паяльных масок.
Слой на поверхности можно нанести двумя способами:
- трафаретами,
- фотолитографически.
Для печатания по трафаретам используют эпоксидные паяльные маски. Инициируют отверждение нагреванием или УФ облучением. Метод доступный, недорогой, но требует наличия сеткографических трафаретов. Точность нанесения паяльных масок оставляет желать лучшего.
Фотолитографический способ иначе называют фоторезистивным. Сейчас преимущественно применяются такие средства. Популярность объясняется возможностью создавать любые рисунки.
Фоторезистивные паяльные маски отличаются консистенцией, количеством компонентов. Средства с одним компонентам имеют однородный состав. Двухкомпонентные смеси доведены до гомогенного состояния при производстве.
Сухие и жидкие составы
 Сухие паяльные маски обозначают аббревиатурой СПМ. Их выпускают в виде пленок различной толщины: от 50 мкм до 10 мкм.
Сухие паяльные маски обозначают аббревиатурой СПМ. Их выпускают в виде пленок различной толщины: от 50 мкм до 10 мкм.
Наносить СПМ непросто. Для этого требуется оборудование, выполняющее вакуумное ламинирование. Поверхность платы перед нанесением покрытия нужно тщательно очистить, иначе пленка не прилипнет хорошо.
После вакуумирования плату следует экспонировать и проявить. Состав для проявления может иметь органическую или водно-щелочную природу. Часто для создания щелочной среды используют кальцинированную соду. Последней стадией является задубливание. Так называют обработку платы нагреванием или облучением УФ для окончательного формирования слоя.
 Жидкие паяльные маски обозначаются сокращением ЖПМ. Наносят их одним из двух способов.
Жидкие паяльные маски обозначаются сокращением ЖПМ. Наносят их одним из двух способов.
При работе над мелкими сериями печатных плат используют трафаретное нанесение.
В процессе выпуска больших серий продукции паяльные маски наносят с помощью специального оборудования, создающего ниспадающий ламинарный «занавес». Затем проводят экспонирование, проявление и задубливание обработанной платы.
С помощью ЖПМ и трафаретом паяльную маску можно нанести в домашних условиях своими руками. Все операции вполне доступны и регулярно выполняются мастерами и любителями.






Пайка с самым маленьким шагом становится реальным делом. Печатная плата, предварительно защищенная маской, сможет работать долго и надежно.
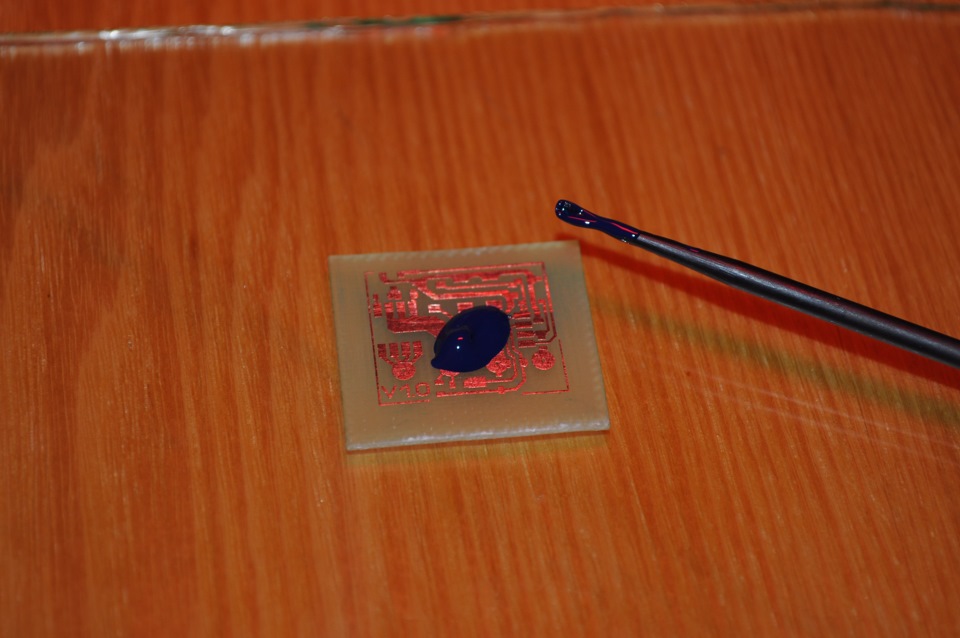
В интернет-магазинах продают однокомпонентные маски, которые застывают при облучении УФ лампами. Обработка плат происходит так. По центру и бокам наносят небольшое количество жидкого паяльного состава.
Придавливают прозрачной твердой пленкой (лавсановой или другой) и растирают ластиком или придавливают толстым стеклом.
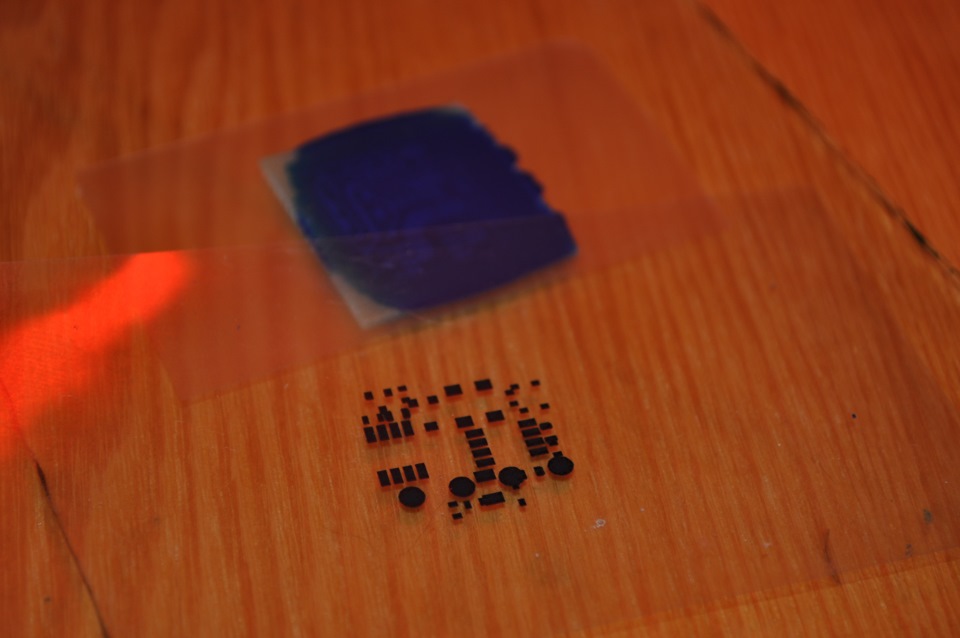
Паста под пленкой должна равномерно распределиться тонким слоем, приобретя светлый оттенок (обычно светло-зеленый). После этого аккуратно накладывают шаблон.
Просвечивают ультрафиолетом 40 минут, снимают шаблон и засвечивают еще час. Нюансы нанесения могут отличаться, но в целом смысл состоит в том, чтобы паста равномерно распределилась и застыла.
Нанесение паяльной маски
Что такое паяльная маска. Выбор типа паяльной маски
Паяльная маска (ПМ) является для готовой печатной платы со сформированным рисунком защитным слоем в последующих процессах нанесения финишных покрытий и групповой пайки.
Поскольку основа печатной платы состоит из стекловолокна и эпоксидной смолы, плата не обладает достаточной теплостойкостью при температурах проведения процессов HAL и пайки при поверхностном монтаже, и без паяльной маски при длительном и высокотемпературном воздействии может происходить поверхностное разрушение материала диэлектрика. При проектировании и нанесении паяльной маски нужно обеспечить изоляцию групп контактных площадок (например, под выводы микросхем) от других проводящих элементов печатной платы – переходных отверстий, контактных площадок, проводников.
Такая изоляция позволяет снизить время и трудоемкость процесса пайки. Дело в том, что в процессе монтажа компонентов на печатную плату, между смежными контактными площадками (если они не изолированы) могут образоваться тончайшие перемычки припоя. И чтобы их обнаружить и устранить, нужно дополнительное время. Если по тем или иным причинам такая перемычка не будет обнаружена, то получится замыкание. Это может привести к неправильной работе прибора или даже к выходу из строя элементов.
Также паяльная маска должна обеспечивать защиту поверхности печатных плат от воздействия агрессивных технологических сред во время нанесения химическими и химико-технологическими способами некоторых паяемых покрытий. Следует иметь ввиду, что паяльная маска не защищает плату от влаги в жестких условиях эксплуатации платы (поскольку она достаточно гигроскопична) и для влагозащиты используются специальные органические покрытия, которые иногда в технической литературе называются — конформными.
Различают 3 типа паяльных масок:
- 1.Сухая пленочная (фотоформируемая) паяльная маска СППМ
- 2.Жидкая двухкомпонентная (фотоформируемая) паяльная маска (ЖФПМ).
- 3.Жидкая однокомпнентная паяльная маска под трафаретную печать.
Последняя из перечисленных имеет существенные ограничения по возможности прецизионного нанесения (зазор между проводящим рисунком и рисунком ПМ должен быть не менее 0,2мм при оптимальном выборе типа сетки и степени ее натяжения). Поэтому с учетом устойчивой тенденции к миниатюризации узлов РЭА и ужесточением в связи с этим требований к прецизионности (по допускам к размерам элементов рисунка и точности совмещения с рисунками наружных слоев печатных плат), не смотря на простоту применения, она все реже и реже используется при изготовлении печатных плат для инновационной РЭА. Учитывая это обстоятельство, считаю целесообразным подробно рассмотреть здесь только первые два варианта фотоформируемых паяльных масок.
Стоит отметить также, что паяльные маски не применяются для нанесения поверх рисунка СВЧ печатных плат. Но СВЧ печатные платы это достаточно специфический продукт с массой особенностей требующих отдельного рассмотрения вне рамок этого руководства.
Итак — сухая или жидкая паяльная маска?
Основным критерием при выборе паяльной маски является тентирование (перекрытие) отверстий. (Рис. 120).
Цели тентирования отверстий:
- 1. Изоляция при монтаже, предохраняющая от контакта проводящего рисунка с навесными компонентами, имеющими токопроводящие (металлические) поверхности.
- 2. Защита медного столба металлизации переходных отверстий от воздействия агрессивных технологических сред (растворов декапирования, промывочных жидкостей, флюсов и т.п.), в случае если он не защищен финишными покрытиями.
Преимущества жидкой паяльной маски:
- — дешевизна техпроцесса из-за малого удельного расхода материала, связанного с возможностью формирования тонких защитных слоев ≈30 мкм (даже на относительно высоком рельефе до 70 мкм);
- — сравнительно более высокая адгезия, чем у сухой паяльной маски, из-за того, что материал наносится в жидком состоянии;
- — возможность формирования перемычек шириной до 0,15 мм и менее;
- — стойкость после окончательной полимеризации к горячим и концентрированным щелочным растворам (в первую очередь, к растворам техпроцесса иммерсионного золочения на всех его стадиях).
Главный недостаток – технология нанесения жидкой паяльной маски не обеспечивает тентирования переходных отверстий. Связано это с тем, что при нанесении жидкого материала паяльной маски при нормальной температуре на поверхность печатных плат внутри отверстия закупоривается некоторый объем газа (воздуха). При предварительной сушке при температуре 60…80⁰С этот газ, имея свойство расширяться, вскрывает тенты, не успевшие высохнуть. Чем больше диаметр отверстия, тем больше вскрытых тентов. Количество их заранее не прогнозируемо, но вскрытий всегда достаточно много.
Вскрываются тенты с одной стороны отверстия, формируя глухой капилляр, который становится накопителем агрессивных технологических сред (в первую очередь, растворов декапирования, флюсов), а также агрессивных сред, имеющих место при эксплуатации электронного модуля, если он не покрыт конформной защитой (см. рис.121). Избавиться от этого недостатка можно введением дополнительной операции заполнения отверстий специальными составами ( например «филлерами»).
При этом теряется основное преимущество жидкой паяльной маски – ее дешевизна, так как приходится проводить дополнительную операцию планаризации. Добавляются дополнительная трудоемкость, необходимость оснащения дополнительным технологическим оборудованием и необходимость использования еще одного базового материала. Варианты планаризации поверхности печатных плат будут рассмотрены ниже.
Справедливости ради следует упомянуть, что некоторые фирмы – производители жидких паяльных масок декларируют возможность тентирования отверстий при условии выполнения определенных технологических приемов. Мне, к сожалению, ни разу не довелось стать свидетелем успешной практической реализации подобных рекомендаций на отверстиях диаметром более 0,4 мм, но они тентируются и обычной ЖПМ.
Еще одним недостатком жидкой паяльной маски является короткий срок живучести рабочего состава (фотоформируемые жидкие паяльные маски всегда двухкомпонентные). И это притом, что в высокопроизводительные машины нанесения ЖПМ (поливом) необходимо одновременно заправить до 20 литров рабочего состава, который должен быть израсходован в течение 1-2 рабочих дней.
Такие машины можно использовать только в условиях крупносерийного производства. В значительной мере этих недостатков лишены установки факельного нанесения ф. Плюритек. Более подробно их устройство также будет рассмотрено в этом разделе ниже.
Всех этих проблем нет у сухой паяльной маски. Ее основные преимущества:
- — тентирование отверстий ( см. рис. 120);
- — возможность адаптации к условиям неравномерной загрузки в сочетании с высокой производительностью (вакуумный ламинатор или аппликатор).
К недостаткам можно отнести:
- — высокую удельную стоимость материала ( стандартная сухая пленочная паяльная маска поставляется с толщиной минимум 75 мкм, при этом соотношение толщины сухой пленочной паяльной маски (СППМ) и высоты рельефа рисунка проводящего слоя на наружных слоях должно быть не менее чем 1,5:1) ;
- — невозможность использования для селективного (по паяльной маске) иммерсионного золочения (в связи со слабой стойкостью СППМ к щелочным растворам иммерсионного золочения, работающими при повышенной температуре);
- — невозможность получения перемычек шириной менее 0,18÷0,20 мм;
- — необходимость приложения значительных технологических усилий для обеспечения адгезии (вакуумное ламинирование, тщательная подготовка поверхности, контроль адгезии тонких перемычек).
На мой взгляд, современному контрактному производству печатных плат для реализации широкого спектра конструктивных требований необходимо иметь оба процесса нанесения маски, т.к. они далеко не полностью взаимо заменяют друг друга.
Технология нанесения паяльной маски
Технолгия нанесения паяльной маски включает в себя следующие этапы:
- — нанесение;
- — экспонирование;
- — проявление;
- — окончательное задубливание.
Нанесение паяльной маски.
Как уже было сказано выше СППМ наносится с рулонов вакуумным ламинатором или предварительно вырезанными из рулона пленочными фрагментами ПМ вакуумным аппликатором . Нельзя недооценивать важности подготовки поверхности из чистой меди в особенности для нанесения СППМ. Медная поверхность должна быть освобождена от окислов, на ней не должны оставаться какие-либо загрязняющие вещества, возникающие в процессе очистки от остатков металлорезиста.
По окончании очистки поверхность должна быть высушена. Этапы подготовки, начиная с предварительной очистки и заканчивая щеточной, пемзовой или химической обработкой позволяют дополнительно к основным функциям медной поверхности улучшить ее адгезионные характеристики, способствующие последующему успешному нанесению паяльной маски. Подготовка медной поверхности подробно была рассмотрена в предыдущих разделах. Для собственно нанесения СППМ РТС предлагает вакуумный аппликатор ф. Optek – DPL 24A. (Рис.122). С возможностью ламинировать платы размером до 610х610х3,8 мм.
При изготовлении прототипов, на которых предполагается только опробовать идеи, и которые не предназначенные для длительной эксплуатации в жестких условиях возможно нанесение СППМ на тех же ламинаторах, что и для нанесения травильного фоторезиста с соответствующим подбором режимов, (увеличив температуру нагрева валков и усилие их прижима, уменьшив скорость протяжки печатных плат).
Компоненты состава жидкой фотоформируемой паяльной маски (основной состав, отвердитель-сенсибилизатор, а также, возможно, несколько дополнительных растворителей, играющих роль разбавителей) перед использованием необходимо тщательно перемешать, для чего предпочтительнее использовать механический смеситель. Многие знакомы с тем, что энергичное перемешивание может привести к появлению в жидком составе воздушных пузырей. Но, обеспечив постоянное перемешивание ЖПМ в течение определенного времени, можно удалить все газы из смеси.
Жидкая паяльная маска может наноситься трафаретной печатью, факельным способом или занавесным поливом.
Трафаретная печать является давно освоенным технологическим методом при котором жидкая фотоформируемая паяльная маска наносится сплошным слоем с помощью сеточных трафаретов из полиэстера с помощью ракеля из резины или полиуретана. См. рис. 123. Трафарет представляет из себя открытую сетку площадью чуть меньше чем печатная плата. На периферийной части трафарета для экономии расхода паяльной маски сетка замазывается резистом или заклеивается любым материалом выдерживающим воздействие технологических сред.
В РФ сетки из полиэстера пригодные для нанесения жидкой паяльной маски изготавливаются Рахмановским ткацким комбинатом. Существует оборудование для правильной заточки ракеля при его износе. Диаметр нитей сетки является фактором влияющим на количество наносимой жидкой паяльной маски – ее толщину. В целом, чем больше номер сетки ( для полимерной сетки это обычно число нитей на см), тем тоньше наносимый слой жидкой паяльной маски. Как правило в ТТ на материал жидкой паяльной маски предназначенной для нанесения трафаретной печатью приводятся подробные рекомендации по маркам материалов и режимам нанесения.
Метод занавесного полива, как уже говорилось используется только на крупносерийных производствах. В РФ практически не используется и рассматриваться здесь не будет.
Более подробно хочу рассмотреть метод факельного нанесения паяльной маски, сочетающий в себе гибкость необходимую при многономенклатурном производстве с высокой производительностью, высокую адгезию при обеспечении качественной подготовки и хорошее облегание рельефа проводящего рисунка наружных слоев.
«РТС-Инжиниринг» предлагает для реализации этого процесса установку факельного нанесения паяльной маски Ecosprey ф. Плюритек.
Эта установка интересна не только своей относительно низкой стоимостью, но и такими особенностями как:
- — использование до 4-х распылительных подогреваемых форсунок, которые позволяют эффективно наносить 4 разные типа ПМ (обычно разных цветов) и легко переходить от одного типа маски к другому;
- — наличие встроенной станции переворота, позволяющей наносить ПМ с двух сторон;
- — малым отходом ПМ связанным с тем, что маска наносится только на поверхность платы и практически не распыляется внутри установки;
- — отсутствием запаха снаружи , так как местный отсос внутри установки производится снизу.
После нанесения у жидкой паяльной маски есть еще один этап – предварительная сушка. Для СППМ этот этап также существует, но он проводится у изготовителя и там обеспечен соответственным подбором режимов и оборудования. Пользователь жидкой паяльной маски должен провести эту операцию самостоятельно. Операция предварительной сушки имеет очень узкое технологическое окно. При ее реализации необходимо выдерживать температуру сушки с точностью ± 1⁰С и строго рекомендуемое время выдержки. Цель предварительной сушки полное удаление растворителя.
Недостаточная сушка, т.е. наличие остатков растворителя в слое нанесенной жидкой паяльной маски приводят к прилипанию фотошаблона к поверхности платы, образованию отпечатков пальцев, следов от контактирующих деталей при обработках на установках экспонирования и проявления.
Пересушивание приводит значительному ухудшению, вплоть до полного отсутствия проявления (прекращения чувствительности слоя фотоформируемой паяльной маски к экспонирующему излучению).
Экспонирование паяльной маски
Экспонирование паяльной маски являясь этапом фотолитографического формирования рисунка может производиться как на оптических установках экспонирования, так и методами прямого экспонирования (ПЭ) и в этом плане процессы происходящие в ней сходны с процессами происходящими в СПФ, которые подробно рассмотрены ранее. Однако эти процессы имеют и свои особенности в первую очередь связанные с тем, что паяльная маска является базовым материалом и должна выдерживать все эксплуатационные воздействия предусмотренные ТУ на ЭМ в течении всего жизненного цикла. Это проявляется, прежде всего, в том, что материалы паяльной маски требуют гораздо больших энергий экспонирования по сравнению с технологическими СПФ. Для оптического экспонирования это означает, что для реализации разумной производительности необходимо производить засветку 8-ми киловаттными УФ лампами (сравните требуемые 3 или 5 квт для технологического СПФ).
Что касается оборудования ПЭ то здесь уникальными возможностями с точки зрения высокой по сравнению с аналогами производительностью по паяльной маске и обеспечения в дальнейшем бездефектной пайки прецизионных компонентов обладает оборудование прямого экспонирования ф. Screen марки Ledia о котором ранее уже упоминалось. Производительность обеспечивается путем индивидуального изменения интенсивности свечения каждого светодиода, т.о. источник экспонирования может быть отрегулирован для конкретного типа паяльной маски на максимальную производительность.
Очень важный момент , связанный также с формированием перемычек (полосок) паяльной маски между ламелями. Этот пример относится к тому, как новое оборудование ( в данном случае оборудование прямого экспонирования ) позволяет устанавливать более жесткие конструктивно-технологические нормы (КТН), если производство соответствующим образом оснащено. Известно, что при традиционном оптическом экспонировании паяльной маски, ее наружные слои полимеризуются сильнее, чем слои, прилежащие к поверхности печатных плат.
Поэтому в технических требованиях на паяльной маске всегда есть ограничения по минимально допустимой ширине перемычек, связанные с наличием «подтрава» паяльной маски, возникающим при проявлении после традиционного оптического (контактного) экспонирования, и значительного уменьшения адгезии, которое происходит из-за этого. Именно поэтому при проектировании посадочных мест компонентов с малым шагом выводов («fine-pitch» компонентов) приходится переходить на групповые освобождения. (Рис. 125.).
Установки прямого экспонирования Ledia ф. Screen, которые используются при производства печатных плат позволяют формировать перемычки паяльной маски до 50 мкм ( в отличие от 120-150 мкм макс. при оптическом экспонировании). (Рис. 126.)
С помощью уникальной системы экспонирования (с модуляцией много- волнового источника экспонирования) на установках прямого экспонирования Ledia можно добиться практически вертикальной стенки у паяльной маски и за счет этого выполнить индивидуальные освобождения в паяльной маске для каждой ламели «fine-pitch».
Использование установок прямого экспонирования с модуляцией много волнового источника экспонирования (например, установок марки Ledia ф. Screen) позволяет существенно сократить дефекты паяных соединений связанные с образованием мостиков припоя между выводами компонентов «fine-pitch.
Таким образом технология ультрафиолетовых светодиодов в комбинации с оптимально подобранной полосой длин волн позволяет получить на этих установках прямого экспонирования достаточную производительность при высоком качестве экспонирования и на СПФ и на паяльной маске.
Проявление паяльной маски
Операция проявления паяльной маски при условии оптимального подбора режимов предварительной сушки и экспонирования проводится на стандартном оборудовании проявления, (аналогичным установкам, используемым для проявления травильного фоторезиста). Однако при выполнении этой технологической операции надо обратить внимание на обеспечении тщательной отмывки (теплая вода, повышенная интенсивность струй), так как остатки неотмытого резиста паяльной маски после окончательного задубливания будут препятствовать нанесению паяемого покрытия на ламели печатных плат. Поэтому для проявления паяльной маски рекомендуется иметь отдельную установку.
Окончательное задубливание паяльной маски
Операция окончательного задубливания паяльной маски связана, как уже говорилось ранее, с необходимостью формирования слоя защищающего печатные платы от последующих технологических воздействий и одновременно являющегося базовым материалом обязанным выдерживать все эксплуатационные воздействия предусмотренные ТУ в течении всего жизненного цикла печатных плат. Операция заключается в проведении термического воздействия – обычно 2 часа, 155⁰С. При этом время необходимо отсчитывать не от момента появления заданной температуры на индикаторах термошкафа, а от момента достижения заданной температуры поверхностью печатных плат ( в общем случае эти температуры могут не совпадать).
В процессе окончательного задубливания (отверждения) происходит окончательная полимеризация материала паяльной маски с образованием трехмерных поперечных межмолекулярных связей, которые обеспечивают появление соответствующих механических, химических и электрических свойств паяльной маски. Дополнительная УФ обработка позволяет добиться следующих улучшений характеристик паяльной маски:
- — повышается химическая стойкость к процессам химического и иммерсионного нанесения паяемых покрытий;
- — снижается степень ионных загрязнений от флюсов при процессах горячего лужения (HALS);
- — уменьшается вероятность побеления вследствии абсорбции влаги после процессов горячего лужения (HALS);
- — поверхность становится более блестящей и глянцевой.
УФ воздействие проводится на специальных конвеерных установках путем засветки поверхности печатных плат мощными УФ лампами, причем мощность экспонирования может достигать 3000-4000 мДж/см 2 . В этой связи хочу привести интересные данные. Одной из защитных функций паяльной маски является защита поверхности печатных плат от образования и прилипания шариков припоя. Так вот: статистика практического опыта однозначно говорит, что использование паяльной маски, образующих матовую поверхность, снижает количество образующихся шариков припоя. Существует множество гипотез, объясняющих это явление. Приведу здесь только одну (рис. 127).
Гипотеза утверждает, что несмотря на тот факт, что поверхность матовой паяльной маски значительно увеличивается площадь к которой может прикрепиться шарик уменьшается. Т.е. шарики припоя могут крепиться только к выступам.
В качестве примера оборудования обеспечивающего эффективное окончательное задубливание хочу привести одного представителя из линейки сушильных шкафов оснащенного принудительной вентиляцией и таймером, с регулировкой подачи свежего воздуха, обеспечивающего температуру от +20°C до +300°C. (Рис. 128.)
Подробные характеристики представленного в этом разделе технологического оборудования можно посмотреть здесь.
Прямое формирование рисунка паяльной маски струйным принтером
Операция прямого формирования рисунка печатных плат струйным принтером, в отличии от прямого экспонирования, позволяет обойтись без этапа фотолитографических операций.
Установки прямого формирования рисунка используют технику струйной печати. Их принцип действия основан на так называемой системе «капля- по-запросу» (DOD — drop-on-demand) c пьезоэлектрической генерацией капель. Принцип работы печатающих головок таких принтеров представлен на рис 129.
С помощью струйного принтера можно наносить различные материалы, используемые при изготовлении печатных плат
Помимо обычных графических приложений, струйную печать активно пытаются адаптировать для нанесения различных функциональных материалов, используемых в производстве печатных плат, тем более, что она позволяет создавать структуры с высоким разрешением.
Что касается паяльной маски — сокращение числа технологических операций при ее нанесении позволяет при использовании техники прямого формирования рисунка паяльной маски струйной печатью избавиться от большого количества технологических операций (и, соответственно оборудования, требуемого для их выполнения). Для реализации процесса потребуется только принтер и установка термодубления.
На Продуктронике 2017 в Мюнхене были представлены несколько установок струйной печати паяльной маски. Одна из которых ( разработанная фирмой MEYER BURGER) представлена на рис. 130. Известно, что существенным фактором, позволяющим использовать конкретную операцию в реальном производстве является доступность расходного материала.
MEYER BURGER активно сотрудничает с таким крупным производителем паяльной маски как Electra и Agfa, что вселяет уверенность в скорейшем комплексном освоении процесса и представлении принтера и паяльной маски, как единого коммерческого продукта. Кроме того фирма нашла интересное решение одной из сложных проблем процесса струйной печати именно паяльной маски. См. рис. 131.
Дело в том, что при нанесении паяльной маски необходимо покрыть до ≈90% площади заготовки (в отличие от 3-5% для маркировки. Где струйные принтеры давно и успешно применяются), что существенно увеличивает трудоемкость процесса.
Ф. MEYER BURGER разработала технологию нанесения паяльной маски прецизионными каплями по контуру рисунка с последующим заполнением контура крупными каплями , что значительно уменьшает трудоемкость и соответственно увеличивает производительность на данной операции.
В 2019 на форуме Issue EIPC опубликована информация о разработке на фирме состава Agfa DiPaMat SolderMask для струйной печати паяльной маски вносящей существенный вклад в разработку установки струйной печати PiXDRO для производства печатных плат (PCB) фирмы Meyer Burger. Использование установки струйной печати PiXDRO в сочетании с паяльной маской Agfa DiPaMat SolderMask заменяет традиционный субтрактивный метод , при котором сперва вся поверхность печатной платы покрыта сплошным слоем фотоформируемого состава , а затем выборочно удаляется с некоторых участков.
Установка PiXDRO от Meyer Burger предусматривает использование DiPaMat SolderMask, что позволяет компании представить полностью оптимизированное и готовое к продаже решение для струйного нанесения паяльной маски. DiPaMat SolderMask — УФ-краска для струйной печати, не содержащая растворителей. У нее лучше всего сбалансированы свойства вязкости и отверждения для обеспечения гибкой настройки и быстрой интеграции с большинством основных струйных печатных машин.
Фирма Agfa представила целую линейку составов под торговой маркой DiPaMat. Это торговая марка линейки материалов, пригодных для нанесения струйной печатью в индустрии печатных плат. В портфолио входят чернила Legend (для маркировки), чернила Etch Resist (для травильного резиста), а также недавно выпущенный SolderMask (паяльная маска), что ставит Agfa в авангард перехода индустрии на струйные решения для производства печатных плат.
Планаризация
Учитывая актуальность и увеличивающуюся популярность применения жидкой паяльной маски стоит наверное рассмотреть методы планаризации поверхности печатных плат, позволяющие избавиться от ее главного недостатка — не способности обеспечивать тентирование переходных отверстий.
Конечно, как упоминалось ранее, при использовании техники планаризации увеличивается трудоемкость (за счет введения дополнительных операций), требуется дополнительное оснащение и, в некоторых вариантах, дополнительные материалы.
Планаризация поверхности печатных плат заключается в заполнении отверстий печатных плат перед нанесением паяльной маски. В настоящее время известны следующие варианты реализации техники планаризации:
1) Заполнение отверстий «филлерами»
Это составы идентичные паяльной маски, но содержащие минимум растворителя. Заполнение проводят на установках трафаретной печати с использованием специальной оснастки, обеспечивающей вакуумный подсос отверстий с нижней стороны платы.
Выполнение операции требует применения хорошей оснастки, индивидуальной для каждого типономинала печатных плат, и высокого профессионализма исполнителя.
- — селективное заполнение только тех отверстий, которые должны быть заполнены (монтажные отверстия остаются незаполненными);
- — использование традиционного оборудования трафаретной печати.
- — для каждого типа платы нужен своей трафарет;
- — изготовление специальной оснастки для закрепления трафарета и совмещения его с заготовкой.
- — наличие воздушных пузырей внутри заполненного отверстия;
- — большой расход , заполняющего отверстия материала.
2) Гальваническое заполнение отверстий.
Этот процесс удобен, так как может быть встроен в процесс общей металлизации отверстий. Как правило требуется отдельная ванна с специальным рабочим раствором, оснащенная нерастворимыми анодами (из окиси иридия) и системами дополнительного орошения рабочим раствором по всей площади заготовки. Метод имеет ограничение по максимально допустимому диаметру заполняемых отверстий. В качестве примера может быть приведен процесс Мicrofill THF 100 ф. DOW. Это процесс гальванического заполнения отверстия, который представлен на рис. 133.
Процесс рекомендуется для заполнения отверстий печатных плат диаметром до 90-100мкм. При этом для отверстий, например с глубиной 100-150мкм, впадина над заполненным отверстием составит <10мкм.
3) Заполнение отверстий эпоксидными составами.
Этот процесс практически не имеет ограничений по максимальному диаметру отверстий требующих планаризации, но требует оснащения комплектом сложного технологического оборудования и приобретение специальной достаточно дорогостоящей пасты.
В комплект оборудования входит:
- — специализированная установка заполнения отверстий с вакуумной камерой, обеспечивающая заполнение отверстий диэлектрической пастой (например pluging past PP 2795 CD ф. Peters);
- — установка прецизионного шлифования, сошлифовывающая выступающую над поверхностью пасту после полимеризации. Результат заполнения отверстий диэлектрической пастой см. рис.134.