Смолы и компаунды для использования в электронной промышленности
Эпоксидные смолы широко используются в течение многих лет. Они, как правило, твердые и прочные и обладают низким коэффициентом усадки при отверждении. Они имеют отличный уровень механических свойств, хорошие характеристики при высоких температурах, добротную адгезию к любой поверхности, а также демонстрируют превосходную химическую стойкость к широкому спектру химических веществ (рис. 1). Процесс сшивания или отверждения обычно протекает медленно, особенно когда речь идет о небольших объемах смолы. Можно использовать отвердители с быстрым отверждением, но они выделяют много тепла в ходе данного процесса, что приводит к сильной экзотермической реакции, которая может повредить электронные компоненты и вызвать высокие механические напряжения не только на них, но и на цепи.
Рис. 1. Заливка печатной платы
Полиуретановые смолы эластомерны, или эластичны, в отвержденном состоянии и предпочтительны, когда заливаемые изделия содержат тонкие компоненты, такие как ферриты или хрупкие стержни. Намного проще настроить скорость отверждения с помощью уретановых материалов, а срок их службы и время гелеобразования можно отрегулировать в соответствии с требованиями заказчика, что ускоряет процесс и сокращает количество незавершенной работы на предприятии. Как правило, во время отверждения полиуретан нагревается гораздо меньше, чем эпоксидные смолы, — выделяемое тепло не становится проблемой даже для систем с быстрым отверждением. Обычные полиуретаны могут подвергаться воздействию воды, особенно при высоких температурах. Однако существуют уретаны на основе полибутадиена, очень устойчивые к воде как в процессе отверждения, так и в конечном отвержденном состоянии. Компания Electrolube различает два типа полиуретана в используемой системе нумерации — материалы UR50** и UR51**, основанные на полибутадиене. Материалы UR55** и UR56** базируются на других полимерных цепях уретанов. Для большинства полиуретанов максимальная рабочая температура ограничена +130 °C, однако последние разработки позволяют увеличить максимальную рабочую температуру компаундов нового поколения до +150 °C. Простота, с которой технологические характеристики и конечные свойства полиуретановых смол могут варьироваться в соответствии с требованиями заказчика, привела к их использованию в широком спектре электроники и электрической герметизации.
Силиконовые компаунды более дорогие, чем эпоксидные смолы или уретаны, но требуются в тех случаях, когда речь идет о высоких или низких постоянных рабочих температурах (–50…+200 °C). Благодаря присущей им высокой гибкости эти компаунды оптимальны для изделий, которые часто подвергаются тепловым ударам или термоциклированию. Количество тепла, выделяемое во время отверждения силиконовых смол, действительно очень мало, что делает их особенно пригодными для использования в термочувствительных компонентах. Силиконы имеют отличную адгезию к широкому спектру подложек, в том числе к наиболее распространенным металлам и пластмассам. Обычно силиконы обладают низкой жесткостью, то есть они не такие упругие, как эпоксидные или полиуретановые смолы.
Полиэфирные материалы широко применяются для заливки и герметизации, но, как правило, при комнатной температуре дают очень большой экзотермический эффект при отверждении, поэтому в результате может происходить высокий уровень усадки, что, в свою очередь, вызывает повреждение компонентов и цепей. Традиционно эти смолы содержат стирол в качестве реакционно-способного мономера, который в прошлом создавал проблемы из-за своего запаха и летучести, однако новое поколение смол заменило стирол другими реактивными мономерами, что уменьшило связанные с ними опасности.
Electrolube предлагает широкий ассортимент эпоксидных, поли-уретановых и силиконовых смол для заливки, герметизации и других применений. Подавляющее большинство из них представляют собой двухкомпонентные материалы, в которых перед использованием смолу необходимо смешать с отвердителем в определенном соотношении. Наборы содержат смолу и отвердитель, предварительно взвешенные в контейнерах в правильной пропорции, что избавляет пользователя от повторного взвешивания.
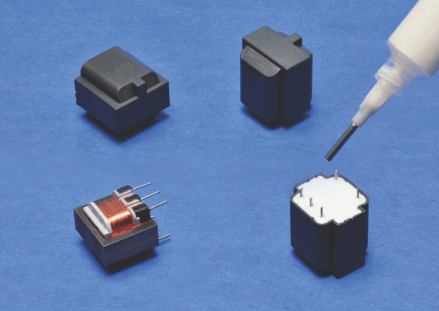
Преимущество 250‑граммовой упаковки в том, что можно приобрести небольшой объем материала, причем упаковка состоит из пластикового пакета, разделенного на два отсека съемным уплотнением и зажимом. Опять же, смола и отвердитель находятся в правильном соотношении, а после снятия уплотнения обе части могут быть тщательно смешаны прямо в пакете без подачи воздуха. Затем пакет можно использовать в качестве дозатора для заливки соответствующего устройства (рис. 2). Electrolube предлагает также ограниченный диапазон эпоксидных смол, состоящих из одной части, которые термически отверждаются и могут использоваться для инкапсуляций небольшого объема.

Рис. 2. Заливка светодиода компаундом напрямую из пакета
Доступны однокомпонентные, отверждаемые влагой полиуретановые и силиконовые смолы, но проникновение влаги для получения полного отверждения приводит к проблемам с заливкой или капсулированием. Можно составить одну часть смолы, которая отверждается ультрафиолетовым излучением, но эта технология не очень подходит для приготовления заливочных смол из-за проблем с тенью и степени отверждения на глубине в толстых профилях с компонентами и сложной геометрией.
Большинство систем смол представляют собой сложные продукты с технологическими характеристиками и конечными свойствами, настроенными в соответствии с потребностями клиентов (рис. 3). Такие продукты, как правило, содержат основную эпоксидную смолу, обычно бисфенол А, и разбавители, или разбавители вязкости, которые могут сделать смолу более жидкой и легкой в обработке. Разбавители могут быть реакционно-способными, участвующими в процессе сшивания, или нереакционно-способными, то есть химически инертными.

Рис. 3. Двухкомпонентный полиуретановый компаунд Electrolube
Реакционно-способные разбавители могут содержать одну или две эпоксидные группы на молекулу — первые дают лучшее снижение вязкости, но оказывают большее влияние на механические свойства, чем последние. Нереактивные разбавители обычно обеспечивают лучший уровень гибкости отвержденного продукта, но могут привести к снижению адгезии, особенно при высоких температурах. Примером эпоксидной смолы с очень низкой вязкостью служит Electrolube ER1448, разработанная с использованием запатентованной смеси разбавителей обоих типов, — она обеспечивает быстрое и эффективное вытеснение воздуха из небольших сложных схем без необходимости вакуумирования для его удаления. Нереактивные разбавители используются в полиуретанах для получения мягких компаундов, которые можно легко удалить из схемы, чтобы исследовать неисправности или выполнить ремонт. Популярный пример такой смолы — UR5048, а состав UR5044 представляет ее огнестойкую версию, одобренную UL 94 V‑0.
Очень важный вклад в конечные свойства вносит отвердитель, используемый с эпоксидной смолой, кроме того, его выбор является основным способом изменения скорости отверждения и потенциального экзотермического эффекта. Первые применявшиеся отвердители относились к довольно агрессивному классу химических веществ, называемых первичными алифатическими аминами. Они дают быстрое отверждение, но, как следствие, выделяют много тепла и вызывают повреждения кожи, а также способны привести к дерматиту и астме, если с ними обращаться неосторожно. К ним относятся и ароматические амины, улучшающие термические и механические свойства отвержденного продукта. Было обнаружено, что они обладают канцерогенными и мутагенными свойствами, поэтому в результате от них было решено отказаться. Аминовые отвердители часто поставляются как сложные смеси из различных материалов, зачастую в виде полиамидов, и требуют от специалиста большого опыта в обращении с ними. Ангидриды органических кислот дают эпоксидные смолы с низкой вязкостью и с очень высокими непрерывными рабочими температурами, а также превосходной химической стойкостью, но их необходимо отверждать при высоких температурах.
В полиуретановых смолах обычно используются полимеры с концевыми гидроксильными группами, часто называемые полиолами. Созданные на основе либо полибутадиеновых, либо полиэфирных каркасов, они демонстрируют лучшую водостойкость, но полиолы на основе полиэфира отличаются улучшенной адгезией. Вторым компонентом смолы является изоцианат, обычно дифенилметандиизоцианат (MDI), однако, поскольку он имеет отчетливый желтый/коричневый цвет, для оптически прозрачных смол используются алифатические изоцианаты. Из них за последние несколько лет 1,6‑гексаметиленди-изоцианат стал более распространенным из-за его низкого класса опасности. Важно защитить обе части смолы от влаги. Если компонент смолы становится влажным, то вода будет реагировать с изоцианатом и формировать пузырьки газообразного диоксида углерода по всему отвержденному продукту. Если изоцианат становится влажным, в материале образуется твердый осадок вместе с газообразным диоксидом углерода, который может создавать давление в баллончике. Обычная причина влажности смолы или отвердителя — многократное открытие и закрытие контейнеров: каждый раз, когда контейнер открывается, влажный воздух попадает в воздушное пространство над жидкостью, и вода впитывается в материал. Контейнеры следует открывать и закрывать как можно быстрее, а промывка банки сухим азотом перед закрытием поможет предотвратить проблемы. Если это невозможно, единственным решением становится покупка материала в контейнерах меньшего размера, если они доступны. При использовании полиуретанов в машинах для смешивания и дозирования необходимо защитить оба компонента от влаги, либо устанавливая ловушки с осушителем в резервуарах, либо непрерывно промывая резервуары сухим азотом. Изоцианат является опасной частью состава и не должен нагреваться или распыляться, так как это повысит уровень в атмосфере и, следовательно, воздействие на легкие. Если температура хранения отвердителя, содержащего MDI, падает ниже +18 °C в течение длительного периода (>24 ч), то отвердитель может начать кристаллизоваться и на дне контейнера образуется белый осадок. Обычно его удается снова растворить, нагревая материал до +40 °C в течение нескольких часов, после чего материал становится пригоден для использования при растворении всех кристаллов. Если на полиоле присутствуют две гидроксильные группы, получается мягкий отвержденный продукт, твердость может быть увеличена добавлением триола (три гидроксильные группы) или тетраола (четыре гидроксильные группы), что приводит к более плотной структуре, когда смола отверждается. Молекулярная масса полиола тоже будет влиять на гибкость отвержденной смолы. Тип основной цепи полимера оказывает большое влияние на химическую стойкость смолы, а также на ее вязкость и эластичность. Нельзя забывать, что в настоящее время растет число биоисточников и устойчивых полиолов, которые позволяют разрабатывать смолы, которые оказывают менее негативное воздействие на окружающую среду.
Скорость отверждения в уретановых системах очень легко регулируется добавлением большего количества катализатора к компоненту смолы. Эти катализаторы обычно делятся на две категории: амины и комплексы переходных металлов. Каждый катализатор имеет свои собственные характеристики отверждения в системе смол. К сожалению, изменяющийся характер законодательства, в частности RoHS, REACH и GHS, означает, что определенные химические вещества либо ограничены в использовании, либо запрещены для определенных видов применения, либо сняты с рынка. Это означает, что химикам пришлось приложить немало усилий, чтобы переформулировать существующие продукты для сохранения их свойств, а также разработать новые материалы для удовлетворения меняющихся потребностей рынка.
Силиконовые компаунды основаны на силиконовых полимерах различной молекулярной массы с различными концевыми группами для обеспечения требуемой функциональности (рис. 4). Как и в случае с полиуретанами, твердость смолы можно регулировать с помощью разветвленных полимеров для увеличения плотности связей отвержденной смолы. Силиконы используют ряд различных катализаторов, чтобы инициировать процесс отверждения, во многих случаях они основаны на комплексах платины. Не рекомендуется отверждать эпоксидные смолы и силиконы в одной печи. В зависимости от типа концевых групп (винил или гидроксил) будет определяться реакция отверждения, а также потребность во влаге. В отличие от эпоксидных смол, сложных поли-эфиров и полиуретанов, силиконы обычно отверждаются от открытой поверхности вниз через тело смолы. Это означает, что у силикона будет короткое время отверждения (иногда называемое временем прилипания), но затем реакция отверждения протекает по всему объему смолы, то есть ее глубина определяет время отверждения.

Рис. 4. Заливка светодиодного устройства силиконовым компаундом
Твердые наполнители являются очень важным компонентом многих смол. Они могут быть добавлены для простого снижения стоимости, например порошкообразный известняк. Экономия, как правило, немного меньше, чем можно предположить по стоимости за 1 кг, поскольку заполненные системы имеют более высокую плотность, чем незаполненные. Это означает, что, хотя изделию может потребоваться 3 г смолы плотностью 1 для его заливки, для этого потребуется 4,5 г смолы плотностью 1,5. В каждом случае объем составляет 3 мл. Сравнение стоимости конкурирующих смол всегда должно проводиться на основе объема, а не на основе веса.
Присутствие твердых наполнителей обычно приводит к получению более твердого и жесткого отвержденного продукта. Наполнители могут быть добавлены в качестве противопожарных компонентов. Для этой цели обычно используется тригидрат оксида алюминия: он имеет дополнительное преимущество, которое приводит к низкой эмиссии дыма и малому уровню токсичных паров. ER2188 и ER2195 являются популярными примерами огнестойких эпоксидных смол, наполненных тригидратом оксида алюминия, — оба полностью одобрены UL 94 V‑0. UR5097, UR5604 и UR5608 служат примером огнестойких полиуретанов, использующих тот же механизм для достижения огнестойкости, и также одобренных UL 94 V‑0. К недостаткам следует отнести потребность в высоком содержании тригидрата оксида алюминия, что приводит к образованию смолы с относительно высокой вязкостью. Традиционно галогенированные соединения применялись в качестве противопожарных компонентов. Однако их употребление приводит к более высокому уровню дыма и токсичных паров, что становится проблемой. Наполнители на основе фосфора были использованы для производства огнезащитных смол нового поколения, которые выделяют меньше дыма и опасных испарений. В качестве примера этого типа эпоксидной смолы с низкой вязкостью можно назвать материалы ER2218 и ER2221. Новые антипирены, имеющие совершенно иной химический тип, в настоящее время становятся доступными и внедряются в новое поколение смол.
Многие другие типы наполнителей могут быть использованы в эпоксидных смолах, полиуретанах и силиконах. Полые стеклянные и пластиковые сферы создают пониженную плотность и низкие диэлектрические потери. При заливке радиочастотной схемы заливочная смола может создавать емкостные эффекты между проводниками на печатной плате и недопустимо изменять характеристики схемы. Для преодоления этих проблем следует применять полые сферы, содержащие смолы с низкой диэлектрической проницаемостью. Типичные примеры таких смол — ER1448 и UR5118. Оксиды цинка и оксид алюминия дают улучшенную теплопроводность, но оксид алюминия чрезвычайно абразивен и вызывает серьезный износ оборудования при выполнении операций смешивания и дозирования. ER2183 и ER2221 являются очень популярными вариантами наполненных оксидом цинка теплопроводящих эпоксидных смол. UR5608 и SC4003E являются примерами полиуретана и силиконовой смолы соответственно и показывают хорошую теплопроводность. Кремниевый песок дает меньшую усадку при отверждении и меньший коэффициент теплового расширения. Измельченные стеклянные волокна улучшают ударопрочность; сульфат бария не пропускает рентгеновские лучи и т. д.
Сначала эпоксидные смолы были единственными материалами на рынке. На протяжении многих лет эпоксидная химия развивалась для удовлетворения меняющихся потребностей промышленности и нормативно-правовых баз, однако и полиуретаны, и силиконы стали более зрелыми с точки зрения разрабатываемых и предлагаемых смол. Рынок электроники и рынок мобильных устройств постоянно изменяются и развиваются, использование светодиодов и появление более мелких и более мощных компонентов в устройствах нуждаются в разработке новых смол и материалов, чтобы удовлетворить эти потребности. С этой целью химики заглядывают глубоко в свои шкафы, чтобы найти материалы и химикаты, отвечающие актуальным задачам сегодняшнего и завтрашнего дня.
BGA пайка с нуля
BGA — это тип корпуса микросхем. Микросхема припаивается при помощи шариков к плате. Благодаря этому уменьшается площадь платы, и повышается компоновка в целом. Основные неисправности при этом это так называемый отвал микросхемы от платы. Поговорим поподробнее об основных способах накатки, трафаретах и процессе пайки.
Что такое микросхемы BGA
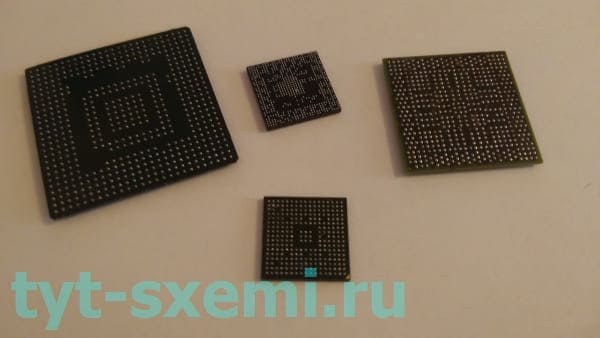
В зависимости от назначения и устройства микросхемы бывают разного размера, что в свою очередь влияет на диаметр и шаг шариков.
Например, мост от материнской платы компьютера и процессор от смартфона отличаются колоссально (еще меньше разве что шарики от процессора к подложке).
Так же BGA микросхемы часто покрывают компаундом в целях охлаждения, защиты от влаги и механического воздействия, однако при этом получается намного сложнее сделать замену такой микросхемы.
Что нужно для пайки BGA
Паяльная станция (фен и паяльник), припой (bga паста или шары), пинцет, изопропиловый спирт (или бензин калоша), оплетка для снятия припоя, термоскотч и трафареты. Еще понадобится нижний подогрев и инструменты для удаления компаунда с платы (химикаты, острые пинцеты и лезвия).
Какие бывают трафареты

Трафареты бывают очень разные.
Шаг между контактами, диаметры шариков и их уникальное расположение могут потребовать свой уникальный рисунок. Иногда они продаются как отдельно друг от друга, так и в сборке. Например, для iPhone разных моделей продаются прямоугольные трафареты сборники, где есть все необходимые рисунки.

Есть универсальные, у которых нет «рисунка» и ими можно накатывать разные микросхемы.
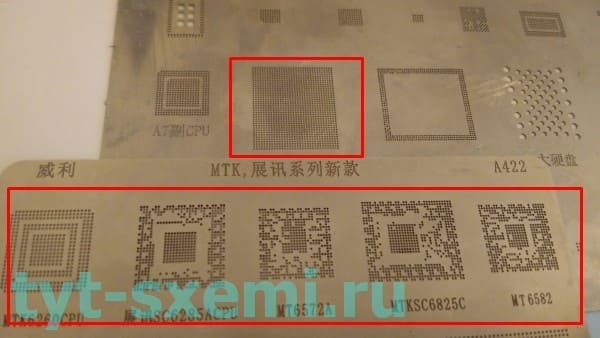
На фотографии сверху расположен трафарет для процессора iPhone. Он универсален, и отлично подойдет для MTK процессоров.
Универсальные трафареты подходят только в том случае, если шаг и диаметр шариков совпадает и нет хаотичного расположения. То есть, контакты должны быть прямолинейными, но если контакты находятся чуть-чуть не по прямой линии, то тут такие трафареты не особо помогут. Специализированные же имеют рисунок, и ими легче наносить шарики.
Однако не всегда в наличии есть нужный трафарет и его отдельно приходится заказывать. Так же есть и 3D трафареты, которые очень удобно крепятся. Есть как одиночные трафареты, так и на одном листе все сразу.
Еще к трафаретам предъявляются высокие требования качества. Они не должны быть гнутыми, мятыми, иметь большие царапины, резко гнуться от небольшого нагрева. Также имеет значение качество отверстий. Они должны быть строго по рисунку BGA, одинаковых размеров и без перекосов.
Припой
Есть два основных типа припоя для накатки шаров.
Паяльная паста
Паяльная паста — это тоже самое, что и обычный припой с флюсом. Только она имеет пастообразную форму.
В этой пасте содержится флюс и микроскопические шарики из припоя.
Преимущества пасты:
- Пасту удобно наносить на трафарет;
- Не требует много места для хранения;
- Можно использовать на любом трафарете;
- Позволяет восстанавливать оторванные контакты на микросхеме и плате

Недостатки пасты:
- Шары получаются не одинаковых размеров;
- Паста со временем высыхает (можно, конечно, разбавить с другим флюсом, но у нее уже не будет прежних свойств);
- Шары можно получить только с использованием трафаретов;
- Большой расход для крупно габаритных микросхем.
Из популярных — можно использовать пасту от производителя Mechanic. Самые ходовые и популярные — это XG30 и XG50. Продается в небольших баночках (есть разные размеры) и шприцах. 
Температура плавления от 180 ℃. Хранится при температура от 0 ℃ до +10℃. Кстати, шарики в этой пасте начинаются с диаметром от 25 микрон (а в некоторых баночках и от 20). Такой диаметр шариков в домашних условиях трудно сделать, поэтому самодельные пасты уступают заводским.
Готовые шарики
Готовые шарики продаются разных диаметров. Бывают как 0,15 мм, так и 1 мм. 
Преимущества готовых шаров:
- Их проще паять, чем паяльную пасту (именно паять, а не наносить);
- Возможность нанесение шаров без трафарета (каждый шарик отдельно припаивается на микросхему);
- Одинаковые размеры шаров, по сравнению с пастой;
- Лишние шарики после накатки можно использовать повторно/
Недостатки готовых шаров:
- Нужно покупать много шариков разных диаметров, поэтому итоговая стоимость будет выше, по сравнению с пастой;
- Неудобное нанесение шариков на трафарет, их нужно перебирать и отсеивать лишнее;
- Требуется дополнительный флюс.
Выбор зависит в целом от потребностей и навыков. Кому-то проще будет с пастой. А при ремонте ПК, пасты будет мало, поэтому шары будут экономичнее. Все зависит от ситуации.
Какой паяльный флюс выбрать для BGA
Лучше всего подойдет пастообразный или гелевый флюс. Не пытайтесь паять жидкой канифолью или жиром. Канифоль и жир слабо распределяют температуру по шарикам, и еще начинают кипеть при нагреве. А это большой риск, поскольку микросхема может подскочить из-за большого парообразования. И в таком случае шарики слипнуться.
К тому же, спирто-канифоль будет негативно влиять на контакты под микросхемой.
Из бюджетных вариантов подойдет RMA 223 или его высококачественные клоны. Не покупайте дешевые подделки, которые стоят меньше 4$. Они плохо смачивают припой. 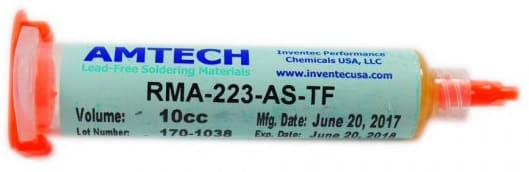
Отечественный вариант флюса для BGA — Interflux (интерфлюкс) IF 8300. 
Если позволяет бюджет, то можно попробовать Martin HT00.0017. 
Накатка шаров
При накатке шаров необходимо использовать чистый и ровный трафарет (особенно при пайке пастой).
Пример гнутого и грязного трафарета. Он не подойдет для накатки. 
Пайка небольшой BGA eMMC микросхемы

Чистим микросхему изопропанолом. Ее контакты должны быть ровными. Если есть припой — удалите паяльником. Микросхему и трафарет во время пайки надо класть только на салфетки или деревянные дощечки. Металлическая поверхность будет впитывать в себя тепло, а деревянная, бумажная или воздушная нет.
Чем крепить микросхему к трафарету
Есть несколько вариантов. Первый — это термоскотч. Он быстро крепится, не оставляет после себя много клея и не экранирует высокую температуру. Из недостатков — быстро отклеивается и не надежно крепится по сравнению с алюминиевым термоскотчем скотчем. 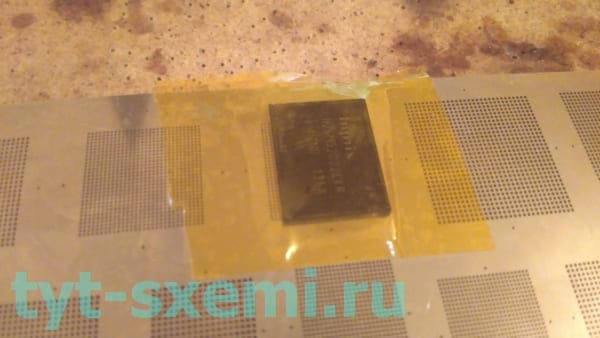
Алюминиевый скотч надежно крепится к плате, но оставляет после себя много клея и экранирует температуру. 
С одной стороны, алюминиевый лучше крепится, с другой быстрее и практичнее использовать обычный термоскотч. Начните учится с алюминиевого, пробуйте разные варианты.
Нанесение пасты
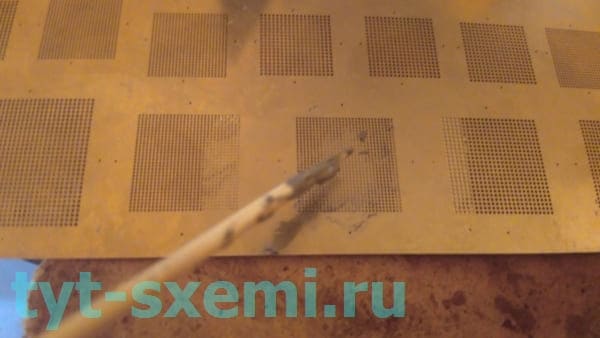
Пасту наносим обычной зубочисткой или лопаткой. Можно использовать ватные палочки, но они впитывают в себя много пасты.
На поверхности трафарета не должны оставаться большие комки припоя, иначе они слипнуться и придется их отпаивать.
Придерживание трафарета
Если во время нагрева трафарет начинает гнуться, и не получается нанести шары, то его нужно придерживать пинцетом. 
Давить нужно не сильно, небольшим давлением. Нагреваем трафарет сначала до 100 °C, затем увеличиваем до температуры плавления пасты. Обычно это от 200 до 260 °C. Шарики должны сформироваться постепенно. Если быстро повысите температуру — флюс в паяльной пасте начнет кипеть и припой выпрыгнет с трафарета. Придется начинать все заново
Стекло и тачскрин
Также можно использовать стекло или тачскрин, чтобы придерживать трафарет. 
Если перепады температур и давление буду высокими, то стекло может треснуть и лопнуть. Будьте осторожней и внимательны, используйте защитные очки.
Как снять микросхему с трафарета
Нельзя резко снимать микросхему с трафарета, гнуть его или выковыривать. Можно погнуть трафарет или сорвать BGA контакты. Если не получается снять микросхему, посмотрите на сторону отверстий. Припой на лицевой стороне не должен слипнуться с трафаретом. Попробуйте почистить трафарет с микросхемой изопропанолом или бензином Калоша щеткой несколько раз.
Далее, нагрейте микросхему до 120 °C в течении 30 секунд. Микросхему можно снимать пинцетом и только слегка разогнув трафарет, без резких движений.
Видео с примером
На видео используется другая микросхема, и пайка без пинцета.
Перекатываем шары на южном мосте

На этой микросхеме сначала нужно восстановить контакты.
Восстановление контактов
Наносим паяльную пасту тонким слоем и начинаем греть феном с 100 °C, плавно повышая до 200 °C. 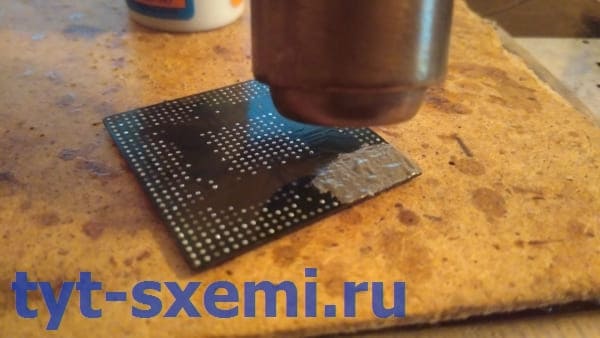
И паяльная паста начинает зауживать контакты микро шариками. Почему не паяльником и обычным припоем? Они хуже подойдут для такой работы. Фен равномерно нагревает контакты, и микро шарики не слипаются сразу в большой комок припоя. А остальной припой убираем паяльником. 
Один из участков восстановлен. 
Таким образом проходим по всем контактам. После восстановления и удаления лишнего припоя чистим контакты изопропанолом и ватой. 
Еще один способ крепления
Микросхема большая, поэтому трафарет одиночный. Для одиночных трафаретов есть специальный крепеж. Это каретка с двумя фиксаторами и пружина. Крепится шестигранником. 
Фиксируем микросхему в крепеже и ровняем ее согласно шагу трафарета. 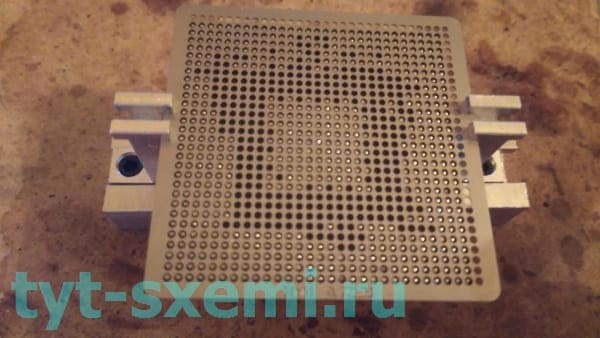
Нанесение пасты и пайка
Наносим паяльную пасту равномерно по всей площади. 
На контактах микросхемы должно быть достаточно пасты, без дефицита и без перебора. 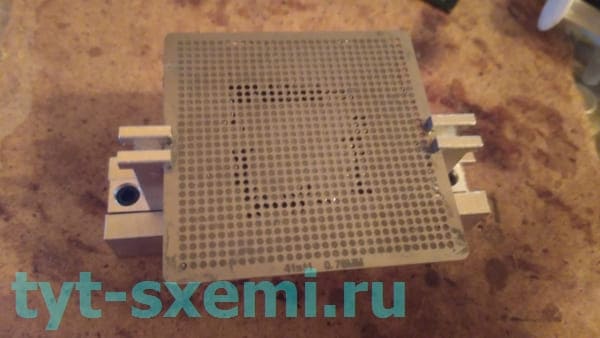
Круговыми движениями прогреваем трафарет сначала до 100 °C. Плавно повышаем температуру и одного края медленно нагреваем до 200 — 250 °C. Постепенно паста начнет превращаться в припой. 
Чистим трафарет изопропанолом, чтобы разбавить флюс. Снова нагреваем трафарет до 100 °C в течении 20 секунд. 
При помощи лезвия аккуратно поддеваем трафарет без резких движений со всех сторон и он сам отлипнет от южного моста (микросхемы). 
Чистим микросхему от ненужных шариков и флюса. Теперь осталось подравнять шарики. Наносим флюс каплями по всей площади.
Нагреваем микросхему и шарики начинают равномерно распределяться на своих местах. После этого снова чистим микросхему от флюса. 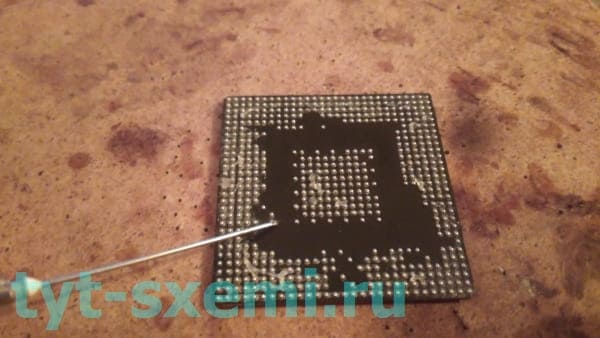
Крепим трафарет к микросхеме и проверяем качество и наличие шариков. 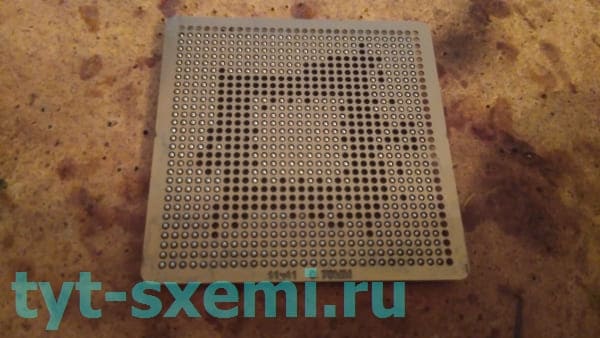
Результат пайки. 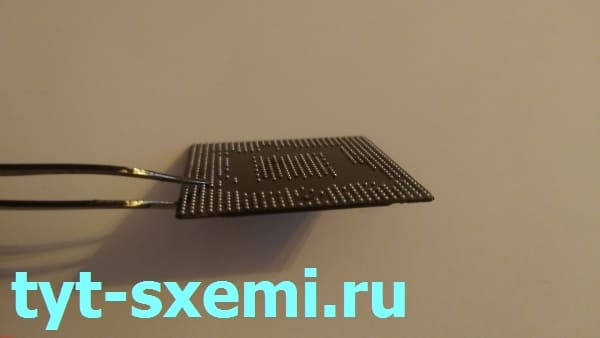
Немного о нижнем подогреве
Далее, микросхема припаивается к плате. Такие массивные BGA детали трудно припаять к плате только с помощью фена. Мастера в сервисных центрах используют нижний подогрев. Он помогает разогреть плату. Обычно используются инфракрасные паяльные станции для пайки материнских плат.

Несмотря на то, что мобильные BGA микросхемы можно паять только феном, для уменьшения риска плохой пайки или отрыва контактов, мастера также используют нижний подогрев. Он меньше, чем для материнских плат, но не менее эффективен.
Готовые шары и способ нанесения
Отличается от пасты способом нанесения. Нанесите на микросхему флюс. Он нужен для того, чтобы склеить микросхему и трафарет на время пайки. И затем положите в контейнер трафарет с приклееной микросхемой и насыпьте шарики нужного диаметра. Зубочисткой распределите шарики и удалите лишние.
Пайка аналогична пасте.
Что такое компаунд и как его удалить с платы

Компаунд — это смола, которая позволяет увеличить прочность платы и уменьшить температуру работы микросхем. Также спасает плату при попадании влаги
Если нужно перепаять микросхему, компаунд придется удалить. Его наносят по разному. Производители могут нанести по краям контактов с SMD деталями. А могут и залить полностью.
Чем удалить смолу с платы
Можно удалить механически. Для этого нагреваем плату феном до 150 °C и зубочисткой или металлическим пинцетом снимаем кусочки компаунда с платы. Не всегда получается так сделать.
Еще можно попробовать химические растворители. Обычно продаются в магазине запчастей для мобильных телефонов.
А чтобы выпаять микросхему, у которой под контактами компаунд, нужен режущий пинцет. Процедура пайки аналогично обычной, но в этот раз нужно срезать компаунд.
BGA пайка процессора на примере планшета
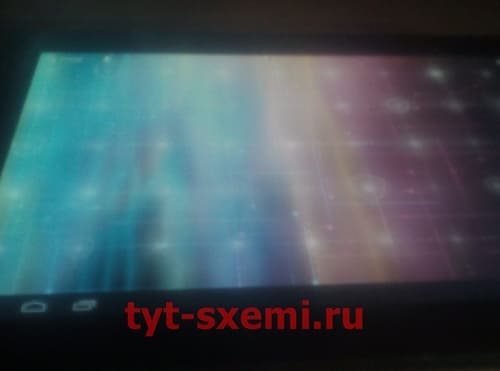
Планшет загружался через раз. При давлении на процессор проходит экран загрузки, но процент зарядки 0%. Смена аккумулятора и попытки прошить аппарат ни к чему не привели. Так же режим инженера не доступен. 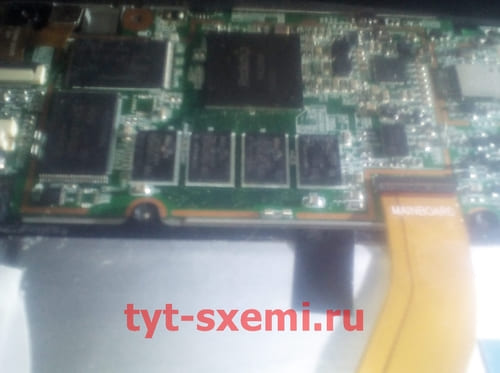
Возле процессора есть много рассыпухи, лучше закрыть ее плотным алюминиевым скотчем, чтобы случайно не сдуть. 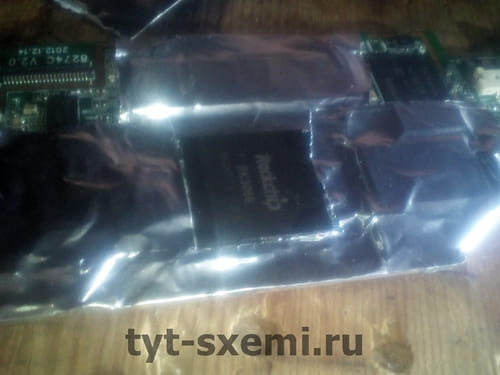
Выпайка процессора

Обязательно нужно сфотографировать место пайки, чтобы не было проблем определить в какой стороне находится ключ. Сначала место пайки прогревается 100 — 150 °C на максимальном потоке воздуха. Где-то после минуты постепенно увеличиваем температуру. 200 °C, 250 °C и потолок 310 °C — 320 °C. При температурах от 250 пытаемся аккуратно пинцетом покачивать процессор. Если он стоит на мертво, то ждем еще (или увеличиваем температуру, но не больше 320 °C). Когда процессор от одного прикосновения пинцета пошатывается, то время снимать его. В данном случае все защищено фольгой, то риск задеть рассыпуху минимален, поэтому пинцетом можно откинуть его на плату.
Убираем припой
Лучше не использовать оплетку, дабы избежать повреждения маски. При помощи паяльника и немного припоя на жале (для разбавки припоя с тем, что на плате) легкими и не резкими движениями проходим по площадкам. Естественно перед этим наносим флюс на плату. Та же процедура и с самим процессором. Важно не перегреть его и не сорвать пятак.
Кстати, после выпайки обнаружилось, что на нескольких контактах был отвал процессора от платы. Так как слой меди был на процессоре целый, то удалось заново залудить оторванные контакты с шарами.
Реболлинг процессора
Реболлинг — это перепайка микросхемы. Это не замена старой на новую, по сути обновляются шарики на микросхеме для лучшего контакта с платой.
При помощи паяльной пасты и трафарета наносим новые шарики на процессор. 
Температура пайки значительно ниже. 180 °C — 200 °C. Закрепляем процессор на трафарет при помощи все того же алюминиевого скотча. 
После трафарета чистим процессор и наносим немного флюса. Затем снова греем его, чтобы шары точнее встали на свои места и лучше расплавились. Чистить после этой процедуры.
Затем, перед установкой, на плату ровным слоем наносим флюс. При помощи лопаток или зубочисток распределяем его равномерно, чтобы все контакты хорошо пропаялись и процессор не поплыл.

Ставим процессор по ключу и позиционируем его края. Так как вокруг много скотча это не составит особого труда. После этого также сначала греем плату на 100 — 150 °C, затем увеличиваем до 200 °C — 230 °C и аккуратно пытаемся пинцетом прикоснуться дабы убедиться, расплавился припой или нет. Если сделать это резко, то придется повторять все заново т.к. шары слипнуться.
Планшет начал включаться уже и без давления на процессор, однако после загрузки он выключался на 0%. Только теперь уже можно войти в режим инженера и попытаться сбросить планшет. После сброса аппарат включился нормально и показывает процесс зарядки, остаток и перестал отключаться.
Теперь нужно тщательно проверить все его функции. Камера, звук, микрофон, Wi-Fi, тачскрин.
Видео по теме
Альтернативная пайка BGA микросхем
Очень интересно видео. Способ накатки шаров паяльником без трафарета.
Как заливочные компаунды защищают электронные схемы
Надежность продукции является абсолютной необходимостью для производителей, чтобы добиться успеха на современном конкурентном рынке. По мере того, как клиенты требуют все более высоких уровней производительности при более низких удельных затратах, становится все более сложной задача обеспечения того, чтобы электронные схемы работали так, как они были спроектированы в течение длительного периода времени. Деликатные компоненты, плотно монтированные печатные платы, ограничивающий корпус и очень требовательные условия обслуживания могут привести к увеличению частоты отказов в результате чрезмерного накопления тепла и электрических помех.
Агрессивные условия ставят под угрозу надежность продукта
Электронное оборудование часто подвергается одному или нескольким нагрузкам, которые могут ухудшить производительность. Длительное воздействие высоких температур или криогенных условий, химических веществ, строгого термоциклирования, механического удара, теплового удара и других условий может отрицательно повлиять на электронные устройства, вызывая их выход из строя. Во время изготовления и сборки компоненты часто должны выдерживать высокие температуры пайки и иногда подвергаться воздействию чистящих средств и других химических веществ, которые могут помешать работе схемы. Кроме того, электронные сборки обычно подвергаются строгим квалификационным испытаниям. Это включает в себя сложные условия, такие как экстремальная жара, химическое воздействие, термический цикл, тепловой удар или механический удар, чрезмерные вибрации, все из которых могут привести к выходу продукта из строя. Зачастую квалификационные испытания являются более строгими, чем фактические условия эксплуатации.
Заливка компаундом изолирует электронику от окружающей среды
Заливочные и инкапсулирующие компаунды обеспечивают высочайший уровень защиты от воздействия окружающей среды, тепловых, химических, механических и электрических условий. Разработанные для полной инкапсуляции компонента, модуля или печатной платы, эти специально разработанные соединения эффективно защищают устройство от окружающей среды, обеспечивая при этом структурную поддержку. Заливочные компаунды обеспечивают более высокий уровень физической, химической, электрической и температурной защиты, чем конформные покрытия. Обратная сторона заключается в том, что заливка часто может добавить дополнительное время обработки, стоимость и вес. Эпоксиды и силиконы являются одними из наиболее часто используемых заливочных составов. Они могут быть применены к печатным платам, конденсаторам, силовой электронике, светодиодному освещению, датчикам и т. д. Некоторые из желаемых свойств включают хорошую адгезию, отличную электрическую изоляцию, термическую стабильность, превосходную химическую стойкость, низкую усадку при отверждении, соответствующий коэффициент теплового расширения (CTE) и подходящую вязкость для конкретного применения. Составы могут быть смешаны для обеспечения баланса этих и других свойств путем тщательного подбора смолы, агента и наполнителей.
Заливка, Литье и Инкапсуляция – в чем разница?
Заливочные составы могут быть нанесены на электронное устройство одним из трех способов: заливка, литье или инкапсуляция. Наиболее часто используемым методом является заливка, при которой устройство помещают в корпус, или нишу, и жидкий заливочный состав заливают в корпус до тех пор, пока он не заполнится до краев. Корпус остается нетронутым, становясь частью готового агрегата. Литье похоже на заливку, за исключением того, что вместо корпуса используется форма и удаляется после того, как смесь затвердеет. Литье используется для создания формованного блока. Инкапсуляция включает погружение компонента в систему смолы, так что вокруг компонента образуется толстое покрытие. Хотя способы несколько отличаются, в каждом случае компонент полностью окружен защитным заливочным составом. Термины заливка и инкапсуляция часто используются в общих чертах для описания полного покрытия электронного компонента заливочным составом с помощью любого из трех методов.
Разнообразие составов для заливки корпуса в соответствии с различными потребностями применения
Важнейшей частью выбора правильного продукта является определение приоритетов требований и осознание того, что компромиссы связаны с выбором материала. Иными словами, необходимо разработать баланс между конечными свойствами с учетом таких вопросов обработки и заливки, как время открытия, вязкость, график отверждения и другие факторы. Эпоксидные смолы являются наиболее часто используемым материалом для заливки и инкапсуляции, благодаря их широкому спектру свойств и непревзойденной универсальности. Эпоксидные смолы обладают исключительной химической стойкостью, превосходными физическими свойствами и сильной адгезией к металлам, большинству пластмасс, керамике и композитам — материалам, обычно используемым для заливки корпусов. Они обычно обладают превосходными диэлектрическими свойствами и обычно являются термически изолирующими, но при необходимости могут быть сделаны теплопроводными и электрически изолирующими. Они также могут быть сформулированы так, чтобы выдерживать термический цикл, стрессы и удары, сохраняя при этом свои превосходные диэлектрические свойства. Хотя эпоксидные смолы обычно считаются жесткими и постоянными по своей природе, при необходимости их можно сделать более гибкими, причем некоторые марки проявляют достаточную гибкость, чтобы обеспечить возможность извлечения компонента. Однако, когда эпоксидные смолы сформулированы для того, чтобы быть более гибкими, сопротивление химиката и температуры неизменно скомпрометировано. Эпоксидные смолы могут быть спроектированы для использования в заливочных работах, которые требуют очень специфических характеристик, таких как оптическая прозрачность, огнестойкость, теплопроводность или низкие газообразующие свойства, сохраняя при этом свои возможности электрической изоляции. Специально разработанные огнестойкие эпоксидные смолы, сертифицированные в соответствии со спецификациями UL 94V-0, являются самозатухающими и обладают превосходными электроизоляционными свойствами, что делает их идеальными для заливки источников питания, сигнальных трансформаторов и других мощных электронных устройств. Непревзойденная универсальность эпоксидных смол подтверждается их широким диапазоном рабочих температур. Некоторые сорта выдерживают криогенные условия, в то время как другие выдерживают температуру до 500°F. Однако уникальные эпоксидные компаунды обладают высокой термостойкостью и большей гибкостью, чем типичные эпоксиды с высокой термостойкостью. Обычно эпоксидные смолы, которые сопротивляются более высоким температурам, являются жесткими. Они могут выдержать строгий термический цикл и тепловой удар, но требуют более сложной обработки, чтобы реализовать свои особые свойства. Например, они должны быть преобразованы в жидкость из твердого состояния. Самое главное, что материалы имеют более низкую экзотерму, чем типичные однокомпонентные эпоксиды, и подходят для более крупных отливок. Наполнители могут быть добавлены для достижения других эксплуатационных свойств, таких как теплопроводность и повышенная стабильность размеров. Эпоксидные смолы, безусловно, являются лучшим выбором, когда требуется химическая стойкость, хорошая физическая прочность и первоклассные электроизоляционные свойства. Поскольку эпоксидные смолы могут выдерживать многократные температурные отклонения выше температуры стеклования (Tg), не следует исключать возможность использования определенного сорта для применений, которые предполагают только более короткое время выдержки при более высоких температурах. Например, эпоксидная смола с Tg 150°C может легко выдержать повторные нагрузки на много часов выше 200°C, в зависимости от нюансов применения. Эпоксидные смолы обычно используются с наполнителями для снижения усадки, повышения стабильности размеров и повышения стойкости к истиранию. Использование наполнителей является критическим фактором для получения теплопроводности при сохранении электрического сопротивления. Благодаря тщательному отбору химических веществ, добавок и наполнителей способны разрабатывать эпоксидные соединения со свойствами, которые адаптированы к большинству потребностей применения. Силиконы предлагают беспрецедентное сочетание высокой термостойкости (до 400°F), превосходных электрических свойств и гибкости, но иногда требуют использования грунтовок для улучшения адгезии. Они часто выбираются за их непревзойденную способность противостоять тепловому удару и повторному тепловому циклу. Более мягкие, чем эпоксидные смолы, силиконы оказывают меньшее воздействие на чувствительную электронику, а также позволяют извлекать компоненты, которые нуждаются в ремонте или удалении. Свойства силиконов можно регулировать путем добавления наполнителей, например тех, которые используются для достижения теплопроводности и огнестойкости.
Термические и геометрические факторы влияют на обработку
Чтобы обеспечить оптимальный уровень защиты и избежать повреждения деликатных компонентов, необходимо соблюдать осторожность при нанесении и отверждении заливочных составов. Некоторые материалы требуют подготовки поверхности и грунтовки для достижения хорошей адгезии. Во время нанесения жидкий заливочный материал должен легко течь так, чтобы он полностью покрывал компонент, не оставляя пустот. Если воздух попадает в корпус, содержащаяся в нем влага может вызвать коррозию, что в конечном итоге приведет к выходу из строя компонентов или изделий. Удаление пузырьков воздуха очень важно. Обычно используются два метода: вакуумная дегазация или центрифугирование. Дегазация возможна как после смешивания материала, так и после его нанесения. Наилучший метод вакуумной дегазации называется “наталкивание”, которое заключается в попеременном вытягивании и ослаблении вакуума в течение 30-60 секундных циклов. Центрифугирование очень просто. Смешанный материал помещают в центрифугу и вращают в течение 10-15 минут при 500-1000 оборотах в минуту. Эти методы могут быть не нужны для заливки смесей с очень низкой вязкостью, так как пузырьки воздуха могут быть незначительными. Однако в некоторых корпусах системы с более высокой вязкостью более желательны из-за проблем геометрии или конструкции, поэтому вакуумная дегазация или центрифугирование остаются критическим этапом обработки. Одним из популярных методов устранения дегазации или центрифугирования является упаковка соединения в виде предварительно смешанной и замороженной системы. Эти эпоксиды смешивают и центрифугируют перед замораживанием. Они обычно упаковываются в небольшие шприцы (от 3 до 10 кубиков) и поставляются в сухом льду. Температура хранения -40°C. Предварительно смешанные и замороженные эпоксидные смолы обычно используются в очень небольших системах заливки и инкапсуляции, где требуется сверхточное дозирование. Электроника становится все меньше. Таким образом, использование предварительно смешанных и замороженных эпоксидных смол становится все более популярным. На самом деле, теперь доступны специальные дозаторы, позволяющие использовать фракции грамма в инкапсуляции. Геометрия блока и его корпуса также являются важными соображениями при нанесении заливочных составов. Заливочных компаундов вылечить экзотермическим образом; то есть они выделяют тепло, когда происходят химические реакции, связывающие их полимерные цепи. При более глубоких отливках выделяется больше тепла, и реакция протекает еще быстрее. Поскольку большинство заливочных составов не рассеивают тепло, более быстрые реакции приводят к более высоким внутренним температурам, что может привести к повреждению термочувствительных компонентов. Вот почему глубина отверждения является таким важным фактором при применении корпусных технологий. Заливочные составы имеют относительно низкую усадку при переходе из жидкого состояния в твердое во время отверждения. Заполненные заливочные компаунды проявляют наименьшее количество усадки, так, как только полимерный компаунд — а не наполнитель — сжимается во время отверждения. В целом, более быстрая обработка не обязательно лучше подходит для заливки и инкапсуляции, поскольку более быстрые реакции приводят к большей экзотерме, более высокой усадке и меньшему времени открытия. Более быстро отверждающиеся составы часто не могут быть отлиты более чем на 1/4 – ½ дюйма толщиной, потому что они становятся слишком горячими. Помимо добавления наполнителей, можно уменьшить усадку, изменив химическую формулу для уменьшения экзотермы или скорректировав конструкцию.

Характеристики отверждения имеют первостепенное значение для успешного нанесения
Большинство эпоксидных и силиконовых заливочных компаундов представляют собой двухкомпонентные системы (смола и отвердитель). Для их отверждения требуется от 24 до 48 часов или больше, хотя отверждения может быть ускорено добавлением тепла. Одна часть, системы без смешивания также могут быть использованы для заливки, хотя их использование ограничено, поскольку их температура отверждения обычно составляет от 125°C до 150°C. Эти температуры могут повредить электронные компоненты.
Обзор методологии выбора продукта – как выбрать компаунд для заливки
Подводя итог, можно сказать, что профиль требований к производительности системы имеет первостепенное значение. Если требуется химическая стойкость, то лучше всего использовать эпоксидную смолу. Если необходимы термоциклирование и термический удар, а также высокая термостойкость, то предпочтительной системой являются силиконы. С каждым материалом важность электрических свойств невозможно переоценить. Измерения диэлектрической прочности, диэлектрической проницаемости, объемного удельного сопротивления и коэффициента рассеяния часто имеют решающее значение при выборе наилучшего материала. Другими факторами, которые необходимо учитывать, являются диапазон рабочих температур, низкие требования к газообразованию, оптическая прозрачность, теплопроводность, огнестойкость и биосовместимость, а также другие факторы. Другие основные факторы — это проблемы с обработкой продукта, включая время открытия, вязкость и свойства потока. В конечном счете выбор основывается прежде всего на преобладающих требованиях к производительности. Выбор заливочного компаунда, который удовлетворяет все потребности конкретного применения без ущерба для электроники, может быть довольно сложным. Искусство выбора материала для заливки зависит как от свойств, так и от обработки, и любая конструкция должна обеспечивать баланс-достижение подходящей защиты без использования чрезмерного материала для заливки. Формуляторы хорошо оснащены для консультирования по оптимальному выбору заливочного состава для данной ситуации.
Заливочные компаунды расширяют область применения сред
Конкурирующие требования к более высокой производительности, более низким удельным затратам и повышенной надежности продукта заставляют разработчиков рассматривать заливочные и инкапсулирующие составы в качестве основных компонентов электронных систем и устройств. Смягчая хрупкие компоненты и защищая их от экстремальных температур, заливочные составы позволяют электронике выдерживать суровые производственные процессы и надежно работать в агрессивных — даже очень агрессивных условиях. Благодаря тщательному подбору подходящего состава производители электроники могут гарантировать, что их продукция будет работать так, как она была разработана, в еще более сложных условиях. Из-за того, что миниатюризация электроники и компонентов становится все меньше, дозирование заливочных и инкапсуляционных материалов с использованием предварительно смешанных и замороженных шприцев становится все более распространенным явлением. Наиболее важно то, что эпоксидная смола Wevo, обладающая уникальным сочетанием свойств, часто является новым и ярким подходом, применяемым ко многим сложным областям применения.