Как предотвратить прилипание пленки к запаечным матрицам термоупаковочного оборудования?
Без использования термоусадочной упаковки невозможно представить современный розничный рынок. Полиэтиленовая или ПОФ-пленка позволяет сохранить внешний вид продукции, защитить ее от механических повреждений и вредного влияния окружающей среды при хранении и транспортировке.
Процесс упаковки происходит на специальном оборудовании. Изделие помещают в полиолефиновый рукав, под влиянием горячего воздуха он сжимается (возникает явление термоусадки), плотно охватывает пакуемый продукт и принимает его очертания. За сварку швов отвечает угловой нож: опускаясь в нужной зоне, он запаивает и отрезает сформированный пакет.
В зависимости от размеров изделия специалисты подбирают пленку того или иного вида и толщины. Температура сварки швов устанавливается тоже индивидуально. Из-за того, что товар находится в термоусадочной камере не более 2 секунд, сам он не успевает нагреться.
Особенности работы и проблемы упаковочного оборудования
Упаковочные машины отличаются по типу упаковываемой продукции (пищевые или непищевые изделия, бытовая химия и пр.), по размерам изделий, необходимой производительности и другим параметрам.
Однако, несмотря на разницу в конструкции и наборе функций, термоусадочное оборудование имеет примерно схожие условия работы:
- Высокие температуры
- Регулярное налипание пленки в зонах запайки и механические операции по ее удалению
- Воздействие агрессивных моющих средств
Вполне естественно, что в таких условиях срок службы упаковочных машин сокращается, ухудшается качество упаковки, возрастает процент брака.
Очистка оборудования, как правило, невозможна без остановки всей линии, что влечет за собой вынужденный простой и определенные финансовые потери.
Специальные покрытия для защиты запаечных матриц
В целях защиты запаечных элементов от налипания расплавленной пленки некоторые производители упаковочного оборудования обрабатывают их тефлоном.
Покрытие, нанесенное в заводских условиях, рассчитано на весь срок службы матриц, однако в процессе мытья с применением химических средств или неаккуратной механической очистки оно нередко повреждается. На состоянии покрытия негативно сказываются повышение рабочих температур оборудования, увеличение интенсивности его эксплуатации и другие технологические факторы.
Повреждение защитного тефлонового слоя можно заметить в ходе плановой очистки запаечных губок.
Если покрытия не предполагалось изначально или оно было нарушено, на помощь могут прийти уже готовые антифрикционные составы на основе ПТФЭ (тефлона), а также других твердых смазок с хорошими разделительными свойствами.
Ранее такие покрытия производились исключительно за рубежом, что представляло определенные проблемы для российских предприятий.
Сегодня АТСП производятся и в нашей стране под брендом MODENGY. Данные покрытия уже зарекомендовали себя во многих сферах промышленности.
В качестве антипригарных материалов для упаковочного оборудования используются составы MODENGY 1007 и MODENGY 1010.
За счет своих разделительных и антифрикционных свойств они эффективно решают задачу предотвращения налипания пленки в зоне запайки, благодаря термической и химической стойкости не разрушаются при перегреве деталей и воздействии на них агрессивных моющих средств.
То или иное покрытие выбирается исходя из условий работы упаковочного оборудования: верхнего предела возможных температур, интенсивности эксплуатации, частоты моек и т.д.
MODENGY 1007 и MODENGY 1010 имеют одинаково высокую адгезию, характеризуются отличными разделительными свойствами, химической стойкостью и долговечностью, однако MODENGY 1007 за счет входящего в состав графита выдерживает больший нагрев (до +350 °С).
MODENGY 1010 на основе политетрафторэтилена (ПТФЭ) применяется при более низких рабочих температурах оборудования (до +250 °С).
Оба покрытия нетоксичны, поэтому не представляют опасности для здоровья человека и окружающей среды.
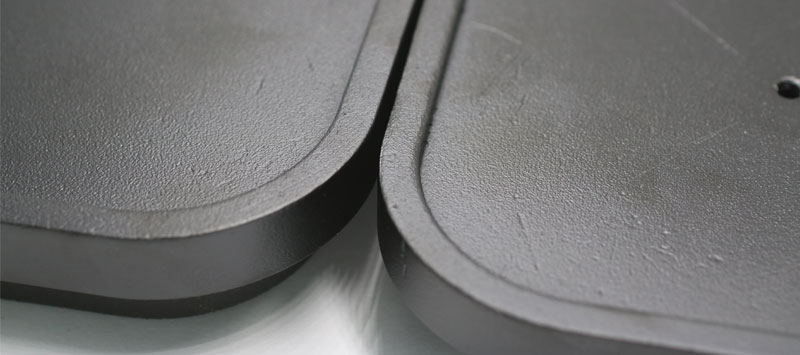
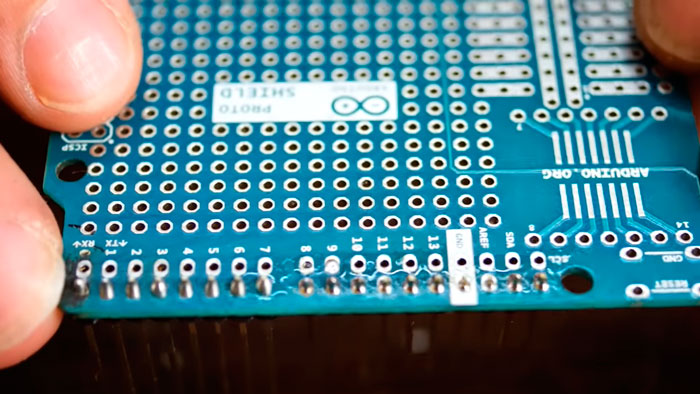
Опыт практического применения АТСП MODENGY 1007 и MODENGY 1010 на запаечных матрицах доказал их эффективность. Покрытия позволили предотвратить налипание на детали термопленки, в результате чего процент брака при упаковке изделий максимально снизился, уменьшилась интенсивность износа нагревающихся элементов, повысился ресурс упаковочного оборудования в целом.
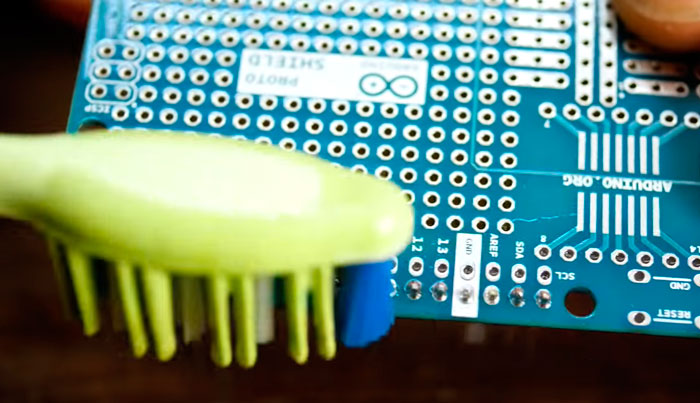
Реальные фото результата нанесения покрытий MODENGY на запаечные губки представлены ниже.

Несколько рекомендаций по нанесению покрытий MODENGY
Перед нанесением покрытий запаечные губки тщательно очищаются и обезжириваются, для финишной обработки и улучшения адгезии АТСП на них предварительно наносится Специальный очиститель-активатор MODENGY.
Покрытие MODENGY 1007 отверждается при нагреве до +200 °С за 20 минут. MODENGY 1010 полимеризуется немного дольше (в течение 1 часа), но при меньшей температуре – +180 °С.
При случайном попадании состава на незапланированные к обработке участки удалить его можно с помощью специального растворителя MODENGY 1015.
Проблемы с паяльником, почему они возникают и как их решать?
Некоторые начинающие или те, кто привык работать с медными жалами, допускают фатальную ошибку. Они зачищают жало паяльника наждачной бумагой, напильниками или лезвиями от канцелярского ножика. Это справедливо только для медных жал без покрытия. К «вечным» жалам такой метод недопустим в принципе.
Есть большой риск повредить внешний слой жала (тонкий сплав металла), которые могут привести к трещинам и дальнейшему разрушению. К тому же, несмотря на внешний вид, сам слой нагара не превышает какие-то микроны. Так как же очистить паяльник от такого нагара? Есть несколько способов.
Проблемы с паяльником? Узнайте из-за чего они возникают
Вот купили вы новый паяльник, включили в розетку, а он начал дымить и вообще плохо пахнуть. Вы давно пользуетесь инструментом и в какой-то момент он начал плохо паять: не плавит припой, не цепляет его на жало и т.п.? Или стал просто плохо греться? Это вообще нормально? Что делать, когда возникают подобные ситуации и стоит ли с этим вообще что-то делать?
Почему новый паяльник дымится?
Ситуация: актуальный вопрос, который чаще всего интересует начинающих радиолюбителей. Вы — радиолюбитель-новичок и только что купили новый инструмент, пришли домой, распаковали его и в предвкушении включаете в розетку. Он начинает разогреваться и в какой-то момент времени начинает дымить. А попутно от него еще и идет довольно неприятный запах гари.
Продали брак? Прибор неисправен и при первом же включении начинает гореть?
Ответ: на самом деле ничего страшного не происходит. Просто производитель наносит на паяльник специальное масло, которое предотвращает образование коррозии на металлических частях инструмента. Благодаря этому, он может длительное время храниться на складе. Ему не страшна высокая влажность, низкие или высокие температуры и прочие неблагоприятные погодные условия.
При первом включении любой паяльник будет дымить, потому что необходимо некоторое время для того, чтобы это масло выгорело. Когда оно испарится, инструмент будет готов к работе.
Почему олово не прилипает?
Ситуация: вы довольно долго пользуетесь прибором, но в какой-то момент времени олово перестало приставать к жалу, а потом и вовсе перестало прилипать к нему. В чем же проблема и как ее решить?
Еще более доступный вариант восстановления
При помощи пайки можно удалить слой нагара. Делаем небольшую ванну из припоя. Потребуется пруток припоя и флюс. Желательно активированный (например, ЛТИ – 120). Можно даже обычную спиртоканифоль. Это в случае «легкого» нагара, небольшой величины.

Теперь разделяем пруток припоя на небольшие кусочки и чуть-чуть поливаем канифолью или флюсом (даже если у вас припой с содержанием канифоли, этого мало для данного случая).

И начинаем купать жало в припое. Если припой не плавится, то нужно повысить температуру.

Обмазываем жало в припое из стороны в сторону, не вытаскиваем наружу, чтобы жало было полностью окутано. Через пару минут не большой нагар испарится, и уже можно будет на жало взять еще немного свежего припоя после «купания». Оставляем так паяльник нагретым с каплей минут на 10 – 15.
При этой работе тщательно проветривайте помещение! Если же нагар все равно плохо счищается после нескольких попыток, то теперь нужно использовать паяльную кислоту. Порядок действий такой же.

Правильная подготовка к работе

Непосредственная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь именно к нелуженому металлу не прилипает паяльный материал.
Лужением называется покрытие поверхности тонким слоем олова.
Кстати, точно также готовят к пайке детали. Как же облудить паяльник? Да очень просто. Только залудить надо не весь инструмент, а лишь его жало.
Сначала необходимо очистить его механическим способом. Для этого подойдет напильник или наждачная бумага. Чистить нужно тщательно, не оставляя бороздок и царапин, в которых могла бы остаться окисная пленка. Конечно, паяльник при этом должен быть холодным.

После тщательной очистки, надо покрыть рабочую поверхность слоем флюса. Если используется жидкий состав, то он сразу же после очистки наносится кисточкой, если используется твердая канифоль, то паяльник необходимо погружать в нее по мере нагрева жала.

Не надо ждать, когда паяльник нагреется, потому что на воздухе неизбежно образуется оксидная пленка, которая опять помешает припою прилипать. Перегрев –причина того, что медный наконечник не лудится.
После того, как паяльник разогреется до нужной температуры, жалом надо прикоснуться к припою и потереть. Можно растереть припой при помощи щепки из твердого дерева – березы или дуба. При этом нельзя допускать перегрева паяльника.

К правильно облуженному паяльнику припой отлично прилипает и не лежит на нем комками или каплями. Он равномерно покрывает медный наконечник и спокойно покидает его, когда нужно.

Почему припой не держится на паяльнике?
Этот вопрос возникает у многих новичков. Ведь почти у каждого начинающего пайщика был случай, когда все разогрето до нужной температуры, но нет ни какого взаимодействия между расходным материалом и инструментом. Иногда это проходит путем небольшой поправки параметров рабочего процесса, но порой нужно применять боле сложные методы.

Припой не держится на паяльнике
Первой и основной причиной, почему паяльник не берет припой, является недостаточное количество требуемого флюса. Именно это главная ошибка новичков. Флюс может вовсе отсутствовать, что легко исправляется его включением в рабочий процесс, и тогда какой бы высокой температура инструмента не была, он не сможет отделить часть расплавленного металла. Но может случиться, что флюс все же применяется, но его количества не хватает, чтобы припой остался на жале. Для этого нужно обильно смазать как само жало, так и припой. Для этого достаточно просто мокнуть разогретое жало в канифоль или другой подходящий флюс.
Более сложной проблемой является неправильный подбор дополнительных расходных материалов. Различные виды припоев для пайки требуют различных марок флюса, которые будут подходить им по составу. Здесь уже нужно смотреть, какой вариант больше подходит для конкретной используемой марки. В особенности это характерно для металлов, которые сложно поддаются спаиванию. Для них требуются специальные заводские флюсы, которые делаются под определенную марку припоя.
Еще одной причиной, почему не прилипает припой к паяльнику, является перегрев самого инструмента. Если он высокой мощности. К примеру на 25 Ватт, то очень часто такие модели перегреваются, если включены напрямую в электрическую сеть. Чтобы урегулировать это, требуется использовать подключение через диод с тумблером или регулятор. Тогда вязкость материала будет нормальной, чтобы он схватился с поверхностью наконечника. Также можно подобрать более слабые модели паяльника. Но это может привести к другой проблеме, описанной ниже.
Схожей проблемой, почему припой не липнет к паяльнику, является недостаточный нагрев. Когда паяльник слишком слабый или еще не успел прогреться, то он не сможет достичь нужного значения температуры, чтобы расплавить материал. Нужно знать, какая температура плавления припоя в конкретном случае, чтобы подобрать инструмент достаточной мощности, либо же дождаться, пока полностью прогреется имеющийся. Это также распространенная проблема в домашних условиях, где наблюдается ограниченность в техническом плане.
Очередной причиной почему припой не держится на паяльнике, является использование старого инструменты. Медь, из которой делается жало, со временем покрывается разнообразными окислами, хотя и не так сильно, как другие металлы. На ней даже может виднеться желтоватый налет, занимающий всю поверхность либо одну его часть. Это сильно ухудшает степень взаимодействия с другими материалами. Таким образом, даже при наличии нормальной температуры разогрева и достаточного количества флюса, процесс схватывания все равно может не выполняться. Чтобы исправить эту ситуацию, нужно зачистить поверхность инструмента механическим способом и при помощи растворителей. Обработка наждачной бумагой и каким-либо раствором, снимающим пленки и жировые покрытия, сможет вернуть паяльнику былое состояние. После этого его следует залудить и дать ему прогреться, после чего можно приступать к работе.
Как правильно паять
Правила устройства электроустановок ПУЭ Правила технической эксплуатации электроустановок потребителей. Межотраслевые правила по охране труда при эксплуатации электроустановок. Пользователи Поиск по форуму Обратная связь Мобильная версия. Электрические схемы Электропривод Электропроводка Электроосвещение Учет электроэнергии Электрические аппараты Электроснабжение Оперативное обслуж. ЭУ Электробезопасность Онлайн расчеты Электротехника в теории Электрические измерения Каталог компаний Наиболее востребованная документация: Правила устройства электроустановок ПУЭ-7 Правила технической эксплуатации электроустановок потребителей Межотраслевые правила по охране труда при эксплуатации электроустановок.
Раздел форума для обсуждения различных расходных материалов, используемых при проведении электромонтажных работ. Не прилипает олово 20 авг , Спецы по пайке! Хэлпу прошу! Думал пропаять скрутки в коробке. Купил паяло, канифоль, припой. Зачистил провода в коробке и на облуживание потратил И Даже облудить не получилось, не то что пропаять. Не скажу что спец великий по пайке, но опыт работы с паяльником имею, в том числе и скрутки приходилось паять, с таким не сталкивался.
А тут никак: олово не липнет даже на жало паяльника 40Вт — плавит нормально. Облудил как надо. Пробовал уже сразу на покрытый канифолью провод припой наносить — тот же результат.
Сгонял, купил пузырек — «кислота паяльная» и тоже самое. Вот фото: обычный паяльник Китай если че , обычная канифоль, ну и припой. Может припой левый какой, а? Други, выручайте советом!
Re: Не прилипает олово 20 авг , Простите, но, может быть, торопитесь, не прогреваете медь как следует? Не подумайте только, что я сомневаюсь в ваших умственных способностях, ради бога. Но к холодной меди олово как раз именно плохо «липнет». Все должно быть прогрето хорошо. И, кстати, на улице при сильном ветре тоже паять неловко по той же причине. Re: Не прилипает олово 20 авг , Да нее! Про ветер знаю, плавал да. Но тоже нет. Во первых 40 Вт хорошо сотку не взял!
Это конешна только мои выдумки-домыслы может, но если на всю длину жало выдвинуть, то тем-ра меньше по идее как должна быть Короче ни так ни этак. Завтра куплю «человеческого» олова — которое в катушках. Где-то читал, что в таких нарезках всю туфту сливают. Попробую, отпишу как чо. Re: Не прилипает олово 21 авг , Я думаю, что с паяльником полный порядок. И канифоль вряд ли какя-нибудь контрафактная — че ее подделывать — она же и без того копейки стоит.
А вот припой — это да. Может быть и совсем левый, поэтому советую, конечно, с другим припоем попробовать, с «человеческим», как вы говорите. Re: Не прилипает олово 21 авг , Купил сегодня олово уже в виде проволоки,но не совсем тонкой — где-то 2. Прилипает и лудится на ура просто. Продавец сказал, что скорее всего мне всучили пос или вовсе пос, а то и непонятно чего. Мошь свинец галимый. Разницу визуально не определишь, а только как паять начнешь Re: Не прилипает олово 22 авг , Да уж, припой из чистого свинца — это тот еще прикол.
Даже не думал, что так может быть. Теперь знаю, куда уходят бушные аккумуляторы, какой из них профит извлекается. Слава богу, на такое счастье не натыкался еще. Re: Не прилипает олово 22 авг , Иван писал а : Купил сегодня олово уже в виде проволоки,но не совсем тонкой — где-то 2.
Электротехнический сайт. Re: Не прилипает олово 25 авг , Ясен пень! Пока что олово дороже свинца, вот и вся арифметика. Было б наоборот вместо пос30 пос60 61 толкали. А на фото припой какой то совсем темный на вид Re: Не прилипает олово 26 авг , Кислота бы ничего, мы с ней паяли как-то толстые провода. Но она реально медь ест, а это явно не есть гуд, особенно для тонких проводников.
Набор инструментов для пайки новичку: паяльник, флюс, припой + подарок
Разница между способами состоит в форме и температуре наносимого припоя. В этом случае форма материала, чем можно припаять провод без паяльника, становится определяющей. Это припой, который может быть в различных формах:. Так как припаять контакт без паяльника стало возможным, появились и различные формы материала, применение которых позволяет использовать примитивный источник нагрева: открытый огонь зажигалки, спиртовки или обычной свечи. Использование материалов в различных состояниях, все же имеет свои различия, например выбор технологии как припаять провод без паяльника в наушника отличается от той, которая может использоваться при пайке посуды. А способ восстановления платы будет отличаться от того, как припаять гирлянду без паяльника. Отвечать на вопрос как запаять провода без паяльника, начнем с метода лужения. Этим же способом можно соединять детали обычным пайковым материалом, предварительно сделав из него стружку.
Простые способы склеивания полиэтиленовой пленки



Например, обустраивая парники и теплицы, или для создания пароизоляционных слоев в процессе строительства. Помимо этого, сварка полиэтиленовой пленки может осуществляться и в домашних условиях. В статье мы рассмотрим в чем особенности соединения данного материала и какое оборудование нужно применять, чтобы выполнить сварку пленки из полиэтиленасвоими руками.
Технология спайки
Сварочное соединение разных частей полиэтиленовой пленки происходит путем воздействия на ее края температурой, равной температуре плавления материала, с последующим плотным сжатием слоев.
Сжатие расплавленного полиэтилена соединяет части элементов на молекулярном уровне, формируя прочный шов-спайку.
Однако чтобы этот шов был надежным и выдержал нагрузку, нужно применить подходящую аппаратуру для сварки, а также соблюсти нюансы технологии. Важно соблюсти подходящий уровень температуры, который колеблется в узком спектре от 130 до 160 градусов Цельсия.
Несмотря на то, что внешне пленочное полимерное соединение не особо похоже на металл, правило тщательной зачистки поверхности работает и с ним.
Частицы инородных включений способны нарушать молекулярную структуру соединения двух пленок. Поэтому очистка поверхности играет ключевую роль в подготовке к сварке.
Помимо этого должны соблюдаться такие правила как:
- Все части материала, которые будут спаиваться, должны быть изготовлены одной партией
- Не должна быть нарушена температура плавления при сварке. Заниженный показатель температуры создаст непрочное соединение, завышенный – деформирует материал.
- Повторная сварка уже подвергавшихся тепловой обработке кромок недопустима.
Также на качество и прочность пленочного шва влияет инструмент, которым он создается. Нужно правильно выбрать сварочный прибор. Желательно брать тот, в обращении с которым будет меньше проблем.
Сварка полиэтилена горячим предметом
Сваривание пленки с помощью электропаяльника: а — вид шва; б — устройство электропаяльника для сваривания пленки.
Удобнее всего такую операцию делать при помощи металлического ролика с нагревательным прибором внутри. Но чтобы сделать такой прибор в домашних условиях, нужно обладать достаточно высокой квалификацией электрика.
Поэтому народная смекалка нашла вполне удовлетворительную замену такому инструменту – обычный утюг. Поскольку полиэтиленовая пленка разных марок плавится при разных температурах, то никаких конкретных рекомендаций по температурному режиму сварки дать нельзя.
Температуру разогрева утюга для сварки придется определять путем проб и ошибок. Если температура утюга окажется недостаточной, то пленка не проварится, если же утюг разогреть слишком сильно, шов получится “переварен”, слабым, к тому же пленка по бокам шва будет легко рваться. Единственное, что можно посоветовать изначально, – утюг не должен быть слишком уж горячим.
Сама технология спайки очень проста. Чтобы сделать шов аккуратным и ровным, спайку лучше производить на ровной деревянной поверхности. Края пленки нужно положить на эту поверхность с небольшим нахлестом друг на друга (0,5-1 см). По этому нахлесту и нужно провести носиком или ребром нагретого утюга. Прохождение должно быть не больше секунды на одном месте, иначе пропалите пленку.

ПВХ пленку можно узнать по желтоватому оттенку края рулона.
Но при таком способе спайки есть один очень важный негативный момент: разогретая полиэтиленовая пленка очень часто прилипает к утюгу. Чтобы этого не случилось, лучше перед спайкой прикрыть полиэтиленовый шов тонким листом целлофана, и потом уже пройтись по нему утюгом.
Прочность спайки можно проверить, просто потянув спаянные куски в разные стороны. Если шов расходится – значит, качество пайки неудовлетворительное, и нужно повторить все с самого начала. Некоторые умельцы выполняют эту спайку не утюгом, а раскаленным лезвием ножа, утверждая, что им так сподручнее. Но это уже дело вкуса.







Инструменты и приборы

Прочное соединение полиэтиленовой пленки может быть произведено утюгом, паяльником, либо специальным оборудованием.
Спайка утюгом

Это достаточно простой способ соединения частей полотен, ведь бытовые утюги есть почти в каждом доме.



Сварка пленки бытовым утюгом
Такой способ пользуется широкой популярностью.
Сначала нужно подготовиться: для этого на стол кладется деревянный брусок, а уже на него помещаются края полотнищ пленки. Здесь важно проследить, чтобы окончания материала выступали на 20 мм от краев бруска. Поверх полотнищ из полиэтилена кладется тугоплавкий листовой материал, например целлофан или фторопластовая пленка.
Для того, чтобы процесс протекал быстрее, после того, как вы проведете утюгом по пленке, свариваемый участок нужно охладить, например, можно воспользоваться мокрой тряпкой.

Важно контролировать температуру терморегулятора: она должна составлять 120-150 °С.
Листы пленки нужно сложить внахлест, а затем на них уложить бумажный лист. После этого, утюг нужно наклонить на 5° и медленно проводить им вдоль шва. С первого раза получить прочное соединение не получится, нужно повторять последовательность действий 4-5 раз.
Сварщики, имеющие опыт в этом деле, часто применяют специальные насадки, которые фиксируются на электрическом утюге.
Насадка имеет плоское ребристое основание. Именно ребра отвечают за соединение участков полиэтиленовой пленки. В области пайкипри помощи насадки образуются два прочных шва, размещенных параллельно.

Сварка полиэтиленовой пленки при помощи паяльника
Воспользовавшись для соединения пленки обычным паяльником (40-60 Вт), можно получить прочный и надежный шов, но необходимо немного усовершенствовать инструмент. Применение паяльника без специальных насадок, не приведет к желаемому результату, т.
к. стык получится неравномерным, а материал и вовсе может растечься. Именно поэтому надо воспользоваться специальными насадками, которые крепятся к аппарату.
Нужно взять обычный паяльник, снять окончание жала, посредством ножовки создать пропил и в него поместить алюминиевую или медную пластину и зафиксировать ее заклепкой.
Поверхность пластины необходимо обработать и со всех сторон округлить ее надфилем. Сам процесс сварки осуществляется следующим образом: под углом 45° паяльник прижимается и равномерно движется по свариваемым деталям. В процессе создания стыка, специалисты рекомендуют подложить деревянную основу под пленку.

Также в качестве насадки может использоваться колесико. Для этого также удаляется окончание жала и создается пропил, по размеру превышающий радиус колесика .
Сверлится отверстие в теле жала под нужную ось колеса (3-5 мм), после чего изготавливают алюминиевый или медный диск (8-10 мм). Диск помещается в выемку жала и фиксируется осью. Сам процесс сварки заключается в прокатывании разогретого паяльника на нужную дистанцию.
Специальное оборудование

Крупные работы требуют применения более серьезных инструментов. Чтобы создать соединение пленки большой площади, понадобятся специальная аппаратура для сварки.
Подобная аппаратура оснащена настройками уровня давления, температуры, скорости перемещения разогретого элемента по поверхности полиэтилена. В бытовых вариантах формирования пленочных швов таких функций нет.
При сварки полиэтиленовых полотен из одной партии настройки задаются один раз. Перенастраивать оборудование для каждого шва не нужно, что ускоряет работу.
Помимо регуляторов настроек, аппараты для спайки оснащены роликовыми механизмами. Это задающие и натяжные элементы, стабилизирующие скорость продвижения свариваемых пленочных полотен.
Это улучшает качество пропайки полиэтилена, повышает прочность соединения.
Существуют аппараты, применяющие разные способы нагрева: воздушные и контактные. Воздушный нагрев производится воздействием на материал горячим воздухом. При контактном задействован контактирующий с материалом нагревающий элемент.
Соединение, созданное при помощи сварки полиэтиленовых полотен, имеет более высокий порог прочности, чем то, которое было создано проклейкой специальными материалами. Ведь спаянный шов соединяет сами полотна на молекулярном уровне, без каких-либо посредников.
Полиэтилен и его свойства
Полиэтилен очень распространенный материал со многими отличными свойствами. Он используется для утепления, для упаковки, для защиты от влаги, является превосходным электроизолятором, поглощает самый опасный вид радиации – нейтроны и поэтому используется в защите от них, совершенно стоек химически. Вот это последнее иногда из достоинства обращается в недостаток. Чем склеить полиэтилен? Склеивание – это процесс химический и немного электрический, как ни странно. Молекулы склеиваемых веществ притягиваются друг к другу при помощи неодинаковости своих электрических зарядов.
То есть, должен быть в природе (и на рынке) такой клей, который хорошо прилипает именно к полиэтилену, а затвердев, прочно удерживает склеенные части. Так вот, проблема как раз в том, что клеить полиэтилен весьма непросто. Его молекулы электрически очень «уравновешены», отсюда и необычайная химическая стойкость материала. И нежелание склеиваться с чем либо. Тем не менее, промышленность нашла, чем клеить полиэтилен. Правда, не все из этого подходит для дома, но кое-что может пригодиться. Вот подходящие способы, отобранные по рейтингу получающейся прочности:
- Сварка полиэтилена
- Клей Weicon Easy-Mix PE-PP
- Эпоксидный клей плюс окислитель
Эти три способа мы и рассмотрим дальше.





Работа автоматом

При сваривании ПВХ тента, одну из соединяемых частей раскатывают по длине так, чтобы отсутствовали морщины. Затем расправляют второй кусок ткани и с нахлестом укладывают на первый. Величина нахлеста зависит от толщины материала и длины шва.
После этого устанавливают аппарат для сварки на линии соединения. Прижимное колесо должно проходить по краю пленки, при необходимости добавляется груз.
Сопло сварочного аппарата устанавливается между соединяемыми поверхностями, и устройство автоматически начинает двигаться. Пока идет процесс сваривания ПВХ пленки нужно контролировать траекторию движения прижимного колеса.
Оно должно перемещаться вдоль по краю верхнего полотна без каких-либо отклонений. При сварке пленки шов будет немного дымить, это нормально.
Применение полиэтилена для теплицы
Плёнка на основе ПВХ является материалом очень универсальным, который изначально был изобретён как упаковочное средство. Однако многофункциональность полиэтилена позволила использовать его значительно шире, и сегодня такая современная клеёнка применяется во многих областях, в том числе и сельском хозяйстве. ПВХ-материалы позволили заменить тяжёлое, хрупкое и дорогое стекло при покрытии теплицы в летний период.
Использовать специальный сварочный аппарат для соединения плёночных полотен очень удобно, а сварку можно выполнить в максимально короткие сроки
На сегодняшний день клеёнка из ПВХ-материалов выпускается в нескольких видах:
- Обычная плёнка на основе полиэтилена. Наиболее популярная у огородников клеёнка для обустройства теплиц и парников. Отличается самой невысокой стоимостью, а форма в виде рукава способствует увеличению накрываемой площади в два раза. Легко монтируется своими руками. Стандартный срок эксплуатации составляет один год.
- Армированный вариант ПВХ-материалов. Представлено пластиковой или стекловолоконной сеткой, спаянной с листовым материалом. Стандартные размеры ячеек такого полиэтилена составляют от 0,8 х 0,8 до 1,2 х 1,2 сантиметра. Такой ПВХ-материал отличается неоднородностью структуры и толщины, а при выборе следует обращать внимания на параметры плотности.
- ПВХ-плёнки. Составляют серьёзную конкуренцию при обустройстве теплиц стандартной полиэтиленовой плёнке. ПВХ-плёнка обладает прекрасными физико-химическими свойствами, что позволяет покрытию пропускать световой спектр, необходимый для роста и развития тепличных культур. Кроме того, ПВХ-материалы более устойчивы к низким температурам, а срок эксплуатации составляет не менее пяти лет.
- Другие виды плёнок для теплицы. В эту категорию попадают сополимерные, полиамидные и воздушно-пузырьковые плёнки. Производители позиционируют такие варианты, как морозоустойчивые и не требующие демонтажа на зимний период. Однако высокая цена делает её не слишком популярной для покрытия теплиц у российских огородников.
На сегодняшний день клеёнка из ПВХ-материалов выпускается в нескольких видах
Определённым плюсом любых плёночных покрытий является возможность выполнить покрытие теплицы своими руками. Но следует учитывать, что нестандартные по размерам тепличные конструкции, а также сооружения защищённого грунта, обладающие сложной конфигурацией, могут потребовать склеить несколько элементов материала в единое полотно. Мы вам также рекомендуем прочитать статью о том, как грамотно выбрать пленку для теплицы.
Горячие способы склеивания
Для применения наиболее распространенного метода склеивания понадобится утюг или паяльник и (необязательно, но желательно) фторопластовая лента. Также можно использовать железный валик, нагретый до 250С. Наложите склеиваемые полотнища друг на друга и через фторопласовую ленту медленно водите утюгом, либо жалом паяльника. Ширина перехлеста должна быть 1-2 см. Если нет фторопластовой ленты, то подойдет и обычная бумага или даже полоска газеты, которую необходимо сложить вдвое. Перед началом склеивания лучше всего потренироваться, чтобы подобрать оптимальное время выдержки. Процесс склеивания проводите вдвоем: помощник должен протягивать пленку, одновременно разглаживая ее. После того как дело завершено, не торопитесь отрывать полоски бумаги, иначе можно повредить пленку. Второй метод заключается в использовании широких полосок металла (5-10 см) и паяльной лампы. Зажмите два склеиваемых полотнища между полосками металла и ровной поверхность так, чтобы получился перехлест в 1-1,5 см. Далее нагрейте это место с помощью паяльной лампы, соблюдая осторожность, чтобы не перегреть металл и не расплавить пленку под ним.
Рекомендации
Перед тем как проводить сварку ПВХ своими руками, необходимо изучить инструкцию по эксплуатации и режимы работы устройства. У разных производителей для одних и тех же пленок режимы могут быть разные, потому что сварка зависит и от скорости потока горячего воздуха.
В качестве прокаточных роликов предпочтительнее использовать тефлоновые или силиконовые. При вытекании расплавленного ПВХ не будет прилипания.
Сварка ПВХ пленки для изготовления бассейнов имеет свои особенности. Сначала нужно подготовить геотекстиль. Он защитит пленку от линейных деформаций и трения о чашу бассейна.
Раскрой материалов нужно проводить при температуре выше +10 ⁰C, встраиваемые детали необходимо смонтировать заранее. При сваривании используется специальный фен с автоматическим контролем и поддержанием необходимой температуры потока горячего воздуха.
Перед свариванием поверхности тщательно очищают растворителем. Режимы фена и устанавливаемых насадок выбирают в строгом соответствии с параметрами ПВХ пленки. Сварка чаш бассейнов трудоемкий и ответственный процесс, который рекомендуется доверить профессионалам.
Сварка с прутком
Кроме сваривания внахлест существует метод сварки пленочных материалов с использованием прутка. Выбор метода зависит от толщины и свойств материала.

Например, при укладке линолеума из ПВХ требуется сваривание с использованием присадочного прутка. Линолеум предварительно готовят. Он должен быть плотно уложен на пол.
Все стыки должны подгоняться без образования щелей или зазоров. Качественный шов без использования специального оборудования очень трудно. Обычный фен сделать это не способен из-за значительной толщины линолеума.
Требуется специальное приспособление и оборудование. Перед свариванием прутком кромки необходимо подготовить, расплавленный пруток обеспечит их надежное соединение. Образовавшиеся наплывы удаляют специальным ножом.
Как спаять полиэтиленовую пленку
Использование полиэтиленовой пленки нередко требует соединения между собой отдельных частей изделия или конструкции. Создание качественной упаковки также невозможно без применения спайки.
И если в быту подобные проблемы часто решают с помощью электропаяльника или строительного фена, то производство или строительство диктует свои требования. Здесь для сварки полиэтиленовых пленок разработана широкая линейка полуавтоматических, ручных и стационарных установок.
Принцип соединения основан на свойствах слоев полимера расплавляться и, кристаллизируясь, слипаться между собой. Наиболее распространен способ тепловой сварки (или пайки) поскольку:
- экономически самый выгодный,
- обеспечивает качественное прочное соединение,
- применим для большинства полимерных пленок.
На сегодняшний день спектр применения пленки полиэтиленовой очень широк. Помимо упаковки она активно используется в строительстве в качестве защитного материала. Полиэтиленовая пленка как гидроизоляция (паропроницаемая и паронепроницаемая) при устройстве крыш или вентилируемых фасадов. Она сберегает теплоизоляционный слой от наружной влаги. Полиэтиленовая пленка как пароизоляция, наоборот, служит защитой от внутренних водяных паров помещения.
Деление относительно условное, именно полиэтилен можно использовать одновременно для гидро- и пароизоляции. Произведенный в виде рукава шириной до 8 м, полотна или полурукава, материал нередко требует прочного надежного соединения частей до нужного размера.

Как запаять полиэтиленовый пакет – 5 народных способов
Порой для лучшей сохранности продуктов или вещей возникает необходимость запаять полиэтиленовый пакет. Для этого можно воспользоваться специальным электрическим прибором, но если его нет – не беда. Полиэтиленовая пленка прочно и герметично запаивается при помощи простых подручных средств. Каких именно? Давайте узнаем.
Нагреваем утюг. Спаиваемые края пакета кладем между двумя полосками бумаги или хлопковой ткани. Слегка проглаживаем сверху утюгом, не касаясь самого полиэтилена, и получаем аккуратно спаянную пленку. В качестве подкладки можно использовать также фольгу или рукав для запекания.
Вам понадобится паяльник и две металлические пластины, которые помогут герметизировать пакет и не позволят пластику свернуться. Края пакета следует расположить между пластинами таким образом, чтобы они немного выступали наружу. Осторожно проведите разогретым паяльником по поверхности металла.
Расплавьте небольшое количество пластика (например, еще один целлофановый пакет). Пока масса не успела застыть, накапайте ее на концы пакета, которые нужно соединить. Слегка прижмите. Шов получается прочным, хотя имеет не слишком эстетичный вид.
Возьмите нож с длинным лезвием и раскалите его на плите. Затем аккуратно проведите им по пакету в нужных местах. Материал склеивается крепко и надежно.
Вам потребуется свечка или зажигалка. Аккуратно сложите края пленки. Поднесите их к пламени свечи (зажигалки) и удерживайте на небольшом расстоянии, чтобы пластик склеился, но не испортился при этом.
Помните, что паять можно только плотные полиэтиленовые пакеты. Обычные тонкие мешочки не подходят для этих целей.

Инструменты, которые потребуются

Изначально следует отметить, что промышленность предлагает уже готовое устройство для реализации задуманного. Его принципы работы заключаются в следующем. В конструктивнее натянута нихромовая проволока.
Через не проводится электрический ток. В результате проволока достаточно сильно раскаляется и аккуратно спаивает пакет. Шов при этом получается достаточно прочный и качественный.
Однако не стоит забывать о том, что могут быть использованы и подручные средства:
Естественно, если использовать паяльник просто без ничего, то расплавленный полиэтилен прилипнет к раскалённому жалу. В результате плёнка придёт в негодность. Однако существует простой способ избежать этого.
Речь идёт о том, что для предотвращения прямого контакта с полиэтиленовой плёнкой рекомендуется использовать обыкновенный лист бумаги. Он позволит передать необходимый жар, но при этом полиэтилен не коснётся раскалённого жала.
Рекомендуется проводить паяльником достаточно быстро.
Можно ли склеить пленку при помощи клея ↑
Некоторые умельцы пытались применить средства БФ-4 или БФ-2, чтобы склеить полиэтиленовую пленку в домашних условиях. После обработки деталей 25-процентным раствором ангидрида хромового они наносили на поверхность клей, но впоследствии швы на полиэтиленовой пленке все равно приходилось обрабатывать утюгом, нагретым до 50- 60 °С. В итоге, этот метод мало отличался от соединения горячими предметами, пусть даже температура была значительно ниже.
Использование супер клея: ультрасовременный подход ↑
Успешному соединению деталей клеем способствует шероховатость поверхности. Но свойства полимера, о котором идет речь, противоположны – он отличается идеальной гладкостью. И все же, как склеить полиэтиленовую пленку для теплицы, используя лишь один из обыкновенных фабричных клеев? До недавних пор считалось, что это невозможно.

Однако недавно в продаже появились разновидности суперклеев, специально предназначенных для работы с полиэтиленовой пленкой. Среди плюсов таких продуктов:
При высыхании их можно разбавлять ацетоном. Однако использовать их нужно с осторожностью, избегать попадания на кожу и бытовые поверхности, ведь в составе имеются сильнодействующие растворители.
Заслуживают внимания и продукты на основе этил-2-цианакрилата, которые разработал химик Гарри Кувер во время военных экспериментов в США еще в середине прошлого века. Такие разновидности клея сегодня доступны благодаря массовому производству, создают достаточно прочные соединения, пригодны также для работы с резиной и металлом.
Оправдан ли выбор клея для соединения деталей ↑
Стоит ли использовать клей для полиэтилена в домашних условиях, в том числе для кровельных работ? Одной из главных проблем при употреблении в быту может стать его токсичность. Кроме того, не все продукты на рынке имеют достаточное качество. А эффективность клея при покупке проверить просто невозможно. В то же время при использовании одного из видов сварки есть больше шансов получить отличный результат.
Пленка прилипает к паяльнику что делать

7503
Во время пайки как у специалистов, так и у новичков может возникать ситуация, когда к жалу паяльника не прилипает олово. Подобная проблема мешает проводить любые дальнейшие процедуры по спаиванию деталей и требует немедленного устранения. Причина может крыться как в самом припое, так и в жале, условиях работы, недостаточной подготовке и многих других вещах. Для того чтобы разобраться во всем этом, нужен опыт.
Основные причины 
Наиболее распространенным видом припоя является оловянно-свинцовый. Температура плавления такого сплава составляет около 270 градусов Цельсия. Если паяльник разогревается до 300 градусов, этого вполне должно хватать для работы, но если жало перегревается, и его температура значительно превосходит точку плавления припоя, то на поверхности остается нагар от расходных материалов. Он не только портит внешний вид инструмента, но и мешает дальнейшей работе.

Загрязнение и окисление не даёт припою прилипать к жалу паяльника
Жала паяльников чаще всего делают из меди. При сильном перегреве этот металл больше подвержен окислению, что приводит к появлению на его поверхности пленки окислов. Тонкий слой оксида меди может быть незаметен глазу, но именно из-за его присутствия к жалу паяльника не липнет припой. Если рассматривать непосредственные причины, которые приводят к тому, что расплавленный припой не остается на жале, а просто стекает с него, то их всего три:
- загрязнение поверхности жала, которое происходит от нагара и по другим причинам;
- образования окисла, что даже при визуально чистой поверхности не дает возможности расплавленному материалу сцепиться с ней;
- высокая температура жала, которая не позволяет припою оставаться в нужном рабочем состоянии.
Как правильно подготовить инструменты к работе
Если олово не держится на жале паяльника, вполне возможно, что подготовительные операции прошли неправильно, или же они не проводились вовсе. В первую очередь при подготовке инструмент нужно залудить. Без этой процедуры даже при отсутствии окисла и загрязнения к металлу все равно не будет прилипать припой во время пайки. Лужение заключается в покрытии поверхности жала оловом. Такую же процедуру нужно провести и со спаиваемыми деталями, это улучшит качество соединения. Проходит процесс предельно просто: нужно окунуть горячее жало в олово, которое покроет его поверхность.
Если же на наконечнике имеется нагар или окислительная пленка, их нужно удалить перед лужением. Такая же процедура рекомендуется и для новых инструментов. Очистка поверхности происходит механическим способом, для которого подойдет наждачная бумага или мелкозернистый напильник. Очищать поверхность нужно тщательно, не оставляя глубоких царапин и борозд на поверхности металла. При наличии углублений и царапин именно в них будет образовываться окислительная пленка и скапливаться грязь, которые потом трудно вычистить.
Важно! Чистить паяльник нужно только после его остывания. Этот процесс лучше делать перед пайкой, а не после нее

Очистка жала паяльника от загрязнения
Когда поверхность очищена от всех налетов, на нее нужно нанести флюс. Если есть жидкая канифоль, ее наносят и на холодную поверхность с помощью кисточки или других вспомогательных предметов. При наличии флюса в твердом состоянии – жало погружают в него в момент, когда оно прогреется и достигнет нужной температуры.
Важно! Лучше сразу опустить жало в канифоль, чтобы по мере разогрева оно погружалось в ее поверхность. Это сократит вероятность окисления
Могут возникать ситуации, когда наконечник не лудится. Это очень схоже с проблемой, когда к жалу паяльника не липнет припой. Если температура жала становится значительно выше температуры плавления припоя, он просто не налипает на поверхность металла, а стекает с нее, так как находится в жидком состоянии. Ничего другого, кроме снижения температуры, здесь не поможет. Чистота поверхности и отсутствие окислительной пленки не сыграют роли, если под воздействием высокой температуры жала материал расплавляется и стекает. Если же температура будет продолжать расти, он попросту начнет испаряться.
Оптимальный вариант – когда температура жала немного выше температуры плавления или равна ей. Это обеспечивает возможность сохранить переходное состояние между твердым и жидким, которое и требуется для пайки. После перегрева жало нужно снова очищать механическим путем.
Если все сделано правильно, то припой без проблем прилипает к поверхности. Оптимальная температура позволяет ему быть в нужном состоянии, избегая комочков и жидких капель.

После очистки жало паяльника рекомендуется залудить
В случае никелевого покрытия
Владельцы инструментов с никелевым покрытием также задаются вопросом, почему припой не прилипает к жалу паяльника. Считается, что его лудить не нужно, тем более, счищать покрытие напильником или наждачной бумагой. Но со временем, после определенного срока эксплуатации, становится заметно, что и на него материал перестает липнуть. Очистка покрытия происходит в слегка разогретом состоянии. Нужно постараться стереть влажной тряпкой весь нагар. После этого порядок действий таков:
- опустить жало в канифоль, на которой будет лежать кусок припоя;
- для твердой канифоли по мере прогревания жало нужно вдавливать в материал, расплавляя область вокруг припоя, чтобы тот утонул и расплавился;
- сквозь канифоль прикоснуться жалом к припою, чтобы тот покрыл рабочую часть инструмента.
Заключение
Лучшим решением для тех случаев, когда припой не прилипает к жалу, является контроль температуры. Нельзя допускать перегрева паяльника. Своевременная очистка и правильное выполнение всех предварительных работ помогут никогда не задаваться вопросом, почему к жалу паяльника не липнет припой.
Что делать, если к жалу не прилипает припой
Начинающие радиолюбители частенько сталкиваются с трудностью, когда припой не прилипает к паяльнику. Не хочет, и все тут. В таких условиях пайка становится не просто пыткой, а настоящим истязанием нервов.
Сколько сил и терпения уходит, чтобы поймать жалом этот верткий шарик расплавленного припоя. А ведь его потом необходимо донести до детали. А если жало инструмента не плоское? Как быть тогда? А всего-то и нужно тщательно подготовить его к работе.
Основные причины
 Оловянно-свинцовый (самый распространенный) припой плавится при температуре 250-300 ℃, и такой температуры вполне достаточно для работы.
Оловянно-свинцовый (самый распространенный) припой плавится при температуре 250-300 ℃, и такой температуры вполне достаточно для работы.
Если в какой-то момент жало разогреется сильнее, то и припой и флюс, находящиеся на нем, могут просто сгореть, оставляя неприглядные следы своего присутствия.
Вдобавок медь, из которой изготовлено жало, от перегрева начнет окисляться и на поверхности появится тончайшая пленка оксида меди. Из-за нее и не прилипает припой, да и оставшийся на жале «шлак» совсем не прибавит «липучести».
Итак, основных причин того, что припой не прилипает или не держится, две. Первая – загрязнение жала, вторая – окисление. Если их устранить, то работа пойдет, как по маслу.
Правильная подготовка к работе
 Непосредственная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь именно к нелуженому металлу не прилипает паяльный материал.
Непосредственная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь именно к нелуженому металлу не прилипает паяльный материал.
Лужением называется покрытие поверхности тонким слоем олова.
Кстати, точно также готовят к пайке детали. Как же облудить паяльник? Да очень просто. Только залудить надо не весь инструмент, а лишь его жало.
Сначала необходимо очистить его механическим способом. Для этого подойдет напильник или наждачная бумага. Чистить нужно тщательно, не оставляя бороздок и царапин, в которых могла бы остаться окисная пленка. Конечно, паяльник при этом должен быть холодным.

После тщательной очистки, надо покрыть рабочую поверхность слоем флюса. Если используется жидкий состав, то он сразу же после очистки наносится кисточкой, если используется твердая канифоль, то паяльник необходимо погружать в нее по мере нагрева жала.

Не надо ждать, когда паяльник нагреется, потому что на воздухе неизбежно образуется оксидная пленка, которая опять помешает припою прилипать. Перегрев –причина того, что медный наконечник не лудится.
После того, как паяльник разогреется до нужной температуры, жалом надо прикоснуться к припою и потереть. Можно растереть припой при помощи щепки из твердого дерева – березы или дуба. При этом нельзя допускать перегрева паяльника.

К правильно облуженному паяльнику припой отлично прилипает и не лежит на нем комками или каплями. Он равномерно покрывает медный наконечник и спокойно покидает его, когда нужно.

В случае никелевого покрытия
Часто для пайки используются паяльники с так называемым «вечным жалом», покрытым тонким слоем никеля. Почему-то считается, что оно не лудится. В самом деле, кому придет в голову счищать наждачкой никелевое покрытие?
Тем не менее, приходит время и становится заметно, что припой-то не держится! В лучшем случае прилипает маленькими каплями. И что же делать? Ответ тот же – лудить!
 Причина часто заключается в том, что жало грязное. Для начала все же стоит убедиться, что никелевое покрытие не повреждено.
Причина часто заключается в том, что жало грязное. Для начала все же стоит убедиться, что никелевое покрытие не повреждено.
После этого нужно убрать нагар. Сделать это можно на слегка нагретом паяльнике влажной тряпкой, сложенной в несколько слоев.
Дальнейшие действия такие:
- сразу после удаления нагара жало необходимо опустить в баночку с канифолью, в которой предварительно поместили кусочек припоя;
- паяльником необходимо расплавлять канифоль вокруг припоя, чтобы тот утонул;
- под слоем жидкой горячей канифоли прикоснуться к припою. Он тут же покроет всю рабочую поверхность жала.
Лучшим способом избежать ситуации, когда припой не прилипает, является недопустимость перегрева жала.
Профилактика всегда была самым действенным средством. Если нет возможности приобрести инструмент с регулировкой температуры, можно приобрести диммируемый регулятор напряжения или изготовить его самостоятельно. Если следить за температурой нагрева, то лудить паяльник придется гораздо реже.
Неправильная пайка паяльником — 10 глупых ошибок и вредные советы.
При подключении светодиодной ленты, ремонте Led лампочек, микроконтроллеров и радиодеталей, никак не обойтись без такого полезного навыка, как пайка.
Именно качественная пайка обеспечивает надежное и долговечное контактное соединение.
Однако, в этом нехитром деле есть масса нюансов, которые могут испортить раз и навсегда не только ремонтируемую деталь, но и сам паяльник. А иногда даже привести к серьезной травме.

Даже опытные мастера, впитавшие, что называется пары канифоли с молоком матери �� нет-нет, да и забывают элементарные правила пайки. Как правильно паять светодиодную ленту можно ознакомиться в отдельной статье.
Мы же давайте подробнее рассмотрим вопрос как паять нельзя, и к чему приводят подобные ошибки.
Пайку в некоторой степени можно сравнить с процессом склеивания. Только здесь для соединения деталей используется расплавленный металл. В качестве такового выступает припой.
У него довольно низкая температура плавления. При этом она ниже, чем t плавления самой детали.
Например, у меди этот показатель достигает 1050С. В то время как у оловянно-свинцового припоя ПОС-61 он равняется всего 190С.
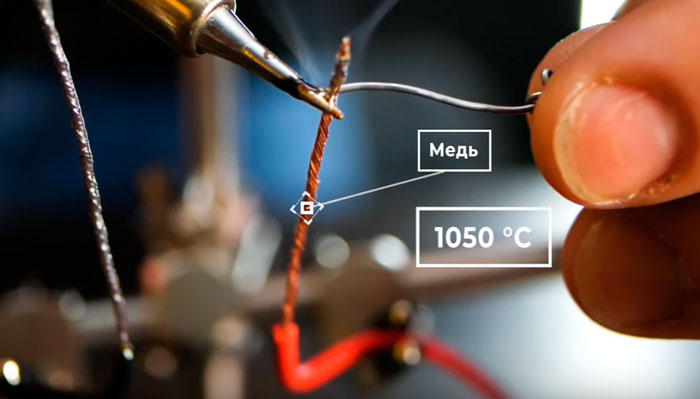

То есть, разогревая или капая таким металлом на деталь, повредить ее проблематично.
Итак, какие же глупые ошибки не стоит совершать при пайке?
Как бы ни было вам дорого покрытие пола, однако рефлекторное движение словить упавший инструмент, не приведет ни к чему хорошему.

При этом никогда не забывайте главное правило ремонтника – горячий паяльник выглядит также, как и холодный.
Не вздумайте обстукивать современный паяльник об стол. При достаточно сильном ударе керамический элемент внутри может треснуть и разрушиться.
Также с размаху не стряхивайте с паяльника расплавленный припой. Мало того, что он может попасть в глаза, от этого еще могут пострадать и ваши дети.
Красивая капелька незаметно упадет куда-нибудь на пол, а малолетний ребенок впоследствии ее найдет и съест.

При пайке не забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова, упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная ножка с радиодетали, случайно попавшая в глаз, приводит к печальным последствиям.

Особенно опасна пайка на весу или под потолком. В этом случае провода могут отскочить со своего места и олово “пульнет” вам в глаз.
Поэтому старайтесь в подобных случаях всегда одевать и использовать защитные очки. А еще не забывайте про органы дыхания.

 alt=»зачем проветривать помещение при пайке» width=»» />
alt=»зачем проветривать помещение при пайке» width=»» />
Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.

Запомните, паяльник предназначен для пайки жил эл.проводки, светодиодной ленты, компонентов радиодеталей или электронных плат. Им нельзя плавить и снимать изоляцию с ПВХ провода.
Это не только не эстетично, но и портит сами жилы. Расплавленный пластик попадает между проволочек и застревает там.
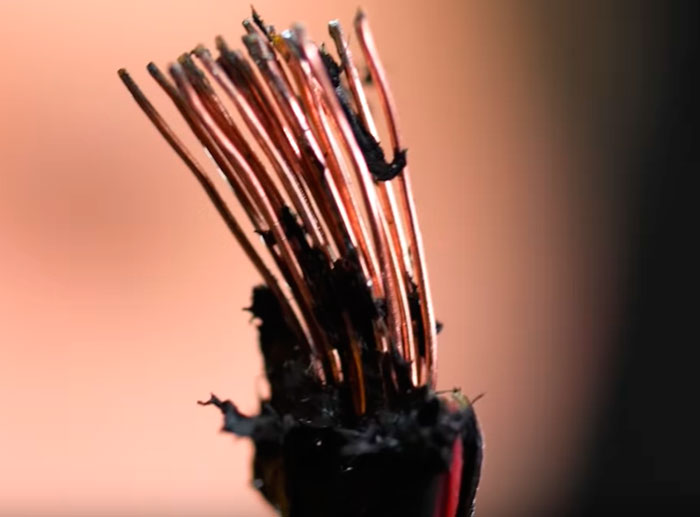
Нормально залудить такие жилы уже не получится. Хотя у некоторых по этому поводу имеется совсем другое мнение.

Также паяльником для радиолюбителей не стоит запаивать дырки в пластиковых трубах, и тем самым пытаться устранить в них течь.

Применяйте каждое устройство по своему назначению и у вас не возникнет никаких неприятностей. Хотя как говорит народная примета – “Если вы связаны, ваш рот заклеен скотчем и вы видите перед собой человека с паяльником, то это скорее всего к неприятностям.” ��
Казалось бы, какой дурак будет паять деталь под напряжением? Тем не менее, многие люди на самом деле занимаются подобной работой. Они выключают встроенный микропереключатель на корпусе ремонтируемого устройства, при этом, забывая отключить питание из розетки.

Делается это намеренно, чтобы тут же после ремонта по-быстрому проверить работоспособность элемента. Однако с такими кнопочками часто путаешься в каком они состоянии, отключенном или включенном.
Если на вашей плате случайно окажется напряжение, и вы коснетесь жалом токоведущей части, то произойдет короткое замыкание и вы перейдете в режим “точечной сварки”. ��
Кстати, этот момент относится не только к сети 220V, но и ко всем элементам с питанием от батареек и встроенных АКБ. Например, сотовые телефоны.
То же самое касается и блоков питания с конденсаторами.

Сперва убедитесь, что они разряжены и только после этого лезьте во внутрь. Разрядить можно нагрузкой – высокоомным резистором, либо лампочкой (более наглядно).
Если вы забудете это сделать или отключить батарейку, то ваш девайс при данном ремонте может умереть окончательно и бесповоротно.

Почему нельзя паять без флюса? Дело в том, что на любых деталях или проводах присутствует, так называемая оксидная пленка, содержащая микроскопические частички жира, пота, грязи и т.д.
Она то и не дает возможности нормально прилипнуть припою к поверхности.
При обработке флюсом картинка радикально меняется.
Флюс не только помогает растворить эту пленку, он в процессе пайки не дает ей возможности образоваться вновь. За счет этого олово самостоятельно обволакивает, пропитывает и проникает во все поры между жил.
Раньше наши деды вместо флюса использовали аспирин. Казалось бы, почему нет? Канифоль – это абиетиновая кислота, а аспирин – ацетилсалициловая. А чем как не кислотой окислы счищать?
Однако будьте весьма осторожны в этом вопросе.
Некоторые советуют в качестве флюса использовать только паяльную кислоту. Якобы эффект от нее лучше.

По сути, кислота это тот же самый флюс, но не простой, а активный. А это означает, что вместе с пленкой она отлично растворяет и сами компоненты.
Это конечно происходит не сразу, но через несколько месяцев место пайки может превратится в кисель. Подобное происходит, если на поверхности останутся и задержатся хотя бы несколько микрокапелек кислоты.
А она проникает во все поры, и простое протирание тряпочкой не всегда спасает. Кислоту нужно удалить как можно быстрее.
Для этого используйте зубную щетку или кисточку, смоченную в изопропаноле или спирте.

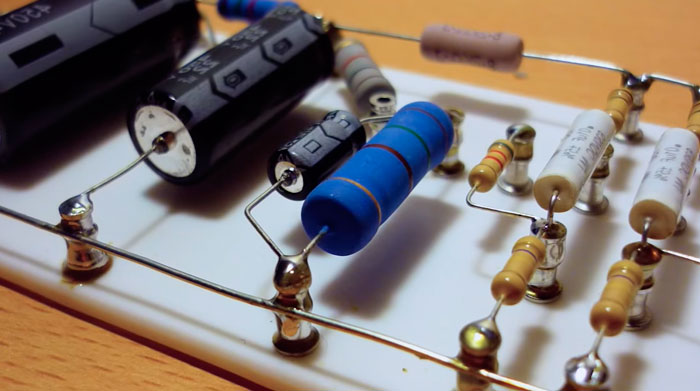
Работая со старыми деталями, покрывшимися толстым слоем грязи и окисла, не рекомендуется соскрябывать все это дело ножиком.

Профессионалы советуют воспользоваться стиральной резинкой.
При пайке строго различайте флюсы (канифоль, это кстати тоже флюс). Они бывают: