О достоинствах плавающей посадки поршневого пальца
Семенченко, И. Ю. О достоинствах плавающей посадки поршневого пальца / И. Ю. Семенченко, М. С. Медведева. — Текст : непосредственный // Молодой ученый. — 2016. — № 29 (133). — С. 133-136. — URL: https://moluch.ru/archive/133/37442/ (дата обращения: 07.08.2023).
Технологический процесс сборки является заключительным этапом изготовления изделия. От качества сборки зависит ресурс изделия в целом. Некачественная сборка даже деталей, изготовленных с соблюдением всех технических требований, неминуемо приведет к снижению ресурса узла. Примером некачественной сборки могут быть: перекос собираемых деталей, снижение величины натяга, повреждение сопрягаемых поверхностей, что в конечном итоге приводит к повышенному шуму и вибрациях при работе и снижению долговечности узла. В статье приводится обзор двух методов посадки поршневого пальце в бобышках поршня и втулке верхней головки шатуна:
1) Посадка, при которой палец запрессован в бобышки, свободно вращается во втулке.
2) Плавающая посадка, при которой палец свободно вращается как в бобышках, так и во втулке
Также будет сравнен ресурс данного соединения при сборке этими методами.
Описание конструкции узла, его служебного назначения, особенностей сборки, показателей точности деталей
В статье объектом рассмотрения является соединение поршневого пальца с поршнем и шатуном двигателя Иж Планета 5. Общий вид силового агрегата представлен на рисунке 1:
Рис. 1. Общий вид силового агрегата
Двигатель Иж Планета 5 имеет следующие технические характеристики:
– Диаметр цилиндра, мм 72
– Ход поршня, мм 85
– Степень сжатия 8,2–8,7
– Рабочий объем: 346 см 3
– Максимальная мощность двигателя, л.с. 22 при 4850 об/мин
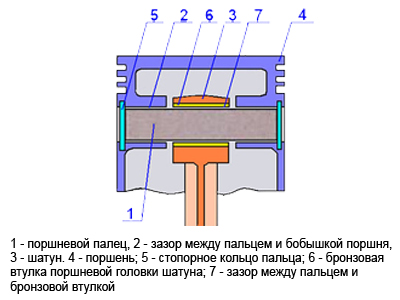
Поршневой палец служит для соединения поршня с шатуном. Данное соединения представлено на рисунке 2:
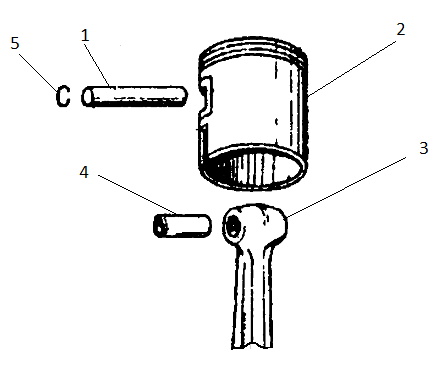
Рис. 2. Соединение поршня с шатуном
Поршневой палец (1) устанавливается в бобышки поршня (2) и во втулку (4) верхней головки шатуна (3). Палец фиксируется в бобышках с помощью стопорных колец (5). Существует 3 способа сборки данного соединения:
1) Палец установлен с натягом в бобышках поршня, с зазором во втулке шатуна
3) Плавающая посадка, при которой палец установлен с зазором как в бобышках поршня, так и во втулке шатуна
В данном двигателе палец установлен с натягом в бобышках поршня, с зазором во втулке верхней головки шатуна.
Сборка пальца, который имеет посадку с натягом, имеет некоторые недостатки. Во-первых, для сборки будет необходим нагрев охватывающей детали, так как применение холодной запрессовки крайне нежелательно (возможно повреждение шатуна). Во-вторых, при посадке с натягом, у пальца неравномерно изнашивается рабочая поверхность, что приводит к снижению ресурса соединения.
Этих недостатков лишена плавающая посадка пальца, при которой палец устанавливается в бобышки поршня и во втулку шатуна от усилия руки, отпадает необходимость в использовании термического метода сборки. Также при такой посадке, палец имеет возможность проворачивания, при этом рабочая поверхность равномерность изнашивается.
Эксперимент
В эксперименте использованы два двигателя Иж Планета 5, приобретены 2 комплекта запасных частей производства ОАО Ижмаш- поршней первого ремонта, поршневых колец, поршневых пальцев, стопорных колец. Произведена:
1) Расточка цилиндра с тепловым зазором 0,05 мм
2) Замена втулок верхних головок шатуна, с последующими доработками развертыванием
3) Установка зазора в замке поршневых колец 0,3 мм
4) Доработка бобышек поршня из 2 комплекта развертываем для обеспечения посадки пальца с зазором
Анализ показателей качества деталей
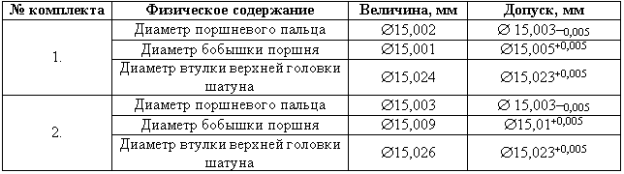
Таким образом, размеры находятся в пределах поля допуска, что позволяет судить о качестве собираемых деталей.
Произведена сборка двух двигателей, произведена обкатка с соблюдением рекомендаций завода-изготовителя в течение 2000 км, посторонний стуков не выявлено.
Условия работы двигателей
Мотоциклы эксплуатируются в одинаковых условиях:
– Мотоциклы эксплуатируются преимущественно по дорогам с асфальтовым покрытием
– Крейсерская скорость мотоциклов на шоссе 80–90 км/ч, обороты двигателя при этом составляют 2800–3200 об/мин, городском цикле диапазон оборотов составляет 2000–2500 км/ч. Для двигателя Иж Планета 5 такой режим эксплуатации является наиболее оптимальным с точки зрения ресурса
– Расход топлива для обоих двигателей составил 4–4.5 литра на 100 км пробега, что показывает отличное общее техническое состояние двигателей
– Смазка двигателей осуществляется смесью бензина АИ 92 с маслом Лукойл 2T в пропорции 1:25
– Техническое обслуживание каждые 5000 км пробега (замена масла в КПП, чистка и регулировка карбюратора, очистка наружных поверхностей двигателей от загрязнений)
Результаты эксперимента
Через 20000 км произведена разборка двигателей с последующей дефектовкой:
Двигатель № 1(посадка пальца с натягом в бобышках)
При эксплуатации обнаружен легкий металлический стук при работе холодного двигателя, при прогреве стук пропадал. Позволяет косвенно судить о начальном износе соединения палец-втулка. Произведено 4 измерения пальца и втулки. Результаты показаны в таблице 2.
Поршневой палец
Поршневой палец представляет собой стальной полый цилиндр, поверхность которого упрочняется в процессе производства и имеет высокий класс чистоты механической обработки для уменьшения концентраторов напряжений. Поршневой палец может иметь возможность проворачиваться как в головке шатуна, так и в бобышках поршня. В этом случае он фиксируется от продольного перемещения специальными стопорными кольцами, а между пальцем и внутренней поверхностью головки шатуна устанавливается втулка из антифрикционного материала. Такой поршневой палец называется «плавающим». Преимущество «плавающего» пальца — его равномерный износ по окружности, а также большая надежность работы (на случай заклинивания в шатуне или в бобышках). Поршневые пальцы «неплавающего» типа запрессованы в верхней головке шатуна и проворачиваются только в бобышках поршня. В этом случае стопорные кольца и втулка не нужны и конструкция получается проще и легче. Нижняя головка шатуна должна быть разборной, чтобы иметь возможность соединения с шейкой коленчатого вала, а две части шатуна соединяются болтами.
Подробнее о поршневом пальце — в главе Шатун
Поршневой палец: назначение, особенности конструкции, разновидности
Поршневой палец входит в состав КШМ (кривошипно-шатунного механизма), имеет цилиндрическую форму и служит осью качания шатуна в месте соединения с поршнем. Благодаря поршневому пальцу обеспечивается подвижное шарнирное соединение поршня и головки шатуна.
В двигателях автомобилей используются полые поршневые пальцы. Полая часть детали представляет собой сквозное отверстие из двух конусов, вершины которых обращены к центру. Подобная конструкция позволяет, с одной стороны, уменьшить вес поршневого пальца, а с другой дает возможность более равномерно распределить нагрузки по поверхности. При этом центральная часть детали испытывает нагрузку больше, что определяет толщину легированной стали в этом месте.
Основным материалом изготовления является сталь 45ХА с закалкой после отливки на глубину до 1,5 мм для достижения необходимой твердости поверхности детали. Для современных высокопроизводительных мощных двигателей поршневые пальцы изготавливают из более прочных сортов легированной стали.

Разновидности поршневых пальцев
Фиксированный
К данной разновидности относятся детали, лишенные возможности вращения в одном из соединяемых элементов. Это достигается тугой посадкой поршневого пальца в отверстиях бобышки поршня или в верхней части головки шатуна, что обеспечивает осевую фиксации детали.
От использования крепления поршневого пальца в верхней головке шатуна с помощью разрезной втулки и стяжного болта, применяемого в автомобильных двигателях раньше, сегодня отказались. При таком способе крепления вращение детали осуществлялось в отверстиях бобышек поршня. Требуемый для шарнирного соединения зазор предусматривался в месте соединения поршневого пальца с бобышками поршня. Для массового производства такой способ фиксации считается самым доступным по цене. Сборка шатунно-поршневой группы при проведении ремонта двигателя выполнялась с нагревом шатуна до требуемой температуры.
При использовании фиксированного поршневого пальца в конструкции двигателя поршневая головка шатуна не имела бронзовой втулки.
Плавающий
К нему относят детали, устанавливаемые с зазором. Требуемый зазор может быть предусмотрен в бобышках поршня или в верхней головке шатуна.
Проблема осевой фиксации поршневого пальца решается установкой стопорного кольца, для чего в бобышках поршня делают специальные проточки. Такой способ обеспечивает вращение поршневого пальца как в бобышках поршня, так и в головке шатуна. Обязательно соблюдение необходимого зазора между деталью и бобышкой поршня, с одной стороны, и между пальцем и втулкой поршневой головки шатуна, с другой.
Бронзовая втулка в поршневой головке шатуна обеспечивает уменьшение трения при использовании плавающего поршневого пальца. Размер зазоров определяется различным температурным коэффициентом расширения материалов, использованных для производства шатуна, поршневого пальца и поршня. Так в холодном состоянии обязателен небольшой натяг при вхождении в бобышки поршня, при этом во втулку верхней головки шатуна деталь должна входить без люфта. По этой причине до операции по снятию или установке плавающего поршневого пальца поршень нагревают в воде до 85°С.
Как подобрать поршневой палец?
Плавающий тип подбирают по номеру в каталоге запчастей. Также можно использовать подбор по цветовой метке внутри днища поршня. Важно! Подбирать поршневой палец необходимо с учетом размерной группы, к которой относится данная деталь и поршень. Размерные группы различаются диаметром.
Фиксированный – выбирают, ориентируясь на отверстие в поршне по номеру группы (указан на днище поршня).
Проблемы с уменьшением веса
Одна из главных задач конструкторских бюро автопроизводителей состоит в увеличении мощности двигателя при одновременном уменьшении веса агрегата. Для решения этой задачи необходимо уменьшить вес максимально возможного числа деталей двигателя, используя для этого все доступные способы.
Палец поршневой: прочная связь поршня и шатуна
 Палец поршневой: прочная связь поршня и шатуна
Палец поршневой: прочная связь поршня и шатуна

В любом поршневом двигателе внутреннего сгорания присутствует деталь, соединяющая поршень с верхней головкой шатуна — поршневой палец. Все о поршневых пальцах, их конструктивных особенностях и способах установки, а также о верном подборе и замене пальцев различных типов подробно рассказано в статье.
Что такое поршневой палец
Палец поршневой (ПП) — компонент поршневой группы ДВС; стальной полый цилиндр, с помощью которого осуществляется шарнирное соединение поршня и шатуна.
В поршневых двигателях внутреннего сгорания передача и преобразование сил, возникающих при сгорании топливно-воздушной смеси в цилиндре, осуществляется поршневой группой и кривошипно-шатунным механизмом. К основным деталям этих систем относятся поршень и шатун, имеющие шарнирное соединение, благодаря которому достигается возможность отклонения оси шатуна от оси поршня при его между верхней и нижней мертвыми точками (ВМТ и НМТ). Реализуется шарнирное соединение поршня и шатуна с помощью простой детали — поршневого пальца.
Поршневой палец решает две ключевые задачи:
- Выступает в качестве шарнира между поршнем и шатуном;
- Обеспечивает передачу сил и моментов от шатуна на поршень при запуске двигателя и от поршня на шатун при работе двигателя.
То есть, ПП не просто связывает поршень и шатун в единую систему (в которую также входит коленчатый вал), но и вообще обеспечивает согласованную работу поршневой группы и кривошипно-шатунного механизма двигателя. Поэтому любые неисправности или износ пальца негативно сказываются на работе всего силового агрегата, требуя скорейшего ремонта. Но прежде, чем покупать новые поршневые пальцы, следует разобраться в их конструкции и некоторых особенностях.
Типы, устройство и характеристики поршневых пальцев
Все используемые в настоящее время поршневые пальцы имеют принципиально одинаковую конструкцию: в общем случае это полый стальной стержень с относительно тонкими стенками, установленный в бобышках поршня и верхней головке шатуна. На торцах пальца снимаются фаски (наружная и внутренняя), которые обеспечивают простой монтаж детали в поршень или шатун, а также предотвращают повреждение других деталей при случайном контакте с ними.
При этом в пальцах могут выполняться различные вспомогательные элементы:
- Вывод внутренних стенок в конус от центра наружу с целью облегчения пальца с сохранением его прочности;
- Внутренние кольцевые пояски в центральной части пальца для его упрочнения;
- Боковые поперечные отверстия для жесткой фиксации пальца в бобышке поршня.
Поршневые пальцы изготавливаются из мягких конструкционных углеродистых (15, 20, 45 и других) и некоторых легированных (обычно хромистых 20Х, 40Х, 45Х, 20ХНЗА и иных) сталей. Наружная поверхность и небольшой поясок на торце деталей из малоуглеродистых сталей подвергается цементации и закалке на глубину до 1,5 мм до достижения твердости 55-62 HRC (при этом внутренний слой имеет твердость в пределах 22-30 HRC). Детали из среднеуглеродистых сталей обычно закаливаются токами высокой частоты. После термической обработки наружная поверхность ПП подвергается шлифовке. Закалка детали обеспечивает высокую устойчивость ее наружной поверхности к износу, при этом вязкость внутренних слоев стенки сохраняет способность пальца противостоять ударным нагрузкам и вибрациям. Шлифовка поверхности устраняет зоны с опасными напряжениями, которые во время работы двигателя могут привести к появлению задиров, наклепов или даже разрушения деталей.
Как уже указывалось, поршневой палец располагается в поршне и верхней головке шатуна, соединяя эти детали в одну систему. В поршне под данную деталь предусмотрено два расширения с поперечными отверстиями — бобышки. Существует два конструктивных варианта шарнира между поршнем и шатуном:
- С «плавающим» пальцем;
- С запрессованным в шатун пальцем.
Наиболее просто реализуется вторая схема: в этом случае ПП запрессовывается в верхнюю (неразъемную) головку шатуна, что предотвращает его осевое смещение, а в бобышках поршня он располагается с некоторым зазором, что обеспечивает возможность проворачивания поршня относительно ПП во время работы силового агрегата на всех режимах. Также зазор обеспечивает смазку трущихся деталей (хотя из-за малого зазора палец и контактирующие с ним поверхности бобышек всегда работают в режиме недостаточной смазки). Такая схема применялась на отечественных автомобилях ВАЗ-2101, 2105, 2108, широко она используется и на современных моделях иностранного производства.
Схема с «плавающим» пальцем более сложна, так как она имеет несколько вспомогательных деталей. В такой схеме ПП с малым зазором устанавливается в обе детали — и в бобышки поршня, и в верхнюю головку шатуна, это обеспечивает его свободное проворачивание во время работы двигателя. Для предотвращения осевого смещения пальца используются пружинящие стопорные кольца, располагаемые поперек отверстий в бобышках — они служат упорами для ПП, не допуская его выпадение. Кольца могут изготавливаться из пружинящей проволоки круглого сечения или штамповаться из листового металла. В последнем случае детали имеют прямоугольное сечение, а на обоих концах предусматриваются отверстия под инструмент для удобства установки и извлечения колец.
В некоторых случаях применяются стопорные грибки или заглушки, они изготавливаются из мягкого металла, благодаря чему не повреждают зеркало цилиндра при контакте с ним. Заглушки находят применение в двухтактных двигателях с определенным расположением впускных и выпускных окон, предотвращая нежелательное перетекание газов между ними. Иногда используется фиксация детали с помощью винта, ввернутого в нижнюю часть бобышки и в отверстие у торцевой части ПП.
ПП, независимо от способа его установки, может иметь смещение относительно оси поршня, достигающее полутора и более миллиметров. Такое смещение направлено на снижение динамических нагрузок, которым подвергается поршень, ПП и головка шатуна при прохождении ВМТ и НМТ. Поршень в своем движении к ВМТ и к НМТ прижимается к одной стенке цилиндра, что также приводит и к прижиму ПП к одной стенке отверстий внутри бобышек. Вследствие этого возникают силы, затрудняющие проворачивание ПП в сопряженных деталях, и при прохождении ВМТ и НМТ поворот может случиться скачкообразно — это происходит с ударом, который проявляются характерным стуком. Эти факторы как раз и устраняются установкой ПП в поршне с некоторым смещением оси.
Как правильно подобрать и заменить поршневой палец
В процессе работы двигателя, особенно на переменных режимах, пальцы подвергаются значительным нагрузкам, они изнашиваются, могут деформироваться и требуют замены. О необходимости заменить пальцы говорит ухудшение компрессии и снижение динамических характеристик двигателя, что дополнительно проявляется характерным стуком.
Ремонт силового агрегата в этом случае сводится к замене пальцев, а иногда и сопряженных деталей — втулок головки шатуна в системах с «плавающим» ПП, колец и других. Подбор новых пальцев и других деталей производится по ремонтным размерам. Например, для большинства отечественных двигателей предлагаются детали трех ремонтных размеров, отличающихся на 0,004 мм (так, в двигателях ВАЗ часто используются пальцы диаметром 21,970-21,974 мм (1-я категория), 21,974-21,978 мм (2-я категория) и 21,978-21,982 мм (3-я категория)). Это обеспечивает возможность подбора пальцев различных диаметров с учетом увеличения диаметров отверстий в сопряженных деталях вследствие износа и последующей расточки. Расточка всегда выполняется под те же ремонтные размеры, и если износ деталей превышает указанные диапазоны, то и они должны быть заменены.
Как правило, пальцы продаются комплектами (по 2, 4 и больше штук), иногда вместе со стопорными кольцами и другими деталями.
При ремонте поршневой группы с «плавающими» пальцами нет необходимости в применении специального оборудования — монтаж деталей в бобышки и головку шатуна выполняется усилием руки. Если же меняется палец с фиксацией в шатуне, то приходится использовать специальное приспособление для выпрессовки и запрессовки ПП (в простейшем случае это могут быть втулки и стержни, однако профессионалы используют более сложные механизированные приспособления, похожие на тиски).
В некоторых случаях установка «плавающего» ПП в бобышки также производится в натяг, для этого поршень перед монтажом нагревается в воде или иной жидкости до 55-70 °С. Такой монтаж предотвращает стук ПП при запуске и прогреве двигателя, возникающий вследствие разного коэффициента теплового расширения алюминиевых сплавов и стали. Дело в том, что алюминиевый поршень расширяется быстрее, чем стальной палец, поэтому на непрогретом двигателе зазор между деталями увеличивается и появляется стук. При монтаже ПП в натяг зазор возникает только при прогреве мотора, что предотвращает удары деталей и, соответственно, стук.
Следует заметить, что работы по замене поршневых пальцев требуют значительной разборки двигателя, поэтому их лучше выполнять при наличии соответствующего опыта или доверять профессионалам. Только при правильном подборе пальцев и грамотном ремонте поршневая группа будет функционировать надежно и эффективно, обеспечивая высокие рабочие характеристики силового агрегата.