Тонкое жало для паяльника
Если Вы решили отремонтировать сломанные наушники, bluetooth-гарнитуру или любое другое устройство, имеющее тонкую и маленькую микросхему, Вам необходим будет паяльник с тонким жалом. Но иногда бывает так, что именно этого самого жала, в силу каких-либо обстоятельств, и не окажется под рукой. Можно, конечно, пойти в ближайший специализированный магазин и купить нужное, но не факт, что там окажется в наличии требуемый Вам инструмент. Или можно изловчиться и всё сделать обычным, стандартным жалом. Но зачем рисковать и мучиться, когда тонкое жало можно изготовить буквально за пять минут, не выходя из дома, из материалов, которые имеются в сарае или кладовке практически любого человека. Приготовим требуемые материалы и приступим к изготовлению.
- Медная проволока, требуемой вам толщины жала.
- Алюминиевая фольга.
- Плоскогубцы.
- Напильник.
- Кусачки.
- Ножницы.
- Трубочка от комнатной антенны, или любая другая, из любого металла, подходящая калибром под отверстие паяльника.
Делаем тонкое жало для пайки
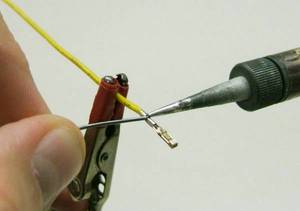
Всё до неприличия просто, но надёжно и эффективно. Отделяем, при помощи кусачек, необходимую нам длину медной проволоки. Отрезаем ножницами длинную полосу алюминиевой фольги, шириной меньше выбранного вами отрезка проволоки ровно на столько, на сколько жало должно выпирать из паяльника. Кончику проволоки, который будет непосредственно самим жалом, напильником придаём необходимую Вам форму острия.
Наматываем фольгу на проволоку до толщины внутреннего диаметра имеющейся у Вас трубочки.
Фольгу следует наматывать как можно плотнее, от этого зависит скорость нагрева жала – чем плотнее прилегание слоёв друг к другу, тем быстрее оно нагреется. При помощи напильника или надфиля отрезаем кусок трубочки, по ширине равный ширине фольги, наматываемой на проволоку.
А теперь вставляем проволоку, обмотанную фольгой, в трубочку.
Чем плотнее получится эта конструкция, тем лучше. Для закрепления устойчивости поволоки внутри трубки с фольгой, при помощи лезвия ножа или ножниц, подгибаем края трубочки внутрь, как бы закупоривая её внутрь.
Если не удалось подобрать подходящую трубочку, просто наматываем фольгу до толщины стандартного жала и обматываем тонкой медной проволочкой. Ну и вставляем новое жало в паяльник!
Эффективность такого жала нисколько не ниже, чем у жала купленного в магазине. До подключения прибора к электросети, макаем заточенный кончик жала в паяльную кислоту, чтобы к нему потом без проблем пристал припой.
Теперь можно пользоваться. Но не забываем, что это только временный выход из сложившейся ситуации. Воспользоваться этой конструкцией можно два-три раза. Не больше. Потом, когда фольга внутри трубки выгорит, нагрев прибора будет намного дольше обычного, а жало-проволока начнёт выпадать из трубки, так что по возможности, всё-таки приобретите в магазине настоящее жало.
Необгораемое жало своими руками — Нюансы.
Купил я медные жала для паяльной станции и для простого 25 Вт паяльника, так как родное его жало уже почти все «сгорело». Думаю, как-то надо с этим бороться. Обзор Интернета на эту тему весьма скуден. Лучшей статьей оказалась «Необгораемое жало своими руками» we.easyelectronics.ru/HomeTech/neobgoraemoe-zhalo-svoimi-rukami.html на EasyElectronics по ней и пытался действовать, но не сразу все получилось и я хочу поделиться некоторыми нюансами этого процесса.
В указанной статье не указана концентрация раствора кальцинированной соды. Я купил кальцинированную соду в магазине и растворил 2 столовые ложки на 300 мл воды. Раствор сразу помутнел и запахло стиральным порошком. Ее, оказывается, добавляют в стиральные порошки для «смягчения» воды. Раствор долго не хотел очищаться, видимо, потому, что количество соды было излишним для этого количества воды. Кстати, через день, он очистился, а на дне был белый осадок.
Лежала у меня несколько десятков лет старая советская батарейка уже вся «просолившаяся» насквозь. Разобрал я ее на части, центральная часть была с остатками соли, а дно и верхняя обечайка почти чистые. Кстати, пытался найти солевые батарейки с цельным цинковым стаканом и мне это не удалось. Почистил, как мог центральную часть цинка, просверлил отверстие для крепления провода, в качестве которого использовал медный эмалированный 0.8 мм. Это место их соединения в электролит нельзя опускать. Подключил «+» к этому проводу.
Всего мне нужно было покрыть цинком 7 жал: 5 для паяльной станции и 2 медных прутка.
Помыл пруток «Пемолюксом» и далее пытался химически очистить, нагревая его в слабом растворе лимонной кислоты. Промыл в воде и прицепил его к « — » блока питания, на котором выставил 9в и ограничение тока 50 мА. Какие-то пузыри на детали пошли, но оцинковка не шла. Решил померить ток в цепи прибором, оказалось, что ограничение тока на блоке питания занижает ток до 16 мА и пришлось его добавить. Это не помогло, оцинковка не шла. Вопрос: Может быть, кальцинированная сода плохого качества? А может, медь не очищена? Зачистил медь мелким наждаком.
У меня была чистая кальцинированная сода из магазина «Чип-Дип». Решил поменять раствор, 3 чайные ложки на 300 мл воды. Пузырьки пошли веселее, но оцинковка не шла. Потом вспомнил, как предлагалось химически очистить медь в исходной статье. Цинк и медь в электролите создают элемент Вольта, то есть батарейку. Именно поэтому автор предлагает соединить цинк и медь внутри раствора, чтобы ток между ними шел напрямую, а не через электролит. Химию этого процесса я не знаю. Но это не помогло, оцинковка не шла. При этом цинк и оставшиеся на нем соли обрастали белой бахромой.
У меня был раствор кальцинированной соды, оставшийся от проявки фоторезистивной пленки для изготовления печатных плат. Решил попробовать в нем провести оцинковку и, вдруг, оказалось, что хоть и медленно, но медь стала покрываться цинком. Ток я поддерживал в районе 40-50 мА, со временем пришлось добавлять напряжение на выходе, видимо, падает качество электролита. Через 40 минут получилась красивая и ровная на вид оцинковка. Промыл в воде и, сам не знаю почему, решил, не обтирая бумагой эту оцинковку прогреть ее над конфоркой газовой плиты. Цинк достаточно быстро сгорел и после промывки жала «Пемолюксом» оказалось, что медь никак не соединилась с цинком. Видимо, поверхность меди была плохо подготовлена. Решил медь химически зачистить едким натром, она с ним не взаимодействует, а весь жир и грязь съедает. В свое время работал с ним, когда печатные платы делал с помощью лака «Positiv-20».
Едкий натр очень вредный и опасный элемент. Он у меня «сожрал» эмаль в ванной, да и, если на руки попадет, то начинает съедать кожу на пальцах – очень неприятно. Очень аккуратно надо с ним работать, если куда попадет, то, как можно быстрее, надо промыть все обильным количеством воды, так как смывается он плохо.
Среди доступных в магазинах средств, содержащих едкий натр – это средства для прочистки труб «Крот», «Мистер Мускул» и др.
«Крот» мне не понравился по составу, там есть добавки, которые неизвестно как повлияют на медь.
«Мистер мускул» — это чистый едкий натр в гранулированной форме, если его растворять в воде, то это надо делать осторожно, так как процесс идет с выделением тепла и при большом количестве может создавать ненужные брызги.
Мне лично понравилось средство “Sanitol” из магазина «FixPrice» за 18 рублей. Оно содержит в себе едкий натр и поваренную соль, и то, и другое являются электролитом. 

Итак, будем следовать лозунгу: «Чистота – основа хорошей гальваники».
Цинк максимально освободил от всех отложений на цинке, в том числе трудно удаляемых и зачистил наждаком.
Для раствора использовал отфильтрованную отстоявшуюся обычную воду. В 300 мл воды растворил 2 чайные ложки «Sanitol».
Медное жало почистил «Пемолюксом», прицепил провод, обмыл водой и положил в пластиковую банку с раствором для химической очистки. Потом, подумал, а почему бы мне этот раствор не использовать в качестве электролита для оцинковки.
Собрал все, подключил к блоку питания. Процесс сразу заметно пошел и, через 10 секунд, стало заметно покрытие цинком. Напряжение примерно 6-9 В, ток я мерил прибором, так как блок питания его не точно устанавливал, и держал его в пределах 40-50 мА. Здесь важна плотность тока, а она зависит от площади покрываемой поверхности. Ток и время влияют на скорость осаждения цинка. Я проводил оцинковку в течение чуть более 30 минут.
Следует заметить, что желательно вращать жало в процессе оцинковки, так как он идет с заметным выделением газа, который в верхней части жала создает некую область разреженную газом и в этом месте доступ электролита ограничен. Это выясняется в процессе обжига жала на пламени. Видна полоса, которая стала латунью, а вокруг нее, тоже латунь, но с остатками обгоревшего, не использованного цинка, который не вступил в реакцию с медью.
Надо заметить, что из 7 жал одно у меня не хотело покрываться цинком даже в этом растворе. Я снова промыл его «Пемолюксом» и процесс пошел.
После оцинковки жало промываем и надо его натереть бумагой до блеска. 
При обжиге медь может среагировать только с определенным количеством цинка, следовательно, существует оптимальная толщина цинкового покрытия, но как ее угадать. Одно из жал у меня достаточно быстро стало желтым и блестящим, а остальные при обжиге становились красно-серыми, грязного цвета. Только после длительной промывки «Пемолюксом» жесткой стороной хозяйственной губки становились темно-желтыми, но уже не блестящими, Однако, такой способ гарантирует, что слой латуни будет максимально возможным. Цинк плавится при температуре 420 градусов, а медь при более 1000 градусов. А вот краснеть она начинает при температуре около 500 градусов. Поэтому обжиг желательно проводить при затемнении, а сбоку может стоять лампа. Как только медь станет темно-красной на темном фоне, то обжиг можно прекратить и дать остыть жалу при комнатной температуре. Вращать жало не обязательно, так как медь хорошо проводит тепло и большой разницы в температуре на ее поверхности не будет.
На фото 2 жала слева оцинкованы и натерты бумагой. В центре жало после обжига, но не зачищено. Четвертое слева жало, которое быстро стало желтым и блестящим. 
Пятое жало – это обожженное и зачищенное от излишнего цинка. На следующем фото оно же, но поближе. 
Выводы:
1. Чистота металлов, и цинка, и меди. Используем наждак и «Пемолюкс». Место соединения провода и цинка не опускаем в электролит;
2. В качестве электролита используем смесь едкого натра и поваренной соли, как в средстве для чистки труб «Sanitol» (2 чайные ложки на 300 мл воды);
3. Сила тока влияет на качество, время и толщину осаждения цинка, а также зависит от площади покрываемой поверхности. Оптимальным можно считать ток в 25-50 мА. Контролировать его лучше по ампервольтметру, так как при небольших величинах тока блок питания может давать ошибку;
4. Обжиг делать при затемнении до темно-красного цвета детали и дать остыть при комнатной температуре;
5. Можно попробовать подобрать оптимальную толщину цинка, которая после обжига даст красивую поверхность, но можно наращивать цинка побольше, а затем уже не использованный цинк, который превратится в его оксид очистить жесткой губкой с «Пемолюкс».
Как сделать тонкое жало у мощного паяльника для пайки мелких деталей (SMD компонентов) своими руками.
 Современная техника в своих схемах имеет достаточно маленькие элементы, называемые SMD. Они хороши тем, что занимаю минимум места на плате. С другой стороны возникают некоторые трудности в пайке таких маленьких электронных компонентов. Обычным 40 ваттным паяльником с толстым жалом уже не выпаять подобные элементы. При попытке же это сделать скорей всего будут повреждены электронные детали по причине чрезмерного перегрева. Да и выглядеть место на самой плате после этого будет не очень.
Современная техника в своих схемах имеет достаточно маленькие элементы, называемые SMD. Они хороши тем, что занимаю минимум места на плате. С другой стороны возникают некоторые трудности в пайке таких маленьких электронных компонентов. Обычным 40 ваттным паяльником с толстым жалом уже не выпаять подобные элементы. При попытке же это сделать скорей всего будут повреждены электронные детали по причине чрезмерного перегрева. Да и выглядеть место на самой плате после этого будет не очень.
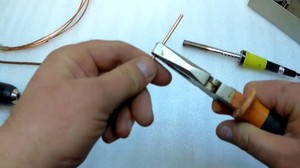
Для пайки SMD компонентов не обязательно покупать специальный паяльник с тонким жалом. Если вы конечно не планируете серьезно заняться подобной пайкой. Можно легко сделать самому тонкое жало для паяльника, у которого оно толстое. Для этого понадобится всего лишь небольшой кусок медного одножильного провода. Его диаметр должен быть примерно около 1,5-2 мм. Этот кусок и будет выполнять роль тонкого жала. Провод нужно просто в несколько витков обмотать вокруг толстого жала имеющегося у вас паяльника. Конец же его оставляем длинной около 1,5 см. Кончик подтачиваем напильником под углом где-то 45 градусов. Им и будем осуществлять пайку маленьких электронных SMD деталей.
Стоит учесть, что такой способ подразумевает использование именно медной одножильной проволоки. Так как именно она имеет высокую теплопроводность, хорошо лудится (в отличии от алюминия), достаточно хорошо держит свою упругость в нагретом состоянии. Использование железа недопустимо, так как он гораздо хуже передает тепло через себя, да и лудится также плохо. С медной проволоки желательно снять изоляцию (лак), если она имеется, поскольку на начальном этапе нагрева она сильно будет дымить при своем сгорании.
Думаю с самой пайкой проблем не должно возникнуть. Просто в самом начале, после того как зачистили конце проволоки (тонкого жала), в нагретом состоянии погрузите его в канифоль, флюс, а потом коснитесь припоя. Это залудит рабочий кончик самого нового жала. При равномерном лужении пайка будет лёгкой и простой. Стоит учесть, что длина такого маленького жала имеет значение. Если ваш паяльник менее мощный (к примеру рассчитан на 30 Вт), то и длина жала должна быть меньше (чтобы хорошо прогреваться, чрезмерно не рассеивая тепло в окружающую среду). Большая мощность паяльника, и длиннее жало можно сделать.
Достоинством такого тонкого жала является то, что им гораздо сложнее перегреть SMD детали. Хотя если долго держать нагретое жало на маленькой детали, то всё же возможно ее испортить перегревом. Так что следите за временем пайки (прикосновения к детали). Не забывайте периодически чистить кончик жала. Это способствует хорошему качеству пайки. Просто если обнаружили неравномерность лужения на жале, зачистите напильником его и заново залудите.
Изготовление тонкого жала для паяльника своими руками

Несмотря на то что многие считают бытовой паяльник обычным инструментом, он состоит из нескольких важных деталей, каждая из которых выполняет определённую функцию. Качественная и слаженная работа просто невозможна без применения специализированных жал для паяльника. Эти детали практически всегда имеют съёмную форму, что существенно упрощает рабочий процесс. Ведь периодически возникает необходимость их замены.
Разновидности жал
Все современные наборы жал для паяльников существенно отличаются между собой, все зависит от материала, защитного покрытия, формы и толщины. Кроме того, каждый сменный инструмент может рассеивать разную по величине мощность, что очень важно при выборе наиболее подходящего изделия. Специалисты утверждают, что больше всего нужно учитывать то, из какого материала изготовлено жало и какую форму оно имеет.
Что касается материала, то в зависимости от поставленных задач можно использовать жала с медным, керамическим, медно-стальным, латунным, хромовым либо никелевым покрытием. Форма изделия тоже может существенно отличаться: изогнутые, заострённые, конусообразные и даже со срезом. Как показывает практика, изогнутым приспособлением легче всего удалять лишний припой, а также проводить демонтаж деталей с платы. Именно материал и форма наконечников играют важную роль в работе паяльника, так как от них зависят следующие характеристики:

- Итоговая способность к накалыванию энергии на месте пайки. Именно эта характеристика определяет возможность качественного и равномерного прогрева рабочей зоны.
- Уровень теплопроводности, который определяет итоговое количество тепла, поступающего от паяльного инструмента к рабочей зоне.
- Степень устойчивости используемого наконечника к окислению.
Качественный паяльник со сменным жалом обязательно должен быть оснащён наконечником, который изготовлен из меди и специальных сплавов. Этот критерий связан с тем, что итоговая теплопроводность съёмного изделия будет значительно выше, нежели у стальных деталей.
Но, несмотря на все имеющиеся преимущества, даже медные жала имеют свои недостатки. Основная часть из них связана с низким уровнем износоустойчивости материала и тем, что они подвержены негативному воздействию коррозии. Для устранения этих нюансов производители наносят на жало никелевое или же стальное покрытие, при этом теплопроводность наконечника меняется.
Из-за того, что газовые паяльники широко востребованы как в частной, так и промышленной сфере, производители выпускают широкий ассортимент наконечников с различными эксплуатационными характеристиками. Благодаря этому можно приобрести наиболее подходящий стержень для паяльника по доступной цене.
Основные преимущества
Универсальные жала для паяльника отличаются своей многофункциональностью и высоким качеством, что очень важно для проведения ремонтных работ. Большой спрос на рабочие наконечники связан с их многочисленными преимуществами:

- Способность накапливать вырабатываемую тепловую энергию. Стоит учесть, что этот фактор во многом зависит от размера детали. Специалисты утверждают, что паяльник с тонким жалом при первом соприкосновении с металлом отдаёт все тепло.
- Высокая степень теплопроводности. Это одна из самых важных характеристик. От этого критерия зависит, сколько тепла от нагревания будет передано в главную рабочую зону.
- Устойчивость к окислению. Наличие даже самой тонкой плёнки окислов в несколько раз снижает способность жала передавать тепло к месту пайки.
- Хорошая износоустойчивость. Конечно, никто не будет использовать паяльник для реализации несвойственных для него задач, но со временем любое жало изнашивается. В основном это связано с негативным механическим воздействием.
Ввиду многочисленных преимуществ в коллекции каждого мастера можно найти наконечники из никелевых сплавов. Это связано с тем, что такие детали обладают высоким уровнем прочности и хорошо противостоят коррозии. Но вот теплопроводность в этом случае находится на самом низком уровне.
Самостоятельное залуживание наконечника

Чтобы провести эту процедуру в домашних условиях, нужно протереть жало обычной губкой, которую следует предварительно смочить в воде. После этого наконечник нужно тщательно нагреть и зачистить наждачной бумагой (в некоторых случаях может использоваться надфиль).
После этого изделие погружается в небольшую баночку с надфилем, а в верхней части размещается кусочек припоя. Паяльник с подачей олова растопит материал, который самостоятельно растечётся по зачищенной поверхности жала.
Есть ещё один вариант самостоятельного залуживания наконечника. В этом случае мастера трут разогретое железо о дерево, на котором имеется припой и флюс. Стоит учесть, что для этой процедуры больше всего подойдёт дерево хвойных пород. Если эти простые рекомендации не будут соблюдены, то итоговая пайка будет недоступна, в независимости от температуры нагрева.
В процессе таких манипуляций мастер может столкнуться с главной проблемой — коррозией, которая часто возникает под воздействием агрессивных флюсов при высокой температуре. Но не стоит думать, что все это обусловлено кислотными составами, ведь обычная канифоль тоже плохо влияет на поверхностное состояние меди. В течение некоторого времени на поверхности жала могут образоваться небольшие борозды и раковины, которые нуждаются в тщательной шлифовке. А это приведёт к тому, что наконечник существенно уменьшиться в размерах.
Но несмотря на все недостатки, при правильном уходе и регулярной замене, наконечники из красного металла показывают очень хорошие результаты работы. Именно поэтому такие изделия все чаще покупаются начинающими и опытными мастерами.
Современные производители выпускают такие модели паяльников, у которых вся рабочая часть покрыта специальным необгораемым составом. Стоит учесть, что этот слой очень тонкий и зачищать его, как в случае с обычными наконечниками, категорически запрещено. В этой ситуации у начинающих мастеров возникает логический опрос, как залудить необгораемое жало своими руками, если все стандартные действия в этом случае просто недоступны.
На помощь придёт обычный отрезок влажной ткани. Чтобы как следует облудить жало, нужно опустить кусочек припоя в канифоль, а уже потом потереть деталь о влажную ткань. В завершении процедуры следует поводить разогретым паяльником по припою.
Стоит учесть, что при работе с инструментом важно не перегревать его выше 300 ˚С. В противном случае придётся снова залуживать наконечник.
Детали для USB-инструментов
Многие современные мастера все чаще интересуются, как сделать тонкое жало для паяльника USB с активатором в домашних условиях. Стоит учесть, что жало должно соответствовать величине, которая ограничена применяемым напряжением. Лучшими характеристиками в этом случае обладает тонкий наконечник из качественных материалов.

Если под рукой имеется старое покупное изделие, тогда можно воспользоваться запасным наконечником, который всегда идёт в комплекте. Сделать самостоятельно жало для такого паяльника может практически каждый мастер, который обладает минимальными слесарными навыками. В этом случае своё предпочтение лучше отдать медному прутку, диаметр которого не должен превышать трёх миллиметров.
Когда нужная по длине заготовка отрезана, следует заточить один из её концов. Эта процедура должна проводиться в зависимости от личных предпочтений, так как мастеру должно быть удобно паять элементы микросхем. А вот второй конец прутка должен быть подогнан по толщине под посадочное отверстие в паяльнике. В противном случае можно нанести резьбу соответствующего размера.
Плановая заточка паяльника
Чтобы инструмент исправно выполнял основное своё предназначение, нужно периодически проводить его заточку. Плановая процедура предполагает следующие моменты:
- Для заточки жала лучше всего использовать стандартный напильник, который нужно держать под углом 40˚.
- Край обязательно нужно оставлять немного тупым, его ширина должна составлять минимум 1 мм.
- Если жало совсем новое, тогда можно использовать наждачную бумагу мелкой фракции. Эти манипуляции помогут удалить патину (своеобразная окись меди, которая имеет характерный зелёный оттенок).
- Если же мастера не устраивает заводской способ заточки, тогда можно вынуть жало и самостоятельно его отковать, придав форму выгнутой лопатки. У этой процедуры есть огромное преимущество — после обработки металл менее подвержен негативному воздействию коррозии.
- Если нужно придать наконечнику законченный вид, тогда можно обработать его обычным напильником с мелкой насечкой.
Оптимальная толщина
Именно этот критерий считается определяющим в тех случаях, когда электрический тип паяльника используется для работы с массивными изделиями. Если нужно определиться с тем, какое жало для паяльника лучше, тогда нужно ознакомиться с основными их разновидностями:

- Жало-лопатка. Широко используется для припаивания и отпаивания крупногабаритных радиокомпонентов. Основное физическое предназначение этого наконечника состоит в том, чтобы быстро и качественно прогревать всю поверхность детали. В процессе активной работы жало не остывает, так как обладает довольно большим объёмом.
- Обычное жало. Универсальная деталь с широким спектром применения. Этот инструмент смог соединить в себе все основные преимущества жал, благодаря чему считается одним из самых востребованных.
- Жало-игла. Этот наконечник менее востребован среди опытных мастеров. Все дело в том, что в момент соприкосновения с припоем он быстро остывает и перестает выполнять свою главную функцию. Специалисты рекомендуют использовать этот наконечник для очень мелких, ювелирных работ.
- Изогнутый тип жала. Очень удобен и практичен при демонтаже радиокомпонентов и медной оплётки, а также для устранения лишнего припоя с платы. Кроме того, инструмент весьма практичен для пайки.
- Жало-капля. Чаще всего используется специалистами для аккуратного переноса припоя на уникальном кончике, что в несколько раз повышает качество проводимых работ.
Отдельно стоит учесть, что универсальные паяльники с тонкими микроволнами и разной формой наконечника чаще всего используются для работы с миниатюрными деталями и тонкими проводниками. Помимо этого, они крайне востребованы в сфере ювелирных работ, когда нужна филигранная обработка заготовок.
В тех ситуациях, когда необходимо существенно увеличить показатель тепловой отдачи, лучше всего отдать предпочтение медным жалам.
Универсальные стабилизаторы температур
Конечно, одного только качественного материала недостаточно. Нужно, чтобы на кончике самого жала поддерживалась оптимальная температура. Именно для этих целей в его тело может быть вмонтирован специальный датчик. Такой вариант считается оптимальным в тех ситуациях, когда нужно поддерживать постоянную температуру в зоне пайки. Эти инструменты особенно важны в тех случаях, когда нужно работать с элементной базой, которая чувствительна к перегреву. В этом случае мастер может установить на наконечнике более высокую температуру, чем точка плавления припоя.
Специалист может работать без опаски повредить детали. К тому же в большинстве конструкций используются довольно простые схемы, когда температура устанавливается заранее и не нуждается в постоянном контроле. Отдельно стоит учесть, что регулятор может быть установлен в корпус или же вынесен в отдельный блок. На качество работы это совершенно не влияет.
На сегодняшний день есть определённая категория радиолюбителей, которые больше всего предпочитают инструменты собственного производства, в том числе и наконечники для паяльников. Чаще всего, перепробовав множество различных вариантов, мастер выбирает определённое жало или же пробует изготовить его самостоятельно.