62. Технологический процесс разборки.
Разборка в зависимости от объема производства может быть организована на стационарных постах или на поточных линиях. Поточная форма организации разборочного процесса является прогрессивной и позволяет улучшить качество разборки и снизить себестоимость разборочных работ. Применение поточного метода разборки позволяет сосредоточить одноименные операции на специализированных постах, сократить количество одноименных инструментов на 30 %, увеличить интенсивность использования технологической оснастки на 50 % и увеличить производительность труда разборщиков на 20%. Разборка автомобилей на агрегаты, узлы и детали производится в последовательности, предусмотренной технологической документацией, оформленной в виде карты эскизов, маршрутной и операционных карт. При разборке нельзя разукомплектовывать сопряженные пары, которые на заводе-изготовителе обрабатывают в сборе или балансируют. Нельзя разукомплектовывать детали с резьбой повышенной точности. При разборке эти детали маркируют, чтобы предотвратить случайное разукомплектование. Трудоемкость разборки соединений с гарантированным натягом составляет около 20 % общей трудоемкости разборочных работ.
63. Механизация и автоматизация разборочных работ.
Средства разборки — совокупность орудий производства, необходимых для осуществления технологического процесса. Средства технологического оснащения разборки включают технологическое оборудование, а также технологическую оснастку. На современных ремонтных предприятиях применяют следующие средства технологического оснащения: подъемно-транспортные механизмы и машины (домкраты, лебедки и тали, подъемники, краны, конвейеры), ручные машины (гайко-, шпилько- и шуруповерты), простые стенды, универсальный (ключи, отвертки, пассатижи, щипцы, бородки, съемники) и специализированный инструмент. Домкраты представляют собой простейшие грузоподъемные механизмы и предназначены для подъема ремонтируемых изделий на высоту до 400 мм. Различают реечные, винтовые и гидравлические домкраты. Привод может быть ручным и механическим. Подъемники — грузоподъемные машины прерывного (циклического) действия для подъема ремонтируемых автомобилей и агрегатов в грузонесущих устройствах, перемещающихся по жестким вертикальным направляющим. Подъемники разделяются на пневматические и гидравлические. Краны разделяются на мостовые, поворотные, консольные, козловые и краны-штабелеры. Конвейеры разделяют на грузонесущие, грузоведущие, тележечные, пластинчатые, роликовые и др.
К основным направлениям повышения эффективности разборочных работ следует отнести: разработку и внедрение прогрессивных высокопроизводительных методов разборки основных видов соединений, обеспечивающих высокую сохранность деталей; снижение трудоемкости разборочных работ на основе их механизации и автоматизации, в том числе применения промышленных роботов.
РАЗБОРКА МАШИН И АГРЕГАТОВ
Общие сведения. Разборка машины, а также отдельных ее составных элементов — ответственный начальный этап производственного процесса ремонта. Трудоемкость разборочных работ машин и агрегатов составляет 10—15% общей трудоемкости ремонта, при этом около 60% трудоемкости приходится на резьбовые и около 20% — на прессовые соединения.
Конечная цель разборки — сохранение деталей для повторного использования, так как годные детали обходятся предприятию технического сервиса в 6—10% от их цены, отремонтированные — в 30—40%. Поэтому правильная организация и последовательность выполнения разборочных работ оказывают значительное влияние на продолжительность и трудоемкость разборки, сохранность деталей и в конечном итоге — на качество и стоимость восстановления ремонтируемых объектов.
Последовательность разборки изделия может быть отражена в маршрутных картах, а также в маршрутных схемах разборки (рис. 2.3). Степень разборки определяется видом ремонта и техническим состоянием объектов разборки. При капитальном ремонте на специализированных ремонтных предприятиях машины разбирают на агрегаты и сборочные единицы, а агрегаты и сборочные единицы — на детали на специализированных постах. При этом под деталью понимается составной элемент изделия, состоящий из однородного материала без применения сборочных операций. Под агрегатом и сборочной единицей понимается составной элемент изделия, состоящий из двух и более деталей, соединенных между собой посредством сборочных операций.
Рис. 2.3. Структурная схема разборки изделия
Основные приемы и принципы разборки заключаются в следующем. Сначала снимают легкоповреждаемые и защитные части (электрооборудование, топливную аппаратуру, топливо- и маслопроводы, шланги, крылья и т.п.), затем самостоятельные сборочные единицы (радиаторы, кабину, двигатель, редукторы), которые затем подвергаются разборке на детали. При этом структурную схему разборки строят так, чтобы из изделия выводились в первую очередь соединительные элементы и сборочные единицы первого порядка, которые затем разбираются соответственно на соединительные детали и сборочные единицы второго и последующих порядков. Разборка каждой сборочной единицы завершается выведением базовой детали.
Сборочные единицы и детали на структурной схеме разборки изображают в виде прямоугольника с указанием наименования элемента, номера его по каталогу, количества элементов в изделии и номера позиции на соответствующем рисунке (чертеже), являющимся обязательным приложением к схеме.
В процессе разборки не рекомендуется разукомплектовывать соединенные пары, которые на заводе-изготовителе обрабатывались в сборе или подвергались балансировке (крышки коренных подшипников с блоком цилиндров, крышки шатунов с шатунами, картер сцепления с блоком цилиндров, коленчатый вал с маховиком двигателя), а также приработанные пары деталей (конические шестерни главной передачи, распределительные шестерни, шестерни насосов смазочной и гидравлической систем и т.д.). Такие детали связывают или вновь соединяют болтами.
Особые требования предъявляются к разборке при необезличенном методе ремонта. В этом случае помечается с помощью меток, краски или другими способами взаимное расположение деталей. К каждой из них, в том числе базовым, прикрепляется металлическая бирка с ремонтным номером, присваиваемым изделию при приемке в ремонт.
После восстановления отдельных деталей на сборку подаются составные элементы с одинаковым номером. Это позволяет при сборке сохранить не только взаимное расположение деталей, имевшее место до разборки, но и осуществить сборку из деталей, принадлежавших лишь данному изделию.
В процессе разборки необходимо использовать стенды, съемники, специальные приспособления и инструменты. При выпрес- совке подшипников, сальников, втулок применяют съемники, оправки и выколотки с мягкими наконечниками (как правило, медными или алюминиевыми). Если выпрессовывают подшипник из ступицы или стакана, то усилие прикладывают к наружному кольцу, а при снятии с вала — к внутреннему.
Разборка резьбовых соединений, подверженных коррозии или механическим повреждениям, требует использования специальных приемов и приспособлений, в частности выдержки под слоем ветоши, смоченной керосином. При снятии чугунных деталей, закрепленных большим числом болтов, во избежание появления трещин сначала отвертывают на пол-оборота все болты и гайки и только после этого их вывертывают. Не разрешается использовать зубило и молоток для отвертывания гаек, болтов, штуцеров, пробок и т.п., так как это приводит к их повреждению. Не допускается использовать ударный инструмент и при разборке других соединений.
Разборка резьбовых соединений. Резьбовые соединения разбирают с помощью наборов гаечных ключей: малого (19 видов), среднего (30 видов) и большого (56 видов), коловоротов, универсального механизированного инструмента, специальных установок. Вращающий момент (момент отвинчивания) при разборке значительно превышает соответствующий момент при сборке (табл. 2.2), что должно учитываться при выборе инструмента.
Значение вращающего момента при разборке-сборке резьбовых соединений
Вращающий момент, Нм
Вращающий момент, Нм
Повышение производительности труда при разборке резьбовых соединений и сохранность деталей, в том числе крепежных, достигается за счет применения механизированного инструмента — пневматических, электрических и гидравлических гайковертов. По конструктивному оформлению гайковерты могут быть ручными, подвесными, подвижными и стационарными, а по принципу действия — гайковерты с прямой передачей от двигателя к шпинделю, с редуктором и муфтой, ограничивающей передаваемый на шпиндель крутящий момент, и гайковерты ударно-импульсивного действия (частоударные и редкоударные).
Пневматический механизированный инструмент приводится в действие от компрессорной станции сжатым воздухом. Пневматические гайковерты обладают большей (чем электрические) энергоемкостью, надежностью в работе, безопасностью, меньшей массой. Однако они имеют невысокий КПД (7—11%), требуют очистки воздуха от влаги и примесей, дозированной подачи смазки, регулирования давления воздуха, а также обладают повышенным шумом.
Разборка соединений с натягом. Действительные усилия, имеющие место при распрессовке соединений с натягом, значительно выше расчетных при запрессовке, особенно если эти соединения подвержены коррозии.
Разборка соединений с гарантированным натягом (подшипников качения, втулок, шкивов, пальцев, штифтов т.д.) производится путем приложения осевого усилия и использования теплового воздействия на разбираемые детали. Для создания осевого усилия применяются прессы, съемники, специальные приспособления. Наиболее распространены универсальные и специальные винтовые съемники. Универсальные винтовые съемники оборудованы винтом / (рис. 2.4, а) с гайкой и двумя-тремя подвижными лапчатыми захватами 2, которые в зависимости от размеров снимаемой детали раздвигают. Специальные съемники предназначены для распрессовки только одной детали. Примеры использования универсального и специальных винтовых съемников показаны на рис. 2.4.

Рис. 2.4. Примеры использования съемников:
о — снятие ступицы колеса универсальным съемником; б — выпрессовка кольца роликового подшипника специальным съемником; в — выпрессовка специальным съемником шарикового подшипника из глухого гнезда: 7 — винт; 2 — лапчатый захват; 3 — упор; 4 — цанга
При наличии больших усилий при распрессовке соединений целесообразно использовать гидравлические прессы и стенды.
Прессовое оборудование для разборных работ выбирают исходя из расчетного усилия распрессовки с коэффициентом запаса 1,5—2 и габаритных размеров разбираемой сборочной единицы.
Ручные двухстоечные прессы обеспечивают создание усилий до 50 кН. Ход ползуна ручных прессов — 200—400 мм.
Пневматические прессы в зависимости от конструкции развивают усилие от 5 (прямого действия) до 20—30 кН (рычажные) и 70—100 кН (сдвоенные прессы с двумя цилиндрами).
Гидравлические прессы и стенды работают от гидроприводов с давлением 15—20 МПа. Основной рабочий орган пресса — гидроцилиндр 2 (рис. 2.5) и гидронасос 5. К прессу придается набор специальных приспособлений 4 для распрессовки, запрессовки или правки различных деталей. Гидроцилиндр 2 можно снимать со стойки 3 ив сочетаниях с приспособлениями использовать как переносной гидравлический съемник.

Рис. 2.5. Универсальный переносной гидравлический пресс:
7 — шланг; 2 — гидроцилиндр; 3 — стойки; 4 — набор приспособлений; 5 — гидронасос
В ГОСНИТИ разработан комплект гидрофицированного инструмента высокого давления (70—80 МПа), состоящий из универсальной переносной гидравлической станции, наборов исполнительных механизмов вращательного и поступательного действия (гидроцилиндров) широкого диапазона усилий, набора рабочих органов (съемников, захватов и т.д.).
РАЗБОРКА МАШИН НА АГРЕГАТЫ, УЗЛЫ И ДЕТАЛИ
Разборка- это совокупность операций предназначенных для разъединения объектов ремонта на сборочные единицы и детали определенной технологической тех. последовательности.
Трудоемкость составляет 10-15%, при этом 60% приходится на разборку резьбовых и 20% прессовых соединений.
Качественная разборка дает РП 70% пригодных деталей. Эти годные детали обходятся предприятию в 6-10% от их цены, восстановленные 30-40% от цены, а новые детали обходятся 110-150%.
Разборку производят в соответствии с картами тех. процесса.
Вначале снимают легкоповреждаемые детали и узлы(электрооборудование, топливо и масло проводы, шланги и крылья), затем сборочные единицы (радиатор, кабина, ДВС, редуктор, коробки и т.д.), агрегаты гидросистемы и топливная аппаратура после снятия направляют на свои участки для определения технического состояния и ремонта.
При разборке не рекомендуется разукомплектовывать сопряженные пары, которые на заводе – изготовителе обрабатывают в сборе или балансируют (крышки коренных подшипников с блоком цилиндров, крышки шатунов с шатунами, картер сцепления с блоком, коленвал с маховиком), а также приработанные пары детали и годные для дальнейшей работы(конические шестерни, распредшестерни, шестерни масляных насосов и т.д.)
Такие пары метят, связывают или соединяют болтами и укладывают в отдельные корзины.
При разборке следует использовать стенды съемники, приспособления и инструменты позволяющие центрировать снимаемые детали и равномерно распределять усилия по периметру.
При выпрессовке подшипников, сальников, втулок применяют оправки и выколотки с мягкими наконечниками из меди и алюминия.
При выпрессовке подшипников из втулок или стаканов усилия прикладывают к наружному кольцу, а снятие с вала к внутреннему кольцу.
При разборке резьбовых соединений детали укладываются в сетчатые корзины и отправляются на мойку.
Запрещается разукомплектовывать детали с резьбой повышенной точности (болты и гайки крепления крышек шатунов, крепление маховика к коленчатому валу).
При разборке чугунных деталей для избежания трещин при перекосах в начале отпускаются все болты или гайки
Открытые полости в деталях смазки ТСА и гидросистемы следует закрывать крышками.
Разборка может быть стационарная или поточная.
Стационарная производится на одном рабочем месте. Применяется не РП с небольшой программой и ед. типом произв.
На спец.предприятиях имеющих значительную программу, может применяться поточная форма разборки.
Поточная линия при которой повышается около 20%произв. труда и интенсивность использования технологической оснастки на 50%.
Разборочные работы состоят из основных и вспомогательных элементов.
Основные – разборка резьбовых и прессовых соединений.
Вспомогательные – это (процесс) перемещения, установки и крепления изделий и агрегатов.
С целью сокращения непроизводительных затрат времени рационального использования произв. площади на рабочих местах целесообразно устраивать технологические потолки представляющих собой пространств. металлоконструкцию перекрывающая зону участка и раб. места.
На конструкции смонтированы механические инструменты, оснастка, приспособления и грузоподъемные средства.
37 Очистка и мойка деталей машин?
В процессе эксплуатации и ремонта машин на наружных и внутренних поверхностях узлов и деталей откладываются технологические загрязнения и продукты коррозии. Кроме того, на внутренних поверхностях откладываются маслянистые загрязнения и присутствует старая краска, а на наружных — масла, асфальтосмолистые отложения, нагар и накипь.
Известны несколько способов очистки деталей: химический (струйный и в ваннах), механический (скребками, щетками, косточковой крошкой), ультразвуковой, электрохимический, химико- механический, химико-термический. На ремонтных предприятиях наибольшее распространение получил способ химической очистки с применением разнообразных моющих растворов и препаратов.
Очистка деталей от масляных загрязнений — это сложный физико- химический процесс, включающий механические, химические, тепловые и адсорбционное воздействия с последующим отделением загрязнений с поверхности детали. Минеральные масла и продукты их разложения плохо смачиваются водой, поэтому в состав моющих растворов вводят щелочи и вещества с большой поверхностной активностью, облегчающие удаление загрязнений с поверхности деталей. Минеральные масла по химическому составу не- омыляемы, под действием щелочей они не разлагаются, а образуют эмульсии (мелкодисперсные растворы). Щелочные растворы, снижая поверхностное натяжение масляной пленки, не способны полностью отделить ее от детали. Поэтому в щелочные растворы добавляют эмульгаторы, способствующие разрыву масляной пленки и отрыву ее от поверхности детали в виде отдельных мелких капель. Роль эмульгаторов играют поверхностно- активные вещества (мыло, ОП-7, ОП-Ю, ДС-РАС и др.). Хозяйственное мыло вводят в раствор в количестве 8-10 г/л, добавки ОП-7 и ОП-Ю (маслообразные жидкости или пасты) в количестве 2-6 г/л.
Моющие растворы. Остатки грязи, пыли и других загрязнений нежирного происхождения легко удаляются струёй воды, подогретой до 70- 80 °С. Для очистки деталей от топливно-смазочных материалов применяют водно-щелочные растворы на основе каустической соды NaOH и кальцинированной соды Ыа2СОз.
Моющие жидкости на основе каустической соды служат для обезжиривания стальных и чугунных деталей; они содержат 50-80 г/л каустической соды и 8-10 г/л хозяйственного мыла. Эти растворы токсичны, вызывают коррозию металлов, не обладают достаточной моющей способностью. Не допускается очистка ими алюминиевых деталей, так как каустическая сода их разрушает. Для обезжиривания этих деталей применяют водные растворы кальцинированной соды (10-15 г/л), тринатрийфосфата (25-30 г/л) и жидкого стекла (10-15 г/л) с температурой раствора 80-90° С.
В последние годы получили распространение синтетические моющие препараты МЛ, «Лабомид», МС и др. Препараты МЛ-51 и МЛ-52 представляют собой смесь поверхностно-активных веществ с электролитами: натриевыми солями кремниевой и фосфорной кислот. Эти препараты выпускают в виде порошка или гранул белого и светло-желтого цвета. Препарат МЛ-51 используют для струйной очистки отложений при концентрации раствора в воде 10-20 г/л, препарат МЛ-52 — для очистки деталей вываркой от смолистых отложений при концентрации 25 — 35 г/л с температурой растворов 70-80 °С. Моющая способность препаратов МЛ в 2-3 раза выше растворов на основе каустической соды.
Препараты «Лабомид» представляют собой смесь синтетических поверхностно-активных веществ с неорганическими щелочными солями в виде белого порошка. «Лабомид-101» используют в виде водных растворов концентрацией 10-30 г/л в моечных машинах струйного типа при температуре раствора 70 — 85 °С, водный раствор «Лабомид-203» концентрацией 25 — 35 г/л — при мойке погружением и температуре 80-100° С. Препараты «Лабомид» позволяют очищать детали из черных и цветных металлов, в том числе из алюминия.
Препараты МС (МС-5, МС-6, МС-8) имеют в своем составе кальцинированную соду, триполифосфат натрия, метасиликат натрия и поверхностно-активные вещества. Их используют для струйной и ванной очистки агрегатов и деталей водным раствором концентрацией 10-25 г/л при температуре 75-85 °С. Моющая способность препаратов МС в 1,5-2,5 раза выше, чем у препарата МЛ-51, и в 4-5 раз выше, чем у растворов каустической соды.
Синтетические препараты не вызывают коррозии металлов, не токсичны, имеют хорошую моющую способность, могут применяться для мойки черных и алюминиевых сплавов, не требуют после обезжиривания ополаскивания деталей. Недостаток синтетических моющих средств для струйной мойки — повышенное ценообразование.
Органический препарат AM-15 представляет собой раствор поверхностно-активных веществ в органических растворителях и используется в основном для очистки в ваннах деталей дизельных двигателей от прочных смолистых отложений, закоксовывания форсунок, для снятия нагара.
Растворители применяют при удалении синтетических смол, старых лакокрасочных покрытий, очистке деталей дизельной топливной аппаратуры, электрооборудования. Применение растворителей (бензина, керосина, дизтоплива, уайтспирита) на массовых технологических операциях мойки не рекомендуется, так как они токсичны, огнеопасны, имеют низкую растворяющую способность по отношению к неорганическим и углеводородным компонентам загрязнений, а также имеют высокую стоимость.
Мойка агрегатов. До очистки наружных и внутренних поверхностей машин необходимо удалить масло из картерных плоскостей и промыть их.
Для мойки агрегатов применяют проходную однокамерную машину ОМ-837Г ГОСНИТИ с вращающимся гидрантом, при этом по габаритам моечной камеры она рассчитана на мойку агрегатов равных (или меньших) по размерам двигателю СМД-14 в сборе. Можно использовать проходную однокамерную машину АКТБ-116 с качающимися гидрантами, при этом агрегаты навешивают в горизонтальном положении на подвесном конвейере.
Мойка и обезжиривание деталей. Для мойки деталей рекомендуется использовать машины ГОСНИТИ ОМ-4267 (двухкамерная с подвесным конвейером) и ОМ-2839 (двухкамерная с прутковым напольным конвейером).
Ультразвуковой способ очистки основан на передаче энергии от излучателя ультразвука к поверхности детали через раствор. Под действием ультразвуковых колебаний в растворе образуются области разрежения и сжатия. В процессе разрежения на поверхности детали возникают кавитационные полости (пузырьки), которые через полпериода колебаний захлопываются, происходят мощные гидравлические удары, возникают ударные волны, под действием которых жировые пленки, покрывающие поверхность детали, разрушаются. Ультразвуковая мойка применяется для очистки мелких деталей сложной конфигурации: подшипников качения, деталей дизельной топливной аппаратуры, гидросистем, карбюраторов.
Очистка деталей от нагара и накипи. Применяют следующие способы очистки: механический — при помощи щеток и скребков в установке с вращающимися барабанами; пневматический-косточковой крошкой в установке ОМ-3181, — металлическим песком; гидропескоструйной обработкой; химический и термохимический — в расплаве солей и щелочей при температуре 400-450° С в установке ОМ-4944. Для каждого способа применяют специальное оборудование. Старую краску удаляют полностью химическим, пневматическим, гидропеско-струйным, дробеструйным способами.
38 Контроль и сортировка деталей?
Цель дефектации – определение технического состояния и сортировки на соответствующие детали (годные, не годные и подлежащие восстановлению). Результаты дефектации и сортировки используют для определения коэффициента пригодности и распределения деталей по маршрутам восстановления. После сортировки годные детали отправляют в комплектовочные отделения, не годные на склад металлолома или используют как материал для других деталей, требующие ремонта на склад деталей требующих ремонта, далее на соответствующие участки. В процессе дефектации детали маркируют краской – годные зеленой, не годные красной, требующие восстановления желтой. После дефектации составляется дефектовочная ведомость.
Дефекты по своим последствиям подразделяются на:
— критические – использование детали по назначению практически невозможно или исключается в соответствии с ТБ;
— значительные – когда дефект существенно влияет на использование, но не является критическим;
— малозначительные – не влияет существенно на использование деталей и ее долговечность.
Дефекты по месту расположения подразделяются на:
— наружные- деформации, поломки, изменение геометрической формы и размеров, выявляются визуально или не сложными измерениями.
— внутренние – усталостные трещины, трещины термообработки, выявляются методами структуроскопии (магнито, ренгено, ультрозвуковая скопия).
Дефекты по возможности исправления делятся на: исправимые и не исправимые.
По причинам возникновения дефекты делятся на:
Конструктивные – не соответствие требованиям технологического задания. Причины – ошибочный выбор материала изделия, не верное определение размеров детали, они являются следствием несовершенства конструкции.
Производственные – выражаются в не соответствии требованиям нормативной документации на изготовление или ремонт, возникают по вине производства, в нарушении технологического процесса на восстановление и изготовление.
Эти дефекты делятся на 6 групп:
1 дефекты плавления и литья,
2 при обработки давлением (трещины, резки),
3 термической и химико – термической обработки (науглераживание, отслаивание),
4 не обработку (отделочные трещины, прижоги, нарушение размеров),
5 монтажные дефекты (обломы, нарушение посадок),
6 дефекты сварки и наплавки.
Эксплуатационные – в результате износа, усталости, коррозии и не прерывной эксплуатации.
Выбор средств контроля должен обеспечивать заданные показатели процесса контроля. Эти средства регламентируются государственными отраслевыми стандартами предприятий. В зависимости от программы могут быть использованы универсальные, механизированные и автоматические средства контроля. При ремонте наибольшее распространение получили универсальные измерительные приборы и инструменты, которые разделяются на:
1. Механические приборы – линейки, штангенциркули, пружинные, микрометрические. Они просты при высокой надежности измерений, однако имеют не высокую точность и производительность.
2. Оптические – окулярные микрометры и измерительные микроскопы. Высокая точность, однако они сложны в настройке и требуют больших затрат времени и не обладают высокой надежностью и долговечностью.
3. Пневматические – длинномеры для измерений наружных и внутренних размеров, отклонений формы поверхности.
4. Электрические – получают все большее распространение в автоматической контрольно измерительной аппаратуры.
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Разборка машин
Разборка машин является важным этапом общего технологического процесса ремонта. Отсутствие необходимого оборудования и приспособлений или неправильное их использование приводят к повреждениям деталей в процессе разборки машин и их составных частей. Поэтому правильная организация и оснащение оборудованием и инструментом рабочих мест для разборки уменьшает расход запасных частей, снижает стоимость и повышает качество ремонта машин.
Технологический процесс, последовательность разборки, объем разборочных работ при ремонте машины зависят от вида ремонта, характера износов и повреждений, типа ремонтного предприятия и принятой схемы производственного процесса.
При текущем ремонте в ЦРМ хозяйства разборку машины производят после наружной очистки на эстакаде, специальной площадке или в помещении. Машину разбирают только в тех пределах, которые необходимы для выявления причин неисправностей и замены (ремонта) сборочных единиц или деталей, утративших работоспособность. Сборочные единицы снимают с машины в том случае, когда без этого невозможно устранить неисправность. Необоснованная разборка сборочных единиц нарушает приработку деталей и способствует увеличению их износа. Следовательно, каждая разборка сокращает ресурс сборочной единицы за счет изменений в соединениях деталей, что приводит к необходимости последующей приработки. Сведения о состоянии сборочной единицы и отдельных соединений деталей можно по-лучить при тщательном их диагностировании.
Сборочные единицы, которые должны ремонтироваться на специализированных предприятиях, снимают с машины. После наружной очистки и в соответствующей комплектности их отправляют на обменный пункт или непосредственно на предприятие.
При капитальном ремонте на специализированном предприятии машины разбирают полностью. Перед разборкой их очищают в специальных моечных машинах (камерах) струйным способом или погружением в моющий раствор.
Основные приемы и принципы разборки заключаются в следующем. Сначала снимают детали, которые можно легко повредить (масляные и питательные трубки, шланги, тяги, рычаги и др.), затем отдельные агрегаты. При снятии чугунных деталей, закрепленных большим количеством болтов, во избежание появления трещин сначала отвинчивают на полоборота все болты (гайки) и только после этого их вывинчивают. Заржавевшие болты и гайки перед отворачиванием замачивают керосином.
Крепежные детали (болты, гайки) после разъединения сборочных единиц устанавливают на свои места, если они не будут мршать контролю или проведению последующих ремонтных операций. Следует избегать вывертывания шпилек. Не допускается раскомплектовывать резьбовые соединения повышенной точности, если они годны для дальнейшего использования (шатунные болты и гайки, болты крепления маховика и др.).
Запрессованные детали снимают под прессом или с помощью съемников. В отдельных случаях допускается втулки, оси и штифты выпрессовывать специальными выколотками с медными наконечниками и молотками с медным бойком. Во избежание повреждения поверхностей детали выпрессовывают в том же на-правлении, в котором они запрессовывались.
При выпрессовке подшипника из корпуса усилие прикладывают к наружному кольцу, а с вала — к внутреннему. Запрещается использовать ударный инструмент.
Нельзя раскомплектовывать детали, которые при изготовлении обрабатывались в сборе (крышки коренных подшипников с блоком крышки шатунов с шатунами и др.). Кроме того, запрещается раскомплектовывать (обезличивать) детали, которые совместно балансировались, наружные обоймы конических подшипников, а также приработанные пары деталей (конические шестерни главной передачи, шестерни масляных насосов, распределительные шестерни и др.). При текущем ремонте необходимо по возможности сохранять работающие в паре детали и ставить их в положение, при котором они стояли перед разборкой (шлицевые валы с шестернями, грузы регулятора и др.), если они соответствуют техническим требованиям.
Детали, не подлежащие раскомплектовыванию, метят, связывают проволокой, вновь соединяют болтами и укладывают отдельно или сохраняют их комплектность другими способами.
Отдельные неподвижные соединения разбирают только после их дефектации. Некоторые детали могут быть обработаны под увеличенный размер без их выпрессовки (втулки клапанов, распределительного вала и др.).
Оборудование и оснастка для разборки машин
Трудоемкость разборочно-сборочных работ при ремонте машин составляет более 50% от общей трудоемкости. Поэтому на предприятиях всех уровней для увеличения производительности труда повышают степень механизации разборочных и сборочных операций. Для разборки машин и сборочных единиц используют стенды, прессы, гайковерты, съемники, подъемно-транспортное оборудование.
В ЦРМ хозяйств при ремонте сцепления, коробки передач, заднего моста, при замене двигателя, передней оси или переднего моста необходимо разъединять остов тракторов тяговых классов 0,6; 0,9; и 1,4. Для уменьшения объема ручных работ, повышения безопасности разборки и сборки тракторов используют стенд ОР-16346, который состоит из рамы 2, одной неподвижной 1 и двух подвижных 3 подставок, регулируемых по высоте. Рама представляет собой сварную конструкцию из швеллеров, которая служит опорой неподвижной подставки и направляющими для перемещения подвижных подставок.
На стенде выполняют следующие операции: расстыковку остова трактора и откатку передней полурамы с двигателем (или без двигателя), передней осью или передним ведущим мостом; расстыковку и откатку передней полурамы вместе с коробкой передач; вывешивание и откатку передней оси или переднего ведущего моста; расстыковку полуоси заднего ведущего моста.
Разборку двигателей удобно производить на универсальных стационарных стендах ОПР-989 или ОПТ-5557М, конструкция
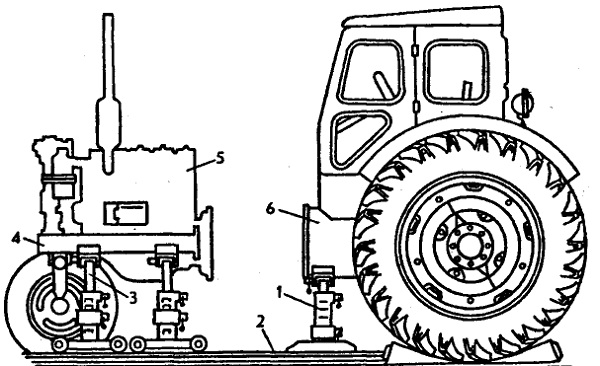
Рис. Схема раскатки колесного трактора на стенде ОР-16346:
1 — неподвижная подставка; 2 — рама стенда; 3 — подвижные подставки; 4 — полурама трактора; 5 — двигатель; 6 — корпус сцепления.
которых обеспечивает возможность поворота двигателя в удобное для разборки положение и безопасность выполнения работы. При больших программах ремонта разборку агрегатов ведут на специализированных подвижных стендах.
Для разборки резьбовых соединений применяют ручной и механизированный инструмент. К ручному инструменту относятся гаечные ключи с открытым зевом двусторонние, кольцевые, двусторонние коленчатые (накладные), торцовые немеханизированные со сменными головками и специальные.
Накладные ключи охватывают все грани гайки, что придает им большую долговечность. Торцовые ключи можно вращать, не переставляя с грани на грань, что сокращает время на отворачивание гайки.
Из специальных ключей при разборке применяют коловоротные ключи и ключи для круглых гаек. Коловоротные ключи рациональны для отворачивания болтов и гаек небольших размеров, производительность труда при этом повышается в 2—5 раз.
На рабочих местах, где разбирают значительное число резьбовых соединений одного типоразмера, применяют механизированные ударно-импульсные электрические (ИЭ-3113, ИЭ-3115 и др.) и пневматические (ИП-31II, ИП-3112 и др.) гайковерты.

Рис. Ключ эксцентриковый для вывертывания шпилек: 1 — корпус; 2 — стойка; 3 — вороток; 4 — ось; 5 — эксцентриковый ролик.
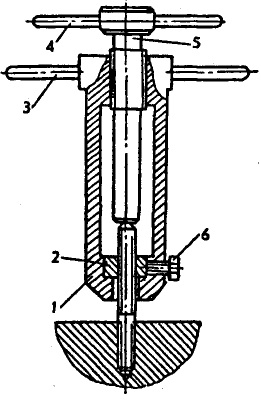
Рис. Специальный ключ для вывертывания шпилек: 1 — корпус; 2 — сменная гайка; 3 — рукоятка; 4 — вороток; 5 — винт; 6 — стопорный винт.
Для вывертывания шпилек применяют эксцентриковые, цанговые наконечники и специальные ключи. В зависимости от диаметра резьбы в корпусе 1 устанавливают соответствующую гайку и фиксируют винтом 6. Корпус надевают на шпильку и, вращая за ручку 3, навертывают на нее до тех пор, пока конец шпильки не выйдет из гайки на 5—10 мм. После этого ввертывают винт 5 до упора в шпильку и, вращая корпус, выворачивают ее.
Разборка сопряжений с натягом производится с помощью универсальных и специальных съемников и прессов. Универсальный съемник состоит из винта с гайкой и двух-трех подвижных лапчатых захватов, которые раздвигаются в зависимости от диаметра снимаемой детали. Специальные съемники изготавливают для снятия только одной детали. Их конструкция зависит от формы и размеров детали.
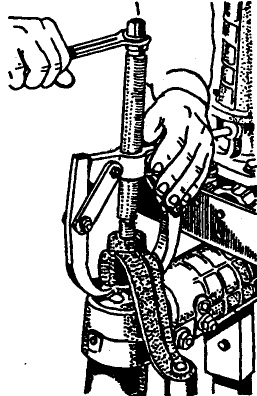
Рис. Спрессовка поворотного рычага универсальным съемником
Для распрессовки крупногабаритных деталей, если требуются большие усилия, в ЦРМ хозяйств применяют стационарные гидравлические прессы, а на специализированных предприятиях гидравлические установки, смонтированные на линии разборки. Распрессовку небольших деталей производят с помощью переносных гидравлических прессов с ручным насосом.
Подъемно-транспортное оборудование, используемое при разборке и сборке, подразделяют на подъемное, подъемно-транспортное и транспортное.
К подъемному оборудованию относятся ручные и электрические тали, гидравлические и электромеханические домкраты, которые предназначены для подъема машин и их составных частей при текущем ремонте и техническом обслуживании.
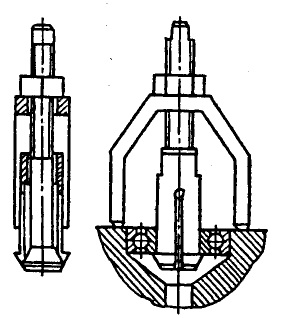
Рис. Съемник для выпрессовки подшипников из торца коленчатого вала
Для подъема и перемещения составных частей машин применяют кран-балки, мостовые краны, кон сольно-поворотные краны, краны-штабелеры и манипуляторы.
При подъеме используют специальные захваты и различные приспособления.
К транспортному оборудованию относятся безрельсовые ручные тележки, электрокары. Для перемещения машин, агрегатов сборочных единиц и деталей на специализированных ремонтных предприятиях используют цепные подвесные конвейеры и другое оборудование.