Паяльная паста Sparta
4355
Китайская компания «SPARTA» специализируется на производстве паяльного оборудования, инструментов и материалов для пайки. Одним из видов продукции компании является паяльная паста «Sparta», выпускаемая в нескольких модификациях. Как и любая другая, она представляет собой однородную смесь, состоящую, в основном, из мелких гранул припойного порошка с RMA-флюсом, и различных других веществ, придающих составу гелеобразное состояние.

Важные особенности продукции компании «SPARTA» 
Паяльная паста «Sparta» всех видов используется для пайки большого количества компонентов, предназначенных для поверхностного монтажа (SMD – Surface Mounted Device). При пайке используется метод группового прогрева – инфракрасным излучением, конвекционным способом. Этот технологический метод изготовления электронных печатных плат признан одним из самых эффективных. Паяльная паста «Спарта» имеет следующие важные преимущества:
- при пайке не нужны высокотемпературные паяльники;
- для прогрева платы достаточно применения паяльного фена;
- нет разбрызгивания нерасплавленных капель припоя в процессе пайки;
- обладает хорошей клейкостью, что позволяет фиксировать компоненты схемы на плате до оплавления;
Состав и основные характеристики
Во многих технологиях электронного монтажа нашла широкое применение паяльная паста Sparta 913345. В состав паяльной пасты Sparta 913345 входят RMA-флюс и мелкогранулированный порошок припоя, причем этот порошок практически не вступает в реакции окисления. В ее составе имеются также специальные вяжущие присадки-загустители, а для получения нужной вязкости добавляют растворители. Флюс и порошок припоя изготавливаются раздельно, после чего они смешиваются.

Паяльная паста Sparta 913345
При нанесении на плату паста удаляет все оксидные пленки с металлических поверхностей спаиваемых деталей. После завершения процесса пайки плата не нуждается в отмывании. Остатки флюса препятствуют коррозии и возможным другим процессам, которые могут привести к ухудшению характеристик электронного изделия. Все паянные соединения отличаются высокой надежностью и аккуратностью. Вблизи контактных площадок не образуются шарики припоя.
Особенности пайки – рекомендуемая методика
В промышленных масштабах технология пайки с помощью паяльных паст отработана до тонкостей. Сложности возникают у тех, кто сам собирает различные электронные устройства. Существуют множество методик, как паять схемы этим способом. Для начала нужно приобрести нужную пасту. Паяльная паста Sparta 913345 удовлетворит потребности самых взыскательных умельцев. Процесс изготовления печатных плат и монтажа компонентов разбит на несколько этапов.
Подготовка макета
Это очень важный этап в изготовлении платы. На плотный лист бумаги или на картон, размерами с будущую плату в натуральную величину наносится рисунок токоведущих дорожек. Затем на этот рисунок следует аккуратно разложить все компоненты схемы (микросхемы, транзисторы, диоды, резисторы, конденсаторы) в том порядке и положении, каких они затем будут установлены и запаяны на плате.
Этим этапом пренебрегать не следует, так как после нанесения пасты, времени на перебор даже подготовленных элементов и выбор нужного по номиналу, размеру, мощности практически не будет.
Нанесение пасты на плату
После того, как плата будет подготовлена (протравлена и зачищена), на нее, согласно описанию паяльной пасты Спарта 913345, мягкой кисточкой наносят слой средства. Необходимо помнить, что сверлить отверстия в плате можно только после пайки. Кисточкой наносят слой средства такой толщины, чтобы были видны дорожки. Если на плате имеются значительные по площади пустые места, то их покрывать не следует, только рабочие дорожки.

Применение паяльной пасты Sparta 913345
Производитель рекомендует перед нанесением средства перевернуть емкость так, чтобы осевший на дно припой равномерно распределился по всему объему. В инструкции по применению пользователям рекомендуется работать со средством в респираторе и в хорошо вентилируемом помещении.
Заключительные этапы монтажа печатной платы
На подготовленную плату с макета аккуратно перенести все элементы и установить на рабочие места. Следить, чтобы выводы всех компонентов схемы точно попали на свои контактные позиции. Если среди компонентов имеются достаточно большие элементы (например, мощные тиристоры), то их при переносе с макета на плату нужно прижать с небольшим усилием. Мелкие детали достаточно просто аккуратно уложить пинцетом на свои места.
После установки элементов схемы на свои места плату подвергают термообработке. После того, как паста расплавится по всей поверхности платы, термообработка прекращается. Плату оставляют остывать. В инструкции о том, как пользоваться паяльной пастой Sparta, указывается, что в этот период нельзя трогать, а, тем более, прижимать к плате любые элементы, так как припой может вытечь из-под них и что-то замкнуть.
Кисточкой промыть остывшую плату вначале водой с моющим средством, затем спиртом. Если пасты было нанесено слишком много, на плате могут остаться мельчайшие шарики припоя. Они удаляются той же кисточкой.
Заключение
Такой способ изготовления печатных плат увеличивает в десятки раз скорость пайки, которая получается очень аккуратной. Главная проблема – приноровиться к режимам термообработки платы. Но здесь уже открывается простор для творческой мысли мастера.
Паяльная паста спарта как пользоваться. Паяльные пасты: преимущества, разновидности, особенности использования
Пайка деталей к поверхности печатной платы осуществляется главным образом пи помощи паяльной пасты. Состав паст может сильно различаться, но в основном главные компоненты — припой, флюс и связующее вещество. Любая паста для пайки внешне представляет собой густую и вязкую смесь химических веществ.
Особенные качества материалов для пайки
Известно, что соединения элементов при помощи пайки, возможно при использовании материала с меньшей температурой плавления. Для простых любительских схем до сих пор применяют припой совместно с флюсом или кислотой. Паста, содержащая в себе оба компонента, а также различные добавки, значительно ускоряет процесс пайки сложных печатных плат c smd элементами. Широко используется на производствах электроники.
Рассмотрим основные составляющие пасты для пайки:
- порошкообразный припой разного качества дробления;
- флюс;
- связующие компоненты;
- разнообразные добавки и активаторы.
В качестве материала припоя выбирают разнообразные сплавы с оловом, свинцом и серебром. В последнее время наиболее актуальными являются без свинцовые паяльные пасты.
В составе каждой паяльной пасты используется флюс, играющий роль обезжиривателя. Кроме того необходимо связующее клейкое вещество, которое облегчает установку и фиксацию smd компонентов на печатные платы. Чем больший размер платы и насыщеннее элементная плотность, тем важнее использовать более вязкие паяльные пасты.
Большое влияние на качество пайки smd компонентов влияет срок годности пасты. Так как в составе обычно находятся активные химические компоненты, срок использования и хранения ее совсем небольшой, не более 6 месяцев. При хранении и транспортировке необходимо сохранять температуру от +2 до +10. Только при соблюдении всех условий возможна качественная пайка.
Разнообразие паяльных паст
В зависимости от использования различных компонентов выделяют несколько видов паяльных паст:
- отмывочные;
- без отмывочные;
- водорастворимые;
- галогеносодержащие;
- без содержания галогенов.
Свойства меняются от использования флюса, входящего в ее состав. Любая паста, которая не смывается водой, содержит в себе канифоль. Для промывки изделий от такой пасты необходимо использовать растворитель.
Общее правило для содержащихся элементов и smd компонентов — чем лучше паяемость, тем меньше надежность. Соблюдение компромисса между этими важными свойствами — залог эффективного функционирования. Применение галогеносодержащих паст значительно увеличивает технологичность, но несколько снижает надежность.
Способы применения паст для пайки

Для того чтобы получить качественное и надежное соединение smd элементов на печатной плате необходимо выполнить определенные действия:
- качественная очистка и обезжиривание печатной платы с последующим просушиванием;
- фиксирование платы в горизонтальном положении;
- равномерное и тщательное нанесение паяльной пасты в места соединения;
- установка мелких и smd элементов на поверхность платы; для более надежной пайки рекомендуется дополнительно нанести пасту на ножки микросхем;
- при нижнем подогреве платы, включается фен и осторожным потоком теплого воздуха прогревается верхняя часть с установленными элементами;
- после того как испариться флюс, температура фена увеличивается до температуры плавления припоя;
- визуально контролируется процесс пайки;
- после остывания, производится окончательная промывка печатной платы.
Основные хитрости качественной пайки
Для того чтобы качественно произвести соединение элементов при помощи пасты для пайки, следует позаботиться о некоторых моментах. В первую очередь важно очистить и обезжирить плату, особенно если заметны окислы, или плата долгое время лежала без использования. При этом желательно залудить все контактные площадки легкоплавким припоем.
Паяльная паста должна иметь удобную консистенцию. То есть она не должна быть слишком жидкой или слишком густой. Больше всего подходит «сметанная» структура, которая будет хорошо смачивать поверхность. Смачиваемость играет огромную роль в надежности и качественности паяного соединения.
При пайке smd элементов важно нанести тонкий слой пасты. Толстый слой может замкнуть выводы микросхем. Пайка простых элементов такой тонкости не подразумевает.
Если печатная плата имеет значительные размеры желательно использовать нижний подогрев феном, утюгом или при помощи специальных средств температурой от 150 градусов по Цельсию. Если это не предусмотреть, возможно коробление платы.
Излишки и остатки припоя легко удаляются паяльником с разнообразными насадками. Для примера, для удаления остатков веществ, применяемых при пайке, между ножек микросхем удобно использовать жало «волна».
Михаил Нижник , генеральный директор, ООО «Группа МЕТТАТРОН»
Автор обобщает сведения о свойствах и поведении паст при пайке, опираясь на обширный опыт работы с паяльными пастами фирмы «KOKI» . Статья будет интересна технологу, работающему на линии поверхностного монтажа.
ВИДЫ ПАЯЛЬНЫХ ПАСТ
Пасты классифицируются по типу флюсов (см. рис. 1).
«Водорастворимую» паяльную пасту (остатки флюса после пайки растворяются водой), требующую обязательной отмывки из-за содержания активного флюса (см. таблицу 1), отмывают последовательно обычной, дистиллированной и деионизированной водой, причем на каждом этапе применяют струйную отмывку или ультразвук. Для «водорастворимых» паст, не требующих обязательной отмывки, процесс ограничивается дистиллированной водой.
Рис. 1. Классификация паяльных паст
| Активность флюса (% содержание галогенов) | Канифольные Rosin (RO) | Синтетические Resin (RE) | Органические Organic (OR) | Необходимость отмывки |
|---|---|---|---|---|
| Низкая (0%) | ROL0 | REL0 | ORL0 | Нет |
| Низкая ( 2,0%) | Обязательно |
С пастами, требующими отмывки специальными жидкостями, ситуация иная. Вне зависимости от наличия в составе галогенов, такие пасты основаны на канифольных флюсах, поэтому для их отмывки после пайки рекомендуется применять растворитель типа HCFC и омыляющий реагент. Потом отмывочные жидкости, в свою очередь, отмываются дистиллированной, а затем деионизированной водой.
Вместе с тем, многие паяльные пасты, не содержащие галогенов, отмываются трудно и оставляют на поверхности плат белесый остаток флюса. При этом стойкость к осадке считается важнее отмываемости.
Большинство паяльных паст, не требующих отмывки, освобождают производство от этого технологического процесса. Флюсы таких паст защищают паяное соединение от коррозии подобно лаку. Сосредоточимся на пастах, не требующих отмывки: они наиболее технологичны.

Рис. 2. Состав паяльных паст
Часто говорят: безотмывочные пасты не должны содержать галогенов. Надо четко уяснить, что если в документации на пасту указано «Требует отмывки», то мыть надо обязательно, а если такой маркировки нет, то вопрос решается исходя из дополнительных требований к изделию: внешний вид, нанесение лака.
В Японии, например, галогенсодержащие пасты (0,2%) в процессах без отмывки после пайки гораздо популярнее безгалогенных. Галогенсодержащие паяльные пасты сравнительно более технологичны, например, по паяемости, но часто уступают безгалогенным пастам по надежности, что проявляется в снижении сопротивления изоляции готового монтажа. Это объясняется более высокой химической активностью остатков флюса. Таким образом, паяемость и надежность, в большинстве случаев, — взаимоисключающие факторы.
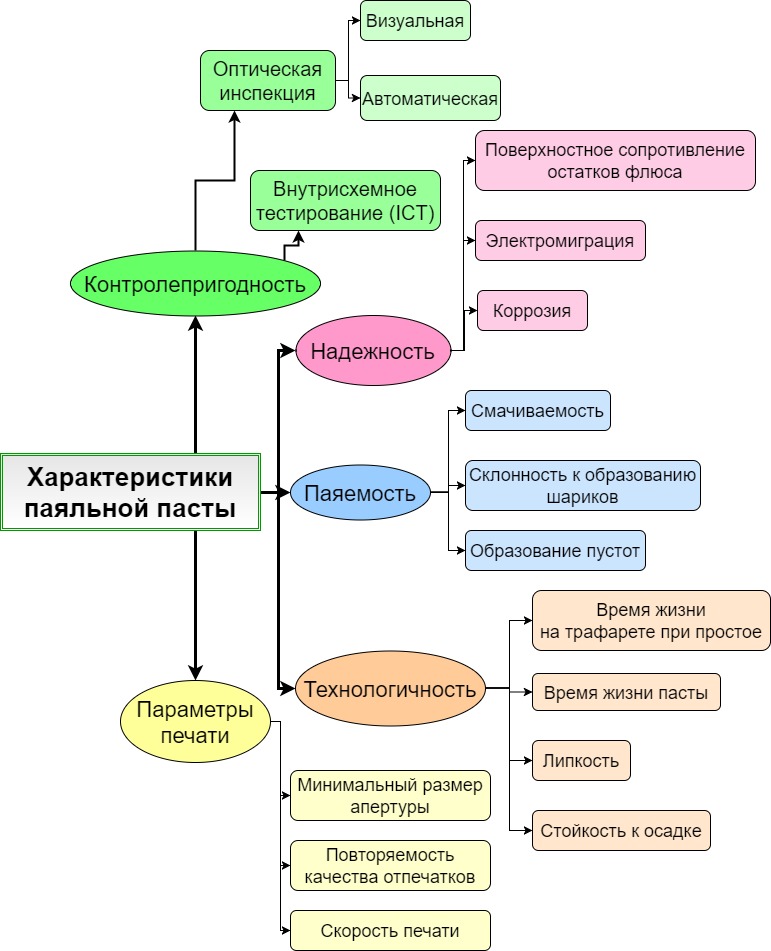
Рис. 3. Основные характеристики, учитываемые при разработке или выборе паяльных паст
В идеале, для пайки без отмывки нужна паста без галогенов, но с паяемостью, как у галогенсодержащей пасты.
Трудность заключается в повышении химической активности безгалогенных безотмывочных паст. В большинстве таких паст в качестве активатора вместо галогенсодержащих соединений используются органические кислоты, причем чем меньше молекулярный вес кислоты, тем больше способность активации. Поскольку активирующее действие органических кислот гораздо слабее, чем у галогенсодержащих компонентов, стараются ввести в систему флюса пару десятков относительно активных органических кислот.
Вместе с тем такие высокоактивные органические кислоты поглощают влагу. Это чревато: оставшаяся в остатках флюса на поверхности подложки кислота при взаимодействии с водой ионизируется, что уменьшает поверхностное сопротивление изоляции и ведет к электромиграции.
В системах активации в паяльных пастах (здесь автор опирается на технические данные по пастам фирмы «KOKI») используются менее гигроскопичные органические кислоты и специально разработанный безионный активатор. Эта специальная система не диссоциирует на ионы, ее электрические свойства стабильны, а активирующая способность не уступает галогенам. Благодаря высокой температуре активации, безионный активатор в сочетании с тщательно подобранными органическими кислотами делает активацию на стадии оплавления более длительной. В результате паяемость улучшается не в ущерб надежности.
Вот примеры популярных типов паст:
- паяльная паста для высокоскоростной печати;
- паяльная паста с высокой смачивающей способностью;
- паяльная паста для автоматического внутрисхемного тестирования;
- универсальная паста с чрезвычайно длительным временем жизни на трафарете.
СОСТАВ ПАЯЛЬНЫХ ПАСТ
Паяльные пасты состоят из припоя и флюса (см. рис. 2). При выборе комплекса припой + флюс для паяльной пасты учитывают характеристики, приведенные на рис. 3.
Порошок припоя
Для производства порошка припоя используют методы газового и центробежного распыления. Особенности метода газового распыления:
Получение частиц малого размера;
Легкость управления процессом образования окисной пленки на поверхности частиц;
Низкий уровень окисления частиц припоя.
Полученные частицы порошка припоя имеют размеры 1–100 мкм. На распределение размеров частиц припоя и их диаметр влияет скорость подачи припоя, скорость вращения шпинделя и содержание кислорода.

Рис. 4. Получение порошка припоя газовым распылением
Порошок получают в емкости высотой около 5 м и диаметром 3 м, которая заполнена азотом и кислородом очень малой плотности (см. рис. 4). Слитки припоя плавят в тигле, расположенном в верхней части резервуара. Расплавленный припой капает вниз на шпиндель, вращающийся с большой скоростью. Когда капли припоя попадают на шпиндель, происходит разбрызгивание припоя в направлении стенок резервуара, при этом припой приобретает сферическую форму и затвердевает до того, как эти частицы достигнут стенки резервуара.

Рис. 5. Степень окисления частиц припоя в зависимости от их размера
Затем порошковый припой попадает на сортировочное сито, где лучше всего использовать метод двойной сортировки порошка припоя. На первой стадии порошок сортируют струей азота от воздуходувки. При этом отсеиваются частицы с размерами меньше нужного. Затем порошок идет на сито, где задерживаются частицы с размерами, превышающими заданные величины.
Паяльные пасты с размером частиц 20–38 мкм применяются при монтаже печатных плат с шагом апертур трафарета до 0,4 мм, а с размером 20–50 мкм — для шага от 0,5 мм.
На качество порошков влияют два фактора.
Распределение размера частиц влияет на реологию паяльных паст, печать, растекаемость, характер отделения от трафарета и показатели осадки паст. Минимальный размер апертур трафарета зависит от минимального размера контактных площадок на печатной плате, при этом максимальный размер апертуры меньше или равен размеру контактной площадки. Нужный размер частиц подбирайте из расчета, что в самую маленькую апертуру трафарета должно гарантированно уместиться не менее 5 частиц припоя, как показано на рис. 12.
Второй компонент паяльной пасты — это флюс. Роль флюса в паяльных пастах та же, что и при пайке «волной припоя», или селективной пайке. Флюс должен:
Удалить оксидную пленку и предотвратить повторное окисление в процессе пайки. Металлические поверхности в условиях высоких температур при оплавлении быстро окисляются. Твердые компоненты флюса при этих температурах размягчаются и переходят в жидкое состояние, покрывая и защищая спаиваемые поверхности от повторного окисления. Флюс восстанавливает металл и удаляет оксидную пленку с поверхности контактов электронных компонентов, финишного покрытия печатной платы и поверхности порошка припоя;
Удалить загрязнения. Впрочем, флюс не справится с большим количеством пото-жировых отпечатков, поэтому лучше плату брать в руки в перчатках;
Обеспечить стабильность вязкости пасты, требующуюся при печати и оплавлении.
Основные флюсующие компоненты и их роль указаны в таблице 3.
| Группа | Вещества | На что влияют | Пояснение |
|---|---|---|---|
| Активаторы | Аминхлоргидрат. Органические кислоты и т.д. | Активирующая способность (паяемость). Надежность (поверхностное сопротивление остатков флюса, уровень электромиграции и коррозии). Срок хранения. | Именно эти компоненты в основном обеспечивают эффективное удаление окислов. Активаторы не только размягчают и переводят в жидкую форму древесные смолы, они также смачивают поверхность металла и реагируют с окислами. |
| Канифоли | Древесная канифоль. Гидрированная канифоль. Диспропорционированная канифоль. Полимеризующаяся канифоль. Канифоль, денатурированная фенолом. Канифоль, денатурированная эфиром. | Печать. Паяемость. Стойкость к осадке. Клейкость. Цвет остатков флюса. Контролепригодность. | Эти виды канифоли размягчаются на стадии предварительного нагрева (температура размягчения 80–130°С) и растекаются по поверхности частиц припоя и по подложке. Фирма «KOKI» обычно использует натуральные древесные канифоли. В зависимости от вида обработки они имеют различный цвет (чаще всего желтый или желто-оранжевый), активирующую способность и температуру размягчения. Для управления технологическими свойствами (осадкостойкостью, клейкостью и т. д.), а также свойствами остатка (его цветом, пластичностью, способностью обеспечивать тестируемость схемы) обычно в состав флюса входит не менее 2–3 различных видов канифоли. |
| Тиксотропные материалы | Пчелиный воск. Гидрированное касторовое масло. Алифатические амиды. | Четкость печати. Вязкость. Тиксотропность. Стойкость к осадке. Запах. Отмываемость. | Эти компоненты позволяют обеспечить стойкость пасты к напряжениям сдвига, возникающим в процессе печати и установки компонентов на плату, и восстанавливают вязкость пасты после нанесения ее на подложку. Дополнительные компоненты обеспечивают легкое отделение пасты от трафарета, что улучшает качество печати. |
Рассмотрим теперь факторы, влияющие на качество печати.

Рис. 6. Факторы, влияющие на качество печати
ПРИНТЕРЫ
Электронная промышленность развивается, и плотность монтажа компонентов на печатной плате растет, а размер компонентов уменьшается. Из-за этого требования к характеристикам и качеству паяльных паст ужесточаются.
Критичный фактор при монтаже печатных плат с высокой плотностью монтажа компонентов — выбор оборудования и параметров печати, а также качество и характеристики паяльных паст. Это означает, что даже если подобрана потенциально очень хорошая паяльная паста, результат может оказаться удручающим только из-за неправильной установки рабочих параметров принтера или неудачного подбора ракеля и способа изготовления трафарета.
Факторы, определяющие качество печати, перечислены на рисунке 6. Рассмотрим их подробнее.
Способы изготовления трафаретов (см. рис. 7):
Прежде использовались трафареты, полученные химическим травлением, в силу их относительной дешевизны. Однако форма апертур таких трафаретов не позволяет получать качественную печать при размере апертур менее 0,5 мм.
Трафареты, изготовленные лазерной резкой, имеют меньший размер апертур, но на стенках апертур остается окал, получившийся в результате плавления металла. Без дополнительной обработки такие трафареты невозможно использовать для апертур шириной менее 0,4 мм или под корпуса BGA c диаметрами площадок 0,25–0,3 мм. Эта проблема легко решается путем электрополировки трафаретов, которая убирает шероховатость со стенок апертур, что позволяет использовать такие трафареты при размере апертур до 0,2 мм.
Третий метод — гальванопластика — дает трафареты с размером апертур до 0,1 мм. Используется крайне редко, потому что такой размер апертур практически не используется, а стоимость производства высока.
Толщина трафарета определяется минимальными размерами и шагом между апертурами. Чем тоньше трафарет, тем лучше результаты при печати, поскольку тонкие трафареты вызывают меньшее напряжение сдвига в пасте при отделении от подложки (см. рис. 8).


Рис. 8. Чем тоньше шаблон, тем меньше сдвигается паста при отделении от подложки
Желательно, чтобы размер апертуры был несколько меньше площадки на печатной плате, чтобы скомпенсировать растяжение трафарета, допуски на совмещение и осадку паяльной пасты. Пример апертуры под контактную площадку вывода корпуса QFP (шаг 0,5 мм) приводится на рисунке 9.


Рис. 11. В отверстиях со скругленными углами адгезия между пастой и стенками отверстий меньше

Рис. 12. В самое маленькое отверстие трафарета должны вписываться от 4 до 5 самых больших шариков припоя
Геометрическая форма апертур сильно влияет на число дефектов пайки. Поэтому к изготовлению трафаретов нужно подходит очень ответственно, как на этапе конструирования, так и на этапе изготовления.
Правила расчета размеров апертур иллюстрирует рисунок 10. Рисунок 11 показывает, что при использовании апертур со скругленными углами уменьшается адгезия между пастой и стенками апертур при отделении трафарета от подложки, что уменьшает искажение отпечатка.
Что касается минимального размера апертур, то не менее 5 самых больших шариков припоя должны вписываться в самую маленькую апертуру по ее меньшей стороне (см. рис. 12).
Ракели бывают резиновыми и металлическими. Резиновые ракели подразделяются по форме на квадратные, плоские и сабельные (см. рис. 13). Нельзя сказать, какой из ракелей лучше: от рабочего угла ракеля зависит растекаемость пасты, а хорошая растекаемость дает должное заполнение каждой апертуры паяльной пастой.
Рабочий угол сабельного ракеля составляет 70–80°. Поскольку сила, направленная вниз, относительно невелика, такой ракель больше подходит для паст с низкой вязкостью.
У квадратного ракеля рабочий угол составляет 45°. Он оказывает высокое давление на паяльную пасту, поэтому его лучше применять для высоковязких паст. Если работать этим ракелем с низковязкими пастами, то паста затечет под трафарет (см. рис. 14).
Рабочий угол плоского ракеля — 50–60°. Изменяя угол наклона, можно работать с пастами различной вязкости.
При работе с резиновыми ракелями надо постоянно следить, чтобы рабочая кромка всегда была острой. При износе кромки приходится увеличивать нажим, чтобы избежать размазывания пасты. При этом возрастает и давление, под которым происходит заполнение апертур пастой, что увеличивает трение между частицами припоя и неблагоприятно влияет на отделяемость пасты от стенок апертур.
В отличие от резиновых, жесткие металлические ракели не изнашиваются, работают долго и не захватывают пасту из отверстий.

Как-то так получилось, что имея опыт работы с паяльником более 35 лет я ни разу не пользовался паяльными пастами, хотя слышал о них очень много. И вот решил заполнить этот пробел взяв для обзора тюбик одного из представителей этого большого семейства, пасту Best BS-706.
Кому интересны мои первые попытки работы с паяльной пастой и впечатления после этого, прошу в гости.
Вообще очень хочется попробовать разные пасты в сравнении. И как по мне, то такой вариант обзора был бы более интересен читателю и познавателен для меня. И это возможно будет когда нибудь, но пока в руках у меня только один тюбик и экспериментировать я буду с ним.
Прислали пасту в обычном пакетике, внутри лежала туба в виде шприца.

По понятным причинам взвешивать пасту отдельно от тюбика проблематично, потому пришлось взвешивать все вместе. Общий вес 35.6 грамма, длина тюбика около 100мм.

На странице магазина указаны размеры, в общем-то все совпадает.

Отверстие для толкателя закрыто крышечкой, но самого толкателя в комплекте нет, пришлось использовать колпачок от маркера, по диаметру подошел просто идеально, с небольшим трением, но по длине коротковат, впрочем в конце обзора будет фото как это выглядит:)

Заявленный состав пасты:
Олово — 99%
Медь — 0.7%
Серебро — 0.3%
Температура плавления — 138 градусов Цельсия
Объем — 10 куб.см
Также на наклейке указан список мер предосторожности, если коротко — не есть, в глаза не совать, руки после работы мыть.

К сожалению иглы в комплекте нет, если открутить колпачок то видно довольно толстую трубочку. Паста очень текучая, я немного выдавил её и через некоторое время она просто стекла на стол.

Вообще суть паяльной пасты довольно проста, большое количество микроскопических шариков припоя находится в специальном флюсе представляя собой единую массу. При нагревании флюс помогает смочить припаиваемые поверхности, а припой собственно спаивает их.
На температуру плавления влияет состав припоя, в данном случае заявлено 138 градусов и припой состоит из олова (99%), меди (0.7%) и серебра (0.3%), паста BST328 от той же фирмы имеет температуру плавления 183 градуса и состав — Олово (63%) + свинец (37%).
Как по мне, то флюса здесь многовато из-за чего паста кажется очень жидкой. Флюс прозрачный, его хорошо видно на фото.

Для теста использовалась компрессорная паяльная станция Aoyue-2738, которой я пользуюсь уже много лет и печатные платы изготовленные заводским способом.

Сначала я решил просто поэкспериментировать, или как можно выразиться, «набить руку». А если говорить проще, то попробовать что это такое вообще, паяльная паста.
Для этого я сначала нанес немного пасты на контактные площадки платы, пасту наносил в разном количестве чтобы оценить разницу. Температура воздуха была выставлена около 250 градусов.
Первое впечатление — паста все таки очень текучая, поток воздуха надо выставлять как можно меньше или компоненты сдувает с платы. Кроме того по задумке компоненты должны были сами выставиться ровно за счет сил поверхностного натяжения, но этого почему-то не произошло.

Попробовал немного по другому, просто наляпал пасты на плату, кстати здесь видно «песочную» структуру пласты.
После прогрева компонент установился довольно ровно, а лишняя паста собралась в более крупные шарики припоя, не очень понравилось то, что под резистором припой так же норовит собраться в шарики.

А вот дальше идут уже тесты.
Для начала я нанес пасту на четыре площадки печатной платы.

Выставил температуру 140 градусов.

К сожалению температура довольно сильно колеблется, примерно от 137 до 170 градусов. Происходит это из-за очень малого потока воздуха и большой мощности нагревателя. При падении температуры контроллер включает нагрев, температура быстро убегает до 165-170 градусов, потом плавно падает до 135-140.

Вообще конечно более корректно было бы измерять температуру в точке пайки так как она будет ниже чем температура воздуха выходящего из сопла станции. Но правильно поймать момент также будет сложно, потому я решил ограничиться сопоставлением температуры воздуха выставленного в настройках паяльной станции и полученным результатом. Старался греть площадки так чтобы не затрагивать соседние.
И так, слева направо — 140-150-160-170-180-200-210-220 градусов.
При температуре 140-170 градусов паста просто растекается, при 180 пытается плавится, при 200-220 плавится уверенно.

В качестве второго теста я просто нанес много пасты на несколько контактных площадок и посмотрел как она поведет себя после прогрева, т.е. площадки слипнутся вместе или разделятся как должно быть.
В принципе все довольно неплохо, большая часть припоя оказалась там где и должна быть, меньшая часть собралась в крупные шарики.

Следующим тестом шла пайка пары резисторов размера 1206, здесь также неплохо, если не считать того что опять из-за большой текучести пасты резисторы сдвигает потоком воздуха.
Флюс почти прозрачный, но после смывки спиртом остаются белёсые следы и сам припой немного матовый.

Для примера пайка того же резистора обычным паяльником тем припоем, которым я обычно пользуюсь. Процедура такова — держу компонент пинцетом, касаюсь жалом с припоем одной площадки и фиксирую, затем прикасаюсь жалом и припоем второго контакта припаивая его, после этого привожу в порядок первый контакт. По описанию кажется что процесс долгий и неудобный, но на самом деле все проще, я сначала так фиксирую все SMD компоненты, а потом все их паяю. Иногда использую обычный флюс, у нас он называется F-3.
На фото видно правильную пайку, когда она получается зеркальной, в отражении можно даже немного рассмотреть мою руку которая держала фотоаппарат.

Альтернативный и более правильный вариант нанесения пасты, через трафарет. Для этого я использовал кусочек пластика в котором прорезал отверстия.
Изначально была мысль изготовить нормальный трафарет при помощи лазерного гравера, но мне он не очень был нужен, а просто для обзора делать это довольно долго, потому решил ограничиться таким вариантом.

Прикладываем трафарет. накидываем сверху пасту, снимаем лишнее при помощи чего нибудь плоского, получаем нанесенную на плату пасту.
Пленка немного неровная, потому кажется что пасты мало, на самом деле она получилась вровень с толщиной пластика, около 0.5мм.

Устанавливаем компоненты, при этом толщина пасты получилась примерно такой же как толщина компонента. Компоненты держатся хорошо, я без проблем переворачивал плату «вверх ногами», ничего не падало и не смещалось.
Прогреваем феном.
В итоге два компонента припаялись почти на отлично, а один развернуло под 90 градусов:(
После этого я промыл плату и уже потом снял с платы припаянные компоненты, под ними почти чисто и если бы не развернутый компонент я бы сказал что тест пройден.

Видео попыток пайки.
Во втором тесте фен был немного не перпендикулярен поверхности платы, потому компоненты стало сдувать. Так как снимать и греть было не очень удобно, то заметил уже во время съемки, но видео решил не удалять.
В процессе тестов было использовано несколько печатных плат и кучка SMD резисторов. Дальше экспериментировать не очень удобно, так как каждый раз приходилось брать новую плату, но думаю что и так получилось наглядно.
Кстати на этом фото как раз видно маркер в роли толкателя для шприца.

Предвижу закономерный вопрос, а что за одинаковые платы на фото. Это я когда-то давно делал под заказ блоки питания, а так как заказывали их часто и с разными характеристиками, то разработал универсальную плату.
Один из примеров можно увидеть .

Но эта же плата позволяла строить и более мощные БП, примерно до 70-100 Ватт, как я делал .

Одно время была даже мысль делать такие наборы для сборки блоков питания, но опытным это неинтересно, а новичкам я бы побоялся давать набор где есть опасность влезть в сетевое напряжение.

В качестве выводов что либо сложно сказать, объективно я судить не могу, так как не имею опыта работы с паяльными пастами, потому придется судить субъективно.
В некоторых ситуациях паста может быть полезна, например для облегчения выпаивания «сложных» компонентов при помощи разбавления припоя находящегося на плате.
Лично мне не понравилась большая текучесть из-за которой надо либо далеко держать фен от платы и тогда придется греть большую площадь, либо ставить совсем малую мощность компрессора.
Но понравилось то, что паста хорошо держит компоненты на плате до пайки, не сильно загрязняет плату после и вообще ведет себя в общем-то неплохо
Возможно кто-то из более опытных читателей подскажет хорошие пасты и пояснит, возможно я что-то просто делал не так как надо.
На этом у меня все, надеюсь что обзор был полезен, как всегда буду рад вопросам, советам и просто комментариям.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Планирую купить +23 Добавить в избранное Обзор понравился +103 +154
Как пользоваться паяльной пастой?
На сегодняшний день пайка паяльной пастой признана эффективным способом для соединения контактов поверхности микросхем и печатных плат. Вместе с этим, существуют определённые трудности работы, которые можно охарактеризовать как сложность технологического процесса в домашних условиях и как пользоваться флюсом для пайки подскажут советы и рекомендации специалистов. Основные преимущества технологии можно выразит в следующем:
- Нанесение паяльной пасты допустимо к печатным платам с очень мелкими деталями и компонентами.
- Не требуется использование паяльника с высокой рабочей температурой, можно применять паяльный фен или паяльники со средними нагрузочными характеристиками.
- Паста применяется для тех случаев, когда нет других вариантов обеспечения качественного соединения поверхности.
Общая классификация паст для пайки микросхем и плат
Согласно общепринятым правилам и регламентным положениям, допускается применение следующих компонентов для того чтобы знать как пользоваться паяльным флюсом в домашних и производственных целях.
- Припои с порошкообразными формами и вариантами дробления.
- Флюсовые компоненты.
- Связующие материалы.
- Общие добавки и специальные активаторы.
В качестве компонентов для припоя используют олово, серебро, а также традиционный свинец. Вместе с этим применения свинца в последнее время уходит на задний план, и нанесение паяльной пасты через трафарет осуществляется при помощи безсвинцовых компонентов.
Далее, нужно учитывать следующее перед тем, как паять паяльной пастой, в каждом компоненты используют специальный флюс, который играет своеобразную роль обезжиривателя. Существенную роль в этом случае играют SMD компоненты, которые используются в большинстве групп печатных паст, и срок годности паяльной пасты из-за наличия активных химических компонентов составляет не более 6 месяцев. Но, в течение этого срока годности нужно помнить, что хранение паяльной пасты должно быть только в определённых температурных режимах, а именно от +2 С и до +10 С.
Варианты изготовления паяльных паст
Помимо основных компонентов составляющие основу материала, технологическая инструкция по применению паяльной пасты подразумевает несколько видов и категорий:
- Безотмывочный.
- Отмывочный.
- Растворимый вариант, на основе водной жидкости.
- С содержанием галогенов.
- Без содержания галогенов.
Нужно учитывать, что свойства паяльной пасты как пользоваться в определённых условиях зависят от наличия основных и вспомогательных компонентов, но в любом случае в тех пастах, где нет водной основы, обязательно присутствует канифоль. В данном случае для промывки в обязательном порядке используют слабый растворитель.
Как правильно провести пайку паяльной пастой?
Для того чтобы добиться лучшего эффекта процесса пайки, рекомендуем придерживаться некоторых правил:
- Проводим качественное обезжиривание поверхности платы при помощи специальных препаратов, затем обеспечиваем просушку микросхемы и платы.
- Платы фиксируем только в горизонтальном положении для проведения технологической пайки.
- В местах соединения равномерно наносим пасту.
- Наносим на ножки деталей SMD пасту, помимо основных компонентов рабочей платы микросхемы.
- Если используем нижний подогрев, применяем фен, который аккуратно просушивает всю плоскость обрабатываемой печатной платы. Осторожным потоком направлением струи горячего воздуха фена обеспечиваем растекание флюса.
- После того, как испарится флюс на обрабатываемой поверхности, требуется увеличить температуру фена для дальнейшего качественного соединения.
- Контроль за всем процессом осуществляем в визуальном режиме.
- По окончании работы проводим дополнительную технологическую очистку специальным препаратом.
Некоторые хитрости проведения паяльных работ
Если в заводских условиях весь процесс пайки отработан до автоматизма, то самостоятельное применение паяльной пасты имеет некоторые хитрости. Обязательно проводим обезжиривание печатной платы, не забываем смачивать все контакты, где имеются следы окислов. Если вы давно не использовали плату, и несмотря на ее хорошее состояние, также проводим обезжиривание.
Паяльная паста как основной материал обработки должна иметь хорошую субстанцию, то есть, паяльная паста не должна быть слишком жидкой или слишком густой, то есть субстанция должна иметь что-то среднее. Оптимальным вариантом будет всем известная «сметанная» субстанция. Процесс смачивания необходимо соблюдать на всем протяжении процесса пайки.

По всей плоскости платы наносится только тонкий слой паяльной пасты. Более толстый слой пасты используется для контактов SMD-компонентов. Но, для совсем простых конструкционных соединений, такой метод обработки неприемлем.
Для очень большой платы, где нет возможности использовать паяльный механизм, допускается применение паяльного фена, специальных устройств подогрева и даже утюга, но при этом помните, что рабочая температура прогревания не должна превышать +150 С, а также нужно следить за тем, чтобы не было эффекта покоробления платы в процессе разогрева.»
В процессе работы образуются осадки и шлам, который необходимо убирать очень тщательно. Для этих целей можно использовать традиционный паяльник, который имеет специальное жало, известное как «микроволна».
Инструменты для пайки
Для проведения самостоятельной работы с использованием паяльной пасты, вам потребуются следующие инструменты и материалы:
- Технологический паяльник (температура не более +300 С).
- Бокорезы, а также технологический пинцет для обработки соединений.
- Шило или специальная острая игла.
- Состав припоя для обработки.
- Увеличительное устройство (стекло или лупа).
- Жидкий флюс с нейтральными характеристиками безотмывочного типа.
- Шприц, при помощи которого будем наносить флюс.
- Паяльный фен.

Если нет безотмывочного флюса, в редких случаях допускается применение спиртового раствора с канифолью, но помните, такой препарат можно использовать, но достаточного эффекта у вас вряд ли получится, поэтому этот вариант считается как запасной.
Паяльник напряжением 220 Вольт использовать также не рекомендуется. Вспомогательный способ, это паяльник напряжением 12 В-36 В, с характеристиками мощности 20-30 Ватт. Паяльный фен можно использовать только как запасной или основной вариант, но не нужно забывать о том, что прогревание нужно осуществлять для всей плоскости микросхемы равномерно, и при этом сначала для растекания флюса, затем увеличиваем температуру для сушки микросхемы.
В процессе работы обязательно соблюдаем требования безопасности, проветриваем помещение, и учитываем, что вы работаете с электро-опасными инструментами и химическими вредными веществами, используемые для пайки.

Припой для пайки алюминия hts 2000

Для чего нужна паяльная кислота


Для чего нужен паяльный флюс

Как правильно класть сварочный шов?
На сегодняшний день, в век инновационных технологий, красивый сварочный шов
Сварка угловых швов
Очень часто при проведении сварочных мероприятий необходимо осуществить сложные технические

Свойства сварного соединения
Все физические характеристики, для определения свойства соединения сварочных швов, определяются

Выбор сварочного тока в зависимости от диаметра электрода
Сварка считается одним из самых надежных способов получения качественного неразъемного

Катет сварного шва
В профессиональном строительстве при возведении металлоконструкций, а также при создании
ЧИТАЙТЕ ТАКЖЕ: Как правильно пользоваться отмычками для авто видео

Технические характеристики припоя ПОС-40
Чтобы металл лучше спаивался, во время пайки используют припои, которые
Какие электроды вы используете?
Какую сварку плавлением вы используете?
Полное или частичное копирование материалов допускается при размещении активной ссылки
Как правильно пользоваться паяльной пастой
Паять в домашних условиях SMD компоненты (чип-резисторы, SOIC , LQFP , QFN и проч.) с помощью паяльной пасты и нехитрого оборудования совсем не так сложно, как может показаться на первый взгляд.
Помню свои первые опыты паяния пастой. Купил пасту, намазал места пайки резистора и пытался прогреть паяльную пасту паяльником. Конечно, это было ошибкой, и ничего у меня из такой пайки не получилось. Впоследствии я выяснил, что нагревать место пайки с паяльной пастой нужно струей горячего воздуха или инфракрасным излучением, причем при этом желательно соблюдать определенную последовательность нагрева, т. е. температура во времени должна меняться по специальному (оптимальному с точки зрения пайки) закону. Графики изменения температуры во времени еще называют температурными профилями. Для точного нанесения паяльной пасты на места пайки (особенно это важно для пайки ножек чипов) применяют паяльные маски. В состав паяльной пасты входит флюс и взвесь из мелких частичек припоя. Пайка с помощью паяльной пасты основана а эффекте смачивания (смачиваются паяемые поверхности сначала флюсом, а затем расплавленным припоем) и поверхностного натяжения жидкости. Капли расплавленного припоя под действием силы поверхностного натяжения автоматически устанавливают паяемую деталь на посадочное место.
При пайке в домашних условиях можно не вдаваться во все технологические премудрости пайки с помощью термопасты, и максимально упростить процесс. Нужно просто заранее подготовить все необходимое для пайки, и соблюдать несложные правила.
[Оборудование для пайки и необходимые материалы ]
1 . Оловянно-свинцовая паста EFD Solder Plus SN62NCLR-A , она на основе сплава Sn62Pb36Ag2 с добавлением флюса класса NO CLEAN. Ни в коем случае не советую применять бессвинцовую паяльную пасту — она для пайки в домашних условиях непригодна. Паста удобна для использования, если она находится в специальной тубе, см. фото. Оттуда её можно выдавливать любым толкателем (можно взять поршень от одноразового шприца). На конец тюбика можно надеть обычную медицинскую одноразовую иглу диаметром около 0.5 мм. Кончик иглы лучше сточить (затупить) под прямым углом. Если есть возможность, то лучше взять иглу от большого, 50-кубового шприца диаметром 0.9 мм, или купить в салонах «Профи» специальную иглу для дозатора пасты, эта игла обычно имеет диаметр 1.4 мм. В этом случае паста будет выдавливаться намного легче.

2 . Флюс EFD Flux Plus 6-412-A no clean или аналогичный по качеству, неактивный. Для нанесения флюса можно взять иголку любого диаметра, лучше всего подойдет игла диаметром 0.5 или 0.9 мм.

3 . Деревянные зубочистки — для точного нанесения паяльной пасты.
4 . Монтажный фен с цифровым регулятором температуры и потока воздуха. Совсем неплох недорогой фен AOYUE 8032A++ . Не покупайте фен без точной установки температуры, так как трудно на глаз установить температуру струи воздуха. Пригодятся также насадки для точного направления воздуха. Я часто пользуюсь насадкой с круглым соплом диаметром 12 мм.


5 . Паяльник с регулировкой температуры. Для пайки микросхем понадобится также тонкое жало «волна». Я использую паяльник PX-601 со сменными жалами и регулятором температуры.


6 . Средство для очистки плат — ацетон, спирт или, что еще лучше, аэрозоль FLUX-OFF .

[Условия качественной пайки ]
1 . Паяемые поверхности должны быть хорошо облужены. Если у Вас новые детали и свежая печатная плата, которая пришла с завода, либо качественное золотое покрытие на печатной плате, то об этом можно не беспокоиться. Если же поверхность платы необлужена или окислена, то нужно её предварительно перед пайкой облудить легкоплавким припоем. Перед пайкой поверхность желательно очистить от окислов. Если плата не очень грязная, то для очистки можно использовать обычную канцелярскую резинку для стирания карандашных надписей. Если плата сильно загрязнена (фольга тусклая, имеет покрытую окислами поверхность), то лучше использовать для очистки мелкозернистую наждачную бумагу (нулевку).
2 . Важна консистенция паяльной пасты, когда Вы её наносите на паяемые поверхности. Паста должна выдавливаться из иглы шприца без значительных усилий. Если это не так (паста загустела, или Вы почему-то решили взять для нанесения пасты тонкую иглу 0.5 мм), то слегка разбавьте пасту флюсом EFD Flux Plus 6-412-A no clean. Паста также не должна быть рыхлой, как мокрый песок, она должна иметь вид сметаны и хорошо смачивать поверхность, на которую Вы её наносите. Слишком жидкая паста тоже не нужна, так как там будет мало припоя для надежной пайки, и паста будет растекаться по поверхности платы. Если паста долго лежала без дела, то перед использованием тщательно перемешайте пасту. После использования пасты и шприца вставьте в канал иглы тонкую проволочку (кусок гитарной струны или отрезок вывода радиокомпонента). Это нужно для того, чтобы паста не засохла в канале иглы и не закупорила её.
3 . Когда Вы паяете простые компоненты, типа резисторов и конденсаторов, то количество наносимой пасты не играет особого значения. В этом случае пасту можно наносить в нужное место, просто выдавливая её из иголки тубы.
4 . При пайке микросхем нельзя класть слишком много пасты, так как образующиеся шарики припоя могут замкнуть выводы микросхем, после чего излишки припоя придется убирать паяльником с жалом «волна». С микросхемами типа SOIC или TQFP это делается просто. Сложнее обстоит дело с корпусами типа QFN, так как у них имеется на брюшке корпуса металлическое теплоотводящее основание, и будет неприятно, если припой замкнет на него, особенно если в нескольких местах. Для того, чтобы этого не произошло, пасту надо наносить тонким слоем (можно даже между ножками), не больше чем нужно, и стараться не наносить её за пределы паяемой области (особенно нужно обратить внимание, чтобы излишки пасты не попали под корпус QFN). Для точного нанесения пасты используют деревянную зубочистку.
5 . Перед пайкой микросхем необходимо, кроме покрытия дорожек на плате, еще и смазать паяльной пастой ножки микросхем. Особенно внимательно надо смазывать ножки микросхем QFN — паста должна надежно смочить выводы, и покрыть их тонким слоем. Ни в коем случае нельзя допускать попадания излишков пасты под основание корпуса QFN!
Корпус QFN для пайки требует специальной разводки печатной платы. Под корпусом у микросхемы QFN должна быть специальная площадка из фольги, и нужно, чтобы в центре было специальное отверстие диаметром около 1 мм для удаления излишков припоя. Кроме того, под корпусом микросхемы QFN не должно быть никаких посторонних переходных отверстий и токопроводящих дорожек.
ЧИТАЙТЕ ТАКЖЕ: Как правильно пользоваться швейной машинкой

7 . Если паяемая плата имеет большие размеры, то при пайке платы желателен её нижний подогрев до температуры около 150 o C — чтобы избежать возможного коробления платы. Для этого имеются специальные паяльные ванны и стенды для монтажного подогрева.
8 . Излишки олова, если они замкнули ножки микросхем, можно удалить жалом паяльника типа «волна», или распушенными жилами провода МГТФ, если их приложить в нужное место и нагреть паяльником. При удалении излишков олова смачивайте поверхности пайки флюсом EFD Flux Plus 6-412-A no clean.
[Последовательность действий при пайке ]
1 . Поверхность платы очищается, обезжиривается и высушивается. Для ускорения сушки можно воспользоваться феном (температура струи воздуха 110..130 o C).
2 . Печатная плата надежно фиксируется в горизонтальном положении.
3 . Паяльная паста наносится на печатную плату в места будущей пайки. Можно наносить пасту и между ножками микросхемы, важно только при этом не допускать излишков пасты, и добиться чтобы вся паяемая поверхность была смочена пастой.
4 . На плату устанавливаются мелкие детали (чип резисторы и конденсаторы).
5 . Паяльной пастой смазываются ножки SMD микросхем и разъемов.
6 . На плату устанавливаются SMD микросхемы и разъемы. Постарайтесь добиться точного совмещения ножек микросхем и контактных площадок на печатной плате. Если Вы нанесли слишком много паяльной пасты, то её излишки будут мешать визуальному контролю точности установки микросхем.
7 . Включается (если он есть) нижний подогрев платы. Через пару минут фен устанавливается на температуру 150 o C и несильной струей воздуха осторожно (чтобы не сдуть детали) прогревается паяемая верхняя сторона платы вместе с установленными деталями. Прогрев продолжается до тех пор, пока флюс из паяльной пасты не испарится. Если плата большая, то она должна быть установлена на инфракрасную печку настроенной температурой 150 o C.
8 . Фен устанавливается на температуру около 250 o C (температура оплавления оловянно-свинцовой паяльной пасты около 200 o C), и поверхность платы снова прогревается, при этом частицы припоя в пасте должны оплавиться и сформировать аккуратную пайку. Процесс хорошо отслеживается визуально. Особенно внимательным надо быть при пайке микросхем QFN, и прогревать все стороны микросхемы одновременно и очень равномерно. Иначе припой с одной стороны расплавится быстрее, чем с другой, и микросхема может перекоситься и сместиться в сторону, «уплыть».
9 . В течении нескольких минут дают плате остыть, затем отмывают средством FLUX-OFF или спиртом.
На YouTube можно найти много видеороликов, иллюстрирующих процесс пайки.
Паяльные пасты: как пользоваться? Паяльная паста своими руками
Любой вид электронной техники — это совокупность печатных плат и схем, без которых функционирование электроники невозможно. Прочность и надежность паяльных соединений на этих поверхностях зависят не только от профессионализма работника, исправности станка, но и от используемого вещества для пайки, соблюдения правил его эксплуатации и условий хранения.
Общие сведения
Паяльная паста представляет собой пастообразную массу, которая состоит из множества маленьких частиц припоя сферической формы, флюса и разных добавок. Зачем она нужна и что с ней делать?

Пасты паяльные используются для поверхностного монтажа электронных компонентов методом пайки на печатных платах, гибридных интегральных схемах, подложках из керамики. После нанесения на поверхность состав сохраняет активность в течение нескольких часов. Сфера применения — промышленность.
Какой должна быть
Паяльная паста должна соответствовать определенным требованиям:
- не окисляться;
- быстро не распадаться на слои;
- сохранять свойства вязкости и клейкости;
- оставлять исключительно удаляемые отходы после пайки;
- не разбрызгиваться при воздействии источника нагрева с высокой концентрацией;
- не оказывать отрицательное влияние на плату с технической точки зрения;
- поддаваться воздействию традиционных растворителей.
Характеристики
Форма и габариты частиц припоя
От характеристик частиц припоя зависит то, каким образом будет осуществляться нанесение паяльной пасты на поверхность. Составы с маленькими частицами к окислению склонны значительно меньше. К тому же, если вещество для пайки имеет крупные частицы нерегулярной формы, это грозит закупоркой трафарета, следовательно, процедура нанесения потерпит крах.

Удельный вес метала в составе
Этот показатель определяет толщину оплавленного припоя, от него зависит степень осадки и растекания вещества для пайки. Толщина соединения после оплавления находится в прямой зависимости от удельного веса металла в составе пасты: чем его процентное содержание выше, тем больше толщина соединения после того, как осуществлено оплавление паяльной пасты. От концентрации металла также зависит и выбор способа нанесения. Так, если паяльная паста содержит его в объеме 80%, наносить ее следует трафаретным способом, если 90% — дозированием.
Тип флюса в составе пасты
Влияет на уровень активности вещества, наличие необходимости отмывки. В зависимости от метода удаления флюсовых остатков различают три группы флюсов:
- Канифольные. Основным составным элементом является очищенная натуральная смола, которая добыта из древесины сосны. Канифольные флюсы делятся на неактивированные, среднеактивированные и активированные слабокоррозионные. Для первых свойственны минимальные показатели активности, вторые достаточно легко поддаются очистке, обеспечивают хорошее смачивание и растекаемость припоя, третьи характеризуются наибольшими показателями активности и низким уровнем спроса.
- Водосмываемые. Содержат органические кислоты. Применение водосмываемого активного флюса является гарантом получения хорошего результата пайки, при этом существует необходимость отмывки деионизированной водой, имеющей температуру 55-65 градусов.
- Безотмывные. Не нуждаются в отмывке. Произведены на основе смол натурального и синтетического типа. Удельный вес смолы в составе таких флюсов составляет 35-45%. Проявляют среднюю активность, их остатки после пайки не являются коррозионными и проводящими, а концентрация твердых осадков может достичь максимум 2%.

Это не что иное, как густота паяльного пастообразного вещества. Паста наделена способностью изменения степени своей вязкости при воздействии нагрузки механического типа. Определить ее можно с помощью специальных приборов: вискозиметров Брукфилда и Малкома. Как правило, этот показатель указывается методом маркировки.
Паяльные пасты обладают способностью увеличиваться в размерах после, того как отпечаток нанесен на поверхность. Рассматриваемый показатель должен находиться на низком уровне, поскольку значительное увеличение размеров отпечатка паяльной пасты является причиной образования перемычек.
Время сохранения свойств
Находит свое отражение в таких показателях, как наибольшее время пребывания вещества на трафаретке до нанесения или после нанесения, которое не влечет за собой деградацию свойств. В большинстве случаев значение первого параметра находится в пределах 8-48 часов, второго — 72 часа. Фиксируются эти показатели производителем на упаковке. Причем может быть указан как один параметр (любой из двух), так и оба.
Идентифицирует возможность паяльной пасты удерживать SMD-компоненты на своих местах после инсталляции их на поверхность и до паяльной процедуры. Степень клейкости свидетельствует о «жизнеспособности» пасты и определяет ее срок годности. Вычисляется посредством реализации специального теста, при котором используется традиционный тестер, способный измерять силу, необходимую для передвижения элемента определенных весовых параметров с площади пастообразного вещества тех или иных размеров.
Наличие клеистой способности и ее уровень зависят от типа паяльной пасты. В среднем же время удержания находится в диапазоне 4-8 часов, в то время как максимальный показатель, который характерен для ряда паст, может достигать 24 часов и более.
Требования к паяльным пастам
- не должны окисляться , сильно и быстро расслаиваться;
- желательно долго сохранять свои реологические свойства (то есть способность к вязкому течению и деформации);
- не должны растекаться далеко за пределы первоначально нанесенной дозы;
- не должны оставлять твёрдых неудаляемых остатков после пайки;
- должны обладать клеящими свойствами;
- не должны разбрызгиваться при воздействии достаточно концентрированного источника нагрева;
- не должны ухудшать технических характеристик платы ;
- должны отмываться в стандартных растворителях .
Характеристики паяльных паст
Основные физико-химические свойства паяльных паст определяются благодаря введению в порошок припоя 4 — 15 % связующих веществ. Именно они (иногда с добавлением растворителя) придают пасте нужную консистенцию, препятствуют её расслоению и растеканию, придают клеящие свойства, адгезию к подложке. Связующее вещество нейтрально по отношению к припою в ходе хранения и пайки, а при нагреве улетучивается или расплавляется без образования трудноудалимых твердых остатков. В качестве связующих веществ используются органические смолы или их смеси, разбавители и другие вещества. К ним добавляются пластификаторы , тиксотропные вещества. Последние препятствуют оседанию частиц порошка припоя во время хранения, обеспечивают заданный диапазон вязкости.
Нанесение паяльной пасты
Стандартное нанесение паяльных паст производится с помощью трафаретной печати. Альтернативой этому процессу является поточечное нанесение капель пасты диспенсером , однако это менее продуктивно. Станки трафаретной печати по принципу действия мало отличаются от аналогичных станков для полиграфических работ, но сами трафаретные формы обязательно выполняются из металлических листов. Такие станки снабжаются системой очистки трафаретов, предотвращающей загрязнение поверхности платы паяльной пастой.
Примечания
Источники
- В. Кузьмин «Материалы для пайки электронных узлов при производстве современных РЭА», Электронные компоненты, № 6, 2001 г.
- А. Медведев «Обновление технологий в российской электронной промышленности», Технологии в электронной промышленности, № 1, 2006 г.
- А. Большаков «Подходит ли Ваша паста для дозирования? Факторы, влияющие на правильный выбор», Технологии в электронной промышленности, № 2, 2005 г.
Wikimedia Foundation . 2010 .
- Паялпан
- Пвани
Смотреть что такое «Паяльная паста» в других словарях:
паяльная паста — Пастообразная смесь порошкового припоя с флюсом и связующим веществом или с одним из них. Примечание Под связующим веществом понимают вещество, входящее в паяльную пасту для образования связи между частицами припоя. [ГОСТ 17325 79] Тематики… … Справочник технического переводчика
Паяльная паста — 117. Паяльная паста D. Lötpaste E. Brazing (soldering) paste Пастообразная смесь порошкового припоя с флюсом и связующим веществом или с одним из них. Примечание. Под связующим веществом понимают вещество, входящее в паяльную пасту для… … Словарь-справочник терминов нормативно-технической документации
ПАЯЛЬНАЯ ПАСТА — пастообразная смесь порошков припоя и флюса … Большой энциклопедический политехнический словарь
Печатная плата — со смонтированными на ней электронными компонентами … Википедия
Для чего нужны паяльные пасты и какими они бывают?

Спаивание больших и маленьких деталей с поверхностью рабочей печатной платы преимущественно выполняется посредством паяльной лампы и специальной пасты, при этом состав последней может сильно варьироваться. Она представляет собой сметанообразную вязкую смесь определенных химических веществ, обеспечивающих высокое качество пайки. В нашем обзоре пойдет речь о таких паяльных пастах.
Что это такое и для чего нужны?
Паста для пайки — это вязкая структура, которая имеет в своём составе припой, флюс, различные летучие растворители, а также специальные клейкие компоненты. В зависимости от химического состава флюса и припоя могут варьироваться температура плавления, техника работы, а также варианты отмывки печатной платы.
Известно, что пайка для соединения элементов допускается при использовании любых материалов, температура плавления которых на несколько уровней ниже, чем температура плавления этих самых деталей. Именно поэтому для простейших бытовых схем в домашних условиях чаще всего в ход идет припой вместе с флюсом либо кислотой. Паяльные пасты в своем составе содержат сразу 2 компонента, а также их всевозможные примеси, благодаря чему ход пайки многократно ускоряется. Помимо того, такие пасты нашли самое широкое применение при изготовлении электроприборов.
В качестве базовых материалов в качестве припоя подбирают сплавы со свинцом, а также оловом либо серебром, однако максимальное хождение получила бессвинцовая паяльная паста.
Флюс в структуре выполняет функции обезжиривателя. Помимо этого, для успешного выполнения работы потребуется клейкий связующий компонент – он существенно облегчает фиксацию SMD-элементов на рабочие платы. При этом чем больше габариты платы, тем более насыщенной будет элементарная плотность, и тем актуальнее применение пасты для выполнения пайки.
Пасты нашли повсеместное применение и в производстве. Они применяются для лужения кузова автомобиля, проведения поверхностного монтажа, ремонта проводов и пайки светодиодов.
Можно сказать, что паяльная паста стала выгодным и эффективным заменителем традиционных припоев, конечно, в том случае, если её марка и флюс, входящий в ее основу, были подобраны правильно.
К основным преимуществам материала относят удобство нанесения, а также чистоту печатной платы, которая достигается благодаря точно дозированному нанесению состава. Единственный минус таких паст — это недолгий срок годности, в среднем он не превышает полугода. После этого консистенция пасты начинает разделяется на фазы, и средство становится непригодным для эксплуатации.
Характеристики и требования
Качество любой пасты для пайки в первую очередь определяется данными контроля в соответствии с утвержденным международным стандартом J-STD-005. В его перечень входят следующие типы проверок:
- концентрация металла по доле;
- вязкость структуры, определяемая по способу Brookfield;
- тестирование на параметры растекания припоя;
- тестирование на формирование шариков припоя;
- тестирование на смачивание спаиваемых друг к другу деталей.
Обращаем внимание на то, что при изготовлении электронных и светодиодных изделий пасты лучше применять при помощи дозаторов либо трафаретов — их можно равномерно распределить по поверхности с определенной точностью. Благодаря этому достигается существенная экономия паяльных материалов.
Обзор видов
Паяльные пасты можно классифицировать по ряду признаков.
По флюсу
Существуют три основные разновидности флюсов в составе паст для выполнения пайки:
- водосмываемые;
- канифольные;
- безотмывочные.
Канифольная подгруппа флюсов традиционно представлена неактивированными, а также умеренно активированными и активированными композициями. Наименьшую активность проявляют те флюсы, которые не подвергались процедуре активации.
Наиболее востребованы флюсы со средним уровнем активности — они быстро и качественно очищают обрабатываемую поверхность, ровным слоем растекаются по ней и при этом смачивают соединяемые друг с другом детали. Однако такие составы нередко вызывают появление ржавчины. Поэтому после выполнения пайки всю рабочую зону необходимо мыть горячей водой или специализированными растворителями.
Флюсы, подвергающиеся основательному активированию, обычно используются для фиксации сильно окисленных элементов — в этом случае спирт нужно разбавить органическими растворами и отмыть этой смесью рабочую зону после пайки.
Водосмываемые флюсы обычно производят на базе органических кислот. Их отличает максимальная активность, они способствуют формированию качественного шва, но при этом требуют максимально тщательного отмывания — сделать это можно обычной горячей водой.
При выполнении работы с флюсами из натуральных и полимерных смол отмывания не требуется даже в том случае, если после выполнения пайки на поверхности деталей можно заметить остатки — это никак не повредит изделию, остаток не будет проводить ток, он отличается стойкостью к окислительным процессам. А если вы все же хотите его отмыть, для этого стоит воспользоваться растворителем.
По припою
Припойные компоненты для пайки обычно представлены эвтектическими сплавами из свинца и олова, удельный вес которого составляет порядка 62-63%, они могут выполняться с примесью серебра либо вовсе без него. В редких случаях припой представлен полностью бессвинцовыми сплавами из олова, удельный вес которого 95-96%. Как правило, в него добавляют серебро, которое, в свою очередь, может иметь добавки меди либо не иметь их.
По температуре
Технико-эксплуатационные параметры паяльной пасты основываются на её химическом составе, она и определяет такие базовые параметры, как пластичность, прочность, температура плавления и другие. Одним из оснований классификации паст считается уровень нагрева, при котором начинается плавление.
Плавка большей части паст, предназначенных для пайки плат и разъемов, идет при нагреве от 180 до 300 градусов — это низкотемпературная пайка. Кроме того, в промышленности выпускаются пасты, предназначенные для проведения высокотемпературной пайки — в этом случае уровень нагрева превышает порог 550-600 градусов и может достигать даже 1000-1100 градусов. В качестве базы такой пасты берут серебро, в неё может входить фосфор, а также германий, кремний или цинк.
Низкотемпературная паста обычно выполняется из свинца либо олова, дополнительно в неё вводят небольшое количество сурьмы, которая позволяет снизить температуру плавки до 90 градусов.
Как выбрать?
Паяльные пасты выпускаются в самом разном составе — это обуславливает различия в сфере использования таких составов и диктует определенные требования при выборе того или иного вещества. В основе выбора лежит тот металл, для спайки которого требуется паста.
Если вы планируете работать с никелем, то для подобных сплавов предпочтение лучше отдавать составам с содержанием хрома или никеля, легированных бериллием, кремнием или бором — такие сплавы относятся к категории твердых. Максимального эффекта можно достичь при пайке в условиях вакуума или в атмосфере аргона.
Медь — здесь актуальны медно-серебряные сплавы, которые для снижения температуры плавления могут дополнительно легироваться свинцом либо оловом.
При сплавлении алюминиевых компонентов необходимы припои на основе цинка и олова.
Золото и серебро, а также многие прочие сплавы, покрытые ими – здесь следует взять универсальную пасту из серебра с примесями цинка и меди.
Как пользоваться?
Для того чтобы добиться максимально надежного и долговечного соединения элементов на печатной плате, нужно выполнить некоторые действия. Они включают несколько основных этапов.
- Для начала нужно произвести очистку и полное обезжиривание платы с дальнейшим обязательным просушиванием.
- Затем плату фиксируют на горизонтальной поверхности и равномерно, строго дозировано наносят пасту в участке соединения.
- Далее нужно осторожно разместить небольшие и SMD-детали на поверхности платы. Чтобы пайка была максимально надежной — на ножки микросхем дополнительно наносят ещё одну порцию припоя.
- При выполнении нижнего подогрева печатной платы включают фен с горячим воздухом. Направляя его поток, прогревают всю верхнюю часть с закрепленными на ней деталями.
- Когда флюс полностью испарится, температуру фена надо увеличить до температуры плавления припоя.
- По окончании работы следует дождаться остывания, затем тщательно промыть печатную плату.
Обращаем особое внимание на то, что весь процесс пайки должен обязательно контролироваться визуально.
Чтобы закрепление элементов посредством паяльной пасты оказалось наиболее качественным и долговечным, крайне важно позаботиться о ряде факторов.
В первую очередь нужно подготовить саму плату, особенно в том случае, если она продолжительное время стояла без использования, или на ней заметны окислы.
Консистенция паяльной пасты должна быть эргономичной, то есть не густой, но и не жидкой. Оптимальный вариант — это сметанная структура, что будет равномерно смачивать поверхность. Имейте в виду, что способность к смачиванию играет ведущую роль в качестве и крепости паяного соединения элементов.
При пайке деталей микросхем электронную пасту нужно наносить тонким слоем. В случае если она будет нанесена более толстым слоем, места выводов микросхем могут замкнуться. При выпаивании простейших элементов такая тонкая работа не требуется.
Если габариты печатной платы будут большие, то лучше создать нижний подогрев при помощи утюга либо спецсредства, так чтобы их температура составляла 100-50 градусов и выше. Если этого не сделать заблаговременно, то не исключено коробление платы.
Все лишние остатки припоя с легкостью снимаются с поверхности самым простым паяльником при помощи насадок. К примеру, для того чтобы удалить остатки используемых при пайке компонентов между ножек микросхем, следует воспользоваться жалом «волна».
Хранение
Как показывает практика, подавляющее большинство изъянов, связанных с применением пасты для пайки, объясняется нарушением правил транспортировки, хранения и подготовки рабочего состава.
Всякая паяльная паста включает 2 основных ингредиента — металл и флюс, которые имеют различную плотность. Именно поэтому в отдельных составах незначительный объем флюса начинает выделяться и приподнимается над поверхностью самой пасты. В условиях чрезмерного нагрева выделение флюса многократно усиливается, и это резко ухудшает реологические характеристики состава – в результате паста растекается не так, как нужно. Это означает, что паяльную пасту следует защищать от повышенных температур и принудительно нагревать перед использованием.
Резко ухудшает качество любой пасты влага. Дело в том, что состав пасты для пайки отличается гигроскопичностью, то есть имеет свойство впитывать воду, даже из окружающей среды. При этом влага приводит к окислению шариков припоя ещё до оплавления либо же значительно повышает скорость его окисления в процессе оплавления. В условиях повышенной влажности флюс не до конца очищает спаиваемые поверхности и не обеспечивает необходимого уровня смачиваемости.
Кроме того, повышенная влажность и действие воды могут стать причиной таких дефектов пайки, как формирование перемычек, закипание флюса либо снижение времени клейкости пасты.
Не стоит замораживать состав, поскольку включенные во флюс активаторы начинают отделяться, и это самым негативным образом сказывается на технико-эксплуатационных параметрах изделия.
Пасту после длительного хранения нужно корректно подготовить к работе. Наносить её в холодном виде не рекомендуется — если открыть состав в тот момент, когда его температура будет ниже, чем температура конденсации того помещения, в котором проводятся работы, то на поверхности состава сразу же образуется конденсат. Он вызывает закипание и сильное разбрызгивание флюса, смещение деталей и многие технологические дефекты. Чтобы избежать этих неприятных проблем, пасту перед нанесением нужно нагреть. Однако делать это нужно естественным путем без использования нагревательного прибора — обычно на это уходит 4-6 часов. До тех пор, пока паста в полном объеме не прогреется до уровня комнатной температуры, не стоит снимать герметичную крышку, открывать и перемешивать состав. Если вы сделаете это, то паста будет однородной и в принципе пригодной к применению.
Но это вовсе не будет означать, что пасту не надо нагревать, поэтому такой способ нельзя отнести к корректному методу подготовки состава к употреблению.
После того как паста прогреется до оптимального уровня температуры, следует быстро и очень осторожно перемешать её лопаткой. Делать это нужно строго в одном направлении на протяжении пары-тройки минут, таким образом можно добиться равномерного перемешивания всех составных компонентов. Не стоит мешать её чересчур интенсивно или делать это дольше указанного времени — в противном случае такие действия повлекут понижение вязкости состава для пайки и, как следствие, к ее сползанию.
Паяльная паста sparta 913355 как пользоваться
Качество работы электронной техники в большой мере зависит от прочности соединения компонентов схем c печатными платами. Хорошее спаивание обеспечивает паяльная паста. Эта смесь выполняет несколько функций.
Характеристики
 Пастообразная масса содержит припой, фиксирующие вещества и флюс. Для создания консистенции в пасту вводят растворители, стабилизаторы, вещества для поддержания стабильной вязкости, активаторы.
Пастообразная масса содержит припой, фиксирующие вещества и флюс. Для создания консистенции в пасту вводят растворители, стабилизаторы, вещества для поддержания стабильной вязкости, активаторы.
Припойная компонента может быть представлена эвтектическими сплавами из свинца и олова, содержание которого составляет 62-63 %, с добавлением серебра или без такого. Иногда припой представлен бессвинцовыми сплавами из олова (95,5-96,5 %) и серебра с добавками или без добавок меди.
Большое значение имеют размеры частичек вязкой массы, в зависимости от которых для нанесения следует использовать трафарет либо дозатор для паяльной пасты. Оба способа реализуются без паяльника.
Если частицы имеют круглую форму, можно применять и трафарет и дозатор. Сферические крупицы обычно получаются вследствие пульверизации припойной компоненты при получении паяльной пасты.
Размеры и форма частиц обуславливают возможные сложности применения.
Паяльная паста с очень маленькими частицами в связи с большой поверхностью соприкосновения с воздухом может быстро окисляться. Мелкие крупинки могут образовывать шарики из припойной массы. Очень крупные круглые частицы, крупинки неправильной формы склонны закупоривать трафарет.
Согласно размерам и форме частиц паяльные пасты подразделяются на 6 типов. Выбор нужно осуществлять с учетом шага вывода и размерами окон трафарета.

Флюс, как составляющая припоя
Классификации подлежат также флюсовые компоненты. Существует 3 вида флюсов в составе паяльных паст:
- канифольные;
- водосмываемые;
- безотмывные.
Канифольная группа флюсов представлена активированными, умерено активированными и совсем неактивированными композициями. Паяльные флюсы, не подвергавшиеся активации, проявляют самую маленькую активность.
Наибольшее распространение получили флюсы со средней активностью. Они хорошо очищают поверхность, растекаются по ней, смачивают соединяемые детали. Однако они могут вызывать коррозию. Поэтому после пайки рабочую зону нужно отмывать специальными растворителями или горячими водными растворами.



Паяльные флюсы, подвергавшиеся значительному активированию, применяют для сильно окисленных деталей. После пайки рабочее место отмывают органическими смесями со спиртом.
Водосмываемые флюсовые композиции изготовлены на основе органических кислот. Они обладают большой активностью, способствуют образованию хорошего шва, но требуют обязательного отмывания очищенной горячей водой.
Не нужно отмывание при работе с флюсами, сделанными из синтетических или натуральных смол. Даже если после пайки на поверхности будут присутствовать остатки, это не навредит изделию.
Остаток не проводит ток, устойчив к окислению. Его можно не отмывать. При желании промывание можно сделать специальными растворителями или горячими водными растворами.
Реологические особенности
Важными характеристиками паяльных паст для поверхностного монтажа являются вязкость, клейкость, длительность периода сохранения свойств, способность создавать объемное соединение на плате.
Знание количественных показателей реологических свойств позволяет правильно выбрать принтер для нанесения паяльной пасты, который сможет рационально дозировать порции.
Наносят пасту с учетом склонности к увеличению вязкости пастообразной массы. Уменьшение вязкости происходит при повышении температуры. Чтобы успешно паять паяльной пастой, нужно периодически к массе добавлять новые порции и контролировать показания температуры в рабочей зоне. Это можно легко делать при использовании автоматов для трафаретной печати, оснащенных термодатчиками.
На многих упаковках с импортными пастами указывают «время жизни». Значение определяет интервал времени с момента распечатывания банки до окончания пайки, в течение которого реологические свойства останутся неизменными.
Если показатель невысокий, для получения качественного соединения работать придется оперативно. Сейчас в продаже имеются смеси, со «временем жизни» 72 часа. С такими средствами можно работать не спеша.

Важной характеристикой является клейкость паяльной пасты, которая отображает способность детали удерживаться на плате до начала работы.
Некоторые пасты могут фиксировать электронные компоненты более суток, что удобно при монтаже больших плат. Составы с низкой клейкостью способны удерживать элемент 4 часа.
В продаже имеется большой ассортимент паяльных паст, часть из которых продается в шприце для ручного или автоматического дозирования, другие – в банках, картриджах.
Продукция в банках предназначена для станков трафаретной печати. Сделаны они из металлических листов с большой скрупулезностью, что позволяет вырезать на плате ячейки для нанесения паяльной пасты с точностью до 0, 1 мм.
Специальные виды трафаретов могут регулировать толщину нанесения пастообразной массы. Станки могут работать как в ручном, так и в автоматическом режимах. Дорогостоящие модели дополнительно оснащены системой очистки трафаретов, что значительно увеличивает производительность работ.
Условия хранения
 На многокомпонентные паяльные смеси влияют внешние факторы. Условия, выполнение которых требуется для правильного хранения, указывают на упаковке. С ними следует ознакомиться и неукоснительно соблюдать.
На многокомпонентные паяльные смеси влияют внешние факторы. Условия, выполнение которых требуется для правильного хранения, указывают на упаковке. С ними следует ознакомиться и неукоснительно соблюдать.
Обязательно указывают не только температуру, пригодную для хранения, но и диапазон ее возможных отклонений.
Обычно, при температуре хранения, превышающей 30 ℃, смесь необратимо ухудшается. Очень холодное окружение может ухудшить выполнение функций активаторами, содержащимися в припое или термопасте.
Большое значение имеет время, через которое паста приобретает комнатную температуру. Важно знать:
- как долго ее нужно перемешивать;
- какая температура и влажность воздуха должны выдерживаться при использовании пасты;
- сколько ее можно хранить при указанных условиях.
При влажном воздухе в паяльной массе из-за впитывания воды могут появляться шарики припоя. Срок, условия хранения паяльных паст отличаются, зависят от состава. Ели выполнять указания производителей, то качество пайки будет соответствовать ожиданиям.
Для водопроводных систем
 Совершенно отдельную группу составляют пастообразные композиции, предназначенные для монтажа паяльником фитингов из меди и ее сплавов в системах водоснабжения. К этим составам предъявляются особые требования, которые строго регламентирует ГОСТ.
Совершенно отдельную группу составляют пастообразные композиции, предназначенные для монтажа паяльником фитингов из меди и ее сплавов в системах водоснабжения. К этим составам предъявляются особые требования, которые строго регламентирует ГОСТ.
Ни один из компонентов пасты не может быть токсичным. Флюс должен полностью исключить окисление шва, попадание продуктов коррозии в воду.
Пасты для водоснабжения абсолютно не подходят для работы с электронными схемами по многим причинам, в частности потому, что к ним, для увеличения прочности соединения, часто добавляют медь или серебро. В электронике такие композиции не находят применения.
Применение паяльных паст
Технологическая инструкция
Определение и назначение
Настоящая инструкция устанавливает порядок работы с свинцовосодержащими паяльными пастами (фирм Multicore Solders (Англия, Кoki (Япония), Union Soltek (США), Оникс (Россия), содержащими флюс, не требующий отмывки после оплавления.
Инструкция распространяется на работников цеха, выполняющих технологичес- кий процесс поверхностного монтажа, инженеров, управляющих процессом, и является обязательной для работника, выполняющего операцию трафаретной печати.
Инструкция разработана в соответствии с ОСТ 4ГО.033.200-78 «Припои и флюсы для пайки»; ОСТ 4ГО.091.315-80 «Сборочно-монтажные работы. Требования безопасности»; рекомендациями изготовителей паяльных паст.
Техника безопасности
Технология поверхностного монтажа с применением свинцовосодержащих паяльных паст безопасна при работе на оборудовании и рабочих местах, оснащенных местной вытяжной вентиляцией. Работать следует в защитной одежде, защитных перчатках типа «Мультекс» с нитриловым покрытием (код ПЕР 305 по каталогу ф. ТРАКТ), при промывке трафарета и ракелей пользоваться резиновыми техническими перчатками. При кожном контакте с пастой возможно повышение реактивной чувствительности кожи и аллергическая реакция на коже. При попадании пасты на кожу промыть ее большим количеством воды с мылом. Следует также избегать вдыхания паров флюса, выделяемых во время пайки, запрещается во время пайки работать при открытом кожухе печи.
Технические данные
Паяльные пасты разработаны для технологии поверхностного монтажа электронных компонентов на поверхность печатной платы: пайки методом оплавления паяльной пасты.
Паяльные пасты CR 32, CR 36, МР 218 изготавливаются английской фирмой Multicore Solders, SS 48-M 1000-2, SS 48–М955 – японской фирмой КОКI, SM833 G4(A) – американской фирмой Union Soltek, F10SN62-90M3 – российской фирмой Оникс.
Паяльные пасты представляют собой механическую смесь трех основных составляющих субстанций: порошкообразного сплава-припоя, флюса (активатора) и связующего материала (органических наполнителей).
а) Основой паяльной пасты является порошкообразный припой, изготовленный из свинцово-оловянного или бессвинцового (олово-серебро-медь) сплава:
| Обозначение сплава по международному стандарту J-STD-006 | Cостав припоя |
| Sn 62 | Sn62/Pb36/Ag2 (олово 62%-свинец 36%-серебро 2%) |
| Sn 63 | Sn63/Pb37 (олово 63%-свинец 37%) |
| Sас | Sn(95,5-96,5) /Аg(3-3,8) /Cu(0,5-0,7) (олово-серебро-медь) |
Порошкообразный припой представляет собой мелкодисперсные частицы сплава сферической форм, диаметры частиц измеряются в микронах.
б) Флюс в составе паяльной пасты выполняет следующие функции:
- образует однородную структуру с припоем;
- способствует сохранению формы отпечатков пасты;
- обеспечивает клеящие свойства пасты для фиксации компонентов после их установки;
- удаляет окислы с поверхностей, подлежащих пайке, и с металлических частиц припоя;
- создает защитную пленку для предотвращения повторного окисления в процессе пайки;
- содействует самоцентрированию компонентов на контактных площадках платы в процессе пайки; — содействует передаче тепла при пайке
Хранение
Паяльную пасту в невскрытой оригинальной упаковке хранить в холодильнике при температуре +(2÷10)°С, что в большинстве случаев удваивает срок ее хранения.
Срок хранения указан на каждой упаковке в виде даты производства и даты окончания срока годности.
На банках с пастой F10 SN62-90M3 указан только срок годности, дата изготовления приведена в сопроводительных документах поставщика на партию упаковок.
При обнаружении пасты с просроченным сроком хранения банку изолировать с ярлыком на несоответствующую продукцию, сообщить мастеру и начальнику технологического бюро цеха.
Применение паяльной пасты с просроченным сроком хранения допускается только после проведения технологами опытных работ. После определения годности пасты на оригинальной упаковке должна быть сделана надпись: «Срок годности продлен до…».
Надпись должна быть засвидетельствована подписью технолога цеха или начальника технологического бюро.
Нельзя хранить паяльную пасту в холодильнике вместе с пищевыми продуктами и напитками.
Паяльные пасты особенно чувствительны к теплу и влажности, воздействие которых может существенно повлиять на свойства и срок хранения пасты. Некоторое расслоение паяльной пасты, когда на ее поверхности появляется небольшое количество флюса, является нормальным для паяльной пасты. Но в результате воздействия избыточного тепла расслоение пасты резко возрастает, приводя к изменению ее свойств и, следовательно, дефектам нанесения и оплавления. Внешним признаком этого явления может служить значительное количество флюса, выделившееся на поверхности пасты.
Температура выше 30°С может вызвать химическое разложение пасты.
Таким образом, значительный слой жидкого флюса на поверхности пасты свидетельствует о нарушении условий транспортировки, хранения, применения.
Указания по применению
1. При подготовке паяльной пасты к работе следует извлечь ее из холодильника и дать ей возможность прогреться естественным путем до комнатной температуры.
Не рекомендуется распечатывать пасту и открывать банку до того, как паста полностью прогреется, что занимает (4÷6) часов.
Категорически запрещается подогрев пасты нагревательными приборами, так как это может привести к ее расслоению и ухудшению свойств.
2. После того как паста согреется, ее необходимо перемешать, поместив нераспечатанную банку в устройство для механического перемешивания пасты NTGP-848, время перемешивания – не менее 4-х минут. При ручном перемешивании пасты ее необходимо аккуратно и тщательно перемешать в банке шпателем в одном направлении в течение 3-5 минут. Это обеспечивает соединение расслоившихся составных частей пасты. Не следует перемешивать пасту слишком интенсивно или слишком долго, так как это может привести к ее разжижению и к возможному растеканию и, следовательно, к образованию токопроводящих перемычек.
3. Перед вскрытием промаркировать упаковку либо этикеткой, либо маркером на крышке, указав дату и время вскрытия.
Вскрыть банку (подготовленная паста должна иметь светло-либо умеренно — серый цвет, быть достаточно однородной, без комков и посторонних включений, на поверхности не должно быть сухой корки), отделить необходимое для работы количество пасты и выложить на трафарет, затем плотно закрыть вставку и крышку банки.
Распечатанную банку с пастой допускается поместить в холодильник.
Паяльная паста, которая не была израсходована в течение смены, не должна смешиваться со свежей пастой. Остатки пасты следует сложить в отдельную тару и использовать в начале следующей смены.
Примечание: Допускается в случае производственной необходимости пасту, извлеченную из холодильника, перемешать в устройстве для механического перемешивания, время перемешивания – не менее 4 минут, банка с пастой должна быть плотно закрытой. В этом случае не требуется естественное согревание пасты в течение нескольких часов. После механического перемешивания пасту допускается использовать.
4. Паяльная паста, которая не была израсходована в течение смены (снятая с трафарета, ракелей), не должна смешиваться со свежей пастой, которая осталась в исходной упаковке. Остатки пасты следует сложить в отдельную чистую банку и использовать в начале следующей смены, добавляя на трафарет к «новой» пасте.
Банку с остатками промаркировать надписью «остатки», поставить дату и время, убрать в холодильник если работы на линии не будут продолжаться.
5. Если интервал в трафаретной печати составил более часа, пасту с трафарета удалить, сняв вручную полиуретановым или резиновым шпателем, остатки пасты поместить в отдельную чистую тару (см. п. 4).
Провести очистку трафарета от остатков паяльной пасты перед продолжением работы. Очистку печатных плат, трафаретов от паяльной пасты производить (сняв сначала остатки пасты ручным шпателем) салфетками из специального безворсового материала для очистки трафарета, смоченными промывочной жидкостью ZESTRON SD 100. Разрешается использовать изопропиловый спирт.
Паяльная паста
- Цена:




- MECHANIC,
- MECHANIC XG-50,
- паяльная паста,
- сопутствующие товары для пайки
- 06 февраля 2019, 11:27
- автор: zzzoooxxx
- просмотры: 12172
- slavchan_t
- 06 февраля 2019, 11:30
- Suhodrysh
- 06 февраля 2019, 12:10
- alexel
- 08 февраля 2019, 13:16
- AlanderUA
- 06 февраля 2019, 12:50
- DVANru
- 06 февраля 2019, 18:17
- uZver
- 06 февраля 2019, 22:17
- vlo
- 06 февраля 2019, 13:31
я ее флюсом бодяжу (kingbo rma-218 кажется). боль-менее.
но зачем она для пайки проводов — вот это вопрос…
- zzzoooxxx
- 06 февраля 2019, 14:04
- Vairon
- 06 февраля 2019, 14:05
- rrrrex
- 06 февраля 2019, 20:35
- Vairon
- 07 февраля 2019, 01:16
- Jaster
- 06 февраля 2019, 21:20
- NikitosZs
- 06 февраля 2019, 13:37
Сохнет быстро. А если на морозе, так сразу за пять минут.
- AndyBig
- 06 февраля 2019, 15:35
- uweroy
- 06 февраля 2019, 11:33
- Na4Fin
- 06 февраля 2019, 11:34
Если «перешкрябать» в шприц 10 кубов, то вполне себе нормально выдавливается. Использую для перепайки диодов на прожекторных платах. Гораздо удобнее, в разы сократилось количество КЗ после пайки.
Храню в холодильнике. За 1,5 года ничего не расслоилось на флюс и припой.
Товарищи, храните в холодильнике — не сохнет она даже в банке распечатанной (но закрытой, конечно). 1,5 года лежит у меня.
- zzzoooxxx
- 06 февраля 2019, 11:35
- and361
- 06 февраля 2019, 11:38
- SiberK
- 06 февраля 2019, 12:13
- Paly4
- 06 февраля 2019, 15:22
- Jaster
- 06 февраля 2019, 21:23
- New_Login
- 06 февраля 2019, 11:42
- zzzoooxxx
- 06 февраля 2019, 11:49
- eman
- 06 февраля 2019, 11:56
- uncle_sem
- 06 февраля 2019, 15:39
- Wiking
- 06 февраля 2019, 12:16
- Esculap
- 06 февраля 2019, 14:01
- iG0Lka
- 06 февраля 2019, 14:12
- Kolosok
- 06 февраля 2019, 21:01
- pepogr2
- 06 февраля 2019, 17:24
- GreyAlex
- 07 февраля 2019, 01:34
Ага… я тож паяю редко и в домашних условиях, искал замену ЛТИ и сосне.
Провел исследования:
Как я понимаю, самое крутое ERSA, KellerTT, Kster186, Martin но на них цены конские и это из серии профи флюсов.
Далее Fluxplus, Cyberflux, очень хотел, но чет вообще не продавали ни на ВК ни на ЧипДипе, будто обе фирмы ушли с рынка.
То что над откровенно Китайским УГ, сосной, ЛТИ, паяльным жиром, глицерином, собственно основные флюсы DIY:
Kingbo218, MechanicUV10, MechanicXG-50, MechanicNC559, LAOA-Жир.
Amtech даже не брал в учет, хз как добыть оригинал, когда везде подделки.
Самый нижний уровень, глицерины, жиры, ЛТИ, советуют от Смолтехнохим, но найти не смог.
Себе купил банку Kingbo218, видимо на всю жизнь хватит. Не знаю как проверить на оригинальность, если она вообще есть, но паять с ней после ЛТИ и сосны, это просто кайф. Но зараза липнет и отмывается не очень.
Как я понимаю, для отмывки лучше всего смешать изопропиловый спирт с бензином и драить место пайки.
В догонку по припоям, Asahi как я понимаю это самый топ вроде Японский, далее Kaina но много подделок, Laoa норм, Mechanic, Felder и опа, советуют припои из Рязани и Смоленска.
- pepogr2
- 07 февраля 2019, 17:06
- FreeZLO
- 06 февраля 2019, 11:50
- Shadow2091
- 06 февраля 2019, 11:53
- henri2002
- 06 февраля 2019, 11:55
- zzzoooxxx
- 06 февраля 2019, 12:06
- kirich
- 06 февраля 2019, 12:13
Цена берётся автоматически по ссылке
- MaDerer
- 06 февраля 2019, 12:12
Присоединюсь и я к засохнетсрачу ��
Купил и я как то подобную пасту для спайки проводов. Паста понравилась, пользовался ей не часто, но буквально на днях открыл её, а она сверху что-то отвердела. Куда я пошел? Правильно, в гугл?
В итоге только сейчас, где то примерно через полгода после покупки я с удивлением узнаю, что её надо как верность невесте хранить в сухом прохладном месте.
Ну что же, «Окей, гугл. Чем разбавить засохшую паяльную пасту?». По результатам определились три метода: глицерин, керосин и Бог Электроники — СПИРТ. В общем я остановился на втором. Купил в магазине «керосин осветительный», плесканул малость и стал размешивать отверткой до однородной массы. Вышло так, что с керосином я всё таки перестарался и паста вышла слишком жидкая.
В итоге она потеряла вязкость. На провода ложиться легко, но когда нагреваешь, часть пасты скатывается и спайка оказывается не столь качественной, как раньше. По консистенции пасту вполне можно поместить в шприц для нанесения на плату. Попробовал залудить дорожку… вышло несколько неравномерно.
Так что я и не могу, что после разбавления паста стала непригодной, но всё таки стала несколько хуже, чем при покупке.
Паяльная паста для SMD
SMD-компоненты представляют собой миниатюрные электронные детали, устанавливаемые на платы. При этом пайка выполняется не по привычной технологии, когда выводы деталей крепятся на отверстия платы и припаиваются с обратной стороны. Монтаж элементов SMD выполняется непосредственно на лицевой стороне поверхности, на которой расположены токопроводящие дорожки. Для этого применяется специальный флюс (паста).
Паяльная паста и ее свойства
Первоначально подобные составы применялись только в SMT-технологиях. Сейчас их область использования увеличивалась. В состав паяльной пасты для SMD входят следующие ингредиенты:
- Порошкообразный припой. Чаще всего подбираются сплавы на основе серебра, свинца или олова. Наибольшее распространение имеют пасты бессвинцового типа.
- Обезжиривающий припой.
- Связующие элементы. Они облегчают фиксацию элементов на поверхности плат. Чем больше размеры платы, тем более вязкой консистенцией должна обладать паста для пайки.
- Вспомогательные ингредиенты и активаторы.

Добиться качественной пайки можно только в той ситуации, если были соблюдены все условия и срок хранения паяльной массы. У большей части ингредиентов подобных составов срок годности не более полугода. Хранить их нужно при температуре +2…+10°C. В помещении не должно быть слишком холодно или жарко. Уровень влажности воздуха при этом не должен превышать 80%. Перед применением состава его нужно разогреть до комнатной температуры и лишь после этого открывать банку или извлекать субстанцию из шприца. В некоторых случаях на прогрев уходит около 5-6 часов.
Также необходимо учитывать, что со временем паяльная смесь утрачивает свои свойства. Подбирать материалы для пайки оловом или иными материалами нужно с учетом следующих требований:
- недопущение формирования шариков и разбрызгивания;
- высокая клеящая способность;
- стойкость к растеканию при первичном нагреве;
- отсутствие остаточного флюса;
- максимальный срок хранения.
Кроме того, материалы для паяльной пасты должны легко дозироваться и подходить для трафаретной печати.
Важные технические характеристики
Выбирать паяльную массу нужно с учетом ее физико-химических свойств. Эти характеристики находятся в прямой зависимости от ингредиентов состава. Такими свойствами являются:
- наличие/отсутствие свинца и легирующих наполнителей;
- форма и структура частичек;
- величина частичек по IliS;
- вязкость;
- степень паяемости, которая определяется загрязненностью и окисленностью частичек припоя.

Кроме того, пасты безотмывочного типа не провоцируют образование коррозии, а водосмывные — могут приводить к таким проблемам на участке пайки, так как в их составе присутствует ряд органических веществ.
Разновидности
Современный рынок предлагает продукцию от брендов ALPHA, HERAEUS, Felder и т.д. Все пасты для паяльных работ классифицируются по следующим признакам:
- по составу припоя — без галогена или галогенсодержащие;
- по необходимости в дополнительном отмывании;
- по типу припоя — без свинца или свинцовые;
- по температурным показателям — высоко-, средне-, низкотемпературные.
Если состав не смывается, в нем содержится канифоль. В такой ситуации для промывки элементов необходимо воспользоваться специальными растворителями.
Технология использования пасты
Перед тем как припаять SMD-элементы с применением паяльной пасты, необходимо изучить технологию работы с этим составом. Пользоваться им нужно следующим образом:
- для начала необходимо очистить, обезжирить и просушить плату;
- после этого плату необходимо надежно зафиксировать в горизонтальном положении;
- в отмеченных точках соединения равномерно наносится паста;
- мелкие детали устанавливаются на поверхность платы;
- иногда требуется дополнительная обработка составом ножек токопроводящих микросхем;
- прогревать установленные SMD-компоненты можно феном;
- когда припой полностью испарится, температуру плавки можно увеличить;
- паять необходимо осторожно, соблюдая все необходимые требования безопасности;
- после работы плату нужно остудить и промыть.
SMD-компоненты также можно припаять по следующей схеме:
- детали устанавливаются на площадку;
- паяльная паста наносится на ножки;
- под воздействием паяльника пастообразная субстанция равномерно растекается по зоне контакта;
- элементы остывают и очищаются.

Изготовление в домашних условиях
Иногда готовой паяльной массы не оказывается в наличии, поэтому полезно узнать о способах ее изготовления. Для этой цели необходимо подготовить паяльный жир и прутик припоя из свинца и олова. При отсутствии первого материала его можно заменить вазелином ЛТИ-120.
Припой необходимо размельчить с помощью надфиля или специальной насадкой для дрели. Готовая крошка должна состоять из мелких частичек. Она убирается в емкость, в которую добавляется вазелин в соотношении 1:1 и небольшое количество флюса.
Все компоненты самодельной пасты тщательно перемешиваются и разогреваются на водяной бане. Готовый состав можно хранить в крупном шприце. С помощью него пастообразная субстанция и будет наноситься на платы.
Преимущества применения
Паяльные пасты используются не только в быту, но и в промышленности. Такое обширное распространение этого материала объясняется следующими его преимуществами:
- возможность применения в производстве плат, на которых находятся мельчайшие элементы;
- пользоваться паяльной пастой можно даже без паяльника, но в таком случае потребуется специальная станция или фен для нагрева изделия и равномерного распределения ингредиентов по поверхности платы;
- пользоваться пастой для пайки можно в таких ситуациях, когда отсутствует возможность воспользоваться классическими инструментами.
Если нет возможности или желания самостоятельно изготавливать смесь, можно приобрести готовый вариант. Но нужно запомнить, что качественная паяльная паста стоит около 10 американских долларов за 50 г. Более дешевые варианты обладают низким качеством и могут не только не обеспечить достаточной надежности фиксации, но и привести к дополнительным проблемам при последующем использовании электронного изделия. Чтобы избежать проблем, покупать такие материалы лучше в сертифицированных магазинах или непосредственно у производителей.
Паяльная паста «MECHANIC» (пайка без паяльника)
Паяльная паста и ее свойства
Первоначально подобные составы применялись только в SMT-технологиях. Сейчас их область использования увеличивалась. В состав паяльной пасты для SMD входят следующие ингредиенты:
- Порошкообразный припой. Чаще всего подбираются сплавы на основе серебра, свинца или олова. Наибольшее распространение имеют пасты бессвинцового типа.
- Обезжиривающий припой.
- Связующие элементы. Они облегчают фиксацию элементов на поверхности плат. Чем больше размеры платы, тем более вязкой консистенцией должна обладать паста для пайки.
- Вспомогательные ингредиенты и активаторы.

Добиться качественной пайки можно только в той ситуации, если были соблюдены все условия и срок хранения паяльной массы. У большей части ингредиентов подобных составов срок годности не более полугода. Хранить их нужно при температуре +2…+10°C. В помещении не должно быть слишком холодно или жарко. Уровень влажности воздуха при этом не должен превышать 80%. Перед применением состава его нужно разогреть до комнатной температуры и лишь после этого открывать банку или извлекать субстанцию из шприца. В некоторых случаях на прогрев уходит около 5-6 часов.
Также необходимо учитывать, что со временем паяльная смесь утрачивает свои свойства. Подбирать материалы для пайки оловом или иными материалами нужно с учетом следующих требований:
- недопущение формирования шариков и разбрызгивания;
- высокая клеящая способность;
- стойкость к растеканию при первичном нагреве;
- отсутствие остаточного флюса;
- максимальный срок хранения.
Кроме того, материалы для паяльной пасты должны легко дозироваться и подходить для трафаретной печати.
Что такое паяльная паста и для чего она нужна
Смотрите также обзоры и статьи:
- Какую паяльную станцию взять для домашней мастерской?
- Как паять паяльной станцией. Советы новичкам
- Выбираем правильно расходные материалы для пайки

Особенности состава паяльной пасты
Паяльная паста — это смесь из следующих составляющих: припой, флюс и другие связующие компоненты. Пасты необходимы для спаивания между собой различных деталей, а сама работа является очень тонкой, практически ювелирной. Они наносятся тонким слоем заданной толщины с помощью автоматизированных средств.

Если отвечать на вопрос «для чего нужна паяльная паста», то ответ на него мы разберем далее. Она имеет свои преимущества и недостатки.
Любая паяльная паста должна отвечать требованиям, от которых, по сути, зависит качество этого продукта:
- Отсутствие растекания от места ее нанесения;
- Преобладание клеящих свойств;
- Отсутствие разбрызгивания при действии источника нагрева;
- Отсутствие расслаивания, а также окисления;
- Должна быть способной к деформации в течение долгого времени;
- Отсутствие остатков после пайки;
- Не должна отрицательно влиять на технические характеристики платы;
- Должна терять свои свойства в растворителях (смываться).
Паста, применяемая для дозирования и для нанесения через трафарет по вязкости, должна отличаться. Качество зависит от размера частиц припоя – если частицы слишком крупные, то показатели вязкости и возможности деформироваться ухудшаются, а если преобладает в основном количество частиц с маленьким размером, то ухудшается текучесть пасты.
Форма частиц также играет свою роль. Если частицы чешуйчатые или просто большое их количество неправильной формы, то такая паста будет засорять трафарет или шприц, через который будет подаваться. Однако, для них применение всё же есть – подача их в дозатор осуществляется посредством трафарета.
Паяемость пасты, что является главной ее характеристикой, зависит от частиц припоя и от степени ее окисления. Большую роль играет то количество кислорода, которое вступает в реакцию с флюсом и с основным металлом. Нормативы говорят о том, что содержание кислорода не должно превышать 0,6%. Кроме того, углерод, который остается на поверхности порошка, оказывает негативное влияние. Отсюда можно сделать вывод, что взаимодействие порошка, углерода и кислорода должно быть строго контролируемым по всей продолжительности работы, начиная с самого начала изготовления и до самого процесса пайки.
В порошке припоя обязательно присутствуют связующие вещества в количестве от 5 до 15%. Именно они отвечают за консистенцию, обеспечивают защиту пасты от растекания, растрескивания, расслоения, обеспечивают клеящую способность. При воздействии температуры связующее вещество испаряется, но когда происходит обычное хранение, то ничего страшного произойти не может, никакого влияния на припой не производится и потому его качества остаются на прежнем уровне. Такими веществами могут выступать как смолы, так и их смеси.
Разновидности паяльных паст
Выбор паяльной пасты зависит от того, какими свойствами обладает металл, для которого планируется ее использовать. Например, для сплава «никель-хром» подойдут пасты, одна из составляющих которых либо никель, либо хром. Такие сплавы являются твердыми и лучшее место для их сплава – это вакуум, аргон.
Для медных деталей используются медно-серебряные пасты, а чтобы снизить температуру плавления, они могут легироваться свинцом или оловом. Для детелей из алюминия используются пропои «олово-цинк», для серебряных и золотых – стандартная паста с основой из серебра, куда могут быть добавлены медь или цинк.

В том случае, если требуется покрыть паяльной пастой большую площадь, то можно использовать паяльный фен, который не даст изделию покорежиться и будет способствовать равномерному нагреванию. Если соединение локальное, то паяльник в помощь.
Разновидности паяльных паст могут отдичаться по флюсовым компонентам: всего их существует три вида:
- Канифольные – композиции различаются по активности: активированные композиции, умеренно активированные и неактивированные. Последние проявляют активность в самом малом количестве. Самыми распространенными являются компоненты с активность среднего значения. Они хорошо расходятся на поверхности, хорошо смачивают элементы, а также очищают поверхности. Но поскольку есть один минус – они могут вызвать коррозию, то рабочую поверхность нужно отмыть водными растворами или растворителями. Сильноактивные компоненты применяют для окисленных деталей и после проведения работ сразу очищают рабочее место.
- Водосмываемые – в основе имеют органические кислоты. При использовании таких компонентов получается хороший шов, но их обязательно нужно отмывать горячей водой.
- Безотмывные – изготовлены из натуральных смол и не требуют смывания. Даже если какие-то остаточные части будут присутствовать на изделии, то это не принесет никакого вреда. Эти остатки не проведут ток, не будут окисляться, но если хочется, то можно смыть горячей водой.
Рекомендации по применению паяльных паст
Очень важно, чтобы помещение, где будут проводиться работы, было чистым, там не должно быть скопления грязи, мусора или других загрязнений. Для того, чтобы обеспечить защиту при работе необходимо использовать перчатки для рук и очки для глаза. Чтобы отмыть уже нанесенную пасту с какого-либо элемента необходимо пользоваться спиртосодержащими составами или другим растворителем.
До того, как упаковка с паяльной пастой будет вскрыта необходимо поместить ее в помещение с комнатной температурой 23-28 градусов, влажность в помещении должна составлять от 30 до 60%. Перед вскрытием упаковки, она должна пробыть в этом помещении не меньше двух часов. Применять искусственные методы нагрева для ускорения ни в коем случае нельзя. Когда упаковка открыта и работа с паяльным веществом начата, желательно не забывать о том, что пасту необходимо периодически помешивать.
Применение паяльной пасты достаточно просто: на полотно трафарета нужно нанести некоторую часть паяльной пасты. По мере использования паста добавляется малыми порциями. В том случае, когда работа близится к завершению, а паста не израсходована, то с новой пастой ее смешивать ни в коем случае нельзя. Хранить ее следует в холодильнике в специально отведенном месте.
В том случае, когда работы еще не окончены, то можно продолжить использовать начатую пасту или пасту с новой упаковки, но нужно старую пасту смешать с новой и хорошенько размешать. Затем работу необходимо начать как можно скорее, чтобы свойства пасты остались прежними.
Возможно в следствие каких-то непредвиденных обстоятельств, работа должна быть прервана на некоторое непродолжительное время, а пасту уже нанесли на трафарет. В таком случае необходимо эту пасту поместить в емкость и плотно закрыть. Через каждые 40 минут следует проводить очищающие мероприятия трафаретного полотна.
Чтобы качественно выполнять работу с помощью паяльных паст нужно четко понимать, как они работают, разбираться в составах. Вещество, служащее для связывания частиц, при повешении градусов улетучивается, а состав, остающийся на поверхности, оплавляется и соединяет поверхности.
Для ускорения просушки можно использовать слабый подогрев снизу. Температура плавления паяльной пасты составляет 40-50 градусов, процесс активации начинается при 180-300 градусов.
Когда связующее вещество испарится, температура подогрева увеличится. Нужно четко следовать паспортным данным и не допустить ни недогрева, ни перегрева, поскольку недогрев снизит прочность, а перегрев может просто разрушить спайку деталях, с которыми вы уже успели поработать.
Поскольку все эти операции требуют четкого выполнения, то возможно лучше попробовать проведение подобных мероприятий на пробных материалах. Когда работа окончена нужно провести очистку, хотя она может и не понадобится, поскольку это зависит от сделанного вами выбора пасты.
Использование пасты очень удобно – это отражается не только в нанесении, но и в том, что плата остается чистой, а из-за точечного нанесения материал расходуется экономично и рационально. Но один недостаток все же есть – это недолгий срок годности, который составляет всего несколько месяцев, после чего паста может просто расслоиться и будет непригодной для использования.
Хранить пасту необходимо в помещении с определенной температурой, если паста уже открыта, то она будет годна для использования всего в течение 12 часов.
Если вы нарушите условия хранения, то это неизбежно приведет к тому, что пропадут все указанные свойства и использовать пасту уже будет нельзя, вы можете просто испортить поверхность. В случае, если температура хранения превысит 30 градусов, паяльная паста разложится на составляющие. Если в помещении высокая влажность, то припой, который находится в пасте, окислится, и это значит, что активаторы флюса будут потрачены не на их прямое назначение, а для очистки элементов припоя.