Гайд по настройке механики 3D-принтера
Качество напечатанных моделей напрямую зависит от механики принтера, а именно от её правильной настройки. Любые элементы принтера со временем изнашиваются, поэтому настройку принтера необходимо проводить хотя бы раз 5-6 кг отпечатанного филамента. С помощью коротких инструкций, описанных в этом гайде, вы сможете быстро и легко настроить механику вашего принтера: натяжение ремней, ток на двигателях, шаги двигателей, ускорение, рывки и скорость.
Что включает в себя механика
В 3D-принтерах любой конструкции всегда содержатся одни и те же вещи: Оси и направляющие, по которым перемещаются элементы принтера и двигатели с ремнями, которые приводят эти элементы в движение. В классической конструкции принтера есть как минимум 3 мотора (по одному на каждую ось), 3 направляющие (по одной на каждую ось) и плата электроники, которая управляет двигателями. Последнее можно с натяжкой назвать частью механики, но так как она управляет двигателями, она же косвенно влияет на качество модели.
Дефекты печати из-за неполадок в механике
Перед тем как менять что-либо в принтере, необходимо определиться, что именно нужно настроить. Зачастую дефекты видны визуально. В нашем блоге есть статья о большинстве дефектов печати, в которой подробно расписаны причины их появления. Далее список дефектов и с каким элементом механики они связаны:
Смещение слоёв — Ремни, Ток двигателей, Направляющие
Неправильная геометрия модели — Направляющие, Шаги двигателей, ремни
Как можно увидеть, все вышеуказанные проблемы не мешают самому процессу печати, но результат оставляет желать лучшего. Иногда ошибки в механике могут полностью остановить работу принтера. Поэтому лучше не доводить ситуацию до крайностей и при появлении каких-либо проблем сразу начать проверку и настройку 3D-принтера.
Как сохранять настройки
Для исправления некоторых дефектов нужно изменять программные настройки принтера. Поэтому, перед регулировкой механики необходимо понять, как правильно сохранять настройки внутри принтера. Для этого есть 3 пути:
Запись параметров в меню самого принтера
Все настройки находятся в соответствующем меню принтера
Перепрошивка принтера с новыми параметрами
В зависимости от вашей прошивки, в данной инструкции будут указаны участки кода для прошивки MARLIN в файле configuration.h
Запись параметров через GCODE команды
Сначала мы вводим параметры в принтер, а затем сохраняем их в EEPROM — внутреннюю память микроконтроллера. Либо вставляем все необходимые настройки в начале GCODE. О том, как это сделать, читайте в нашей статье про работу с GCODE и создание макросов.
Для сохранения в EEPROM необходимо отправить принтеру команду изменения какого-либо значения (которую также можно вставить в начальный GCODE), а затем отправить команду M500 (сохранение нынешних параметров в постоянную память). В прошивке должна быть включена функция EEPROM, для этого необходимо убрать два слеша в строчке:
Какой бы из вариантов вы не выбрали, стоит быть осторожным при использовании любых команд. Вы не сможете как-либо навредить принтеру при изменении настроек, но если вы ошибетесь, то придется долго искать причину возможных дальнейших проблем.
Инструкции по настройке
Теперь можно приступать к настройке самого принтера. Если вы решили настроить сразу несколько параметров, то лучше использовать порядок регулировок как в статье, так как некоторые из настроек связаны друг с другом и при использовании неверного порядка, настраивая один элемент механики вы собьете настройки другого элемента. Например, нельзя настраивать шаги двигателя перед натяжкой ремней, так как изменившаяся длина ремней приведет к изменению “истинных” шагов на миллиметр двигателей. Также перед настройкой необходимо убедиться в отсутствии люфтов в раме принтера, затянуть все ремни.
Ремни
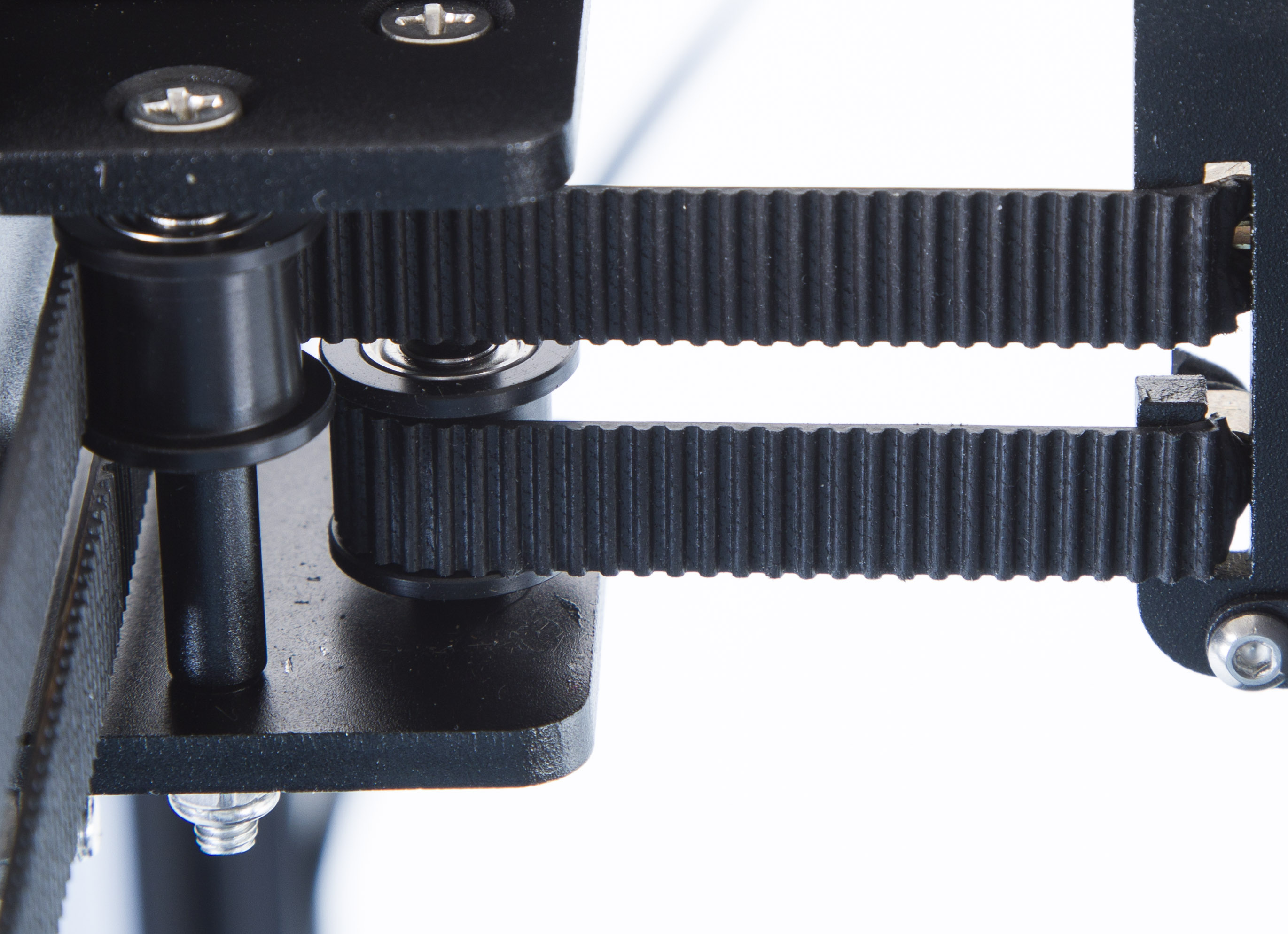
Первое, с чего следует начать настройку принтера,- это ремни. Они прямо влияют на геометрию модели и при слишком сильном натяжении именно они вызывают множество проблем: смещение слоев, изменение геометрии, рябь. Сначала стоит удостовериться в целостности ремня. Для этого просмотрите весь ремень, в особенности участки, где ремни изгибаются. Если ремень изжил своё, то можно увидеть увидеть участок ремня, где расстояние между зубцами сильно увеличилось и между ними видна металлическая проволока (корд). Это значит, что пришло время полностью менять ремень.
Порванный ремень с лопнувшими кордами
Если ремень цел или вы уже заменили его, то можно приступать к следующему шагу. В зависимости от конструкции вашего принтера, необходимо отодвинуть ролик, через который проходит ремень. Натяжение должно быть таким, чтобы каретка или стол двигались без усилий, но при этом при быстром передвижении ремень не должен проскакивать зубцы на шестерне двигателя. Настройте натяжку ремней на каждой оси принтера по данному методу.
Совет: если в вашем принтере из комплекта шел натяжитель ремня в виде пружины, крепящейся на самом ремне — уберите его. Из-за гибкости этого натяжителя будут возникать дефекты печати, например, торчащие углы на модели. Лучше настроить ремень без использования данного натяжителя.

Натяжитель ремня
Ток двигателей
Как мы знаем из школьного курса физики, мощность двигателя зависит от напряжения и силы тока. Так как напряжение на всей электронике принтера везде одинаково, то единственно, что можно изменить — ток на двигателе. Точнее следует сказать максимальный ток, который драйвер будет подавать на моторы. Для изменения этого предела необходимо залезть внутрь корпуса и найти плату принтера. На ней вы увидите драйвера принтера. Нас интересует маленький потенциометр на самом драйвере (на картинке ниже он указан как подстроечный резистор).
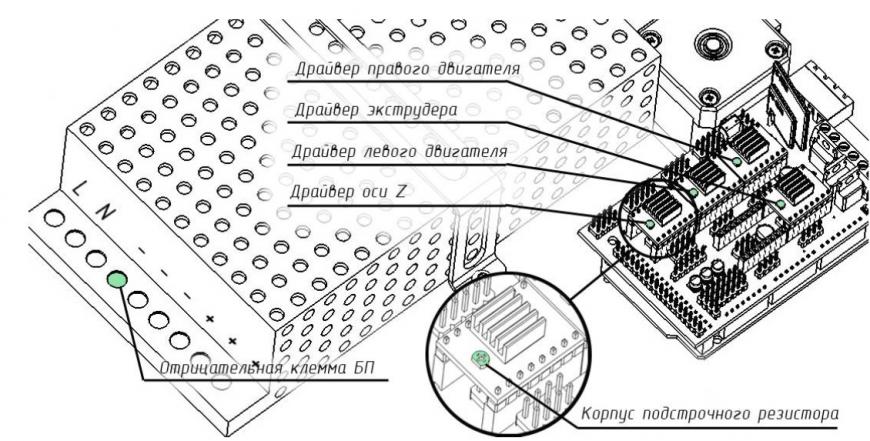
Пример расположения потенциометра на драйвере
Для настройки вам понадобится вольтметр и маленькая крестовая или плоская отвертка. Перед дальнейшими шагами необходимо рассчитать максимальный ток, подаваемый на моторы. Для разных драйверов используются разные формулы, самые популярные будут указаны в таблице ниже:
Vref = Imax * 1,25 для R100
Vref = Imax * 2,5 для R050
Чтобы понять какую формулу использовать необходимо найти резистор с подписью R100 или R050 на драйвере. Они располагаются рядом с чипом драйвера.
Vref = Imax * 1,41
Для всех драйверов одна формула
Значение максимального тока (Imax) зависит от двигателя, которым управляет драйвер. Это можно узнать из спецификации двигателя или по наклейки на нём. Далее указаны токи для самых популярных моделей двигателей:
17HS4401 — ток 1,7 А
17HS8401 — ток 1,8 А
17HS4402 — ток 1,3 А
Подставив значение в формулу, мы получим значение Vref для максимального тока, подаваемого на двигатель. Но при таком значении двигатель будет сильно греться, поэтому полученное значение Vref необходимо умножить на 0,7. Например, для двигателя с максимальным током в 1,5 А и драйвером TMC 2208:
Vref = 1,5 * 1,41 * 0,7 = 1,48 В
Теперь полученное значение можно использовать при настройке на самом принтере. Для этого отключите провода, идущие к моторам, включите принтер и поместите один щуп вольтметра в центр подстроечного резистора, а второй щуп к отрицательной клемме на блоке питания (также можно использовать отрицательную клемму на плате принтера и контакт на драйвере, обозначенный как GND). Вы увидите некоторое значение на экране вольтметра. Поверните подстроечный резистор по часовой стрелке, чтобы уменьшить значение Vref и против часовой, чтобы увеличить.
Внимание: не следует указывать значение Vref выше максимального рассчитанного для вашего двигателя! Иначе двигатель в скором времени сломается!
Когда вы настроите значение на драйверах, то можете выключить питание принтера, присоединить провода моторов и собрать корпус обратно. На этом настройку драйверов можно считать законченной.
Шаги двигателей
При настройке шагов двигателей вам понадобится линейка. Для удобства можно использовать программу Repetier-Host. Настройка для каждой из трех осей происходит по одному и тому же алгоритму:
Ставим каретку в нулевые координаты (Autohome или G28)
Передвигаем каретку на некоторое расстояние
Измеряем, на какое расстояние прошла каретка
Рассчитываем правильное количество шагов на миллиметр по формуле:
Истинные шаги на миллиметр = текущие шаги на миллиметр * указанное расстояние / пройденное расстояние
Например, в принтере было указано 100 шагов/мм, приказываем принтеру переместится на 80 мм, а принтер проходит 87,5 мм. Тогда правильное значение шагов на миллиметр будет равняться 100 * 80 / 87,5 = 91,42 шагов/мм. Для удобства измерений можно закрепить на столе линейку, а на каретке тонкий предмет, например, иголку или булавку. Тогда можно будет крайне точно измерить пройденное расстояние. Для измерения расстояния в экструдере используется частично отличающийся алгоритм:
Вставляем пластик в экструдер
Обрезаем его прямо у выходного отверстия
Отдаем принтеру команду вытянуть пластик на некоторое расстояние (минимум 100 миллиметров)
Снова обрезаем пластик
Измеряем длину полученного отрезка пластика
Используем формулу из предыдущего алгоритма
Далее данные настройки нужно вставить в прошивку в строке:
Вместо X,Y,Z и E0 должны стоять значение шагов на миллиметр для каждой из осей соответственно. Иначе, необходимо вставить в начальный GCODE данную строку:
M92 Ennn Xnnn Ynnn Znnn
Вместо nnn в каждом из параметров необходимо подставить шаги на миллиметр для каждой оси. Если вы хотите настроить шаги только не для всех осей, то можно убрать ненужные параметры.
Ускорение
Данный параметр отвечает за скорость изменения скорости. То есть насколько быстро принтер будет изменять свою скорость. Это влияет на характер перемещения хотенда относительно стола. Если ускорение слишком маленькое, то принтер будет медленно печатать, если же оно слишком большое, то внешняя поверхность модели будет обладать визуальными дефектами: около каждого из углов будут видны угасающие волны как на картинке ниже.

Для настройки ускорения нужно следовать простым шагам:
Нарезать модель стандартного тестового кубика с толщиной стенок равной одному диаметру сопла, без заполнения и верхних слоев, дно 2-3 слоя;
Открыть GCODE файл в блокноте;
Найти команду G28 в самом начале и вставить после неё данные строки:
M201 X5000 Y5000
Сохраните изменения, напечатайте модель по полученному GCODE и отметьте при каких параметрах P и T она печаталась;
Откройте тот же GCODE файл и измените значения P и T во второй строке, добавив к каждому из них по 500;
Повторите пункты 4-5 как минимум 3 раза;
В результате вы получите несколько тестовых кубиков, на части из которых будут видны волны у углов. Выберите кубик, напечатанный с наибольшими параметрами P и T, но чтобы на нём не было видно волн. Цифра в параметре P будет искомым значением ускорения. Чтобы сохранить данное значение необходимо найти в прошивке 2 строки:
Вместо X и Y следует поставить ускорение, в два раза выше найденного ранее. А вместо nnn необходимо поставить найденное ранее значение ускорения. Иначе необходимо вставить строку в начальный GCODE:
В параметрах P и T нужно поставить значение найденного ускорения. После этого настройку ускорения можно считать завершенной.
Рывок
Рывком обозначается то, с какой скорости начинать ускорятся. Он влияет на модель схожим образом, как и ускорение: создает рябь около углов модели. Но также увеличивается выпячивание углов, если рывок слишком мал. Настройка рывка также схожа с настройкой ускорения:
Нарезать модель стандартного тестового кубика с толщиной стенок равной одному диаметру сопла, без заполнения и верхних слоев, дно 2-3 слоя.
Открыть GCODE файл в блокноте
Найти команду G28 в самом начале и вставить после неё данные строки:
Сохраните изменения, напечатайте модель по полученному GCODE и отметьте при каких параметрах X и Y она печаталась
Откройте тот же GCODE файл и измените значения X и Y во второй строке, добавив к каждому из них по 2
Повторите пункты 4-5 как минимум 3 раза
В результате у вас получится несколько кубиков. Найдите кубик на котором не будет ряби, напечатанный при наибольших параметрах X и Y. Это и будет значением рывков для вашего принтера. Чтобы сохранить их необходимо найти в прошивке строку:
#define DEFAULT_XJERK nnn
#define DEFAULT_YJERK nnn
Необходимо подставить значения рывков для осей X и Y соответственно. Иначе необходимо подставить в стартовый GCODE команду:
Вместо nnn нужно подставить значение рывка, найденное ранее. На этом завершается настройка рывков.
Скорость
На самом деле существует множество различных параметров скоростей, значения для которых сильно разнятся. Далее рассмотрим основные из них:
Этот параметр отвечает за перемещение сопла без выдавливания пластика. Значение находится в пределах от 80 до 120 мм/с. Ограничивается только максимальной скоростью, с которой могут вращаться двигатели. Не влияет на модель
Скорость печати первого слоя
Данная скорость важна, так как она косвенно влияет на адгезию модели к столу. Обычно находится в пределах от 15 до 30 мм/с
Скорость печати стенок
-Скорость печати внутренних стенок
Обычно ставится около 60 мм/с, влияет только на прочность модели. Зависит от максимального количества пластика, который может продавить экструдер через сопло
-Скорость печати внешних стенок
Обычно около половины от скорости печати внутренних стенок (30 мм/с).Влияет не только на прочность модели, но и на внешний вид: чем ниже данная скорость — тем ровнее будут стенки.
Скорость печати заполнения
Стандартным значением является 80 мм/с, влияет только на прочность модели
Скорость печати дна/крышки
Обычно выставляется от 20 до 40 мм/с, от неё зависит качество верхнего слоя модели: чем ниже значение — тем ровнее крышка.
Все вышеуказанные параметры подбираются экспериментальным путем. Обычно действует простое правило: выше скорость — ниже качество. Поэтому не стоит пытаться найти идеальное значение для всех ситуаций. Лучше найти значения для быстрой печати, качественной печати и среднее, которое будет использоваться для большинства моделей.
Проверка настроек
Последним этапом настроек любого из вышеописанных параметров будет проверка результата. Если вы записывали параметры в прошивке или сохраняли их в EEPROM, то можете использовать команду M503. Она выведет все настройки принтера на компьютер. Для проверки настроек на практике можно распечатать несколько тестовых моделей:



На каждой из вышеуказанных моделей будет хорошо видны дефекты, если они ещё остались после настройки механики.
Как определить обозначение ремня принтера модель
Ремень для 3D принтера: натяжение, где купить, как выбрать
При работе с 3D принтером точность имеет решающее значение для получения хороших результатов 3D печати. Если присутствует отклонения и пропуски, это четко проявляется на отпечатке. Таким образом, обратите внимание на ремень 3D-принтера, очень важно убедиться, что его движения максимально контролируемы и точны. Использование шаговых двигателей обеспечивает более совершенное работу 3D принтера, но это не имеет значение, если ремень начинает проскальзывать.
Вот почему большинство ремней для 3D-принтеров изготавливаются так, чтобы соответствовать шестерням, имея множество зубцов на одной или обеих сторонах. К шаговому двигателю крепится ведущая шестерня, а ремень надевается в пазы шестерни, предотвращая ее соскальзывание и позволяя вращаться синхронно с двигателем. Вторая шестерня (шкив ) крепится к раме принтера на противоположной стороне соответствующей оси.
Существуют замкнутые ремни, в виде окружности и незамкнутые, в виде ленты определенного размера.
Материалы и размеры ремней для 3D принтеров
Ремни для 3D-принтеров могут быть изготовлены из различных материалов, наиболее распространенными из которых является резина. Многие ремни OEM изготовлены из резины и имеют определенную длину. В натянутом состоянии длина обычно точна или немного больше ожидаемой, чтобы ее можно было отрегулировать до соответствующего натяжения.
Многие ремни также имеют усиление, хотя оно не является стандартным. Наиболее распространенным и наиболее популярным типом армирования является стекловолокно, однако другие типы армирования также могут работать хорошо, такие как сталь или даже нейлон.
Что касается размеров ремня, они часто измеряются в миллиметрах, как и большинство элементов в 3D-печати. Замкнутые ремни имеют размеры толщины, ширины и окружности. Незамкнутые ремни имеют те же размеры, за исключением того, что вместо окружности, используется термин длина.
Другие размеры и характеристики — это толщина и высота зубьев, расстояние между зубьями, максимальное натяжение ремня, которое он может выдержать без разрывов.
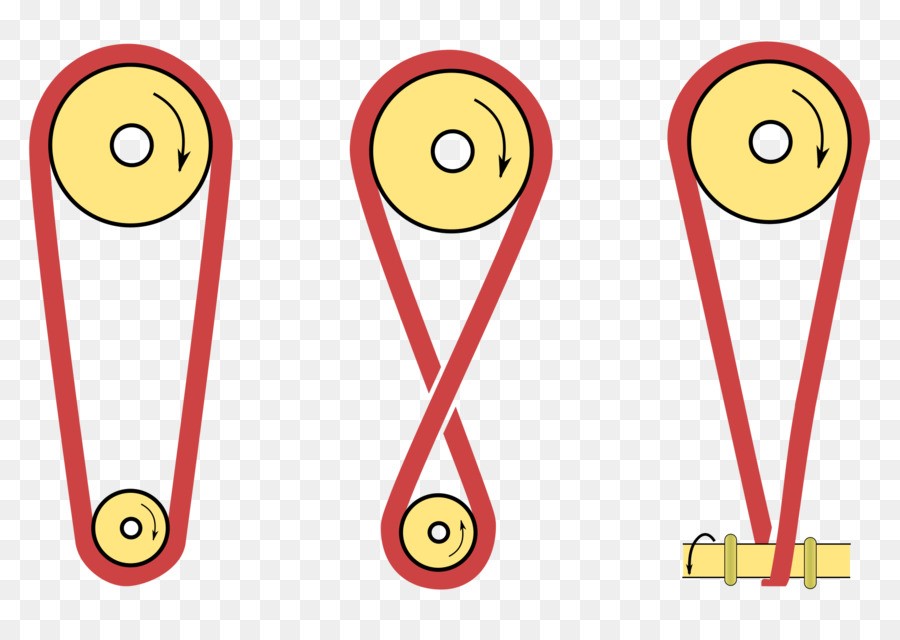
Ремни и их приводы чаще всего применяемые в 3D-принтерах
Шкив 3D принтера

Как правильно натянуть ремень 3D принтера
Перед натяжением ремня освободите шестеренки шаговых двигателей. Натяжение должно быть среднее, не как струна и что бы ремень не болтался.
На качество 3D-печати влияет несколько факторов, в том числе натяжение ремня.
Лучший способ правильно натянуть ремни 3D-принтера — это натянуть их, чтобы они не провисали и не давили на шестерни. Натяжение должно быть примерно таким же, как у растянутой резинки, но не натягивайте ремни слишком сильно, потому что это может увеличить износ ремня и подшипников шагового двигателя.
Правильная техника регулировки натяжения ремня принтера зависит от марки и типа принтера, поскольку многие 3D-принтеры построены по-разному, но все же есть сходства.
Рекомендуется сначала выяснить, как работает ваш 3D-принтер и как ремни соединяются по осям X и Y.
Ремень оси X проходит непосредственно через экструдер который прикреплен к двигателю, позволяющий ему перемещаться вперед и назад через ремень оси X. Ниже описаны некоторые методы, которыми можно следовать, чтобы отрегулировать натяжение ремня принтера.
Затяните винты на оси X: в большинстве принтеров ремень прикреплен к оси X и шкиву, который дополнительно прикреплен к валу двигателя для поддержания натяжения ремня.
Если вы присмотритесь, вы найдете винты по обе стороны от оси X. Затяните эти винты, так как это поможет вам добиться правильного натяжения ремня принтера.
Отрегулируйте натяжитель: для регулировки натяжения вам понадобится шестигранный ключ, который идет в комплекте с принтером.
Как натянуть ремень Ender 3
Ослабьте две гайки, удерживающие натяжитель на месте.

Используйте шестигранный ключ большего размера и вставьте его между натяжителем и направляющей по оси X

Теперь вы можете использовать его как рычаг для приложения силы к натяжителю и держите его как можно дальше, чтобы ремень был натянут.

В этот момент снова затяните болты на натяжителе.
Как только это будет сделано, вы можете повторить тот же процесс по оси Y.
Регулировка натяжения ремня по оси Y
Регулировка натяжения ремня по оси Y работает так же, как и по оси X, но обычно не требует такой большой регулировки натяжения.
Ремень вашего принтера перемещается с помощью шаговых двигателей с одной стороны на другую и они обычно не нуждаются в замене при правильном обращении, если только он стерся от долгой работы. Со временем ремни могут растягиваться и отламываться зубцы, особенно при постоянном использовании.
На видео ниже показан хороший наглядный пример натяжения ремня Ender 3, который вы можете сделать для оси Y.
Если вы предпочитаете вариант, который позволяет легко натянуть ремни, я бы подумал о приобретении натяжителя ремня UniTak3D X-Axis от Amazon.
Вы также можете получить от Amazon синхронное натяжное устройство оси Y BCZAMD, которое будет иметь те же функции на оси Y.
Насколько сильно должно быть натяжение ремня моего 3D-принтера?
Ремень, напечатанный на 3D-принтере, должен быть относительно жестким, чтобы иметь хорошее сопротивление, но не настолько, чтобы натянут как струна.
Вы можете довольно хорошо измерить натяжение ремня, посмотрев видео и увидев, насколько он тугой и пружинит.
Ослабленный ремень может привести к пропуску слоев и скорее всего, снизит качество печати.
Обязательно медленно перемещайте оси X и Y от одного конца к другому, чтобы убедиться, что ремень находится в хорошем рабочем состоянии и не трется об алюминиевый профиль.
Как узнать, достаточно ли натянут ремень вашего 3D-принтера?
Прослушивание звука сорванного ремня
Звук, издаваемый вашим ремнем после его ощипывания, должен быть похож на звучание гитарной струны на низких нотах. Если вы не слышите никаких нот или сильного провисания, вероятно, ваш ремень недостаточно затянут.
Трение ремня 3D-принтера (Ender 3)
Иногда вы можете столкнуться с трением ремня вашего 3D-принтера о направляющие, что не идеально. Он может создать множество вибраций по всей оси, что приведет к ухудшению качества поверхности ваших моделей.
К счастью, есть несколько способов исправить это.
Решение, которое вы можете попробовать, — установить натяжитель ремня под углом вниз, чтобы ремень опустился достаточно низко, чтобы освободить место на металле. Это работает, потому что после натяжения ремней все еще остается некоторое движение вверх и вниз.
Наклоните натяжитель ремня вниз, чтобы он проходил ниже кромки направляющих.
Как только ваш ремень окажется ниже той части направляющей, о которой он трется, вы можете полностью затянуть два винта с Т-образной гайкой, которые удерживают шкив на месте.
Еще вариант — это использование прокладки или установка натяжителя ремня, напечатанного на 3D-принтере от Thingiverse, для их 3D-принтеров.
Другой пользователь, у которого возникла та же проблема, связанная с трением ремня 3D-принтера о Ender 3, заключался в том, чтобы поворачивать сам болт на четверть оборота за раз, а затем проверять, плавно ли он движется, пока ремень не движется по центру.
Одному парню повезло: он заменил тонкую гайку слева на две шайбы M8 и пружинную шайбу M8. После этого их ремень работал отлично.

Замена ремня 3D принтера Ender 3
Отличный ремень для 3D принтера Ender 3 — это Eewolf шириной 6 мм GT2 на Amazon по довольно хорошей цене.
Резиновый материал представляет собой высокопрочный синтетический каучук (неопрен ) и армирование стекловолокном. Длина 5 м.
Где купить ремень для 3D принтера
Итак, вам нужен новый ремень для 3D-принтера.
Ремни для 3D-принтеров можно найти на многих сайтах, таких как Amazon и при средней стоимости от 5 до 12 долларов. Конечно, цена будет зависеть от нескольких факторов, таких как прочность, размер и усиление.
Некоторые другие хорошие места, где можно приобрести ремни для 3D-принтеров, включают Fargo 3D Printing , E3D Online и GearBest.
Не забывайте проверять размеры перед покупкой и обязательно устанавливайте их правильно в соответствии с инструкциями принтера и ремня. Удачной печати!
Особенности маркировки принтеров и МФУ HP: названия, серийный номера и FPU
У компании HP довольно сложная система маркировки принтеров и МФУ. Зачастую, внешне два устройства могут выглядеть одинаково, но иметь совершенно разные названия моделей – сказывается желании компании раздуть из одной технической концепции большее разнообразие ассортимента, различные региональные привязки, разницы в версиях железа и прошивки. Из-за этого может быть не всегда легко подобрать расходные материалы для конкретной модели, так что для лучшего понимания маркировки аппаратов HP, следует разобрать её по пунктам.
- Серия (Series name) – определяет группу технически аналогичных моделей. Например в OfficeJet Pro 8720 Printer series входят OfficeJet Pro 8720, 8725, и 8728, которые отличаются только цветом корпуса.
- Название принтера (Product name) – определяет конкретную модель печатного устройства. Например, DeskJet 2545. Именно его нужно знать для подбора расходных материалов, так как по нему, обычно, определяются номера картриджей. Указывается рядом с панелью управления, на крышке или другом видном месте (но не на наклейке сзади).
- Идентификатор (Identifier) – буквенный суффикс в названии, который уточняет особенности нескольких разновидностей одной модели. Например, LaserJet Pro M125a подключается к компьютеру только через USB, в то время как LaserJet Pro M125nw можно подключить к сети через Ethernet и Wi-Fi.
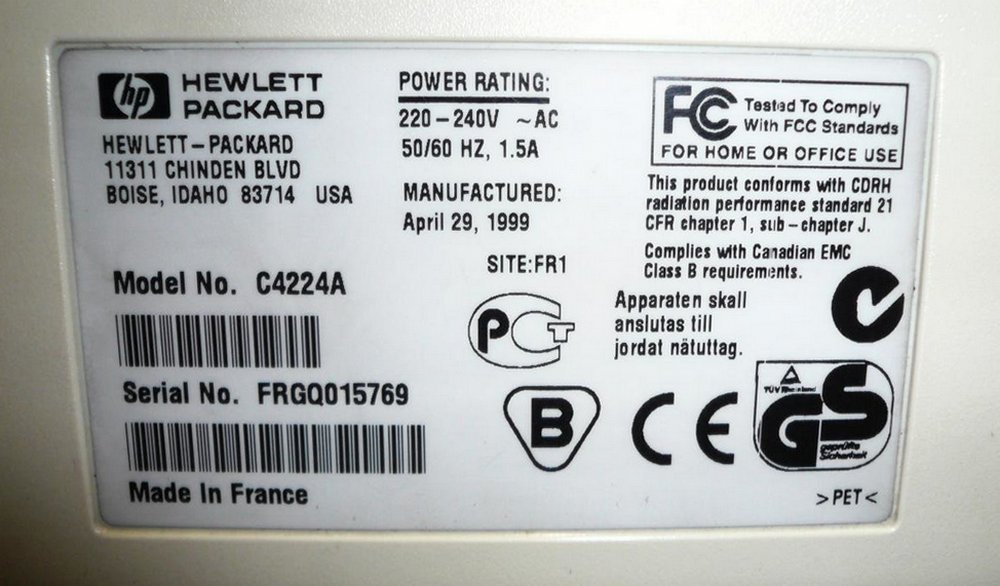
- Номер продукта / Артикул (Model No. / Product Number) – короткая комбинация цифр и букв, однозначно определяющая модель (серию, номер, идентификатор, версию). Артикулы HP выглядят примерно так – K7C85A, M9C7A итд. К артикулу также могут добавляться три дополнительных служебных цифры после решётки (#ABA, #B1A).
- Серийный номер (Serial No. / Serial number) – комбинация букв и цифр (более длинная, чем артикул), уникальная для каждого отдельного устройства. В основном, он нужен только для взаимодействия с технической поддержкой HP. Выглядит, например, так – CN349CJ0CP. Указывается на UPS-этикетке с задней стороны принтера.
- Номер плавающей единицы (FPU No. / Floating Product Unit Number) – комбинация из артикула модели и последовательности цифр после тире (например, CN461-640001), которая также указывается на UPS-этикетке. Последние привязаны к заводу на котором выпущено устройство и номеру партии – подобные данные полезны для инженеров компании HP, для простым пользователям эта информация не требуется.
- Метка этикетки (Regulatory Label Number) и метка модели (Regulatory Model Number) – довольно часто встречаются на этикетках, но для конечного пользователя бесполезны. По всей видимости, также имеют отношение к номеру партии, заводу, дате выпуска и маркировки.
Из всего вышеизложенного следует, что обращать внимание при подборе расходников следует на Product Name. А вот попытки найти в поисковиках информацию, вбивая туда серийный номер или FPU, ни к чему не приведут. Узнать полезные для пользователя данные о принтере можно разными путями.
Название принтера обычно можно узнать на небольшой этикетке расположенной на передней панели или на крышке.
Обычно этикетки с названием принтера приклеивают сюда
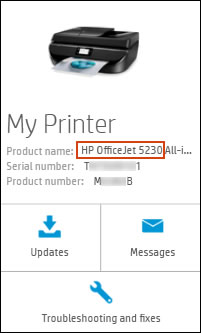
Название, номер модели и серийник можно также узнать через программу HP Support Assistant (можно скачать с официального сайта производителя). После инициализации устройства в программе, на экране высветятся все необходимые данные.
Наиболее полную информацию по принтеру можно узнать посмотрев на заднюю этикетку. Впрочем, большая её часть достаточно специфична и простому пользователю не нужна.
Таблица размеров поликлиновых ремней
Поликлиновой ремень представляет собой резиновое изделие, имеющее внутри несколько клиньев. В зависимости от нагрузки у рассматриваемой продукции были сделаны разные формы клиньев. Благодаря этой характерности данный ремень носит название — поликлиновой. Начало слова начинается с поли, что с греческого означает множество. И конец слова клиновой, подразумевает его технические особенности — продольные клинообразные полоски, расположенные на всей длине поверхности. Иными словами, поликлиновой ремень — это вид приводного ремня, имеющий множество клиньев.
А теперь приступим к рассмотрению размеров поликлиновых ремней: профиль, длина и ширина. Сначала рассмотрим резиновые изделия, изготовленные по отечественному документу ТУ 2563-040-70453527-2004.
ТУ 2563-040-70453527-2004
Этому техническому условию соответствуют поликлиновые ремни, которые используются на металлорежущем станке, в машинах, в оборудовании, работающих на высоких скоростях.
По данному стандарту существует три профиля:
- К
- Л
- М
Поликлиновые ремни по профилю K имеют длину от 550-2000 мм, высоту 4,6 мм и шаг зубья 2,4 мм.
Для визуального представления мы подготовили чертеж-обозначение размеров резинового изделия.
Ремни в 3D печати. Лекция о зубчатом ремне GT2
Я всех приветствую, дорогие друзья! С вами я, Юнах Анатолий, а это мастерская “Прожектор 8 кВт”.
Сегодня будет лекция про ремни в 3D печати, в частности, о ремне GT2. Почему GT2, почему GT, почему 2 и прочее… Когда я начал готовиться к лекции, то я не предполагал насколько глубока “кроличья нора”.
Ремённая передача. Почему ремённая передача так популярна в индустрии? Она проста, не требовательна к механике и, самое главное, она дешевая. Ну и, конечно же, универсальность.
 Источник: сеть интернет
Источник: сеть интернет
Видов ремней в индустрии превеликое множество: плоские, круглые, клиновидные и др. Но мы будем говорить о зубчатых.
 Источник: сеть интернет
Источник: сеть интернет
Зубчатый ремень GT2 используется практически во всех, более-менее значимых кинематиках, если не говорить об экзотике.
 Источник: сеть интернет
Источник: сеть интернет
Классика – это «Prusa» подобная кинематика (они же дрыгостолы), CoreXY, H-bot, Дельты. На всех этих принтерах используется зубчатый ремень GT2. И в 2020 году, как минимум (не знаю в каком году вы читаете эту статью), ремень GT2 является стандартом индустрии. Он везде, начиная от бюджетных принтеров, которые стоят сущие копейки, и, заканчивая мега дорогими принтерами.
Почему GT2? Многие думают, что значение GT означает форму зуба, а 2 – расстояние межосевое, расстояние между зубьев. Чтобы ответить правильно на этот вопрос, нужно максимально углубиться в тему. Есть компания (корпорация), называется “Gates”, которая запатентовала ремни GT. Это их идея, их инновация. С 1900 годов корпорация “Gates” занимается производством ремней. Ссылка на их сайт: https://www.gates.com/ru/ru.html
 Источник: сеть интернет
Источник: сеть интернет
Самый первый ремень, который появился на рынке – это ремень GT, без цифр. GT – это производная от «Gates». Ремни самой первой серии GT сейчас невозможно найти – это удел настоящих музеев. Следующий его преемник – GT2, которым мы сейчас пользуемся. После него появился GT3. Забавно, но GT2 и GT3 это не только виды ремней, но и их поколения. Последним идет GT4.
Компания “Gates”, которая запатентовала ремни GT, предоставила торговую марку для мелких сертифицированных производителей. При этом было выставлено условие – сертифицированные производители не могут называть ремень “GT”. Но могут его называть: 1228 STS, RPP2, HTD 2M и прочее. Ремни взаимозаменяемые, различие только в том, на каком заводе они произведены. Но, по сути своей, все эти наименования – это и есть ремень GT2.
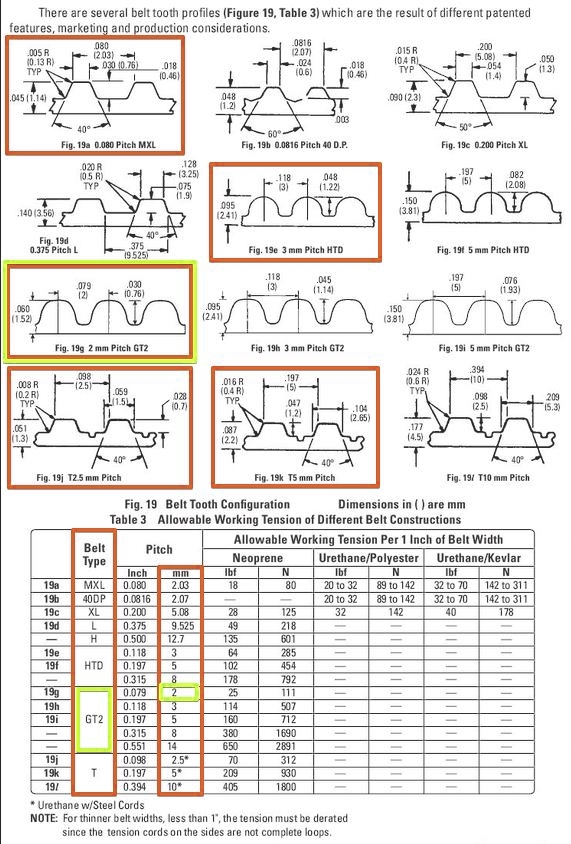
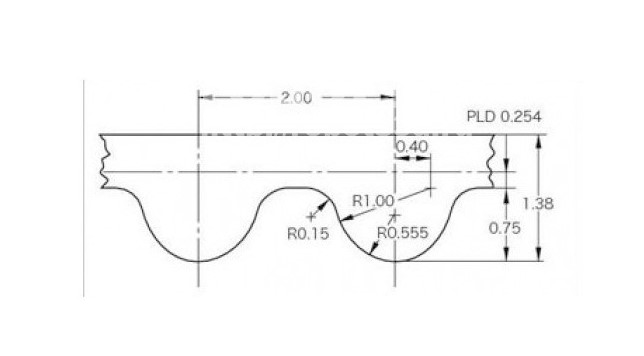
Отмечу еще одну интересную деталь, название ремня GT2 абсолютно неправильное. Поясню. Правильное название ремня на картинке. Оно чисто гипотетическое, в каталоге ремень указан как GT28MGT-640-62.
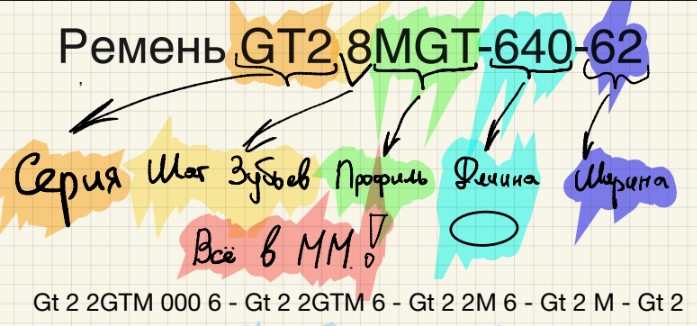
Так что означают эти буквы и цифры? GT2 – это название серии. Многие люди думают, как уже говорилось, что GT – это круглые зубья, а 2 – это межосевое расстояние, но это неверно. GT2 – это серия, не более. Цифра 8 – это шаг зубьев. В 3D печати, чаще всего, используют зубчатый ремень с шагом ремня 2. Соответственно в теории, должно быть GT22. Следующим идет MGT – это сам профиль, то есть это форма ремня. Как на рисунке. Далее цифра 640 – это длина в миллиметрах.
Ремни “Gates”, оригинальные, делаются только кольцевые, то есть метражом их не купить. Хотя в чате ВК некоторые утверждают, что нашли такие предложения. Дело в том, что у компании “Gates” есть дочерняя компания в Китае, “Gates Unitta” называется. И эта дочерняя компания выпускает бесконечные ремни, то есть его можно купить метражом по 20-30 метров. Но самое интересное в том, что минимальная ширина этого ремня 9 мм и более (12 мм, 18 мм и т.д.). Если вы купили ремень “Gates”, типа “оригинальный”, метражом и шириной 6 мм, то вас обманули. Оригинальные ремни “Gates” бывают только кольцевые, не выпускаются метражом.
Последняя цифра в названии 6 – это ширина в миллиметрах.
Поэтому ремень, который используется в 3D печати в полном названии звучит так, GT2 2GTM 000 6. Где GT2 – серия, 2 – шаг зубьев (расстояние между зубьями ремня), MGT – профиль, который используется. Далее 000 – это классическое обозначение бесконечного ремня, то есть любой длины. И в конце ширина 6 мм.
Самое печальное, что в дело вступили китайские продавцы, и полное название в конце концов превратилось в классическое GT2, путем сокращения каких-то единиц. Допустим, если мы говорим о ремне любой длины, которое изготавливают под ваш заказ (10, 20, 30 м), то мы уберем “000” из названия, оно сократилось – GT2 2GTM 6. Далее сократилось GT (т.к. оно повторяется), стало – GT2 2M 6. Ширину перенесем в описание, потому что в ту же самую продажу мы вставим и 6 мм, и 10 мм, и так далее. И после всех этих преобразований название осталось – GT2. Вот такая ирония.
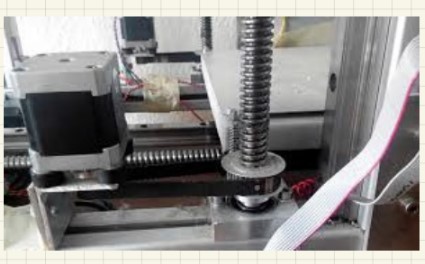
Почему именно в 3D печати используются ремни GT2? Первые коммерческие принтеры были построены из “чего Бог послал”, что нашли на свалке, то и использовали. В первую очередь использовались резиновые зубчатые ремни от оргтехники, в данном примере от ксерокса. На фото зубчатый ремень, который идет на привод подачи бумаги – запасная часть от оргтехники фирмы “Xerox”.
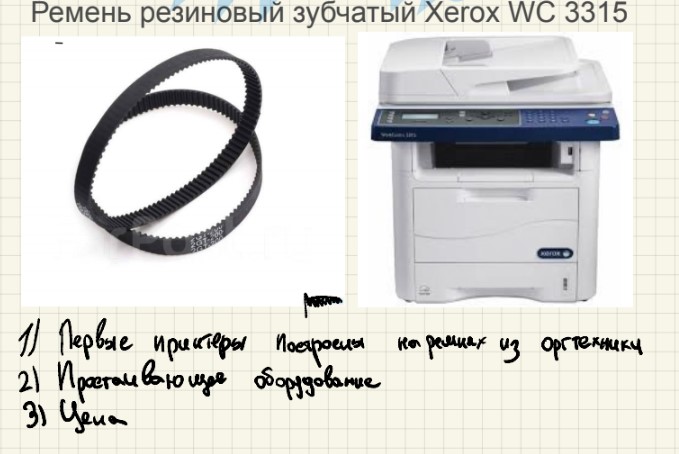
Первые 3D печатники использовали ремни, которые были списаны после использования в оргтехнике. Капитализм действует на рынок так, что производителям приходится максимально экономить. И сейчас, на данный момент, встретить классический GT2, самого маленького размера 6 мм, практически невозможно. В большинстве своём ремни очень маленькие и появляется новая индустрия. У китайцев появляется возможность на старом, простаивающем, оборудовании, на котором изготавливали ремни для оргтехники, производить ремни для 3D принтеров. Поэтому для современных 3D принтеров использование ремня GT2 определило то, что когда-то кто-то на свалке нашёл ремень GT2 и использовал его. Теперь это стандарт для индустрии. Повторю – это оригинальный ремень GT2 с шагом зубьев 2 мм, то есть GT220M, как это бы правильно звучало. Найти его очень сложно, т.к. сейчас он практически не используется, потому что он очень дорогой. Но китайцы смогли использовать простаивающее оборудование и стали делать ремни, которые дешевы и надежны.
В чём различие между оригинальными и не оригинальными ремнями GT2? Различие, в первую очередь, в корде, в усилении.

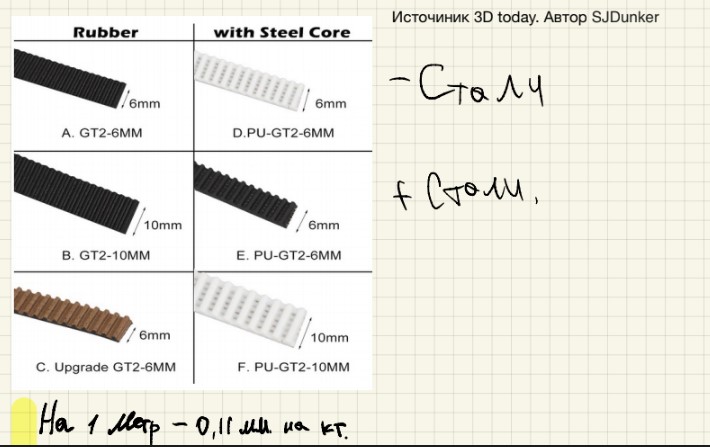
Корд не дает растянуться ремню, его изготавливают из разных материалов. Самые популярные материалы — это нейлон, стекловолокно и кевлар. Дело в том, что кевлар купить почти невозможно. В описании ремней на “AliExpress” написано, что используется кевлар, но в реальности это, обычно, нейлон, стекловолокно или сталь. В 3D печати наиболее популярны нейлон и стекловолокно. В чём различие? Соперничают между собой нейлон, стекловолокно и сталь. Один из участников сообщества 3D TODAY произвел испытания, где сравнил между собой “обычный” GT2-6 (нашел на «AliExpress»), “оригинальный” Gates GT2-6 и полиуретановый ремень GT2 со стальным кордом на изменения длины при определенных нагрузках. В результате китайский ремень выдает 110-120 мкм на 1 кг при 1200 мм длины, Gates – 80-90 мкм и стальной – 20-30 мкм на 1 м 20 на 1 кг. Что эти цифры должны нам сказать? Расскажу вкратце. Очень много споров идет по поводу корда, выполненного из стали.
О том, что это очень хороший корд, никто не спорит. Он является самым прочным, самым жестким (жесткость у него ушла в стратосферу). Проблема в том, что его тяжело натянуть, тяжело обслуживать, а также он очень привередлив к радиусу изгиба. Если мы используем ремень GT2 со стальным кордом на шпульке с маленьким радиусом изгиба, со временем он вылезет (месяц, два, год). Переведу микрометры в метры, если мы говорим о 110 микрометрах, то это 0,11 мм, то есть 1/10 от миллиметра на килограмм приложенной силы на метр 1 м 20 ремня. При реальном использовании этого ремня, обыкновенного простого ремня, в 3D печати, то вы не почувствуете разницы. Когда люди говорят, что используют оригинальный GT и качество печати сразу выросло, то, на самом деле, просто они нормально натянули ремень, если мы говорим о нормальном производителе.
На самом деле у меня были мысли об этом рассказать, если вы хотите более подробного разбора, то обязательно напишите в комментарии. Я обязательно закажу с “AliExpress” разные ремни, мы их вскроем, протестируем, опять же повторюсь, если вам это будет интересно.
Для простого обывателя, какие тезисы я могу выделить из этой лекции. Не гонитесь за мега дорогими ремнями, в большинстве своем это будет обман.
Не гонитесь за стальным кордом, он принесет вам больше проблем, чем пользы. Берите нормальные ремни GT2-2М (многие производители указывают просто GT2). GT2-2М – это значит классический GT2 ремень с полукруглым зубом, с шагом между зубьями 2 мм (такое расстояние – классика для 3D печати) и 6 мм шириной (10 мм ширина для принтеров, которые безумно быстро двигаются, для них очень важна жёсткость ремня), также не стоит брать сталь. Оставьте это профессионалам.
Я бы не стал брать ремень со стальным кордом для продажи (точнее я купил его, но после наведения справки о нем не выставил на продажу и теперь у меня лежит 10 м стального GТ2, т.к. совесть не позволяет его продать).
Берите GT2-2М с нейлоновым или стекловолоконным кордом и не заморачивайтесь. В большинстве своем достаточно просто хорошо натянуть ремень.
Ну вот и подошла моя лекция к концу. Не забывайте писать в комментариях какие темы вас интересуют, и я обязательно об этом расскажу и покажу.
Ремень для 3D принтера: натяжение, где купить, как выбрать
При работе с 3D принтером точность имеет решающее значение для получения хороших результатов 3D печати. Если присутствует отклонения и пропуски, это четко проявляется на отпечатке. Таким образом, обратите внимание на ремень 3D-принтера, очень важно убедиться, что его движения максимально контролируемы и точны. Использование шаговых двигателей обеспечивает более совершенное работу 3D принтера, но это не имеет значение, если ремень начинает проскальзывать.
Вот почему большинство ремней для 3D-принтеров изготавливаются так, чтобы соответствовать шестерням, имея множество зубцов на одной или обеих сторонах. К шаговому двигателю крепится ведущая шестерня, а ремень надевается в пазы шестерни, предотвращая ее соскальзывание и позволяя вращаться синхронно с двигателем. Вторая шестерня (шкив ) крепится к раме принтера на противоположной стороне соответствующей оси.
Существуют замкнутые ремни, в виде окружности и незамкнутые, в виде ленты определенного размера.
Материалы и размеры ремней для 3D принтеров
Ремни для 3D-принтеров могут быть изготовлены из различных материалов, наиболее распространенными из которых является резина. Многие ремни OEM изготовлены из резины и имеют определенную длину. В натянутом состоянии длина обычно точна или немного больше ожидаемой, чтобы ее можно было отрегулировать до соответствующего натяжения.
Многие ремни также имеют усиление, хотя оно не является стандартным. Наиболее распространенным и наиболее популярным типом армирования является стекловолокно, однако другие типы армирования также могут работать хорошо, такие как сталь или даже нейлон.
Что касается размеров ремня, они часто измеряются в миллиметрах, как и большинство элементов в 3D-печати. Замкнутые ремни имеют размеры толщины, ширины и окружности. Незамкнутые ремни имеют те же размеры, за исключением того, что вместо окружности, используется термин длина.
Другие размеры и характеристики — это толщина и высота зубьев, расстояние между зубьями, максимальное натяжение ремня, которое он может выдержать без разрывов.
Ремни и их приводы чаще всего применяемые в 3D-принтерах
Шкив 3D принтера
Как правильно натянуть ремень 3D принтера
Перед натяжением ремня освободите шестеренки шаговых двигателей. Натяжение должно быть среднее, не как струна и что бы ремень не болтался.
На качество 3D-печати влияет несколько факторов, в том числе натяжение ремня.
Лучший способ правильно натянуть ремни 3D-принтера — это натянуть их, чтобы они не провисали и не давили на шестерни. Натяжение должно быть примерно таким же, как у растянутой резинки, но не натягивайте ремни слишком сильно, потому что это может увеличить износ ремня и подшипников шагового двигателя.
Правильная техника регулировки натяжения ремня принтера зависит от марки и типа принтера, поскольку многие 3D-принтеры построены по-разному, но все же есть сходства.
Рекомендуется сначала выяснить, как работает ваш 3D-принтер и как ремни соединяются по осям X и Y.
Ремень оси X проходит непосредственно через экструдер который прикреплен к двигателю, позволяющий ему перемещаться вперед и назад через ремень оси X. Ниже описаны некоторые методы, которыми можно следовать, чтобы отрегулировать натяжение ремня принтера.
Затяните винты на оси X: в большинстве принтеров ремень прикреплен к оси X и шкиву, который дополнительно прикреплен к валу двигателя для поддержания натяжения ремня.
Если вы присмотритесь, вы найдете винты по обе стороны от оси X. Затяните эти винты, так как это поможет вам добиться правильного натяжения ремня принтера.
Отрегулируйте натяжитель: для регулировки натяжения вам понадобится шестигранный ключ, который идет в комплекте с принтером.
Как натянуть ремень Ender 3
Ослабьте две гайки, удерживающие натяжитель на месте.
Используйте шестигранный ключ большего размера и вставьте его между натяжителем и направляющей по оси X
Теперь вы можете использовать его как рычаг для приложения силы к натяжителю и держите его как можно дальше, чтобы ремень был натянут.
В этот момент снова затяните болты на натяжителе.
Как только это будет сделано, вы можете повторить тот же процесс по оси Y.
Регулировка натяжения ремня по оси Y
Регулировка натяжения ремня по оси Y работает так же, как и по оси X, но обычно не требует такой большой регулировки натяжения.
Ремень вашего принтера перемещается с помощью шаговых двигателей с одной стороны на другую и они обычно не нуждаются в замене при правильном обращении, если только он стерся от долгой работы. Со временем ремни могут растягиваться и отламываться зубцы, особенно при постоянном использовании.
На видео ниже показан хороший наглядный пример натяжения ремня Ender 3, который вы можете сделать для оси Y.
Если вы предпочитаете вариант, который позволяет легко натянуть ремни, я бы подумал о приобретении натяжителя ремня UniTak3D X-Axis от Amazon.
Вы также можете получить от Amazon синхронное натяжное устройство оси Y BCZAMD, которое будет иметь те же функции на оси Y.
Насколько сильно должно быть натяжение ремня моего 3D-принтера?
Ремень, напечатанный на 3D-принтере, должен быть относительно жестким, чтобы иметь хорошее сопротивление, но не настолько, чтобы натянут как струна.
Вы можете довольно хорошо измерить натяжение ремня, посмотрев видео и увидев, насколько он тугой и пружинит.
Ослабленный ремень может привести к пропуску слоев и скорее всего, снизит качество печати.
Обязательно медленно перемещайте оси X и Y от одного конца к другому, чтобы убедиться, что ремень находится в хорошем рабочем состоянии и не трется об алюминиевый профиль.
Как узнать, достаточно ли натянут ремень вашего 3D-принтера?
Прослушивание звука сорванного ремня
Звук, издаваемый вашим ремнем после его ощипывания, должен быть похож на звучание гитарной струны на низких нотах. Если вы не слышите никаких нот или сильного провисания, вероятно, ваш ремень недостаточно затянут.
Трение ремня 3D-принтера (Ender 3)
Иногда вы можете столкнуться с трением ремня вашего 3D-принтера о направляющие, что не идеально. Он может создать множество вибраций по всей оси, что приведет к ухудшению качества поверхности ваших моделей.
К счастью, есть несколько способов исправить это.
Решение, которое вы можете попробовать, — установить натяжитель ремня под углом вниз, чтобы ремень опустился достаточно низко, чтобы освободить место на металле. Это работает, потому что после натяжения ремней все еще остается некоторое движение вверх и вниз.
Наклоните натяжитель ремня вниз, чтобы он проходил ниже кромки направляющих.
Как только ваш ремень окажется ниже той части направляющей, о которой он трется, вы можете полностью затянуть два винта с Т-образной гайкой, которые удерживают шкив на месте.
Еще вариант — это использование прокладки или установка натяжителя ремня, напечатанного на 3D-принтере от Thingiverse, для их 3D-принтеров.
Другой пользователь, у которого возникла та же проблема, связанная с трением ремня 3D-принтера о Ender 3, заключался в том, чтобы поворачивать сам болт на четверть оборота за раз, а затем проверять, плавно ли он движется, пока ремень не движется по центру.
Одному парню повезло: он заменил тонкую гайку слева на две шайбы M8 и пружинную шайбу M8. После этого их ремень работал отлично.
Замена ремня 3D принтера Ender 3
Отличный ремень для 3D принтера Ender 3 — это Eewolf шириной 6 мм GT2 на Amazon по довольно хорошей цене.
Резиновый материал представляет собой высокопрочный синтетический каучук (неопрен ) и армирование стекловолокном. Длина 5 м.
Где купить ремень для 3D принтера
Итак, вам нужен новый ремень для 3D-принтера.
Ремни для 3D-принтеров можно найти на многих сайтах, таких как Amazon и при средней стоимости от 5 до 12 долларов. Конечно, цена будет зависеть от нескольких факторов, таких как прочность, размер и усиление.
Некоторые другие хорошие места, где можно приобрести ремни для 3D-принтеров, включают Fargo 3D Printing , E3D Online и GearBest.
Не забывайте проверять размеры перед покупкой и обязательно устанавливайте их правильно в соответствии с инструкциями принтера и ремня. Удачной печати!