Какие вещества и материалы используют при пайке для чего кратко
Пайка — это соединение деталей между собой, для соединения этих деталей используется два основных компонента, это припой и флюс. Ни один процесс пайки не обходится без таких материалов как припой, флюс, канифоль, некоторые радиолюбители используют паяльные кислоты, различные смеси и прочее. В этой статье о них и поговорим.
Припой — это металл или сплав, применяется для соединения и пайки радиодеталей, имеет температуру плавления ниже, чем соединяемые металлы. Припой прочно соединяет радиодетали между собой, растекается по нему и заполняет зазоры или отверстия между соединяемыми деталями.
Припои бывают мягкие – температура плавления до 300°C и твёрдые – выше 300 °C. Мягкими припоями являются оловянно-свинцовые сплавы.

Продается они в катушках, тюбиках или же в виде прутков. Припои продаются даже с флюсом, такие легче плавятся и канифоль для пайки радиодеталей обычно не требуется. Радиолюбители часто применяют припой марки ПОС-61.
При использовании низкотемпературных припоев необходим специальный флюс, поскольку стандартный флюс при низких температурах малоактивен.
У бессвинцовых припоев температура плавления либо выше, либо ниже чем у свинцовооловянных видов припоя. Оловянно-свинцовые припои смачиваются лучше чем бессвинцовые, паять ими удобнее. Швы при использовании бессвинцовых припоев, возникающие при длительной эксплуатации также хуже, чем у припоев, содержащих свинец.
Канифоль бывает еловая или сосновая, применяют для пайки радиодеталей совместно с припоем, канифоль ускоряет пайку и способствует быстрому лужению радиодеталей. Канифоль помогает припою прилипнуть к поверхности и растекается по ней блестящей пленкой. После этого деталь очень легко припаивается.

Перед началом пайки разогретый паяльник сначала «макают» в канифоль, затем жалом паяльника дотрагиваются до припоя, после чего уже прикасаются к месту спаивания деталей. Количество канифоли здесь играет немаловажную роль и жалеть ее не надо Есть и другие способы нанесения канифоли, например, поднося кусочек к месту пайки, так например лудят вывода радиоэлементов или залуживают провода, всё зависит от конкретного случая.

Флюс предназначен для удаления окислов или жировых загрязнений с поверхности металла, улучшения растекания жидкого припоя и для смачивания места пайки.
С помощью флюса вывода радиодеталей залуживаются и паяются очень быстро. Флюсы бывают химически активными (кислотными) и пассивными (нейтральными). Активными флюсами называют те флюсы, в составе которых присутствуют вещества, способные вступать во взаимодействие с металлом, это кислоты, хлористый цинк. При использовании таких флюсов паяльные швы подвергаются коррозии, что конечно же является недостатком этих видов флюсов. Но это не означает что применять такие флюсы нельзя, можно, только после того как закончите работу, плату нужно очистить от этого флюса. Одним из таких флюсов является флюс ЛТИ-120.
Многие радиолюбители применяют нейтральный флюс СКФ, такой флюс состоит из: спирта
40% и абсолютно не вреден для печатных плат.

Такой флюс можно изготовить и самому в домашних условиях, для этого берется спирт (70-90%), можно приобрести например в аптеке, и канифоль, ее нужно измельчить. Затем наливаем спирт в небольшую емкость, например в тюбик, и туда насыпаем крошки канифоли, в процентном соотношении примерно 70% спирта и 30% канифоли, затем закрываем пробку и взбалтываем до тех пор, пока канифоль полностью не растворится.
Флюсы бывают для пайки алюминия, нержавеющей стали, латунных, медных и стальных изделий, в виде раствора или порошка. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью. Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода.
Паяльная паста представляет собой пастообразное вещество, состоит из мельчайших шариков припоя, флюса и различных добавок. Паяльные пасты бывают безотмывочные и водосмываемые, последние содержат активные вещества, частицы которых могут стать причиной коррозии, если не удалить их с поверхности печатной платы.

Паяльная паста в основном применяется для поверхностного монтажа, для чип (SMD) радиодеталей и особенно удобны для пайки в труднодоступных местах. Пайка радиодеталей такой пастой осуществляется с помощью паяльной (фен) или ИК станции. Если вкратце, то технология следующая, сначала наносят капли пасты на места будущего спая, располагают радиодетали и нагревают.
Последовательность действий при пайке следующая:
1. Сначала поверхность платы нужно очистить, обезжирить и высушить. Для ускорения сушки можно воспользоваться феном.
2. Печатную плату необходимо надежно зафиксировать в горизонтальном положении, чтобы компоненты не слетели.
3. Паяльную пасту нужно наносить на печатную плату в местах будущей спайки, добиться чтобы вся паяемая поверхность была смочена пастой.
4. На плату устанавливаются детали: чип резисторы, конденсаторы, микросхемы и пр…
Постарайтесь добиться точного совмещения ножек микросхем и компонентов на печатной плате.
5. В идеале плату нужно подогревать еще и снизу, через пару минут фен устанавливается на температуру 150*C и несильной струей воздуха чтобы не сдуть детали, прогревается паяемая верхняя сторона платы вместе с установленными деталями. Прогрев продолжается до тех пор, пока флюс из паяльной пасты не испарится. Далее фен устанавливается на температуру около 240*C (температура плавления оловянно-свинцовой паяльной пасты около 200*C), и поверхность платы снова прогревается, при этом частицы припоя в пасте должны оплавиться и сформировать аккуратную пайку.
6. После окончания пайки плате нужно дать время остыть, затем можно ее промыть
Паяльный жир и паяльная кислота
Паяльный жир (бывает активным и нейтральным) нужен для тех же целей, что и канифоль, снимать невидимую оболочку-окисел с металла и улучшать пайку. Но если канифоль не справляется с этой задачей и эту оболочку со стали снять не может, то паяльный жир — пожалуйста!

Если металл не хочет лудиться, применяют паяльную кислоту. Преимущества кислоты в том, что она быстрее и качественнее обезжиривает детали для пайки, чем канифоль и жир паяльный.

Недостаток ее в том, что после пайки она еще долго реагирует с металлом, а также является очень неплохим проводником электрического тока, поэтому ее никогда уважающие себя электрики и электронщики не используют, им ни к чему посторонние пути прохождения тока.
Медь, бронзу, латунь можно паять канифолью или флюсом, свинец канифолью не будет паяться, нужно паять паяльным жиром. Если никель, сталь или железо то применяют паяльную кислоту, после пайки остатки кислоты нужно смыть водой. Если есть вариант выбора, то стоит выбирать все таки паяльный жир, т.к. он совмещает в себе преимущества и кислоты и жидкой канифоли (флюса).
Это высокотемпературный флюс (700-900*С), буру используют как флюс для пайки сталей, чугуна, меди и её сплавов среднеплавкими медными, латунными, золотыми и серебряными припоями. Расплавленная бура растворяет окислы металлов и очищает поверхность спаиваемых деталей. После применения буры при пайке необходимо удалять оставшиеся соли, применяя механическую зачистку.

Бура с борной кислотой при смешивании по весу один к одному образует борный флюс. Нужно перемешать составляющие, тщательно растереть в фарфоровой ступке, нагревая растворить в дистиллированной воде и выпаривать до твёрдого остатка. Для повышения активности флюса в смесь добавляют фтористые и хлористые соли.
Применяется для очистки жал паяльников или для пайки окисленных выводов радиодеталей. Для лучшего действия оксидала паяльник должен быть не менее 40 ватт. Продается оксидал в виде порошка, при работе с ним он выделяет неприятный запах и место около пайки покрывается «инеем». После пайки оксидалом остатки удаляются механическим путем.

Цапонлак применяют для покрытия печатных дорожек с целью защиты их от внешних воздействий, например для защиты от влаги. Со временем на местах спайки радиодеталей могут появляться микротрещины, а проникновение в трещину паров воды со временем вызывает образование не проводящих тока оксидов. Цапонлак, нанесенный на точку пайки, образует прочную поверхностную упругую пленку и защищает это место от влаги.

Цапонлак бывает разных цветов: зеленого, красного, синего… Наносить его на плату лучше кисточкой или мягкой губкой. Покрывать цапонлаком (и вообще любыми ацетоносодержащими веществами) печатные платы целиком не рекомендую. Для этих целей продаются специальные бесцветные лаки.
Плата, покрытая цапонлаком:
Цапонлак удобно применять для фиксации резьбовых соединений, например чтобы не развинчивалась гайка.
Романов А.С. Опубликована: 2012 г. 0 1

Вознаградить Я собрал 0 2

Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления, чем материал (материалы) соединяемых деталей.
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате, припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение.
Прочность соединения во многом зависит от зазора между соединяемыми деталями (от 0,03 до 2 мм), чистоты поверхности и равномерности нагрева элементов. Для удаления оксидной плёнки и защиты от влияния атмосферы применяют флюсы.
Содержание
Разновидности
Пайка бывает низкотемпературная (до 450 °C) и высокотемпературная. Соответственно припои бывают легкоплавкие и тугоплавкие. Для низкотемпературной пайки используют в основном электрический нагрев, для высокотемпературной — в основном нагрев горелкой. В качестве припоя используют сплавы оловянно-свинцовые (Sn 90 % Pb 10 % c t° пл. 220 °C), оловянно-серебряные (Ag 72 % с t° пл. 779 °C), медно-цинковые (Cu 48 % Zn остальное с t° пл. 865 °C), галлиевые (t° пл.
50°С), висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C) и т. д.
Пайка является высокопроизводительным процессом, обеспечивает надёжное электрическое соединение, позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы), отсутствие значительных температурных короблений (по сравнению со сваркой). Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Исходя из физико-химической природы процесса, пайку можно определить следующим образом. Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Пайка подразделяется на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку. В свою очередь, капиллярная подразделяется на горизонтальную и вертикальную. Диффузионная — на атомно-диффузионную и реакционно-диффузионную. Контактно-реакционная — с образованием эвтектики и с образованием твёрдого раствора. Реакционно-флюсовая — без припоя и с припоем. Пайка-сварка — без оплавления и с оплавлением. Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера. Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки. Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами. При реакционно-флюсовой пайке происходит совмещение процессов вытеснение из флюса металла, служащего припоем, и его взаимодействия с основным металлом. Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла.
Бессвинцовые технологии
27 января 2003 года введена в действие директива 2002/96/ЕС Европейского парламента и Совета по отходам электрического и электронного оборудования (WEEE). Современная радиоэлектронная промышленность встала перед фактом организации сбора и удаления отходов, имеющих в своем составе тяжелые металлы и огнезащитные составы. Для успешного решения этой проблемы одним из необходимых условий является переход на бессвинцовые технологии изготовления электронного оборудования — технологии с применением материалов, не содержащих свинец.
Стандарты
- ГОСТ 17325-79 — Пайка и лужение. Основные термины и определения.
Технология пайки оловянно-свинцовым припоем
Для соединения металлических деталей пайкой их необходимо облудить, соединить и нагреть, возможно, вводя в место пайки ещё припоя. Следующие простые рекомендации помогут достичь высокого качества пайки.
Прежде чем приступить к обучению умело паять, нужно знать, какие расходные материалы и приспособления для этого требуется.
Что нужно при пайке

Главным устройством, используемым для пайки, является паяльник. Для бытового использования достаточно устройств с мощностью 25-75 Вт. В современных паяльниках вместо нихромового нагревателя и медного жала используются керамический греющий элемент и жало из никелированного металла.
Преимуществами паяльников этого типа являются меньшее время, необходимое на разогрев до рабочей температуры и остывание, а также возможность плавной регулировки температуры с помощью специального блока питания. В некоторых моделях регулятор может быть встроен в корпус устройства.

Однако когда предстоит работа с тугоплавким припоем или требуется залудить крупные детали, необходимо использовать паяльники с большей мощностью.
Перед тем, как паять провода или заниматься сборкой печатных плат электронных компонентов, нужно определиться с типом жала паяльника. Устройства с плоским жалом применяются для работы с крупными радиодеталями или для лужения и соединения проводов среднего сечения.
Паяльники с конусным жалом необходимы для пайки деталей среднего размера, а с жалом в виде иглы – для работы с микросхемами или сборки светодиодного освещения.
Для чего нужен флюс
Кроме самого паяльника, для пайки нам нужен флюс и припой. Флюс необходим для очистки поверхности проводов или выводов радиодеталей от пленки окислов, жировых и других загрязнений, а также препятствования дальнейшему окислению места спайки. Флюс подбирается в зависимости от того, спайку каких металлов предстоит выполнить.

Для чего нужна канифоль?
Этот флюс используется для соединения медных проводов пайки радиодеталей с медными выводами (в том числе лужеными). Канифоль может быть в твердой, гелеобразной или жидкой форме. Паяльная кислота используется для очистки сильно окисленных медных контактов перед пайкой или для снятия окислов со стальных поверхностей, включая нержавеющих. Для соединения пайкой алюминиевых проводов используется специальный флюс.
Для непосредственной пайки проводов или деталей применяются припои, температура плавления которых должна быть ниже температуры плавления соединяемых металлов.
Припои выпускаются на основе олова, свинца, никеля или других металлов в виде прутков или проволок различного диаметра.
Как научиться паять
Современные паяльники с никелированным жалом не требуют подготовки перед началом работы. Во время их эксплуатации достаточно периодически очищать жало от остатков припоя и флюса с помощью влажной губки.
А вот медное жало паяльника с нихромовым нагревателем требует специальной подготовки. Перед началом работ нужно:
- очистить жало от окислов с помощью надфиля или напильника;
- нагреть устройство;
- погрузить жало во флюс (канифоль);
- растереть припой по поверхности жала.
Такую же процедуру нужно проводить время от времени, чтобы очистить жало от остатков пригоревшего флюса и припоя.
В следующих статьях мы расскажем, как пользоваться паяльником и как правильно паять провода.
Начинающим радиолюбителям и домашним мастерам часто бывает сложно понять, что нужно для пайки, какие комплектующие требуется приобрести, чтобы устранить простой обрыв проводов или залудить металлическую посуду. На самом деле набор приспособлений и аксессуаров для таких работ остается неизменным годами. Чтобы понять, какие инструменты и материалы для паяния в домашних условиях потребуются, стоит подробнее ознакомиться с самой технологией его выполнения.
Особенности
Для того чтобы начать работу с паяльником, необходимо сначала разобраться в его назначении и особенностях. Этот домашний инструмент подключается к сети электропитания и способен локально разогреваться до +300 и более градусов по Цельсию.


Стандартная мощность прибора не превышает 80-100 Вт, есть и модели с меньшими показателями. Рабочей поверхностью паяльника, которая называется жалом, мастер разогревает припой (чаще всего сплав олова и свинца), а затем с его помощью соединяет между собой металлические детали — провода, комплектующие печатных плат.
Понять, что нужно для пайки новичку, довольно легко. Есть стандартный перечень материалов и инструментов, без которых не обойтись и профессионалу, и любителю. Важно помнить, что в домашних условиях используются самые простые и доступные по цене компоненты, небольшого запаса которых хватит надолго. При выборе материалов нужно обязательно учитывать, что припой должен выдерживать меньшую температуру нагрева, чем соединяемые им металлы.


Для того чтобы пайка происходила правильно, нужно позаботиться о предварительной подготовке деталей. Для их зачистки от загрязнений, окислов, следов старого соединения используются инструменты для механической обработки. Сюда входят различные абразивы — от паяльников и надфилей до наждачной бумаги или стоматологического бура.
Также применяют методы химической очистки поверхностей — в этом случае специальные реагенты приобретаются отдельно, наносятся непосредственно в процессе работы. Эти же составы используются для поддержания в порядке жал медных и стальных паяльников.
Для пайки в домашних условиях используются материалы с низкой температурой плавления — до 450 градусов.
В качестве припоя применяются оловянно-свинцовые смеси и флюс — связующее, позволяющее исключить окисление поверхности жала. Для соединения металлических элементов между собой путем пайки используют лужение — нанесение и распределение жидкого соединяющего состава на их поверхности. После этого провода или другие детали совмещают, при необходимости добавляя припой.
Таким способом можно скреплять сплавы драгоценных и цветных металлов. Сталь, чугун и алюминий плохо поддаются низкотемпературной пайке. Электронные платы обрабатывают составами с концентрацией олова до 61% и температурой плавления 190 градусов. Флюсы для них тоже выбирают только коррозионно-пассивные. Активные невозможно полностью удалить, они более химически агрессивные, могут проникать в структуру платы, повреждая ее.
Инструменты
Для того чтобы паять, необходимо приобрести соответствующий инструмент.
Он должен соответствовать определенным критериям:
- иметь регулировку температуры нагрева (не всегда);
- давать возможность настройки мощности;
- соответствовать поставленным задачам по размерам и интенсивности накала;
- иметь блок для защиты от скачков напряжения.
Разумеется, самые недорогие паяльники укомплектованы весьма скромно. Ни регулятора температуры, ни защиты от перепадов напряжения здесь нет. Этими достоинствами обладают агрегаты, именуемые паяльными станциями. Для домашнего использования они нужны только в том случае, если планируется паять много и часто.


С разовыми работами легко справится самый обычный прибор без дополнительных опций.
Паяльник
Этот инструмент нужно выбирать исходя из целей и задач для работы. Например, для работы с микросхемами нужен самый маломощный паяльник — на 12 В, подключаемый через адаптер. Модели в 80-100 Вт рассчитаны на стандартное сетевое напряжение, они справятся с пайкой проводов и большинством других работ.
Паяльники бывают разными. Наиболее популярными считаются следующие.
- С медным жалом. Самый распространенный вариант с наконечником из цветного металла. Такие паяльники перед работой обязательно подвергают лужению, их также нужно регулярно очищать от нагара и окалины, чтобы избежать ухудшения проводимости. Инструмент этого типа обычно не имеет терморегуляторов, уменьшить или увеличить нагрев наконечника можно, правильно подобрав его длину.
- Керамический. Нагревательный элемент в нем изготовлен из электротехнической керамики. Она хорошо пропускает тепло. У керамических моделей обычно есть терморегулятор, а нагреваются они быстрее других.


- Нихромовый или необгораемый. Этот элемент имеет тонкое никелированное покрытие, которое не окисляется так быстро, как это происходит с медным наконечником. Но у нихромовых изделий есть свои недостатки — они боятся механических повреждений, легко деформируются.
- Стальной. Редко встречается, хуже проводит тепло, в дополнение ко всему легко окисляется. Но в некоторых случаях им можно заменить медный аналог.
- Комбинированный. Этот вариант предусматривает изготовление контактной части паяльника из нескольких составных компонентов. Например, сердечник может быть стальным, а наружная часть — медной, с более высокой передачей тепла. Стоит обратить внимание на то, что комбинированные изделия чаще всего имеют узкоспециальное применение. Покупать их для домашней пайки необязательно.
Существует также самый первый из всех видов паяльников, вовсе не требующий затрат электрической энергии для работы с ним.
Вспомогательные инструменты
Помимо основного инструмента, в процессе работы мастеру необходимо иметь под рукой и дополнительные элементы. К ним относится подставка для паяльника, позволяющая освободить руки, пока прибор остывает или происходит смена деталей. Изготавливают подставки из металла, иногда с пластиковой или деревянной подложкой.
Полезно также иметь под рукой небольшие пассатижи для снятия изоляции с проводов, напильник, тиски. Для работы с канифолью пригодится плоская жестяная баночка. У паяльников есть сменные элементы — жала. Они бывают разной длины и диаметра, с плоским или узким конусообразным наконечником. Комплект сменных жал позволяет с удобством работать с разными типами материалов и деталей.


Расходные материалы
Для паяния в домашних условиях требуется приобрести канифоль или флюс и припой. О том, зачем нужны эти материалы, стоит поговорить подробнее. Именно они обеспечивают правильную подготовку и надежное соединение проводников при пайке.
Флюсы и канифоль
Самый распространенный вид веществ в этой группе, — канифоль (отвердевшая смола). Она имеет химически нейтральный состав, не вызывающий коррозионных процессов. Основное назначение этого вещества — удаление загрязнений и следов окисления с жала паяльника или с соединяемых деталей. Оно растворяет налет, подготавливает поверхность к процессу пайки, улучшает налипание припоя.
Флюсами именуют химические вещества, выполняющие ту же функцию. Они имеют вид жидкого кислотного раствора, может использоваться бура, муравьиная кислота, готовый состав ЛТИ-120, а также самостоятельно приготовленные смеси на медной, алюминиевой основе. Наносят вещество кисточкой, по завершении пайки производится смывание техническим спиртом, чтобы не провоцировать коррозионные процессы.
Канифоль плавится только при нагреве. Именно поэтому работа с ней производится в особом порядке.
- В емкость укладываются крошки канифоли или целый кусок.
- На него кладется припой.
- В канифоль погружается жало паяльника. Это позволяет избежать его окисления.
- Достигнув припоя, наконечник инструмента равномерно покрывается им — происходит лужение.
Обработанный таким образом паяльник полностью готов к работе. Его можно погружать в припой и вести работу.
В среднем 1 обработки хватает на 15-30 минут непрерывного нагрева жала, потом оно снова начинает пригорать, требует очистки.
Припой
В домашних условиях используются припои, которые имеют температуру плавления ниже +450 градусов.
Этой характеристике полностью соответствуют оловянно-свинцовые сплавы, маркированные ПОС 60, ПОС 50, ПОС 40, — они применяются при работе с медными жилами. При пайке алюминия нужен оловянно-цинковый состав ЦО-12, П250А, А, ЦА — алюмоцинковый припой.


В некоторых случаях удобнее пользоваться готовыми составами, где уже есть канифоль. Этим преимуществом обладает припой с маркировкой ПОС 61, выпускаемый в виде проволоки, фольги, пасты, в зависимости от назначения. Применяя такое средство, проводники при пайке не нужно предварительно покрывать канифолью.
Подробную информацию о том, что нужно для пайки, вы найдете в видео ниже.
ПАЯЕМЫЕ КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ И ПРИПОИ
В паяных, конструкциях применяются самые различные материалы: стали, чугуны, никелевые сплавы (жаропрочные, жаростойкие, кислотостойкие), медь и ее сплавы, а также легкие сплавы на основе титана, алюминия, магния, бериллия. Ограниченное применение имеют сплавы на основе тугоплавких металлов: хрома, ниобия, молибдена, тантала и вольфрама.
Современные методы пайки конструкционных материалов, имеющих различные физико-химические свойства, обеспечивают сохранение или незначительное изменение их исходных свойств.
Конструкционные материалы нагреваются в процессе пайки до температуры ниже точки плавления. Предельно допустимую температуру нагрева при пайке можно вычислить по формуле
где Ти—температура пайки, °С;
tc—температура начала плавления, т. е. точка солидуса конструкционного материала; k— коэффициент пропорциональности, значение которого рекомендуется выбирать в пределах 0,85—0,95.
Значения температур плавления некоторых конструкционных материалов, наиболее широко применяемых в паяных изделиях, приведены в табл. 1. [18].
Наибольшее применение в качестве основного металла паяных изделий нашли стали различного состава. В углеродистых сталях, широко применяемых в производ-
Температуры плавления паяемых конструкционных материалов
плавления (солндус), °С
плавления (ликвидус), °С
Магниевый литейный сплав
Аллотропические формы железа
Температура существования формы (при медленном нагревании), °С
Кристаллическая решетка н параметр о
Центрированный куб, 2,86 + 2,895
Магнитно. Растворяет углерода при 0° С до 0,006%, при 723°С до 0,02%
Центрированный куб, а=2,90
Немагнитно. Растворяет углерода до 0,02%
Куб с центрированными гранями, а=3,65+3,678
Немагнитно. Растворяет углерода до 2,0%
Центрированный куб, а = 2,925+ + 2,93
Немагнитно. Растворяет углерода до 0,08%
Примечание. Модификации а и g имеют одинаковую решетку, по — этому нх обычно объединяют в одну форму а.
Структурные Составляющие и структуры железоуглеродистых сплавов по диаграмме состояния железо — углерод
Структурная составляющая или структура
Состав, строение, свойства
Твердый раствор углерода (и других элементов) в a-железе при содержании до 0,02% С; НВ— = 80 ч-130 кгс/мм2
Первичный, вторичный, третичный, эвтектический, эвтектоидиын. Химическое соединение железа и углерода Fe3C (6,67% С); НВ>800 кгс/мм2. Кристаллическая решетка сложная ромбоэдрическая
Эвтектоидиая микросмесь феррита и цементита при содержании 0,8% С; НВ—160-4-260 кгс/мм2 (мелкозернистый перлит имеет твердость около 160 кгс/см2, а крупнопластинчатый — около 260 кгс/мм2), в зависимости от формы структурных составляющих бывает пластинчатым или зернистым
Твердый раствор углерода (и других элементов) в у-железе с содержанием до 2,0% С. Аустенит при отсутствии в нем легирующих элементов имеет твердость НВ ж 200 кгс/мм2
Твердый раствор углерода (и других элементов) в б-железе при содержании до 0,08% С
Эвтектическая микросмесь перлита, вторичного цементита и эвтектического цементита при содержании 4,3% С (в пределах температур до 723°С). Твердость 600 кгс/мм2. В интервале температур 723—1130° С ледебурит представляет собой эвтектическую микросмесь аустенита, вторичного цементита и цементита эвтектического
2. По возможности Не содержать дефицитных компонентов.
3. Иметь общедоступную технологию производства и применения.
В настоящее время в технике применяют самые разнообразные металлы в чистом виде и сплавы на их основе, которые могут подвергаться пайке. Однако наибольшее распространение получили сплавы на основе железа, меди, никеля и алюминия, для которых и разработано большинство известных припоев. Другие металлы в паяных конструкциях встречаются значительно реже, и пайка их во всех отношениях менее исследована.
Припои на основе меди
В качестве припоев широко применяют медь в чистом виде и сплавы меди с цинком, марганцем, фосфором и другими элементами.
Медь в чистом виде в расплавленном состоянии отличается высокой жидкотекучестью, хорошо смачивает поверхность сталей, твердых сплавов, никеля и никелевых сплавов; затекает в тончайшие капиллярные зазоры и дает прочные и пластичные паяные соединения.
Из припоев на основе меди наибольшее распространение получили сплавы меди с цинком.
Медноцинковые припои представляют собой двойные сплавы меди и цинка в различных соотношениях. Диаграмма состояния сплавов системы медь — цинк приведена на рис. 19. Наибольший интерес представляют сплавы, содержащие менее 39% Zn и имеющие однофазную структуру a-твердого раствора. С увеличением содержания цинка пластичность припоев снижается, вызывая охрупчивание паяных соединений.
Наряду с хорошими технологическими свойствами медноцинковые сплавы обладают высокой коррозионной стойкостью. Припои, имеющие структуру а-твердого раствора, сохраняют достаточную прочность даже в условиях глубокого холода. Недостатком этих припоев является испарение цинка при пайке, что ухудшает условия работы с ними и приводит к повышению температуры плавления сплава.
Припои на основе сплавов меди с м арган — цем обладают сравнительно низкой температурой плав-
ления, достаточно высокой прочностью и пластичностыб. Припои этой системы не получили распространения, но они весьма перспективны, так как паянные ими соединения имеют более высокую по сравнению с соединениями, паянными медноцинковыми припоями, прочность при
0 4 8 12 1В 20 24 28 82
Си Р, °/о(по массе) Р
Рис. 21. Диаграмма состояния системы медь — фосфор
температуре 500—600° С. Диаграмма состояния сплавов системы медь — марганец приведена на рис. 20.
Меднофосфористые припои. Наряду с медноцинковыми и медномарганцевыми припоями применяют припои на основе сплавов меди с фосфором. Диаграмма состояния системы сплавов медь — фосфор приведена на рис. 21. Наиболее низкой температурой плавления обладает эвтектический сплав меди с 8,4% Р, однако, несмотря на легкоплавкость, его применяют редко ввиду высокой хрупкости и низкой прочности. В качестве меднофосфористых припоев чаще применяют доэвтектические сплавы, содержащие 5—7% Р. При пайке ими сталей в результате взаимодействия железа с содержащейся в припое фосфористой медью образуется фосфористое железо Fe3P, которое отлагается по границе с основным металлом в виде отдельного хрупкого слоя. Для предотвращения охрупчивания таких соединений сталь иногда предварительно покрывают медью.
Материалы для пайки
Припои для пайки, заполняющие зазор в расплавленном состоянии между соединяемыми заготовками, должны отвечать следующим требованиям:
- температура их плавления должна быть ниже температуры плавления паяемых материалов;
- они должны хорошо смачивать паяемый материал и легко растекаться по его поверхности;
- должны быть достаточно прочными и герметичными;
- коэффициенты термического расширения припоя и паяемого материала не должны резко различаться;
- иметь высокую электропроводность при паянии радиоэлектронных и токопроводящих изделий.
Припои классифицируют по следующим признакам:
- А) Химическому составу;
- Б) Температуре плавления;
- В) Технологическим свойствам;
По химическому составу припои делятся на свинцово-оловянные, серебряные, медно-фосфорные, цинковые, титановые и др.
Все припои по температуре плавления подразделяют на низкотемпературные (tпл<500 о С), или мягкие припои, и высокотемпературные (tпл>500 о С), или твердые припои. Припои изготовляют в виде прутков, проволок, листов, полос, спиралей, колец, дисков, зерен и т. д., укладываемых в место соединения.
К низкотемпературным, или мягким припоям относятся оловянно-свинцовые, на основе висмута, индия, кадмия, цинка, олова, свинца. К высокотемпературным или твердым припоям относятся медные, медно-свинцовые, медно-никелевые, с благородными металлами (серебром, золотом, платиной).
По техническим свойствам делятся на самофлюсующиеся (частично удаляют окислы с поверхности металла) и композиционные (состоят из тугоплавких и легкоплавких порошков, позволяющих производить пайку с большими зазорами между деталями).
Изделия из алюминия и его сплавов паяют с припоями на алюминевой основе с кремнием, медью, оловом и другими металлами.
Магний и его сплавы паяют с припоями на основе магния с добавками алюминия, меди, марганца и цинка.
Изделия из коррозионно-стойких сталей и жаропрочных сплавов, работающих при высоких температурах(>500 о С), паяют с припоями на основе железа, марганца, никеля, кобальта, титана, циркония, гафния, ниобия и палладия.
Паяльные флюсы
Эти флюсы применяют для очистки поверхности паяемого металла, а также для снижения поверхностного натяжения и улучшения растекания и смачиваемости жидкого припоя.
Флюс (кроме реактивно-флюсовой пайки) не должен химически взаимодействовать с припоем. Температура плавления флюса должна быть ниже температуры плавления припоя. Флюс в расплавленном и газообразном состояниях должен способствовать смачиванию поверхности основного металла расплавленным припоем. Флюсы могут быть твердые, пастообразные, жидкие и газообразные.
Флюсы классифицируют по признакам:
- Температурному интервалу пайки на низкотемпературные (t<450 oC) и высокотемпературные (t>450 oC);
- Природе растворителя на водные и неводные;
- Природе активатора на канифольные, галогенидные, фтороборатные, анилиновые, кислотные и т.д.;
- По агрегатному состоянию на твердые, жидкие и пастообразные
Наиболее распространенными паяльными флюсами являются бура (Na2B4O7) и борная кислота (H3BO3), хлористый цинк (ZnCl2), фтористый калий (KF) и другие галоидные соли щелочных металлов.
Пайка материалов
В современном производстве существуют различные системы процессов формирования изделий (литье, сварка, наплавка, пайка, механическая резка и т.д.). Особенно важное значение имеет формирование изделий из твердых тел путем их соединения, разъединения, сращивания, наращивания и разделения. Эти процессы могут быть осуществлены как без расплавления твердых тел, так и с их плавлением.
Значение пайки, как технологического процесса, получение неразъемного соединения в машиностроении и приборостроении общепризнанно. Ее применяют наряду со сваркой плавлением и давлением, что определяет возможности создания современной техники.
В настоящее время пайка завоевала прочное место в промышленности и в быту. Пайкой изготавливают не только отдельные детали, но и целые комплексные узлы. Но следует учесть, что качество, прочность и надежность паяного соединения во многом зависит от правильного выбора оборудования, грамотного его использования и соблюдения технологического процесса.
Пайка – процесс получения неразъемного соединения материалов с нагревом ниже температуры их расплавления путем смачивания, растекания и заполнения зазора между ними расплавленным припоем и сцеплением их при кристаллизации шва.
Пайка похожа на сварку плавлением, но при сварке кромки деталей обязательно оплавляются, а при пайке плавится только припой и может происходить лишь взаимное растворение пяного материала и припоя.
Важнейшее преимущество пайки – формирование паяного шва при температурах ниже плавления паяного материала. Это позволяет сохранить свойства конструкционного материала, осуществлять процесс соединения деталей в изделии при общем нагреве. Все это позволяет:
— осуществлять групповую пайку;
— получать соединение в скрытых или малодоступных местах конструкции (изготовлять сложные конструкции за один прием);
— соединять не по контуру, а одновременно по всей поверхности;
— соединять разнородные металлические и неметаллические материалы и с большей разностенностью, чем при сварке плавлением;
— предотвращать развитие значительных термических деформаций и обеспечивать получение изделий без нарушения его формы и размеров, т.е. с высокой точностью.
Для осуществления процесса пайки и получения прочного, герметичного паяного соединения должны быть выполнены следующие основные требования:
1. Хорошая подгонка паяемых деталей с минимально необходимыми зазорами;
2. Высокая чистота паяемых поверхностей;
3. Правильный выбор припоя;
4. Достаточно быстрый и в тоже время равномерный и одновременный нагрев всех элементов.
Классификация способов пайки.
I. По получению припоя:
1. Готовым полностью расплавляемым припоем;
II. По заполению зазора припоем:
III. По кристаллизации паяного шва:
2. Кристаллизация при охлаждении.
IV. По источнику нагрева:
2. Нагретыми штампами;
3. Нагретым газом;
4. Погружением в расплавленную соль;
5. Погружением в расплавленный припой;
13. Инфракрасными лучами;
V. По наличию давления на паяные детали:
1. Под давлением;
VI. По одновременности выполнения паяных соединений:
Современные процессы пайки подразделяются также по температуре плавления припоя на две группы:
1. Пайка низкотемпературными припоями (Тпл<450 0 С);
2. Пайка высокотемпературными припоями (Тпл>450 0 С).
Низкотемпературные припои используют в промышленности и в быту для пайки изделий, которые не подвергаются воздействию высоких температур и значительных механических нагрузок.
Высокотемпературные припои применяют тогда, когда требуется высокая прочность или работоспособность при повышенных температурах.
Для обеспечения эксплуатационных характеристик паяного изделия прежде всего необходимы высокое качество и надежность паяных соединений. При этом главную роль играет правильный выбор типа паяного соединения и совместимость его с технологическим процессом.
Следует учесть, что основной конструктивный признак, по которому классифицируют способы пайки – капиллярность или некапиллярность зазора между соединяемыми деталями. Затекание припоя в капиллярные зазоры происходит под действием капиллярного давления при смачивании им паяемого металла. При некапиллярной пайке заполнение зазора может происходить только под воздействием внешних сил (тяжести, электромагнитных, пониженного давления в зазоре).
Основные конструктивные типы паяных соединений при капиллярной пайке (рис. 6.1): стыковое, нахлесточное, косостыковое и соприкосающееся.
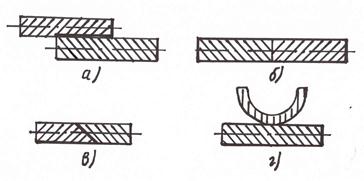
Рис. 6.1. Основные типы паяных соединений:
а) нахлесточное; б) стыковое; в) косостыковое; г) соприкасающееся.
При конструировании паяных соединений нельзя копировать элементы сварных конструкций. Паяные швы могут быть замкнутые и незамкнутые.
В трубчатых соединениях следует избегать пайки встык, рекомендуется пайка внахлестку, позволяющая увеличивать прочность соединения.
Соединения в угол и в тавр применяются крайне редко. Прочность их зависит от пластичности паяного шва, модуля упругости паяемого металла и формы поверхности шва. Как и в других соединениях, при пайке в тавр и в угол прочность возрастает с увеличением площади шва (рис. 6.2).
Соединение соприкасающихся деталей пайкой допускаются при конструировании изделий, швы которых работают на сжатие, или при небольших нагрузках (автомобильные радиаторы) (рис. 6.3).
Для пайки характерно большее разнообразие сочетаний соединяемых материалов, чем при сварке плавлением.
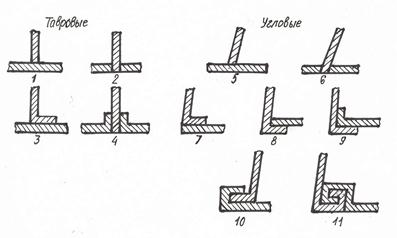
Рис. 6.2. Типы тавровых и угловых паяных соединений:
1, 2, 5, 6 – малопрочные соединения, применяются редко;
3, 4, 7-11 – с большей площадью паяного шва, более прочные;
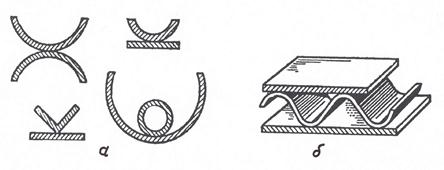
Рис. 6.3. Типы паяных соединений при касании паяемых деталей:
а) типичные соединения;
б) элемент трехслойной конструкции из двух обшивок и гофры.
Основная специфика конструирования соединения при пайке по сравнению с соединениями при сварке состоит в том, что при пайке заполнение зазора между соединяемыми деталями происходит без автономного плавления соединяемого материала.
Все это и накладывает специфику на соединения при пайке.
Припоем называют материал для пайки и лужения с температурой плавления ниже температуры начала плавления паяемых материалов.
Классификация припоев.
I. По температуре плавления:
1. Особо легкоплавкие (Тпл≤ 145 0 С) (галлиевые припои, индиевые, висмутовые);
2. Легкоплавкие (145 0 С< Тпл ≤450 0 С) (оловянные, оловянно-свинцовые, свинцовые);
3. Среднеплавкие (450 0 С< Тпл ≤1100 0 С) (алюминиевые, серебряные, медные);
4. Высокоплавкие (1100 0 С< Тпл ≤1850 0 С) (кобальтовые, титановые, платиновые);
5. Тугоплавкие (1850 0 С< Тпл) (на основе железа, бора, углерода, германия (Ge)).
II. По основному компоненту:
— По содержанию более 50% одного из компонентов: оловянные, кадмиевые, цинковые, магниевые, медные, никелевые и др.;
— При применении припоев с близким содержанием компонентов называют по двум или трем основным компонентам: оловянно-свинцовые, медно-никелево-марганцевые и др.;
При применении припоя, где один или несколько легирующих компонентов являются редкими или драгоценными металлами, припой иногда называют по этим компонентам: серебряный, золотой и др., хотя содержание их в припое может составлять всего несколько процентов.