Как правильно паять рефнеты
Привет парни!
На объекте возник конфликт.
Монтируем мультизоналку MDV. Все трубопроводы были смонтированы предыдущем подрядчиком.
Сроки сдачи объекта очень сжатые и поджимают.
Позавчера нашли косяк — все рефнеты смонтированы неверно. выходы некоторых тройников располагаются ответвлениями вверх, уклон рефнетов более 30 градусов, что по-моему опыту недопустимо.
Предыдущий подрядчик ебет заказчику мозг, типа: "Все будет работать и так, просто с вас хотят срубить бабла"
Но вед смонтировано неправильно — фреон будет поступать к внутренним блокам неравномерно, кроме того — масло не вернется в наружку.
Короче действительно ли я правильно наезжаю на предыдущего исполнителя и данное расположение рефнетов недопустимо?
Или можно забить хер и проводит пуско-наладку системы?
- Просмотр профиля
- Личное сообщение
Если делать по хорошему-переделывать,однако запуститься и
работать будет и так,только хуже.
- Просмотр профиля
- Личное сообщение
@ gotman , Наезжаешь ты правильно, но не грамотно, ткни носом этих оленей в инструкцию по монтажу, там все не только написано, но и наглядно нарисовано .
Если делать по хорошему-переделывать,однако запуститься и
работать будет и так,только хуже.
Не будет оно работать, не лечи коли не знаешь .
Если ты понял одно дело, поймешь и восемь .
- Просмотр профиля
- Личное сообщение
Бориска66 написал :
@ gotman , Наезжаешь ты правильно, но не грамотно, ткни носом этих оленей в инструкцию по монтажу, там все не только написано, но и наглядно нарисовано .
Если делать по хорошему-переделывать,однако запуститься и
работать будет и так,только хуже.
Не будет оно работать, не лечи коли не знаешь .
К сожалению в инструкции по монтажу мультизоны MDV такого пункта нет.А чем чревато такое расположение рефнетов, нет даже в мануале дайкина
- Просмотр профиля
- Личное сообщение
@ gotman , скинь мыло, я тебе мануальчик с четкими указаниями скину .
]( ) К сожалению в инструкции по монтажу мультизоны MDV такого пункта нет.
Если ты понял одно дело, поймешь и восемь .
- Просмотр профиля
- Личное сообщение
Позавчера нашли косяк — все рефнеты смонтированы неверно. выходы некоторых тройников располагаются ответвлениями вверх, уклон рефнетов более 30 градусов, что по-моему опыту недопустимо.
как знакомо Как раз Борис исправлял очень похожую ситуацию у меня на объекте, за что ему еще раз спасибо.
Бориска66 написал :
1)ткни носом этих оленей в инструкцию по монтажу, там все не только написано, но и наглядно нарисовано .
2)Не будет оно работать, не лечи коли не знаешь .
1) Нарисовано в комиксах, даже не читая понятно.
2) Работать не будет, точнее будет работать с глюками — при одновременной работе фреон пойдет только в один внутренний, ну может в два — итого считай работать не будет.
Переделывать перед пуском однозначно.
Можно предупредить заказчика письменно, что потом переделка будет дороже — запустить, продемонстрировать кривую работу и переделать ��
- Просмотр профиля
- Личное сообщение
@ BV , не по наслышке знаешь проблему .
Если ты понял одно дело, поймешь и восемь .
- Просмотр профиля
- Личное сообщение
Бориска66 написал :
@ BV , не по наслышке знаешь проблему .
- Просмотр профиля
- Личное сообщение
Да ладно тебе, как будто что-то неимоверное сделал, всего-то мануальчик прислал .
Если ты понял одно дело, поймешь и восемь .
- Просмотр профиля
- Личное сообщение
@ gotman , . чем раньше покинете этот объект , тем лучше для Вас .
- Просмотр профиля
- Личное сообщение
В пиз*у! Как всегда у нас в Башкирии все через жопу. Короче заказчику и генподрядчику глубоко насрать на все косяки, главное сроки. Криворукие которые монтировали трассу мычат, что они всегда так делают и все работает. Собираю со всех подписи, с главного инженера с генерального директора, снимаю оборудование с гарантии и делаю пуско-наладку, до пи*ы что там и как у них потом будет работать.
- Просмотр профиля
- Личное сообщение
@ gotman , Предстоит тебе секас при ПНР, нормально ее не выправишь и не проверишь, а вот похоронить шанс большой, лучше делай как тебе @ Fresh , по советовал .
Если ты понял одно дело, поймешь и восемь .
- Просмотр профиля
- Личное сообщение
Бориска66 написал :
@ gotman , Предстоит тебе секас при ПНР, нормально ее не выправишь и не проверишь, а вот похоронить шанс большой, лучше делай как тебе @ Fresh , по советовал .
Никак уже не свалишь, предоплату перечислили, денег еще должны остались, оборудование все мной куплено уже.Я просто сказал главному инженеру, что если ген. директор не подпишет свое согласие на ПНР системы, я срежу накуй все трубы и увезу наружку к себе на склад
- Просмотр профиля
- Личное сообщение
@ gotman , дело твое, но косяки серьезные .
Если ты понял одно дело, поймешь и восемь .
- Просмотр профиля
- Личное сообщение
Бориска66 написал :
@ gotman , дело твое, но косяки серьезные .
Все это понимают, не знакома такая контора, ЕМС?
- Просмотр профиля
- Личное сообщение
Все это понимают, не знакома такая контора, ЕМС?
Нет, да и на кой они мне ?
Если ты понял одно дело, поймешь и восемь .
- Просмотр профиля
- Личное сообщение
Имеем один объект ,было уже прокинут дренаж на 4-ри блока ( скрытый — не проконтролировать , воду заливали -стекала.. ).. Так вот теперь приходится краснеть . благо остальное все делали сами .( 4-ри мултизоны )
- Просмотр профиля
- Личное сообщение
Никак уже не свалишь, предоплату перечислили, денег еще должны остались, оборудование все мной куплено уже.Я просто сказал главному инженеру, что если ген. директор не подпишет свое согласие на ПНР системы, я срежу накуй все трубы и увезу наружку к себе на склад
Добрый день. Рекомендую сфотографировать все неправильно установленные рефнеты и направить дистрибьютору у которого закупалось оборудование (предполагаю, что это АЯК). В ответ они пришлют заключение, которое вы направите своему заказчику с сопроводительным письмом от вас о невозможности гарантировать работу оборудования. У подрядчиков, которые монтировали рефнеты останется только 2 варианта: 1) Вызывать СЦ того же дистрибьютора (20 тыс. руб и несколько недель ожидания) и доказывать, что "всё будет работать"; 2) Дать свою гарантию на установленный вами наружный блок
В любом случае, мы со своей стороны готовы в дальнейшем ремонтировать эту систему с такими рефнетами хоть раз в полгода с полным комплексом промывок холодильного контура и заменой основных узлов. Ориентировочная стоимость 200-300 тыс.р. (тоже рекомендую донести эту информацию вашему заказчику)
Как правильно паять рефнеты
дайкинг? да — нет.
про отстальных не знаю.
Лучше, не надо!!!. Вспоминаю "ЛЕТО 2010!, в самое пекло треснул самопально-"кованый" тройник (из куска Ду30) по жидкарю. Дальше продолжать? ПОзжее, попробую приткнуть фотку этого монстра.
Ничего личного. Только бизнес!
Дайкин даёт гарантию только на СВОИ дорогие медные тройники!. также поступает любой другой брендовый производитель машин и запчастей к ним.
Если вы готовы страховать риски сами, то можно сильно съэкономить при использовании ЗАВОДСКИХ, но не фирменных тройников под пайку.
Хотя гарантию на ВАШ монтаж Дайкин всё равно не даёт. )))
Дык, фигня не снутри и снаруже, а в материале фитингов, которые требуют обязательной их продувки азотом в процессе пайки. Только тогда фирмачи дают гарантии.
Вот и чудовище, как и обещал. Трещина в самой развилке уже запаяна. После "ковки" в этом месте остовалась пленочка металла от удара молотка (четко было видно до запайки).
ВАМ !!! такое, надо? И потом сее убожество стоит на 700 МЕ, поприкинте скока она сама с внутрЯннымиблоками (7 шт), с монтажом и ПН и фреоном стоит, и скака стоят фитинги.
Я, чойто, не внятно отписал. Простояло в "бою" 3(три) года и самую жарень. гигнулась, "захватив" с собой, на круг. кил 50. 60 R410. И + 1,5 раб дня, практического простоя 40 челов (отпущены были домой), и эт в частном бизнесе. а не в казенке, где "порты протирают". Пымаю, что у "богатых свои привычки".
По эффективности работы переохладителя ME и Daikin одинаковы.
По алгоритму- разные. Поэтому зачастую жидкость с наружного блока Daikin чуть теплее, чем у ME.
Хотя бывают и перекосы. Видел жидкарь в 10 град под давлением в 34 бара (на улице было +40 град) и также нулевое переохлаждение у ME (утилизировалось открытием LEV внутренних блоков)
То Boorik +10 по всем "статьям".
"Дожигаю!" То xpyct , а, Вы на своё импортное красивое авто будите "прилаживать" хотя-бы дворники (не говорю о колёсах) от "горбатого запорожца"? В принципе, приладить можно !!!!!, но фирменные -то проще заменить, ГАРАНТИРОВАННО надежнее и долговечнее,- так ведь. Надеюсь, сравнение сваво авто и чюзой ВРВухи, рояля не имеют.
То Boorik +10 по всем "статьям".
"Дожигаю!" То xpyct , а, Вы на своё импортное красивое авто будите "прилаживать" хотя-бы дворники (не говорю о колёсах) от "горбатого запорожца"? В принципе, приладить можно !!!!!, но фирменные -то проще заменить, ГАРАНТИРОВАННО надежнее и долговечнее,- так ведь. Надеюсь, сравнение сваво авто и чюзой ВРВухи, рояля не имеют.
Ура! Ширится "узкий круг. людей" — принимай "Опреловка", Их быстрей!
Давайте определяться, — скопом иль по одиночки будете "добивать" — старорежимного.
То Илья М Примрно тем, чем и кАбели для силоваго электризма от кАбелей ауди техники, в части присоединения музколонок к оконечному исилителю или (и) сабвуферу — только ХИМСОСТАВОМ. А так, и те и другие делаютя медными.
"Гуглить, Шура, надо, Гуглить"(с)
"Возьмите в руку карандаш . "(с) и сделайте конспект (или, как теперь — реферат!!!) из постов темы. В них все расписано. Успехов.
ЗЫ. Оборудованию Бурбулиса — не обучены, но догадываюсь наверно так и нужно.
Вот и чудовище, как и обещал. Трещина в самой развилке уже запаяна. После "ковки" в этом месте остовалась пленочка металла от удара молотка (четко было видно до запайки).
ВАМ !!! такое, надо? И потом сее убожество стоит на 700 МЕ, поприкинте скока она сама с внутрЯннымиблоками (7 шт), с монтажом и ПН и фреоном стоит, и скака стоят фитинги.
То xpyct
Фторую хфотку ложить? (издание стереотипное, тока с другой машины). Опять по жаре гигнулся (июль 2011г.) самопал, и утащил за собой 11.3 х 8 = кил R410А.
Рефнеты Для Кондиционеров Что Это Такое • Краткий обзор
VRV и VRF системы кондиционирования нашли широкое применение в обслуживании офисных, административных, торговых зданий, банков. Их ключевой недостаток – высокая стоимость оборудования и установки – с лихвой перекрывается следующими сильными сторонами:
- гибкость эксплуатации. Каждый внутренний сегмент может быть активирован лишь при необходимости, процесс его работы подлежит всесторонней регулировке;
- разработаны десятки модификаций внутренних блоков, отличающихся по производительности и внешнему виду. Модель можно подобрать с учетом особенностей помещения – для архива, офиса, жилой зоны, склада и пр.;
- электронное координирование вентилей обеспечивает максимально выверенную дозировку фреона, что способствует точной настройке температурного режима;
- возможность интеграции с «умной» системой здания, наличие специального ПО позволяет контролировать, управлять модулями, планировать особенности их работы. Благодаря таким инструментам оптимизации эксплуатации существенно снижается потребление электроэнергии;
- внутренние блоки обладают небольшим весом, что упрощает их монтаж. Все работы может произвести бригада до 5 человек;
- все модификации можно объединить с вентиляционной системой. Приточно-вытяжная вентиляция интегрируется с мультизональным комплексом так, чтобы система могла функционировать в 3-х режимах – автоматический, полноценный теплообмен и рестарт.
Такое сочетание технико-эксплуатационных показателей позволяет успешно внедрять VRV кондиционеры не только в производственные и общественные зоны, но и в жилые здания.
Если в традиционных схемах кондиционирования выход из строя наружного блока становится причиной остановки работы всех коммуникаций, в случае с мульти-решениями допускается внедрение нескольких уличных блоков. Если основной модуль сломается, вся нагрузка в автоматическом режиме перераспределится на остальные, работоспособность комплекса не пострадает.
Но нельзя забывать, что единые магистрали, направляющие хладагент к десяткам внутренних блоков, могут стать уязвимым звеном в системе. Если трасса будет повреждена, велик риск образования протечки фреона, и это станет причиной паралича всей системы. К тому же, несмотря на рекомендации производителей, прямой контакт с хладагентом может быть опасен для здоровья.
В плановое обслуживание входит чистка внутренних и внешних модулей, дренажной системы, помпы, проверка работоспособности электрических соединений и щитка, системная компьютерная проверка, замер показателей хладагента.
Рефнеты для кондиционеров в Омске купить недорого в интернет магазине с доставкой | Compumir
Тонкости обслуживания VRV систем
Что такое прецизионный кондиционер? В чем особенности прецизионных кондиционеров? Приоритет
Таблица 3 наглядно показывает, что на современном рынке выбор канального кондиционера задача не из легких. Тип пульт ДУ, назначение для кондиционера, индикаторы индикация включения, индикация температуры нагрева, цифровой дисплей, особенности таймер отключения.
Vrv система кондиционирования: принцип работы и монтаж
Тип кондиционера кассетный, площадь помещения 31 54 м , инверторный, Мощность кондиционера BTU 12, режим работы охлаждение обогрев, дополнительные режимы осушение, ночной, приточная вентиляция, вентиляция, класс энергопотребления A , особенности пульт ДУ. Внутренний модуль не отличается от бытовых версий.
- Изложение проектных условий. Здесь учитываются такие факторы, как характеристики помещений, потенциальна нагрузка, особенности внешней среды, показатели пиковой нагрузки.
- Выбор оптимальных типов внутренних блоков.
- Проверка соответствия производительности по охлаждению и потенциальной нагрузки;
- Выбор наружного модуля на базе его мощности, максимального количества подключаемых внутренних блоков, допустимой температуры наружного воздуха, эквивалентной протяженности трубопроводов, намечаемого перепада уровня между уличными и внутренними сегментами.
- Расчет производительности по охлаждению и сухому теплу в отношении наружного модуля.
Наконец, третья группа глобальные компании, широко известные во всем мире и выпускающие самые разнообразные товары от бытовых приборов до автомобилей и военной техники, предлагают рынку достаточно сбалансированную продукцию по конкурентным ценам, технические характеристики и качество исполнения которой соответствует среднерыночному уровню, а в чем-то и превосходит его. Панели декоративные для кондиционеров General Climate T-MBQ4-02C. Рефнеты Для Кондиционеров Что Это Такое
Рефнеты для кондиционеров в Новосибирске купить недорого в интернет магазине с доставкой | Compumir Тип: капиллярная трубка, назначение: для внутреннего блока кондиционера, производитель устройства: Ballu Модельный ряд канальных кондиционеров различных производителей может включать в себя низконапорные, средненапорные и высоконапорные устройства. В базовый комплект входит — Труба медная 1 4 ASTM B-280 6,35 х 0,76мм в изоляции Energoflex, гайки надеты, труба ра.
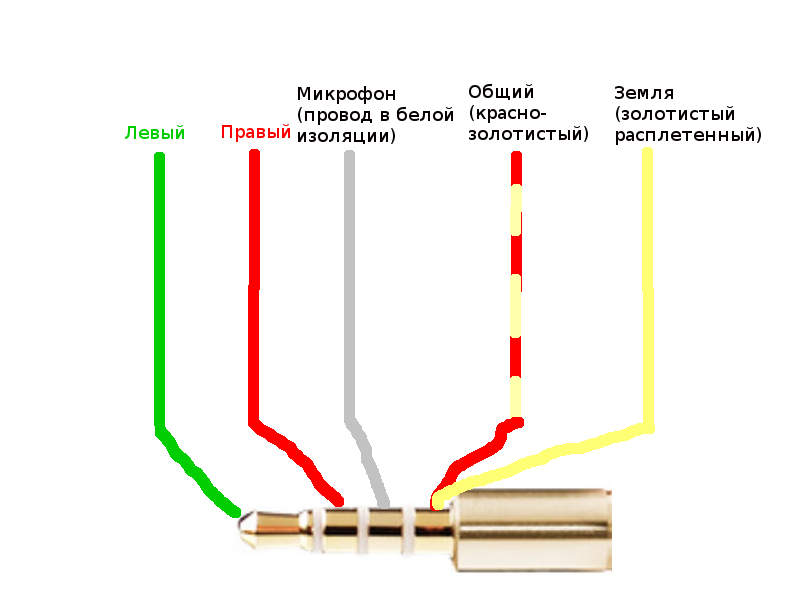
Как паять наушники
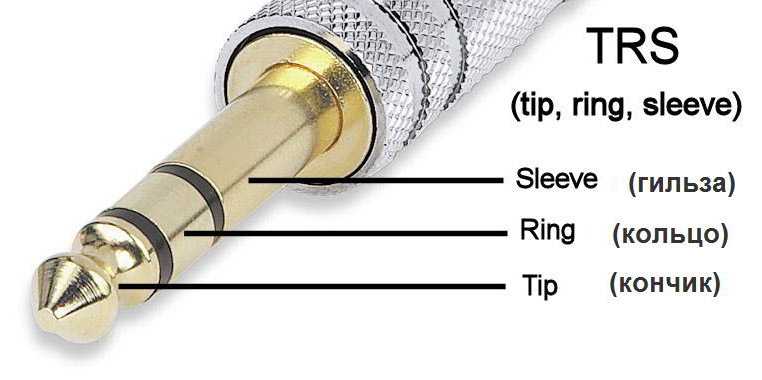
Итак, разъемное соединение типа TRS предназначено для коммутации между собой приборов, например, наушников и плеера.
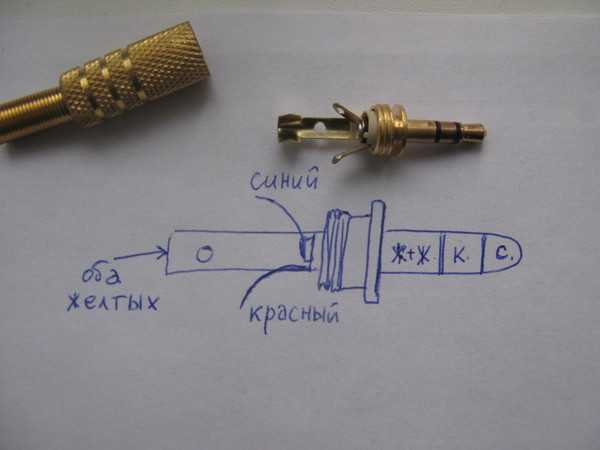
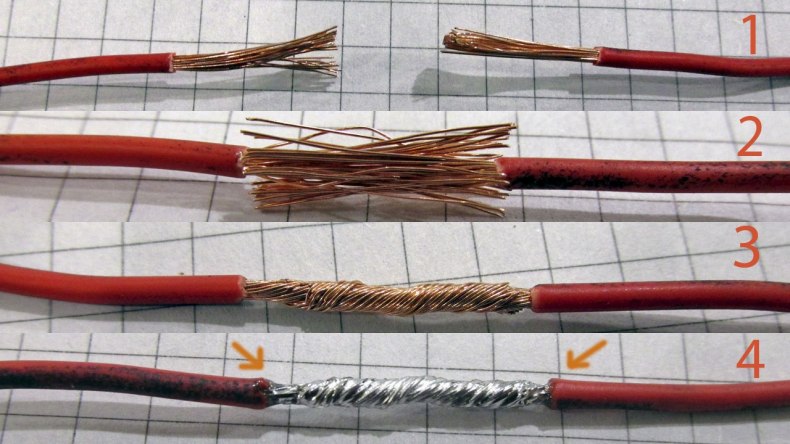
Далее нам надо залудить наши провода. Как бы там ни было, а сигнальный провод от микрофона всегда стараются делать в собственной «земляной» оплетке. К одному штекеру может подходить разное количество проводков — это зависит от класса наушников: моно — 2 провода, здесь трудно что-то перепутать; стерео и моно — три проводка и разные схемы подключения; стерео гарнитуры — 4 шт.
На фото ниже зажим отмечен красным кругом на нераспаянном разъеме; Зажим для кабеля отмечен красным для большей надежности изолируем контакты изолентой, а на максимальной близости от них рекомендуем завязать на кабеле узел.
Если подключиться к МП3-плееру для прослушивания музыки, то можно проверить, используя баланс, как работает каждый канал. Если они прозваниваются со стереонаушниками, то это панель управления, и микрофон и оба провода подключаются к микрофонному выводу; 7 жил. Дополнительно про цвета проводов в наушниках О том, как правильно припаять провода к штекеру наушников не может идти и речи, если вы не знакомы с цветами проводов в наушниках и их значением вот вы, например, знаете за что отвечает зеленый провод?
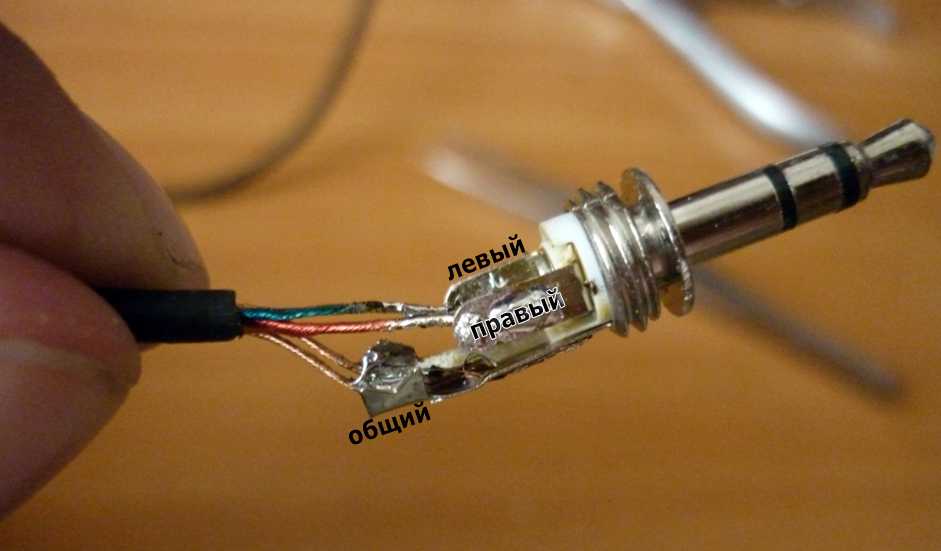
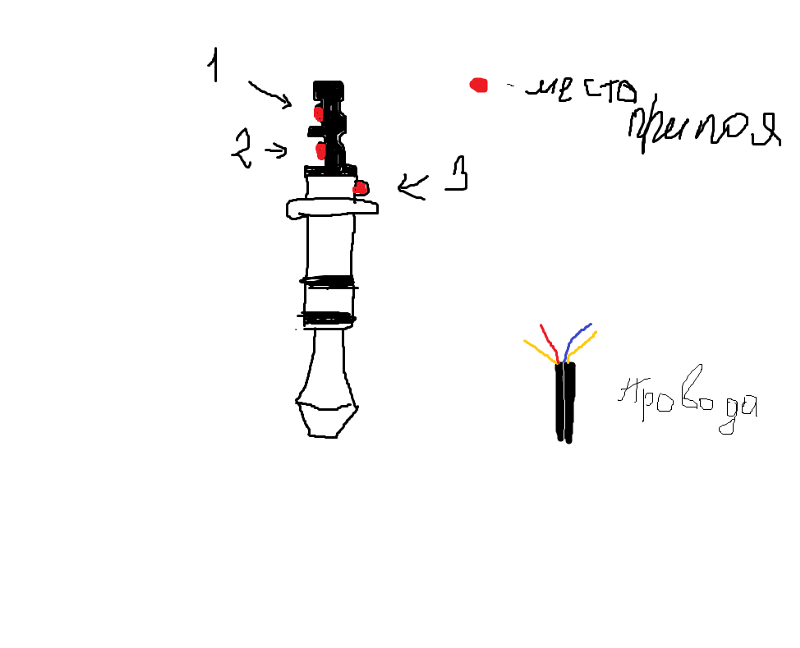
Здесь штекер имеет 4 вида контактов: по одному от каждого динамика, один для микрофона и остается место для припаивания общего провода или массы. Паять нужно в полном соответствии с цветами проводов в наушниках вспоминаем, куда какой цвет был припаян или ищем наш клочок бумаги, где все записано : Не забудьте предварительно насадить корпус и термоусадку на провод! Вот как это выглядит в реальной жизни: Смотрим, как правильно припаять провод к наушникам 3 провода : 4 провода Если к вашему штекеру подходит 4 провода, то тут могут быть варианты. Убеждаемся, что все работает.
В интернете, конечно, можно найти методику, как соединить провода в наушниках без паяльника, но с надежностью пайки это не сравнится. Наушники с микрофоном подключается именно через 4 провода. Если после работы звука все равно нет, даже после проверки всех проводов на спаянность, то повреждение проводов может быть около самого динамика.
Экран правого и левого канала скручиваем между собой; как уже упоминалось выше, это могут быть и три провода, два из которых каналы, а один — общий экран, в этом случае просто снимаем с них изолирующий лак; разбираем новый разъем, не забываем продеть через его основание провода стерео наушников, как это показано на фото иначе придется все переделывать ; Важный момент: провод должен быть продет в основание разъема приступаем к припаиванию проводов к разъему. В противном случае можно вызвонить провода с помощью мультиметра омметра, электронного тестера или же определить методом подбора самый простой вариант — вставить штекер в плеер и по очереди прикладывать к нему провода, пока будет найдена верная комбинация
Так же обратите внимание, на 3-ю пластину, которая расположена с тыльной стороны наушников. В результате этого можно констатировать, что проблема кроется именно в штекере
Однако, процедура, осуществленная именно при помощи паяльника, гарантирует более качественное проведение работы.
Как видите в двух случаях из трех проблема решаема. Именно для таких ситуаций были разработаны специальные переходники. Чтобы припаять их к штекеру, нам надо зачистить их от изолирующего лака примерно на мм, но не больше, чем потребуется для припаивания к контактам, чтобы при пайке случайно не замкнуть оголенные провода.
Починка гарнитуры без пайки
Гарнитура отличается наличием регулировки громкости и встроенного микрофона. В ее шнуре скручено 4-5 проводов вместо трех, поэтому AUX-кабелем можно починить только обычные наушники.
 Если не хочется отказываться от этих функций, то можно найти аналогичный кабель с работающим штекером. Его можно взять от устройства со сломанными динамиками и микросхемами – они все равно не подлежат ремонту.
Если не хочется отказываться от этих функций, то можно найти аналогичный кабель с работающим штекером. Его можно взять от устройства со сломанными динамиками и микросхемами – они все равно не подлежат ремонту.
Удаляют лишнюю резину и лак описанным выше образом. Однако лишних проводов не останется – все из них нужно правильно сопоставить и скрутить. Для повторной изоляции подойдет любой метод.
Иногда найти подходящий шнур сложно. Можно попробовать подсоединить новый штекер, просто обмотав контакты соответствующими проводами
Важно изолировать их друг от друга. Но этот способ ненадежен – лучше найдите паяльник
Дополнительно про цвета проводов в наушниках
О том, как правильно припаять провода к штекеру наушников не может идти и речи, если вы не знакомы с цветами проводов в наушниках и их значением (вот вы, например, знаете за что отвечает зеленый провод?)
К штекеру наушников может приходить разное количество проводов:
- 2 провода (для моно-наушников);
- 3 провода (для моно- или стерео-наушников в зависимости от схемы подключения);
- 4 провода (для стерео-наушников);
- 5 или 6 проводов (для стерео-гарнитуры с микрофоном).
2 провода
Думаю, никому не нужно объяснять, как отремонтировать штекер наушников, если у них всего два проводка. Тут что-либо о перепутать в принципе невозможно.

3 провода
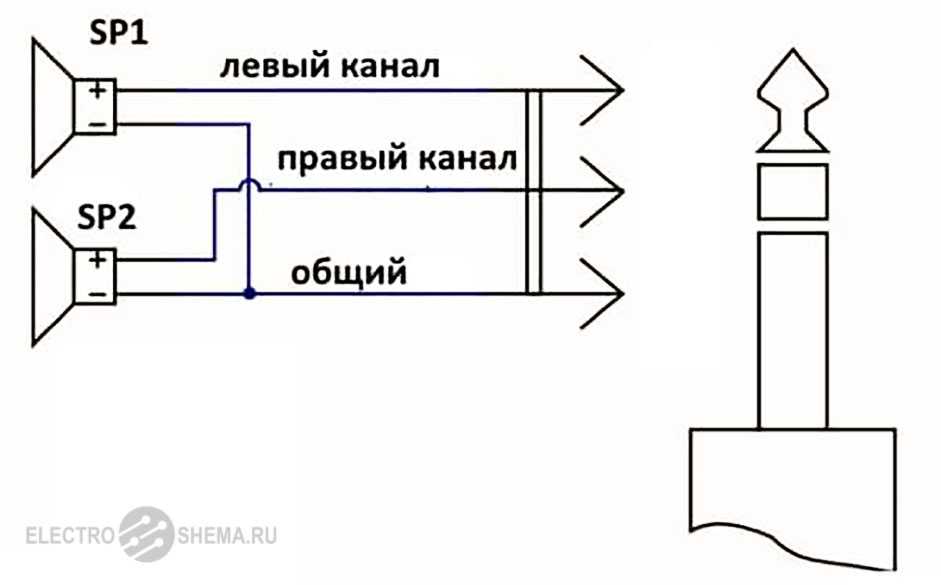
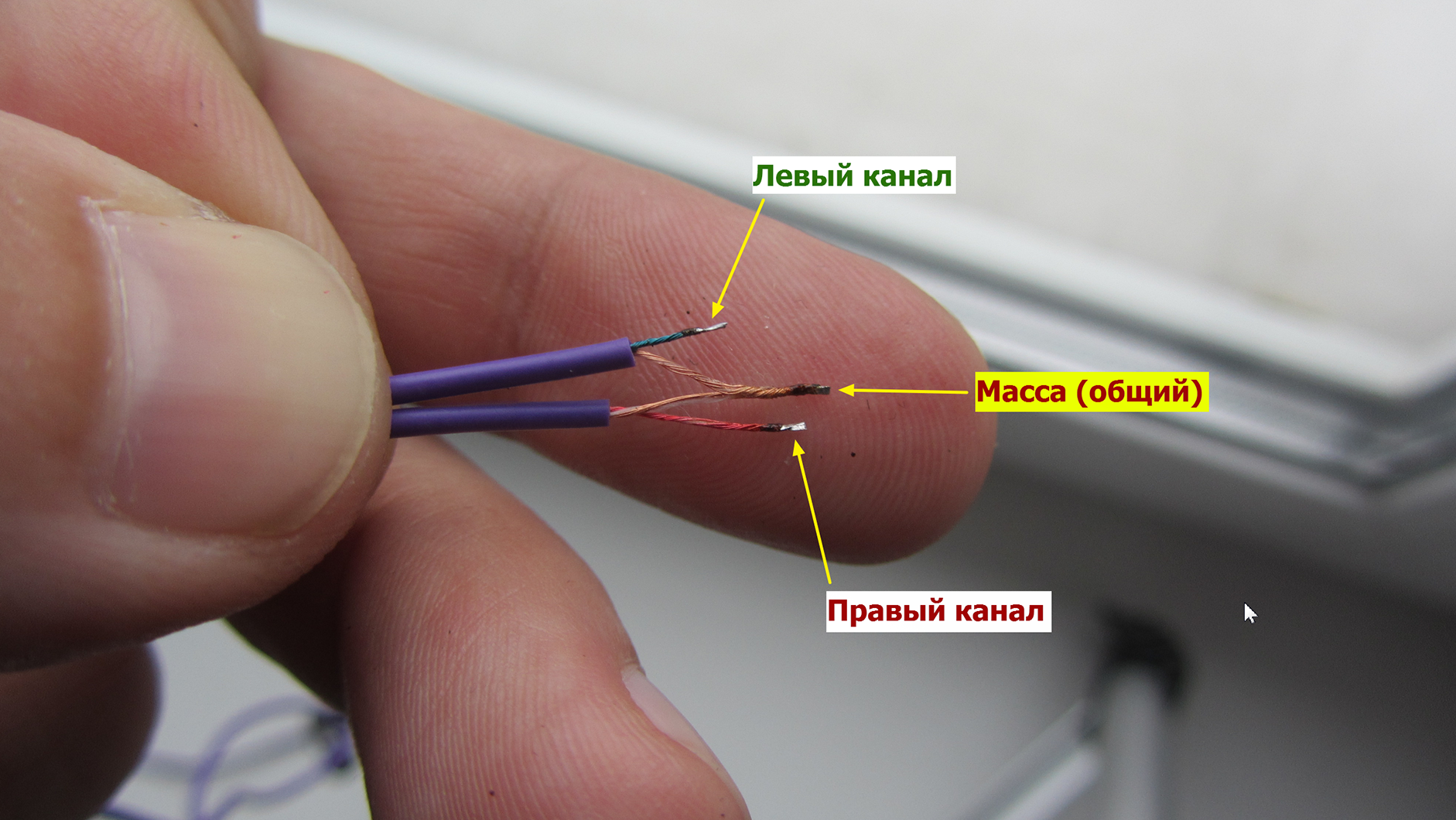
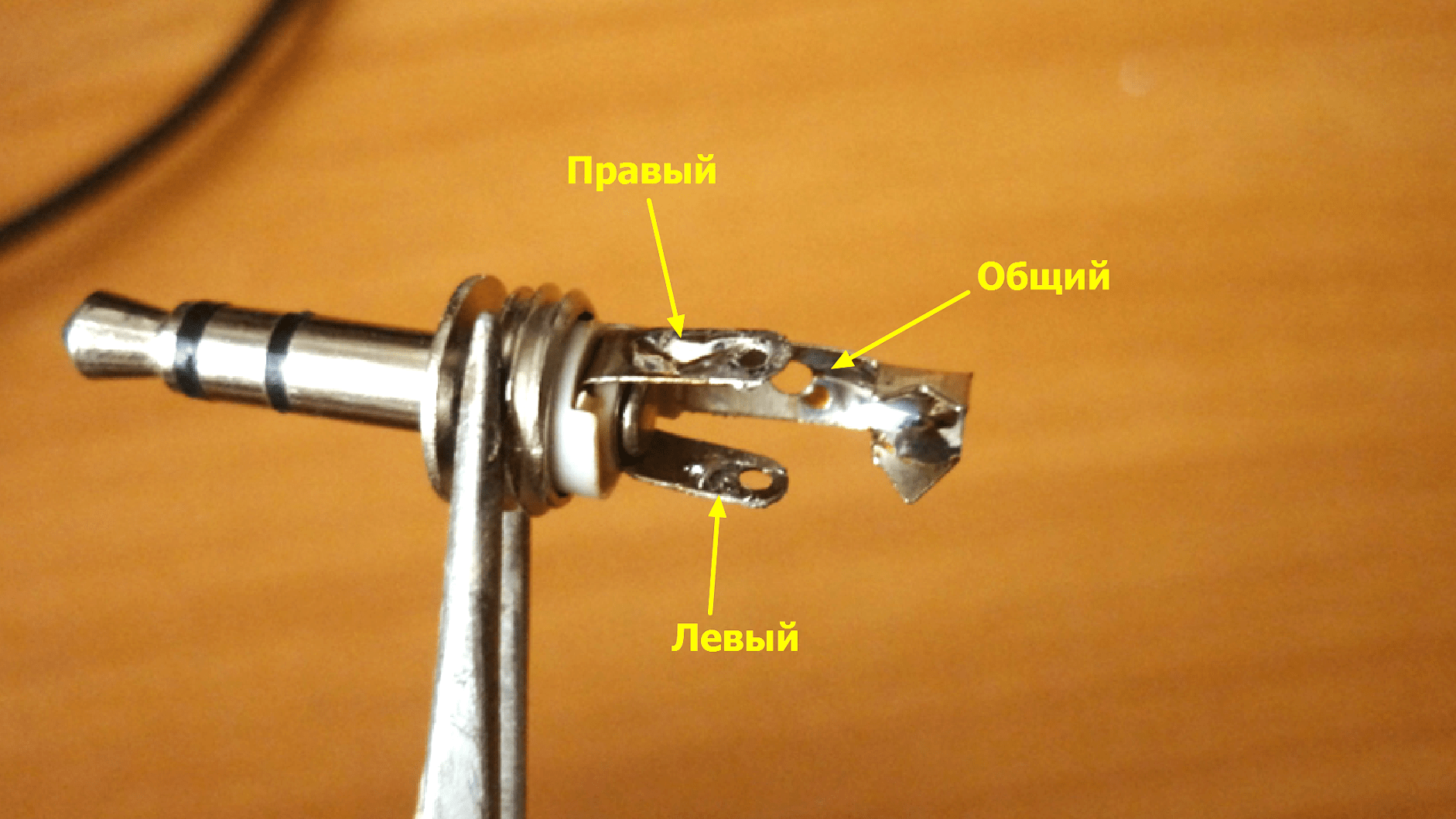
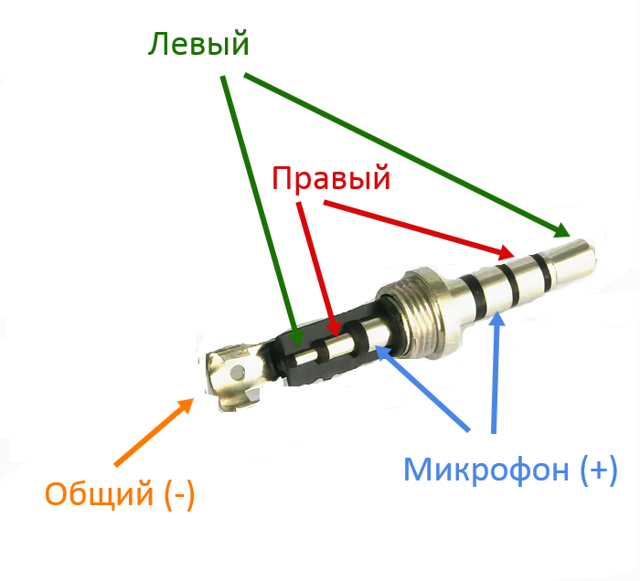
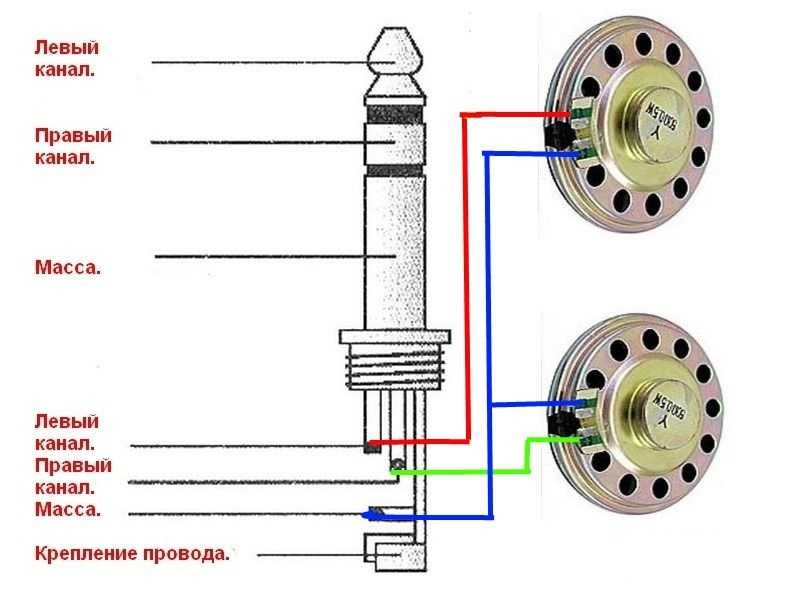
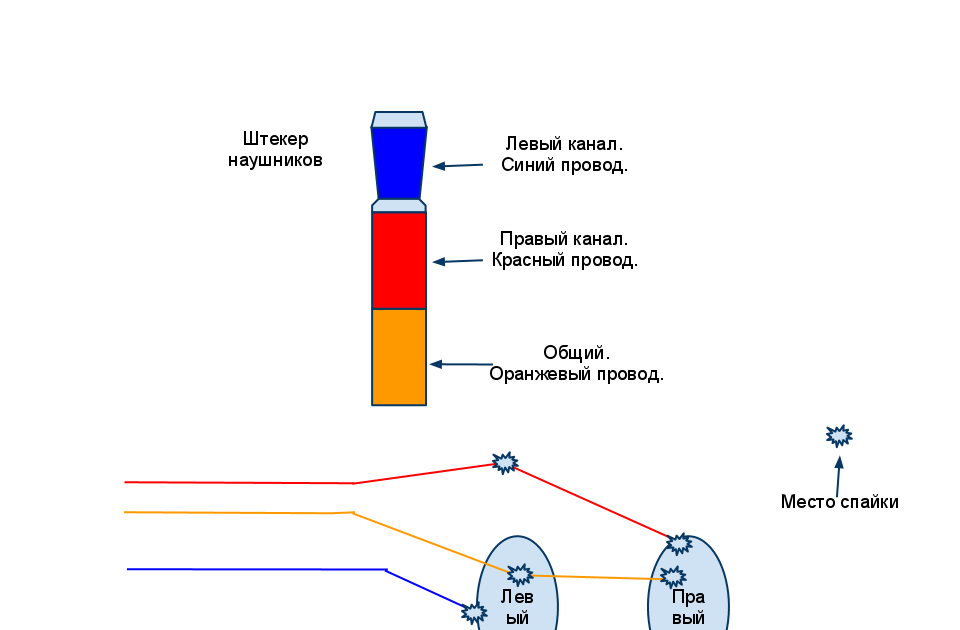
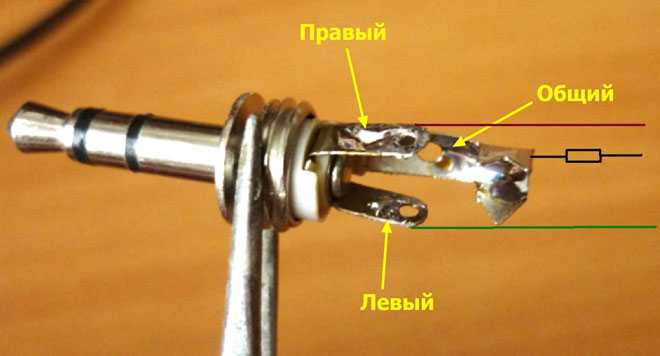
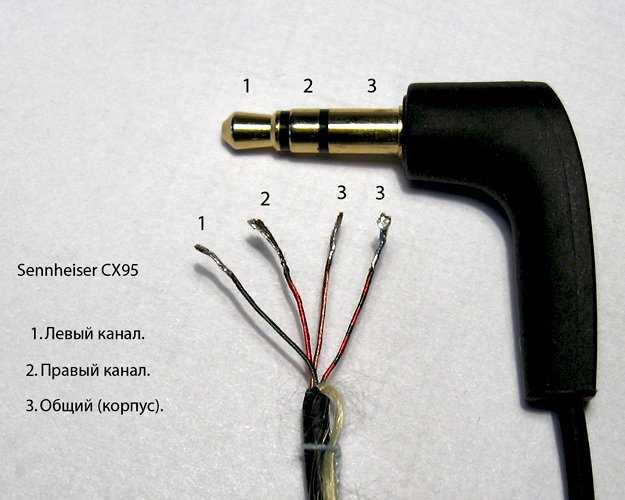
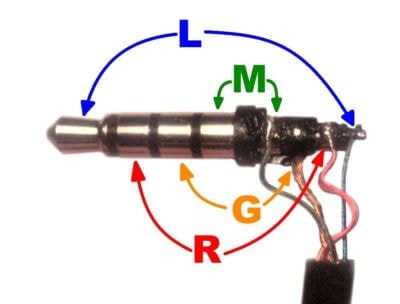
От каждого уха всегда идут два провода — плюс и минус, но иногда производитель объединяет минусы обоих динамиков вместе и получается, что к штекеру приходят всего три провода. Чтобы было понятнее, приведу схему пайки штекера наушников: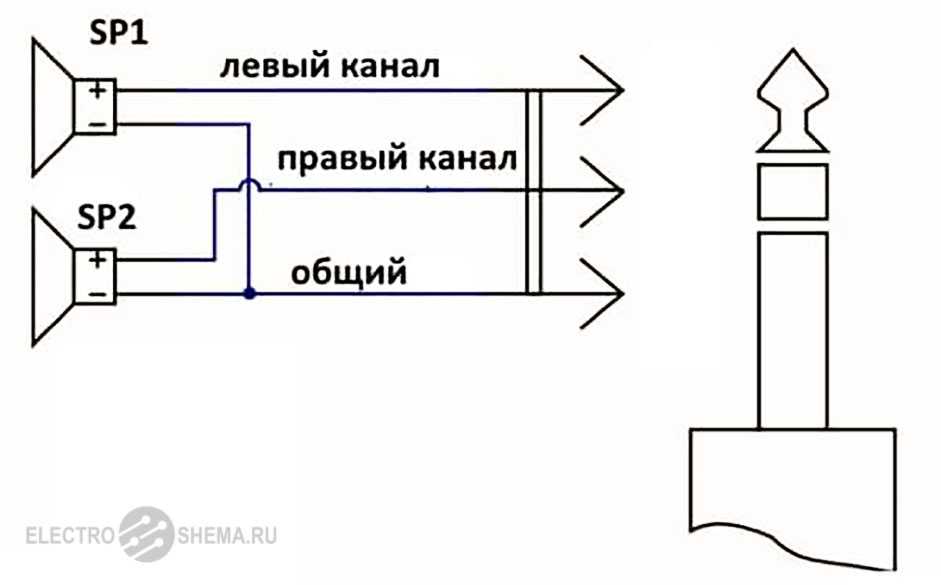
Эта картинка еще доступнее объясняет, куда припаивать провода к штекеру наушников: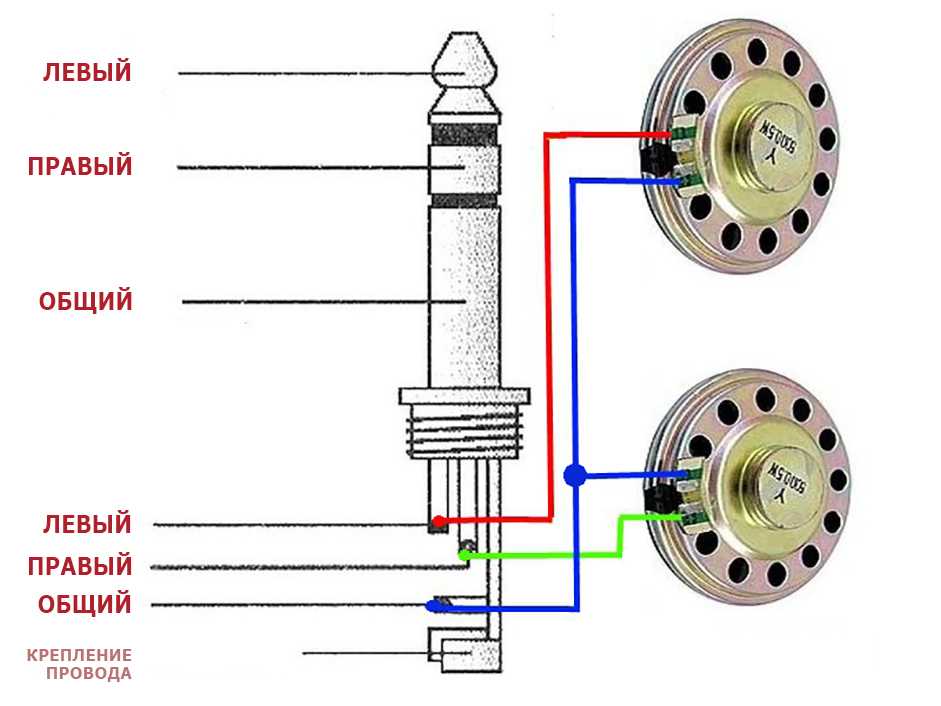
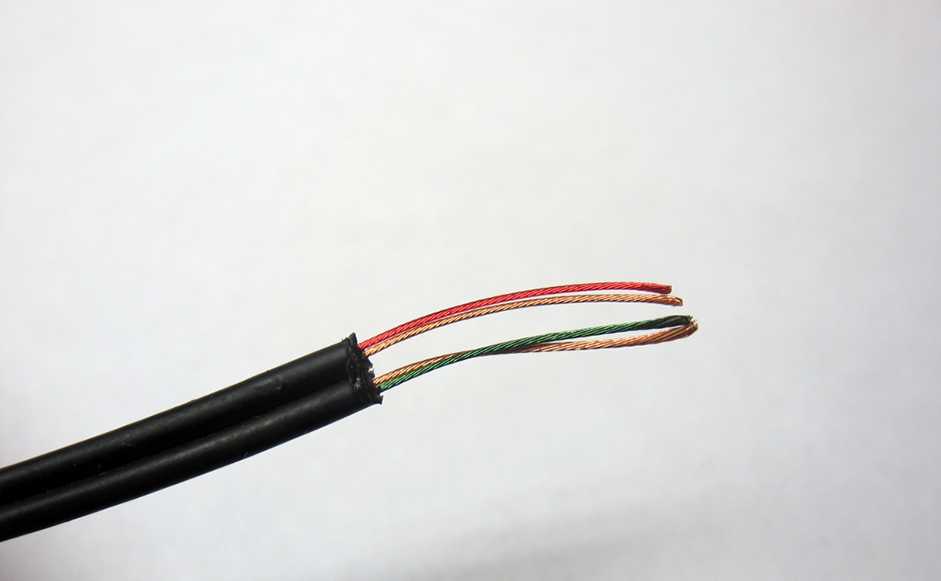
Чаще всего провода покрывают лаком разного цвета:
- красный
— правый канал; - зеленый, синий или белый
провод — левый канал; - бесцветный лак
— общий провод (масса).
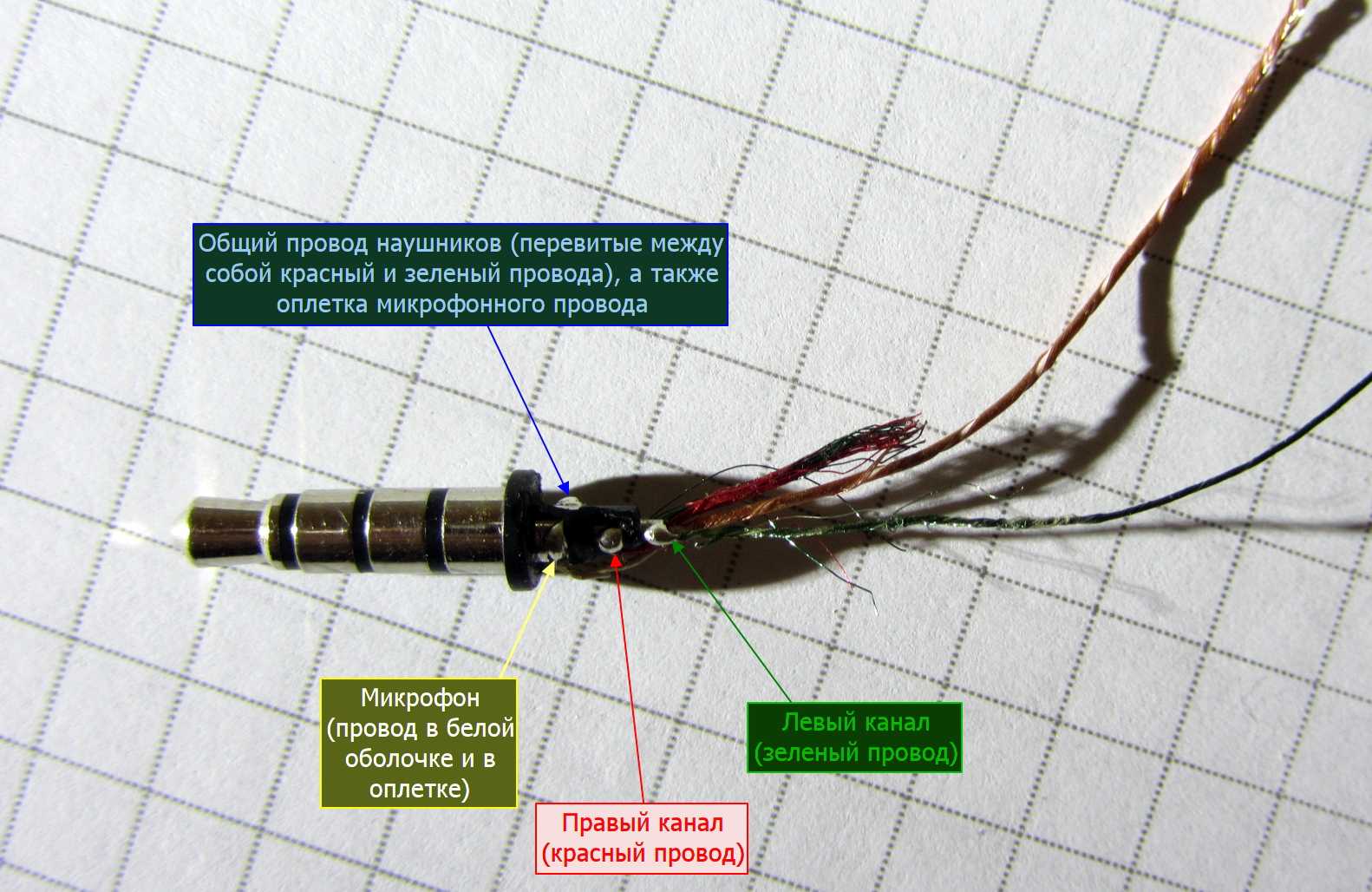
Конечно, жестких стандартов нет и цвета могут быть другими. Вот как это выглядит в реальной жизни: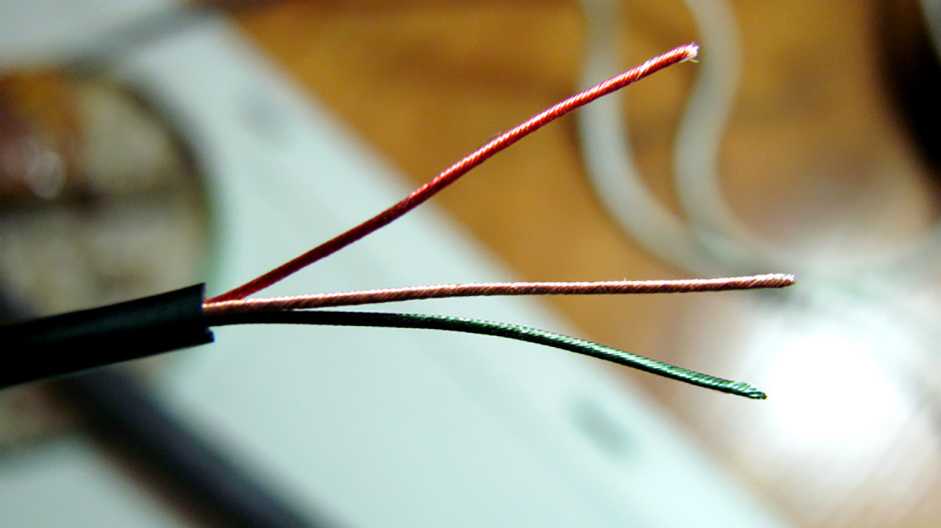

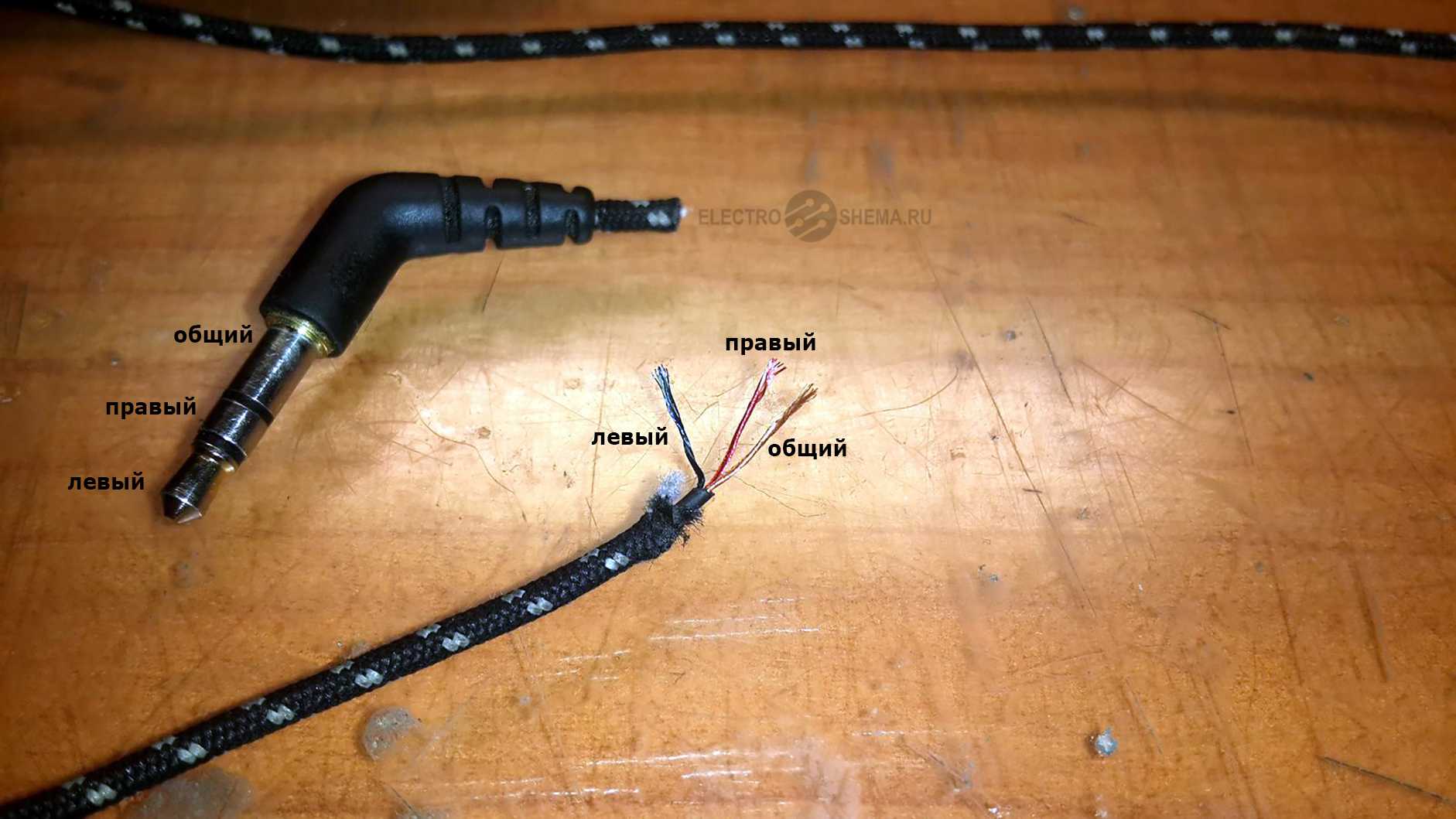

Смотрим, как правильно припаять провод к наушникам (3 провода):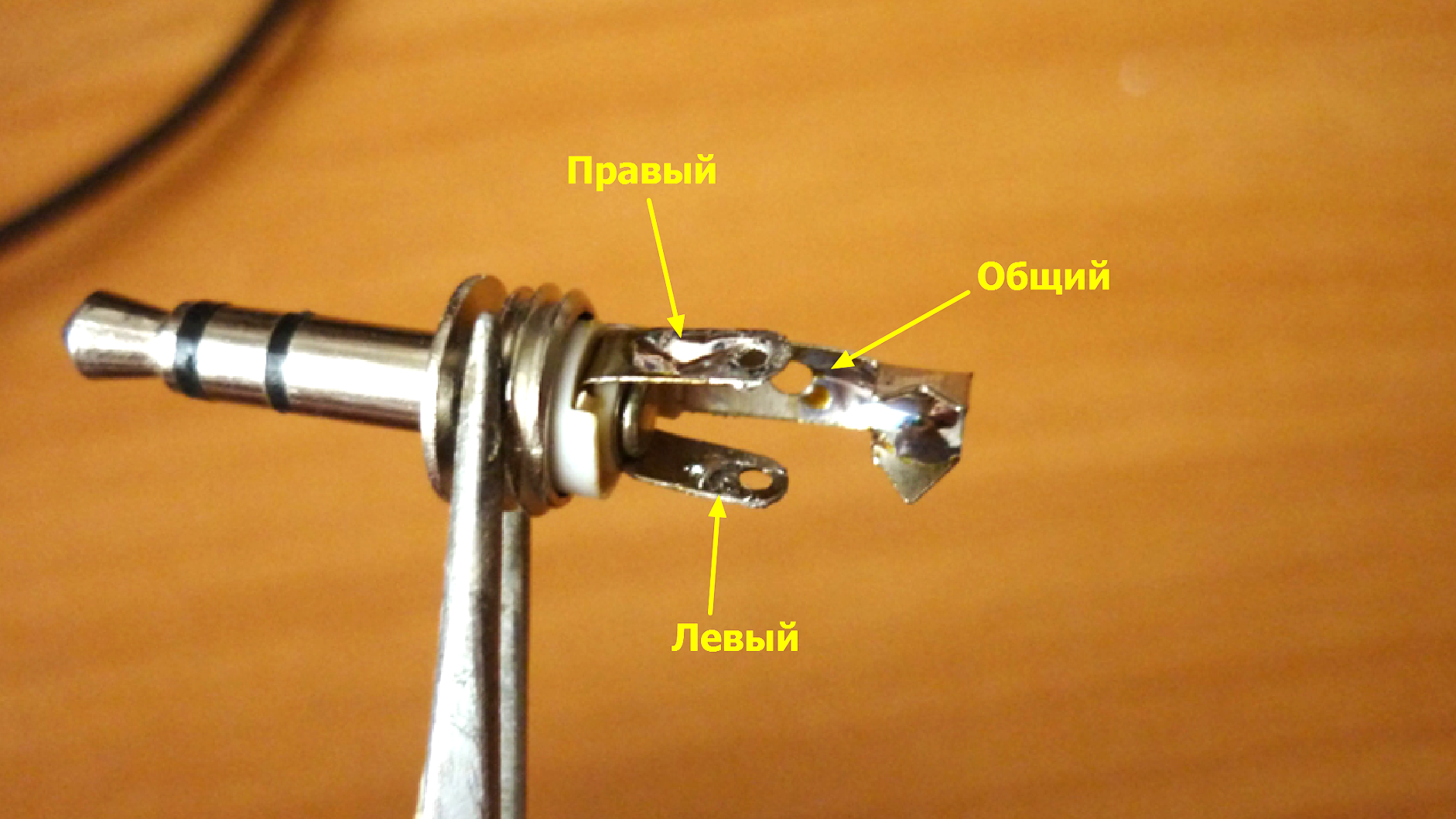
4 провода
Если к вашему штекеру подходит 4 провода, то тут могут быть варианты.
Вариант первый:
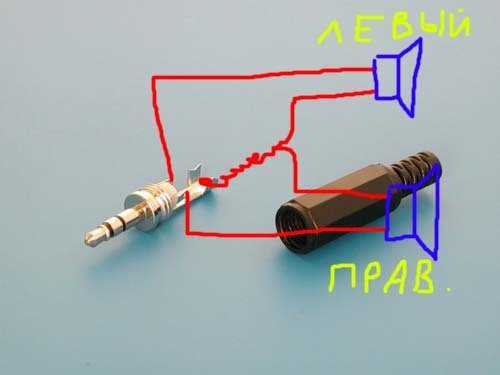
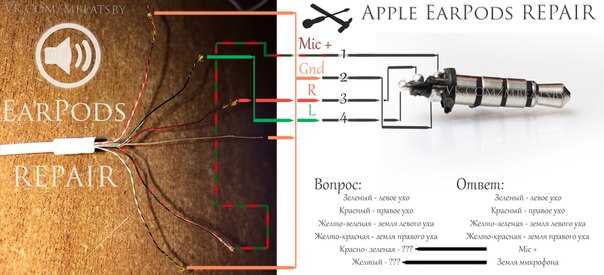
у вас обычные наушники без микрофона и без кнопок (у штекера всего 3 контакта). Тогда эти четыре провода — это просто две пары проводов от каждого из динамиков. Минусы у них одного цвета (медного), а плюсы — разного (обычно синий и красный или зеленый и красный):



В этом случае общие провода (те, которые одного цвета) соединяют вместе и припаивают к общему контакту штекера. О том, как запаять 4 провода от наушников к штекеру вы должны сразу понять из рисунка: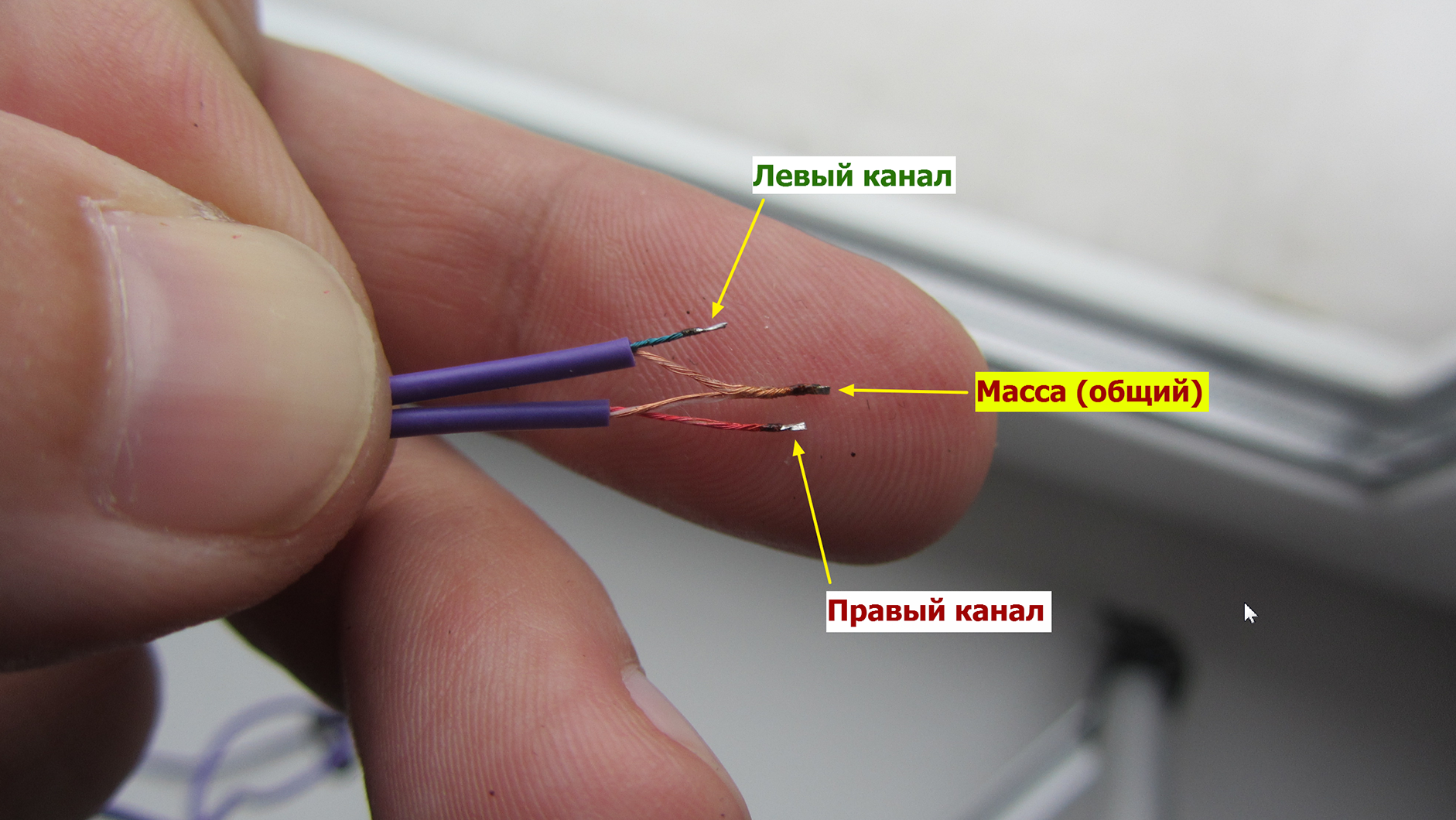
А вот как припаять наушники к такому джеку: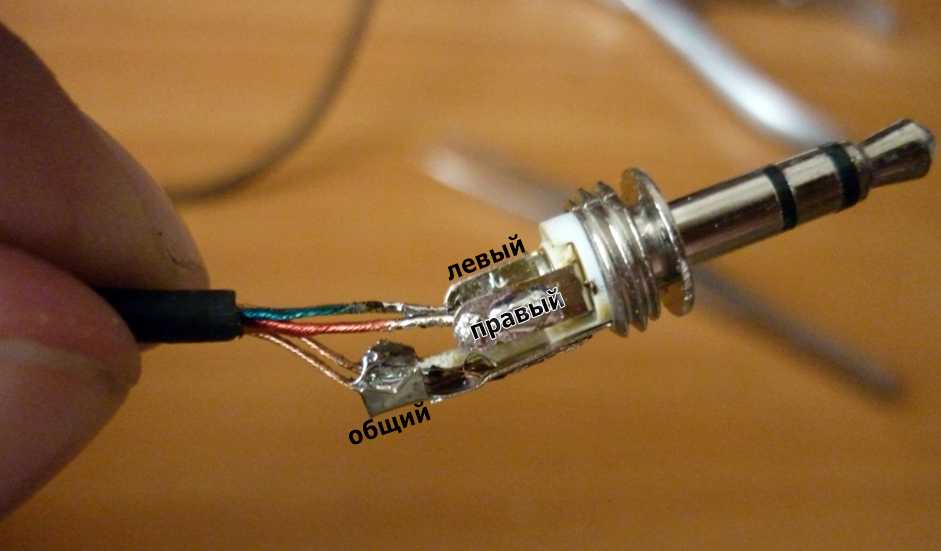
Вариант второй:
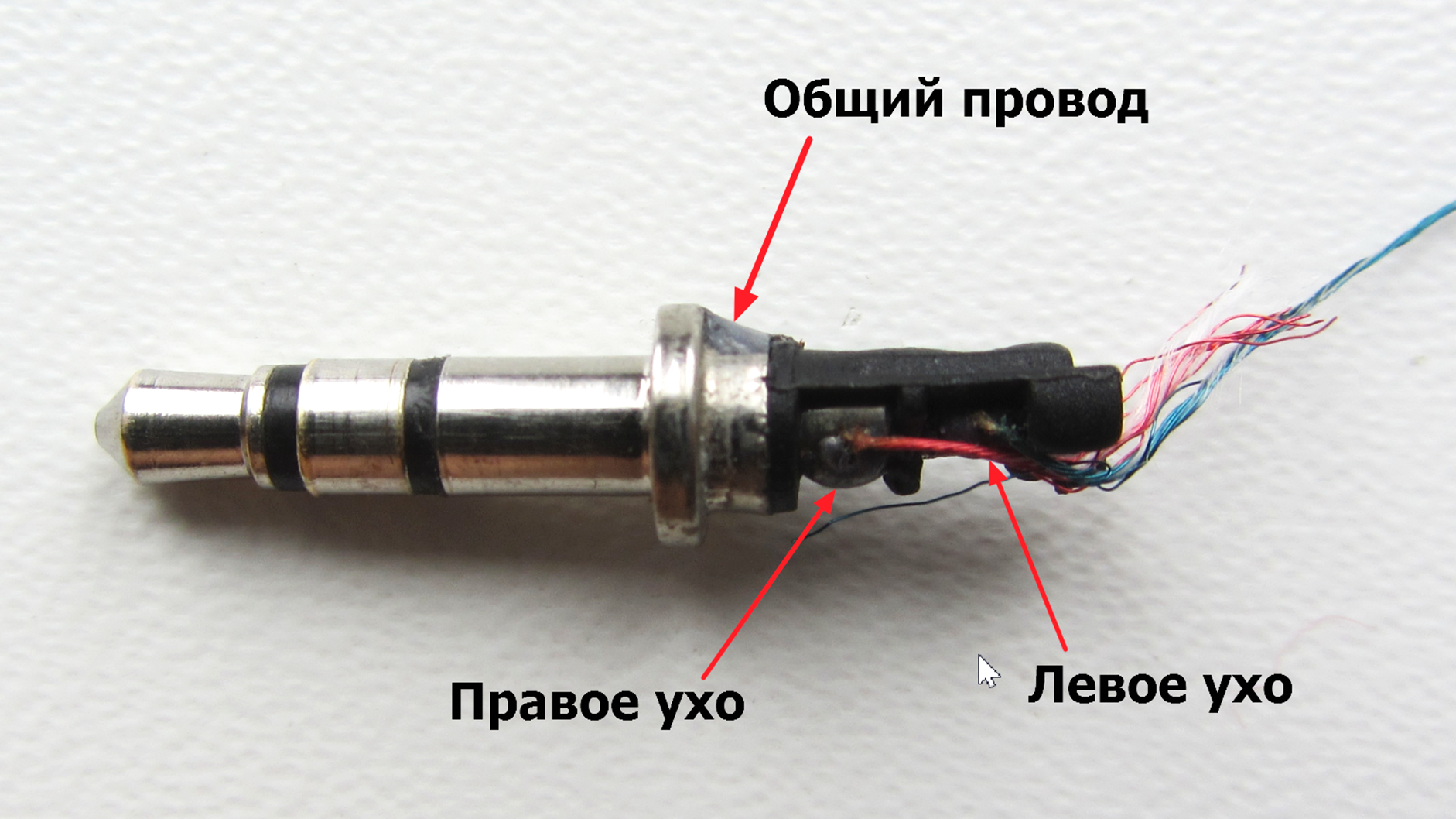
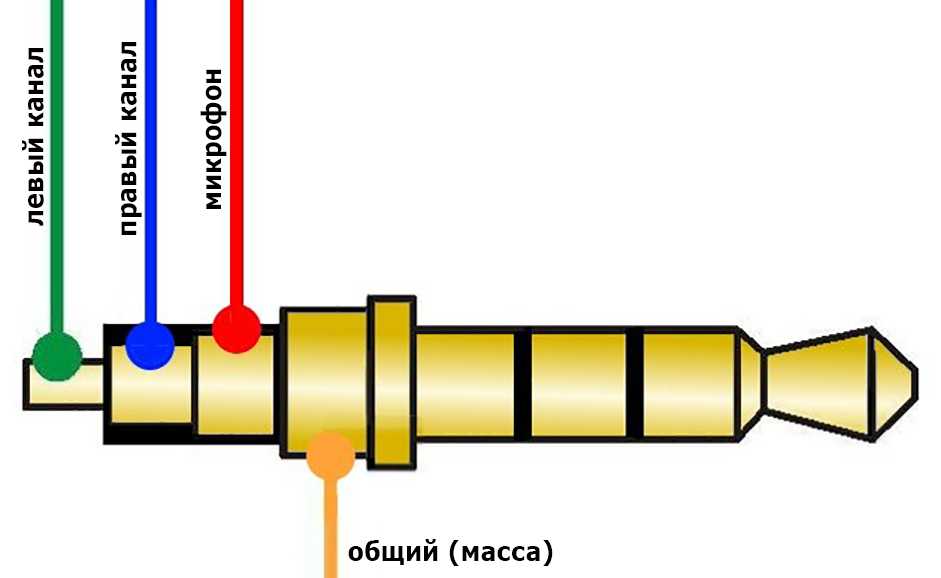
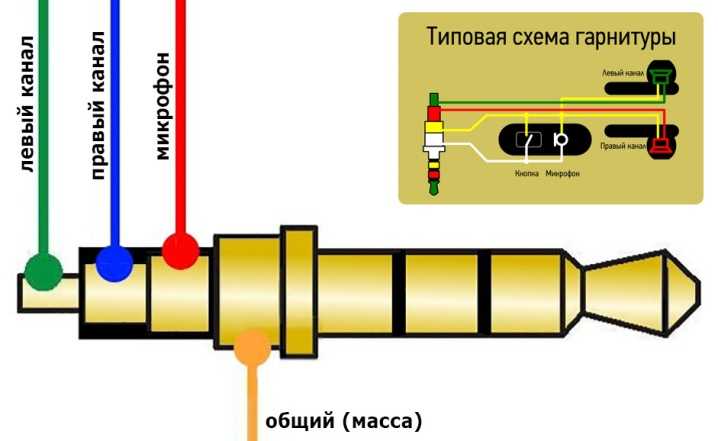
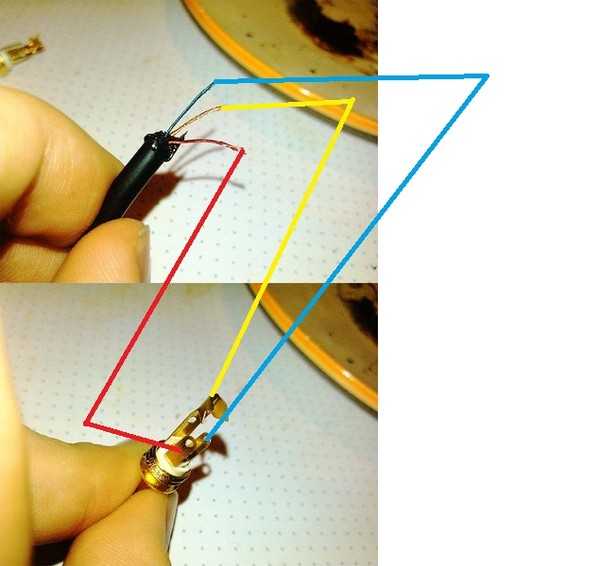
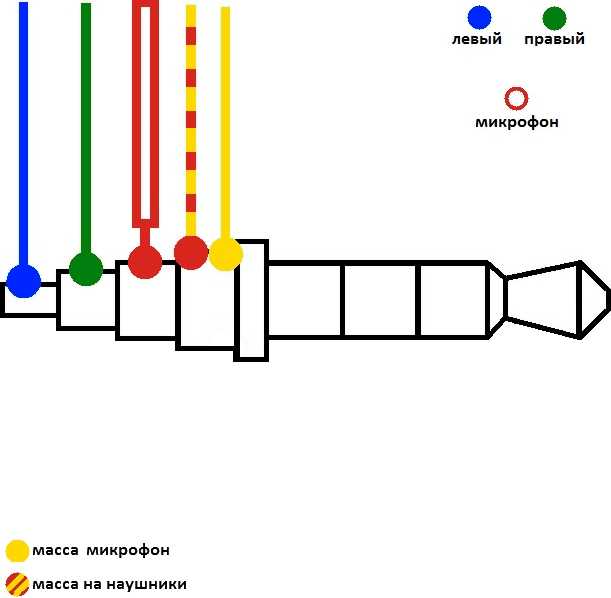
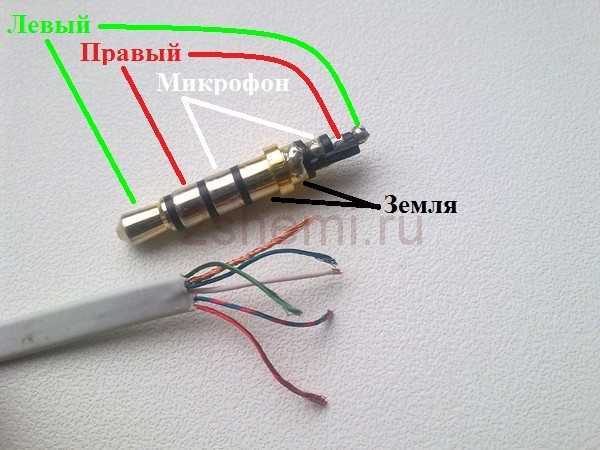
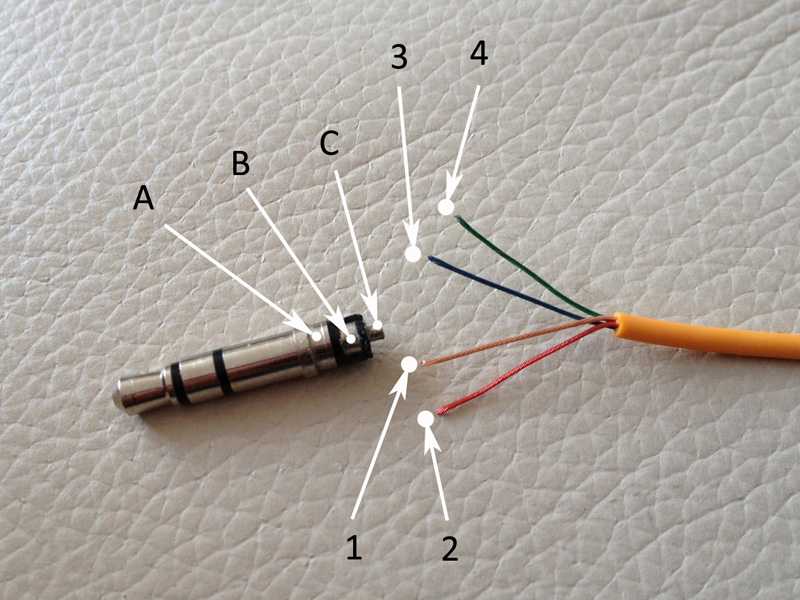
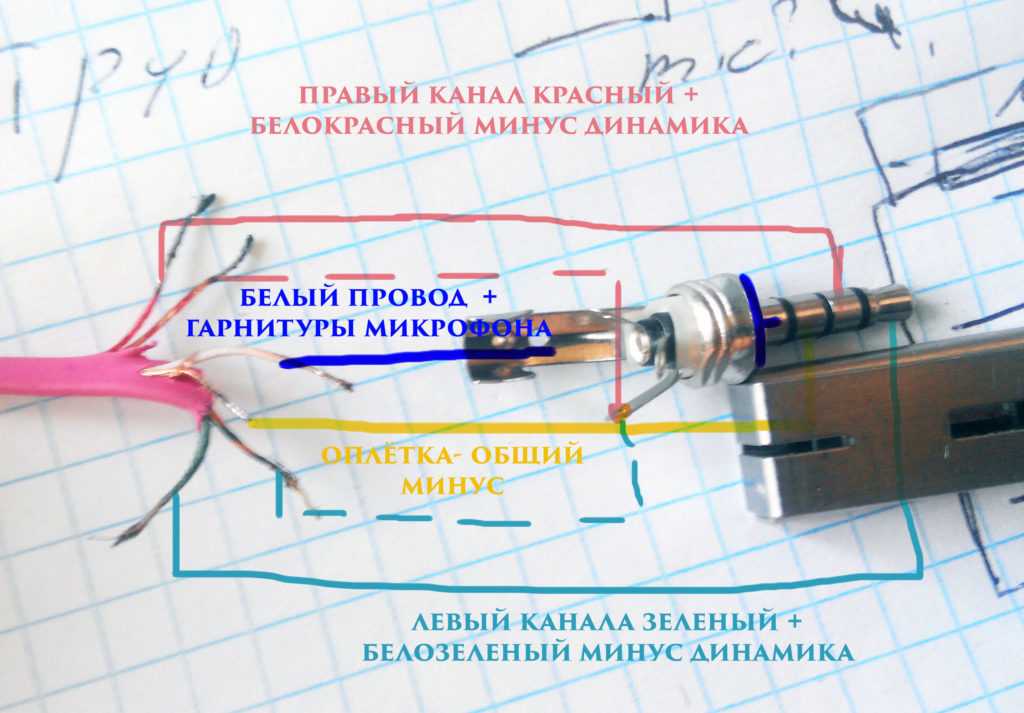
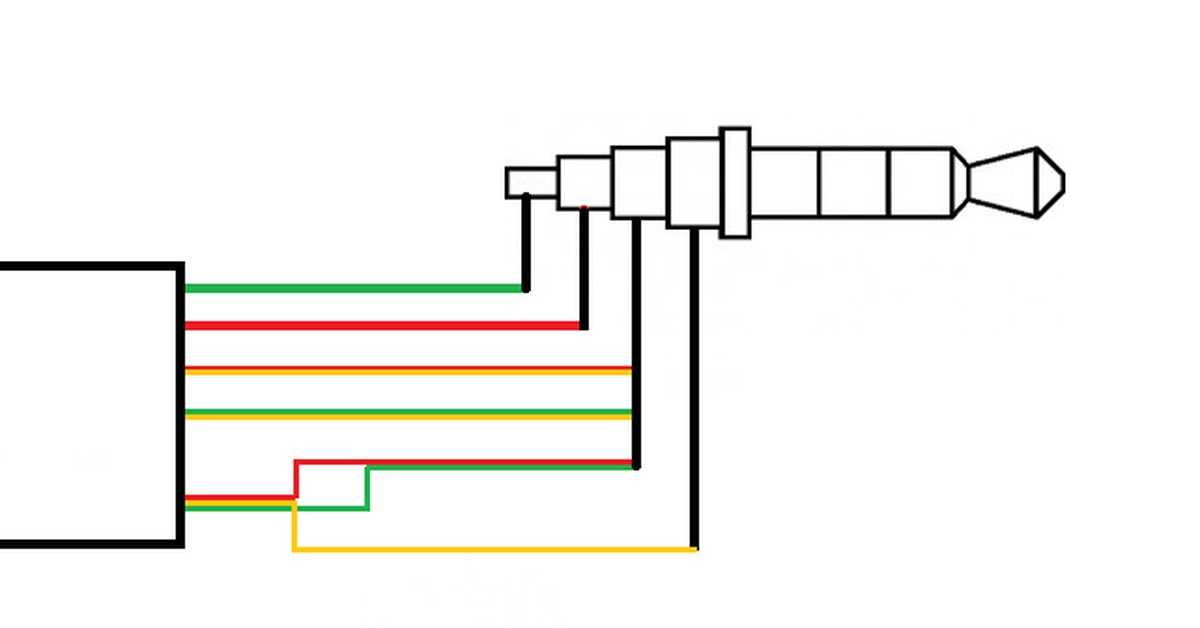
у вас полноценная гарнитура (т.е. наушнки с микрофоном) и на штекере 4 контакта. Тогда, скорее всего, эти четыре провода — это по одному проводу от каждого динамика, один сигнальный провод от микрофона и один общий провод на всех.
Схематично это можно обозначить так: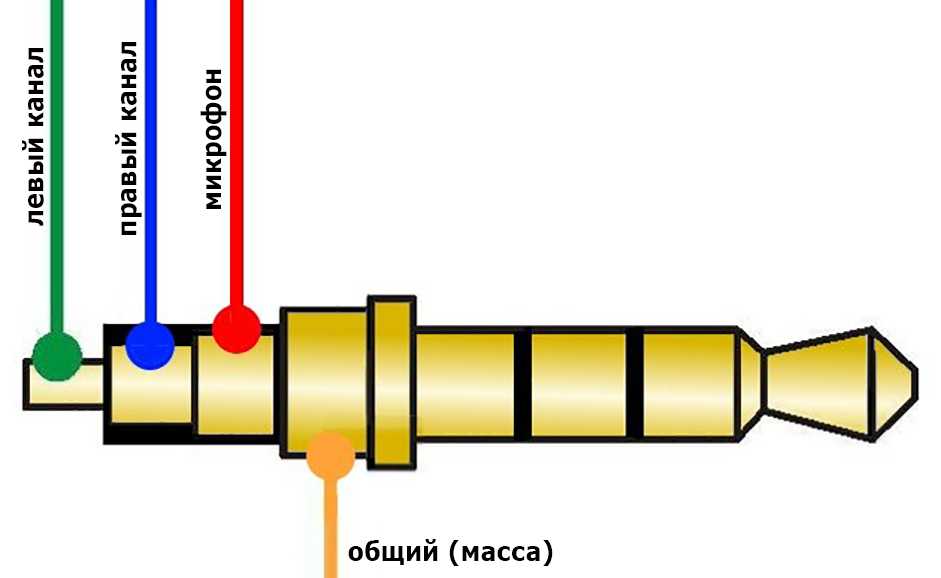
А вот как сделать штекер на наушниках (правильная пайка наушников, когда там 4 провода):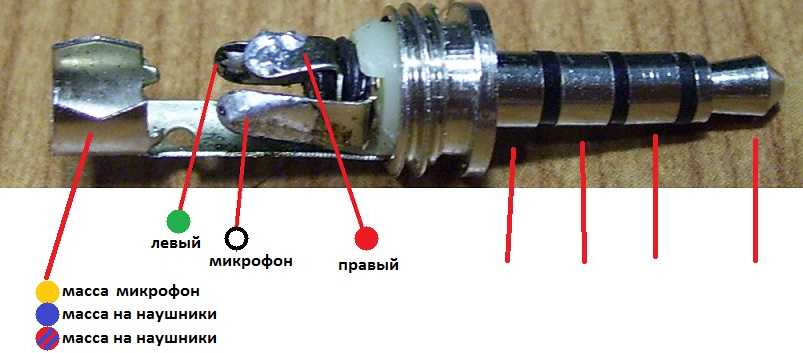

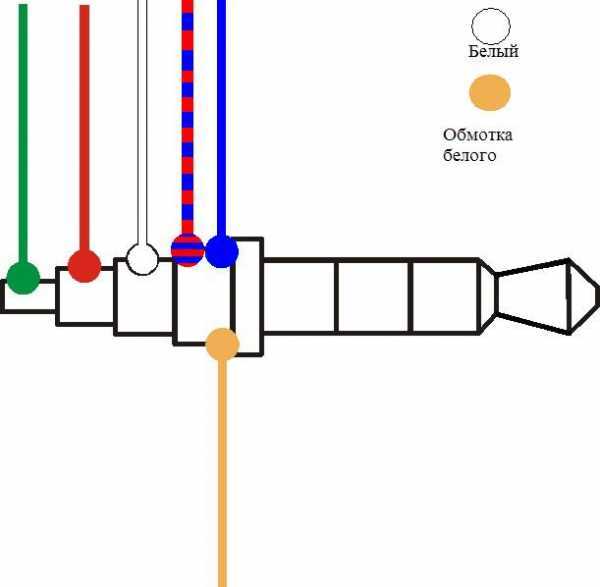
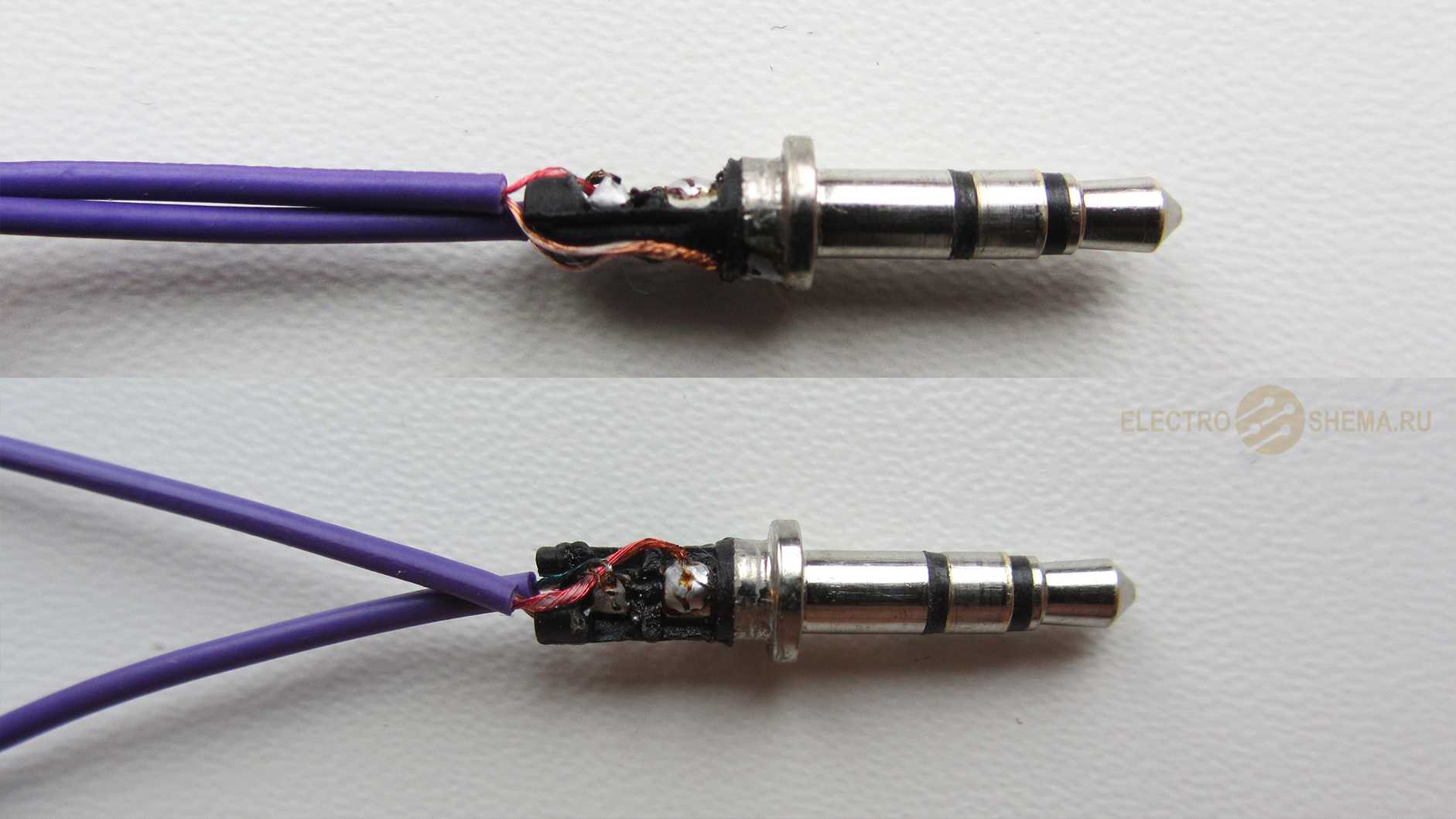
Чаще всего микрофонный провод только выглядит как один проводок, а на деле это два провода: тонюсенький проводок в белой ПВХ-изоляции полностью обмотанный медным эмалированным проводом (в бесцветной эмали). Что-то вроде такого: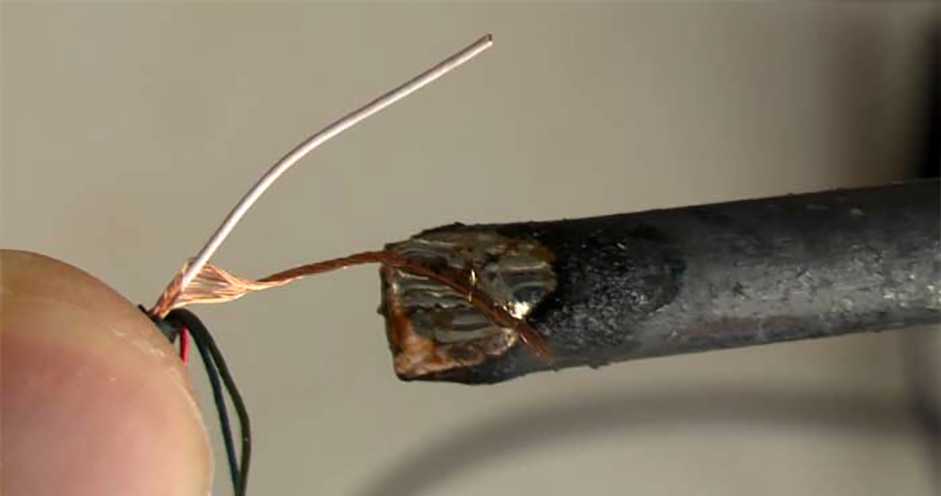 И в этом случае правильнее будет сказать, что у наушников не 4 провода, а все 5.
И в этом случае правильнее будет сказать, что у наушников не 4 провода, а все 5.
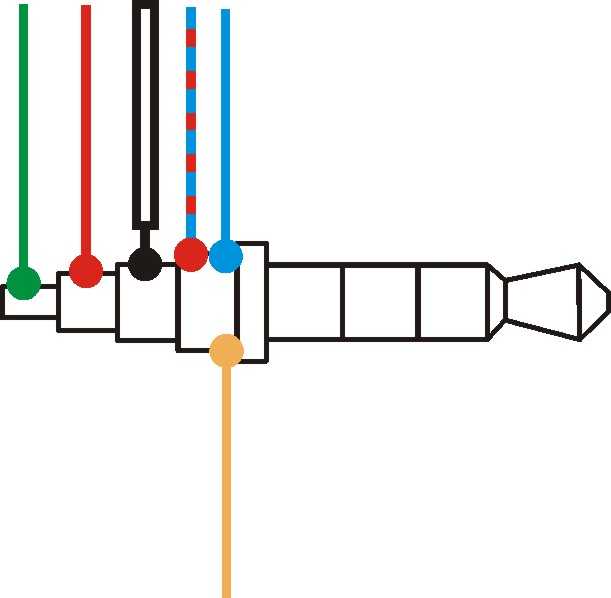
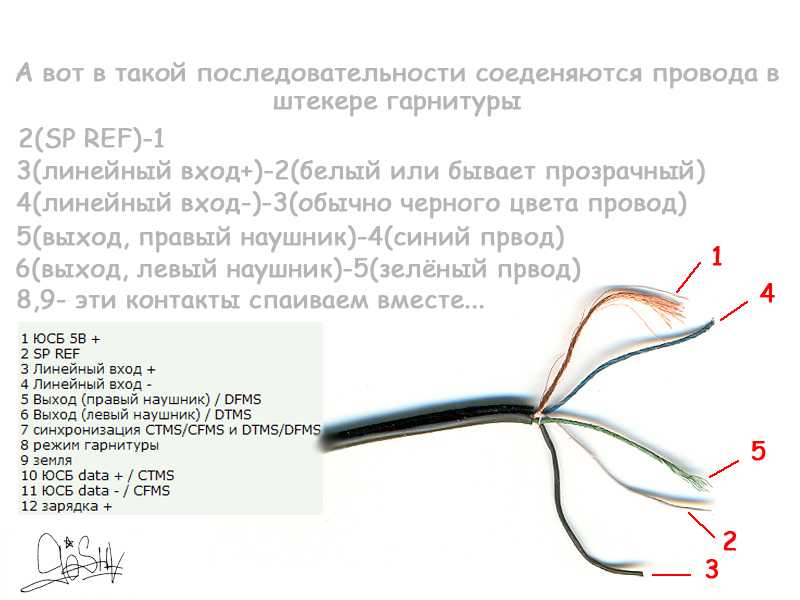
5, 6 и более проводов
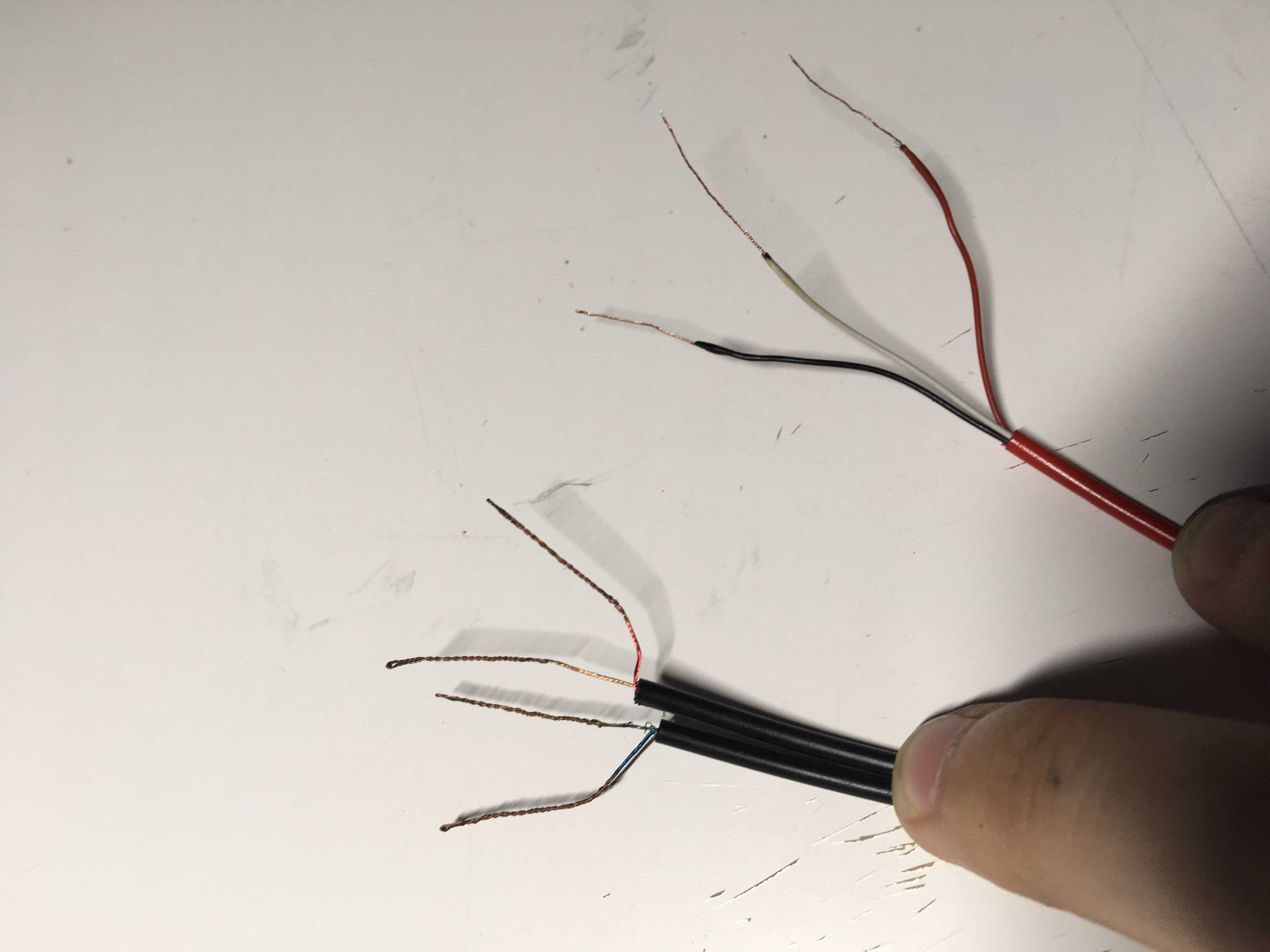
В зависимости от варианта реализации, внутри кабеля от гарнитуры может быть 5 и более проводов. Вплоть до 10! Как бы там ни было, а сигнальный провод от микрофона всегда стараются делать в собственной «земляной» оплетке.
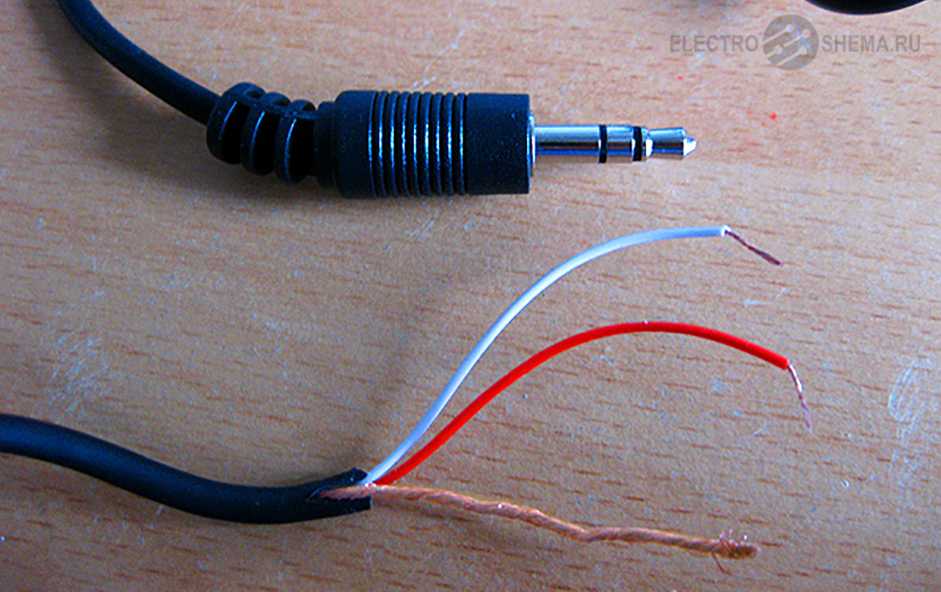
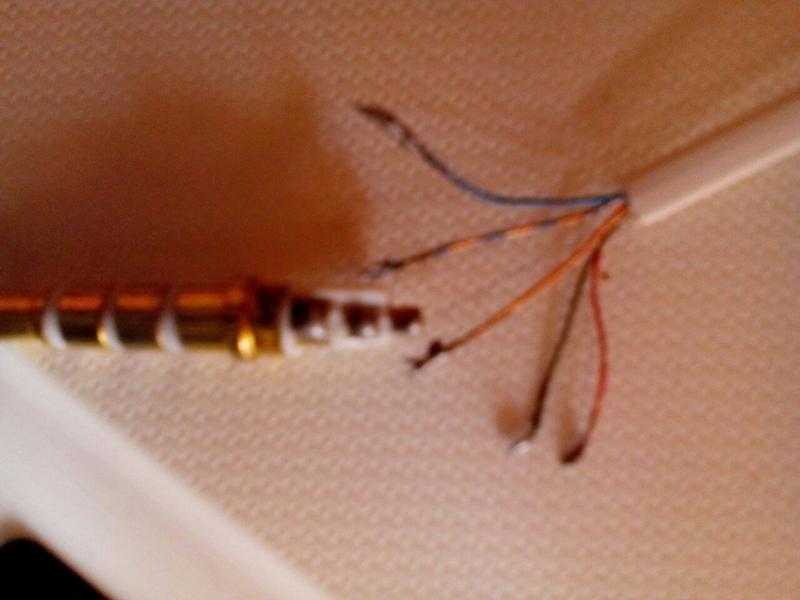
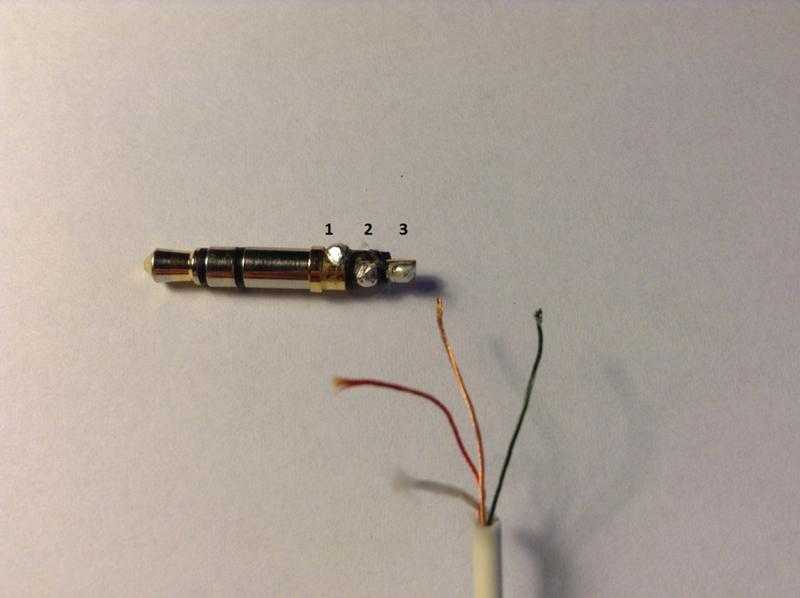
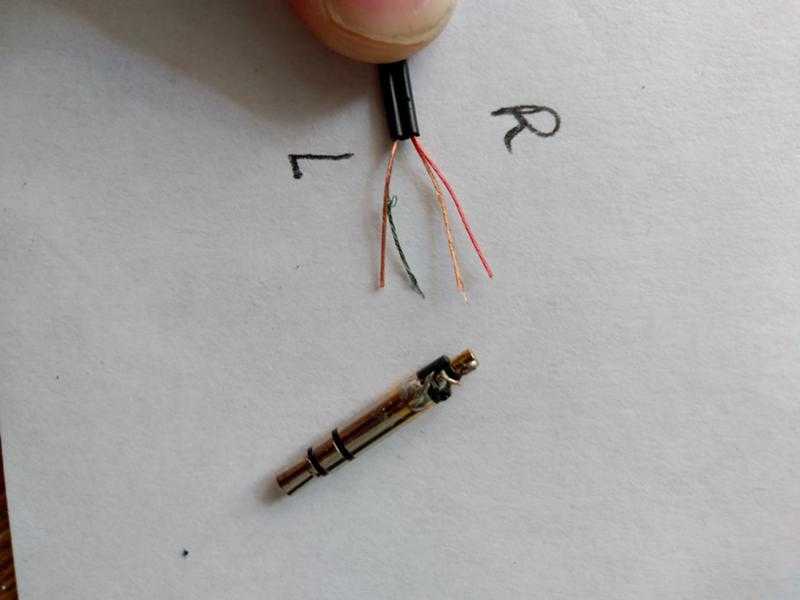
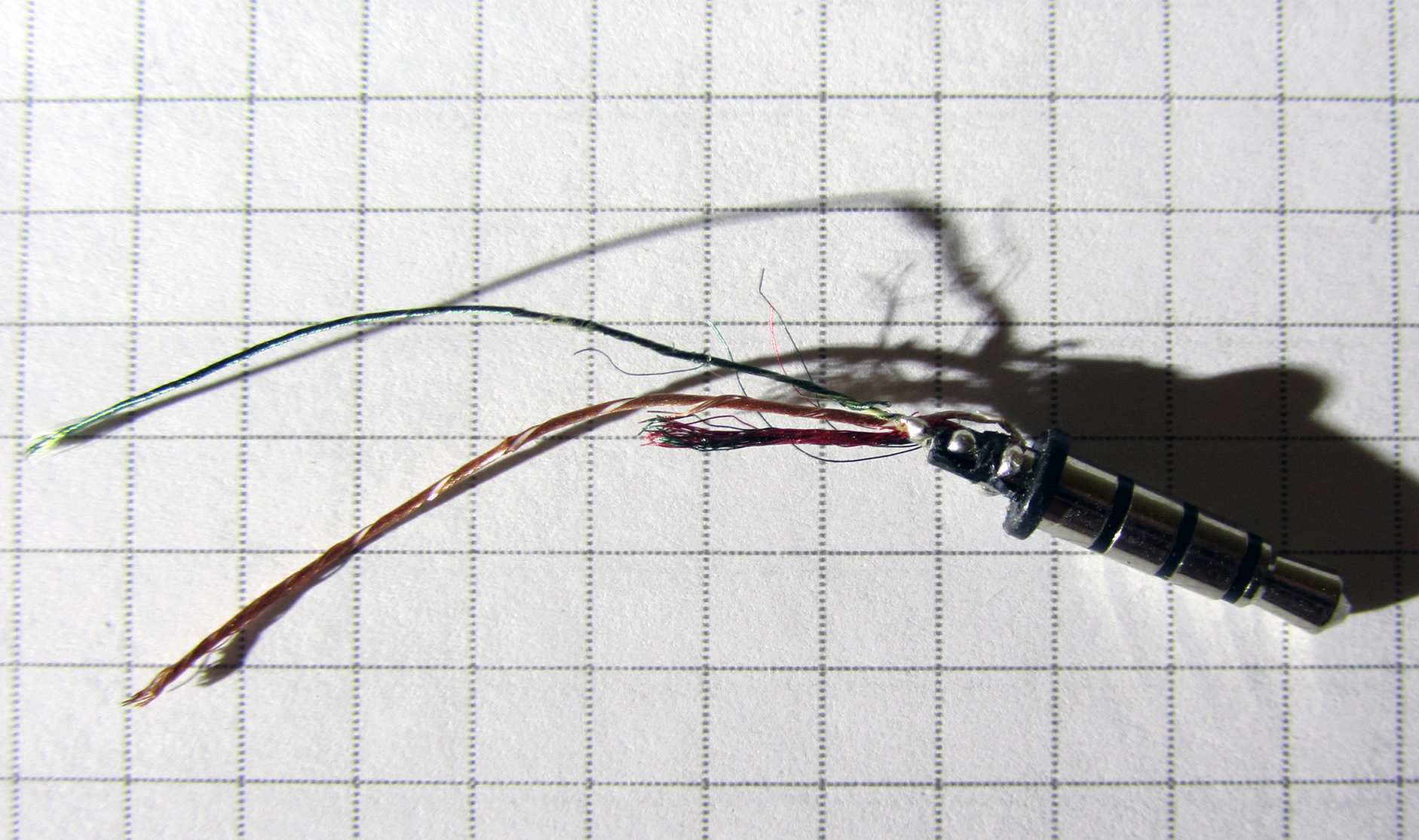
Короче, если вы распотрошили ваш кабель и он выглядит как-то так: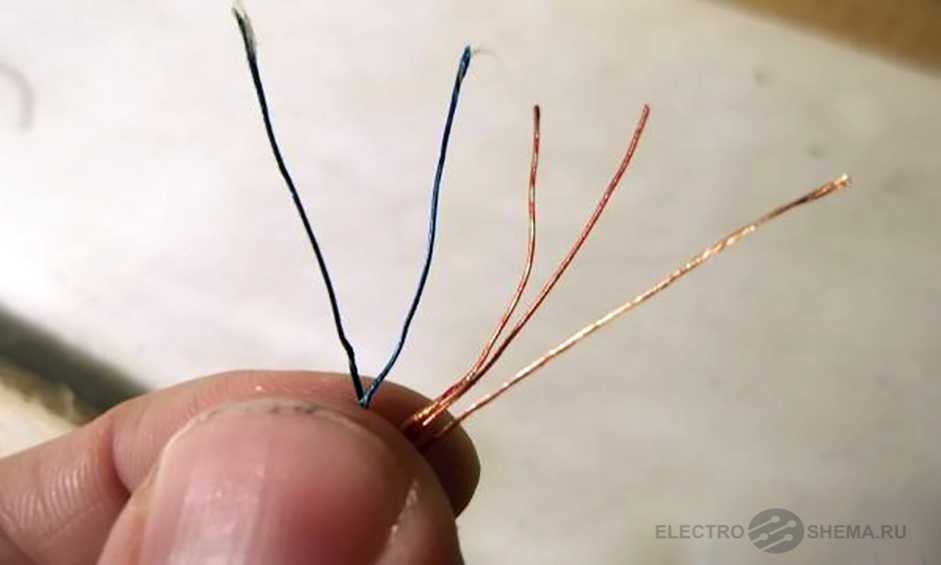
или даже так: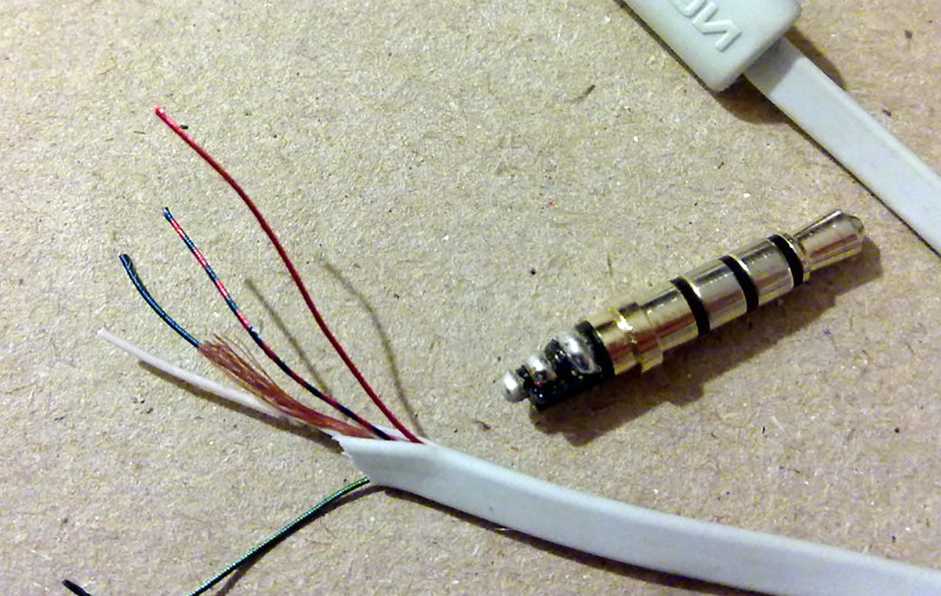 то никто вам так сразу не скажет, как правильно припаять штекер к таким наушникам. Тут может быть только один совет: берите тестер и прозванивайте все провода, пока не определите, где правое ухо, где левое. Остальные провода — это к микрофону.
то никто вам так сразу не скажет, как правильно припаять штекер к таким наушникам. Тут может быть только один совет: берите тестер и прозванивайте все провода, пока не определите, где правое ухо, где левое. Остальные провода — это к микрофону.
Определяйте по цвету какие провода могут быть общими и соединяйте их все вместе. Все сигнальные распаивайте согласно распиновке разъема (см. на картинках выше).
После чего тестируйте наушники и микрофон. Если что-то не так, ищите причину. Тут вам никто ничего толком не скажет, действуйте методом научного самотыка.
Различные поломки наушников – весьма распространенная проблема, особенно если это устройство используется активно, а не для прослушивания музыки дома. Чаще всего ломаются вставные наушники – вкладыши и вакуумные затычки, поскольку именно они обычно используются вне дома – например, при активных занятиях спортом.
Обычно на вероятность поломки влияют следующие факторы:
- заводской брак – самая распространенная проблема в случае с дешевыми наушниками;
- неправильная эксплуатация – из-за подключения наушников к неправильному источнику звука может сломаться динамик, а если носить источник звука в кармане джинсов или брюк, на штекер будет оказываться постоянное воздействие, и он рано или поздно сломается.
Если наушники перестали работать, их, возможно, придется разбирать. Конечно, это не всегда возможно – так, сложнее всего разобрать вкладыши и затычки, имеющие монолитный корпус. Кроме того, после разборки таких наушников вам могут потребоваться новые запасные части.
Кроме самого корпуса наушников можно разбирать штекер, который соединяется с источником звука. Но прежде чем приступать к той или иной операции, следует убедиться, что это вообще необходимо, диагностировав поломку.
Цвета проводов в наушниках
- В большинстве наушников всего две пары проводов — под левый и правый канал.
- Если в наушниках три провода — это левый, правый и общий — мастер-контроллер, который регулирует громкость обоих каналов.
- Если пары 4 — это левый, правый и заземление для каждого из них.
- Пять проводов — это левый, правый, заземление для каждого и канал микрофона.
Конечно, существую и другие варианты (например, наушники с микрофоном и одним динамиком), но подавляющее большинство моделей устроены именно так, как описано выше.

Провода обычно сдвоенные, то есть провод с «землёй» содержит дополнительный слой изоляции.
В некоторых моделях наушников, на штекер нанесена маркировка (L (левый), R(правый), S(стерео), M(микрофон). Контакты для земли не маркируются дополнительно. Если обозначений контактов нет, нужно присмотреться, нет ли на корпусе штекера остатков пластиковой обмотки соответствующего цвета. Крайне редко провода вырываются полностью.
Разборка и ремонт штекера
Понять, что сломался штекер, весьма просто – как правило, поломка заключается в том, что от контактов отошли провода, передающие сигнал к динамикам. В таком случае звук должен понемногу возвращаться (правда, с помехами) после разных манипуляций со штекером, вставленным в линейный выход на источнике звука.
Чтобы понять, что штекер нуждается в ремонте, сделайте следующее:
- подключите наушники к источнику звука и включите музыку;
- пошевелите штекер в гнезде – покрутите, подергайте кабель в месте его соединения с мини-джеком.
Если в наушниках при этом появляется хоть какой-нибудь звук – возможно, это будет простое хрипение – корпус наушников разбирать не придется, достаточно отремонтировать штекер. Сделать это можно двумя способами:
- разобрать имеющийся штекер и починить отошедшие контакты;
- купить новый штекер и соединить его с кабелем наушников.
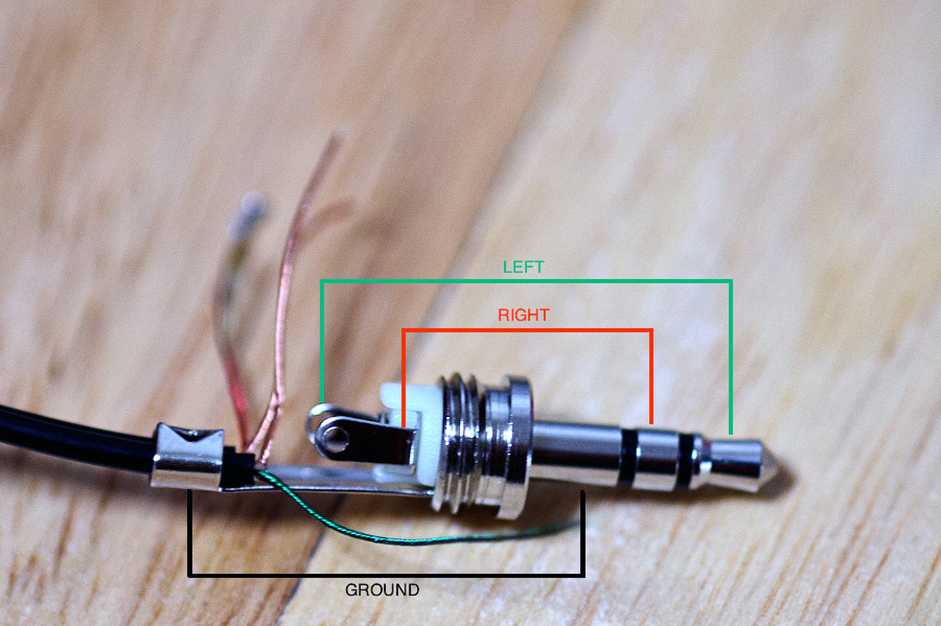
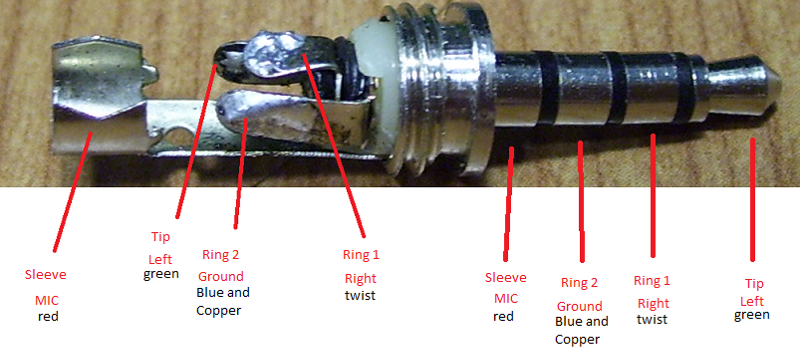
Конструкция мини-джека весьма проста. Мини-джек, или разъем TRS, имеет три основные части: это кончик (top), кольцо (ring) и рукав (sleeve). Первые две части отвечают за передачу сигнала; колец может быть несколько в зависимости от типа джека – монофонические наушники имеют одно кольцо, стереофонические – два, гарнитуры – три. Рукав же заземляет устройство.





Чтобы разобрать штекер, придется разрезать и отодрать пластиковый корпус этой детали. В более дорогих наушниках корпус просто развинчивается, но такая возможность доступна далеко не всегда
Если штекер пришлось разрезать, восстановить его, вероятно, уже не получится – придется просто заматывать все изолентой и обращаться с ним очень осторожно при дальнейшей эксплуатации
Под пластиковым корпусом вы найдете несколько медных полосок, к которым присоединены провода наушников. Один из них будет прилегать неплотно – именно из-за этого в одном из динамиков или в обоих ушах нет звука. Достаточно прижать его поплотнее и запаять – звук вернется. Помните, что контакты не должны соприкасаться друг с другом.
Замена штекера производится примерно так же – старый штекер отрезается и на его место устанавливается новый
При этом важно правильно присоединить провод – к коротким контактам присоединяются каналы, а к длинному (рукаву) – оголенный провод заземления. Если вы неправильно соедините каналы, звук все равно появится, но левый и правый наушники поменяются местами
Как обойтись без паяльника
Поломка наушников – частая проблема. Но найти под рукой паяльник не всегда удается. Тогда помочь могут способы, которые заменят его, и вы сможете спаять детали. Вот несколько вариантов самодельных паяльников:
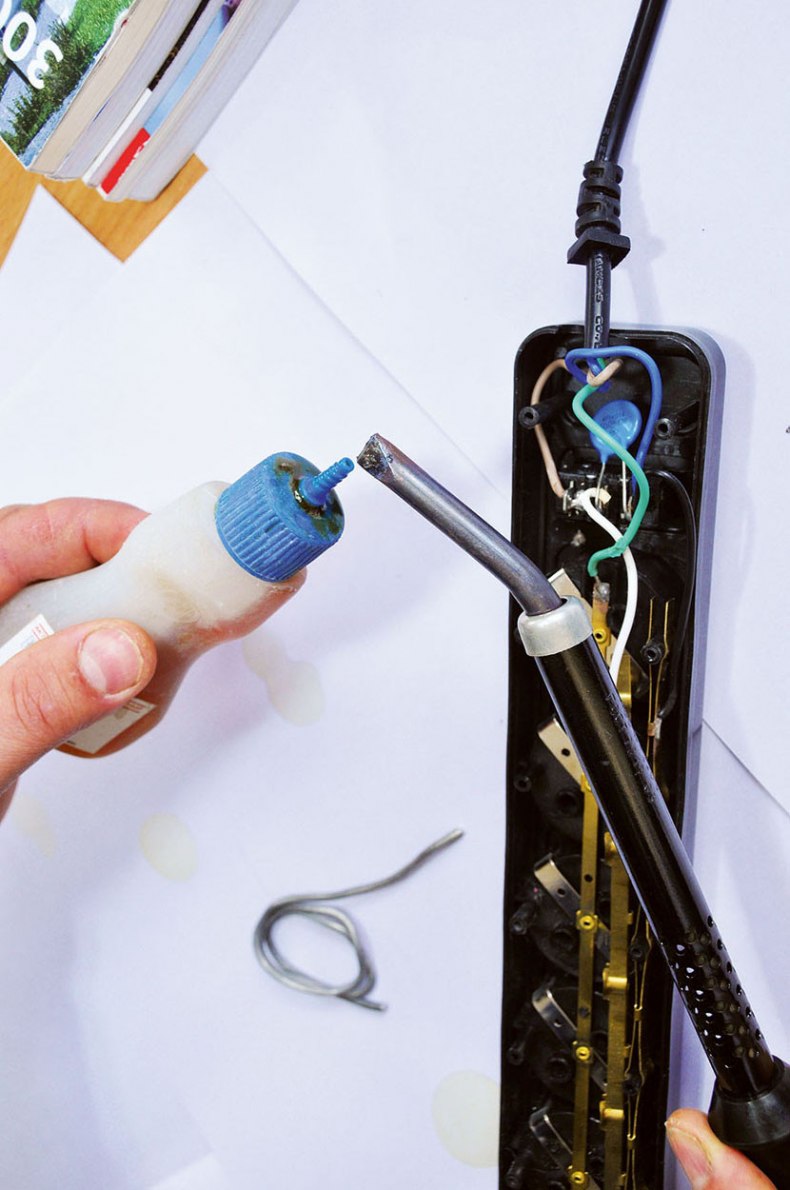
- Токопроводящий клей. Им можно приклеить кабели к контактам. Это, конечно, не лучший способ, так как может уменьшить громкость наушников, но он поможет исправить поломку. Такой клей высыхает за 12-15 минут.
- Разогретый на огне свечи гвоздь или часть медного провода. Источник огня не важен (может быть спичка, или даже костер с углями).
- Газовый паяльник из зажигалки. Чтобы сделать прибор самому, нужно медный одножильный кабель подсоединить к зажигалке так, чтобы часть его касалась пламени. Тогда по этому кабелю будет проходить сильное тепло и кончиком вы можете пользоваться как и паяльником.
Посмотрите видео-инструкцию https://www.youtube.com/watch?v=uPcwfKYVp1s
Последний способ требует внимания. По соединенному кабелю тепло может проходить и вниз, а тогда на пластиковом корпусе, возможно, появится дырка. Поэтому будьте осторожны. Но зато спаять провода у вас получится точно.
Проверка наушников правый-левый
Sennheiser cx 300 ii
Чем отличается гарнитура от наушников
Как обойтись без паяльника при ремонте наушников
Часто происходит так, что у человека нет под рукой паяльника или розетки, а штекер наушников не работает. В этом случае можем проводить перепайку несколькими нестандартными, но приемлемыми способами.


Первый способ — это использовать для приклеивания проводов к контактам мини джека. Все делается просто и аккуратно. Надежность такого крепления конечно хромает, да и электрическое сопротивление клея может составлять десятые доли Ома. При сопротивлении наушников 4 -16 Ом, клей может повлиять на громкость звучания. Хорошо, что время высыхания токопроводящего клея обычно 10-15 минут.
Второй способ — разогревать гвоздь или кусок медного провода в пламени свечи. Это такой способ для романтиков: полумрак, , штекер, наушники и ты. Свечи в этом случае лучше использовать ароматизированные. А если серьезно, так можно и с помощью костра и углей припаять штекер . Главное — хороший и не забыть.
Третий способ — сделать газовый паяльник из зажигалки своими руками. Нужно взять кусок медного одножильного провода и прикрепить к зажигалке так, чтобы часть провода была в пламени. По медному проводу передается тепло на некоторое расстояние, как видно из фото.
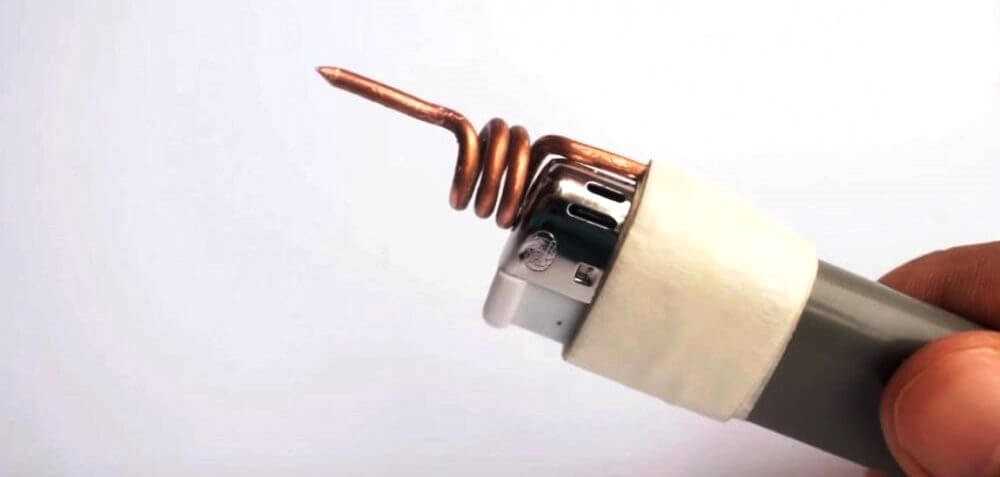
Если будешь пользоваться этим способом, то особое внимание обрати на место прилегания проволоки к корпусу зажигалки. Там от нагрева может образоваться дырка
Будь осторожен! Более подробно как сделать такой мини паяльник из зажигалки смотрите в видеоролике.
Проблемы с регулятором громкости
Как починить наушники, если возникли проблемы с регулятором громкости в виде пропадания звука или треска? В данном случае можно воспользоваться графитной смазкой
, чтобы нанести ее на резистивный слой для восстановления контакта. После этого гарнитура должна функционировать без проблем.

Если после смазки гарнитура продолжает работать плохо, то регулятор требуется заменить на новый.
Таким образом, в большинстве случаев, прежде чем бежать и покупать новую гарнитуру, ее ремонт можно проделать собственноручно. Для этого потребуется паяльник с тонким жалом и навыки обращения с ним.
Рано или поздно это случается с каждым – любимые наушники ломаются и перестают играть, либо хрипят и в них периодически пропадает звук. Если наушники недорогие, то их несложно поменять на новые, но если дорогие и качественные, а с финансами проблемы, то можно попробовать починить их самостоятельно.
Итак, чиним наушники сами
Первым делом надо определить причину неисправности – это либо обрыв провода, либо неисправность самого динамика наушника. Определить неисправность можно по симптомам. Если звук периодически пропадает и появляется, или если одно “ухо” не играет совсем – скорее всего это обрыв провода. Если один из наушников стал играть тише, или играет с хрипением – это неисправность динамика. Впрочем, иногда неисправный динамик может также не играть совсем.
Браться чинить самому наушники стоит только в случае обрыва провода. В случае неисправности динамика – это гиблое дело. Впрочем, обрыв катушки динамика – это гарантийный случай, так что если ваши наушники еще на гарантии, то стоит попробовать отдать их в сервисный центр для замены.
Если вы точно уверены что в неисправности наушников виновен обрыв провода, то эту проблемы можно устранить. В случае если звук пропадает и появляется периодически, найти место обрыва проще всего – включаем плеер и начинаем пальцами шаг за шагом теребить, сгибать и разгибать провод по всей длине. В том месте, где изгибание провода приводит к пропаданию звука и находится искомая “сопля” (место обрыва). Далее нам нужно всего лишь вырезать неисправный кусок и соединить концы друг с другом. В том случае, если звук пропал и не появляется совсем, можно пойти наугад и попробовать отрезать конец провода со штекером (чаще всего провод рвется именно вблизи штекера). Для проверки оставшегося провода удобней всего использовать мультиметр в режиме измерения сопротивления. Если наушники большие, то провода там как правило имеют собственную изоляцию. В этом случае перед проверкой надо счистить 2-3 мм изоляции ножом с каждого провода. Если наушники карманные, то в качестве изоляции провода обычно покрыты лаком и ножом его соскоблить не так уж и просто, тут нам поможет зажигалка – нужно просто опалить концы проводов и слегка поскоблить ножом. После этого измеряя мультиметром сопротивление между проводами можно понять отрезали ли мы место обрыва, или еще нет. Если у вас нет мультиметра, а отступать от починки наушников вы не собираетесь, можете взять обычную пальчиковую или мизинчиковую батарейку на 1,5 Вольт. При подключении ее к концам проводов в нашнике должен раздаваться легкий щелчок.
После того как мы отрезали поврежденный участок провода, перед нами стоит задача приделать к наушникам штекер. Обычно там используется штекер который называется 3,5′ мини-джек. Его легко можно найти в магазинах торгующих радиолюбительскими товарами. Другой (возможно более простой вариант) – купить какие-нибудь дешевые китайские наушники не дороже 100 рублей и отрезать кусок провода со штекером от них. Далее нужно просто срастить провода и заизолировать их. Если умеете паять – спаяйте их, будет надежнее. Для изоляции можно использовать изоленту, термоусадочную трубку, ну или на худой конец даже обычный скотч.
Если у вас сломались наушники с микрофоном (то есть гарнитура) и надо их отремонтировать, то способ починки в общем-то похож. Единственный момент, что там будет больше проводков.
Чтобы не мешать другим, многие люди при прослушивании музыки и просмотре видео используют наушники. К сожалению, со временем они ломаются, и если дешевые выбросить не так жалко, то с полюбившейся редкой и дорогой моделью расставаться как-то не очень хочется. Поэтому многих интересует, как починить Samsung, Sony и т.д. В принципе, последовательность ремонта для всех моделей одинакова, и если дома есть паяльник, не стоит преждевременно расстраиваться — восстановить работу аксессуара не так уж и сложно.
Как присоединить провода к штекеру?
Сразу отметим, что провода можно просто скрутить, но для получения по-настоящему прочного и качественного соединения, провода нужно припаять. На самом деле ничего сложного в процедуре нет.
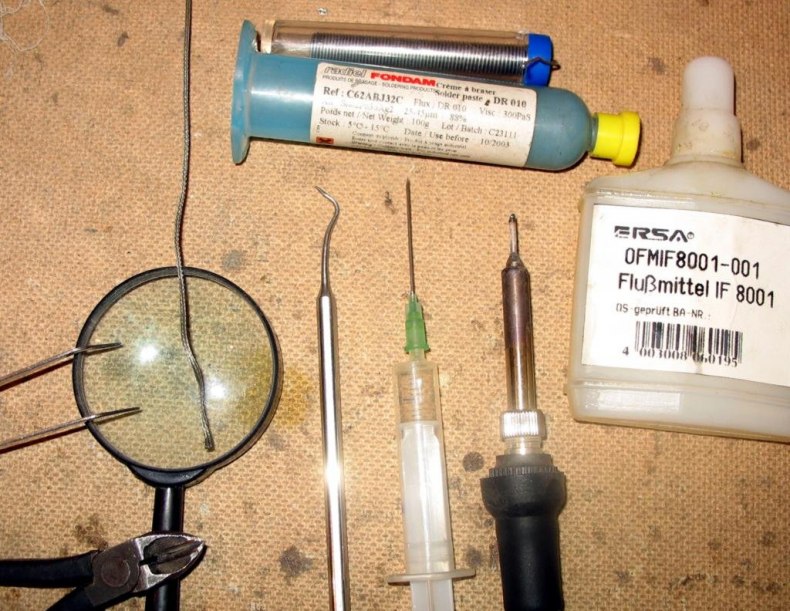
Инструменты и расходный материал:
- паяльник (подойдёт любой);
- припой и канифоль;
- чистый разъём (джек 3,5 мм);
- изолента;
- ножницы;
- канцелярский ножик для бумаги.
- Аккуратно отрезать провод поперёк, чтобы обе жилы были одной длины.
- Разрезать его вдоль, разделив на два провода. Не повредите обмотку пары, так как она является дополнительным защитным слоем и уберегает аксессуар от поломок.
- Каждый провод нужно залужить в аспирине (ацетилсалициловая кислота). Зачищать ножом не нужно, так как тонкие жилы повредятся и рано или поздно переломятся
- Наживить провода на соответствующие контакты на штекере.
- Припаять, используя небольшое количество олова. Лучше, если они не будут касаться между собой, чтобы не провоцировать частотный конфликт.
- Изолировать слой при помощи изоленты.
- Тоже самое проделать для других контактов.
- Обмотать полученное соединение изолентой в несколько слоёв и надеть армированный слой. Если такового нет, можно использовать обыкновенную проволоку из алюминия или меди, после чего обмотать её изолентой ещё раз.
Если всё выполнить правильно, наушники зазвучат как прежде. Если слышны проседания про громкости/глубине/яркости звука — один из пунктов выполнен неверно или контакт частично или полностью нарушен.

Не стоит использовать дешёвый припой, так как сопротивление олова не позволит передать весь частотный диапазон. Звук будет с обрезанным верхом и это не исправит никакой эквалайзер.
Устройство и разборка
 Стандартный разборный штекер на 3,5 мм состоит из внутренней контактной части и пластикового защитного кожуха, предохраняющего провода от изломов и повреждений. Его следует отличать от схожего по устройству прибора большего размера (диаметр рабочей части – 6,3 мм), называемого большим джеком.
Стандартный разборный штекер на 3,5 мм состоит из внутренней контактной части и пластикового защитного кожуха, предохраняющего провода от изломов и повреждений. Его следует отличать от схожего по устройству прибора большего размера (диаметр рабочей части – 6,3 мм), называемого большим джеком.
Представленная конструкция заметно упрощает ремонтные процедуры, поскольку пайка штекера наушников в этом случае сводится к следующим простейшим действиям:
- сначала необходимо разобрать «нерабочий» штекер;
- затем демонтировать повреждённые проводники и правильно припаять новые;
- в заключение останется вернуть штекер к прежнему виду.

Единственная сложность, с которой придётся столкнуться при проведении пайки – необходимость разобраться со всеми подходящими к контактам проводниками (в отдельных случаях их количество может доходить до 6-ти).
Значительно сложнее обстоит дело с починкой неразборных штекеров, с которыми придётся основательно повозиться. Дело в том, что в этих изделиях внутренняя контактная основа заливается специальным пластиковым составом, образующим впоследствии гибкий держатель.
Для того чтобы припаять мини-джек к новой разводке потребуется, во-первых, разрезать корпус повреждённой детали и полностью удалить мини-джек с самого штекера. Во-вторых – использовать какую-то новую оболочку, надёжно защищающую сам штекер и провод от излома.
Как укрепить провод наушников
Самый просто способ — выполнить дополнительную обмотку, особенно в месте, где провода подсоединяются к штекеру. Именно в этом месте чаще всего происходит перетирание проводов. Советские наушники производились из плотных медных прожилок, которые перерезать то было сложно. Современные дешёвые наушники имеют крайне тонкие жилы, которые можно перерезать.

На дорогих моделях можно заметить армированное волокно в месте сгиба проводов или более толстый эластичный слой. Такая защита обеспечит плавную деформацию проводов и спасёт от отрыва.
Историческая справка
Первые модели студийных наушников имели армированные провода. Продюсеры и звукорежиссёры не могли позволить пропустить какой-то момент во время выступления, поэтому обматывали провода дополнительным слоем изоляции. Тоже самое делали с микрофонами. Если взглянуть на фото концертов эстрадной музыки (особенно рок-музыки) конца 20-го века — можно заметить солидный слой обмотки на микрофонах. Современная музыкальная индустрия переходит на беспроводной вариант и скоро просто незачем будет чинить штекеры.

Также, можно обработать провод слоем краски или лака, который спасёт наушники от переохлаждения. Можно заметить, что в холодное время года, наушники твердеют и шанс повредить провода намного больше, чем летом. Как слишком низкая, так и слишком высокая температура может стать причиной поломки аксессуара.
Укоротить его. Чем длиннее провод, тем больше шансов, что в каком-то месте он порвётся или перетрётся. Короткий провод не запутается и обеспечит комфорт и удобство в эксплуатации.
Ещё один хороший и креативный способ укрепить и армировать провод — оплести его швейными нитками. Такой метод не только защитит наушники, но и сделает их уникальными, окрасив необычными узорами или паттернами. В холодное время года они будут защищены от мороза и точно не треснут.

Непосредственный процесс пайки
Ремонт наушников сводится к восстановлению контакта в поврежденных жилах.
Для этого понадобятся:
- паяльник;
- припой;
- канифоль;
- канцелярский или строительный нож.
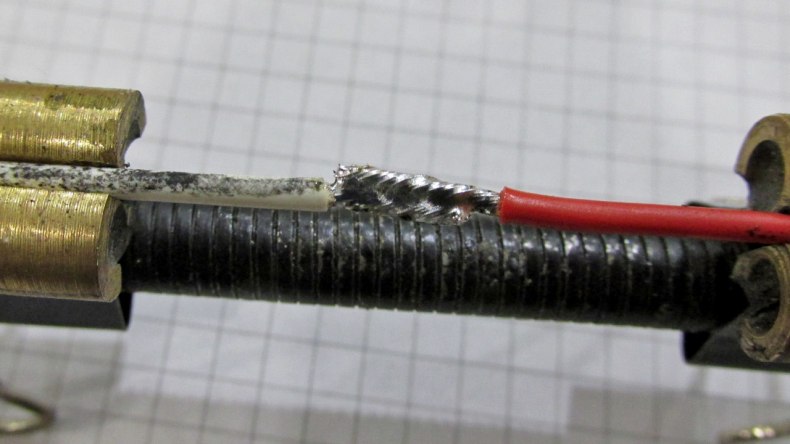
Для обеспечения полной уверенности в устранении проблемного участка от наушника отрезается кусок кабеля длиной приблизительно около 1-3 см.
Чтобы снять защитный изоляционный корпус, необходимо очистить пол дюйма (1.25 см) наружной оплетки, используя кусачки или строительный нож.




При помощи строительного ножа зачищается внешняя изоляция кабеля. Внутри находятся две жилы, промаркированные разными цветами. Наиболее часто красным цветом отмечается левый канал, зеленой краской – правый, общий канал маркируется либо синим цветом, либо желтым. Иногда общий канал представляет собой медный неизолированный провод.
На участке около 0,5 см от конца провода необходимо снять изоляцию.
В зависимости от материала снять ее можно несколькими способами:
- Полимерная изоляция аккуратно, чтобы не повредить проводящий материал, снимается при помощи ножа.
- Лак и краска снимаются при помощи выжигания паяльником или механическим способом с использованием ножа либо мелкой наждачной шкурки.
Зачищенные концы внутренних жил лудятся припоем. В сеть включается паяльник и выдерживается в течение времени, необходимого для его нагрева. Затем кончиком жала паяльника берется маленький кусочек припоя. Зачищенный конец провода устанавливается на канифоль. Жалом паяльника осуществляется равномерное распределение расплавленного припоя по всей зачищенной поверхности. Провода готовы к пайке.
Для этого необходимо дополнительно взять таблетку ацетилсалициловой кислоты (аспирина) или любого аспириносодержащего лекарства. Подойдут даже просроченные таблетки. Так что, перед тем как бежать на улицу, нужно заглянуть в домашнюю аптечку.
Как правильно паять рефнеты
Лучше, не надо!!!. Вспоминаю "ЛЕТО 2010!, в самое пекло треснул самопально-"кованый" тройник (из куска Ду30) по жидкарю. Дальше продолжать? ПОзжее, попробую приткнуть фотку этого монстра.
Ничего личного. Только бизнес!
Дайкин даёт гарантию только на СВОИ дорогие медные тройники!. также поступает любой другой брендовый производитель машин и запчастей к ним.
Если вы готовы страховать риски сами, то можно сильно съэкономить при использовании ЗАВОДСКИХ, но не фирменных тройников под пайку.
Хотя гарантию на ВАШ монтаж Дайкин всё равно не даёт. )))
Дык, фигня не снутри и снаруже, а в материале фитингов, которые требуют обязательной их продувки азотом в процессе пайки. Только тогда фирмачи дают гарантии.
Вот и чудовище, как и обещал. Трещина в самой развилке уже запаяна. После "ковки" в этом месте остовалась пленочка металла от удара молотка (четко было видно до запайки).
ВАМ !!! такое, надо? И потом сее убожество стоит на 700 МЕ, поприкинте скока она сама с внутрЯннымиблоками (7 шт), с монтажом и ПН и фреоном стоит, и скака стоят фитинги.
Я, чойто, не внятно отписал. Простояло в "бою" 3(три) года и самую жарень. гигнулась, "захватив" с собой, на круг. кил 50. 60 R410. И + 1,5 раб дня, практического простоя 40 челов (отпущены были домой), и эт в частном бизнесе. а не в казенке, где "порты протирают". Пымаю, что у "богатых свои привычки".
По эффективности работы переохладителя ME и Daikin одинаковы.
По алгоритму- разные. Поэтому зачастую жидкость с наружного блока Daikin чуть теплее, чем у ME.
Хотя бывают и перекосы. Видел жидкарь в 10 град под давлением в 34 бара (на улице было +40 град) и также нулевое переохлаждение у ME (утилизировалось открытием LEV внутренних блоков)
То Boorik +10 по всем "статьям".
"Дожигаю!" То xpyct , а, Вы на своё импортное красивое авто будите "прилаживать" хотя-бы дворники (не говорю о колёсах) от "горбатого запорожца"? В принципе, приладить можно !!!!!, но фирменные -то проще заменить, ГАРАНТИРОВАННО надежнее и долговечнее,- так ведь. Надеюсь, сравнение сваво авто и чюзой ВРВухи, рояля не имеют.
То Boorik +10 по всем "статьям".
"Дожигаю!" То xpyct , а, Вы на своё импортное красивое авто будите "прилаживать" хотя-бы дворники (не говорю о колёсах) от "горбатого запорожца"? В принципе, приладить можно !!!!!, но фирменные -то проще заменить, ГАРАНТИРОВАННО надежнее и долговечнее,- так ведь. Надеюсь, сравнение сваво авто и чюзой ВРВухи, рояля не имеют.
Ура! Ширится "узкий круг. людей" — принимай "Опреловка", Их быстрей!
Давайте определяться, — скопом иль по одиночки будете "добивать" — старорежимного.
То Илья М Примрно тем, чем и кАбели для силоваго электризма от кАбелей ауди техники, в части присоединения музколонок к оконечному исилителю или (и) сабвуферу — только ХИМСОСТАВОМ. А так, и те и другие делаютя медными.
"Гуглить, Шура, надо, Гуглить"(с)
"Возьмите в руку карандаш . "(с) и сделайте конспект (или, как теперь — реферат!!!) из постов темы. В них все расписано. Успехов.
ЗЫ. Оборудованию Бурбулиса — не обучены, но догадываюсь наверно так и нужно.
Вот и чудовище, как и обещал. Трещина в самой развилке уже запаяна. После "ковки" в этом месте остовалась пленочка металла от удара молотка (четко было видно до запайки).
ВАМ !!! такое, надо? И потом сее убожество стоит на 700 МЕ, поприкинте скока она сама с внутрЯннымиблоками (7 шт), с монтажом и ПН и фреоном стоит, и скака стоят фитинги.
То xpyct
Фторую хфотку ложить? (издание стереотипное, тока с другой машины). Опять по жаре гигнулся (июль 2011г.) самопал, и утащил за собой 11.3 х 8 = кил R410А.
Технология пайки полипропиленовых труб: подготовка и процесс

Сварка полипропиленовых трубопроводов выполняется при обустройстве систем отопления, канализации, водопровода, а также во время ремонта или модернизации действующей магистрали. При стыковке элементов обеспечивается прочное соединение, герметичность и безопасная эксплуатация трубопровода в течение длительного времени. Пайка полипропиленовых труб осуществляется с помощью паяльника. Инструмент называют также сваркой или утюгом для труб из полипропилена.
Технология пайки
Полипропилен при нагреве становится мягким, напоминая по консистенции пластилин. Частички жидкого материала взаимно проникают в смежную деталь. После остывания он отвердевает, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Чтобы обеспечить качественное соединение, рекомендуется соблюсти условия:
- полипропилен подогревают прибором до состояния вязкой текучести, соблюдая предписания в инструкции к оборудованию;
- паяют изделия из одинакового материала, не следует соединять детали из полипропилена с разной маркировкой, прочность соединения будет нарушена;
- стыковку торцов и фитингов выполняют плотно, не допуская зазоров, искажений, плотное прилегание обеспечивается шлифовкой обрезанного края труб наждачной бумагой;
- полипропилен быстро застывает, выравнивание возможно в течение нескольких секунд, после застывания исправить дефект будет невозможно.
Благодаря термопластическим характеристикам полипропилена обеспечивается надежная стыковка элементов. Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На аппаратах, поддерживающих установку нескольких насадок, гильзу можно устанавливать в удобной позиции. Месторасположение нагревательного патрона на качество прогрева не влияет.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.
При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Порядок выполнения диффузной пайки
Стыковка торцов выполняется напрямую раструбной пайкой либо с помощью муфт. Муфта представляет собой фасонную деталь, которую используют в качестве стыкующего звена. Она уместна для труб с диаметром до 63 мм. Вместо муфты пригодны обрезки труб большего диаметра, чем свариваемый участок. Участок трубы и муфты на стыке расплавляется, обеспечивая надежное крепление.
Соединение в раструб требует точной стыковки элементов труб. Края должны быть идеально защищены. Неровности и заусеницы после обрезки не допускаются. После расплавления торцов аппаратом происходит их диффузное соединение. Если возникли погрешности во время торцевания, при подаче воды образуется течь или разрыв стыка.
Подготовка к свариванию
Перед установкой новых труб рекомендуется расчертить схему трубопровода на стене. Упрощенная схема представляет собой линии, начерченные в соответствии с месторасположением будущей магистрали. Разметка на стене позволяет проконтролировать ориентацию трубопровода.
Чтобы не подгонять трубы по размеру во время пайки, следует заранее замерить точную длину каждой трубы. Если соединение осуществляется с помощью муфт, следует предусмотреть запас на их установку. При монтаже встык учитывают деформационные изменения. При расплавлении труба уменьшается на 1-2 мм.
Для удобства сваривания труб диаметром свыше 40 мм необходим утюг с центрированием. Его могут использовать мастера, знающие, как паять полипропилен. К инструменту прилагается несколько различных тефлоновых насадок размером 14-63 мм, представляющих собой нагревательный элемент. Различают насадки в форме гильзы и дорна. Первая разновидность нагревательного элемента предназначена для расплавления наружной части трубы, вторая – изнутри.
Тефлоновые насадки должны быть чистыми. Нельзя оставлять на них частицы оплавленного материала. Сразу после пайки горячий корпус протирают грубой ветошью, устойчивой к высокой температуре, например, брезентом. Очищать остывшие элементы не рекомендуется, иначе тефлоновый слой повредится, что приведет в будущем к прилипанию расплавленного полипропилена.
Подготовка оборудования
Не во всех моделях в комплектацию входит подставка. Паяльник устанавливают на ровной площадке в легкодоступном месте так, чтобы не перевернулся по неосторожности. Насадки нужного диаметра кладут рядом. Некоторые разновидности утюгов позволяют одновременно использовать сменные комплектующие различного диаметра.

Прогрев нагревательного элемента происходит по всей длине равномерно до заданной температуры. Степень нагрева выставляется предварительно на панели. Для полипропилена температура пайки полипропиленовых труб на шкале устанавливается на значении 260⁰. Разогрев аппарата длится 10-15 минут. В холодном помещении требуется дольше времени на прогрев, чем в отапливаемой комнате. При температуре ниже 0⁰ сварка запрещена.
Видео описание
Как выбрать аппарат для пайки труб в видео:
Подготовка труб к свариванию
Край трубы обрезают специальными ножницами под прямым углом. Место среза шлифуют и обезжиривают этиловым спиртом или мыльным раствором. Поверхность тщательно просушивают. Изделия с маркировкой PN 10-20 сваривают сразу, а с PN 25 дополнительно зачищают шейвером, удаляя часть полипропилена и алюминия на глубину пайки. Ориентируются по размеру насадки до ограничителя.
Важно! Для обезжиривания запрещено использовать любые растворители, бензин, водку, ацетон. Агрессивные жидкости разъедают поверхность полипропилена.
При раструбном соединении важно придерживаться глубины зачистки и ширины фаски. Степень зачистки должна совпадать с глубиной установки элементов.
Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.
Важно! Замеры температуры на зеркале утюга осуществляется термозондом.
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.

Особенности пайки
Сварка полипропиленовых труб выполняется быстрыми движениями посредством прикладывания разогретых участков друг к другу так, чтобы участок трубы вошел в стакан фитинга до нужной глубины. Необходимо отслеживать соотношение края, чтобы избежать перекоса на шве. Зачистку и подгонку длины необходимо выполнять до сваривания, иначе система разгерметизируется из-за возникшего статического напряжения.
Чтобы шов не остыл во время технической паузы, оборудование располагают так, чтобы от места монтажа до установки прибора расстояние было минимальным. Этот нюанс следует предусмотреть заблаговременно. Время, потраченное на перенос оборудования и элементов, приводит к утрате тепла. Шов получается слабым из-за частичной диффузии между слоями полипропилена.
На корректировку положения дается 2-4 секунды. В этот период нельзя элементы проворачивать, сгибать и рассоединять. Если шов не получился, участок обрезают, а процедуру повторяют повторно. Следует помнить, что подобные промахи приводят к уменьшению длины трубы, перерасходу материала. При отсутствии опыта, незнании теории о том, как правильно паять полипропиленовые трубы, сваривание лучше доверить профессионалу.
Видео описание
При пайке могут допускаться и ошибки, о них в видео:
Охлаждение и проверка герметичности
Шов нельзя охлаждать принудительно. Из-за перепадов температуры возможно растрескивание и деформация в зоне плавки. Трубопроводу необходимо предоставить время для естественного остывания. Проконтролировать температуру можно на ощупь. Остывший участок предварительно проверяют на герметичность продувкой. По окончанию пайки по трубопроводу пропускают воду, постепенно повышая давление, осматривают швы на наличие протечек и проходимость.
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали. На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.

Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
При застывании шва детали удерживают в нужном положении. Прокручивание, искривление и другие деформации не допускаются. Исправить погрешности повторным разогревом зоны пайки нельзя. Некачественный шов подлежит обрезке, шлифовке с последующим свариванием. Спайка труб из полипропилена считается технически трудоемким процессом из-за сложности контроля качества швов. На разных участках трубопровода стыки должны получиться примерно одинаковыми.
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
Видео описание
О секретах подгонки труб в этом видео:

Заключение
Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.
Как правильно паять паяльником — технология пайки от А до Я: выбор мощности, подготовка к работе, заточка жала, лужение, припой
Пайка применяется для соединения проводов и радиотехнических деталей. Обеспечивает надёжное соединение компонентов и проводимость электрического тока между ними. С помощью пайки можно соединять радиодетали из меди, алюминия и других токопроводящих металлов.

Для классической пайки применяется паяльник. С его помощью можно выполнять большинство работ практически с большинством элементов. Технология предполагает нагрев точек контакта и заполнение пространства между ними припоем.
Содержимое обзора
Инструменты и материалы
Для пайки требуется высокотемпературный источник тепла. Самый распространённый тип такого оборудования – паяльник.

Используется для выполнения таких работ:
- Монтаж и восстановление всевозможных электронных схем;
- Сборка и ремонт электротехники;
- Лужение различных деталей, использующихся в электрических цепях.








Паяльник
Классический ручной паяльник применяется для:
- Нагрева соединяемых деталей;
- Расплавления припоя;
- Нанесения расплавленного припоя на детали.

Конструкция паяльника включает такие элементы:
- Нагреватель из нихрома (спиральный или керамический);
- Жало, как правило, из меди;
- Ручка из пластика или дерева;
- Металлический кожух, в котором находится нагреватель и жало.
В зависимости от модели и функциональности паяльник может иметь различные дополнительные компоненты, такие как регулятор мощности и температуры, кнопка включения, гнездо для смены жал и другие. Бытовые паяльники работают от стандартной сети 220 В.

Припой
Припой – это оловянно-свинцовый сплав, продающийся, как правило, в виде проволоки разного диаметра.

Существует также трубчатый припой, представляющий собой проволоку, внутренняя полость которой заполнена флюсом.

Исходя из состава, припой может иметь разную маркировку, например, ПОС-60, где:
- П – припой;
- ОС – оловянно-свинцовый;
- 60 – 60% олова в составе.

Чем больше свинца и, соответственно, меньше олова содержится в припое, тем легче он плавится. Существуют также бессвинцовые припои, для расплавления которых требуется специальное высокотемпературное оборудование или паяльник повышенной мощности. Могут использоваться различные добавки, чаще всего кадмий и алюминий.
При пайке обязательно используется флюс, выполняющий такие функции:
- Растворение окислов на поверхности монтажных элементов;
- Улучшение соединения между припоем и монтажными компонентами;
- Способствование растеканию припоя небольшим слоем по поверхности контактных деталей.

Самый популярный флюс – канифоль. Подходит для проводов и крупных радиодеталей. Спиртовой раствор канифоли можно применять для пайки практически любых плат. Для микросхем и мелких деталей обычно используют специализированные пастообразные флюсы.

Флюсы бывают активными и неактивными. Активные после работы нужно обязательно смывать, поскольку они способны разъедать токопроводящие элементы, особенно сделанные из меди.

Оплётка для удаления припоя
Чтобы убирать лишний припой с области пайки, используется медная оплётка. Представляет собой плоскую косичку из тонкой медной проволоки. Прикладывается к месту пайки и при нагревании паяльником впитывает в себя лишний припой.

Может отличаться шириной, стандартный размер составляет 5 мм. Вместо покупной оплётки можно использовать экранирующую сетку от старого коаксиального (антенного) кабеля.

Выбор мощности паяльника
Мощность паяльника необходимо подбирать исходя из специфики работ:
- От 20 до 50 Вт – для плат, мелкой электроники и тонких проводов;
- 100 Вт – для медных слоёв толщиной до 1 мм;
- От 200 Вт – для крупных деталей и проводов.






Мощность всегда указывается на упаковке устройства. В большинстве моделей она также указана на рукоятке.

Подготовка паяльника и деталей
Если паяльник новый, его нужно включить на несколько минут и дать поработать «вхолостую». Это необходимо для выгорания заводской смазки. При такой подготовке паяльник может дымить, поэтому не стоит пугаться.

Обычно паяльники продаются уже с залуженным (покрытым слоем олова) жалом. Если жало непокрыто, его нужно слегка зачистить наждачной бумагой, нагреть, затем окунуть в флюс и покрыть припоем.

Иногда даже лужёное жало необходимо перед пайкой слегка зачистить. В процессе работы жало покрывается оксидной плёнкой, из-за которой ухудшается прилипание припоя. Для этого его слегка счищают наждачной бумагой или тряпочкой, в зависимости от степени загрязнения.

Для подготовки деталей необходимо:
- Снять изоляцию (если паяются провода).
- Обезжирить.
- Покрыть деталь флюсом.
- Залудить с помощью паяльника.

Далее можно непосредственно приступать к пайке. Лудить обычно необходимо обе детали. Для удаления окислов можно использовать жало паяльника, наждачную бумагу или острый нож.






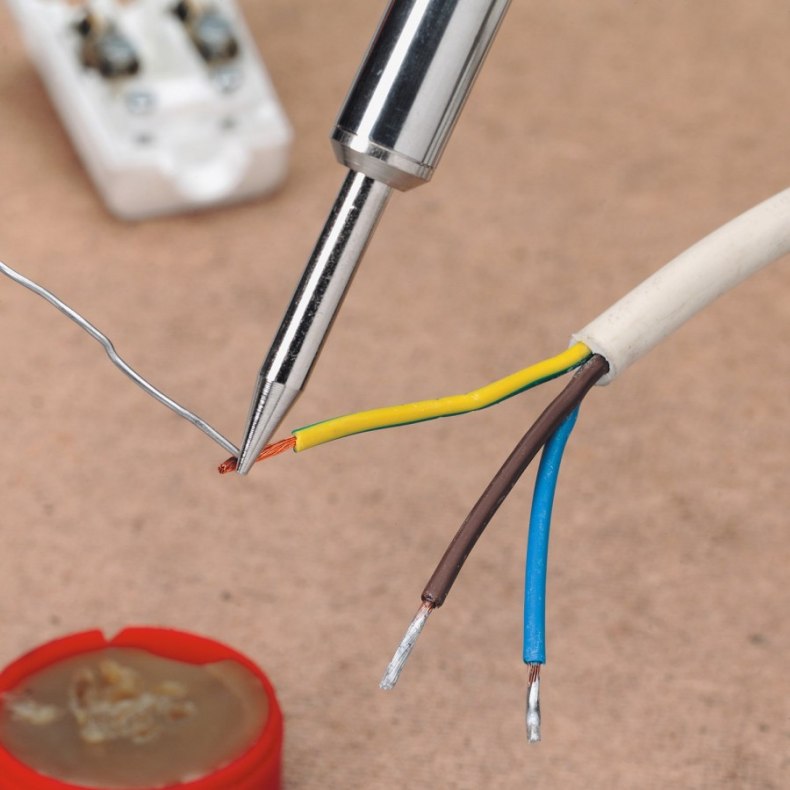
Техника пайки проводов
Порядок действий, как правильно паять провода:
- Удалить изоляцию на нужную длину, обычно 3-5 см.
- Если нужно, зачистить и обезжирить жилы (в зависимости от типа провода).
- Плотно скрутить провода между собой.
- Покрыть место пайки флюсом.
- Набрать припой на жало и пропаять скрутку. Важно равномерно прогреть провода, чтобы припой покрыл все поверхности и заполнил полости.
- Изолировать полученное соединение с помощью термоусадочной трубки (надевать нужно перед пайкой) или обычной изоленты.

Существуют разные способы соединения и пайки проводов. Их не всегда обязательно скручивать. Если жилы мягкие, к примеру из меди, их лучше скрутить для надёжности контакта.

Если провода твёрдые и хрупкие, их можно приложить друг к другу, а затем спаять без скрутки. Это исключит риск перелома в процессе скручивания.
При пайке без скрутки крайне рекомендуется предварительно залудить оба провода. Инструкция, как залудить провода паяльником:
- Очистить каждый провод от изоляции.
- При необходимости снять лаковое покрытие с проводов. Это лучше всего делать острым ножом или наждачной бумагой.
- Обработать жилу флюсом.
- Равномерно нанести расплавленный припой на поверхность с помощью паяльника.

Правильно залуженный провод должен быть полностью покрыт слоем припоя. Далее эти провода скручивают или плотно прикладывают друг к другу, и пропаивают. При этом не нужно использовать много припоя, поскольку каждый из проводов уже им покрыт.

Пайка плат
Как правило, на платах радиодетали припаиваются к токоведущим дорожками или специальным «пятакам». Если дорожки уже покрыты оловом (имеют серый цвет), их не нужно предварительно лудить.

Если они имеют желтоватую окраску, сначала их необходимо покрыть флюсом, а затем залудить паяльником по аналогии с проводами. После этого можно припаивать детали.
Инструкция, как правильно паять детали к плате:
- Пинцетом отогнуть выводы на детали так, чтобы они ровно прилегали к дорожкам (пятакам) или попадали в посадочные пазы.
- Ровно зафиксировать деталь с помощью пинцета.
- Обработать место пайки флюсом.
- Набрать на жало небольшое количество припоя и приложить его к точке пайки.
- Дождаться равномерного распределения припоя. Не стоит держать паяльник слишком долго, из-за перегрева деталь может выйти из строя. Чтобы деталь не сдвинулась с посадочного места, её следует придерживать пинцетом.
- После остывания промыть место пайки от остатков флюса. Для этого оптимально использовать спирт (этиловый или изопропиловый) либо бензин «Галоша».
При необходимости контакты можно покрыть защитным лаком для плат. Это необходимо для защиты от влажной среды и предотвращения риска замыкания при соприкосновении с другими поверхностями.
Распространённые проблемы
Часто начинающие сталкиваются с такими сложностями при пайке:
- Недостаточный прогрев компонентов. Из-за нехватки температуры происходит «холодная» пайка. Определить её можно по тусклому цвету припоя в месте пайки и его лёгкой разрушаемости при механическом воздействии.
- Перегрев деталей. В данном случае поверхность вовсе не покрывается припоем.
- Смещение деталей до застывания припоя, что часто приводит к разрыву контакта.

Для устранения данных проблем необходимо произвести повторную пайку.






Если происходит перегрев, нужно сократить время пайки или использовать менее мощный паяльник. При холодной пайке наоборот нужно использовать паяльник более высокой мощности.
Как правильно паять рефнеты
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди. ». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
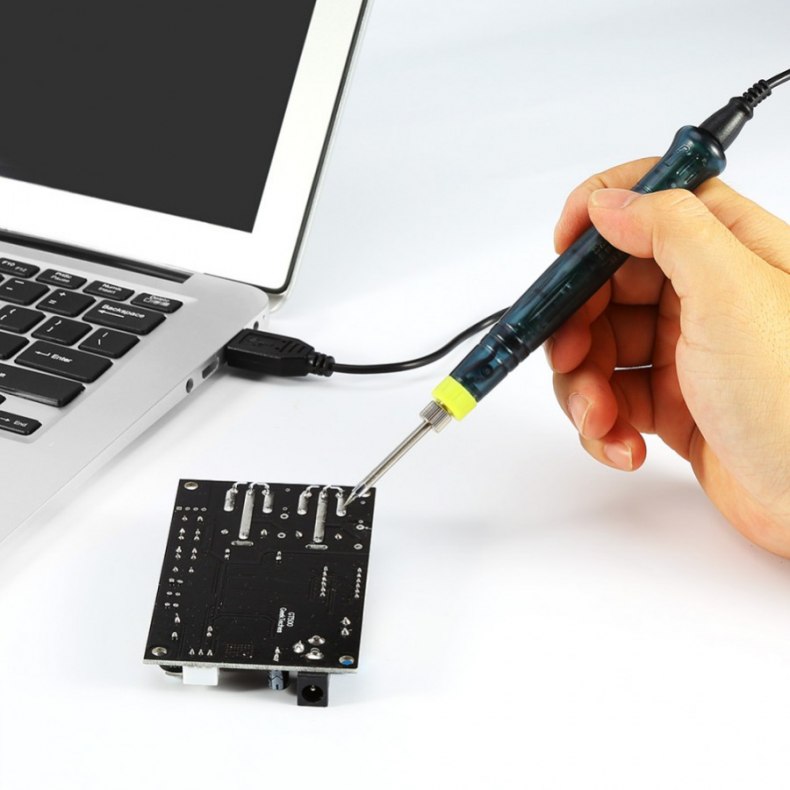
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.

Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).

Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.

и припой c флюсом внутри:

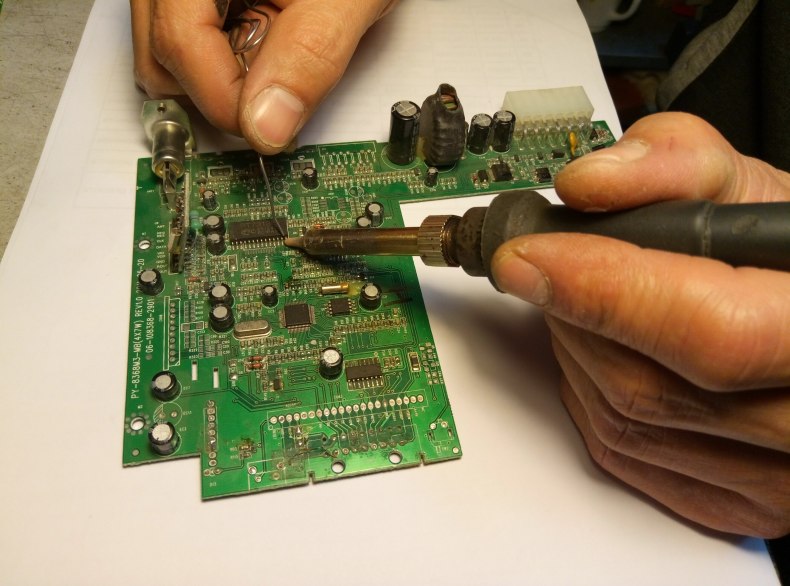
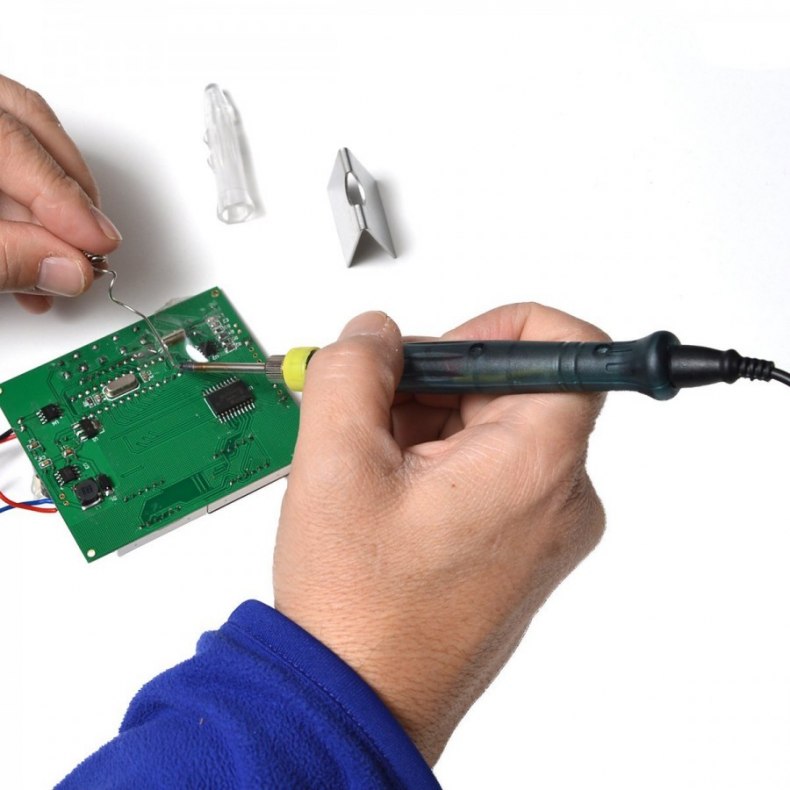
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.

Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
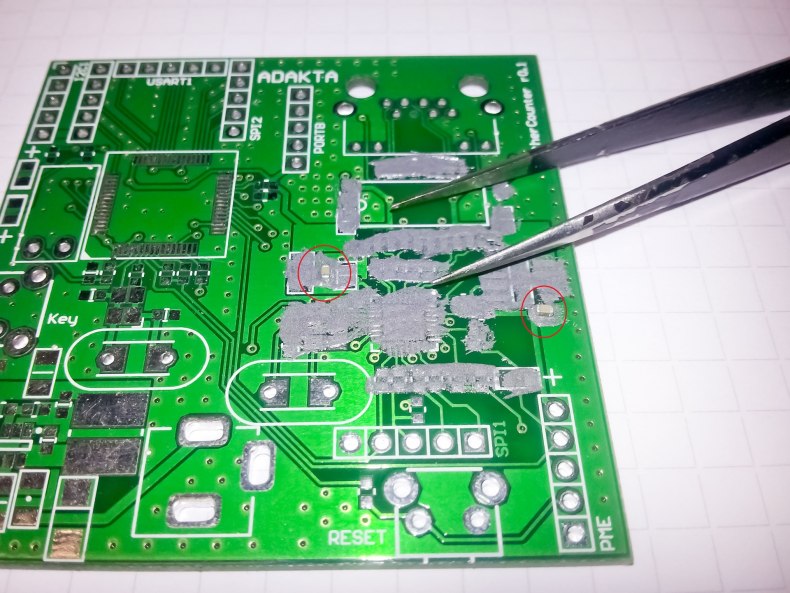
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
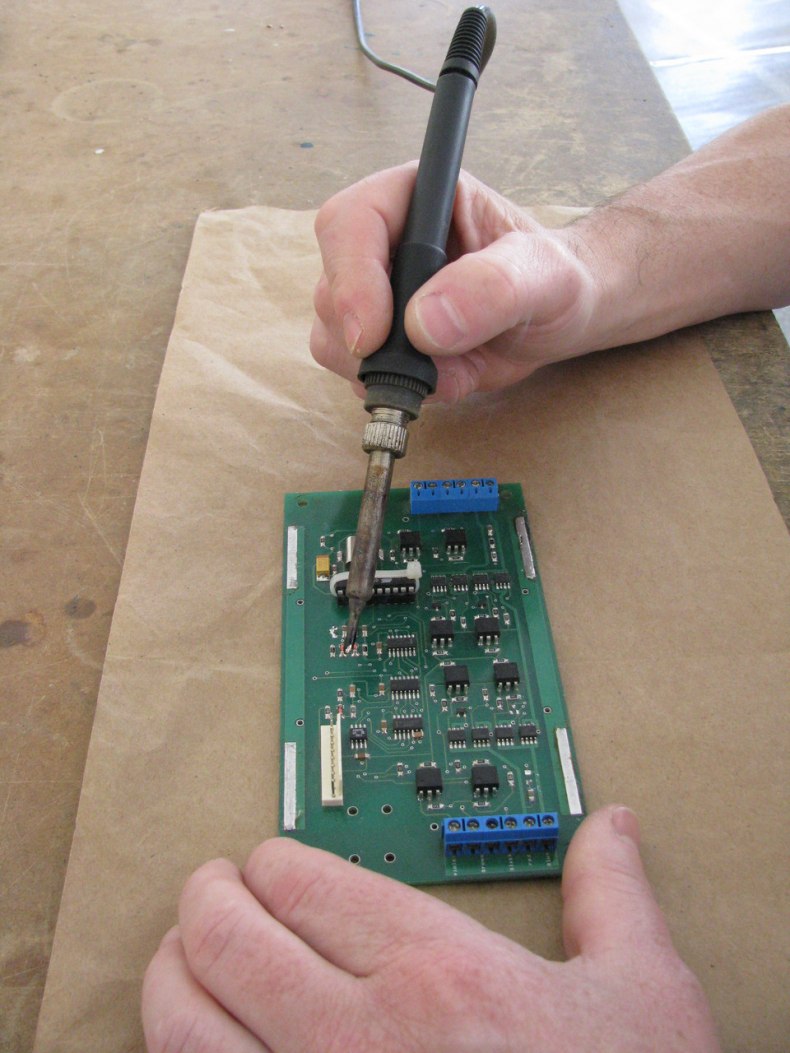
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.

Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.



-
Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.
Как правильно паять паяльником с припоем и канифолью

Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.

После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.

Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Технология пайки
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Пайка с канифолью

Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное. Но в некоторых случаях и такой результат устраивает.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов:
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.
Пайка проводов паяльником в домашних условиях
Качественная пайка проводов гарантирует надежность их контакта. Однако для соединения придется учесть материал токоведущих жил, тип флюса, припоя и ряд других факторов. Каждому, кто работает с проводкой, будет полезным разобраться в этих вопросах и узнать, как правильно паять провода.
Физика процесса пайки
Пайка проводов — это их электрическое соединение, по надежности уступающее только сварке. При спаивании токоведущие жилы соединяются на уровне микрочастиц. Расплавленный припой проникает в поверхность медного провода и становится с ним одним целым.

Для достижения этого эффекта требуется 2 фактора:
- Высокая температура. Необходима для расплавления припоя до текучего состояния.
- Чистота поверхности спаиваемых металлов. Слой грязи, окисла или жира препятствует диффузии припоя в поверхность металла.
Достоинства и недостатки спаивания проводов
Пайка заметно выигрывает перед большинством других методик соединения проводов. Из основных ее достоинств отмечается:
- Дешевизна. Достаточно 1 раз приобрести паяльник и комплект припоя с флюсом, и получится надежно спаять тысячи проводов.
- Простота. Научиться пользоваться паяльником возможно за 1 час.
- Надежность соединения. Контакт уступает по электрическим и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем более, скрутки не способны обеспечить столь качественный контакт, как пайка.
- Универсальность. Возможно одновременно соединять жилы кабелей разного сечения. Причем их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение надежно.
- Не нужен громоздкий сварочный трансформатор. Переносить паяльник гораздо легче.
У этого способа соединения имеются и недостатки:
- Для работы стандартного паяльника требуется розетка с сетевым напряжением 220 В. Недостаток слабый. Существуют паяльники, работающие от встроенного аккумулятора и даже от газа. Последние вообще не требуют электричества.
- Соединение получается неразборным. Спаянные между собой провода возможно рассоединить только при помощи паяльника и повторного расплавления припоя.
Оборудование для пайки
С точки зрения техники, спайка проводов — это не самый простой способ подключения токоведущих жил. Для создания контакта необходимы инструменты и расходные материалы. Минимальный комплект для пайки включает:
- паяльник и подставка;
- припой;
- флюс.
Однако для более продвинутого и качественного соединения также могут пригодиться:
- паяльная паста;
- оплетка для удаления припоя.
Паяльник электрический
Классический паяльник состоит из 4 конструктивных элементов:
- кабель питания;
- рукоять;
- нагревательный элемент;
- жало.
Питающий кабель предназначен для передачи электроэнергии от розетки к нагревательному элементу. На его конце имеется стандартная штепсельная вилка. Нагревательный элемент выполнен из нихромовой проволоки. Он крепится в рукояти из дерева или пластика обычно при помощи винта. Тепло от нагревателя передается на медное жало паяльника. Выбран именно этот металл, так как он хорошо передает тепло к месту пайки. Медное жало периодически необходимо подтачивать напильником. Это придает ему требуемую форму. В современные паяльники часто устанавливают необгораемые жала. Они не меняют формы от длительной работы и не нуждаются в обработке напильником.
Припой оловянно-свинцовый
Припой представляет собой мягкую проволоку матового серебристого цвета диаметром 0,1-6 мм. Она выполнена из сплава олова и свинца. С советских времен популярностью пользуется припой марки ПОС-60. Он оптимально подходит для пайки медных проводов. В состав ПОС-60 входит 60% олова и 40% свинца.
Существуют и другие марки припоев (ПОС-10, ПОСК, ОЦ). Они отличаются химическим составом и физическими свойствами. Например, припой ПОС-60 плавится при температуре 183°C. Для работы с ним жало паяльника необходимо разогреть до температуры 200-240°C. Припой ПОС-15 плавится при 280°C. Паяльник придется разогреть до более высоких температур.

Обратите внимание! Большинство продаваемых паяльников имеют правильную температуру для ПОС-60. Если требуется работать с другими припоями, то придется приобретать паяльную станцию. На ней возможно вручную регулировать температуру жала и поддерживать ее на заданном уровне.
Флюс для медных проводов
Без флюса не получится выполнить качественное соединение. Он предназначен для подготовки спаиваемых поверхностей к лужению припоем. Флюс растворяет жиры и оксидную пленку, которые всегда присутствуют на медных жилах.
Флюсы бывают 3 видов:
- твердые;
- жидкие;
- пастообразные.
Примером твердого флюса служит канифоль. Это хоть и устаревший, но по-прежнему востребованный расходный материал. Канифоль состоит из смол хвойных деревьев. В состав современных флюсов часто входят различные жиры и кислоты. Применяя их, возможно паять сталь и другие металлы.
Жидкие флюсы выпускаются в виде баночек с кисточкой. Формат такой же, как у женского лака для ногтей. С помощью кисточки удобно наносить жидкий флюс на электропроводку или иное место пайки.

Пастообразные флюсы представляют смесь жидких и твердых. Нередко в состав входит вазелин и различные жиры. Такой флюс удобно наносить на место пайки при помощи зубочистки или спички. Также практикуется простое окунание зачищенного провода в смесь.
Важно! Самый главный критерий при выборе флюса — это его активность. От этого зависит надежность контакта. Для пайки меди оптимально подходит слабоактивная канифоль. Если применить для подобных проводов сильноактивные флюсы на основе соляной или ортофосфорной кислоты, то со временем место контакта начнет окисляться.
Паяльные пасты
Под паяльными пастами принято называть или пастообразные флюсы или готовый состав для пайки, в котором уже содержится припой. Использование данной смеси упрощает процесс пайки. В составе паяльных паст присутствует флюс и мелкодисперсный припой. Их соотношение подобрано оптимальным образом. Поэтому нет необходимости самостоятельно брать на жало нужное количество припоя и канифоли.

Паяльные пасты используются преимущественно для работы с smd радиодеталями. Обычно с их помощью не паяют проводку, но в теории это вполне возможно.
Подставка для горячего паяльника
Во время работы паяльник не всегда находится в руках. Он может быть отложен в сторону, например, для скручивания проводов в распредкоробке. Паяльник горячий, его нельзя класть на горючие или плавящиеся материалы. Поэтому для безопасной работы необходима жаростойкая подставка.

Иногда она идет в комплекте с паяльником. Хотя ее отсутствие в коробке не критично. Большинство радиолюбителей и электриков изготавливают подставку своими руками. В самодельном варианте можно удобно и под свою руку расположить баночку с канифолью, припоем и некоторыми мелкими инструментами для пайки.
Оплетка для удаления лишнего припоя
Оплетка не является обязательным атрибутом для успешной пайки. Она используется для быстрого и удобного удаления лишнего припоя.
Оплетка выполнена в виде ленты, сплетенной из тонких проволок меди. Ее ширина лежит в пределах от 2 до 10 мм. Оплетка прикладывается к месту, где набежал лишний припой. Затем она прижимается горячим жалом паяльника. Лишний припой начинает плавиться и под действием капиллярного эффекта всасываться в волокна оплетки. Принцип такой же, как если положить губку для мытья посуды в тарелку с водой. Она втянет лишнюю влагу.

Обратите внимание! Оплетка для удаления припоя продается в магазинах. Однако ее возможно получить гораздо быстрее и дешевле. Экраны некоторых сигнальных кабелей обладают таким же строением как лента для удаления припоя. Достаточно разделать старый ненужный антенный провод РК-75 и бесплатная оплетка для пайки готова. Для улучшения всасывающих свойств ленту не помешает пропитать любым слабоактивным жидким флюсом.
Выбор паяльника
Для качественной и комфортной пайки проводки необходимо выбрать подходящий паяльник. Подбор осуществляется исходя из мощности, размера, материала ручки и жала.
Имеющиеся в продаже паяльники не полностью готовы к использованию. Перед применением с ними потребуется провести подготовительные манипуляции. Процесс не занимает больше часа.
Важно! Новый паяльник при первом подключении в розетку начинает дымить. Не следует переживать. Это абсолютно нормальное явление. Дым образуется из-за выгорания технической смазки, которая использовалась при производстве паяльника. Через 3-5 минут это пройдет.
Мощность нагревателя
Мощность паяльника выбирается исходя из сечения спаиваемых проводов. Чем оно больше, тем мощнее нужен прибор. Тонкие провода сечением до 2,5 кв. мм успешно паяются паяльником на 25 Вт. Для жил потолще, 2,5-10 кв. мм, потребуется устройство на 40-60 Вт. Самые толстые провода паяются соответствующими паяльниками на сотни ватт.
Паяльники отличаются по типу нагревателя:
- из нихромовой проволоки (самые распространенные);
- с индукционным нагревом;
- паяльники, где жало нагревается проходящим по нему током.
Отличия существуют и с точки зрения эргономики:
- классический с продолговатой ручкой;
- паяльник в форме пистолета (похож на термоклеевой пистолет)
Важно! Существуют и другие, экзотические виды паяльников. Например, инфракрасный. Нагрев осуществляется с помощью ИК теплового излучения.
Уход за жалом паяльника
Современные необгораемые жала не нуждаются в заточке и обслуживании. Однако обычные медные приходится подтачивать.
В процессе работы медное жало разогревается до температур от 80 до 450°C. Нагрев приводит к его выгоранию. На кончике жала образуются ямки, кратеры и углубления. Неровности мешают качественной пайке. Поэтому форму жала периодически требуется подправлять напильником. Данная операция нужна не чаще 1 раза в месяц. По правилам безопасности перед заточкой жала паяльник требуется отключить от сети.

Частые подпиливания уменьшают длину жала. Со временем его придется заменить новым. Поэтому жало должно быть сменным и вытаскиваться из паяльника (если модель инструмента позволяет). Во время работы в полости паяльника попадают пары флюса. Они затвердевают и блокируют жало. Поэтому раз в год его рекомендуется извлекать из паяльного аппарата и вытряхивать из электроинструмента гарь от флюса. Если это не делать, то через несколько лет жало прикипит так, что его невозможно станет извлечь.
Выбор температуры пайки
Температура паяльника играет ключевую роль. Слишком холодное жало не способно расплавить припой до требуемой текучести. Он не растечется должным образом по спаиваемым деталям. Перегретое жало также плохо. Флюс будет слишком быстро сгорать и испаряться с места пайки. Характерный признак перегретого паяльника — это чрезмерное дымление канифоли. Раскаленное жало плохо и тем, что оно покрывается слоем окисла, после чего припаять провод не получится.

Подготовка проводов к спаиванию
Спаиваемые провода требуют подготовки. Для ее выполнения необходимо соблюдать следующие правила:
- Запрещена пайка проводов, находящихся под напряжением. Возникает риск короткого замыкания на корпус паяльника.
- С токоведущих жил снимается изоляция. Здесь пригодятся кусачки или нож. Все зависит от сечения и типа проводки.
- Если необходимо припаять тонкие слаботочные жилы, достаточно снять 15-20 мм изоляции. В компактных электронных устройствах хватит 1-2 мм.
- При пайке в распределительной коробке провод зачищается не менее чем на 50 мм. Затем выполняется скрутка, далее сама пайка.
- Если соединяемые проводники слишком грязные и окисленные, то флюс не поможет. Придется снять загрязнение при помощи ножа или надфиля.
- Для пайки эмалированных проводов с них следует снять изоляцию. Она легко удаляется с помощью ножа, надфиля или пламени зажигалки.
Особенности пайки электропаяльником
Пайка электропаяльником имеет ряд особенностей перед другими способами соединения. Их необходимо учитывать при выполнении монтажных работ.
Важно! Работая в домашних условиях, старайтесь не вдыхать испарения от паяльника. Дымок от канифоли относительно безопасен. А пары кислот совсем не полезны для органов дыхания и приводят к кашлю. Если нет специальной вытяжки, то пайку следует проводить с открытыми окнами.
Выбор флюса
Чаще всего электрики используют твердый флюс — канифоль. Есть два способа нанести ее на спаиваемые провода:
- Жало паяльника касается камушка канифоли. Затем флюс переносится с разогретого острия инструмента на спаиваемые провода. Важно успеть нанести канифоль на токоведущую жилу до того, как она испарится с жала. Обычно это 3-5 секунд.
- Зачищенный провод кладется на канифоль и прижимается сверху нагретым жалом. При этом флюс плавится, а провод погружается в расплав.
Канифоль можно смешать с этиловым спиртом. В итоге получится неплохой жидкий флюс, который удобно наносить кисточкой. Здесь важно не переборщить, чтобы раствор не стекал по изоляции провода. Ведь в будущем на это место прилипнет пыль.
Пайка многожильных проводов
Многожильный провод представляет собой множество тонких проволок, сплетенных в один трос и покрытых изоляцией. Такой проводник проще паять, чем монолитный. Любой вид флюса охотно проникает и втягивается в пустоты между тонкими проволоками жилы. Касается это и припоев. Они легко пропитывают многожильный провод. Главное, как следует прогреть его, и пайка пойдет сама собой. Чтобы надежно спаять провода, их необходимо аккуратно скрутить пальцами.

Пайка распредкоробок с помощью тигля
Данный способ позволяет удобно пропаивать скрутки, которые находятся в коробках и подрозетниках. Припой заранее плавится в небольшом тигле объемом от 20 до 100 мл. Спаиваемые провода погружаются в емкость с расплавленным металлом.
Для разогрева тигля и расплавления припоя используется компактная газовая горелка. Некоторые специалисты применяют для этих целей самодельные приспособления, сделанные своими руками из мощных электропаяльников. Но такие устройства требуют напряжения, которое не всегда присутствует в ремонтируемой квартире.

Флюс для пайки алюминия
При пайке с обычной канифолью припой не будет прилипать к алюминию. Здесь необходимо использовать флюс наподобие Ф-64. Он выпускается специально для алюминиевых проводов. Средство продается в жидком виде в форме баночки с кисточкой.
После пайки с Ф-64 скрутку нужно промыть слабощелочным раствором для нейтрализации кислотных свойств флюса. Для получения отмывочной смеси достаточно развести пищевую соду в теплой воде. Затем требуется отмывка простой мыльной водой или жидким мылом с применением зубной щетки.
Пайка позволяет надежно соединять провода при минимальных затратах. Все что нужно: паяльник, припой и флюс. Правильно пропаянный контакт прослужит не меньше, чем сама проводка.

Выбирать паяльник следует по мощности нагревателя. От этого критерия зависит максимальная толщина проводов, которые получится соединить. Тип флюса, припоя, форма и материал ручки паяльника выбираются исходя из индивидуальных предпочтений мастера.
Как правильно паять рефнеты
Фреонопроводы в системах кондиционирования VRF являются важной частью установки и должны занимать значительное место в проектной документации, чтобы при монтаже системы на объекте не возникало вопросов по деталировке, а при комплектации были заказаны все необходимые компоненты. От качества проектирования фреонопроводов и соблюдения проектных решений при монтаже в значительной мере зависит надежность всей системы кондиционирования и потребление энергии при эксплуатации
ORCID: 0000-0003-4964-4176
Исторически сложилось так, что кондиционеры по технологии «сплит» были созданы в виде небольших систем, имеющих фреонопроводы малой протяженности и диаметрмами 6…12 мм, что не требовало проектирования, а достаточно было опытных монтажников. Фреонопроводы же промышленных холодильных DX-систем имели сопоставимую длину с VRF-системами, но их диаметры начинались от 80 мм, поэтому их опыт использовать было невозможно.
Производители первых VRF-систем не стали углубленно прорабатывать рекомендации по проектированию фреонопроводов, а воспользовались рекомендациями для сплит-систем, что привело к ряду ошибок в реальных проектах, некорректной работе систем кондиционирования VRF и снижению рыночного рейтинга VRF-систем. В документации от производителей много внимания уделяется электрическим составляющим, а о фреоновой разводке приводится минимум указаний. Этому есть простое объяснение – ошибки в электрической коммутации приводят к немедленной и видимой остановке системы VRF, тогда как ошибки в монтаже фреонопроводов ведут к медленному и неочевидному ухудшению характеристик системы. К тому же, фреоновая разводка скрыта термоизоляцией и после окончания монтажа становится «невидимой». Вопрос о степени оптимальности работы VRF систем практически никогда не поднимается заказчиком и не отражается в цифровом виде в отчетах наладочной организации.
При проектировании фреонопроводов VRF-систем следует иметь в виду, что они имеют несколько важных особенностей:
- внутри фреонопроводов находится трехфазная смесь (газообразный фреон, жидкий фреон, жидкое масло), которая движется в динамическом режиме, постоянно меняя скорость движения даже в пределах одного участка, поэтому качество проектирования и монтажа фреонопроводов прямо влияют на сопротивление движению смеси, т.е. на производительность и энергопотребление VRF-системы;
- фреонопроводы должны иметь непрерывный контур термоизоляции без тепловых мостов, тем более не иметь открытых участков и повреждений термоизоляции;
- фреонопроводы должны быть надежно прикреплены к строительным конструкциям и не менять своего пространственного положения в процессе эксплуатации;
- фреонопроводы должны иметь возможность линейного расширения при температурных деформациях в процессе эксплуатации.
Фактически приведенный материал является отрывком из объемного учебного пособия по VRF-системам, и в данной статье будем исходить из того, что в предыдущих разделах проекта была тщательно проработана компоновка расположения внутренних и наружных блоков VRF-системы кондиционирования, прорисована трассировка фреонопроводов в помещениях, рассчитаны диаметры фреонопроводов, рефнетов (узлы фреоновой сети) и оптимизировано их взаимное расположение, подобрана термоизоляция.
Теперь необходимо просчитать и нанести на чертеж узлы крепления фреонопроводов: подвижные и неподвижные опоры, а также разработать узлы прохода фреонопроводов через стены, покрытия и перекрытия с учетом противопожарных требований.
Обычно неподвижные опоры (жесткое фиксирование трубы) устанавливают возле узла прохода через строительные конструкции, оборудованные противопожарной защитой, а подвижные опоры – по всей длине трубы, на расстоянии, зависящем от диаметра, в соответствии с табл. 2. Если фреонопроводов два (минимальная конфигурация VRF), то используется индивидуальная подвеска, если фреонопроводов – несколько пар, то лучше использовать групповое крепление на траверсе.
Основная проблема при расчете узлов крепления – температурные деформации фреонопроводов при работе: обычно коммуникации монтируют при + 15°С, в режиме кондиционирования температура фреонопроводов составляет 0°С, в режиме теплового насоса + 42°С. Большинство (около 90%) систем VRF работает в режиме кондиционирования, поэтому сосредоточимся именно на этом режиме, а режим «теплового насоса» рассмотрим в отдельном материале.
С учетом того, что фреонопроводы производят из меди (табл. 1), швы паяют твердым медно-фосфорным припоем (с содержанием серебра до 5% для предотвращения растрескивания шва), но через полгода эксплуатации даже отожженные трубопроводы становятся «жесткими», т. е. «нагартовываются», и вся система фреонопроводов представляет из себя жесткую пространственную конструкцию, быстро реагирующую на температурные деформации. Быстрая реакция – это означает, что на некоторых режимах (например, «оттаивание») температура фреонопровода изменяется от минимального до максимального значения в течение 3-х минут.
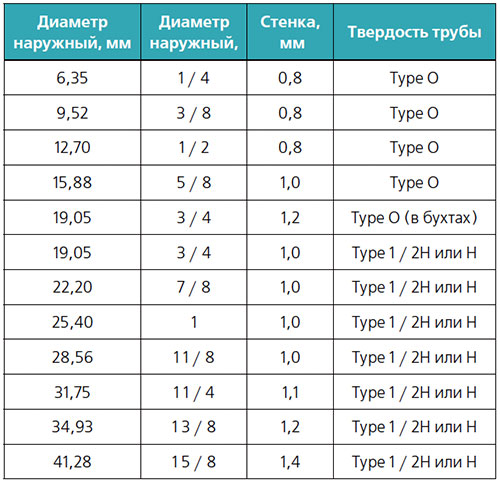 Таблица 1. Сортамент медных труб для систем кондиционирования (стандарт EN378-2 или EN600335-2-40)
Таблица 1. Сортамент медных труб для систем кондиционирования (стандарт EN378-2 или EN600335-2-40)
Для компенсаций температурных деформаций фреонопроводов VRF не применяются компенсаторы, как на трубах теплоснабжения. Сильфонные компенсаторы используют в том случае, когда затруднено их соединение с телом трубы (пайка нержавеющей стали – медь), а П-образные – потому, что гнуть трубы можно до диаметра 16 мм, а на больших диаметрах следует рассчитывать только на пайку с отводами под 90°С. Такая конструкция будет обладать недостаточной усталостной прочностью и склонностью к растрескиванию паяных швов. К тому же, П-образные компенсаторы часто не отвечают габаритным требованиям, и трубная система опирается только на подвижные опоры разных типов.
У поставщиков имеются трубы в бухтах с уменьшенной толщиной стенки, что сокращает затраты на монтаж, но такие трубы требуют крайне бережного отношения к монтажным приемам – малейший дефект на поверхности трубы может привести к разрушению фреонопровода путем образования местной микротрещины и утечке всего фреона в процессе эксплуатации. Особенно внимательным надо быть с трубами диаметрами 15,88 и 19,05 мм (рис. 1).

Рис. 1. Разрушение фреонопровода на неподвижной опоре вследствие температурных деформаций. Результат – утечка всего фреона из системы.
Фото из открытых источников
При горизонтальной прокладке фреонопроводов нагрузка на опоры определяется в соответствии со схемой (см. рис. 2).

Рис 2. Схема расчета нагрузок на опоры
Здесь S – расстояние между опорами, взятое из таблицы 2. Нагрузка, приходящаяся на одну промежуточную опору, составляет половину веса трубы, находящейся между соседними опорами, умноженную на 2. Т.е., нагрузка на опору составляет удельный вес трубы с изоляцией, умноженный на расстояние между опорами. Полученное значение должно быть меньше величины предельной нагрузки на опору, приведенной в таблице 3.

Таблица. 2. Характеристики фреонопроводов
При горизонтальном расположении труб предельная нагрузка лимитируется прочностью участка термоизоляции, на который опирается труба – усилие разрушения опоры на порядок больше предельной нагрузки, представленной в табл. 3.

Таблица. 3. Предельные нагрузки на опоры фреонопроводов при шпильке М8
А вот разрушение термоизоляции с потерей основных свойств – вполне возможное явление. Нагрузки вычислены из предположения, что будут использованы опоры типа MIP-H. При использовании опор других производителей (или самодельных опор, см. рис. 6) следует пересчитать предельно допустимые нагрузки.
При одиночной прокладке газового и жидкостного фреонопроводов возможно устанавливать индивидуальные опоры, шаг которых может быть различен. При групповой прокладке (пучок фреонопроводов) шаг расположения траверс определяется характеристикой трубы с минимальным диаметром.
Расчет удлинений удобно производить с использованием специального программного приложения. Схема для расчета приведена на рис. 3.
Рис. 3. Расчетная схема удлинений фреонопровода
Наиболее сложный вариант – расчет при конфигурации фреонопровода с вертикальной частью длиной более 3 м. В этом случае угол трубы перемещается в двух направлениях одновременно как в режиме кондиционирования, так и в режиме отопления.
В настоящее время компенсация удлинений обычно происходит за счет перемещений трубы внутри термоизоляции, а также частичной деформации термоизоляционной оболочки фреонопроводов, что часто ведет к повреждению изоляции в процессе эксплуатации и протекания конденсата.
Горизонтальные фреонопроводы в режиме кондиционирования
Для горизонтальных фреонопроводов ситуация отработана достаточно подробно – существуют фирменные подвижные опоры, компенсирующие горизонтальные деформации. Горизонтальными будем считать такие фреонопроводы, у которых вертикальные участки составляют не более 3 м и не имеют ответвлений. Задача проектировщика в этом случае сводится к следующему:
- выбор места расположения неподвижной опоры;
- выбор места расположения подвижных опор и расстояний между ними;
- выбор длины, конфигурации и места расположения ответвлений от магистрального фреонопровода на подключение оборудования.
Иллюстрация решения этой задачи представлена на рис. 4, где:
- точка 1 – места расположения неподвижных опор, которые определяются расположением узла прохода через стену с противопожарной вставкой;
- точка 2 – основной фреонопровод, подверженный температурным деформациям;
- точка 3 – место перехода большего диаметра трубы в меньший. Максимальная деформация (сжатие трубы от первоначального положения) на режиме кондиционирования в этой точке 3 мм;
- точка 4 (и аналогичные точки) – те места прохода через стены, которые следует проектировать с учетом температурных перемещений основного фреонопровода. При этом следует проработать вопросы: 1 – минимальная длина участка от основного трубопровода до оборудования, чтобы была возможность компенсации перемещений основного фреонопровода; 2 – узел прохода ответвления через стену, чтобы была возможность свободного перемещения ответвления фреонопровода в боковом направлении;
- точка 5 – конечная точка фреонопровода, на котором максимальное перемещение от температурных деформаций в режиме кондиционирования будет составлять 6,5 мм. Следует отметить, что температурные деформации в данном случае – сжатие трубы (уменьшение длины) от первоначального положения при монтаже.
Рис. 4. Схема фреонопроводов с характерными точками
Параметры участка № 1 – газового ∅22,4х1 мм, жидкостного ∅12,7х0,8 мм, термоизоляция толщиной 20 мм. Участка № 2 – газового ∅15,88х1 мм, жидкостного ∅9,53х0,8 мм, термоизоляция толщиной 20 мм.
Конструкции подвижных опор
Выполнение креплений на базе фирменных систем является технически грамотным и удачным решением, однако его высокая стоимость вынуждает прорабатывать альтернативные варианты.
Решение с использованием канализационных трубопроводов. Такое решение требует большего количества ручного труда, но активно используется при ограниченном бюджете на комплектующие материалы. Компенсирующая способность такого решения, причем в трех координатах, лучше, чем в решении на фирменном крепеже, а стоимость ее – меньше. Деталировка представлена на рис. 5.
Рис. 5. Подвижная опора трубы ∅25,4х1,0 мм:
1 – труба медная ∅25,4 х 1,0 мм; 2 – термоизоляция K-Flex ∅25х12 мм; 3 – опора из п / э трубы ∅70 мм
Технология изготовления такой опоры проста: выбирается канализационная труба диаметром немного больше, чем наружный диаметр термоизоляции. Труба разрезается на заготовки длиной 100 мм, каждая из них распиливается вдоль так, чтобы получились симметричные «корытца». Это и есть неподвижные опоры. Они крепятся к конструкциям любым доступным способом – например, подвешиваются на гибких перфолентах к перекрытию. Есть возможность крепить «корытце» хомутом на индивидуальном подвесе, следя за тем, чтобы при затяжке винтов хомута не деформировать пластик. Если фреонопроводов в пучке много, то можно на всю ширину пучка установить металлическую траверсу, на нее прикрепить деревянный брус, к которому «корытца» крепить шурупами с головкой «впотай». Такое решение позволяет трубе перемещаться в трех направлениях (имеет три степени свободы): в осевом – за счет низкого трения между изоляцией и «корытцами», в остальных – за счет деформации термоизоляции и зазоров между изоляцией и стенами «корытца». Можно крепить «корытце» к траверсе хомутами ННН.
Подвижные фирменные опоры
Решение подвижной опоры имеет несколько вариантов, см. рис. 6, 7.
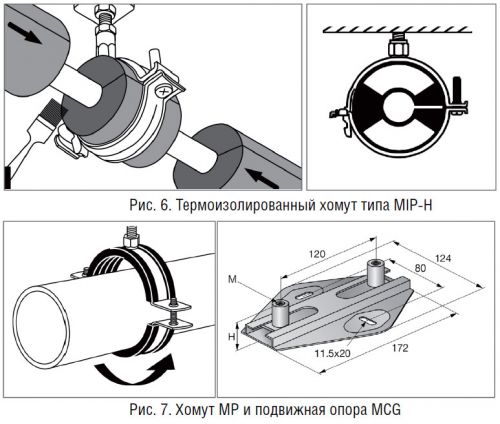
Вариант с термоизолированным хомутом типа MIP-H позволяет закрепить термоизоляцию фреонопровода встык, она приклеивается к термо изоляционной вставке хомута, а сам стык защищается специальной клейкой лентой. Изюминка этого решения в том, что конструктивно в термоизоляционную вставку введено два сегмента (на правом рисунке – сегменты белого цвета), фиксирующие трубу относительно изоляции и металлоконструкций, выполненные из материала с низким коэффициентом трения. Фактически труба фреонопровода при термических деформациях свободно скользит внутри цельного термоизоляционного чехла. Следует отметить, что такое решение позволяет трубе перемещаться в одном – осевом направлении вдоль оси трубы (одна степень свободы). Перемещения в других направлениях могут осуществляться только за счет изгибов металлоконструкций подвеса и хомута. Затруднения при таком решении состоят в том, что при монтаже хомута следует вручную регулировать степень затяжки боковых винтов, обеспечивающих при деформациях нужную величину сопротивления опоры перемещению трубы.
Вариант с хомутом МР с звукоизолирующей полимерной EPDM и подвижной опорой MCG, см рис. 7, предполагает, что термоизоляция трубопровода укладывается вплотную к хомуту с двух сторон. Поверх хомута с продлением на 50 мм в обе стороны укладывается слой термоизоляции большего диаметра, чем на трубе, либо листовая термоизоляция. Швы и торцы верхнего слоя изоляции герметизируются армированной лентой. Хомут крепится к подвижной опоре, имеющий ход перемещения 80 мм, что является вполне достаточным для компенсации температурных деформаций горизонтальных фреонопроводов длиной до 100 м. Такое решение обеспечивает перемещение трубы в одном осевом направлении (одна степень свободы). Перемещения в других направлениях возможны за счет изгиба и люфтов металлоконструкций хомута, подвеса и опоры.
Вариант с термоизолированным хомутом фирмы K-Flex, см. рис. 8, использует комплексное предложение от производителя. Особенность таких термоизолированных хомутов в том, что они имеют дюймовые размеры и точно соответствуют размерам труб.

Рис 8. Термоизолированный хомут K-Flex
Внутри наружного чехла из синтетического каучука находится жесткая вставка из вспененного полиэтилена, обеспечивающая фиксацию трубы относительно хомута и позволяет перемещение трубы с минимальным трением в осевом направлении (в обе стороны).
Неподвижные фирменные опоры
Неподвижные опоры фреонопровода выполняются на базе хомута МР, рис. 9. Хомут со вставкой EPDM крепится непосредственно на трубу. Термоизоляция трубы монтируется «в торец» до хомута с двух сторон. Сверху изоляции трубы, внахлест с перекрытием 50 мм в обе стороны, монтируется термоизоляция в виде трубки большего диаметра либо листовой изоляции таким образом, чтобы сам хомут и края термоизоляции трубы оказались внутри внешнего слоя изоляции. Шов по длине наружного слоя проклеивается и защищается специальной липкой лентой.

Рис. 9. Хомут МР
Торцы наружного слоя также защищаются слоем клея. Изоляция соответствующего диаметра одевается на стержень опоры. Перемещаться такой узел может только за счет деформации подвеса хомута.
Вертикальные фреонопроводы
Вертикальные фреонопроводы значительно усложняют конструкцию VRF-системы, поэтому следует сокращать их длину всеми доступными способами. Как правило, нужда в вертикальных фреонопроводах возникает тогда, когда наружные блоки размещаются на кровле многоэтажного здания.
Пучок фреонопроводов от наружных блоков, расположенных на кровле, входит в помещение, и через шахты в перекрытиях расходится по этажам здания, где находятся внутренние блоки. Будем считать, что на каждый этаж идет один фреонопровод, внутренние блоки которого, находящиеся на одном этаже, подключены к горизонтальной части. Он состоит из двух труб: газовой, большего диаметра и жидкостной – меньшего. В системах с рекуперацией тепла располагается 3 трубопровода – добавляется еще газовый высокого давления. Внутри помещения возле прохода через покрытие располагают неподвижные опоры в виде хомута МР.
Следует вычислить действующую нагрузку на неподвижную опору, используя данные о весе фреонопровода из табл. 2. Поскольку для вертикального фреонопровода используется консольное крепление, то речь идет о предельном крутящемся моменте (см. табл. 3), т.е. необходимо учитывать длину шпильки от траверсы до хомута. Расчетная схема – на рис. 10.
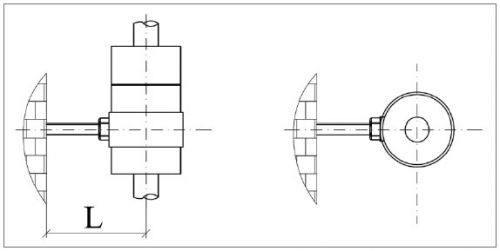
Рис. 10. Схема расчета предельной нагрузки на опору
Расстояние L (плечо) замеряется от стены (траверсы) до центра масс фреонопровода. Вес фреонопровода берется из табл.2 и умножается на длину фреонопровода от неподвижной опоры до точки перехода вертикального в горизонтальный участок. Полученное значение крутящего момента сравнивается с предельным – из табл. 3. Если действительное значение меньше предельного, то конструкция будет устойчива, если нет – то следует искать пути увеличения жесткости, например, увеличения диаметра шпильки с М8 до М10.
Через каждые 5 м (фактически через этаж) на фреонопроводе устанавливают подвижные опоры типа MIP-H или K-Flex соответствующего диаметра. После перехода вертикальной части в горизонтальную, на расстоянии от 4 до 6 м от угла устанавливают подвижную опору типа MPSG (маятниковая опора, допускающая перемещение в 2 плоскостях – две степени свободы), см. рис. 11.
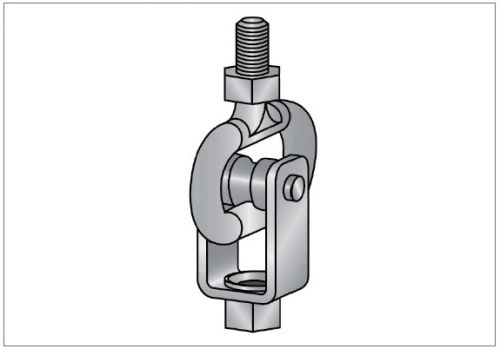
Рис. 11. Маятниковая опора MPSG
На рабочем режиме при сжатии (режим «охлаждения») вертикального участка ролик опоры приподнимается, не ограничивая перемещений трубы в режиме кондиционирования.
Вылета в 4 м достаточно для обеспечения компенсаций температурных деформаций как вертикального, так и горизонтального участков. Далее по ходу фреонопровода устанавливают подвижные опоры типа MIP-H с соответствующей обвязкой.
Для компенсации деформаций вертикальногоризонтального участка фреонопровода удобно пользоваться «шаровой опорой» типа WW, рис. 12. Для создания одной подвижной опоры используют два подвеса (фактически, это аналог карданного подвеса) с шариковым шарниром.
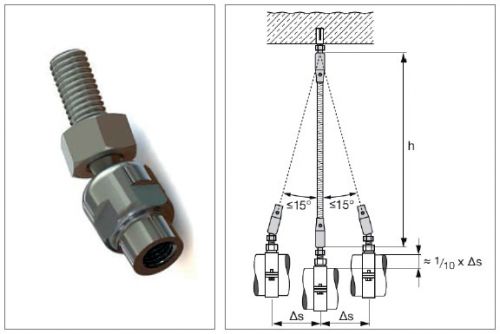
Рис. 12. Шаровая опора типа WW
Приведенная выше логика компенсации температурных деформаций предполагает, что вертикальный и горизонтальный участок будут работать на компенсацию совместно. Однако многовариантность решений в инженерии позволяет применять и другие модели, например, с одной шариковой опорой на горизонтальной части, когда компенсации деформации будут разнесены на вертикальную и горизонтальную составляющие. Выбор метода компенсации зависит от длины вертикального и горизонтального участков.
Горизонтальные фреонопроводы в режиме отопления
Для расчета деформаций используют схему на рис. 4, где:
точка 1 – места расположения неподвижных опор, которые определяются расположением узла прохода через стену с противопожарной вставкой;
точка 2 – основной фреонопровод, подверженный температурным деформациям;
точка 3 – место перехода большего диаметра трубы в меньший; максимальная деформация (удлинение трубы от первоначального положения) на режиме кондиционирования в этой точке 5,4 мм;
точка 4 (и аналогичные точки) – те места прохода через стены, которые следует проектировать с учетом температурных перемещений основного фреонопровода. При этом следует проработать вопросы: 1 – минимальная длина участка от основного трубопровода до оборудования, чтобы была возможность компенсации перемещений основного фреонопровода; 2 – узел прохода ответвления через стену должен иметь возможность свободного перемещения ответвления фреонопровода в боковом направлении;
точка 5 – конечная точка фреонопровода, на котором максимальное перемещение от температурных деформаций в режиме отопления будет составлять 11,8 мм. Следует отметить, что температурные деформации в данном случае – удлинение трубы (увеличение длины) от первоначального положения при монтаже.
Выводы по креплению
В реальных условиях работы фреонопроводы VRF-систем подвержены циклическим термическим нагрузкам. Для приведенной схемы в конечной точке 5, при кондиционировании – сжатие на 6,5 мм, при отоплении – на 11,8 мм от нейтральной точки, полученной при монтаже системы. Фактическое перемещение при эксплуатации точки 5 может составлять 18,3 мм. Такие перемещения чреваты повреждением термоизоляции и самого фреонопровода. Правильно подобранные узлы крепления и приемы монтажа позволят получить качественную и долговечную техническую систему.
Рекомендации по термоизоляции
Обычно толщина термоизоляции фреонопроводов мультизональных VRF-систем рассчитывается из условия недопущения выпадения конденсата на поверхности изоляции. В результате расчетов чаще всего получается толщина 12 мм. Однако, исходя из условий работы медных фреонопроводов в условиях температурных деформаций, рекомендуется толщину термоизоляции выбирать 19 мм. В этом случае технологически легко осуществить стыковку изоляции трубы с блоком подвижной опоры. В случае пайки фреонопроводов по длине, обычно предварительно одетую на трубу изоляцию фиксируют так, чтобы до места пайки было 100-120 мм, и после испытаний давлением, разрыв изоляции проклеивают по торцам, а шов защищают специальной клейкой лентой из синтетического каучука. Не следует использовать армированную алюминиевую ленту – она имеет другой коэффициент линейного расширения и при температуре поверхности изоляции +20°С, деформирует изоляцию и уменьшает ее срок службы.
Материал для термоизоляции следует выбирать с коэффициентом сопротивления проникновению влаги μ >7000. Такому условию соответствует «синтетический каучук». Из опыта эксплуатации выявлено, что термоизоляция из этого материала хорошо переносит циклы «сжатие-растяжение» в течение 3-5 лет. Наружную поверхность термоизоляции внутри помещений не следует покрывать дополнительным слоем пароизоляции.
Обмотка фреонопровода синтетической лентой поверх термоизоляции ухудшает условия работы термоизоляции и снижает срок ее службы. Обычно такую обмотку выполняют, чтобы скрыть дефекты фреонопровода.
При прокладке фреонопроводов на улице следует защищать их от внешних воздействий (влаги, ультрафиолета, птиц и т. п.) жестким футляром – например, прокладывать в пластмассовом защитном канале. При этом необходимо соблюдать рекомендации по креплению фреонопроводов. Важно учесть, что первые 3 м фреонопровода от наружного блока могут иметь повышенную температуру до + 60°С, поэтому термоизоляция на этом участке должна иметь соответствующие характеристики, пусть даже в ущерб общим термоизоляционным свойствам.
В любом случае, следует обеспечивать герметичность термоизоляционной оболочки фреонопроводов, непрерывность контура изоляции и не допускать критических деформаций термоизоляции, неизбежно возникающих в процессе эксплуатации при жестком креплении.
Читайте статьи и новости в Telegram-канале AW-Therm. Подписывайтесь на YouTube-канал.
Соединение медных труб: пайкой и без пайки

Медные трубы — важный элемент в климатических системах. Благодаря им выполняется монтаж кондиционера различной сложности. В современных системах применяются трубы из меди двух различных диаметров. Медный трубопровод меньшего сечения используется для транспортировки жидкого хладагента, медная трубка большего размера служит для перемещения фреона в газообразном состоянии.
Содержание
Плюсы и минусы меди
Медь — пластичный металл, устойчивый к коррозийным процессам. Медные трубы прекрасно развальцовываются и паяются, что облегчает их соединение между собой в процессе монтажа систем кондиционирования. В данной технике востребованы исключительно бесшовные трубы из меди, способные выдерживать давление. Они обладают широким спектром преимуществ:
- Не вступают в химическую реакцию с хладагентом, циркулирующим по ним;
- Имеют внушительный эксплуатационный ресурс;
- Не содержат элементов вредных для здоровья человека;
- Не подвергаются коррозии;
- Отличаются гладкой структурой;
- Обладают высокой теплопроводностью;
- Устойчивы к резким перепадам температур.
К недостаткам относят возможное окисление при соединении с другими металлами, в результате чего в месте стыковки появляется коррозия.
Особенности монтажа
Медные трубы — уникальные изделия, поскольку обладают высоким коэффициентом газонепроницаемости. Они востребованы в климатических системах, водоснабжении и отоплении. Соединяются между собой двумя способами:
- «Британский метод» — основан на бесфитинговом соединении, предполагает гибку, фланцевание, развальцовку, вытяжку отводов и спайку трубы. Данный подход максимально упрощает конструкцию, поскольку в нем не используются дополнительные детали. Развальцовка труб требует определенного опыта и наличия специализированного инструмента;
- «Германский метод» — трубы из меди соединяются фитингами, что экономит время монтажа. При этом конструкция усложняется, а места стыковки необходимо регулярно проверять на герметичность.
Монтаж не является качественным без тщательной подготовки соединяемых элементов. Речь идет о торцах. Они должны быть перпендикулярными. Прямой угол обеспечивает специальный труборез. После отрезания кромки получаются ровными без заусенец, что позволяет подогнать медные трубы под определенную длину.
Виды фитингов и применение
От правильного подбора фитинга зависит компактность системы. Фитинги бывают прямыми или переходными, делятся на следующие категории:
-
— делает возможным отвод от основной трубы в разные стороны; — элемент, благодаря которому изменяется направление трубы на 120, 90 и 45 градусов; — предназначен для соединения труб различного диаметра; — объединяет две трубы одного сечения; — закрывает трубу, делая ее герметичной. — обеспечивает развод в противоположных направлениях;

Пайка медных труб —требования к обработке
Трубы из меди и медные рефнеты необходимо соединять, предварительно выполнив ряд требований:
- Запрещено использовать свинцовый припой, поскольку он токсичный для человека;
- Пайка медных труб невозможна без флюса, он является активным веществом, поэтому после окончания работ его надо смыть;
- Медные фитинги, отводы, рефнеты-разветвители и муфты в процессе пайки нельзя перегревать из-за возможной деформации, что нарушит герметичность стыка и сделает соединение труб некачественным;
- В обязательном порядке удаляются с внутренней поверхности медной трубки заусеницы и наплывы металла. Если этого не делать, то при эксплуатации будут образоваться турбулентные завихрения, что гарантирует эрозию;
- Обработка медных трубок сводится к удалению с них оксидной пленки. Делается это мелкозернистой наждачной бумагой;
- Если медная трубка по проекту должна соединяться со стальным элементом, то только через бронзовые или латунные фитинги-переходники, чтобы избежать коррозии;
- Повороты реализуются с помощью трубогиба, а развальцовка труб выполняется специальным инструментом, предназначенным для этой цели.
Соединение труб из меди — возможные варианты
Медные трубы соединяются различными способами. Каждый из них обладает достоинствами и недостатками. Пайка медных труб и сварка — это лучший метод для получения надежных и неразъемных узлов, однако для этих операций требуется специальное оборудование. При работах применяется термическое воздействие на трубы из меди, поэтому данную технологию лучше использовать до выполнения отделочных работ. Остальные способы соединения труб можно применять после завершения отделки.
Сварка медных труб
Осуществляется исключительно встык. Под нагреваемые детали подкладывается лист асбеста, чтобы минимизировать теплопотери. Затем медные фитинги или медные рефнеты нагреваются горелкой на газу. Раскаленные поверхности стыкуют, прижимая их друг к другу. После остывания, получившийся шов проковывают, чтобы исключить зернистость. Сварка медных труб — соединение надежное, однако важно помнить, что медь стремительно теряет тепло, поэтому работы необходимо выполнять быстро. При необходимости используют две горелки, чтобы исключить вышеописанный фактор.
Соединение труб капиллярной пайкой
Наиболее популярный метод стыковки, поскольку не предполагает сильного термического воздействия на медные фитинги и дополнительных работ со швом. Иногда потребуется развальцовка труб, чтобы соединить их между собой с зазором. Здесь нагреваются не фитинги под пайку, а припой, выполненный из технической меди. Перед пайкой прогревается место стыка, после чего наносится припой в пространство между стыкующими элементами. Под действием капиллярного эффекта расплавленный припой равномерно заполняет зазор, делая соединение герметичным. Остатки припоя удаляют чистящим средством.
Стыковка резьбовыми фитингами
Фитинги резьбовые имеют внутреннюю или наружную резьбу. Выполнены из латуни и служат соединительным элементом между двумя трубами. Монтаж выглядит следующим образом — резьба трубы уплотняется ФУМ-лентой и на нее накручивается фитинг. Фиксируется соединение гаечным ключом. В процессе эксплуатации стык ослабляется, поэтому его необходимо периодически подтягивать. К такому узлу должен быть открытый доступ, что является главным недостатком.
Обжимные фитинги
В данном соединении не используется нагрев. Метод основан на использовании компрессионной арматуры. Торцевая часть трубы зажимается обжимной гайкой и штуцером фитинга. Далее гайка затягивается ключом, в результате компрессионные кольца сжимаются и расширяются, заполняя пустоты. Способ простой, не требующий сложных инструментов и квалификации монтажника. Главное не перетянуть обжимную гайку, иначе возможно сорвать резьбу или согнуть трубу.
Использование пресс-фитингов
Более современная опрессовка, для реализации которой необходимы пресс-клещи и соответствующие фитинги и муфты. Опрессовочный фитинг имеет гладкий корпус, ребристый штуцер и два кольца, фиксирующее и опрессовочное. Монтаж осуществляется в следующем порядке — на трубу надеваются кольца и отодвигаются от среза. Штуцер вставляется в трубку, затем кольца сдвигаются к фитингу и затягиваются пресс-клещами. Соединение неразборное и является прекрасной альтернативой сварке и пайке.
Вальцовочное соединение
Востребовано там, где производится монтаж кондиционера и других сплит-систем. Тут используется вальцовка трубок. Края трубки раскатываются специальным инструментом, после чего вентильным путем к ней прижимается гайка. Вальцовка трубок, как и монтаж кондиционера требует от специалиста опыта и знаний, поскольку медный трубопровод соединяется непосредственно с внешним и внутренним блоком. Вальцовка трубок невозможна без вальцовочного набора, который состоит из зажимного приспособления и устройства для отбортовки.
Как правильно паять паяльником с припоем и канифолью
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Технология пайки
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Пайка с канифолью
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное. Но в некоторых случаях и такой результат устраивает.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов:
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.
Рефнеты для кондиционеров что это
]( ) К сожалению в инструкции по монтажу мультизоны MDV такого пункта нет.
Позавчера нашли косяк — все рефнеты смонтированы неверно. выходы некоторых тройников располагаются ответвлениями вверх, уклон рефнетов более 30 градусов, что по-моему опыту недопустимо.
как знакомо Как раз Борис исправлял очень похожую ситуацию у меня на объекте, за что ему еще раз спасибо.
1) Нарисовано в комиксах, даже не читая понятно.
2) Работать не будет, точнее будет работать с глюками — при одновременной работе фреон пойдет только в один внутренний, ну может в два — итого считай работать не будет.
Переделывать перед пуском однозначно.
Можно предупредить заказчика письменно, что потом переделка будет дороже — запустить, продемонстрировать кривую работу и переделать 🙂
Никак уже не свалишь, предоплату перечислили, денег еще должны остались, оборудование все мной куплено уже.Я просто сказал главному инженеру, что если ген. директор не подпишет свое согласие на ПНР системы, я срежу накуй все трубы и увезу наружку к себе на склад
Все это понимают, не знакома такая контора, ЕМС?
Все это понимают, не знакома такая контора, ЕМС?
Никак уже не свалишь, предоплату перечислили, денег еще должны остались, оборудование все мной куплено уже.Я просто сказал главному инженеру, что если ген. директор не подпишет свое согласие на ПНР системы, я срежу накуй все трубы и увезу наружку к себе на склад
Добрый день. Рекомендую сфотографировать все неправильно установленные рефнеты и направить дистрибьютору у которого закупалось оборудование (предполагаю, что это АЯК). В ответ они пришлют заключение, которое вы направите своему заказчику с сопроводительным письмом от вас о невозможности гарантировать работу оборудования. У подрядчиков, которые монтировали рефнеты останется только 2 варианта: 1) Вызывать СЦ того же дистрибьютора (20 тыс. руб и несколько недель ожидания) и доказывать, что «всё будет работать»; 2) Дать свою гарантию на установленный вами наружный блок
В любом случае, мы со своей стороны готовы в дальнейшем ремонтировать эту систему с такими рефнетами хоть раз в полгода с полным комплексом промывок холодильного контура и заменой основных узлов. Ориентировочная стоимость 200-300 тыс.р. (тоже рекомендую донести эту информацию вашему заказчику)
Рефнеты

Под заказ от 1 дня

Под заказ от 1 дня



Под заказ от 1 дня

Под заказ от 1 дня

А вы знали чем рефнет разветвитель лучше тройников?
С целью экономии на монтаже, многие монтажники делают самоделки из медных тройников. Такой подход в 95% случаев не дает гарантии, что подача фреона будет распределена равномерно. Такие эксперименты увеличат шумовое загрязнение, которое является частой проблемой в системах кондиционирования.
Рефнет — разветвитель изготовлен так, что при прохождении по трубопроводу жидкостной линии фреон (хладагент) распределяется равномерно. Рефнет снижает шумовое загрязнение, которое является проблемой в подобных системах кондиционирования.
Распределение фреона происходит равномерно, независимо от диаметра труб.
Если Вы не хотите переделывать монтаж по нескольку раз, советуем Вам купить рефнет разветвитель и снять с себя головную боль.
Что понадобиться для пайки рефнета?
Для пайки рефнета, Вам так же понадобятся следующие товарные позиции:
Хорошего Вам монтажа. Для более подробной консультации звоните нам. Наши специалисты помогут Вам в решении Ваших проблем.
Рефнеты
Разветвитель универсальный тип 1

Рефнет разветвитель, это универсальный Y-образный разветвитель, подходят для использования в составе мультизональных систем любой марки. Все модели сконструированы по принципу универсальности, каждая модель включает максимально возможное количество диаметров перехода.
Преимущества данных рефнетов: абсолютная универсальность, отсутствие необходимости дополнительной напайки переходов, повышенная надежность цельной конструкции.
| Модель | Y-01 | |
|---|---|---|
| Газовая магистраль (фреон в газообразной фазе) | вход | 12,7/15,9/19,1/22,2 |
| выход прямой | 9,5/12,7/15,9/19,1 | |
| выход угловой | 12,7/15,9/19,1 | |
| Жидкостная магистраль (фреон в жидкой фазе) | вход | 9,5/12,7/15,9 |
| выход прямой | 6,4/9,5/12,7 | |
| выход угловой | 6,4/9,5/12,7 | |
| Форма поставки | В коробке комплект из 2-ух рефнетов, для газовой и жидкостной магистрали | |
| Материал | медь |
Разветвитель универсальный тип 2

Рефнет разветвитель, это универсальный Y-образный разветвитель, подходят для использования в составе мультизональных систем любой марки. Все модели сконструированы по принципу универсальности, каждая модель включает максимально возможное количество диаметров перехода.
Преимущества данных рефнетов: абсолютная универсальность, отсутствие необходимости дополнительной напайки переходов, повышенная надежность цельной конструкции.
| Модель | Y-02 | |
|---|---|---|
| Газовая магистраль (фреон в газообразной фазе) | вход | 22,2/25,4/28,6/31,8 |
| выход прямой | 19,1/22,2/25,4/28,6 | |
| выход угловой | 9,5/12,7/15,9/19,1/25,4 | |
| Жидкостная магистраль (фреон в жидкой фазе) | вход | 9,5/12,7/15,9/19,1 |
| выход прямой | 9,5/12,7/15,9/19,1 | |
| выход угловой | 6,4/9,5/12,7/15,9 | |
| Форма поставки | В коробке комплект из 2-ух рефнетов, | |
| Материал | медь |
Разветвитель универсальный тип 3
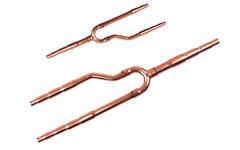
Рефнет разветвитель, это универсальный Y-образный разветвитель, подходят для использования в составе мультизональных систем любой марки. Все модели сконструированы по принципу универсальности, каждая модель включает максимально возможное количество диаметров перехода.
Преимущества данных рефнетов: абсолютная универсальность, отсутствие необходимости дополнительной напайки переходов, повышенная надежность цельной конструкции.
Рефнеты
Уважаемые покупатели, при выборе товара для заказа обязательно используйте выбор точки отгрузки в фильтре «Наличие на складе»

Рефнеты для кондиционеров применяют в мультизональных системах, состоящих из большого количества внутренних блоков. Рефнет-разветвитель позволят равномерно распределить хладагент внутри системы.
Назначение рефнета
Чтобы сэкономить на установке многие мастера заменяют рефнеты медными тройниками. Такой способ не дает гарантии, что хладагент будет равномерно распределен в системе. Чтобы избежать проблем с работой кондиционера, необходимо купить и установить рефнет. Покупка в интернет-магазине позволит сэкономить денежные средства.
При выборе изделий руководствуются их производительностью. Показатель должен соответствовать параметрам внутреннего блока, в этом случае кондиционер будет работать правильно. При установке пристальное внимание уделяют расположению рефнетов. Мастера монтируют их в кондиционер либо горизонтально, либо вертикально. При размещении устройств горизонтально, вилка должна располагаться таким же образом. Максимальное смещение от горизонтальной плоскости допускается в пределах 10 градусов. При неправильном монтаже возможно нарушение баланса в распространении хладагента по внутренним блокам. Следствием этого может стать их выход из строя, либо поломка внешнего блока.
Преимущества рефнетов для кондиционеров
Специалисты утверждают, что рефнет обладает рядом преимуществ перед обыкновенным тройником-разветвителем:
Рефнет поможет соединить в систему несколько блоков. Перед монтажом разветвителя мастера обрезают его под диаметр трубы.
Купить рефнет в Москве можно на сайте компании Евро Металл Групп по низкой цене. Интернет-магазин предлагает своим клиентам несколько способов доставки, от самовывоза товара до его доставки в регионы страны транспортными компаниями. Компания имеет широкую сеть магазинов по всей России.
Продавец дает гарантию, что товар можно рефнуть, в том случае, если он не был в эксплуатации и имеет товарный вид. У покупателя есть семидневный срок, чтобы воспользоваться этим правом и вернуть полную цену изделия.
На всю продукцию компании распространяется гарантийный срок. Цены, условия оплаты и доставки, а также полную информацию о проводимых компанией выгодных акциях и скидках, можно получить у менеджера Евро Металл Групп.
Рефнеты
Под заказ от 1 дня
Под заказ от 1 дня
Под заказ от 1 дня
Под заказ от 1 дня
Под заказ от 1 дня
А вы знали чем рефнет разветвитель лучше тройников?
С целью экономии на монтаже, многие монтажники делают самоделки из медных тройников. Такой подход в 95% случаев не дает гарантии, что подача фреона будет распределена равномерно. Такие эксперименты увеличат шумовое загрязнение, которое является частой проблемой в системах кондиционирования.
Распределение фреона происходит равномерно, независимо от диаметра труб.
Если Вы не хотите переделывать монтаж по нескольку раз, советуем Вам купить рефнет разветвитель и снять с себя головную боль.
Что понадобиться для пайки рефнета?
Для пайки рефнета, Вам так же понадобятся следующие товарные позиции:
Хорошего Вам монтажа. Для более подробной консультации звоните нам. Наши специалисты помогут Вам в решении Ваших проблем.
Рефнеты для внутренних и внешних блоков

Рефнеты
Рефнеты для внутренних и внешних блоков мультизональных систем кондиционирования VRF.
Рефнеты для кондиционеров применяются только в мультизональных системах и являются ее неотъемлемой составной частью для любого производителя. Мультизональные системы характеризуются большим количеством внутренних блоков, которые подключаются к одному внешнему, и большой общей длиной трассы. Именно эти два параметра могут создавать проблемы для равномерного распределения холодильного агента по всем внутренним блокам. Рефнет-разветвитель же позволяет сделать такое распределение равномерным по всем подключенным внутренним блокам в пределах рекомендуемых расстояний.
При выборе рефнетов следует знать, что для каждого внутреннего блока подбираются свои рефнеты, и таким показателем для подбора является – производительность. Производительность рефнета и внутреннего блока должны соответствовать друг другу. Кроме этого конструкции рефнетов для газовых линий и жидкостных линий холодильного контура тоже различные и подбираются по производительности внутреннего блока, к которому они подключаются. Замена любого рефнета обычным тройником – недопустима.
Особое внимание при монтаже необходимо обратить на расположение рефнетов. Они могут быть смонтированы или только вертикально, или только горизонтально. Причем в последнем случае расположение самой вилки рефнета должно быть строго горизонтально. Отклонение от горизонтальной плоскости может составлять не более 10 градусов. Все нарушения, как при подборе, так и при расположении рефнетов, или замене их тройником приведет к нарушению баланса в распределении холодильного агента по внутренним блокам, что приведет к не выходу на рабочий режим каких либо внутренних блоков, а в худшем случае, к поломке и выходу из строя всего внешнего блока.
Рефнеты
Разветвитель универсальный тип 1
Рефнет разветвитель, это универсальный Y-образный разветвитель, подходят для использования в составе мультизональных систем любой марки. Все модели сконструированы по принципу универсальности, каждая модель включает максимально возможное количество диаметров перехода.
Преимущества данных рефнетов: абсолютная универсальность, отсутствие необходимости дополнительной напайки переходов, повышенная надежность цельной конструкции.
| Модель | Y-01 | |
|---|---|---|
| Газовая магистраль (фреон в газообразной фазе) | вход | 12,7/15,9/19,1/22,2 |
| выход прямой | 9,5/12,7/15,9/19,1 | |
| выход угловой | 12,7/15,9/19,1 | |
| Жидкостная магистраль (фреон в жидкой фазе) | вход | 9,5/12,7/15,9 |
| выход прямой | 6,4/9,5/12,7 | |
| выход угловой | 6,4/9,5/12,7 | |
| Форма поставки | В коробке комплект из 2-ух рефнетов, для газовой и жидкостной магистрали | |
| Материал | медь |
Разветвитель универсальный тип 2
Рефнет разветвитель, это универсальный Y-образный разветвитель, подходят для использования в составе мультизональных систем любой марки. Все модели сконструированы по принципу универсальности, каждая модель включает максимально возможное количество диаметров перехода.
Преимущества данных рефнетов: абсолютная универсальность, отсутствие необходимости дополнительной напайки переходов, повышенная надежность цельной конструкции.
| Модель | Y-02 | |
|---|---|---|
| Газовая магистраль (фреон в газообразной фазе) | вход | 22,2/25,4/28,6/31,8 |
| выход прямой | 19,1/22,2/25,4/28,6 | |
| выход угловой | 9,5/12,7/15,9/19,1/25,4 | |
| Жидкостная магистраль (фреон в жидкой фазе) | вход | 9,5/12,7/15,9/19,1 |
| выход прямой | 9,5/12,7/15,9/19,1 | |
| выход угловой | 6,4/9,5/12,7/15,9 | |
| Форма поставки | В коробке комплект из 2-ух рефнетов, | |
| Материал | медь |
Разветвитель универсальный тип 3
Рефнет разветвитель, это универсальный Y-образный разветвитель, подходят для использования в составе мультизональных систем любой марки. Все модели сконструированы по принципу универсальности, каждая модель включает максимально возможное количество диаметров перехода.
Преимущества данных рефнетов: абсолютная универсальность, отсутствие необходимости дополнительной напайки переходов, повышенная надежность цельной конструкции.
Рефнеты (универсальные медные разветвители)
Медные трубы и рефнеты являются основными составляющими фреоновых трубопроводов и разветвителей, по которым подается и распределяется хладагент в системах кондиционирования и холодоснабжения. Несмотря на небольшой диаметр труб медный разветвитель равномерно распределяет поток фреона между наружным и внутренними блоками кондиционера.
Как подобрать рефнет (разветвитель)?
Универсальные медные рефнеты (тройники) для монтажа кондиционеров выбираются исходя из показателей суммарной производительности внутренних блоков на охлаждение, типа применяемого хладагента и присоединительных диаметров труб. Расчет производится, как правило, проектной организацией для правильной работы всей системы.
Конструкция разветвителей позволяет в минимальные сроки произвести монтаж системы кондиционирования, обеспечивая надежную работу кондиционера на долгое время. Универсальные рефнеты хороши тем, что их можно использовать под различные диаметры фреонопроводов. Требуется всего лишь отрезать часть рефнета-разветвителя с не нужным диаметром.
Цена рефнета разветвителя зависит от вида изделия и типа системы кондиционирования, для которой он предназначен. Различают три вида разветвителей:
Применяются рефнеты чаще всего для монтажа систем кондиционирования мультизонального типа с большим количеством внутренних блоков, так называемых VRF (ВРФ), VRV (ВРВ) систем.
Купить рефнеты разветвители от производителя по самой выгодной цене Вы сможете в интернет-магазине «Асама». Для размещения заказа звоните: 8-495-744-66-10 или оставьте заявку на обратный звонок.