Как припаять металл к металлу паяльником
Сварка и пайка металлов относятся к неразъемным соединениям. Однако у таких способов существует важное отличие. При сварке происходит соединение металлов благодаря местному нагреву детали до температуры, когда он начинает плавиться. В результате образуется соединение двух деталей в одно целое. Паяльная операция подразумевает получение прочного соединения разных деталей или конструкций.
Схема сварки металлов.
Существующие методы пайки
Технология пайки классифицируется по нескольким показателям:
Температурный показатель зависит от нагрева металла. В этом случае пайка бывает:
Разделяет эти два способа показатель температуры. Границей разделения считается 450 градусов.
Существует также определение пайки в зависимости от приложенного давления:
- пайка металла с применением фиксированного зазора;
- прессовая пайка.
Как паять вольфрам: особенности
Схема аргонодуговой сварки вольфрама.
Вольфрамовые изделия имеют высокую прочность, что дает возможность применять их в определенных отраслях:
- ракетостроении;
- электроламповой отрасли;
- радиотехнике.
Вольфрам может иметь чистый вид или входить в состав сплава. Этот цветной металл очень хрупок и отличается тугоплавкостью, поэтому его обработка вызывает много сложностей. В связи с этим пайка вольфрама требует своеобразного подхода.
Операция пайки делается при температуре, которая меньше температуры рекристаллизации материала. Обычно она равна 1450 градусам. Если температура намного выше, то начинает уменьшаться прочность металла. Намного легче паять вольфрамовые изделия с деталями из этого же материала. Пайка с различными материалами всегда проходит очень сложно, так как материалы имеют различные параметры линейного расширения.
Прежде чем начинать паяльные работы, поверхность вольфрамовых деталей подвергается тщательной очистке. Ее делают несколькими способами:
- механической очисткой;
- травлением в кислоте, при этом применяют азотную или фтористоводородную кислоту.
Если кислота отсутствует, ее заменяет сильно нагретый едкий натр. После очистки вольфрам протирается спиртом, можно промыть его горячей водой.
Чтобы достигнуть идеальной чистоты и высокой плотности шва, паяльные работы нужно проводить в вакууме. Существует также несколько других восстановительных сред, однако они требуют предварительного покрытия металла никелем. Таким образом получается высокое смачивание вольфрама текущим припоем.
Как проводить пайку дома: рекомендации

Инструменты и материалы для пайки.
В домашних условиях наиболее распространена пайка деталей радиотехники. Операция не вызывает никаких сложностей, ее может выполнять практически любой человек. Пайку всегда можно легко демонтировать, она отличается водоустойчивостью.
К негативной стороне можно отнести низкую прочность. Нет совместимости с другими металлами. Пайка плохо переносит холод и высокую температуру.
Чтобы выполнять паяльные работы, необходимо иметь припой из легкого плавкого металла.
Припой изготавливается из сочетаний свинца с оловом. Благодаря наличию конкретного материала припои могут иметь разную температуру плавления. Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
В домашних условиях паяльные работы должны проводиться очень быстро.
Дело в том, что флюс, обеспечивающий текучесть припоя, начинает быстро обугливаться. Иногда требуется проведение дополнительной зачистки. Пока припой полностью не остынет и не станет твердым, запрещается двигать детали.
Высококачественным признается уровень пайки, когда припой тончайшим слоем обволакивает место пайки.
Как паять сталь: нюансы
Для того чтобы начать пайку стали, необходимо подобрать соответствующий способ. При этом учитывается:
- стойкость окисной пленки;
- взаимодействие стали и припоя;
- изменение характеристики стали, после термического процесса пайки.
Очень легко удаляются окислы, когда подвергается пайке углеродистая сталь. Намного сложнее удалить окисную пленку, когда работа проводится с легированной сталью, в состав которой входит хром, алюминий, титан и кремний.

Схема пайки твердым припоем.
Дело в том, что после нагрева на поверхности стали появляются трудно растворимые окислы Ме203, М203.
Чтобы паять сталь, пользуются припоями, в состав которых входит:
Эти материалы оказывают небольшое влияние на свойства стали, они практически ее не растворяют.
Как паять детали из жести?
Стандартным способом спаивания жести является применение припоя, в котором содержится большое количество олова, флюса и паяльника, имеющего шило.
Профессионалы советуют использовать следующие марки припоя:
Такой выбор припоя связан с химическими показателями материалов, когда выполняется пайка оловом. В этих припоях, кроме олова, содержится также:
Марки и свойства припоев.
- сурьма;
- мышьяк;
- медь;
- висмут.
Эти марки припоев отличаются показателем сопротивления срезу, благодаря определенному количеству примесей. Кроме того, они увеличивают сопротивление шва на разрыв после окончания пайки. Если в составе припоя недостаточно олова, то повышается количество сурьмы.
В некоторых случаях применяется ПОС 90 с большим количеством свинца. Для оцинкованного материала делается несколько другой подход.
Для пайки оцинкованного железа обязательно должен присутствовать флюс. Он играет роль химического окислителя и одновременно растворителя. Благодаря флюсу исчезает процесс окисления. Вдобавок ко всему, металл смачивается железом, и получается шов высокого качества. Чаще всего в качестве флюса используют соляную кислоту и канифоль.
В радиотехнике больше всего применяют канифоль. Только в некоторых случаях применяют хлористый цинк и борную кислоту.
Для работы используют паяльник, мощность которого должна превышать 40 Вт. Все работы желательно выполнять электрическим паяльником. Он позволяет проводить пайку в удобном положении, шов получается очень прочным и надежным.
Пайка жести: основные моменты
Когда нужно провести пайку металлических изделий и получить качественный шов, требуется выполнить следующие технологические операции:
- очистить поверхность;
- провести обезжиривание;
- нанести флюс;
- нагреть паяльник;
- залудить место пайки;
- припаять детали из жести;
- полученную поверхность очистить бензином;
- проверить получившийся шов.
Чтобы очистить поверхность, необходимо воспользоваться соответствующим инструментом (напильник, шабер).
Чтобы обеспечить появление капиллярных сил, между деталями оставляют зазор величиной 0,3 мм. Металл заливает кромки зазора, что дает возможность получить высококачественный шов.
В некоторых случаях очень трудно очистить детали механическим путем, тогда на помощь приходит травление. Однако для работы с жестью подобное встречается очень редко.
Если на поверхности имеются жировые пятна, применяют 10% содовый раствор. Для обезжиривания в домашних условиях применяют ацетон, бензин, спирт и универсальный растворитель. Свойства этих материалов помогают получить отличную очистку.
О пайке, этом сложном физическом процессе, написано очень много научных работ. Рефераты, описывающие химию процесса, его результаты помогают лучше понять происходящие процессы и выбрать наиболее подходящий способ пайки.
Пайкой называется процесс соединения металлов посредством введенного между ними расплавленного связующего материала – припоя. Последний заполняет зазор между соединяемыми деталями и, застывая, прочно соединяется с ними, образуя неразъемное соединение.
При пайке припой нагревают до температуры, превышающей температуру его плавления, но не достигающей точки плавления металла соединяемых деталей. Становясь жидким, припой смачивает поверхности и заполняет все зазоры за счет действия капиллярных сил. Происходит растворение основного материала в припое и их взаимная диффузия. Застывая, припой прочно сцепляется с паяемыми деталями.
При пайке должно выполняться следующее температурное условие: Т1
Для проведения ремонта любой бытовой техники, мы непосредственно сталкиваемся с такой проблемой,- как самому припаять провода? В теме Вы ознакомитесь с материалами для паяния, с паянием меди с алюминием и паянием меди с железом.

Материалы для паяния
Чтобы разрешить такую проблему, необходимо иметь в наличии такие материалы и инструменты как:
- паяльник;
- паяльное олово;
- паяльная кислота;
- спирто-канифольный флюс;
- флюс для паяния алюминия;
- ортофосфорная кислота;
- пинцет;
- пассатижи;
- ножницы,
а так же другие приспособления для паяния. Изложенная тема здесь как бы простая, но охватывает более такой обширный диапазон,- к чему припаять и как припаять.
Как припаять медь-к алюминию
Как припаять, если металлы допустим имеют различные добавки других металлов,- то есть легированные металлы. Вопросы здесь могут возникнуть при ремонте бытовой техники. Как к примеру припаять медный провод к алюминиевому контакту где нет болтового зажима?
Медный провод перед паянием протравливается:
- паяльной кислотой;
- спирто-канифольным флюсом;
- канифолью.
Алюминий протравливается перед паянием,- флюсом для паяния алюминия.
Есть и другой вариант для пайки алюминия,- это нанесение медного купороса на поверхность алюминия, так называемое омеднение алюминиевой поверхности. Подробности такого способа омеднения, наглядно представлены на рисунке.
В этом примере необходимо учитывать, чтобы провод намотанный на щетину зубной щетки,- не соприкасался с поверхностью алюминия.
Как припаять медь-к железу
А как припаять допустим медный провод к поверхности железа, если в этом есть такая необходимость? Здесь как бы необходимо изменить поверхностный молекулярный слой железа, чтобы в последствии нанести слой олова. Протравить поверхность железа можно ортофосфорной кислотой.
В этом примере необходимо соблюдать меры предосторожности,- во избежание попадания кислоты на поверхностные участки кожи Вашего тела. Протравить поверхность металла можно тампоном на палочке.
Такое соединение проделывается в крайних случаях, когда невозможно выполнить болтовое соединение. В ремонте бытовой техники возникают и такие приведенные потребности.
В своей практике, мы нуждаемся в различной необходимости, как припаять провода к:
- контактам динамика наушников;
- контактам первичной либо вторичной обмотки трансформатора;
- контактам платы;
- выведенным проводам обмотки статора электродвигателя;
- контактам выключателя настольной лампы;
- контактам разъема;
- светодиодной ленте
и далее. Считаю, что информация (из прочитанной технической литературы), которой я с Вами поделился, — пригодится Вам при ремонте какой-либо бытовой техники.

Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.

На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.

♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
Пайка железа

Пайка железа — в чём сложности, как и чем, паять железо?
Соединять стальные заготовки можно не только посредством сварки электродами или флюсовой проволокой. На сегодняшнее время есть еще один популярный способ соединения, это пайка железа.
Такое соединение получается довольно прочным и надежным на разрыв, за исключением одного момента. Главное при пайке железа правильно выбрать все составляющие для этих целей. В первую очередь это соответствующие флюсы и припой, которыми и будет осуществляться пайка.
Как и чем паять железо
Паять металлические изделия из железа можно посредством электрического паяльника, газовой горелки или же паяльной лампы. При этом следует запомнить, что электрическим паяльником паяются только мягкие припои, которые содержат в своём составе большое количество свинца (Pb).

Паяльная лампа и газовая горелка подходят для пайки твёрдыми припоями, которые содержать большое количество олова в своём составе.
Паяют железо посредством оловянно-свинцового припоя. Как было сказано выше, это могут быть твёрдые или мягкие виды припоев. Поэтому главное определиться с подходящим оборудованием для пайки.

Что касается флюса, то для пайки железа используется хлористый цинк или аммоний. Также возможны и различные смеси на основе этих химических компонентов.

Во многом успех всей проделанной работы зависит от правильности выполнения подготовительных работ. Как и при сварке металла, осуществляя пайку железа, также необходимо основательно подготовить спаиваемые поверхности.
Пайка листов жести
Чаще всего именно жесть и подвергается пайке оловом. Поэтому рассмотрим более подробно на сайте https://mmasvarka.ru/, как именно происходит данный процесс.
Подготовка металла перед пайкой. Данный этап включает в себя очистку поверхности механическим способом. Если на поверхности металла есть ржавчина, то от неё нужно обязательно избавиться. Также, при наличии других загрязнений, рекомендуется предварительно обработать поверхности при помощи растворителя.

Нанесение флюса. В качестве флюса, как уже было сказано ранее, для пайки железа необходимо использовать хлористый цинк, соляную или борную кислоту. Для этого флюс наносится на края заготовок, после чего осуществляться процесс лужения.
Лужение заготовок. Лужение металла — важный этап, за которым следует спаивание подготовленных изделий. Для лужения применяется оловянно-свинцовый припой с небольшим содержанием олова. Это может быть, например, ПОС-40.
При помощи разогретого паяльника припой переносится в зону пайки и растирается по поверхности металла. От этого должна появиться тонкая пленка олова, которая сигнализирует о завершении процесса лужения. Точно такую же процедуру нужно провести и со второй заготовкой.

На завершающем этапе пайки железа лужёные заготовки с силой сдавливаются, после чего происходит их нагревание паяльником, мощность которого свыше 40 Ватт, газовой или паяльной лампой. При этом олово, находящееся между заготовками, начинает плавиться, заполняя собой пустоты внутри.
Таким образом, образуется прочное и надежное соединение, ничем не уступающее по своим характеристикам сварному.
Пайка железа с помощью оловянного припоя
Процесс пайки – это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках.
Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки. К тому же необходимо отметить, что не все металлы могут быть соединены этим процессом. Основные же металлы, особенно стальные (железо), между собой могут быть спаяны.
Три технологии
Существует три технологии пайки железа оловом:
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.
Пайка листов жести
 Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС-40, флюс, паяльник и шило.
Флюс в процессе пайки железа выполняет функции растворителя и окислителя одновременно. То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту.
Что касается паяльника, то для проведения качественной пайки оловом лучше выбрать электрический инструмент мощностью более 40 Вт. Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.
Последовательность действий
Вот основные этапы данного процесса:
- зачистка соединяемых листов;
- нанесение флюса;
- разогрев паяльника и лужение;
- пайка оловом;
- очистка стыка бензином.
 Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Два куска листового железа подносят друг к другу на расстояние 0,3 мм. Их края обрабатывают пастообразным флюсом при помощи кисточки. Жало паяльника очищается наждачкой, и сам инструмент включается в электрическую сеть через розетку. Чтобы проверить, хорошо ли он нагрелся, надо помести его жало в нашатырную смесь, которая должна закипеть.
Теперь проводится этап лужения железа. То есть, с помощью припоя из олова или его сплава обрабатываются края двух листов жести, чтобы покрыть их оловянным слоем, который будет выполнять защитные функции от коррозии металла.
Все готово, остается только запаять два конца листов. Жало паяльника подносится к месту стыка вместе с припоем из олова, и они оба продвигаются плавно по границе соединения.
При этом жало необходимо прижимать не острым концом, а плоской гранью, за счет чего будет прогреваться одновременно и соединяемые детали, что скажется на высоком качестве проведенной пайки железа.
Особенности работы с оцинкованными изделиями
 Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также. Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали.
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки.
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).
В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Техника безопасности
Пайка железа оловом – процесс небезопасный. Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов. И сама процедура должна проводиться аккуратно.
При кажущейся простоте паячной операции, на самом деле это серьезная процедура. И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало. Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа.
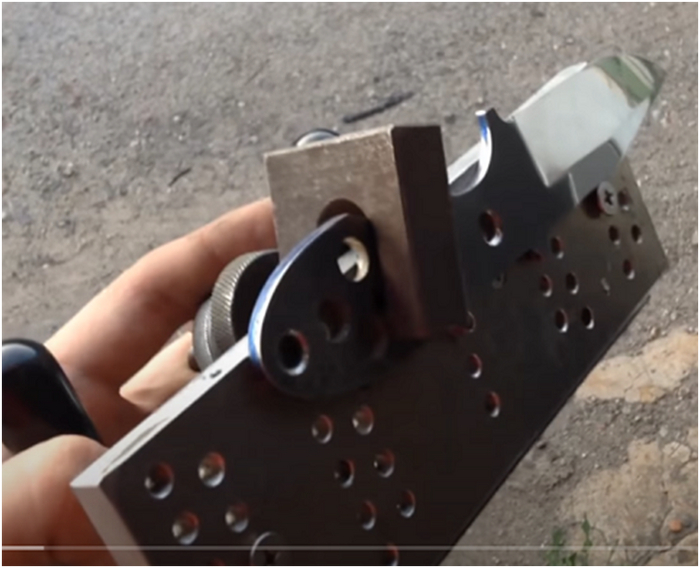
Пайка стали латунью
Привет. Пост для рукодельников рукоблудящих дома, ну или балконе/дворе.
Ниже также есть видео с субтитрами о том же самом.
Иногда нужно прочно или герметично соединить стальные детали, а сварка дома это так себе развлекуха. Клей- конечно выход, но есть способ соединять и покрепче, к сожалению и процесс погрязней. Выбирать вам, я лишь добавлю вариант.
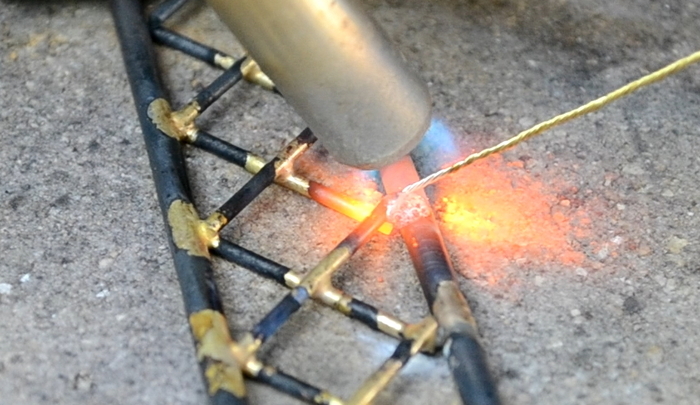
Высокотемпературная пайка стали латунью, это как пайка оловом или склеивание термоклеем, где в качестве клея расплавленная латунь. Вот только температура плавления у латуни гораздо выше: 880-950°C. То есть стальные детальки надо разогревать докрасна. Выглядит опасненько.
Дальше читайте только если не испугались.
Чтоб разогреть детальки до такой температуры придётся купить баллон МАПП газа и горелку к нему.

Так будет удобней чем на костре возле дома, а газовая плита с таким не справится. Хотя конечно если у вас дома случайно завалялись 50-ти литровые баллончики с кислородом и ацетиленом то это прекрасно. Такой аццкой смесью как раз паяют железо на заводах. У меня к сожалению таких баллонов не завалялось, поэтому опишу пайку именно с помощью МАПП газа. Раз температура высокая, то нужен и столик который эту температуру выдержит и изолирует от неё. Таким столиком может быть шамотный кирпич, любой плотности.

Чуть хуже просто кирпич, он может постреливать от перегрева. Хотя если положить на него толстенькую железяку и греть на ней, тоже может получится неплохо.
Кроме горелки и кирпича нужен и наш клей — латунь, в виде проволоки. Удобен диаметр 1-2 мм. Я вот купил на свалке диаметром 0,4мм, пришлось скручивать несколько кусков вместе.
В инет магазинах с размерами проще, но с ценой посложней.
Латунь это сплав меди с цинком, с незначительной примесью других элементов. Сплав меди где кроме цинка или вместо цинка другие металлы, это уже бронзы, нейзильберы, мельхиоры, куниали и прочая тряхомудия.
Нам же нужна латунь Л63,(63% меди, 37% цинка) это самая распространённая марка латуни.
Многие другие марки тоже подойдут.
Чтоб расплавить латунь и залить ей стык, детальки нужно нагреть до температуры 1050°C. Чем такую температуру измерить?
У многих есть отличный встроенный прибор для этого — человеческий глаз. Его только надо откалибровать. Сталь при нагреве начинает светится разными цветами, поэтому нужно просто знать какой цвет и сила свечения соответствует какой либо температуре. Чтоб проапгрейдить наш глазик до глаза, например кузнеца, пригодится такая табличка, с цветами каления.

Табличка на мониторе конечно не передаст свечение стали очень точно, но и этой точности нам вполне достаточно.
Такая высокая температура конечно не пройдёт бесследно для стали, и латуни(температура увеличивает химическую активность). Металлы начнут вступать в хим-реакции с атмосферой. Нужна защита. Этой защитой служит флюс. Он расплавившись покрывает место пайки и не даёт воздуху испортить процесс пайки. Флюс это вещество активное при определённом диапазоне температур. Разные флюсы имеют разные диапазоны активности. Для пайки низкоуглеродистой стали отлично подойдёт борная кислота(порошок). Можно купить в аптеке мало за дорого, или в ювелирном инет магазине много за дёшево(относительно). Можно как флюс использовать и буру, но по мне она менее удобна, делает пламя ярче и её сильно сдувает с припоя пламенем. Да и на заводе где я паял 5 лет, использовали борную кислоту.( для пайки других сталей скорей всего понадобятся другие флюсы)
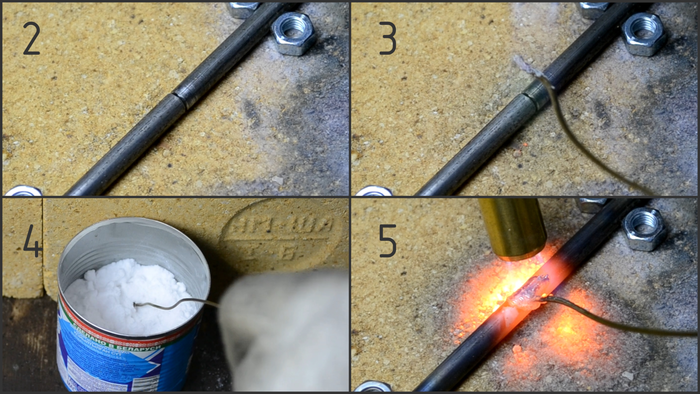
как проходит пайка:
1 детальки зачищаем и обезжириваем(очень желательно)
2 складываем их вместе на кирпиче.
3 нагреваем горелкой место пайки, а заодно и припой.
4 припой окунаем в баночку с борной кислотой и немного ждём, чтоб она налипла.
5 подносим припой к разогретому до 1050°C стыку и касаемся им деталей, ждём пока жиденькая латунька всё зальёт.
В этом месте возможно возмутились ювелиры, типа:
-лошара, флюс надо в воде растворить, а потом намочить в этом растворе детальку и проволоку припоя.
И они будут полностью правы, но только для самых маленьких деталей.
для крупных деталей такого количества налипшего флюса будет маловато, может ещё и рукой посыпать сверху место пайки придётся.
Есть и другие способы пайки:
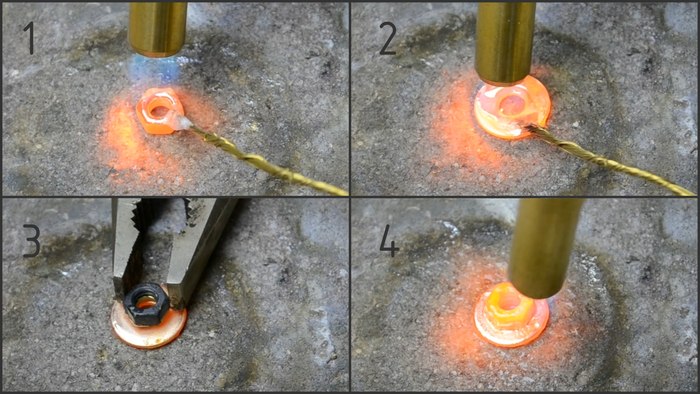
Лудим детали(покрываем латунью) а дальше составляем вместе и нагреваем.
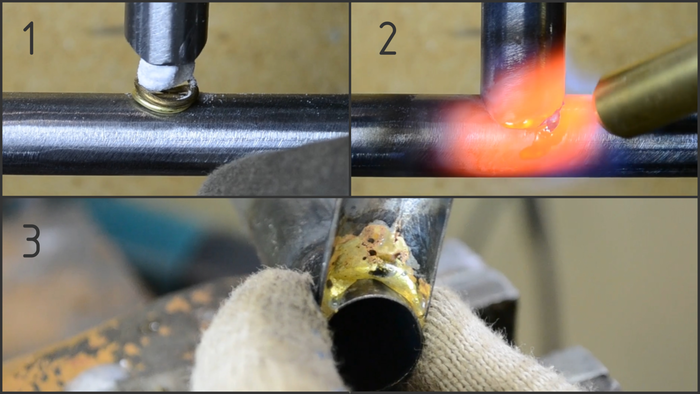
А ещё, если паять трубы, то можно внутрь соединения поместить кусочек припоя с флюсом, и прогрев всё это дело, получить соединение с паяным швом изнутри.
Нагревать кстати можно и не одной горелкой и не только горелкой, а например в печи .
Латунью можно паять и медь, но лучше подойдёт специально сделанный для этого припой из сплава меди с серебром, также и железо можно спаять медным припоем, но латунь тут отработает лучше.
После пайки на шве останется и засохший флюс, его нужно отмывать.
делать это лучше в горячей воде с моющим средством, да и замочить на некоторое время не лишним будет.
Хоть я и пишу типа паяйте дома, но лучше всё же на открытом воздухе или хотя бы под вытяжкой, да и респиратор не помешает.
Теперь об особенностях пайки латунью
Пайка не разрушает детали в отличие от сварки, то есть мелкие и тонкие детали можно прожечь, только если ну прям ооочень постараться.
Для пайки мелочи не нужно много оборудования.
Для пайки крупных деталей оборудование нужно уже посерьёзней.
Не нужно долго учиться.
Неудачное соединение легко переделать, так же как и починить сломавшееся.
Латунь и сталь имеют разные цвета, то есть изделие для красоты обычно нужно покрывать либо краской, либо гальваническими покрытиями.
О прочности слышал мнение, что любая пайка фуфло, по сравнению с прочностью сварки.
Просто приведу примеры где используется пайка латунью.
Резцы из твёрдой стали на круглой пиле которой пилят дерево, обычно напаяны латунью.
Также как и токарные резцы по металлу.
А ещё на пайке иногда собирают рамы велосипедов.
Ну в общем это просто тип соединения деталей, который не очень известен. Можно дырку на глушаке запаять, или станок из гвоздей собрать. Тут уже от фантазии применяющего зависит.
Ну и да, экскюзе муа за шакальность.
Тонкие трубки из латуни в любом строймаге можно найти. Если набить их борной кислотой — получится аналог порошковой проволоки для MIG/MAG?
Немного необычный вопрос, есть старая двадцатилетняя Тойота у которой сифонит место стыка выпускного коллектора и двигателя в следствии чего неправильная смесь. Можно ли теоретически спаять латунью чугун и сталь? Менять прокладку не резон, т.к. шпильки там уже наверняка нужно высверливать, а это снятие двигла.
Добрый день. В 90х у бабушки был половник запаянный подобным образом. Я в силу возраста не вникал в данный метод соединений. А со временем принял за должное. Половник был запаян соседом в 70х или 80х подробностей не смогу уже узнать, а вот качество видно и сейчас. Используется ежедневно в подсобном хозяйстве.




Индукция
Индукционный нагрев и закаливание шестерён.

Как в Пакистане делают звездочки для мотоциклов
Они вообще походу всё могут сделать.
О закалке стали 2
То, что закалка изменяет свойства стали не заметить трудно. И в соответствии с житейской логикой, если изменяются одни свойства, то, скорее всего, меняются и другие. Поэтому изменение свойств стали после закалки в головах наших предков значительно расширило свои границы.
Закалка стала обрастать мифами и легендами. Действительно, что мог подумать какой-нибудь солдат из афинского войска глядя на то, что одна рана после пореза заживает быстро, а другая, даже меньшая, гноится и воспаляется?
Если в середине 19 века акушера, профессора Игнаца Филиппа Зиммельвейса «просвещенные европейцы» насильно упекли в психушку и забили там до смерти за то, что он предложил врачам хорошенько мыть руки перед операцией, то что говорить о жителях далеких эпох? Микробы – это точно не про греков.

Приведу немного цитат из седьмой главы ремесленного трактата 12 века под авторством Абу-л-Фазл Хубайши Тифлиси (Персия) «Описание ремесел».
«Закаливание меча. Если кто-либо захочет так закалить клинок, что он будет рубить все что им не ударить и станет очень острым, пусть смешает желчь барана с мочой осла и закаливает в этой смеси клинок. После этого клинок будет рубить все, что не ударить и станет очень опасен».
Все эти заморочки и пляски древних вокруг обычной закалки — только из-за низкого качества стали, ее неоднородности и, зачатую, малого содержания углерода. Что такое углерод и как он влияет на свойства стали старые мастера, конечно, не знали. Однако давали вполне вменяемые рецепты, не понимая основ и механизмов происходящих при этом процессов. Из упомянутой выше книги.
«Превращение мягкого железа в сталь. Если кто-либо захочет превратить мягкое железо в сталь, пусть сначала его расплавит, а когда оно расплавится на огне, смешает корки кислого граната и желтого миробалана и посыплет этим — железо превратится в хорошую сталь».
Здесь вполне внятно описан процесс науглероживания стали, где в качестве карбюризатора использованы корки граната. Как собственно и моча – раствор солей увеличивающих скорость охлаждения закаливаемого изделия.
Жаль только, что железо расплавить в то время было нельзя – технологии не позволяли. Засыпать все в тигель и науглеродить – да, кинуть корки в расплав железа – нет.
Все рецепты мастера тщательно хранили, потому как от этого зависели их заработки и, значит, благосостояние. Пишут, что знаменитый японский мастер Масамуне тут же отрубил руку своему приемному сыну Самонджи, от чего тот умер. Отрубил за то, что Самонджи во время закалки мастером клинка сунул руку в воду, чтобы узнать ее температуру. Еще пишут, Мастер Масамуне был очень добрым человеком.
Еще парочка рецептов от Хубайши Тифлиси, чтобы понять всю глубину тех изысканий.
«Закаливание любого клинка. Если кто захочет так закалить клинок, чтобы место куда он ударил, не заживало бы и превратилось в свищ, пусть смешает кровь собаки, человеческую мочу и сок лука-порея и пропитает этим старых хлопок. Затем накалит на огне клинок, обернет этим влажным хлопком и составит на три дня в горячем навозе. Потом пусть вынет и пользуется».
На первый взгляд кажется бессмыслицей, однако навоз – это очень агрессивная среда, заставляющая сталь усиленно корродировать. В появившиеся микропоры попадает питательная среда из состава обмазки и навоза, в которой активно размножаются патогенные микробы.
Это вам напоминание про «полезность» дола на кухонных ножах или тех охотничьих ножах, которыми время от времени разделывают пищу.
Кстати, рецепт закалки топора для незаживающих ран отличается от рецепта закалки ножа. Разительно. Рецепт закалки острия копья тоже не плох.
«Если кто захочет закалить копье так, чтобы раненый им за час почернел от раны и погиб, пусть возьмет осиные яйца, сожжет их, смешает с кровью осла и все это прокипятит в воде. Потом станет закаливать в этом наконечник». И, конечно, рецепт закалки меча для таких ран совершенно другой.
В книге собрано более десятка рецептов закалки стали. Можно как-нибудь рассмотреть их все и поискать зерна рациональности…
Еще рецепт зонной закалки, но уже не такой старинный как прошлые.
«Как известно, стали можно придать путем особой закалки такую твердость, что она будет резать стекло, подобно алмазу. Но не всем известно, что существует очень простой способ для придания стали такой твердости. Шило, лезвие ножа или другой инструмент накаливаются добела и тотчас же погружаются в обыкновенный сургуч на одну секунду. Эту операцию повторяют беспрерывно, выбирая каждый раз для погружения свежее место в сургуче, до тех пор, пока сталь не остынет и не будет больше входить в сургуч. Тогда процесс закалки считается законченным. Остается снять приставшие частицы сургуча. При употреблении закаленного таким способом острия или лезвия из стали рекомендуется каждый раз смачивать их скипидаром».
Думаю, дефицитный сейчас сургуч можно попробовать заметить парафином, так как температура плавления у них примерно одинаковая около 60 у сургуча и 65 – 80 у парафина. Правда плотность разная.
Современные мастера не отстают от мастеров прошлых веков и придумывают все новые и новые рецепты, для своих дамасков и ламинатов. Эти изыскания оплачивает в конечном итоге покупатель. Покупатель всегда все оплачивает.
Вот, взять к примеру известные и популярные «канатные тесты» на результаты которых покупатель и ориентируется. Он думает, глядя на результат тестов, что купит себе у победителя прочный нож, который не будет тупиться дольше других? А вот фигушки. Давайте разбираться, так как заголовок статьи к этим тестам имеет самое прямое отношение.
Вообще, среднестатистический пользователь почему-то думает, что «канатный тест» придумали мудрые ученые. А это совершенно не так. Ученые, да и известные мастера, как раз предостерегают людей ориентироваться на результаты нарезки канатов. И причин тут даже не одна, а целых две. Серьезных таких причин.
Так как пока никто не взял на себя обязанности летописца истории нашей современной ножевой индустрии, то попробую побыть им немного.
Итак, всего лишь двадцать лет назад никаких таких канатных тестов не было. Мастеровой народ и любители ножей тихо-мирно поживали себе на форумах и неспешно обсуждали всякие пришедшие в голову мысли – свои и коллег. Ножевой мир тихо варился в собственном соку, словно папоротники в болотах девонского периода палеозойской эры.
И тут бац…Нет, не метеорит, а так называемые «дамаско-булатные войны» – первая и вторая. Умолчу пока об их причинах, как и об основных участвующих сторонах, нам главное — результаты этих жестоких сетевых баталий. У каждой войны есть результат, и у этих войн он был, причем довольно значимый.
Во-первых, уютно угнездившуюся на ножевом Олимпе публику из известных мастеров спустили немного пониже — они стали ближе к народу. Во-вторых, в России резко увеличился интерес к булатам, что повлекло за собой появление целой плеяды новых мастеров работающих как с дамаском, так и с булатом.
В-третьих, чувствительный пинок расслабившимся мэтрам заставил их зашевелиться и выдавать на гора уже совершенно другие по качеству и сложности работы.
В общем, ножевой мир всколыхнулся и задумался, а что же мы делаем? Вот тут и возникла идея проверки ножей на качество. Предлагались самые разнообразные варианты от забугорных тестов типа прокатки режущей кромки по латунной трубке (одно время популярный тест), до рубки проволоки и постройки специальных механизмов.
Думали, думали и придумали резать ножом что-то такое, что быстро его затупит. В качестве такого материала был выбран… а вот и не угадали – войлок. Все резали войлок и делились результатами друг с другом. Однако, валенки быстро закончились, да и войлок у энтузиастов часто был не той системы, поэтому народ опять напряг мозги.
В итоге кто-то шибко умный посоветовал канат. Желающие могут покопаться в архивах ножевых форумов и найти точную дату данного события. Предлагаю этот день сделать всенародным праздником и выходным.
Первые публичные тесты прошли в Москве при небольшом скоплении народа. Результаты многих озадачили, так как в тестах участвовали клинки от известных мастеров и они первые места не заняли, как ожидалось. Это был шок. Все чесали репу и тихонько обсуждали случившееся. Мастера искали оправдания, хотя надо было просто забить и послать.
Один публичный тест, другой и тут кое-кто просёк, что это же золотое дно! Нахрена годами набирать авторитет, пробираясь к вершине Олимпа, когда туда можно пройтись прямо по головам наших мэтров ими же любезно подставленными. И люди пошли…
Этот лохотрон выглядел так: собираем кучу ножей известных мастеров и брендов, делаем свой нож для резки канатов — и мы в дамках. Покупатель видит, что наш нож перерезал всех и идет к нам, а вот тут-то мы и продаем ему за дорого (мы же крутые победили мэтров) всякую лабуду.
И ведь прокатывало. Потом, правда, в сети появлялись робкие вопросы купивших такие ножи: «А почему они не режут?». Только кто их слушал?
Мастера – не дураки, эффективных менеджеров раскусили быстро и на такие соревнования тоже стали выставлять свои канаторезательные ножи. Случались и казусы – закаленные до ужаса клинки ломались об мягкий канат. В итоге у нас появился новый вид спорта – резка канатов.
Для победы в нем требуется особый инструмент – специально закаленные ножи. То, что кроме как резать что-то относительно мягкое такими ножами ничего нельзя, это никого не смущало и не смущает – главное победа и имя в первых строчках рейтинга. Чтобы набрать большую твердость не так давно некоторые шли на всякие ухищрения, и даже обрабатывали сталь в жидком азоте.
Маркетинг набирал обороты…
Частенько то, что их ножи участвуют в тестах, мастера даже не знали. Более того: как точили их ножи, у кого взяли, для чего данный нож предназначался никого не волновало – главное чтобы клеймо стояло. Да и о результатах тестов их участники (посредством своих ножей) порой случайно узнавали от клиентов или же еще кого-то.
Как сделать нож-победитель для резки канатов? Не сложно – нужно закалить его на максимально возможную твердость. Желательно если клинок будет из легированной карбидообразующими элементами высокоуглеродистой стали. Угол заточки можно делать большим, так как проверяется не качество реза, а его продолжительность. То, что ножом будет трудно заточить карандаш – не важно: канат-то он будет пилить очень долго.
Если такой нож уронить на бетонный пол, то он, скорее всего, расколется. Но низкая прочность окупается износостойкостью лезвия. В поход такой нож брать тоже не стоит, но кто сейчас в походы ходит? Настоящие такие — дней на несколько в отрыве от цивилизации?
А вот что писал профессор Колчин, советский историк и археолог о том, каким должен быть хороший нож. Ориентируясь на эти упомянутые качества мастера и проигрывали канатные тесты, пока за ум не взялись.
«Переходя к технологии изготовления, определим, каким техническим требованиям должен отвечать нож в эксплуатации. Этих требований три. Первое – максимальная твердость острия лезвия, способная удерживать остроту, второе – вязкость клинка, позволяющая лезвию при изгибах и ударах не ломаться, и третье – возможность восстановления затупленного лезвия».
Получается, что благодаря тестированию на канате у нас в ноже осталось только одно ему нужное требование – максимальная твердость острия». Хорошо это? Нет, конечно, но других ориентиров у покупателей нет. Интересуясь свойствами клинка, покупатель ориентируется только на твердость. Это заставляет изготовителей гнаться за ней, как за убегающим горизонтом и конца этой гонки не видно, потому как окружающая среда все меньше требует от ножа двух следующих качеств: ударной вязкости и способности к быстрой заточке.
Гай Плиний Старший (род в 22-24 году н.э.) «Естественная история…» (1810 г. издания)
«Железные рудокопи находятся почти везде… Разности железа многочисленны… Некоторые земли дают токмо мягкое, к свинцу подходящее железо, другие хрупкое и рудянистое, коего в употреблении на колеса и гвозди избегать должно… (запомните эти слова). Иное скорее ржавеет. Между всеми же имеет преимущество Серическое железо… второе место заслуживает Пароское. Другие виды железа не переделываются в чистую сталь, но получают примесь мягчайшего железа… Тончайшие железные вещи обыкновенно закаливаются в масле, дабы от воды они соделались до хрупкости крепкими».
Заметили, никакой заморочки с закалкой. Закаливали, как и сейчас, обычно или в масле или в воде. И даже древние греки знали, что крепкий нож может быть хрупким, только вот современным покупателям это невдомёк. Или не нужно совсем – ему и так пойдет. Это в прошлом требовались и другие свойства оружия.
Об этом писал в середине 19 века поручик Максимов в своем наставлении «О распознании достоинства холодного оружия».
«…Здешние клинки, не уступая ни в чем знаменитым азиатским. Разве только затейливостью узора, в некоторых, очень важных отношениях имеют большое преимущество, так например гибкость, вязкость и упругость. Обыкновенные качества здешнего оружия, совершенно чужды азиатскому. Все достоинство которого заключается в твердости и красоте узоров.
Но одна чрезмерная твердость клинка, достигающая иногда до того, что искусные бойцы перерубают ими оружейные стволы, в неопытных руках не принесет пользы, даже может быть вредна, ибо при избытке твердости металл может быть хрупок и тогда от случайного удара плашмя клинок разобьется на несколько кусков. Я был свидетелем подобного случая, бывшего в 1846 году в Собственном конвое Его Величества с знаменитою турецкою саблей, принадлежавшей моему товарищу, сыну шамхала Тарковского.
Твердость клинка может быть безусловно полезна в одном только роде холодного оружия в кинжале, но и тут гибкость никогда не будет лишняя».
А вот что пишет о твердости в своей книге «Секреты булата» наш известный мастер-оружейник Л.Б. Архангельский.
«Сама по себе высокая твердость не обеспечивает прочность клинка, ни стойкость его лезвия. (В самом деле, стекло твердое, но из-за полного отсутствия эластичности не прочное, поэтому делать из него сабли и ножи не следует)… Только сочетание твердости и прочности придает лезвию клинка в холодном оружии необходимую стойкость к истиранию и ударам». Кроме того, клинки должны иметь и некоторую упругость».
Были попытки сделать в канатных тестах вторую часть – испытание на излом и ударную вязкость, но, по понятным и описанным выше причинам это не прижилось. Действительно, какая такая ударная вязкость, если мы большей частью режем огурцы и помидоры не выходя из дома? Кстати, помидорный тест тоже есть.
Да стоит открыть любой учебник, как мы прочитаем:
«Предел прочности возрастает одновременно с ростом твердости до 48 – 52HRC, дальнейшее увеличение твердости вызывает резкое падение предела прочности. Это связано с изменением механизма разрушения. На первом этапе роста твердости разрушение вязкое, оно предваряется пластической деформацией, осуществление которой требует затрат энергии; на втором этапе разрушение хрупкое. Твердость режущих инструментов значительно выше 48 — 52HRC, поэтому повышение твердости материала, используемого для изготовления режущего инструмента, всегда сопровождается снижением прочности.
Прочность и ударная вязкость используемого материала должна назначаться из принципа достаточности – не должно быть выкрашивания режущей кромки и, тем более, поломки инструмента».
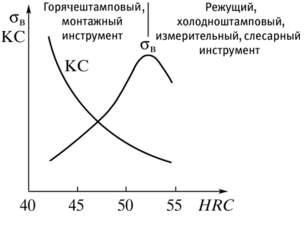
Рис. 1.4. Зависимость предела прочности (ов) и ударной вязкости (КС) от твердости (схема)
«Одновременное повышение и твердости, и прочности для инструментальных материалов реализуется весьма ограниченно. Это может быть достигнуто только для сталей и только до определенного уровня твердости.
Для прочих инструментальных материалов — сталей высокой твердости, твердых сплавов, режущей керамики, СТМ повышение твердости сопровождается снижением прочности. Это связано с изменением механизма разрушения. На первом этапе роста твердости разрушение вязкое, оно предваряется пластической деформацией, осуществление которой требует затрат энергии; на втором этапе разрушение хрупкое.
Зависимость между твердостью и ударной вязкостью принципиально одинакова для всех материалов. Увеличение прочности приводит к снижению ударной вязкости (см. рис. 1.4).
Эти закономерности определяют принцип выбора прочности и ударной вязкости инструментальных материалов. Эти характеристики должны назначаться из принципа достаточности — необходимо предотвратить локальное (например, сколы режущей кромки) и, тем более, полное разрушение инструмента (поломка)».
«Трещиностойкость характеризует способность материала сохранять свою работоспособность (не разрушаться) при наличии трещины. Чем выше твердость инструментального материала, тем меньше его трещиностойкость».
Так зачем клинку нужна твердость?
При резании режущая кромка ножа в результате работы подвергается истиранию и абразивному износу. Абразивный износ измеряется объемом V материала сошлифованного с единицы поверхности данным абразивом за единицу времени в данных условиях.
Существует определенная связь между износом V и микротвердостью H материала. Износ хрупких материалов, (а закаленная кромка ножа особенно для соревнований по резке каната материал хрупкий), обратно пропорционален квадрату их твердости.
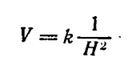
То есть, износ тем меньше, чем больше твердость. А это значит, что закаленным на большую твердость клинком можно сделать больше резов.
Вот только износостойкость не всегда польза. Затачивание основано на износе кромки до нужной толщины под влиянием абразива. Если кромка тверже абразива – заточить нельзя. Чем тверже нож – тем дороже абразив и дольше заточка. Как и чем затачивать твердый нож в полевых условиях? Да даже дома не все это смогут сделать сами.
Получается, что продолжи мы канатный тест во времени используя заточку по ходу испытаний, совсем не факт что выиграет тот нож, который победил на первом этапе. Пока его заточат, менее твердый успеет не только восстановить кромку, но и сделать некоторое количество резов. И чем дольше будут продолжаться соревнования, тем меньше шансов будет у твердых ножей – с каждым разом его правка будет занимать все больше времени. И в итоге нож придется нести в мастерскую, а более мягкий в это время будет продолжать резать.
Если бы гонки «Формулы-1» продолжались до первой заправки или первой смены колес, они точь в точь походили бы на тесты по резке каната. И в итоге мы увидели бы на трассе не привычные мощные болиды, а легкие шаткие трехколесные конструкции на велосипедных шинах. Вот в эту сторону пока и движется наша ножевая индустрия.
Как можно графически представить совокупные свойства ножа в зависимости от трех предъявляемых к нему требованиям?
Твердость – Т, затачиваемость – З и прочность – П, примем площадь круга и как нибудь оценим — дадим на каждое свойство пять единиц. В итоге сбалансированный по свойствам нож у нас будет иметь 15 единиц этих свойств.
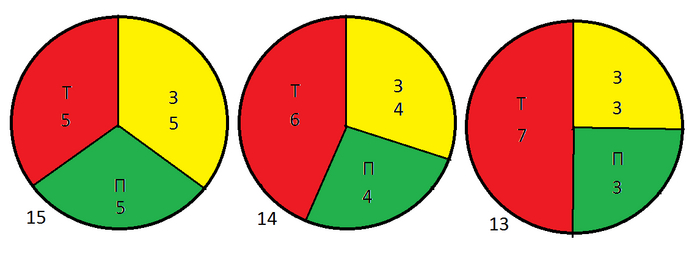
Увеличим твердость ножа. Увеличить можно только за счет других своств. Поэтому добавляя единицу к твердости мы по единице отнимем у прочности и затачиваемости. В итоге получим в ноже уже не 15, а 14 единиц своств.
Добавив еще единицу твердости, получим только 13 единиц общих свойств. Вообще-то давно пора было открыть закон сохранения свойств, так как свойства стали есть по сути энергия удерживающая структуры в стабильном состоянии. И выглядеть наша секторная диаграмма свойств должна так:

А дальше последует самое сложное и самое интересное: научно-практическая часть. В которой попробую на пальцах объяснить то, что нарисовано в этом, как многим кажется, кошмаре:
О закалке 1
Изготовление хоть ножа, хоть меча состоит из трех основных видов технологии. Первое – это получение самого металла, второе – получение изделия заданной формы и третье – термическая обработка изделия.
Изменение свойств металлов при термической обработке очень велико. А изменение свойств стали, так как речь сейчас идет именно о ней, просто громадно. Из мягкой и пластичной после закалки она становится твердой и прочной, причем иногда настолько, что изделие не усиливают какими-то способами, а тупо не закаливают полностью или применяют термообработку понижающую ряд полученных свойств.
Как простейший пример — клинки спортивного оружия. А теперь немного документов. Обращусь к Правилам вида спорта «Фехтование» утвержденным приказом Министерства спорта Российской Федерации от 08.08.2016 № 944.
В этих правилах обговаривается все до мельчайших деталей. Нам, в данном случае, интересны два параметра оружия: длина, толщина и жесткость.
1. Длина и вес.
Общая максимальная длина сабли – 105 см. Общий вес готовой к использованию сабли составляет менее 500 граммов.
2.1. Клинок сделан из стали; его сечение близкое к прямоугольному. Максимальная длина клинка – 88 см; минимальная ширина клинка 4 мм, она должна находиться около головки. Минимальная толщина клинка – 1,2 мм, и она также должна находиться ниже головки (рис.12).
2.2. Его конец может состоять из единого целого или должен быть завернут таким образом, чтобы образовалась головка, вид которой сверху должен представлять квадратное или прямоугольное сечение минимум в 4 мм и максимум в 6 мм; максимальный размер сечения должен находиться не более чем в 3 мм от окончания клинка.
2.3. Оконечность клинка может быть выполнена также в виде цельной головки; в этом случае он должен иметь такое же сечение, как и загнутое окончание клинка (рис.12).
2.4. Если клинок имеет изгиб, то последний должен быть плавным и не превышать 4 см (рис.13). Запрещены клинки, концы которых могут цепляться, и клинки, которые изогнуты в сторону лезвия.

. Допустимый изгиб клинка сабли.
2.5. Клинок сабли должен иметь гибкость, соответствующую стреле прогиба минимум 4,0 см и максимум 7,0 см, измеряемой в следующих условиях:
— клинок закрепляется горизонтально в 70 см от края головки;
— гирька весом в 200 гр. подвешивается в 1 см от края головки;
— стрела прогиба измеряется по концу наконечника между двумя положениями головки – нагруженным и ненагруженным (рис.8, стр.88)».
Ничего интересного не заметили в этом описании? Нет? Тогда еще одна картинка с размерами.
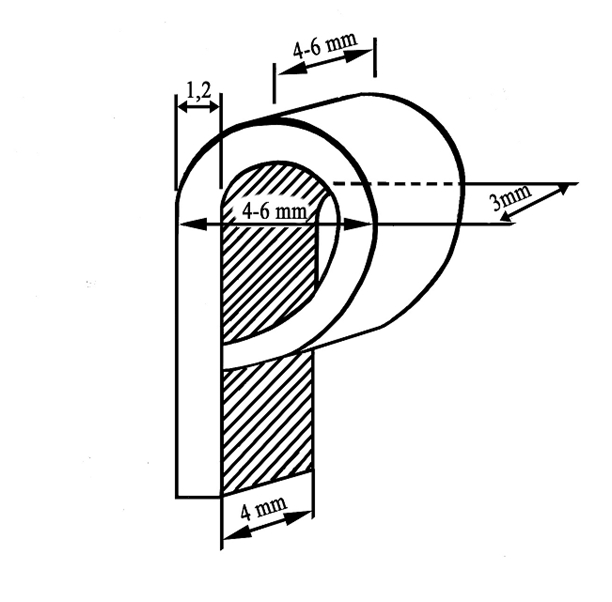
Это кончик спортивной сабли. Ширина клинка 4 мм, толщина 1,2 мм. Теперь возьмите линейку и отметьте на ней 4 мм и 1 мм. Не 4 см шириной как у некоторых сабель, а 4 мм. Не 6 мм толщины, а 1,2 мм. И такой узкой и тонкой полоской спортсмены не только наносят удары, но и парируют чужие.

И это притом, что спортивное оружие «недокалено». Вернее, оно термообработано так, чтобы не нанести травму сопернику — при сильном ударе клинок спортивного оружия согнется. Однако, можно закалить и посильнее.
Возьмите в руки широкую стальную линейку. Ее толщина даже меньше миллиметра, однако, если у нее заточить край – это будет довольно грозное оружие. При такой малой толщине, линейке хватит жесткости, чтобы нанести опасную рану. А теперь вспомните про что-то там «упрочняющий» дол и найдите для него место на этой сабле. Причем я специально отметил, что данному оружию термической обработкой «недодали» жесткости, чтобы не делать его травмоопасным.
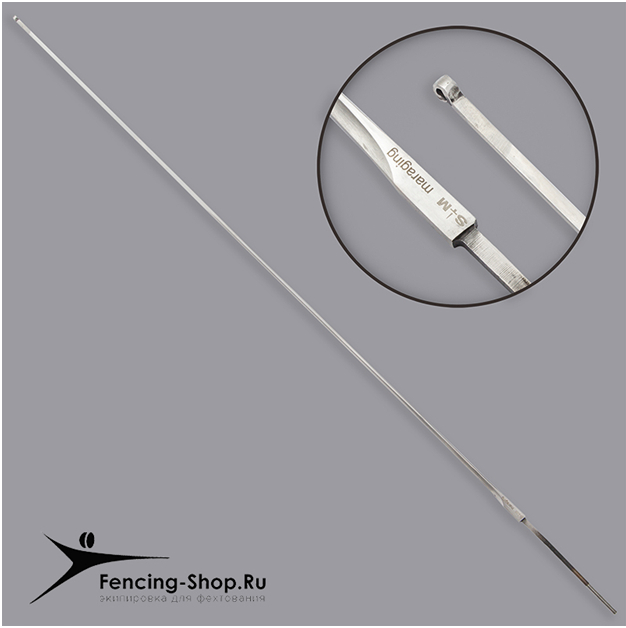
Клинок спортивной сабли.
Хотя говорить что все стали после закалки становятся тверже – нельзя. Например, некоторые «нержавейки» после закалки становятся мягче, но это уже частности, а пока о том, что и так всем известно.
И вот здесь начинается самое интересное. Дело в том, что многие пользователи закаленных изделий путают свойства после термической обработки со свойствами сталей разных марок. Чаще всего закаленными (термически обработанными, давайте под закалкой примем этот термин) у нас выступают ножи, с которыми мы имеем дело ежедневно. (Те же ложки и вилки тоже прошли термообработку, но немного другую). Поэтому часто можно слышать, что сталь, ну, допустим 65Г, хуже в клинках чем, например, Х12МФ.
Хотя после термической обработки первая может быть тверже второй намного, да и эта вторая при желании термиста станет вообще непригодной для использования в каком либо изделии. «Убить» полностью сталь закалкой сложно, но нет ничего невозможного. И чаще нам приходится сталкиваться не с неподходящей маркой стали, а с несоответствующей задачам термической обработкой.
И тут опять приходится бороться с тараканами в чужих головах, а все из-за того, что многие любители ножей, как и мастера эти ножи изготавливающие, путают закалку стали, прокаливаемость стали и неполную закалку стали. Все эти непохожие друг на друга термины смешались в кучу в их головах как кони и люди в доме Облонских.
Пример. После прочтения одной моей статьи, некий мастер по изготовлению ножей очень расстроился из-за того, что я якобы нелицеприятно высказался о современном ламинате (и дамаске) после закалки теряющем смысл.
Суть в том, что на центральный слой и на обкладки мастера используют стали популярные и хорошие, но после термообработки имеющие примерно одинаковую твердость. В качестве контраргумента мне привели клинок, изготовленный из У8 – центральный слой и 95Х18 – обкладки.
95х18 нержавеющая сталь и конструкция ножа, как и выбор материалов на первый взгляд кажутся идеальными – углеродка режет, а «нержавейка» усиливает механические свойства и уменьшает коррозию.
На вопрос как 95х18 «усилит» клинок обычно ссылаются на справочник, в котором указана температура ее закалки – 1050 градусов (температура закалки У8 – около 800 градусов). По логике мастеров, а такой пакет как оказалось довольно популярен, нержавейка получит частичную закалку или не закалится вообще, что сделает обкладки из нее более прочными и вязкими. На практике ничего такого не получится, а выйдет совершенно наоборот. Более того, ударная вязкость обкладок может стать меньше, чем у центрального слоя при закалке от 800 градусов. А все потому, что мастерами в данном случае попутаны свойства сталей после изотермической закалки и коррозионная стойкость сталей, в частности нержавейки.
Почему так получится, объясню ниже, хотя мифов в головах мастеров бродит множество и они частенько делятся ими со своими клиентами. Например, рассказами о том, как быстро углерод «перебегает» из одного слоя стали в другой. Тут вообще слово «диффузия» — забыто, а от чего она зависит мало кто знает, так как страницы учебников пошли на самокрутки или потрачены на растопку горнов.
Вообще, тема диффузии и как разные элементы в стали на нее влияют очень интересна. Интересна тем, что на способности углерода глубоко диффундировать (проникать) в железо базируются некоторые методы получения самой стали или ее упрочнения. Цементация стали – древнейший способ ее получения, имеющий как свои достоинства, так и существенные недостатки.
Представляете, если некоторые современные мастера изготавливающие ножи незнакомы со всеми «тайнами» закаливания сталей, то что говорить о мастерах древности? Именно в древности родилось великое множество мифов о закалке, часть из которых дошла и до нас. Более того, в эту часть мы свято верим, хотя обычный критический взгляд на миф его тут же рушит.
Давайте немного пройдемся по мифам, но перед этим о том, что же их вызвало, хотя если вы прочли прошлые статьи, прекрасно это знаете – никакое качество стали тех лет, а вернее наличие такой вредной примеси как фосфор. Фосфор вызывает хладноломкость стали, даже железо с фосфором становится хрупким. Были времена, когда железо считалось хорошим, если его можно было согнуть в обруч для бочки. Я не буду повторяться и приводить цитаты из первоисточников – они есть в прошлых статьях, как и данные по наличию фосфора.
Неоднородную сталь да еще с фосфором хорошо закалить трудно, так как после закалки вязкая сталь станет хрупкой сама по себе, а наличие фосфора сделает ее «стеклянной». Хотя древние греки проблем с закалкой не испытывали и калили клинки как и сейчас в масло. Но вот когда закончились их качественные руды…
В книге Дж. Р. Толкиена «Властелин колец» в части «Хоббит» упоминается тройная закалка наконечников копий гномов. Здесь, видимо, сработала «житейская логика» как и в случае с 95х18 на обкладках. У гномов: «чем больше раз закалим, тем большую твердость получим», у наших мастеров: «если недогреем, то получим меньшую твердость».
В первом случае мы можем получить растрескивание клинка, так как в процессе закалки возникают огромные напряжения. И если в стали есть сера или фосфор, то при бесконечных закалках мы, в конце концов, сломаем клинок. А если у нас сталь неоднородна, да еще с непроварами?
Как-то я решил испытать сколько закалок выдержит пруток из У8. Где-то в районе десятой он лопнул вдоль (не поперек) и я получил две почти ровные длинные половинки. Я уже писал про звенящие клинки после закалки и ссылался на видео, где в замедленной съемке показано как извивается закаливаемый в воде клинок, пытаясь это проиллюстрировать.
Кстати, Толкиен упоминает в своих произведениях еще один меч На́рсил, который был разбит на шесть частей и затем перекован в новый меч Анду́рил.

Интересный факт: кузнец-консультант принимавший участие в создании фильма усомнился в том, что в ту эпоху была возможность как-то сварить обломки меча в единое целое. И я так думаю. И даже мастерство кузнецов-эльфов здесь бы не помогло. И сейчас нет таких технологий у кузнецов, кроме как сварить все вместе электросваркой, а потом зачистить болгаркой швы. Можно только осторожно сварить куски металла в кучу наподобие уклада и уже из бруска оттянуть новый клинок.
Кстати, то, что меч развалился на части, говорит о «перекале» или некачественной стали. Да и вообще этот меч очень прост по конструкции – нет никакой вязкой сердцевины – одна сплошная закаленная на одинаковую твердость железка. У хорошего меча могло выкрошиться лезвие, но лопнуть на несколько частей – явный брак гномов. Ладно – сломался, но не развалился же…
Многие, наверное, слышали про закалку мечей в моче черных козлов или рыжих мальчиков и, вполне возможно, посмеялись над этим. А зря. Моча – это солевой раствор, а в этой среде скорость охлаждения стали в некотором интервале температур гораздо выше.
«В 10-процентном водном растворе поваренной соли скорость охлаждения стали в области трооститных превращений (500-600°С) в два раза больше скорости охлаждения в пресной воде. А в интервале 200-300 почти как у пресной воды. Это преимущество водных растворов солей используется в практике термической обработки»
А вот закалка в теле рабов – явный миф. Обычно пишут, что для того чтобы хорошо закалить меч нужно раба-нубийца долго и упорно откармливать. А потом вставить раскаленный меч ему в зад. Что-то в этом конечно есть, потому как поначалу скорость охлаждения будет высокой, а потом, по мере обгорания и налипания внутренностей на сталь уменьшится, что вполне выгодно. Однако так меч золотым выйдет. Рабы они ведь не от грязи заводятся. Чтобы доставить раба работоспособным в мастерскую это немало труда и средств надо затратить. Недаром, мечтая о светлом будущем и прекрасном далеко, Аристотель видел у каждого гражданина по три раба. А тут ценный ресурс для какой-то закалки разбазаривается…
И вообще мы упускаем такой существенный момент как коробление стали. Неоднородную сталь сильно коробит (а однородную раньше и взять было негде) поэтому после закалки необходимой операцией было выпрямление закаленного клинка.
Еще один не выдерживающий критики миф про то, как казаки закаливали клинки.
«В давние времена таким же способом закаливали кинжальные клинки кубанские казаки. Во время инициации — посвящения молодого казака в воины, он должен был несколько раз воткнуть в землю раскаленную заготовку своего личного кинжала».
Давайте разбираться. Если и был такой обычай, то он никак не связан напрямую с закалкой. С болью, как и всякая инициация – да, с термообработкой – точно нет. Во-первых, нет такого понятия «личный клинок». Сегодня клинок один – завтра казак побогаче купит. Во-вторых, после втыкания раскаленного клинка в землю – он будет весь кривой.
Тут на углях нагревая под закалку стараешься расположить так, чтобы пустот не было и искривления во время нагрева под собственным весом, а здесь раскаленный — и в землю. Да его и не воткнешь – согнется, не говоря уже о том, что не закалится.
А вот порассуждать о том, что раскаленную заготовку как-то надо держать – смысл есть. Пересилить боль какое-то время – это в порядке вещей при любой инициации. Выдержал боль – ты мужчина. Нет – готовься к следующему разу.
Все это опровергает еще один миф о закалке: закалке на скаку.
«Кузнецы передавали раскаленный клинок всаднику и тот мчался на резвом скакуне по горным долинам, размахивая клинком… Некоторые мастера закаливали таким образом клинки сабель только ранним утром, пока не сошла ночная роса и воздух прохладен и влажен, другие же дожидались тумана, когда воздух густо насыщен мельчайшими капельками воды».
Красиво, романтично, но невыполнимо. Итак, нагреть клинок нам нужно до 850 градусов максимум. Затем взять его клещами и быстро донести до газующего на месте всадника.
А как еще, это только в кино и на картинках мечи уже с готовыми рукоятями куют.
Нести нужно бегом, потому как сталь быстро остывает, и если остынет до 727 градусов, закалить мы ничего не сможем.
У всадника тоже должны быть клещи – он же не инициацию проходит – и этими клещами он должен ловко ухватить клинок и, тронув поводья, начать клещами размахивать. Правда уже не так красиво и романтично выглядит? А пока все это делается, ни скакать, ни размахивать уже и не нужно – остыло всё.
Еще один миф – это прижигание ножом ран и укусов змей и жарка мяса на кончиках кинжалов или саблях. Эту фигню часто можно видеть в кино – тоже романтично и брутально. Однако нагрев стали выше 150-200 градусов вызывает изменение ее свойств достигнутых ранее термообработкой. Нагрев до красна делает сталь такой же, как и до закалки – то есть мягкой пластичной.
В этой части старался избегать специальных терминов, они в следующей, как и то, почему же обкладки из 95х18 не работают и что мы измеряем на канатных тестах.
Процесс пайки на который приятно смотреть
Азы ножеделия
Эпиграфом к этой статье лучше всего подойдет испанская поговорка: «Сон разума рождает чудовищ». Незнание базовых вещей рождает чудовищные заблуждения или мифы. То, что напишу ниже должно быть известно большинству тех, кто держал в руках нож – я так считал. Оказывается — заблуждался и поэтому начну с азов, чтобы перейти к следующей теме.
Итак, ножи, как и холодное оружие или инструмент можно делать двумя способами.
Методом пластической деформации.
Резание, как способ обработки металлов, получило широкое распространение с конца 19 века с появлением электричества и различного рода механизмов. До этого времени была распространена обработка металла давлением, то бишь, ковкой.
«КО́ВКА, способ обработки металлов давлением, при котором в результате однократного или многократного воздействия инструмента нагретая до пластичного состояния исходная заготовка приобретает заданные форму и размеры, а также формируются требуемые структура и свойства. Получаемое К. изделие называется поковкой».
Поковка от кузнеца поступает другому мастеру, в нашем случае шлифовальщику. Чтобы получить за поковку деньги, а не в бубен, кузнец должен был передать поковку в наиболее приемлемом для следующей операции виде. Отсюда и растут ноги у баек (хотя немалая доля правды в них есть) что некоторые кузнецы, в частности кавказские, могли так оттянуть лезвие клинка, что после ковки оно шло прямо в заточку.
Я сейчас не буду говорить о приемах ковки — я их касался в прошлых статьях – пока покажу только разницу между двумя технологиями, а вернее последствиями из этого вытекшими.
Старинный клинок – это всегда в сечении треугольник – клин. Это вы помните. И это не прихоть кузнеца и не расчеты ведущих специалистов тех лет – так было проще сделать клинок. То, что такая форма для ножа наиболее оптимальная – это уже «довесок» к технологии: так вышло, что поделать? Разобрать этот момент можно в отдельной статье.
Когда-то первый кузнец, выточив спуски на своей откованной полосе, наверное, краснел, называя этот нож кованым, но сейчас – нет. Это в порядке вещей. Хорошо если добавят: «из собственноручно кованой полосы».
А вообще, нет никакой разницы: откуют вам полосу в кузне или на заводе из одного и того же кругляка. Вернее, я бы выбрал заводскую – гарантий качества больше. А если нет разницы – зачем вообще ее ковать? И не куют. Вырежут спуски – набьют молотком ямки на плоскости – вот тебе и кованый нож.
Никаких ямок после ковки быть не должно. Ямки – это брак, вернее, обман. Вмятины – следы от молотка, если и останутся, то только с одной стороны клинка. Дело в том, что другая его половина лежит на ровной наковальне и выравнивается во время ковки. Наковальня выполняет роль специального кузнечного инструмента – «гладилки», служащего как раз для выравнивания поверхности после ковки.
То есть, если на клинке остались «следы ковки», это значит, что у кузнеца или руки из задницы растут, или он великий пофигист.
На фото ниже следы ковки на поковке с одной стороны. Следует учесть что это недоделанное изделие и поверхность в дальнейшем подравняется.

А на этом фото, та же поковка с другой стороны. Несложно заметить, что поверхность ее –гладкая.

Часто фактура, оставленная на обухе клинка и выдаваемая за следы ковки, является следами пережога металла. Есть такой способ «декорирования» или «старения» поверхности: железную полосу «жарят» в раскаленных углях некоторое время. В местах соприкосновения с углем образуются неровности – металл сгорел (окисление пошло вглубь по границам выросших зерен) их и выдают за… да за что угодно. Иногда даже за булат выдают такую пережженную сталь.
Вот какую историю однажды рассказал мне мой коллега из-за рубежа.
«Для мечтающих иметь нож со следами ковки. Пару лет тому я участвовал в демонстрации традиционной художественной ковки. Один из посетителей оказался профессиональным кузнецом обучался в Англии и там работал по профессии. На момент моей с ним встречи этот человек имел возраст – 80 лет. Посмотрев на изготовленные мной поковки, старый кузнец упрекнул меня что я «пишу своё имя на поковках» и такие ошибки, когда он учился кузнечному ремеслу принимались за брак. Я попросил объяснить, что означает «писать своё имя на поковках?». Кузнец сказал мне, что на поковках, которые я изготовил, осталось много следов от ручника (кузнечныи́ молоток) поэтому поковки выглядят грубо. С благодарностью вспоминаю упрёк старого английского кузнеца и больше не «пишу своё имя на поковках».
А вот другой комментарий: «На самом деле следы ковки ровные остаются, почти как прокат, все остальное, что иногда приподнялся — это искусственное «долбление».
Почему же клинки в старые времена не вытачивали. На это есть две веские причины: металл был дорог, не было оборудования. Да если вспомнить не такие уж и далекие времена – конец прошлого двадцатого века – то окажется, что не у каждого в гараже имелось электрическое точило.
А что тогда говорить о веках, когда и электричества не было? Вот что представляло собой простейшее точило того времени. Такие точила на полотнах старых художников можно наблюдать вплоть до 19 века.

Много на таком вы наточите ножей?
С напильниками тоже дела обстояли неважно. Если для напильников по дереву сталь почти любая годилась, то для инструмента по железу – только качественная. Да и нашли этих напильников в раскопах совсем чуть-чуть.
Более того, до конца 14 века насечка напильников была однорядной, пока в в конце 14 века в Нюнберге не появился напильник с перекрестной насечкой. На Руси напильники с перекрестной насечкой появились не позднее 12 века. Примером могут служить находки из Вышгорода.
Вот, что пишут ученые-историки про напильники с однорядной насечкой.
«Работать с таким напильником было очень трудно, и особенно тяжелой работа стала тогда, когда по мере специализации ремесла мастер начал пользоваться напильником постоянно, как основным инструментом».
Представляете, какого труда стоило бы древнему умельцу изготовить трехслойный клинок, пользуйся он современным способом – выпиливания его из полосы?
Стоить добавить, что и точил-то немного нашли. А те, что нашли с древней кузницей и связать не удалось.
Вот на этой картине точило у кузнеца задвинуто куда-то на задний план. Вряд-ли он им часто пользовался.
Обратили внимание, что кузнец здесь не «качок», а обычный сухенький дедок? То, что кузнецы поголовно ребята мускулистые – еще один миф, который не мешало бы разобрать.
Долгие века зубило заменяло древнему мастеру ленточный гриндер. Технологии резания, конечно, развивались, но соперничать с традиционной технологией обработки металла давлением не могли. Не могли до тех пор, пока в один прекрасный момент не открыли электричество… да и стали стало вдоволь. Теперь можно пустить в отход больше половины заготовки – и это будет приемлемо.
Стал бы кто точить спуски на полосе имея под рукой даже такое приспособление?
Обработка металлов резанием быстро потеснила существовавшие тысячи лет способы пластической деформации и теперь занимает довольно большое место в способах производства изделий из металла. В производстве ножей сейчас, наверное, 90% работы – это обработка металла резанием. А еще 200 лет назад резание занимало от силы 5-10% — остальное это обработка металла способом пластической деформации.
Здесь уместно понимание «технологичности» тех или иных способов в тех или иных условиях. Не все историки-оружейники знают что такое пластичность, красноломкость, хладноломкость, коробление, свариваемость, жидкотекучесть и т.п и они никогда не берут в расчет эти явления, рассуждая об эволюции оружия. Хотя и сам термин «эволюция оружия» не всегда правомерен и выполняется только в определенных условиях. То есть, основная причина изменяющая оружие – это окружающие условия, а не «идеи».
Вопрос этот конечно сложный и категоричного ответа не имеет, требует детального рассмотрения, хотя, будь ты трижды Леонадо да Винчи, но если нет условий для реализации твоих идей – идеи не будут воплощены в жизнь. Если нет условий для появления высокотехнологичных технологий резания, металл будут обрабатывать методом пластической деформации. Но это работает и в обратную сторону: если условия позволяют резать, а не ковать – будут резать. По этой причине ножи сейчас не куют, а вырезают из полосы. И был прав, по сути, один наш производитель и конструктор ножей сказав, что нож – это заточенная пластина. Ножевая публика, конечно, оскорбилась, но возразить ей было нечем.
Сейчас нож – это заточенная пластина. Время такое, так сложились условия. Я уже давал ссылку на производство ножей на заводе, но сейчас распишу все детально.
Если бы у оружейников была Библия она начиналась бы словами: «В начале была полоса…».
Так вот сейчас на заводе из полосы (или листа) штампом вырубаются заготовки под нож. Секунда – заготовка. Секунда – заготовка.
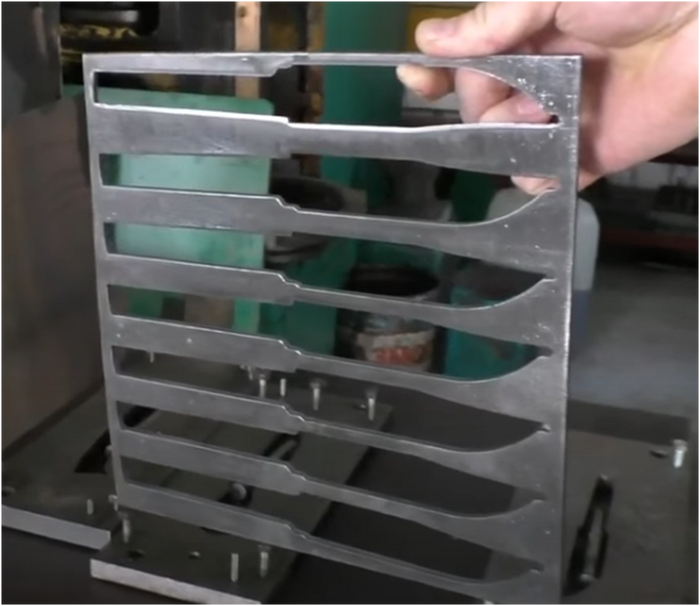
На изготовление такой заготовки и у древнего кузнеца ушло бы полчаса. Хотя и сейчас у современного мастера из небольшой мастерской на этой уйдет не меньше времени, хотя он пользуется гриндером. Дело в том, что у мастера в небольшой мастерской нет тех условий, что есть на заводе. И на ту работу, что делает штамп, современный мастер тратит в сотни раз больше времени. А дальше — еще хуже. Посмотрите, как на заводе делаются спуски.
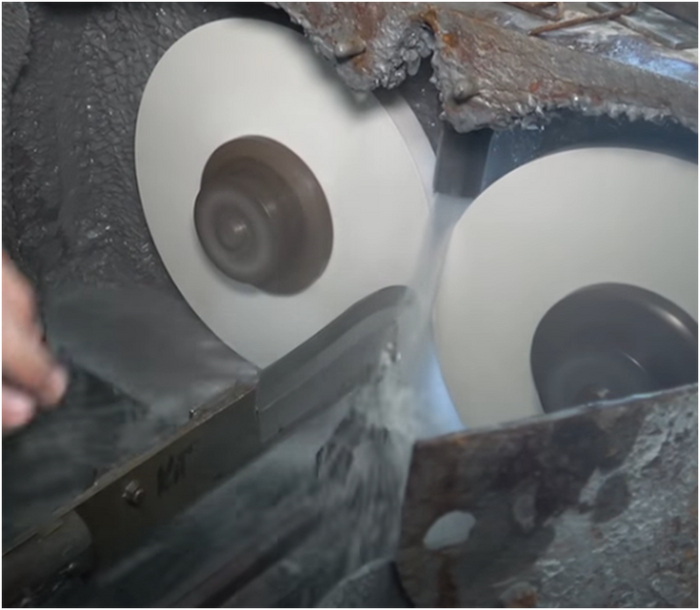

Сунул рабочий заготовку в станок – через пять секунд спуски готовы. Ровные, аккуратные. За смену сотни ножей с такими спусками уходят к покупателям. Покупатель привык к такому виду ножей и требует от мастера из мастерской того же. Да и условия у такого мастера ограничены: есть у него точило или гриндер и даже ковать он не может. То есть, не выточив спуски, он не сделает нож. Условий – нет. Вернее они есть, но другие, чем на заводе. И приходится мастерам изобретать всякие приспособления, годами набивать руку, чтобы за несколько часов труда сделать то, что на заводе делают за 5(!) секунд.
На специализированных форумах сотни страниц посвящены обсуждению этой самой важной сейчас для мастеров-ножеделов теме — вытачиванию спусков на полосе. Люди делятся советами, выкладывают чертежи приспособлений.
Приспособления для вытачивания спусков. Их сотни видов. Если когда-то в почти каждой оружейной мастерской считалось необходимым и статусным иметь собственный механизм запирания стволов, то теперь почти каждый мастер изобретает приспособления для вытачивания спусков. Даже я делал.

И рад бы, наверное, оттянуть спуски наш кузнец, да муторно это. Не всякому и по силам. Вернее, выточить гораздо быстрее. Понимаете? Тут вступает в роль фактор быстроты изготовления. Чем быстрее – тем меньше себестоимость.
Это не культ карго – точить заводские спуски – просто у современных мастеров условия такие. С одной стороны давит покупатель, который даже не представляет что можно по-другому, а с другой — наличие определенных орудий производства.
Иногда доходит до смешного — кузнеца заставляют точить спуски на поковке, когда он может просто их отковать прямыми. Но и тут «собака порылась»… Отковать можно, но трудно.
Поэтому откует кузнец полосу, даже для прикола хвостовик оттянет, придаст ей форму ножа и начинает точить спуски — имитировать заводской ширпотреб. Ширпотреб здесь не несет негативного оттенка. Просто завод делает вещи для широкого потребления.
Шлифование заготовок на заводе. Мастера тратят на это чуть ли не дни.

Кстати, если нужно что-то индивидуальное, станок вырежет это без проблем.

Теперь, надеюсь, понимаете, почему форма современных ножей отличается от формы ножей старых? Доступные технологии и себестоимость – вот факторы, определяющие в оружии очень многое, если не все. Конечно, любитель может позволить себе многое, профессионал – нет, и это парадокс.
Ответ на пост «3D печать металлом»
В этом лонгриде есть про технологию которую использует Space X, про технологию печати имплатнов и многое другое.
3D-печать металлами можно считать одним из наиболее заманчивых и технологически сложных направлений аддитивного производства. Попытки печати металлами предпринимались с ранних дней развития технологий 3D-печати, но в большинстве случаев упирались в технологическую несовместимость. Какие же виды 3д печати существуют спросите вы меня? А вот такие:
Струйная трехмерная печать (3DP)

Струйная 3D-печать является не только одним из старейших методов аддитивного производства, но и одним из наиболее успешных в плане использования металлов в качестве расходных материалом. Однако необходимо сразу же пояснить, что это технология позволяет создавать лишь композитные модели ввиду технологических особенностей процесса. Фактически, этот метод позволяет создавать трехмерные модели из любых материалов, которые могут быть переработаны в порошок. Связывание же порошка осуществляется с помощью полимеров. Таким образом, готовые модели нельзя назвать полноценно «металлическими».
В то же время, существует возможность преобразования композитных моделей в цельнометаллические за счет термической обработки с целью выплавки или выжигания связующего материала и спекания металлических частиц. Получаемые таким образом модели не обладают высокой прочностью ввиду пористости. Увеличение прочности возможно за счет пропитки полученной цельнометаллической модели. Например, возможна пропитка стальной модели бронзой с получением более прочной конструкции.
Получаемые подобным образом модели, даже с металлической пропиткой, не используются в качестве механических компонентов ввиду относительно низкой прочности, но активно используются в ювелирной и сувенирной промышленности.
Печать методом ламинирования (LOM)

3D-печать методом ламинирования подразумевает последовательное нанесение тонких листов материала с формированием за счет механической или лазерной резки и склеиванием для получения трехмерной модели.
В качестве расходного материала может использоваться и металлическая фольга.
Получаемые модели не являются полностью металлическими, так как их целостность основана на применении клея, связующего листы расходного материала.
Плюсом же данной технологии является относительная дешевизна производства и высокое визуальное сходство получаемых моделей с цельнометаллическими изделиями. Как правило, этот метод используется для макетирования.
Послойное наплавление (FDM/FFF)

Наиболее популярный метод 3D-печати также не обошел стороной попытки использования металлов в качестве расходных материалов. К сожалению, попытки печати чистыми металлами и сплавами на данный момент не привели к значительным успехам. Использование тугоплавких металлов натыкается на вполне предсказуемые проблемы с выбором материалов для конструкции экструдеров, которые, по определению, должны выдерживать еще более высокие температуры.
Печать же легкоплавкими сплавами (например, оловом), возможна, но не дает достаточно качественной отдачи для практического применения.
Таким образом, в последнее время внимание разработчиков расходных материалов переключилось на композитные материалы по аналогии со струйной печатью. Типичным примером служит BronzeFill – композитный материал, состоящий из термопластика (детали не разглашаются, но, по всей видимости, используется PLA-пластик) и бронзового порошка. Получаемые модели имеют высокую визуальную схожесть с натуральной бронзой и даже поддаются шлифовке до глянца. К сожалению, физические и химические свойства готовых изделий ограничены параметрами связующего термопластика, что не позволяет классифицировать такие модели, как цельнометаллические.
Тем не менее, подобные материалы могут получить практическое применение не только в создании макетов, сувениров и предметов искусства, но и в промышленности. Так, эксперименты энтузиастов показали возможность создания проводников и экранирующих материалов с использованием термопластиков с металлическим наполнителем. Развитие этого направления может сделать возможной печать электронных плат.
Выборочное лазерное спекание (SLS) и прямое спекание металлов (DMLS)
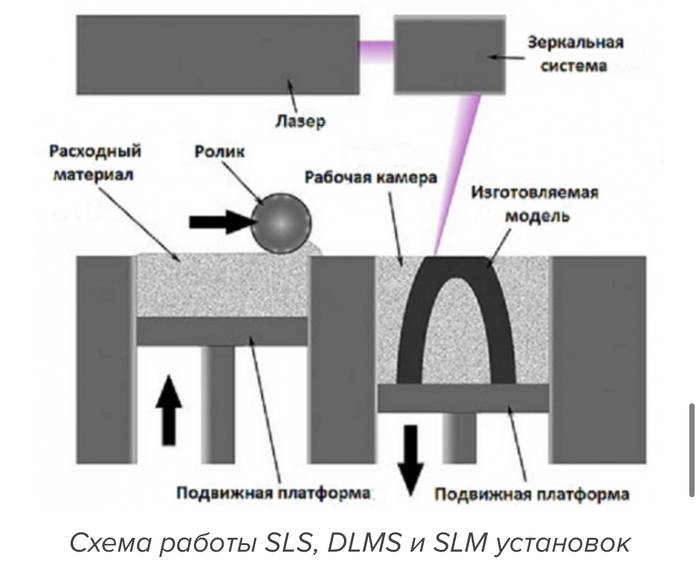
Наиболее распространенный метод создания цельнометаллических трехмерных моделей подразумевает использование лазерных установок для спекания частиц металлического порошка. Данная технология именуется «выборочным лазерным спеканием» или SLS. Стоит отметить, что SLS используется не только для работы с металлами, но и с термопластиками в порошковом виде. Кроме того, металлические материалы зачастую покрываются более легкоплавкими материалами для снижения необходимой мощности лазерных излучателей. В таких случаях готовые металлические модели требуют дополнительного спекания в печах и пропитки для повышения прочности.
Разновидностью технологии SLS является метод прямого лазерного спекания металлов (DMLS), ориентированный, как понятно из названия, на работу с чистыми металлическими порошками. Данные установки зачастую оснащаются герметичными рабочими камерами, наполняемыми инертным газом для работы с металлами, подверженными оксидации – например, с титаном. Кроме того, DMLS-принтеры в обязательном порядке применяют подогрев расходного материала до точки чуть ниже температуры плавления, что позволяет экономить на мощности лазерных установок и ускорять процесс печати.
Процесс лазерного спекания начинается с нанесения тонкого слоя подогретого порошка на рабочую платформу. Толщина наносимых слоев соответствует толщине одного слоя цифровой модели. Затем производится спекание частиц между собой и с предыдущим слоем. Изменение траектории движения лазерного луча производится с помощью электромеханической системы зеркал.
По завершении вычерчивания слоя лишний материал не удаляется, а служит опорой для последующих слоев, что позволяет создавать модели сложной формы, включая навесные элементы, без необходимости построения дополнительных опорных структур. Такой подход вкупе с высокой точностью и разрешением позволяет получать детали, практически не требующие механической обработки, а также цельные детали уровня геометрической сложности, недосягаемого традиционными производственными методами, включая литье.
Лазерное спекание позволяет работать с широким ассортиментом металлов, включая сталь, титан, никелевые сплавы, драгоценные материалы и др. Единственным недостатком технологии можно считать пористость получаемых моделей, что ограничивает механические свойства и не позволяет добиться прочности на уровне литых аналогов.
Технология DMLS
Прямое лазерное спекание металлов (DMLS) – технология аддитивного производства металлических изделий, разработанная компанией EOS из Мюнхена. DMLS зачастую путают со схожими технологиями выборочного лазерного спекания («Selective Laser Sintering» или SLS) и выборочной лазерной плавки(«Selective Laser Melting» или SLM).
Процесс включает использование трехмерных моделей в формате STL в качестве чертежей для построения физических моделей. Трехмерная модель подлежит цифровой обработке для виртуального разделения на тонкие слои с толщиной, соответствующей толщине слоев, наносимых печатным устройством. Готовый «построечный» файл используется как набор чертежей во время печати. В качестве нагревательного элемента для спекания металлического порошка используются оптоволоконные лазеры относительно высокой мощности – порядка 200Вт. Некоторые устройства используют более мощные лазеры с повышенной скоростью сканирования (т.е. передвижения лазерного луча) для более высокой производительности. Как вариант, возможно повышение производительности за счет использования нескольких лазеров.

Порошковый материал подается в рабочую камеру в количествах, необходимых для нанесения одного слоя. Специальный валик выравнивает поданный материал в ровный слой и удаляет излишний материал из камеры, после чего лазерная головка спекает частицы свежего порошка между собой и с предыдущим слоем согласно контурам, определенным цифровой моделью. После завершения вычерчивания слоя, процесс повторяется: валик подает свежий материал и лазер начинает спекать следующий слой. Привлекательной особенностью этой технологии является очень высокое разрешение печати – в среднем около 20 микрон. Для сравнения, типичная толщина слоя в любительских и бытовых принтерах, использующих технологию FDM/FFF, составляет порядка 100 микрон.
Другой интересной особенностью процесса является отсутствие необходимости построения опор для нависающих элементов конструкции. Неспеченный порошок не удаляется во время печати, а остается в рабочей камере. Таким образом, каждый последующий слой имеет опорную поверхность. Кроме того, неизрасходованный материал может быть собран из рабочей камеры по завершении печати и использован заново. DMLS производство можно считать фактически безотходным, что немаловажно при использовании дорогих материалов – например, драгоценных металлов.
Технология практически не имеет ограничений по геометрической сложности построения, а высокая точность исполнения минимизирует необходимость механической обработки напечатанных изделий.
Технология DMLS обладает несколькими достоинствами по сравнению с традиционными производственными методами. Наиболее очевидным является возможность быстрого производства геометрически сложных деталей без необходимости механической обработки (т.н. «субтрактивных» методов – фрезеровки, сверления и пр.). Производство практически безотходно, что выгодно отличает DMLS от субтрактивных технологий. Технология позволяет создавать несколько моделей одновременно с ограничением лишь по размеру рабочей камеры. Построение моделей занимает порядка несколько часов, что несоизмеримо более выгодно, чем литейный процесс, который может занимать до нескольких месяцев с учетом полного производственного цикла. С другой стороны, детали, произведенные лазерным спеканием, не обладают монолитностью, а потому не достигают тех же показателей прочности, что и отлитые образцы, или детали, произведенные субтрактивными методами

DMLS активно используется в промышленности ввиду возможности построения внутренних структур цельных деталей, недоступных по сложности традиционным методам производства. Детали с комплексной геометрией могут быть выполнены целиком, а не из составных частей, что благоприятно влияет на качество и стоимость изделий. Так как DMLS не требует специальных инструментов (например, литейных форм) и не производит большого количества отходов (как в случае с субтрактивными методами), производство мелкосерийных партий с помощью этой технологии намного выгодней, чем за счет традиционных методов.
Технология DMLS применяется для производства готовых изделий малого и среднего размера в различных отраслях, включая аэрокосмическую, стоматологическую, медицинскую и др. Типичный размер области построения существующих установок составляет 250х250х250мм, хотя технологических ограничений на размер не существует – это лишь вопрос стоимости устройства. DMLS используется для быстрого прототипирования, снижая время разработки новых продуктов, а также в производстве, позволяя сокращать себестоимость мелких партий и упрощать сборку изделий сложной геометрической формы.
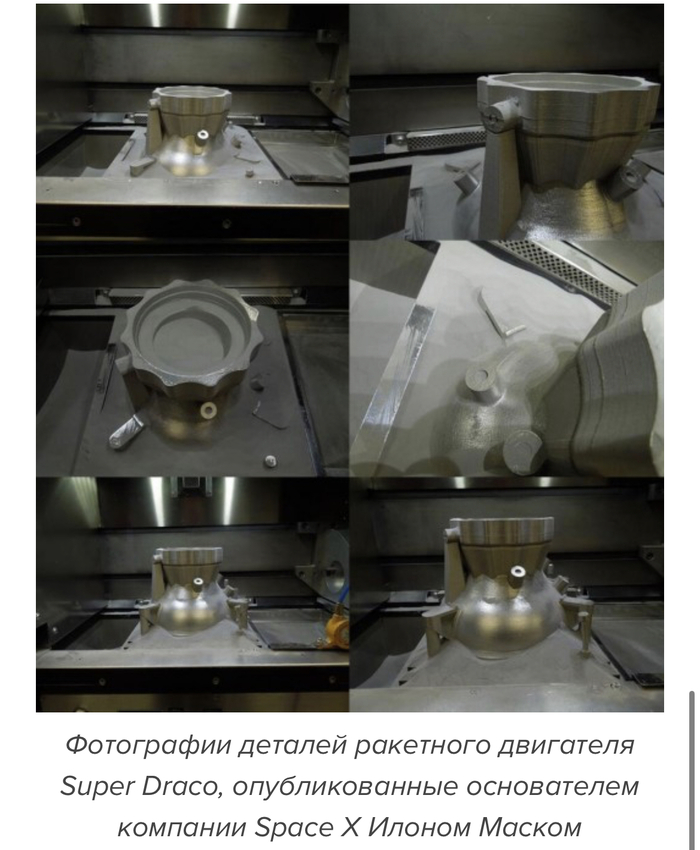
Северо-западный политехнический университет Китая использует DMLS системы для производства элементов конструкции самолетов. Исследования, проведенные EADS, также указывают на снижение себестоимости и отходов при использовании технологии DMLS для производства сложных конструкций в единичных экземплярах или мелкими партиями.
5 сентября 2013 года Илон Маск опубликовал фотографии детали ракетного двигателя Super Draco, созданной из никель-хромового жаропрочного сплава Inconel с помощью принтера EOS.
В качестве расходных материалов могут использоваться практически любые металлы и сплавы в порошковой форме. На сегодняшний день успешно применяется нержавеющая сталь, кобальт-хромовые сплавы, титан и прочие материалы.
Выборочная лазерная (SLM) и электронно-лучевая плавка (EBM)

Несмотря на высокое качество моделей, получаемых лазерным спеканием, их практическое применение ограничивается сравнительно низкой прочностью ввиду пористости. Подобные изделия могут быть использованы для быстрого прототипирования, макетирования, производства ювелирных изделий и многих других задач, но малопригодны для производства деталей, способных выдерживать высокие нагрузки. Одним решением это проблемы стало преобразование технологии прямого лазерного спекания металлов (DMLS) в технологию аддитивного производства методом лазерной плавки (SLM). Фактически, единственным принципиальным различием этих методов является степень термической обработки металлического порошка: технология SLM основана на полной плавке для получения гомогенных моделей, практически неотличимых по физическим и механическим свойствам от литых аналогов.
Параллельным методом, достигшим прекрасных результатов, стала электронно-лучевая плавка (EBM). На данный момент существует лишь один производитель, создающий EBM-принтеры – шведская компания Arcam.
EBM позволяет достигать точности и разрешения, сравнимых с лазерной плавкой, но обладает определенными преимуществами. Так, использование электронных пушек позволяет избавиться от деликатных электромеханических зеркальных систем, используемых в лазерных установках. Кроме того, манипулирование электронными пучками с помощью электромагнитных полей возможно на скоростях, несравнимых более высоких по сравнению с электромеханическими системами, что вкупе с увеличением мощности позволяет добиться повышенной производительности без существенного усложнения конструкции. В остальном же, конструкция SLM и EBM-принтеров схожа с установками для лазерного спекания металлов.
Возможность работы с широким диапазонам металлов и сплавов позволяет создавать мелкие партии специализированных металлических деталей, практически не уступающих образцам, получаемым с помощью традиционных методов производства. При этом отсутствует необходимость создания дополнительных инструментов и инфраструктуры – таких как, литейные формы и печи. Соответственно, возможна значительная экономия при прототипировании или мелкосерийном производстве.
Установки для лазерной и электронно-лучевой плавки успешно используются для производства таких предметов, как ортопедические титановые протезы, лопатки газовых турбин и форсунки реактивных двигателей среди прочих.
Прямое лазерное аддитивное построение (CLAD)
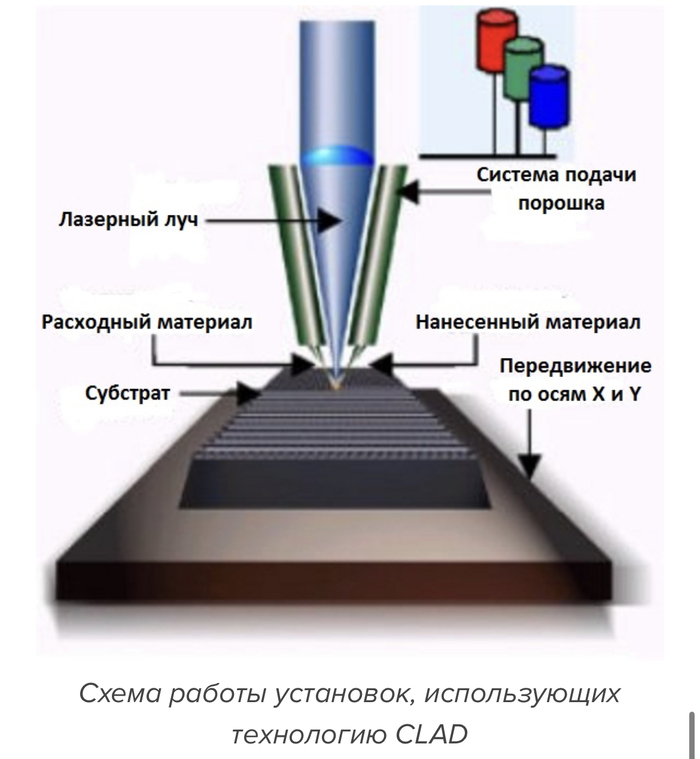
Не столько технология 3D-печати, сколько технология «3D-ремонта». Технология применяется исключительно на промышленном уровне ввиду сложности и относительно узкой специализации.
В основе CLAD лежит напыление металлического порошка на поврежденные детали с немедленной наплавкой с помощью лазера. Позиционирование «печатной головки» осуществляется по пяти осям: вдобавок к перемещению в трех плоскостях, головка обладает способностью изменять угол наклона и поворачиваться вокруг вертикальной оси, что позволяет работать под любым углом.
Подобные устройства зачастую используются для ремонта крупногабаритных изделий, включая производственный брак. Например, установки французской компании BeAM используются для ремонта авиационных двигателей и других сложных механизмов.
Полноценные установки CLAD предусматривают использование герметичной рабочей камеры с инертной атмосферой для работы с титаном и другими металлами и сплавами, поддающимися оксидации.
Произвольная электронно-лучевая плавка (EBF)
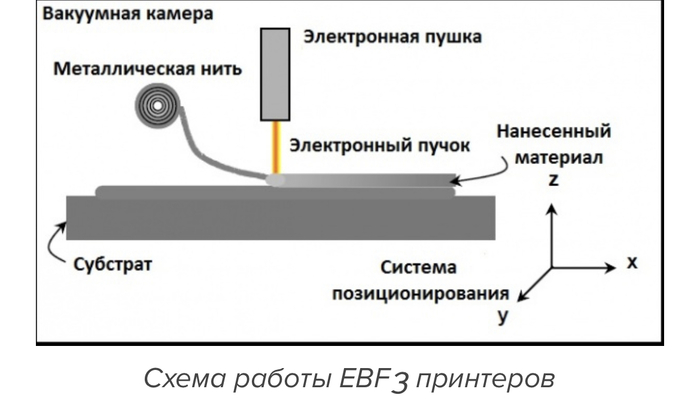
Технология, разрабатываемая специалистами НАСА для применения в условиях невесомости. Так как отсутствие гравитации делает работу с металлическими порошками практически невозможной, технология EBFподразумевает использование металлических нитей.
Процесс построения схож с 3D-печатью методом послойного наплавления (FDM), но с использованием электронно-лучевой пушки для плавки расходного материала.
Данная технология позволит создание металлических запасных частей на орбите, что позволит существенно сократить затраты на доставку частей и обеспечит возможность быстрого реагирования на внештатные ситуации.