Поршневой палец 17 мм от чего
Параметры поршневых пальцев нормируются положениями ГОСТ Р 53443-2009.
Длины типовых пальцев варьируются от 51 (мм) до 67 (мм), наружные диаметры – от 18 (мм) до 22 (мм).
Основные размеры поршневых пальцев, которые используются для подвижного шарнирного соединения поршней с шатунами двигателя внутреннего сгорания (ДВС), в соответствии с чертежами разработчиков и нормативами ГОСТ Р 53443-2009 (Автомобильные транспортные средства. Пальцы поршневые двигателей. Общие технические требования и методы испытаний):
- длина пальца (L);
- диаметр наружный пальца (D);
- диаметр внутренний пальца (d).
Единицы измерения параметров поршневых пальцев двигателя – миллиметры (мм).
Наиболее распространённые размеры типовых пальцев поршней ДВС (формат обозначения размеров – диаметр наружный/диаметр внутренний/длина):
- 22х14х67 (мм);
- 20х12х61 (мм);
- 22х14х60.5 (мм);
- 18х10х53 (мм);
- 19х10х53 (мм);
- 21х12х51 (мм).
Для обеспечения необходимого зазора поршневые пальцы по наружному диаметру подразделяются на классы, маркировка класса производится краской по торцу пальца, например: синий цвет — 1 класс, зеленый — 2, красный – 3 класс и так далее.
При толщине стенки пальца до 3.5 (мм) разностенность в пальце не должна превышать 10 (%) толщины стенки, при толщине стенки более 3.5 (мм) разностенность не должна превышать 0.5 (мм).
Допуск диаметра наружной поверхности пальцев не должен превышать 0.012 (мм).
Важно: пальцы изготовляются из стали марки 45 по ГОСТ 1050, сталей марок 15Х, 15ХА, 15ХМ, 12ХНЗА, 12ХН2 по ГОСТ 4543, стали марки 12ХН по ГОСТ 10702, стали марки 12Х1МФ по ГОСТ 20072, а также других среднеуглеродистых, цементируемых и азотируемых марок сталей по физико-механическим свойствам не уступающих перечисленным.
Поршневой палец: функции, правила выбора и монтажа
О чем речь? Поршневой палец – это один из конструктивных элементов ДВС, который соединяет между собой шатун и поршень. В зависимости от типа двигателя будет меняться вид данной детали, хотя сама по себе она несложна в изготовлении.
Как подобрать? Если палец вышел из строя, то его меняют на новый. В зависимости от общего износа узла подбирают изделие того же размера или большего. Нередко старый стержень водители пытаются восстановить, но такая процедура делается на свой страх и риск.
Вопросы, рассмотренные в материале:
- Что такое поршневой палец
- Конструкция поршневого пальца
- Задиры на поршневых пальцах
- Подбор поршневого пальца
- Замена поршневых пальцев
- Что автолюбители говорят про поршневые пальцы
Что такое поршневой палец
Поршневой палец применяется для того, чтобы выполнять шарнирное соединение поршня и шатуна. Эта деталь сделана в виде пустотелого (для облегчения) гладкого стержня в форме цилиндра. Производят поршневые пальцы из стали высокого качества. Затем наружную поверхность термически обрабатывают, закаливают и цементируют, после этого шлифуют и полируют.
Во время использования на данную деталь оказывают воздействие повышенные циклические динамические нагрузки. В результате качательного движения, которое создается шатуном, смазывание элемента не происходит должным образом. Это приводит к тому, что палец работает в режиме полужидкостного трения, а значит, изнашивается неравномерно.
Поршневые пальцы бывают нескольких видов, все зависит от способа крепления:
- крепление в бобышках поршня (используется достаточно редко);
- крепление в верхней головке шатуна;
- плавающее крепление.
Сегодня в моторах, работающих как на бензине, так и на дизельном топливе, устанавливаются плавающие поршневые пальцы. На заведенном двигателе они свободно вращаются как в бобышках поршня, так и во втулке верхней головки шатуна.
Поэтому между трущимися деталями снижается относительная скорость скольжения. За счет этого деталь изнашивается равномерно.
Конструкция поршневого пальца
Поскольку поршневой палец двигателя или другого механизма работает в специфических условиях, данный элемент имеет конструктивные особенности, за счет которых он становится надежным и служит долго.
Поршневой палец должен быть:
- прочным;
- легким;
- устойчивым к износу.
Важно, чтобы данный элементы был надежным и долговечным, так как при замене поршневых пальцев придется выполнить большой объем сложной работы.
Конструкция данной детали может быть отличаться. Самый простой вариант – изделие трубчатой формы. Палец выполнен в виде гладкого стержня – пустотелого цилиндра. Такая деталь обладает требуемыми прочностными характеристиками и в то же время небольшим весом.
В ряде случаев используют изделия с коническими внутренними поверхностями, они выполнены в форме бруса равного сопротивления изгибу (толщина увеличивается к середине и уменьшается к краям). За счет этой особенности удается облегчить поршневой палец.
Чтобы деталь смазывалась в бобышках поршня, масло поступает по каналу от маслосъемных поршневых колец через отверстия в бобышках.
Смазка поршневого пальца в головке шатуна происходит с помощью масла, которое разбрызгивается подвижными деталями кривошипно-шатунного механизма, а затем подается к поршневому пальцу через отверстия в головке шатуна. Также для смазывания детали используется масло, поступающее по каналу в шатуне от шатунной шейки коленвала.
Задиры на поршневых пальцах
Задиры в бобышках поршневых пальцев появляются в результате того, что образуются задиры на юбке поршня.
Так как подшипники пальцев в отверстиях не снабжаются маслом: их смазывание происходит за счет разбрызгивания, задиры в области опоры поршневого пальца во всех случаях – это результат работы всухую. На их поверхности можно наблюдать огромное количество неоднородностей – вырванные и сварившиеся частички.
Первичные задиры в отверстиях поршневых пальцев при плавающей опоре образуются потому, что зазор недостаточный либо произошло заклинивание при несоосности шатунов.
Это приводит к тому, что свободное перемещение поршневого пальца будет сужено во втулке шатуна. Происходит принудительное вращение элемента в отверстии пальца.
Но из-за того, что зазор пальца с плавающей опорой в отверстии недостаточно большой, деталь перегревается, что приводит к нарушению режима смазки. Палец работает всухую, образуются задиры.
При перегреве элемента происходит максимальное расширение поршня в области отверстий поршневых пальцев, на юбке. Это приводит к образованию недостаточного зазора, работа механизма также осуществляется всухую, на поверхности появляются задиры.
Подбор поршневого пальца
Установка нового поршневого пальца может потребоваться из-за сильного износа элемента, который происходит на переменных режимах во время работы мотора. Результатом становится деформация детали, она выходит из строя.
Если вы заметили, что компрессия ухудшилась, машина плохо набирает скорость, а также появился стук поршневых пальцев, требуется заменить данный элемент.
В ряде случаев, чтобы отремонтировать двигатель, придется поставить не только новые пальцы, но и сопряженные детали, а именно втулки головки шатуна в системах с плавающим ПП, кольца.
Подбирать замену необходимо, учитывая ремонтные размеры. К примеру, для моторов российского производства подойдут пальцы трех ремонтных размеров. Они отличаются на 0,004 мм. В силовых установках ВАЗ чаще всего применяются поршневые пальцы диаметром 21,970-21,974 мм (первая категория), 21,974-21,978 мм (вторая категория) и 21,978-21,982 мм (третья категория).
Благодаря этому можно идеально подобрать размер поршневого пальца с учетом диаметра отверстий в сопряженных деталях, даже если сильно выражен износ детали. Расточка производится под те же ремонтные размеры, но, когда износ больше указанных диапазонов, элемент придется заменить.
Обычно пальцы можно приобрести в наборе по две, четыре штуки и более. В комплект могут входить стопорные кольца поршневого пальца и иные детали.

Замена поршневых пальцев
Производят пальцы из стали марки 45ХА. По завершении отливки элемент закаливают на глубину 1-1,5 мм. Важно, чтобы поверхность была достаточно твердой, этот показатель должен соответствовать требованиям. Если двигатель мощный, используют сверхпрочную легированную сталь.
Чтобы установить фиксированный палец, шатун нагревают в муфельной электрической печи до температуры 240 градусов Цельсия. Если такой печи нет, шатун можно нагреть на электроплитке.
Затем шатун охлаждают, палец в осевом направлении устанавливают с максимальной точностью. Для выполнения этой работы потребуется специнструмент.
В зависимости от диаметра поршня необходимо использовать соответствующий инструмент, но все приспособления для разных размеров детали выглядят одинаково, различают их только по маркировке.
Читайте также!
Для начала устанавливаем палец на инструмент. Действуйте осторожно, чтобы достать нагретый шатун из муфельной печи. После этого его нужно зафиксировать в тисках.
Используя спецприспособление, вставляем палец в поршень и шатун, придерживаясь последовательности, указанной в руководстве по ремонту.
Работать нужно быстро, чтобы шатун не остыл. Дело в том, что после его остывания вы не сможете изменить положение пальца.
Правила установки плавающего поршневого пальца
Чтобы обеспечить требуемый зазор детали, учитывают тип элементов. Поршни в зависимости от диаметра отверстия под поршневой палец, а также пальцы по размеру наружного диаметра подразделяются на классы.
Группа поршня и пальца отмечена цветной меткой изнутри днища либо на бобышке поршня. На пальце такая метка стандартно располагается на торце детали.

Когда палец установлен в отверстие поршня с натягом, необходимо проверить зазор в соединении поршневого пальца и шатуна. Температура окружающей среды должна быть около 20 градусов Цельсия, при этом смазанный моторным маслом палец легко входит во втулку верхней головки шатуна, если на него слегка надавить.
Удостоверяемся, что цветовые метки на деталях распложены правильно, приступаем к нагреву поршня в ванне, наполненной горячей водой, температура должна быть около 65-80 градусов.
При таких условиях палец, на который нанесено моторное масло, будет легко входить в отверстие поршня. Как только он остынет, палец будет неподвижным, чтобы вращать его, нужно приложить усилие в бобышке поршня. Однако во втулке верхней головки шатуна он будет легко вращаться.
Ряд компаний-изготовителей советуют снимать и устанавливать палец, используя специнструмент.
В некоторых случаях установку пальца производят с зазором во втулку верхней головки шатуна и в отверстия бобышек поршня. В такой ситуации не нужно нагревать поршень, палец будет легко вращаться при температуре около 20 градусов и в верхней головке шатуна, и в бобышках поршня.
Необходимо использовать новые стопорные кольца поршневого пальца, а также проводить установку стопорных колец в последовательности, прописанной в руководстве по ремонту.
Важно, чтобы направление зазоров стопорных колец было в сторону нижней части поршня.
Что автолюбители говорят про поршневые пальцы
Почему поршневой палец изнашивается?
«Износ данного элемента происходит, если он запрессован в шатун. Дело не в отверстиях для смазки. Проблема кроется в том, что зазор в бобышке недостаточный, температура при запуске низкая, а обороты после запуска слишком большие, при этом смазка густая. Чтобы избежать проблем, необходимо учитывать эти факторы».
Читайте также!
Смазка в поршневом пальце
«Когда смазка не проникает через отверстие, она проходит через края отверстия и пальца непосредственно в зазор. Однако такое происходит, когда используется моторное масло, а на улице не сильный мороз, двигатель греется на минимальных оборотах, не испытывая нагрузки. В других ситуациях даже канал не поможет. Кроме того, он может засориться, причем после того, как палец вышел из строя».
Выбираем длину поршневого пальца
«Лучше всего подобрать деталь с большим диаметром, а затем отшлифовать его, чтобы было нужное натяжение на поршень. Иначе придется изготавливать новый, так же как и шарик, сотрется прочный слой, как в случае сверхшлифовки на станке».
Конструктивные особенности плавающего пальца
«Плавающий палец проворачивается в головке шатуна, а также в бобышках поршня. Его вставляют руками, не требуется нагревать элемент, просто смажьте деталь маслом, нажмите на него, и палец войдет в отверстие. К примеру, на двигателях 4А-GE и JZ используется такой палец, потому что он как раз для форсированных силовых установок. Это необходимо для того, чтобы равномерно распределять нагрузку».
Есть ли смысл в восстановлении пальца?
«Сохранятся ли технические характеристики пальцев после восстановления? Будут ли они достаточно твердые? Соблюдал ли момент гальванист или специалист, занимающийся закалкой? Или же он нагрел после восстановления деталь, а затем бросил в масло? Но тогда при малейшем ударе деталь разлетится на мельчайшие частички. Не советую никому заниматься восстановлением, лучше заказать оригинал, так вы будете уверены в качестве ремонта».
Теперь вы знаете, как устроен поршневой палец и для чего он используется. Эти элементы производятся с высокой точностью, их нужно подбирать к поршням и шатунам индивидуально, особенно если у вашей машины мощный высокооборотистый мотор.
Поршневой палец 17мм
Доброго времени суток !Господа мотористы и не только помогайте . Разобрал мотор на своем говнотырчике кавасаки :weep: а на поршневом пальце износ нехилый. 16.8-17.1-16.8 сам палец крутится в верхней головке шатуна прям металл по металлу.
А размерность у него какая то странная 🙁 17 мм. У нашего совка ничео подобного нет. Самое близкое что я нашел это палец из прошлого ссср овский от ИЖ ПС, но он на18 мм :weep: Можно ли его шлифануть до нужного размера 17.15мм ?
покрыты ли они хромом ? На какую глубину они цементировались? Вроде как по одним данным около 1-15мм
А то пес Графицит мотопрогулок по лесу требует . 🙁 а тырчик нихт арбайтен 🙁
Поршневой палец 17 мм от чего
Доброго времени суток !Господа мотористы и не только помогайте . Разобрал мотор на своем говнотырчике кавасаки :weep: а на поршневом пальце износ нехилый. 16.8-17.1-16.8 сам палец крутится в верхней головке шатуна прям металл по металлу.
А размерность у него какая то странная �� 17 мм. У нашего совка ничео подобного нет. Самое близкое что я нашел это палец из прошлого ссср овский от ИЖ ПС, но он на18 мм :weep: Можно ли его шлифануть до нужного размера 17.15мм ?
покрыты ли они хромом ? На какую глубину они цементировались? Вроде как по одним данным около 1-15мм
А то пес Графицит мотопрогулок по лесу требует . �� а тырчик нихт арбайтен ��
Поршневой палец

По условиям кинематической схемы кривошипно-шатунного механизма, преобразующего возвратно-поступательное движение поршня во вращательное движение, необходимо чтобы обе головки шатуна были подсоединены шарнирно. Поршневой палец является осью качания шатуна в соединении с поршнем. Через поршневой палец передаются все силы, возникающие между поршнем и шатуном. К этим силам относятся сила инерции, возникающая при изменении направления движения поршня, сила давления сжимаемой в цилиндре двигателя воздушно топливной смеси или воздуха в дизельном двигателе при сжатии и, главное, сила давления расширяющихся газов во время рабочего такта.
Поршневой палец относится к деталям двигателя, совершающим возвратно-поступательное движение во время работы. Конструкторы двигателей всеми способами стремятся уменьшить вес таких деталей. Но, как отмечалось ранее, через поршневой палец передаются очень большие силы. Поэтому размер (диаметр) пальца, конструкция, технология и материал изготовления пальца, с учётом себестоимости массового изготовления, это результат принятия сложного компромиссного инженерного решения.
Во время работы двигателя на поршневой палец действуют изгибающие усилия и усилия среза. Под воздействием этих усилий поршневой палец может принять недопустимую овальность, в результате которой возможно заклинивание поршня в поршневой головке шатуна или в бобышках поршня. Овальность поршневого пальца может привести к появлению трещин в бобышках поршня и последующему разрушению поршня.
Внутреннее отверстие пальца массовых двигателей цилиндрической формы, поскольку такой палец имеет самую низкую себестоимость изготовления. В двигателях, в которых стоимость изготовления не играет решающего значения, по сравнению с качественными показателями, для облегчения веса пальца, внутреннее отверстие изготавливается в виде двух конусов, сужающихся к середине пальца. На эпюре нагрузки, приложенной к поршневому пальцу, видно, что, усилие, приложенное к центру поршневого пальца, значительно меньше усилия, приложенного к его концам.
На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы.
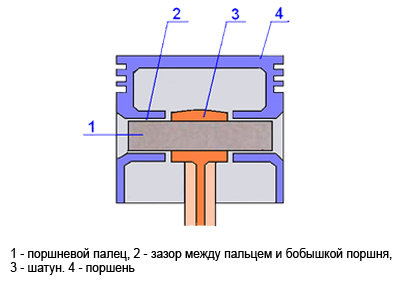
Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня.
Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца.
В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется.
Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня.
поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ÷ 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается.
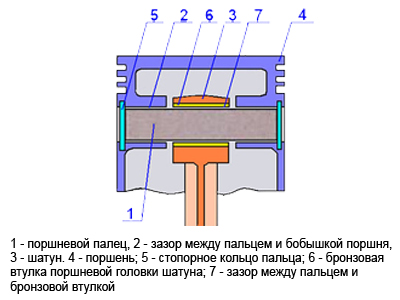
Плавающим называется палец, установленный с необходимым зазором, и в верхней головке шатуна, и в бобышках поршня.
В этом случае осевая фиксация поршневого пальца осуществляется за счёт стопорных колец, устанавливаемых в специальные проточки в бобышках поршня.
Во время работы плавающий палец вращается и в головке шатуна и в бобышках поршня. При таком соединении необходимо обеспечить рекомендованный зазор как между пальцем и бобышками поршня, так и между пальцем и втулкой поршневой головки шатуна. В двигателе с плавающим поршневым пальцем для уменьшения трения в поршневую головку шатуна устанавливается бронзовая втулка. Из-за различного температурного коэффициента расширения материалов, из которых изготовлены шатун, поршневой палец и поршень эти зазоры различны.
При комнатной температуре во втулку верхней головки шатуна палец должен входить плотно без люфта и качания. А в бобышки поршня, в холодном состоянии, поршень должен входить с небольшим натягом.
Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60º ÷ 85º С.
Поршневой палец: назначение, особенности конструкции, разновидности
Поршневой палец входит в состав КШМ (кривошипно-шатунного механизма), имеет цилиндрическую форму и служит осью качания шатуна в месте соединения с поршнем. Благодаря поршневому пальцу обеспечивается подвижное шарнирное соединение поршня и головки шатуна.
В двигателях автомобилей используются полые поршневые пальцы. Полая часть детали представляет собой сквозное отверстие из двух конусов, вершины которых обращены к центру. Подобная конструкция позволяет, с одной стороны, уменьшить вес поршневого пальца, а с другой дает возможность более равномерно распределить нагрузки по поверхности. При этом центральная часть детали испытывает нагрузку больше, что определяет толщину легированной стали в этом месте.
Основным материалом изготовления является сталь 45ХА с закалкой после отливки на глубину до 1,5 мм для достижения необходимой твердости поверхности детали. Для современных высокопроизводительных мощных двигателей поршневые пальцы изготавливают из более прочных сортов легированной стали.

Разновидности поршневых пальцев
Фиксированный
К данной разновидности относятся детали, лишенные возможности вращения в одном из соединяемых элементов. Это достигается тугой посадкой поршневого пальца в отверстиях бобышки поршня или в верхней части головки шатуна, что обеспечивает осевую фиксации детали.
От использования крепления поршневого пальца в верхней головке шатуна с помощью разрезной втулки и стяжного болта, применяемого в автомобильных двигателях раньше, сегодня отказались. При таком способе крепления вращение детали осуществлялось в отверстиях бобышек поршня. Требуемый для шарнирного соединения зазор предусматривался в месте соединения поршневого пальца с бобышками поршня. Для массового производства такой способ фиксации считается самым доступным по цене. Сборка шатунно-поршневой группы при проведении ремонта двигателя выполнялась с нагревом шатуна до требуемой температуры.
При использовании фиксированного поршневого пальца в конструкции двигателя поршневая головка шатуна не имела бронзовой втулки.
Плавающий
К нему относят детали, устанавливаемые с зазором. Требуемый зазор может быть предусмотрен в бобышках поршня или в верхней головке шатуна.
Проблема осевой фиксации поршневого пальца решается установкой стопорного кольца, для чего в бобышках поршня делают специальные проточки. Такой способ обеспечивает вращение поршневого пальца как в бобышках поршня, так и в головке шатуна. Обязательно соблюдение необходимого зазора между деталью и бобышкой поршня, с одной стороны, и между пальцем и втулкой поршневой головки шатуна, с другой.
Бронзовая втулка в поршневой головке шатуна обеспечивает уменьшение трения при использовании плавающего поршневого пальца. Размер зазоров определяется различным температурным коэффициентом расширения материалов, использованных для производства шатуна, поршневого пальца и поршня. Так в холодном состоянии обязателен небольшой натяг при вхождении в бобышки поршня, при этом во втулку верхней головки шатуна деталь должна входить без люфта. По этой причине до операции по снятию или установке плавающего поршневого пальца поршень нагревают в воде до 85°С.
Как подобрать поршневой палец?
Плавающий тип подбирают по номеру в каталоге запчастей. Также можно использовать подбор по цветовой метке внутри днища поршня. Важно! Подбирать поршневой палец необходимо с учетом размерной группы, к которой относится данная деталь и поршень. Размерные группы различаются диаметром.
Фиксированный – выбирают, ориентируясь на отверстие в поршне по номеру группы (указан на днище поршня).
Проблемы с уменьшением веса
Одна из главных задач конструкторских бюро автопроизводителей состоит в увеличении мощности двигателя при одновременном уменьшении веса агрегата. Для решения этой задачи необходимо уменьшить вес максимально возможного числа деталей двигателя, используя для этого все доступные способы.