Поршневая группа
Рассказываем про цилиндропоршневую группу двигателя, как она работает и из чего состоит, а также раскрываем маркировку поршней.
Двигатели внутреннего сгорания – это основная часть автомобиля, которая и позволяет ему перемещаться. Этот основной узел автотранспортного средства представляет тепловую машину. Внутри него химическая реакция сгорания топлива превращается в механическую энергию. Реализуется переход при освобождении энергии в процессе воспламенения. И все это происходит в камере сгорания топлива, с передачей газа через систему цилиндров с вращением коленчатого вала. А, чтобы детально разобраться в основе получения движения, важно рассмотреть работу таких частей, как цилиндро-поршневая группа, которая и выполняет нужную трансформацию.
ЦПГ двигателя: что это
ЦПГ – это цилиндро-поршневая группа. Ее назначение – выполнение вращения коленчатого вала с передачей вращающего движения на ходовую часть автотранспортного средства. А отсюда усилие (движение) распространяется на ведущие колеса. Но, первоначально движение образуется именно в данной группе, где поршень, двигающийся по гильзе, передает движение далее по основным узлам.
В ЦПГ энергия сжатого газа трансформируется в поступательное движение. Далее оно преобразуется в крутящий момент, приводя в движение элементы кривошипно-шатунного механизма.
Состав поршневой группы
- Поршни. Эта деталь совершает возвратно-поступательное движение в направлении вверх-вниз.
- Гильзы. Это цилиндрическая полая деталь, внутри которой выполняется движение. Второе название этой детали – цилиндры.
- Компрессионные кольца. Они исключают зазор между поршнем и гильзой. Это важно, так как образование люфтов в этой части конструкции двигателя приводит к прорыванию горючих смесей и газов в картер. Конструктивно есть 2 компрессионных кольца.
- Маслосъемные кольца. По своему воздействию на гильзу эти кольца снимают излишки масла со внутренних стенок цилиндра (гильзы). Так они предотвращают образование сажи из-за возможного сгорания масла в камере. Присутствует чаще всего одно маслосъемное кольцо. Хотя, встречаются и другие конструкции с точки зрения количества разных видов колец.
- Поршневые пальцы. Они соединяют основную деталь и шатун. Фиксация выполняется опрессовкой в точке соприкосновения с шатуном. Там где палец крепится с поршнем, обеспечивается подвижное соединение, которое дает качающее движение.
- Юбка поршня. Она придает необходимую высоту цилиндрической части, которая соприкасается с внутренней поверхностью цилиндрического отверстия гильзы. Она является направляющей и может иметь цилиндрическую бочкообразную форму, либо коническую с небольшим углом уклона. Чтобы снизить потери на трении в этой части механизма, на эту поверхность наносится тонкий слой антифрикционного состава.
- Бобышка – конструктивный выступающий элемент, который обеспечивает необходимое зацепление.
- Шатунный механизм. Дает передачу поступательного движения на элемент коленчатого вала.
Что такое поршень

Поршень мощного быстроходного дизеля со вставкой под верхнее кольцо. Фото из Википедии
Поршневая группа имеет один ключевой элемент. Состоит он из цилиндра с клапанами и самого поршня, который связан другими деталями с коленчатым валом. Суть его работы в цилиндре (гильзе), можно описать так:
- При его перемещении вниз, открывает впускной клапан, через который происходит впрыск ТВС – топливно-воздушной смеси.
- Поршень поднимается с одновременным закрытием клапана. Происходит сжатие ТВС. Он перемещается в верхнюю (мертвую) точку.
- В этот момент свеча зажигания образует искру. Происходит сгорание ТВС с выделением большого количества газов.
- Они оказывают давление. Это вызывает резкое перемещение поршня вниз.
- Открывается выпускной клапан, который позволяет отвести выхлопные газы через выпускной коллектор.
Так осуществляется работа с преобразованием и передачей сначала энергии сгорания с возвратно-поступательное движение. А потом с его трансформацией во вращательное.
Из чего состоит поршень

Поршень бензинового двигателя. Фото из Википедии
Поршни двигателя по своему конструктивному устройству объединяют 3 основные части, которые выполняют следующие функции:
- Днище поршня берет на себя усилие от газового воздействия и на эту часть приходится максимальная тепловая нагрузка.
- Уплотняющая часть исключает прорыв газа, а также передает максимальную часть тепла непосредственно к цилиндру.
- Тронк или направляющий элемент. Его функционал – это передача бокового усилия на стенку цилиндра, что позволяет поддержать корректное положение узла.
Если условно объединить днище и уплотняющую часть, то образуется так называемая головка поршня.
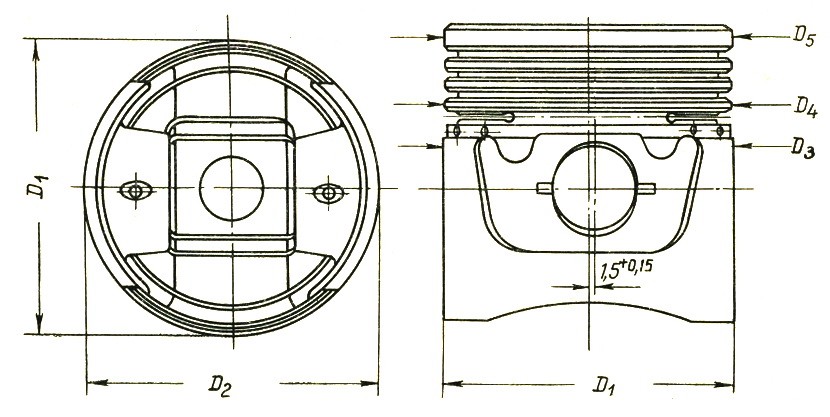
Чертёж поршня
Устройство поршня можно детально изучить на чертеже. Тут становится понятным, в каком направлении осуществляется перемещение и какие основные такты может совершать этот узел. Чертеж позволяет изучить, как выглядит поршень и какие размеры в мм имеют основные детали.
Как работает поршень
После того, как становится понятным принцип впрыска топлива, его сгорания и воздействия газов на детали основного узла, стоит изучить более подробно, как это линейное движение трансформируется во вращательное.
Чтобы передать усилия непосредственно от цилиндра к дальнейшим узлам двигателя, могут использоваться:
- Кривошипно-ползунный механизм со штоком. Такое сочетание узлов характерно для крейцкопфных двигателей.
- Шатун. Он соединяется с основным узлом при помощи сплошного или полого цилиндрического стержня, который называется пальцем.
Важно обратить внимание! Существуют и другие принципы устройства ЦПГ, которые обеспечивают наличие только 2 тактов. В этом случае схема функционирования выгляди т следующим образом:
- При перемещении поршня из нижней точки вверх, происходит впуск топлива в камеру сгорания и его поджигание искрой.
- Второй такт отмечается самим горением топлива. В этот момент происходит движение ключевой детали вниз. В этом же такте реализуется выпуск выхлопных газов.
НА ЗАМЕТКУ! Поршень – это не только конструктивный узел, который обеспечивает преобразование движения. Он также служит, чтобы отвести избыток тепла от камеры сгорания и обеспечить необходимую герметизацию камеры сгорания топлива.
Виды поршней

Виды детали обусловлены несколькими параметрами:
- По конструкции – цельные и составные. Для первых используют метод литья, так как по конфигурации деталь сложная. Для второго типа – различные виды соединений отдельных деталей. Второй вариант – предпочтителен, так как удается добиться более высоких эксплуатационных показателей.
- По материалам и технологии обработки цельных деталей их классифицируют на – литые и кованные. Литье происходит под давлением. Так удается получить более точную форму, а значит совершать меньшее количество дополнительных доводок. Для штамповки применяется алюминиевый сплав с добавлением кремний. Эта присадка позволяет получить более высокую прочность. И одновременно с тем, именно кремний дает возможность уменьшить расширение детали при воздействии высоких температур.
Маркировка поршней

Маркировка позволяет судить о:
- Размерах узла.
- Материале.
- Технологии производства. Обозначение содержит номер отливки, схема сборки составного узла.
- Допустимых зазорах.
- Направлении установки.
- Производителе.
И ряде других параметров. Маркировка включает набор – букв, цифр, дополнительных знаков.
Маркировка наносится на поверхности. Дополнительные обозначения набивают на днище. В эту группу знаков входят:
- Класс. Это две маркировки – по типу отверстия под стержень в поршне и основной диаметр.
- Направление сборки, которое обозначается стрелкой.
- Размер, который нужно установить при ремонте.
- Группа по массе.
Маркировка ЗМЗ
Примеры маркировки изделия от Заволжского моторного завода:
- 53-1004015-22.
- 524.1004015.
Базовое число аналогично группе автомобилей ВАЗ.
Маркировка ВАЗ
Маркировка узла производства ВАЗ зависит от модели. Для автомобиля 2110 маркировка обозначается – 1004015. Номинальный диаметр – 82 мм. После двух ремонтов он может быть увеличен до 82,8 мм. Допустимый интервал зазора в пределах – 0,025…0,045 мм.
Маркировка Тойота
Маркировка двигателя Toyota содержит:
- Латинские буквы. Обозначают размер отверстия под палец.
- Цифры. Указывают на габарит в области юбки.
- Стрелки. Обозначают направление установки.
Поршни завода «Мотордеталь»
Маркировка двигателей, которые производит завод «Мотордеталь — Кострома» объединяет:
- Знак EAL и название страны производителя.
- Группы по массе и диаметру.
- Номер.
- Знак ОТК.
- Дата производства.
- Допустимый зазор между взаимодействующими поверхностями.
Надписи выполняют лазерной гравировкой.
Как правильно собрать поршень

Замена узла нужна при:
- Заеданиях и заклиниваниях. Они образуются в результате воздействия многочисленных тактов перегрева и охлаждения. Это свидетельствует об износе детали. Образуется из-за нарушения циркуляции масла и охлаждающего состава; засорах; неполадках в радиаторе или вентиляторе; повреждении помпы.
- Длительном применении неподходящего топлива с низким октановым числом. Здесь происходит сбой в работе топливных форсунок или системы зажигания. Могут появляться задиры на рабочих поверхностях.
- Разрушении колец. Это состояние вызывает излишне высокая температура в цилиндро-поршневой группе.
А также ряде других условий, когда нарушается полноценная работа двигателя.
Установка поршня в двигатель
Для этой манипуляции необходимо выполнить подбор детали. Купить рекомендуется оригинал или приближенный к нему узел, который будет соответствовать размерным и иным показателям. Ремонт выполняют:
- Приобретением и сменой только блока цилиндров вместе с кривошипно-шатунным механизмом.
- Полной заменой двигателя внутреннего сгорания. Этот вариант является более затратным, но гарантирует точное соответствие всех деталей и их слаженную работу в дальнейшем. Особенно в том случае, если приобретен оригинал завода производителя.
Если выполняется установка только нового узла, то выполняют следующие действия:
- Сливают остатки масла. Демонтируют головку вместе с прокладкой.
- Снимают нагар с верхней части гильзы. Вытаскивают поршень. Определяют причину сбоев.
- Замеряют диаметр. Это важно выполнить тщательно, чтобы верно подобрать габарит.
- Снимают поддон и спускают остатки масла.
- Осматривают дно на отсутствие обломков и металлических сломанных частей.
- Масляную пленку анализируют на просвет. Если в ней наблюдаются искринки, это указывает на износ вкладышей.
- Основную часть вытаскивают вместе с кольцами и шатуном. При наличии на нем задиров, трещин, посинения в области юбки и прочих дефектах, его меняют на новый. Чаще всего это происходит вместе с бронзовой втулки с головки, шатуном и пальцем, так как эти детали работают вместе.
Чтобы обеспечить корректное функционирование автомобиля, за этой услугой лучше обратиться к мастерам. И, хотя цена ремонта в этом случае существенно увеличивается, но зато обеспечивает бесперебойность и гарантию.
Назначение узла в машине, краткое описание его конструкции
Шатунно-поршневая группа (ШПГ) является звеном кривошипно-шатунного механизма, служит для связи поршня и коленчатого вала, передает движение от поршня к коленчатому валу (преобразует возвратно-поступательное движение поршня во вращательное движение коленчатого вала), предназначена для передачи силы давления газов в камере сгорания на кривошип на такте расширения и для создания повышенного или пониженного давления в цилиндре на других тактах. При этом отдельные детали группы воспринимают боковые силы, возникающие в результате взаимодействия поршня и шатуна, герметизируют камеру сгорания и препятствуют попаданию в нее моторного масла. Размеры и масса отдельных элементов шатунно-поршневой группы определяют динамические показатели двигателя и напряженность его основных деталей.
Шатунно-поршневая группа двигателя состоит из поршня, поршневых колец (в данном случае трех компрессионных и одного маслосъемного), поршневого пальца и деталей фиксации пальца от осевых перемещений (стопорных колец), шатуна, комплекта подшипников верней и нижней головок шатуна, шатунных болтов с гайками и элементов их фиксации.
Поршень — алюминиевый литой. По наружному диаметру поршни разбиты на четыре класса (М, С1, С2, Б) через 0,02 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 61,5 мм от днища поршня.
По диаметру отверстия под поршневой палец подразделяются на три класса (1, 2, 3) через 0,005 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня.
По массе поршни сортируются на три группы: нормальную, увеличенную на 5г и уменьшенную на 5г. Этим группам соответствует маркировка на днище поршня: «Г»,»+» и «-» На двигателе все поршни должны быть одной группы по массе.
Поршни ремонтных размеров изготавливаются с увеличенным на 0,5 и 1,0 мм наружным диаметром. Увеличению на 0,5 мм соответствует маркировка в виде треугольника, а увеличению на 1,0 мм — в виде квадрата.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец — стальной трубчатого сечения, запрессован в верхнюю головку шатуна и свободно вращается в бобышках поршня. По наружному диаметру пальцы подразделяются на три класса через 0,005 мм. Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс. Осевое перемещение пальца ограничено двумя стопорными кольцами.
Компрессионные — изготовлены из чугуна. Два верхних компрессионных кольца — с хромированной (с целью повышения износостойкости) бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Для лучшей приработки их рабочая поверхность покрыта тонким слоем меди и олова. Маслосъемное кольцо — изготовлено из стали с хромированными рабочими кромками и с разжимной витой пружиной. Масло, снимаемое маслосъемным кольцом с рабочей поверхности гильзы цилиндров, стекает в картер через специальные каналы в поршне при движении поршня вниз.На кольцах ремонтных размеров ставится цифровая маркировка «50» или «100», что соответствует увеличению наружного диаметра на 0,5 или 1,0 мм.
Шатун — стальной, кованый. Шатун является составной частью кривошипно-шатунного механизма двигателя и служит для передачи движения от поршня к коленчатому валу, другими словами, преобразует поступательное движение поршня во вращательное движение коленчатого вала. Конструктивно шатун представляет собой деталь сложной формы с двумя отверстиями. Верхняя головка шатуна выполняется неразъемной. Отверстие в верхней (малой) головке предназначено для установки поршневого пальца. Для подачи моторного масла к поршневому пальцу в средней части втулки имеется канал с отверстием. Нижняя (большая) головка шатуна сделана разъемной. Крышка большой головки крепится к стержню шатуна двумя болтами.
Шатун обрабатывается вместе с крышкой и поэтому они в отдельности не взаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются.
2.5.2. Шатунно-поршневая группа
Шатунно-поршневая группа входит в состав кривошипно-шатунного механизма. К ней относят поршень, поршневые кольца (компрессионные и маслосъемные), поршневой палец, стопорные кольца, шатун, шатунные вкладыши, крышку шатуна, шатунные болты. Кривошипно-шатунный механизм рядного двигателя с шатунно-поршневой группой показан на рис. 2.18.
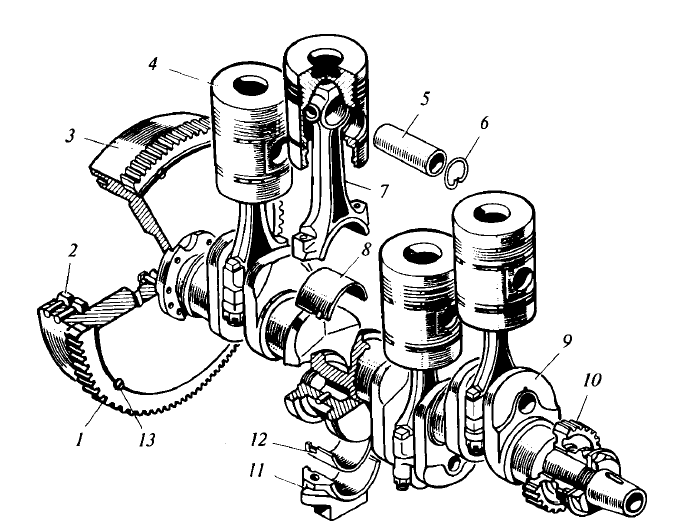
Рис. 2.18. Кривошипно-шатунный механизм рядного двигателя:
1 — венец маховика; 2 — пальцы ведущие; 3 — маховик; 4 — поршень; 5 — поршневой палец; 6 — кольцо стопорное; 7 — шатун; 8 — вкладыш шатуна верхний; 9 — коленчатый вал; 10 — блок распределительных шестерен; 11 — крышка шатуна; 12 — вкладыш шатуна нижний; 13 — винт стопорный венца маховика
Верхняя часть поршня вместе со стенками цилиндра (гильзы) и поверхностью камеры сгорания образует рабочее пространство, в котором происходят рабочие процессы ДВС.
Поршень при работе двигателя воспринимает знакопеременные силы давления газов и инерции, боковые силы, силы трения. Поршень контактирует с горячим рабочим телом, температура которого может достигать 2 500 °С. При этом тело поршня нагревается до 250…300 °С, что приводит к возникновению термических напряжений. Дополнительные нагрузки воспринимают канавки и торцовые кромки поршня.
В этой связи к поршню предъявляются следующие требования: они должны быть прочными, обладать износостойкостью, иметь минимальную массу, хорошо без перегрева отводить поглощаемую теплоту.
Например, в поршне 6 (рис. 2.19) тракторного двигателя различают головку (верхнюю уплотняющую часть) с днищем и канавками для компрессионных колец 1—3 и верхнего маслосъемного кольца 4, а также нижнюю направляющую часть (юбку) с бобышками для поршневого пальца и нижнего маслосъемного кольца 4'.
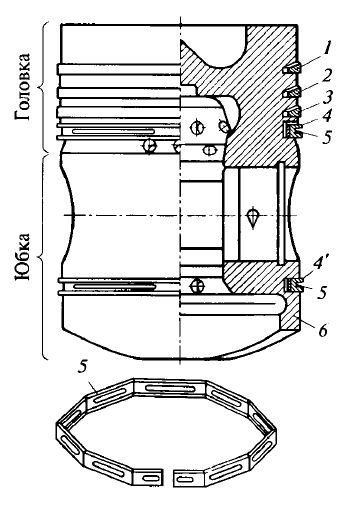
Рис. 2.19. Поршень в сборе с кольцами на примере тракторного дизеля:
I, 2 ,3 — компрессионные кольца соответственно верхнее, среднее и нижнее; 4, 4’ — верхнее и нижнее маслосъемные кольца; 5 — радиальный расширитель; 6 — поршень
Днище поршня непосредственно воспринимает давление газов и температурное воздействие горячего рабочего тела. Для лучшего отвода теплоты и увеличения прочности поршня днище с внутренней стороны снабжено ребрами жесткости. Снаружи днище может быть плоским, вогнутым, выпуклым, фасонным.
У бензиновых двигателей преобладает плоская форма. Плоские днища просты в изготовлении, имеют наименьшую площадь соприкосновения с горючими газами, из-за чего воспринимают наименьшее количество теплоты.
В дизелях широко применяют вогнутые фасонные днища, поверхность которых образует камеру сгорания. Такая камера обеспечивает качественное смесеобразование и сгорание топлива. Форма фасонного днища зависит от способа смесеобразования в дизеле, расположения клапанов и форсунок.
Наиболее распространенные формы днищ поршней дизелей представлены на рис. 2.20.
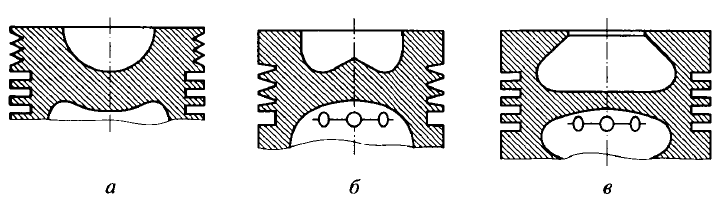
Рис. 2.20. Формы днищ поршней дизелей:
а — Д-144 и Д-21А1; б — СМД, А-03, ЯМЗ, КамАЗ; в — Д-245, Д-160
Юбка поршня служит для направления движения поршня в цилиндре и передачи на его стенки боковых нормальных сил. Длина направляющей части зависит от величины бокового давления, которое достигает наибольшей величины в плоскости движения шатуна. Для максимального облегчения поршня и уменьшения трения ненагруженные части юбки срезают по диаметру и высоте.
Юбке поршня придают форму эллипса с учетом неравномерности ее теплового расширения и деформации. Большая ось эллипса расположена в плоскости, перпендикулярной оси поршневого пальца. В нагретом состоянии юбка приобретает форму цилиндра. Такая конструкция юбки позволяет обеспечивать работу поршней без стуков в холодном состоянии и исключает заклинивание при прогреве.
Тепловое расширение поршня неравномерно и по высоте, поэтому головке поршня придают цилиндрическую форму и изготовляют меньшим диаметром, чем у юбки. Боковая поверхность юбки может быть ступенчатой, конусной или бочкообразной. Юбка бочкообразной формы (поршни двигателей ЯМ3, ЗИЛ и др.) лучше, чем юбки других форм, сопрягается с цилиндром в рабочем состоянии и обеспечивает уменьшение стука поршня при переходе через ВМТ. Для снижения нагрева юбки от более горячей головки в некоторых поршнях бензиновых двигателей делают П- или Т-образные прорези. Для улучшения приработки поршней к цилиндрам и уменьшения изнашивания стенки поршней часто покрывают тонким слоем олова, тогда как поршень может изготовляться из специального алюминиевого или магниевого сплава, а также из чугуна.
Поршневые кольца должны обеспечивать уплотнение в месте контакта полости камеры сгорания и картера, отвод теплоты от головки поршня к стенкам цилиндра, предотвращать прорыв (утечку) газов и попадание масла в камеру сгорания из картера двигателя. С учетом этого применяют два типа колец: компрессионные и маслосъемные.
Работу компрессионных поршневых колец, а именно их уплотняющее действие можно проследить на схеме рис. 2.21, а. Уплотняющее действие обеспечивается за счет упругости колец и благодаря высокому сопротивлению перетекающему газу из камеры сгорания в картер в лабиринте кольца —торцовые канавки поршня— цилиндр. Число колец зависит от величины давления газов в цилиндре и быстроходности двигателя.
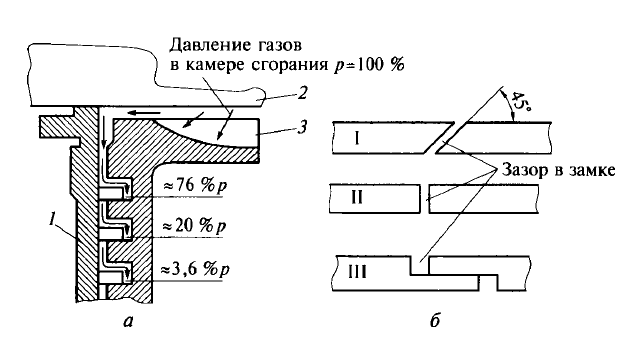
Рис. 2.21. Работа компрессионных поршневых колец и форма стыка их замка:
а — схема уплотняющего действия кольца; б — форма стыка замка колец; 1 — гильза цилиндра; 2 — головка цилиндра; 3 — поршень; 76 % р, 20 % р, 3,6 % р — давление соответственно в зоне 1-, 2- и 3-го поршневых колец; I, II, III — по форме стыка соответственно косой, прямой и ступенчатый замки колец; → движение газа
Для возможности установки колец в канавки поршня их выполняют разрезными с зазором 0,2 …0,5 мм. Замок, или стык кольца, по форме (рис. 2.21, б) может быть косым, прямым и ступенчатым. Чаще применяют поршневые кольца с прямыми замками, поскольку форма замка практически не влияет на утечку газа. При установке колец замки соседних колец смещают один относительно другого по окружности приблизительно на угол 120°.
Поршневые кольца, особенно верхние, работают в тяжелых условиях. Так, верхнее компрессионное кольцо испытывает дей-ствие температуры 250… 350 °С и почти полного (76% р) давления газов в камере сгорания. При этом данное кольцо работает практически без смазки.
Схема работы маслосъемных колец показана на рис. 2.22. Маслосъемные кольца (один или два) регулируют подачу масла на боковую поверхность поршня и к компрессионным кольцам, снимают излишки масла со стенок цилиндра и направляют его вкартер двигателя. Например, двигатели ЯМЗ-236 и ЯМЗ-238 имеют два, а КамАЗ-740 одно маслосъемное кольцо. От компрессионного маслосъемное кольцо отличается большей высотой и наличием сквозных прорезей 3, выполненных с некоторыми интервалами по всей окружности, а также выточек на наружной поверхности кольца. Маслосъемные кольца на поршне размещены ниже к ом п рессионных колец, их устанавливают в канавки, имеющие сквозные отверстия (канал 4) в теле поршня.
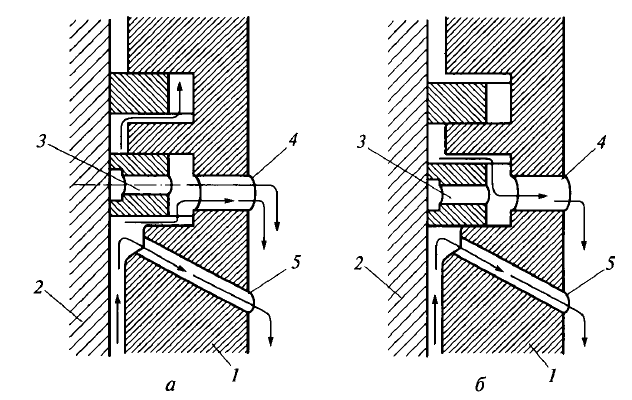
Рис. 2.22. Схема работы маслосъемных колец при движении поршня:
а — вниз; б — вверх; 1 — поршень; 2 — цилиндр; 3 — прорезь в маслосъемном кольце; 4 — канал в поршне; 5 — канал маслоотводящий
Поршневые кольца изготовляют из легированного чугуна индивидуальной отливкой с последующей механической обработкой, а также из стали. Материал для изготовления поршневых колец должен обладать хорошей упругостью и достаточной прочностью в условиях высоких температур, иметь высокую и зносо стойкость, но не больше износостойкости зеркала цилиндра.
Опорную поверхность одного или двух верхних компрессионных поршневых колец покрывают слоем хрома толщиной до 0,16…0,20 мм с пористой поверхностью, хорошо удерживающей смазку. Все это способствует уменьшению износа кольца и цилиндра. Для улучшения приработки рабочие поверхности нижних колец нередко покрывают слоем олова или другого легкоистираемого материала.
Поршневой палец обеспечивает шарнирное соединение поршня с шатуном, воспринимает значительные знакопеременные нагрузки при высокой температуре и неблагоприятных условиях трения. Таким образом, поршневой палец должен обладать высокой прочностью при минимальном износе, малой массой, высокой стойкостью рабочей поверхности против истирания, хорошей сопротивляемостью ударной нагрузке.
Поршневой палец изготовляют в виде гладкого полого цилиндра. Конструкция его определяется типом соединения с бобышкой поршня и верхней головкой шатуна. Смазку поршневого пальца осуществляют через сверления в стержне или прорези в верхней головке шатуна и масляные каналы в бобышках поршня.
Наибольшее применение получила конструкция так называемого плавающего пальца. При работе двигателя плавающие пальцы постоянно проворачиваются и в головке шатуна, и в бобышках поршня, испытывая незначительный и равномерный износ по длине и окружности. Плавающие пальцы удобны при монтаже, от осевого смещения их удерживают стопорные стальные пружинные кольца, устанавливаемые в канавки в бобышках поршня по обе стороны с торцов пальца (см. рис. 2.18, поз. 5 и 6).
Шатун во время работы двигателя воспринимает от поршня силу давления газов и передает ее коленчатому валу при рабочем ходе, а также обеспечивает перемещение поршня при вспомогательных процессах. Шатун подвергается действию силы давления газов, а также инерционных нагрузок, имеющих переменные величину и направление.
Конструкция шатуна 3 (рис. 2.23) должна обеспечивать высокую прочность, большую жесткость всех элементов, малую массу, минимальные габаритные размеры. При изготовлении шатунов двигателей применяют среднеуглеродистые и легированные стали. Стержень обычно имеет двутавровое сечение. В стержне шатунов некоторых двигателей выполнен канал для подвода смазки от нижней головки шатуна к поршневому пальцу.
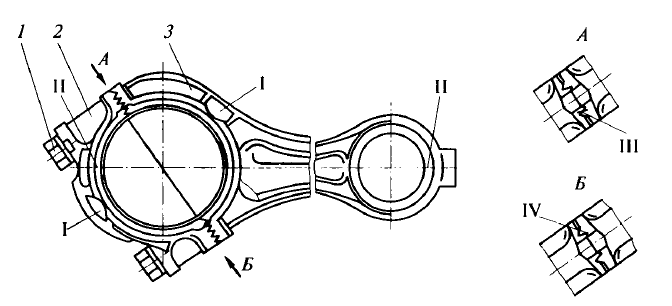
Рис. 2.23. Шатун дизеля и расположение на нем меток:
1 — шатунный болт; 2 — крышка шатуна; 3 — шатун; I — место обозначения порядкового номера шатуна и крышки; II — место обозначения массы шатуна; III — метки спаренности шатуна и крышки; IV — место, где выбит порядковый номер цилиндра
Верхняя головка шатуна неразъемная, при применении плавающего пальца используют в качестве подшипников бронзовую или латунную втулку, запрессованную в головку.
Нижнюю головку шатуна изготавливают разъемной. Разъем может быть прямым (90°) или косым (30…60°). Косой разъем позволяет уменьшить радиус окружности, описываемой нижней частью шатуна при вращении, проход его через цилиндр при сборке двигателя, а также его массу. Для повышения надежности соединения на поверхностях разъема шатуна и крышки наносят мелкие треугольные шлицы. Крепят крышку 2 к телу шатуна болтами с гайками или болтами 1, которые вворачивают в тело шатуна. Шатунные болты 1 и гайки изготовляют из высококачественных легированных сталей.
Для достижения хорошей уравновешенности двигателя различие в массе отдельных шатунов и комплектов шатунно-поршневой группы должно быть минимальным.
Для обеспечения правильной сборки поршня с шатуном и установки их в двигатель в определенном месте IV на нижней головке шатуна и ее крышке выбивают порядковый номер цилиндра, для которого предназначен шатун. Предусмотрены также определенные места для других меток (см. I — III на рис. 2.23).
Подшипники нижних головок шатунов имеют сменные тонко стенные вкладыши, изготовленные из стальной ленты (1,3…3,6 мм), на поверхность которой наносят антифрикционный слой (0,2 …0,7 мм) такого же материала, что и для вкладышей коренных подшипников коленчатого вала.
Шпг что это такое в машине
 Шатунно-поршневая группа
Шатунно-поршневая группа
В шатунно-поршневую группу входят поршень, поршневые кольца, поршневой палец и шатун.
Поршень служит для восприятия давления газов при такте расширения и передачи его через поршневой палец и шатун на коленчатый вал, а также обеспечивает выполнение вспомогательных тактов цикла — впуска, сжатия и выпуска. В двухтактных двигателях поршень, кроме того, служит золотником газораспределительного механизма.
Поршень работает в весьма тяжелых условиях. На него действуют силы от давления газов и инерционные силы, он подвергается также действию высоких температур. В соответствии с условиями работы материал поршня должен обладать прочностью и износостойкостью, быть легким, хорошо отводить тепло. Этим требованиям удовлетворяют алюминиевые сплавы.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Преимуществами поршней, изготовленных из алюминиевого сплава, по сравнению с чугунными, являются меньшая масса (примерно в 2,5 раза), более высокая( в 3—4 раза) теплопроводность, малая (на 30% меньше) теплопередача от газов к поршню. В связи с этим их температура ниже, чем поршней, выполненных из чугуна.
Вместе с тем поршни из алюминиевых сплавов вследствие высокого коэффициента линейного расширения необходимо выполнять с большими зазорами между стенками цилиндра и поршнем. Они обладают меньшим сопротивлением износу, значительным снижением прочности при нагреве. Для устранения последнего недостатка поршни из алюминиевых сплавов подвергают термической обработке (закалке и старению). Для лучшей приработки поршня к цилиндру поверхность поршней двигателей ЗИЛ-130, ГАЗ-бЗА и других покрывают тонким слоем (0,002—0,006 мм) олова.
Поршень (рис. 19) состоит из головки с днищем и канавок и для поршневых колец, направляющей части и бобышек.
Днища поршней четырехтактных карбюраторных двигателей (рис. 20, а. б, в) могут быть различной формы (плоские, вогнутые, выпуклые и др.). Форма определяется конструкцией камеры сгорания. Наибольшее распространение получили плоские днища (рис. 20, а) как наименее нагревающиеся во время работы двигателя и более простые в производстве Днища поршней некоторых двухтактных двигателей (рис. 20, г, д, е-имеют отражатели-дефлекторы для на) правления горючей смеси и выпуска отработавших газов. Днища поршней у дизельных двигателей имеют самые разнообразные формы (рис. 20, ж, з. и, к). Чтобы придать днищу поршня большую прочность, у последнего с внутренней стороны делают ребра жесткости.
Рис. 19. Конструкция поршня дизельного двигателя:
Головка поршня имеет утолщенные боковые стенки для размещения канавок поршневых колец. Верхние канавки (см. рис. 19) служат для установки компрессионных колец, нижние — для маслосъемных. В поясе канавок для маслосъемных колец сверлят ряд сквозных отверстий для отвода масла, снимаемого со стенок цилиндра. Количество поршневых колец зависит от давления газов в цилиндре двигателя и частоты вращения коленчатого вала. Обычно на поршнях карбюраторных двигателей устанавливают 2—4 кольца, а на поршнях дизельных двигателей 3—5 колец. В головку поршня двигателя ЗИЛ-130 залито чугунное кольцо, в котором прорезана канавка для верхнего (наиболее нагруженного) компрессионного кольца.
Направляющая часть поршня направляет его движение в цилиндре и передает боковое усилие стенкам цилиндра. Длина направляющей части зависит от величины бокового усилия и выбирается такой, чтобы получить допустимые удельные давления.
Неравномерность нагрева поршня по высоте и различное раширение отдельных его частей обусловило изготовление поршней с возрастающим диаметром от головки к направляющей части. Зазор между поршнем и цилиндром в верхней части поршня составляет 0,3—0,8 мм, а в нижней 0,05—0,8 мм. Для предотвращения заклинивания поршня при нагреве и появлении стуков при большом зазоре между поршнем и стенками цилиндра поршни из алюминиевых сплавов выполняют с разрезом П- или Т-образной формы или придают направляющей части поршня овальную форму. Размер вдоль оси пальца делается на 0,15—0,30 мм меньше размера в перпендикулярном направлении. Для уменьшения передачи тепла от головки поршня к направляющей части между ними прорезают горизонтальную канавку. У некоторых конструкций поршней (для уменьшения массы) нерабочая направляющая часть их вырезана. Вырезы обеспечивают проход противовесов при вращении коленчатого вала (ГАЗ-53А, КамАЭ-5320 и др.).
Бобышками называются приливы с внутренней стороны поршня, в отверстиях которых устанавливается поршневой палец, соединяющий поршень с шатуном. В некоторых автотракторных двигателях ось поршневого пальца смещают на 0,02—0,03/3 относительно оси поршня (D — диаметр поршня) в сторону более нагруженной поверхности поршня, что приводит к перераспределению давлений на стенку цилиндра по длине направляющей части и предотвращает стуки поршня при изменении направления его движения.
Комплект поршней подбирается как по размерам, так и по массе. Отклонение по массе поршней одного комплекта не должно превышать г. С этой целью внизу направляющей части делают утолщение (буртик), с которого при подгонке удаляют излишний металл.
Рис. 20. Формы днищ поршней
Поршневые кольца, как уже было сказано, бывают двух типов: компрессионные и маслосъемные.
Компрессионные кольца служат для предотвращения прорыва газов из цилиндра в картер двигателя и проникновения масла в камеру сгорания, а также для отвода тепла.
Маслосъемные кольца предназначены для снятия излишнего масла со стенок цилиндра.
Основное требование, предъявляемое к кольцам,— плотное прилегание к стенкам цилиндра и к стенкам канавок в поршне. Плотное (без просвета) прилегание колец к стенкам цилиндра достигается их упругостью. Компрессионные кольца, устанавливаемые в канавках поршня, прижимаются к зеркалу цилиндра также и давлением газов, проникающих за кольца, и благодаря наличию масляного слоя создают уплотнение полости цилиндра.
Вырез в поршневом кольце называется замком. Формы замков поршневых колец бывают разные, но наибольшее распространение получил прямой замок, как наиболее простой в производстве. Чтобы избежать заклинивания нагретого кольца в цилиндре, оно должно иметь в замке небольшой зазор (0,15— 0,45 мм в карбюраторном двигателе и 0,30—1,0 мм в дизельном).
Поршневые кольца устанавливаются так, чтобы замки были расположены дальше один от другого. Кольца двухтактных двигателей фиксируются от проворачивания, так как их стыки могут попасть в зону расположения впускных, продувочных или выпускных окон.
Поршневые кольца имеют несколько меньшую высоту, чем канавки поршня. Величина торцевого зазора по высоте составляет 0,16—0,20 мм.
В поперечном сечении компрессионные кольца имеют различную форму: косой срез на внутренней стороне (рис. 21, а, б), канавки на торцах колец (рис. 21, г, д) или кольцевые канавки (рис. 21, ж).
Поршневые кольца с косым срезом на внутренней стороне или с канавками на торцах при сжатии скручиваются и принимают коническую форму, в результате чего боковая поверхность кольца касается зеркала цилиндра не всей поверхностью, а лишь узкой кромкой. Этим ускоряется приработка колец к цилиндрам и уменьшается расход масла.
При применении колец с трапецеидальным сечением, которые получили широкое распространение на дизельных двигателях, предотвращается возможность их застревания в канавках поршня при значительном отложении нагара.
Рис. 21. Поршневые кольца:
Для уменьшения попадания масла в камеру сгорания, помимо компрессионных колец, устанавливаются одно или два маслосъемных кольца (рис. 21, в, е, з), которые изготовляются с отверстиями или профрезерованными щелями.
Маслосъемные кольца двигателей ЗИЛ и ЯМЗ комбинированные. Такое кольцо (рис.21, У) состоит из двух стальных кольцевых дисков и двух расширителей — осевого и радиального 3. Кольца изготовляются из серого чугуна, легированного чугуна и из стали.
Наиболее распространенным способом изготовления чугунных колец является индивидуальная отливка и механическая обработка с последующей вырезкой замка и в ряде случаев термообработка. Для повышения износоустойчивости и ускорения приработки рабочую поверхность колец покрывают слоем хрома толщиной в 0,1—0,1 мм. Хромируются, как правило, два верхних компрессионных кольца. Все нехромированные кольца обычно подвергаются электролитическому лужению (толщина слоя 0,005— 0,01 мм) или фосфатированию. Лужение и фосфатирование ускоряют приработку и повышают сопротивляемость к коррозии.
Рис. 22. Поршень и шатун:
1 и 2 — компрессионные кольца; 3 — маслосъемные кольца; 4 — поршень; — верхняя головка; — нижняя головка; — стопорная шайба; и — шатунные болты; — вкладыши; — стержень шатуна; — втулка; — палец; — стопорные кольца
Поршневой палеи, служит для шарнирного соединения поршня с шатуном и передачи усилий, возникающих между ними. Палец должен быть прочным, жестким, износоустойчивым и легким. Для уменьшения массы он исполняется в форме полого цилиндра. Иногда внутри канала кольца делают перегородку, которая предотвращает возможное перетекание газов между впускными и выпускными окнами двухтактных двигателей (ПД-10У, П-350 и др.). Своими концами палец (рис. 22) устанавливается в отверстие бобышек поршня, а средней частью проходит через отверстие верхней головки шатуна. Чтобы палец не касался зеркала цилиндра, его делают несколько меньше, чем диаметр поршня, и удерживают от осевых перемещений стопорными пружинящими кольцами, которые вставляются в выточки обеих бобышек поршня, либо алюминиевыми заглушками.
В настоящее время преимущественное распространение получили плавающие пальцы, которые во время работы двигателя поворачиваются как в головке шатуна, так и в бобышках поршня, что обеспечивает их малый и равномерный износ.
Во втулке верхней головки шатуна палец устанавливается с зазором. Посадку пальца в отверстия бобышек поршня производят с натягом, для чего поршень из алюминиевого сплава нагревают до температуры 70—75 °С.
Поршневые пальцы изготовляются из углеродистой или легированной стали и подвергаются термической обработке. Необходимая твердость наружной поверхности при изготовлении пальцев из низкоуглеродистой стали достигается цементацией на глубину 0,5—2 мм или поверхностной закалкой токами высокой частоты на глубину 1—1,5 мм при изготовлении их из высокоуглеродистой стали. В процессе изготовления поршневые пальцы шлифуют и полируют.
Шатун служит для соединения поршня с коленчатым валом и передает коленчатому валу усилия, действующие на поршень при расширении газов и в обратном направлении при вспомогательных тактах.
Шатун состоит из стержня и двух головок — верхней, соединяемой с поршневым пальцем и нижней, соединяемой с коленчатым валом. Стержень шатуна имеет двутавровое сечение, постепенно увеличивающееся книзу и плавно переходящее в нижнюю головку шатуна. В тех случаях, когда во втулку верхней головки шатуна смазка подается под давлением, стержень шатуна имеет продольный канал, соединяющий обе головки.
При плавающем крёплении пальца верхняя головка шатуна изготовляется цельной и в нее запрессовывают втулку из латуни или бронзы. Для удержания смазки и распределения ее по поверхности поршневого пальца на внутренней поверхности втулки сделаны винтовые канавки, а для подвода масла служат кольцевая канавка на наружной поверхности втулки и в верхней головке шатуна и одно или несколько сверлений в стенке втулки. Длина верхней головки шатуна делается на 2—4 мм меньше расстояния между бобышками поршня для предотвращения перекосов при сборке, возможных из-за неточностей изготовления и вследствие удлинения деталей при нагревании во время работы.
Нижняя головка шатуна для удобства соединения с шейкой коленчатого вала делается разъемной и соединяется болтами и 9. Болты закрепляются либо гайками и шплинтами (наиболее распространенный способ), либо ввертываются в резьбовые отверстия тела шатуна и шплинтуются стопорными шайбами или проволокой.
Крышка нижней головки шатуна выполняется с ребрами и утолщениями различной формы, чем достигается достаточная прочность и жесткость, а следовательно, меньший износ подшипника и шейки коленчатого вала. Нижняя головка шатуна некоторых пусковых двигателей тракторов изготовляется неразъемной, в нее запрессовывается роликовый или игольчатый подшипник. В нижней головке шатуна иногда делают сверление, через которое периодически фонтанирует масло для смазки зеркала цилиндра, кулачков распределительного вала и толкателей.
Верхняя часть нижней головки шатуна и крышка обрабатываются совместно с большой точностью, поэтому переставлять крышку с одного шатуна на другой нельзя. Для предотвращения возможного разукомплектования на поверхности обеих половин нижней головки шатуна наносятся одинаковые цифры или метки спаренности, в соответствии с которыми осуществляют соединение крышки с шатуном.
В нижней головке шатуна расположен подшипник скольжения, представляющий собой тонкостенные вкладыши, изготовленные из стальной ленты толщиной 1—3 мм, внутренняя поверхность которой для уменьшения трения и износа шеек коленчатого вала покрыта тонким (0,15—0,5 мм) слоем антифрикционного сплава — баббитом, свинцовистой бронзой или алюминиевым сплавом АСМ-НАТИ. Для предохранения вкладыша от проворачивания или продольного смещения на его наружной поверхности делают выступы, входящие в соответствующие углубления нижней головки шатуна. В последнее время применяют сталеалюминиевые вкладыши, у которых поверх стального основания нанесен сплав А0-20.
В подшипниках дизельных двигателей в качестве антифрикционного сплава применяется свинцовистая бронза или сплав из алюминия, сурьмы и магния (АСМ). Антифрикционные сплавы должны обладать хорошей прирабатываемо-стью, высокой износоустойчивостью и теплопроводностью.
У V-образных двигателей шатуны противолежащих цилиндров бывают трех типов: – нижняя головка одного из шатунов (главного) (рис. 23, а) установлена на шейке вала. Головка этого шатуна имеет специальные ушки 4, с которыми при помощи пальца соединен второй (прицепной) шатун 3\ – один из шатунов (рис. 23, б) имеет вильчатую нижнюю головку, в развилину которой входит другой шатун 5. В этом случае на шейке вала устанавливают общий удлиненный вкладыш, у которого внутренняя и середина наружной поверхности имеют антифрикционную заливку; – нижние головки обоих шатунов установлены рядом (рис. 23, в) на общей шейке вала. В этом случае шатуны имеют обычное устройство, но для их размещения один ряд цилиндров несколько сдвигают относительно другого вдоль оси вала.
Для обеспечения уравновешенности двигателя разница по массе комплекта шатунов, устанавливаемых на один двигатель, не допускается более установленной заводом-изготовителем.
Шатуны изготовляются штамповкой из углеродистой или легированной стали с последующей механической и термической обработкой. Шатунные болты и гайки изготовляют из высококачественных легированных сталей.