Самостоятельный ремонт ГБЦ. Притирка клапанов.
Эта тема будет периодически обновляться, так как за один раз невозможно всё рассказать. Тем более я не механик-моторист, что бы знать все допуски при дефектовки ГБЦ. Но, думаю с вашими подсказками мы эту тему постепенно забъём полезной информацией.
К слову у меня ЗМЗ 406 карб., но некоторая информация пригодится и тем, у кого любая другая машина, иномарка или ВАЗ.
Заменить прокладку ГБЦ, притереть клапана и поменять маслосъемные колпачки вполне по силам каждому.
Необходимый инструмент — ключи, воротки, головки, бита под болты ГБЦ, штангенциркуль, желательно тиски, палочка с присосками ( или как, она там называется?) для притирки клапанов, оправка для колпачков пластиковая ( позже её сфоткаю), бывает, что она идет в комплекте с колпачками, если нет, то можно пазы под сухарики обмотать скотчем, съемник для рассухаривания клапанов, динамометрический ключ, ну и притирочная паста и керосин. Ну, и надо поискать транспортир для установки фаз ГРМ. Они бывают и пластиковые. Коньячку потом купите, когда машина полетит. Если, вы потратитесь на этот инструмент и разберетесь, как грамотно можно самому латать ГБЦ, то сэкономите деньги, не обращаясь в сервис. Зимой на улице это конечно вряд ли возможно, но летом запросто. Лишь иногда только придется отдавать ГБЦ на фрезировку плоскости, прирезку седёл, замену направляющих и возможно сёдел.
Перед разбором отметьте все провода, шланги куда они подсоединяются, что бы при сборке не запутаться.
Сливаем антифриз.
Всё от ГБЦ откручиваем, снимаем клапанную крышку. Выставляем по метке на шкиве коленвала поршень 1 цилиндра в ВМТ ( верхняя мертвая точка), при этом кулачки 1 цилиндра должны быть направлены наружу ГБЦ, а не во внутрь. Можно выкрутить свечи, что-бы легче было проворачивать коленвал. Крышки распредвалов нужно постепенно, в 2-3 приема, откручивать начиная с торцов ГБЦ, а не с середины. При сборке наоборот- затягивать с середины, постепенно подтягивая все крышки в несколько заходов. Крышки обязательно при сборке ставятся на свои места, так что складывайте их по порядку, обычно они пронумерованы. На 406 цифры на крышках должны смотреть наружу ГБЦ, а не вовнутрь. А, то я видел — один Газелист решил залезть в ГБЦ, все крышки на места поставил, молодец, цифрами во внутрь. Чё такое, распредвалы туго крутятся? Так крышки надо правильно ставить. Можете проверить по маслянным каналам. Маслянные каналы ГБЦ и крышек должны соединяться, совпадать. Также, начиная с торцов постепенно, в 2-3 приема, откручиваем болты ГБЦ. Внимание — если у вас пробило прокладку, то болты ГБЦ тоже складывайте по порядку, что бы знать откуда какой болт и потом разобраться досконально в причинах. Возможно в том месте, где пробило, болты уже вытянуты, прослаблены. Я на ЗМЗ 406 крайний раз при снятии ГБЦ, поставил новые болты, что бы наверняка. К слову, на иномарках болты ГБЦ одноразовые, их лучше все заменить на новые. При сборке ГБЦ закручивать, протягивать болты ГБЦ строго по схеме.
Разобрали всё, ГБЦ сняли, ща можно 5 мин. перекурить.
Рассухариваем клапана, смотрим фаски седел, клапанов, направляющие. Тут я пока не спец, не подскажу. ГБЦ лучше показать тем, кто их перебирает. Возможно надо будет менять направляющие, торцевать плоскость ГБЦ, сделать прирезку седел клапанов. …Внимание — по технологии больше 2 раз прирезку седел делать не рекомендуется, если у вас гидрокомпенсаторы, так как клапан в седле просядет и компенсатор не будет работать. Так, что сразу замеряйте все допуски. Лучше заранее найдите мастерскую с грамотными спецами по ремонту ГБЦ, к ним обычно очередь, которые слегка сделают нарезку седел, если уж совсем в край. Замена седла сложная процедура, дорогая и не всегда эффективная.
Если, ГБЦ будет жить, то расскажу, как притирать клапана. Маслосъемные колпачки снять. Стоят они не дорого и перед окончательной сборкой лучше поставить новые. Тарелки клапанов очистить от отложений, затем, зашкурить наждачкой сначала 600, потом 1000, с водой. Затем на фаску клапана нанести несколько капель пасты и палочкой с присоской притирать клапан, слегка нажимая и периодически меняя контакт. Давить на клапан с силой не надо, только слегка. То есть крутанули клапан в седле туда, сюда секунд 20-30. Приподняли клапан, чуть крутанули и обратно в седло. Раза 2-3 обновляйте пасту на фаске клапана.На клапан примерно 5-20 мин. Наберитесь терпения, так как многие шуриком или дрелью притирают. Я считаю, это не правильно. После притирки, засухарить клапана с пружинами, колпачки пока не ставить и проверить на герметичность. То есть, перевернуть ГБЦ кверху дном и в камеры сгорания налить керосин. Смотрим в течении 15-30 мин. на окна впуска и выпуска. Смотрим где пробегает, там разбираем и по новой притираем, затем снова собираем, проверяем. Если, везде сухо и комфортно, то значит машина после такой притирки клапанов просто полетит. Проверьте. Я несколько раз отдавал разным мастерам на ремонт ГБЦ по разным причинам( и клапана, направляйки новые ставили и притирали) но машина действительно поехала после того, как я сам в ручную притер клапана.
Пока всё. Комментируйте. Я не круглый спец, возможно что-то не учел, в чем то ошибаюсь.
Если, интересно, то подписывайтесь, комментируйте и я продолжу повествование по ремонту ГБЦ и подскажу, на что ещё обратить внимание.
Ремонт головки цилиндров ЗМЗ-406 ГАЗ-3110
Очень важно сделать ремонт головки после того, как перегрели мотор. Во время перегрева могут возникнуть дефекты, которые визуально можно не увидеть.
Поэтому нужно тщательно проделать все операции по ремонту головки цилиндров. Во многом от этого зависит работа двигателя. И это избавит от лишней работы и затрат.
Снятие головки блока цилиндров смотрим в статье – «Замена прокладки головки ЗМЗ-406 ГАЗ-3110».
Разборка
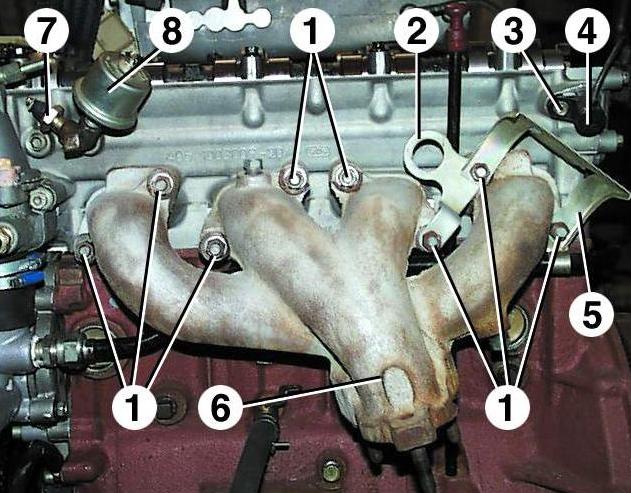
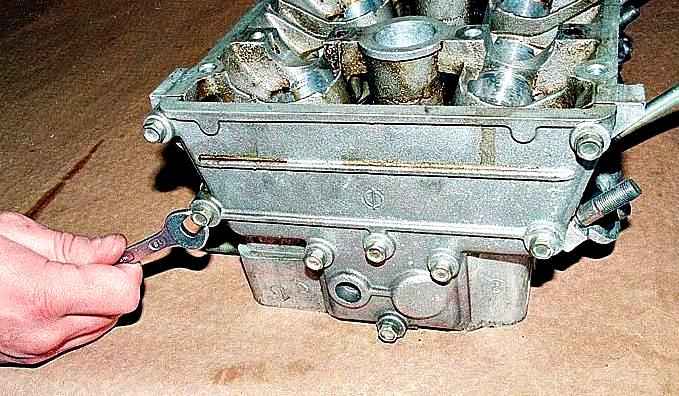
Отвернуть гайки 1 и снять экран 5 датчика фазы, скобу 2 для подъема двигателя и выпускной коллектор 6.
Снять прокладки выпускного коллектора.
Отвернуть болт 3 и снять датчик 4 фазы.
Вывернуть датчики аварийного давления масла 7 и указателя давления масла 8.
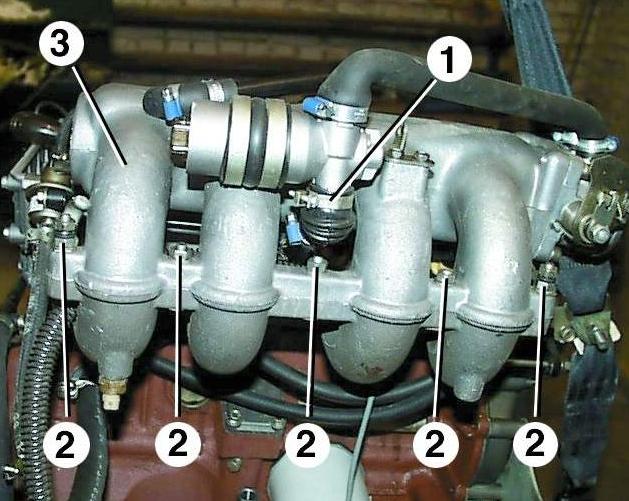
Ослабить затяжку хомута 1 и снять шланг с патрубка регулятора холостого хода.
Отвернуть гайки 2 и снять ресивер 3 с впускной трубы.
Снять прокладку ресивера.
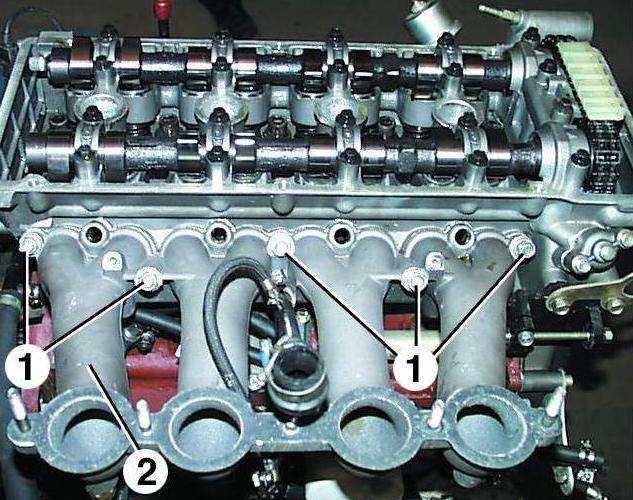
Отвернуть гайки 1 и снять впускную трубу 2 вместе с форсунками и топливопроводом (на фото не показаны).
Снять прокладку впускной трубы.
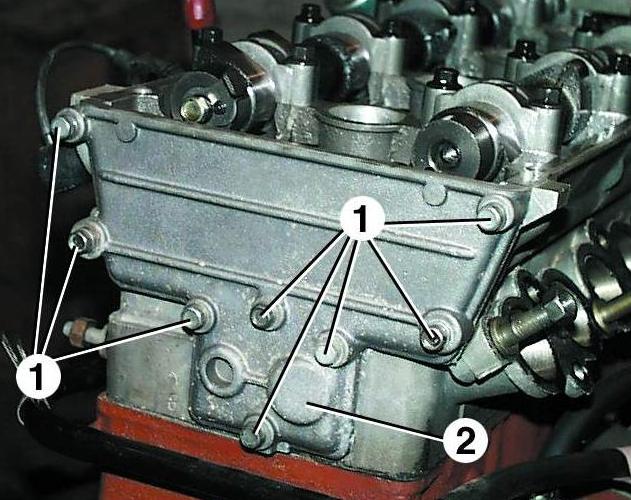
Отвернуть болты 1 и снять заднюю крышку 2 головки блока.
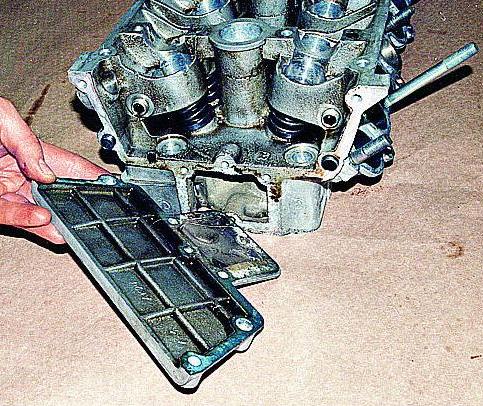

Снять прокладку крышки
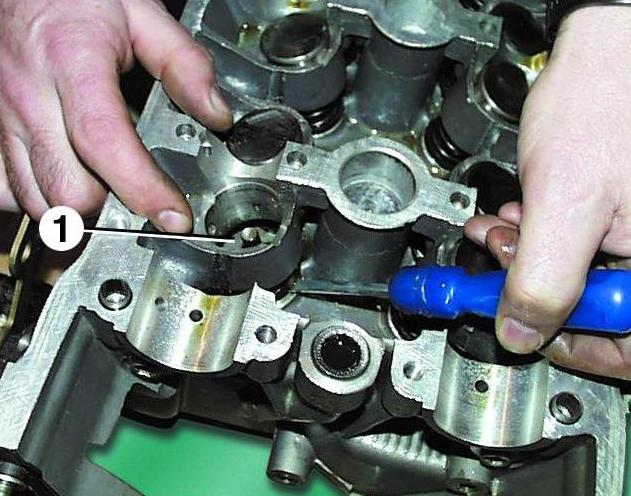
Вынуть гидротолкатели 1 клапанов. Гидротолкатели удобнее вынимать с помощью магнита или присоски
Гидротолкатели нельзя менять местами, поэтому перед снятием их нужно промаркировать, чтобы при сборке установить на свое место.
Хранить гидротолкатели следует в том же положении, в каком они стоят на клапанах, чтобы из них не вытекло масло.
Если конструкцией съемника не предусмотрен упор клапана, подкладываем под него подходящий упор.
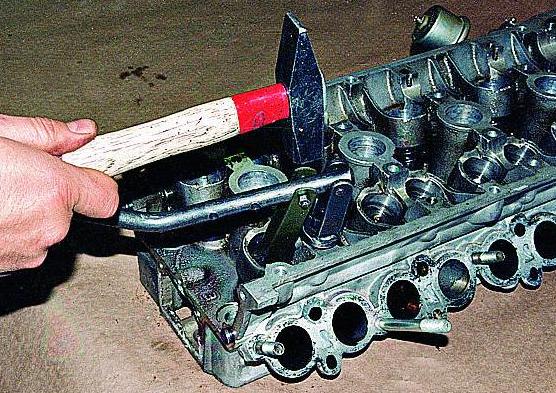
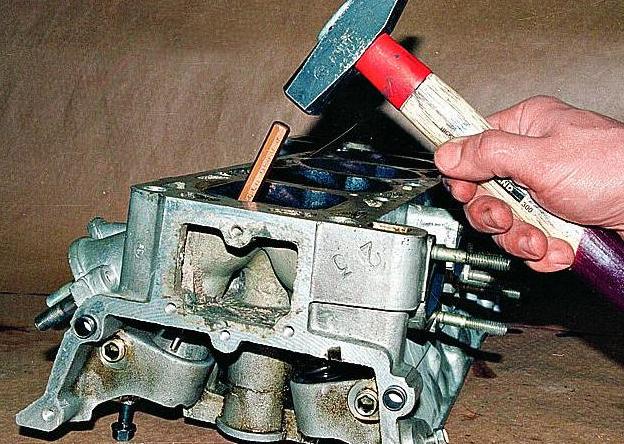
Сжимаем пружины рассухаривателем. Чтобы тарелка пружин легче сошла с сухарей, можно нанести легкий удар молотком по упорной сошке рассухаривателя.
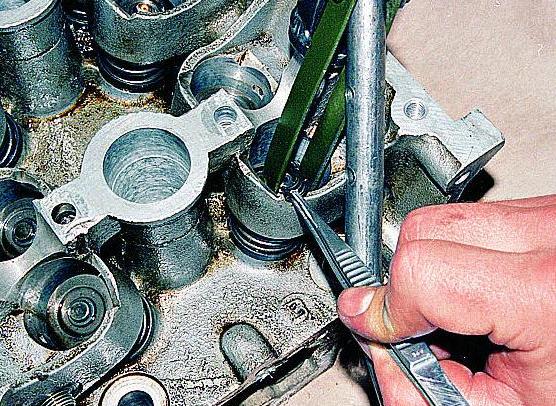

Пинцетом вынимаем два сухаря и плавно отпускаем пружины.
Снимаем верхнюю тарелку и две пружины клапана.
Съемником удаляем маслоотражательный колпачок
Подцепить отверткой и вынуть опорную шайбу 1 пружин клапанов.
Переворачиваем головку блока цилиндров и вынимаем клапан, пометив место его установки, для того, чтобы при последующей сборке клапан встал на свое прежнее место.
Аналогично снимаем и помечаем остальные клапаны.
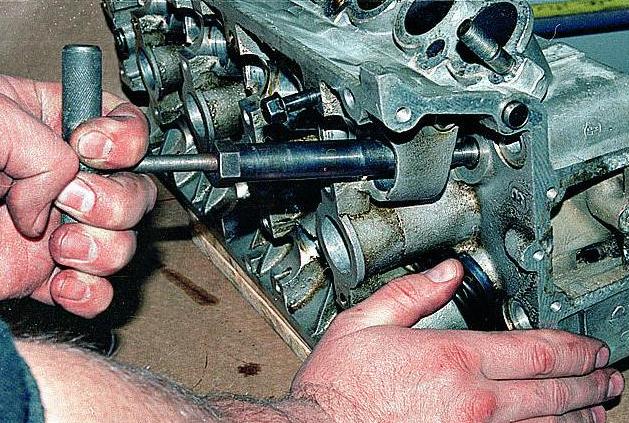
Изношенные направляющие втулки клапанов выпрессовываем оправкой
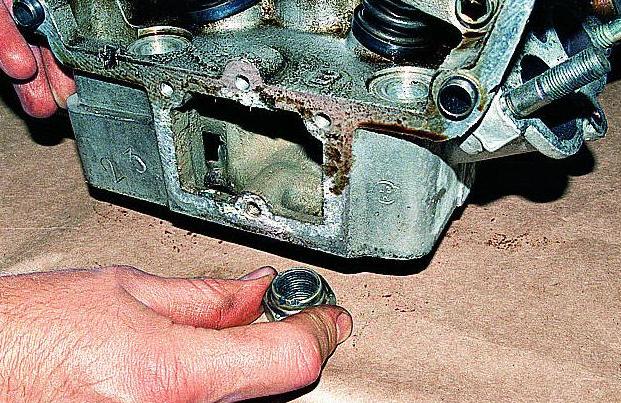
Шестигранным ключом “ на 8 ” выворачиваем заглушки масляных каналов.
Осмотр, дефектовка и ремонт ГБЦ
После разборки головки блока промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания и клапаны от нагара.
Осмотреть головку блока. Если есть трещины на перемычках между седлами клапанов, следы прогара и трещины на стенках камеры сгорания, заменить головку блока.
Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку.
Для этого линейку поставить ребром на поверхность головки блока, посередине, вдоль и затем поперек и щупом измерить зазор между поверхностью головки и линейкой. Если зазор превышает 0,1 мм, головку заменить.
Проверить зазоры в подшипниках распределительных валов.
Проверить зазоры между гидротолкателями клапанов и каналами под гидротолкатели в головке блока.
Зазор вычисляют как разность между диаметром канала и диаметром гидротолкателя.
Номинальный диаметр канала под гидротолкатель 35,0 +0,025 мм, предельно допустимый — 35,1 мм.
Номинальный диаметр гидротолкателя 35,0 –0,025 и 35,0 –0,041 мм, предельно допустимый диаметр — 34,95 мм.
Предельно допустимый зазор 0,15 мм. Если зазор превышает указанную величину, заменить гидротолкатель. Если и это не даст положительного результата, заменить головку блока.
Осмотреть клапаны. При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогорания, деформации стержня клапан необходимо заменить. Незначительные риски и царапины на рабочей фаске клапана можно вывести притиркой.
Притирку клапана к седлу производят следующим образом:
- — вставить клапан в головку блока;
- — надеть на стержень клапана приспособление для притирки клапанов;
- — нанести на рабочую фаску клапана тонкий слой притирочной пасты, представляющей собой смесь мелкого абразивного порошка с моторным маслом;
- — поворачивать клапан с помощью приспособления в обе стороны, периодически прижимая к седлу.
Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски седла и клапана.
После притирки протереть седло и клапан чистой тряпкой и тщательно промыть для удаления остатков притирочной пасты.
Чтобы проверить герметичность клапана, установить его в головку блока вместе с пружинами и сухарями.
После этого положить головку блока набок и залить в канал, закрываемый клапаном, керосин. Если в течение 3 мин. керосин не просочится в камеру сгорания, клапан считается герметичным.
Проверить состояние пружин клапанов. Искривленные пружины, а также имеющие трещины или поломанные, нужно заменить.
Проверить состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п.
Незначительные повреждения (мелкие риски, царапины и т.д.) можно вывести притиркой клапанов.
Более значительные дефекты можно устранить шлифовкой.
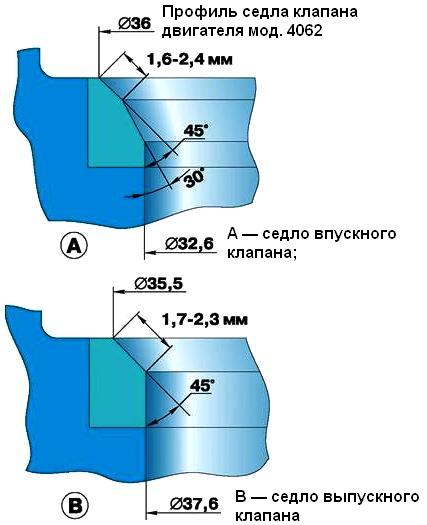
При шлифовке выдержать размеры седла, указанные на рис. Профиль седла клапана двигателя мод. 4062.
После шлифовки проверить биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
После шлифовки притереть клапаны. Затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
Следует учесть, что после шлифовки седла клапан садится в седло глубже.
Поэтому после шлифовки нужно измерить расстояние между торцом стержня клапана, прижатого к седлу, и осью распределительного вала. Если это расстояние меньше 35,5 мм, заменить головку блока, так как в этом случае нарушается нормальная работа гидротолкателей клапанов.
Проверить зазоры между направляющими втулками и клапанами.
Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана.
Предельно допустимый зазор равен 0,2 мм. Если зазор превышает указанный, заменить клапан и направляющую втулку.
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Устанавливают новые втулки с надетыми на них стопорными кольцами до упора стопорного кольца в плоскость головки блока со стороны отверстия под гидротолкатели.
Втулки перед установкой нужно охладить до –40. 45°С, а головку блока нагреть до температуры +160. 175°С. Втулка должна вставляться в головку блока свободно или с незначительным усилием.
В запасные части направляющие втулки клапанов поставляют трех ремонтных размеров. Первый ремонтный размер с увеличенным на 0,02 мм наружным диаметром втулки.
Второй — наружный диаметр втулки 14,2 +0,053 и 14,2 +0,040 мм, третий — с увеличенным на 0,02 мм диаметром от второго размера.
При установке втулок первого ремонтного размера отверстие под втулку в головке блока не растачивать.
При установке втулок второго и третьего ремонтных размеров нужно расточить отверстие до диаметра 14,2 –0,023 и 14,2 –0,050 мм.
После установки новых втулок развернуть в них отверстие под клапаны до размеров, указанных в табл. 2.1. Затем прошлифовать седла клапанов, как было указано выше.
Для того чтобы проверить головку блока на отсутствие трещин, нужно подвести к одному из отверстий рубашки охлаждения шланг для подвода сжатого воздуха.
Заглушить все отверстия в головке деревянными пробками. Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм. В местах, где есть трещины, будут выходить воздушные пузыри.
Очистив привалочную плоскость головки проверяем качество прилегания головки к блоку лекальной линейкой.
При деформации свыше 0,05 мм плоскостность необходимо восстановить механической обработкой, однако, если неплоскостность превышает 0,1 мм – головка не ремонтируется.
Керосином или дизельным топливом промываем головку, очищаем масляные каналы от отложений. Затем вытираем поверхности чистой ветошью и продуваем каналы сжатым воздухом. Устанавливаем на место заглушки масляных каналов.
Через алюминиевую проставку запрессовываем новые втулки клапанов, предварительно нагрев головку до 160–180°С и охладив втулки в “ сухом льду ” (СО 2 ).
Устанавливаем клапаны в последовательности, обратной снятию, заменив старые маслоотражательные колпачки на новые.
Притирка клапанов
Наносим притирочную пасту на фаску клапана и устанавливаем его в соответствующую втулку головки.
Закрепляем на ножке клапана приспособление для притирки и, прижимая клапан к седлу, поворачиваем его в обе стороны примерно на 90°
Продолжаем притирку до тех пор, пока уплотняющая фаска клапана полностью по всей своей ширине и длине не станет матовой и чистой.
Двигатель ГАЗ ЗМЗ 406, Технические Характеристики, Какое Масло Лить, Ремонт Двигателя ЗМЗ 406, Доработки и Тюнинг, Схема Устройства, Рекомендации по Обслуживанию
Расточив, моем детали керосином, выкручиваем четыре заглушки. В глухих резьбовых отверстиях не допустимо нахождение масла, тосола, мусора — т.к. жидкость не сжимается и резьба повредиться. Проверяем ГБЦ , т.е. плоскость прилегания к блоку, клапана, направляющие клапанов, меняем маслосъёмные колпачки.
ГБЦ не лишне отвезти на шлифовку на завод, поскольку слишком муторно и не удобно притирать 16 клапанов. Когда всё готово можно приступать к сборке двигателя.
При сборке важно работать с чистыми руками и инструментами. Болты, гайки и т.д. с плохой резьбой заменяем на новые, лучше не экономить. Затягивать надо без усилий — резьба легко может сорваться, а процесс восстановления очень сложный. Не лишним будет промазать герметиком все прокладки, а места прикосновения с ними протереть обезжирить растворителем.
В итоге мотор при работе будет чистый, ничего не будет подтекать.
Ложем ГБЦ вставим упорные полукольца КВ антифрикционным слоем наружу.
Как регулировать клапана на газели 406 двигатель
График работы: Пн.- Пят. с 9:00 до 20:00 Суб. 9:00-18:00 Воск. 9:00-17:00 E-mail Адрес: г.Москва, МКАД 23 км, Влад.3, стр.1 (комплекс «Развилка»)
Производитель автомобилей Газель – Горьковский автомобильный завод выпускает машины с 1932 года и известен всем отечественным автомобилистам. За столь долгий срок это предприятие стало настоящей легендой автопрома России, а модель под названием Газель приобрела невероятную популярность у потребителей.
Более полувека назад в Заволжье был построен моторостроительный завод ЗМЗ, взявший на себя производство всех двигателей для продукции ГАЗ. Интересно, что последние двадцать лет ЗМЗ выпускает двигатели с гидравлическими компенсаторами в газораспределительном механизме. Это значит, что необходимость регулировать клапаны на Газели существует только для моделей с двигателями УМЗ 4216 и их модификациями. Модели, оснащенные моторами ЗМЗ 405, 406, Крайслер 2, 4, Штаер и двигателями других производителей, не нуждаются в проведении подобных процедур.
Автовладельцы по-разному отзываются о гидрокомпенсаторах, но несомненным преимуществом этих механизмов является то, что зазор между толкателями и клапанами регулируется автоматически и меняются при смене температуры или режима работы. Это устройство не нуждается в специальном обслуживании.
2_5.jpg

За противовесы прокручиваем КВ, он должен вращаться легко, от руки, а не при помощи лома.
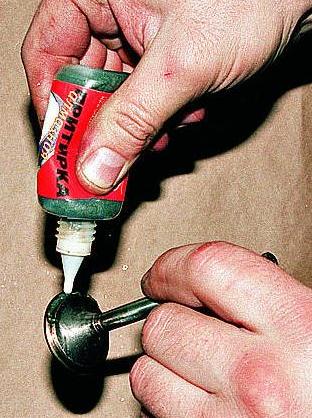
Далее устанавливаем задний сальник в держатель и прикручиваем его к ГБЦ, не забыв про прокладку. Внешнюю часть сальника смазываем герметиком, а пространство между рабочей кромкой и пыльником заполняем литолом.

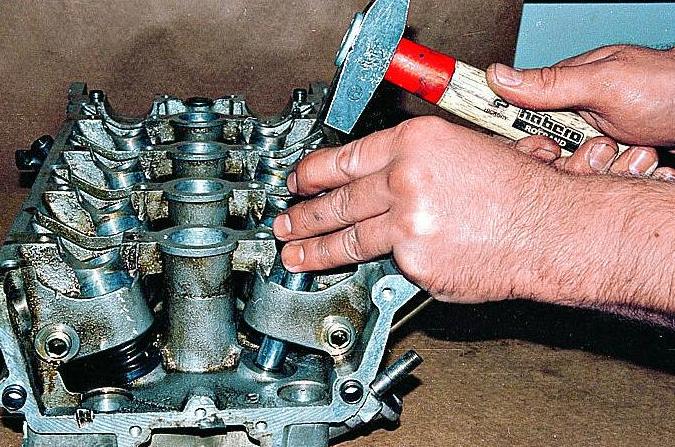
Закручиваем маховик. Маховик на КВ ставится только в одном положении. Под болты устанавливается специальная шайба. Чтобы застопорить коленвал нужно между стенкой блока и противовесом засунуть ручку молотка.
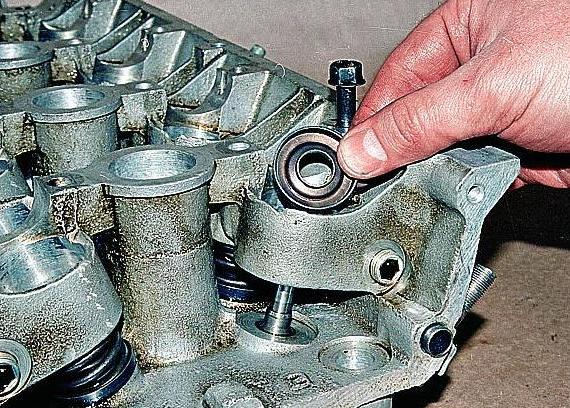
Ставим распорную шайбу и новый подшипник носка первичного вала КПП.

Дальнейший ремонт двигателя 406, удобно вести, поставив блок на маховик.

Собираем шатунно-поршневую группу. В комплект новые поршней идут входят пальцы и стопорные кольца.
Перед сборкой поршень надо нагреть и смазать палец маслом. В поршень сразу устанавливаем одно стопорное кольцо, обязательно следим, чтобы они сели в свои канавки в поршне- чтобы не установить палец дальше, чем нужно. Надпись на поршне перед и выступ на нижней головке шатуна должны быть одинаково направлены.
Ставим стопорные кольца, обязательно следим, чтобы они сели в свои канавки в поршне. На упаковках колец есть схема их установки.











Притирка клапанов головки блока 406

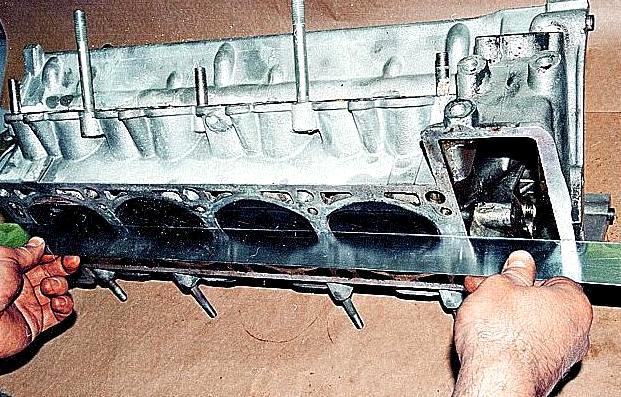
Фото. Головка блока 406
На фото видите головку блока 406 двигателя, она снята с двигателя и ждет свой очереди по притирки и замене клапанов. Но перед притиркой желательно снять все стаканчики с клапанов и положить их в такой последовательности, чтобы при постановки стаканчиков вы не перепутали их местами и каждый стаканчик вернулся на свое место. Принципе все стаканчики одинаковы, но все-таки если головка уже не новая и много поработала то желательно чтобы каждый стаканчик вернулся на свое место, так как каждый стаканчик давно притерся к своему месту. Но если случайно перепутаете стаканчики, ничего страшного не будет.

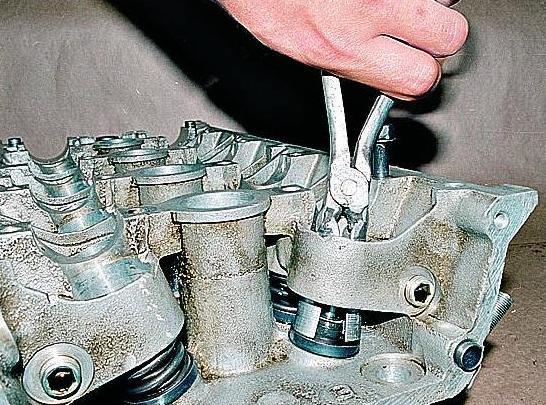
Фото. Головка блока 406 со съемником клапанов
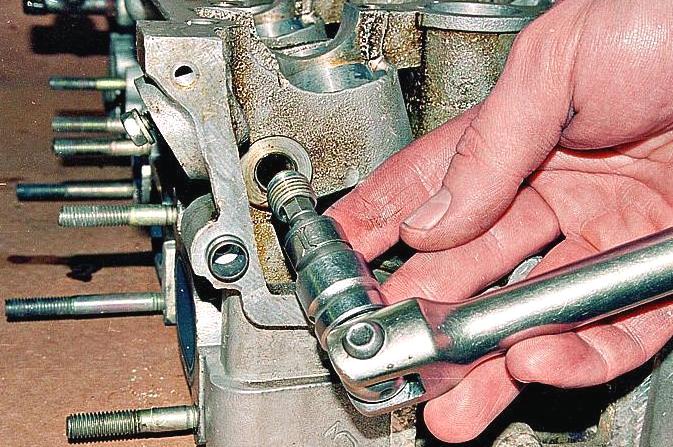
На фото видите универсальный съемник клапанов, этим съемником можно рассухарить и снять клапана с любой головки, переставляя нажиматель съемника ближе или дальше в зависимости от места расположения клапана.

Фото. Рассухаривание клапана при помощи съемника
На фото видите как рассухарить клапан при помощи съемника клапанов, закручиваем болт в близкое место от клапана, цепляемся съемником за болт и нажимаем на тарелку клапана как можно сильней, пальцем откидываем в стороны сухарики. Но обязательно подложите любую железяку под клапан чтобы он в нее упирался.

Фото. Рассухаренный клапан с сухариками
После того как рассухарили клапан вытаскивайте пружины, и вытаскивайте клапан. Совет, не снимайте все клапана сразу, делайте по одному, рассухарили клапан притерли, поменяли сальник клапана, и засухарили клапан. Потом беритесь за следующий клапан.
Фото. Новый выпускной клапан с лева и рабочий с права
Сейчас буду притирать и сразу менять старые клапана на новые, хотя можно было просто притереть рабочие клапана (они еще в хорошем состоянии кроме одного).

Фото. Клапан с нанесенной притирочной пастой перед притиркой клапана
Притирать клапан будем так, намажьте на клапан притирочную пасту как на фото, пасту можно наносить на клапан как показано на фото при помощи шприца или любой палочкой, главное чтобы притирочная паста не попадала на шток клапана.

Фото. Притирка клапана при помощи дрели, с самодельной насадкой
Мне нравиться притирать клапана дрелью, так как увеличивается быстрота притирки. На фото самодельное приспособление для притирки клапанов, состоит оно из шпильки на 8мм. и кусочка плотного резинового шланга который плотно одевается на шпильку. Сделать это приспособление можно так, возьмите шпильку 8мм. оденьте посильней на нее кусочек плотного резинового шланга, и обрежьте шланг так чтобы он полностью налазил на шток клапана и почти упирался в шпильку, тогда при притирки клапана дрелью, шланг не будет болтать в стороны. Притираем клапан так, подложите под клапан железяку чтобы он не падал, натягивайте шланг на клапан, убирайте железяку из под клапана, включайте дрель и тяните клапан на себя но не сильно а так чтобы резиновая шланга не слетала с клапана, делайте такие движения дрелью во время притирки клапана, то притяните клапан то опустите, потрите клапан секунд 30. Затем сильно потяните дрель на себя и резиновая трубка сойдет с клапана.

Фото. Хорошо притертый клапан к седлу головки клапана
После притирки клапана нужно обязательно проверить, притерся клапан или нет, для этого после притирки протрите насухо седло клапана, и сам клапан. На фото видите хорошо притертый клапан и хорошо притертое седло клапана. Признаки хорошо притертого клапана такие, широкая серая полоса по кругу клапана, и широкая серая полоса в седле клапана. Но обратите внимание на второй выпускной клапан (он ниже притертого седла и меньше впускного), запомните если клапан имеет синеватый оттенок это признак того что он не держит и пропускает газы, из за этого двигатель троит и не тянет. Также этот клапан если вовремя не принять меры будет выгорать все сильней.

Фото. Седло подозрительного клапана и сам клапан
Рассмотрев подозрительный клапан и седло клапана, прихожу к выводу что этот клапан был зажат, так как нет четкого места прогара. Также возникает вопрос, ведь в головке 406 двигателя клапана регулируются автоматически, при помощи компенсаторов и давления масла.
Ответ такой, постепенно седло клапана выгорало, и выгорело до такой степени что клапан перестал плотно прижиматься к седлу, и хода компенсатора в стаканчике уже не хватает. Хотя этот клапан до меня заменили новым, но он все равно не держал. Просто старый моторист который делал эту головку и на совесть прошелся шарошкой и хорошо притер клапан, не учел что у компенсаторов небольшой ход, это не копейка в которой можно отрегулировать зазоры клапанов ключами.

Фото. Замеряем штангелем на какую высоту выступает стаканчик клапана от седла распредвала
После притирки нового клапана в замен пропускавшего я замерил штангелем как показано на фото на какую высоту выступает стаканчик клапана по отношению постели распредвала, получилось два миллиметра. Но так как я точно не знаю какой максимум и минимум допустим и лень искать точные допустимые размеры, но у меня неплохо развита логика, я просто замерил высоту стаканчиков хороших рабочих клапанов, и пришел к выводу что желательно чтобы стаканчик клапана был вровень с постелью или максимум на миллиметр выше постели распредвала.

Фото. Укорачивание клапана
Теперь возникает вопрос как уменьшить клапан, все очень просто возьмите и сточите макушку клапана на точиле на ту высоту которая нужна. Обязательно когда будите стачивать клапан на точиле прокручивайте его, как показано на фото, я одной рукой направляю клапан а другой все время его вращаю, тогда получится ровно сточенный клапан но может быть с небольшой конусностью к центру это не страшно.
Разборка
1. Отвернуть гайки 1 и снять экран 5 датчика фазы, скобу 2 для подъема двигателя и выпускной коллектор 6.
Снять прокладки выпускного коллектора.
Отвернуть болт 3 и снять датчик 4 фазы.
Вывернуть датчики аварийного давления масла 7 и указателя давления масла 8.
2. Ослабить затяжку хомута 1 и снять шланг с патрубка регулятора холостого хода.
Отвернуть гайки 2 и снять ресивер 3 с впускной трубы.
Снять прокладку ресивера.
3. Отвернуть гайки 1 и снять впускную трубу 2 вместе с форсунками и топливопроводом (на фото не показаны).
Снять прокладку впускной трубы.
4. Отвернуть болты 1.
. и снять заднюю крышку 2 головки блока.
Снять прокладку крышки
Вынуть гидротолкатели 1 клапанов. Гидротолкатели удобнее вынимать с помощью магнита или присоски
Гидротолкатели нельзя менять местами, поэтому перед снятием их нужно промаркировать, чтобы при сборке установить на свое место.
Хранить гидротолкатели следует в том же положении, в каком они стоят на клапанах, чтобы из них не вытекло масло.
Если конструкцией съемника не предусмотрен упор клапана, подкладываем под него подходящий упор.
Пинцетом вынимаем два сухаря и плавно отпускаем пружины.
Снимаем верхнюю тарелку и две пружины клапана.
Съемником удаляем маслоотражательный колпачок.
Подцепить отверткой и вынуть опорную шайбу 1 пружин клапанов.
Переворачиваем головку блока цилиндров и вынимаем клапан, пометив место его установки, для того, чтобы при последующей сборке клапан встал на свое прежнее место.
Аналогично снимаем и помечаем остальные клапаны.
Изношенные направляющие втулки клапанов выпрессовываем оправкой
Шестигранным ключом “ на 8 ” выворачиваем заглушки масляных каналов.
Ремонт двигателя Газель в ДАНИАН АВТОЦЕНТРЕ
Техническое оснащение
Наш сервисный центр оснащен самым современным оборудованием для диагностики и ремонта двигателей ГАЗель любой степени сложности.
Комплексный характер работы
Благодаря тому, что мы осуществляем все виды слесарного ремонта, вы можете получить весь комплекс услуг в одном месте, сэкономив свое время и денежные средства.
Гарантия качества
Мы предоставляем гарантию на все выполненные работы по ремонту двигателей ГАЗель, потому что уверены в их качестве.
Большой склад оригинальных запчастей
Наш регулярно пополняемый склад автозапчастей является гарантией того, что вам не придется тратить время на ожидание необходимой детали. Мы используем только оригинальные комплектующие, что позволяет максимально качественно выполнить ремонт двигателя и продлить срок службы вашего автомобиля.
Для нас нет неразрешимых проблем
Профессионализм наших сотрудников позволяет грамотно устранить неполадки любой сложности. В своей работе мы применяем современные методы компьютерной диагностики, которые позволяет максимально точно определить характер поломки и составить оптимальный план ее устранения.
Гибкая ценовая политика
Несмотря на то, что наши цены можно назвать умеренными, мы проводим регулярные скидочные акции и спецпредложения, которые делают ремонт двигателя ГАЗель у нас еще выгоднее.
Удобное расположение сервиса
Наш сервисный центр расположен в 5 минутах ходьбы от станции метро «Беговая» и в непосредственной близости от ТТК и Хорошевского шоссе.
Снятие и ремонт головки блока цилиндров двигателя змз 406
Сливаем из системы охлаждающую жидкость (см. «Замена охлаждающей жидкости»). Снимаем шланги с патрубков термостата или снимаем термостат
(см. Проверка и замена термостата»). Отсоединяем колодку проводов от датчика положения распределительного вала
(см. «Проверка и замена датчика положения распределительного вала»). Снимаем генератор с его верхним кронштейном (см. «Снятие генератора»). Если головку блока цилиндров двигателя змз 406 демонтируем с целью ремонта или замены, то предварительно снимаем впускной трубопровод (см. «Замена прокладки впускного трубопровода») и выпускной коллектор (см. «Замена прокладок выпускного коллектора»). Если работа выполняется с иной целью (например, нужно заменить прокладку головки блока цилиндров), то головку можно снять в сборе с впускным трубопроводом и выпускным коллектором. Снимаем распределительные валы (см. «Снятие распределительных валов»). Шестигранником «на 12» отворачиваем десять винтов крепления головки блока цилиндров двигателя змз 406.
Вынимаем шайбы винтов.
Вынимаем гидрокомпенсаторы (см. «Замена гидрокомпенсаторов»). пометив их местоположение в головке блока цилиндров. Снимаем головку блока цилиндров.
Сопрягаемые поверхности головки и блока цилиндров тщательно очищаем от нагара, остатков старой прокладки и герметика. Приложив линейку к привалочной плоскости головки блока цилиндров.
набором щупов проверяем неплоскостность головки блока цилиндров. При неплоскостности свыше 0,05 мм плоскость головки необходимо восстановить механической обработкой, однако, если неплоскостность превышает 0,1 мм, головка не ремонтопригодна.
Ключом «на 10» отворачиваем восемь болтов.
снимаем заднюю крышку головки блока цилиндров с прокладкой.
Устанавливаем рассухариватель на головку блока цилиндров. Если конструкцией рассухаривателя не предусмотрен упор клапана, подкладываем под тарелку клапана деревянный брусок. Рассухаривателем сжимаем пружины клапана. Чтобы тарелка пружин легче сошла с сухарей. наносим легкие удары молотком по упорной сошке рассухаривателя.
Пинцетом вынимаем два сухаря и плавно отпускаем пружины.
Снимаем верхнюю тарелку и две пружины клапана.
Съемником удаляем маслоотражательный колпачок.
и снимаем опорную шайбу.
Переворачиваем головку блока цилиндров двигателя змз 406 и вынимаем клапан, пометив место его установки, для того чтобы при последующей сборке клапан встал на свое прежнее место. Аналогично снимаем и помечаем остальные клапаны. Шестигранником «на 8» выворачиваем заглушки масляных каналов.
Для притирки клапанов.
наносим притирочную пасту на фаску клапана и устанавливаем клапан в соответствующую направляющую втулку головки блока цилиндров двигателя змз 406.
Закрепляем на ножке клапана приспособление для притирки и.
прижимая клапан к седлу, попеременно поворачиваем его в обе стороны.
Продолжаем притирку до тех пор, пока уплотняющая фаска клапана полностью по всей своей ширине и длине не станет матовой и чистой.
Так же должна выглядеть и фаска на седле клапана.
Стираем ветошью с клапана и седла остатки пасты.
Аналогично притираем остальные клапаны. Перед сборкой головки блока цилиндров змз 406 керосином или дизельным топливом промываем головку, очищаем масляные каналы от отложений. Затем вытираем поверхности чистой ветошью и продуваем каналы сжатым воздухом.
Собираем и устанавливаем головку блока цилиндров змз 406 в обратной последовательности. Маслосъемные колпачки заменяем новыми. Перед установкой клапанов их стержни покрываем моторным маслом.
Из резьбовых отверстий блока цилиндров под крепежные винты головки удаляем остатки масла и охлаждающей жидкости.
На привалочную плоскость передней крышки блока цилиндров (на участке контакта с прокладкой головки блока) наносим герметик.
Прокладку головки блока цилиндров двигателя змз 406 заменяем новой. Устанавливая головку блока цилиндров на блок, следим, чтобы она «села» на установочные втулки. Перед установкой винтов крепления головки блока цилиндров наносим на их резьбовую часть моторное масло. Винты затягиваем динамометрическим ключом в два этапа, соблюдая последовательность их затяжки. Предварительно затягиваем их моментом 50 Нм, затем окончательно — 140 Нм. Порядок затяжки болтов крепления головки блока цилиндров
Установив все снятые детали и узлы, заполняем систему охлаждения жидкостью и заменяем масло в двигателе
Инструкция по притирке клапанов головки цилиндров ЗМЗ-406.10.

Применяемые современные материалы седел: жаростойкий порошковый материал с пористой структурой и лезвийная обработка рабочей фаски с высокойточностью по диаметру, углу наклона и шероховатости не требует операции притирки рабочей фаски клапанов.
Стабильность качества проверяется причастичном вскрытии одного двигателя в смену после обкатки и приемки службой качества.
Герметичность камер сгорания головок цилиндров проверяется манометрическим компрессионным методом путем создания избыточного давления воздуха со стороны камер сгорания.
В процессе обкатки происходит пристукивание клапанов к седлам и при этом резко возрастает герметичность камеры сгорания по сравнению с новой (необкатанной) головкой цилиндров.
Проведение притирки клапанов на новых головках цилиндров производства ОАО «ЗМЗ», особенно длительных, с применением притирочных паст с неизвестной характеристикой не улучшает, а ухудшает ресурс соединения «втулка клапана–клапан–седло» по следующим причинам:
— возможное внедрение абразивного материала в пористую структуру седел и втулок ведет в процессе эксплуатации к интенсивному изнашиванию поверхности клапана;
— при попадании притирочной пасты на стержень клапана неизбежно разрушается тонкий карбонитрированный слой и ухудшается шероховатость поверхности стержня клапана;
— в маслоотражательных колпачках нарушается геометрия рабочей кромки, что требует 100% замены колпачков;
— после операции притирки требуется высокотемпературная промывка водой под давлением со специальным моющими присадками и последующей сушкой, что в условиях автосервиса обычно не применяется.
Притирка клапанов применяется в ремонтных технологиях для чугунных седел, имеющих высокую твердость (свыше 55 HRC), а для порошковых седел (твердостью 35-40 HRC) необходимо использовать специальный резец с базировкой по отверстию во втулке под стержень клапана.
Для маслоотражательных колпачков используется фторкаучуковая теплостойкая резина.
Конструкция колпачка должна обеспечивать дозированный доступ масла к трущейся паре «втулка–стержень клапана», иначе неизбежен задир стержня клапана.
При всем имеющемся разнообразии в розничной продаже маслоотражательных колпачков необходимым техническим требованиям удовлетворяют лишь единицы.
Полная герметичность камеры сгорания достигается в процессе обкатки за счет пристукивания клапанов в первые минуты работы двигателя.
При установке головки цилиндров на двигатели ЗМЗ-406.10 запрещается проливать бензином и притирать клапаны.