Нет луча, перестал реагировать блок розжига.
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Похожие публикации
Приветствую. Так как нет единого общепринятого стандарта распиновки CO2 блоков розжига, то попробую собрать варианты подключений в этой теме.
Пока что популярные, типа MYKZ, MYJG и подобные
—-
ВАЖНО:
При замене на другой блок, да же если коннектора по размеру и количеству «пинов» подходят, то обязательно нужно убедиться, что распиновка совпадает, т.к. нет единого стандарта и, к примеру, в силовом разъёме из 3х пинов могут быть просто поменяны местами пины сети и заземления — не проверив, вы можете подать фазу на корпус станка!
Станок нормально работал около 10 лет, недавно начала дергаться лазерная головка, особого внимания этому не уделили, недавно поставили на резку, началась резка и минут через 10 мин выбило автомат в здании, при повторном включении станка все заработало, головко двигается нормально, но нет лазера, прочитал, что скорее всего проблема в блоке розжига, достали полностью блок разобрали, и первое, что бросилось в глаза перебитая силовая дорожка с умножителя, сгоревший предохран, и сгоревший термистор, поменяли предохранитель и термистор, запаяли дорожку, включили, опять выбило автомат, и картина повторилась, опять сгоревший предохранитель, сначала думал где-то коротит на кожух станка, полностью проверил все силовые провода, нигде нет ни оголённых проводов, с трубкой тоже порядок, потом проверил нет ли кз на плате, и нет ли пробоев с самой платы, все нормально, дорогие технари можете помочь, что случилось?
Здравствуйте! Можете помочь , юстировкой? Проблему снял на видео. Если кратко, то один угол сильно уходит( примерно на 5мм)
Я новичок, поэтому многие вещи для меня тёмный лес.
Здравствуйте.
Неделю уже не могу победить юстировку. В лучшем случае уходит правый верхний угол примерно на 8мм вниз.
Схематично:
Станок стоит по уровню. Трубку поднимал/опускал — безрезультатно.
Подскажите, что делать в этом случае? Что делаю не так?

Приветствую. Очередной квест, ответа на который я пока что сам не знаю.
Дано: Станок Raylogic 11G 1610, двуголовый — две трубки Reci W2, два блока розжига (первый штатный, второй Cloudray T100 V2.0)
Проблема: на второй головке случайным образом пропадает луч, когда на первой всё хорошо, вот так выглядит:
Внимание на нижний ряд, проблема подчёркнута.
Повторюсь, что проблема возникает спонтанно только на второй (новой, добавленной) головке. В разных местах на разных файлах.
Что было сделано и проверено уже:
1. Пробовали перезапускать из RDWorks начисто задание —
проблема всё так же остаётся на новой головке.
2. Пробовали переключать порты блоков у контроллера (проверка на сбойный порт у контроллера)
— проблема всё так же остаётся на новой головке.
3. Пробовали менять местами порты у самих блоков розжига (проверка на наводки по управлению на кабель)
— проблема всё так же остаётся на новой головке.
4. Датчик потока воды исключили — закорочен
— проблема всё так же остаётся на новой головке.
Ставил вторую головку, трубку и блок розжига я. Поэтому механику и юстировку исключаем сразу.
Будем пробовать поймать момент «глюка» и попытаться выяснить в начале это возникает (задержка розжига)
или в конце (тут вообще хз пока что на что грешить)
Потом попробуем подменить блок розжига на заведомо исправный.
Я пока что грешу на:
Неподходящая частота управления блоком, Какую-то взаимонесовместимость (хотя каждый блок розжига подключён в свой отдельный порт контроллера и там опторазвязка, но земля то общая). Не те управляющие уровни сигнала от контроллера Откуда-то паразитная ёмкость взялась по управлению, а блок шибко чувствительный Трубка прикалывается Есть у кого какие идеи, куда копать и с чем может быть связано?
Выяснилось, что луч появляется нормально, но потом пропадает.
При этом у самого блока пропадает +5 Вольт внутренних, в общем блок розжига под замену.
Блок Cloudray T100 V2.0
Как самому отремонтировать лазерный станок после пожара

Некоторое время назад, для любителей стали доступны мощные лазерные CO2 гравёры / резаки. Они дают достаточно много возможностей в плане творчества, но у них есть один существенный недостаток, который сдерживает более широкое распространение этих аппаратов среди квартирных энтузиастов: при работе аппарата образуется большое количество дыма и ядовитых испарений, борьба с которыми весьма неоднозначна, сложна, и стоит больших денег.
Всё это справедливо для случая, если мы идём простым, среднестатистическим путём.
В противовес ему существует весьма эффективный альтернативный способ, который почему-то обходят вниманием, именно его мы и постараемся рассмотреть в статье.
▍ Пролог
Любой самодельщик, рано или поздно, задумывается о покупке своего собственного лазерного резака. Но если у него нет отдельного технического помещения, например, того же самого гаража, то возникает существенная проблема, так как он неизбежно сталкивается с необходимостью борьбы с сопутствующими атмосферными загрязнениями, которые «идут комплектом» к любому такому резаку.
Если промониторить форумы, посвящённые соответствующей тематике, то можно столкнуться с конструкциями и способами борьбы с этим вопросом, разнообразной степени сложности, равно как и собрать достаточно большую подборку неудач: «решил выбрасывать дым в вентиляцию туалета, у меня в квартире всё было хорошо, а весь подъезд искал „с выпученными глазами“, где начался пожар»; или вот ещё: «решил поставить лазерный резак на балкон и выбрасывать дым прямо в окно, соседи вызвали пожарную». И таких случаев достаточно полным-полно ��
Почему эта проблема является такой острой? Дело в том, что на одном из форумов подсчитали, что при многочасовой работе лазерного резака, например, резке фанеры толщиной в 5 мм, за одну 8-часовую смену, количество испарённого материала может измеряться килограммами.
Это много, учитывая, что человеческий нос является весьма чувствительным инструментом и может детектировать даже наличие нескольких молекул вещества в кубическом метре воздуха!
Частенько особой чувствительностью этого инструмента отличаются старые бабки (но не будем о грустном)…
Таким образом, вы, наверное, уже поняли, что мало иметь возможность купить лазерный резак, необходимо ещё и соорудить некую эффективную систему борьбы с дымом, без которой вам гарантированы проблемы.
▍ Как обычно пытаются решить эту проблему люди?
В основном стараются применять механические способы фильтрации воздуха, среди которых могут быть: циклонные устройства, разнообразные фильтры очистки от разных фракций, в том числе и сложные НЕРА-фильтры. Говоря же о химических способах очистки, максимум до чего доходит изобретательская мысль энтузиастов, это использование активированного угля и даже кошачьего наполнителя, в том числе силикагеля. Химическая фильтрация позволяет удалить из потока воздуха запахи и вредные вещества с достаточной степенью эффективности. Проблема заключается только в том, что в случае использования химических фильтров ограниченного срока эксплуатации, их приходится часто менять, а замена стоит достаточно существенных денег.
Для меня наблюдать эту картину в течение множества лет было довольно странно, ведь даже электростатический фильтр мало кто использует!
Почему же сложилась такая ситуация? На мой взгляд, здесь причина в следующем: люди просто «не хотят заморачиваться» (как они это называют), однако в результате они «заморачиваются» намного больше, ведь скупой платит дважды.
Ещё одной причиной является на мой взгляд инертность мышления. Как учили меня в одном из моих вузов, «если ты идёшь нестандартным путём, то ты имеешь шанс на нестандартный результат; если же ты будешь делать всё так же как и все, то и твой результат тоже будет среднестатистическим».
На первый взгляд — капитан Очевидность, но всё становится не так очевидно, если мы обратимся к реальной жизни: в теории многие это понимают, но как только доходит до практики: «а давай-ка я сделаю, как и все.»
В итоге, имеем то, что имеем. Именно поэтому, здесь я не буду разбирать стандартные подходы, так как их преимущества и недостатки достаточно понятны и широко разобраны на разных ресурсах, вместо этого я сконцентрируюсь на своеобразном подходе, который несмотря на его очевидность и доступность, я никогда не видел в применении.
▍ Проектируем устройство
Для начала, давайте рассмотрим, что выбрасывается в воздух в процессе работы лазерного резака. Вот здесь имеются хорошие таблицы, где показаны загрязняющее агенты, попадающие в воздух:
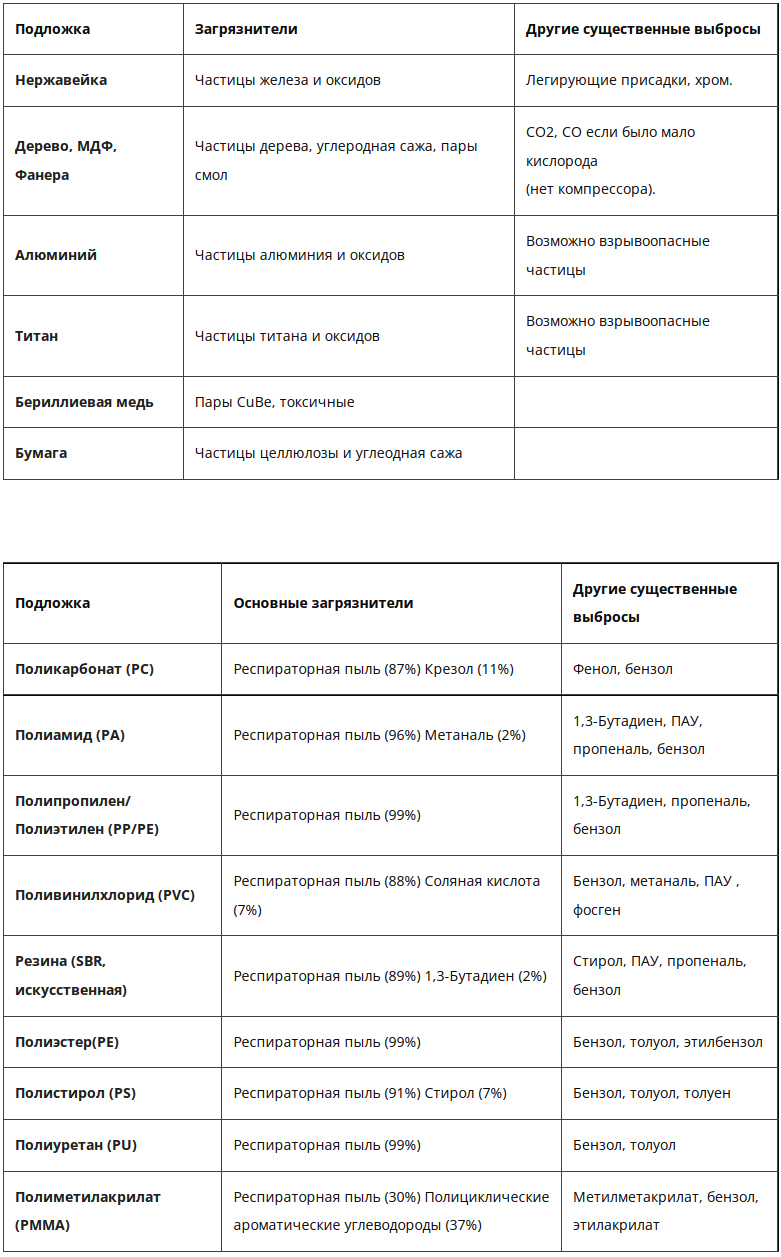
Источник
Как можно заметить, при работе лазера образуется большое количество загрязняющих агентов, которые представлены как частицами различной величины фракции, так и большим разнообразием органических соединений, которые, как правило, являются сильными отравляющими веществами.
Соответственно, способ борьбы с этими загрязняющими агентами будет также комплексным: необходим как механический способ, так и химический.
Говоря о механическом способе, следует сказать, что одним из наиболее эффективных средств очистки загрязняющих газов от механических примесей является электростатический высоковольтный фильтр. Принцип его действия основан на придании взвешенным в воздухе частицам электрического заряда, противоположного улавливающему устройству, что приводит к притягиванию частиц и осаждению их на устройстве:

Источник
Как можно видеть, подобные устройства, как правило, представляет собой сборку из натянутой проволоки круглого сечения и пластинами осадителей. Вместо проволоки, могут использоваться металлические полоски с острыми концами (например, можно использовать те же полотна от ножовки по металлу). Их задача — являться коронирующим электродом, который изучает коронный разряд.
Как отмечают даже промышленные компании, способ является весьма эффективным:
Ещё более наглядным является вот это видео, где один из самодельщиков включает электростатический фильтр на пути загрязнённых газов, горящих факелом. Весьма наглядно видно изменение цвета факела:
Также очень хорошо видно устранение дымовой взвеси при подаче напряжения на элементы под колоколом:
Хоть электростатический принцип и является весьма эффективным, однако количество случаев использования его в устройствах по очистке воздуха для домашних лазерных резаков можно пересчитать по пальцам одной руки.
В качестве высоковольтного источника для электростатического фильтра можно использовать схему блокинг-генератора на 1 транзисторе. Достаточно легко собирается и легко запускается (я сам примерно такое собирал лет 15 назад):

Источник
А здесь есть подробное описание сборки. Только у автора скромненькая искра что-то ��
У меня подобная схема давала не искру, а «искрищу» сантиметров в 10! Хотя дело было давно и может быть я даже вру. Ну да ладно. Не поленюсь и схожу достану из закромов своё «поделие». Выглядит оно конечно зело безобразно, но сильно не ругайте дедушку, оно делалось 15 лет назад. Транзистор использован 2N3055, запитывается схема от 12 вольт. Причём блок питания должен обеспечить не менее 5 ампер тока. Обмотка 1 содержит 2 витка, обмотка 2 — 5 витков. В качестве обмоток подойдёт даже многожильный провод. Выводы HV! HV! — это провода от телевизионного строчника (белый цилиндрик на феррите). Я дополнительно на эти провода повесил ещё вот этот умножитель (синяя коробочка). И если до этого искра была скромненькая, то после этого стала реально страшная (по звуку и размеру).

Схема c cайта
Правильно собранная схема начинает работать сразу. Если не работает — надо поменять местами выводы обмотки 1. И токоограничивающий резистор надо повесить ещё на выходной высоковольтный провод (если правильно помню). Ниже примерная схема фильтра (кликабельно).
Имейте в виду, что высокое напряжение в принципе опасно, а после выходного каскада (синяя коробочка) — тем более.
Механический способ не поможет полностью избавиться от запахов. Несмотря на то что образующийся в процессе озон, является сильнейшим окислителем органики, и эффективно борется с запахами, такого способа может оказаться недостаточно, для полного устранения «ароматов».
И что же делать в таком случае? Идея о том, что изложено дальше, пришла мне в голову совершенно случайно, и здесь необходимо сделать небольшое отступление. Дело в том, что я, как владелец 3D-принтера, периодически сталкиваюсь с необходимостью прочистки печатного сопла, которое с некой периодичностью забивается ABS- пластиком.
Методом проб и ошибок я нашёл самый эффективный способ борьбы с этими засорами: прожигание сопла с использованием газовой горелки.
Причём в процессе многочисленных прожиганий я обнаружил интересный момент, который, к тому же вполне логичен: если сопло расположено в струе пламени так, что пластик частично сгорает, частично плавится, то он начинает дымить, т. е. испарять органические вещества, которые наполняют помещение дикой вонью ��
Если же весь предназначенный для сгорания пластик находится строго в струе пламени и сгорает полностью, какой-либо запах отсутствует вообще!
Таким образом, если мы сможем обеспечить некий способ полного температурного разложения органических веществ, то мы сможем практически полностью избавиться от запаха.
В таблицах выше показаны основные загрязняющие вещества, образующиеся в процессе лазерной обработки. Посмотрим, что с ними происходит в процессе температурного распада.
Фенол (температура самовоспламенения: 595 °C):

1,3-Бутадиен (температура самовоспламенения: 430 °C):

Пропеналь (температура самовоспламенения: 277 °C):
Формальдегид(метаналь) (температура самовоспламенения: 435 °C):

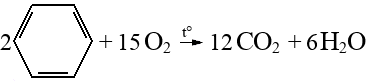
Бензол (температура самовоспламенения: 562 °C):
Этилбензол (температура самовоспламенения: 420 °C):

Фосген (температура разложения: 800 °C):

Стирол (температура самовоспламенения: 490 °C):

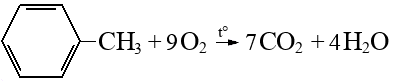
Толуол (температура самовоспламенения: 536 °C):
Метилметакрилат (температура самовоспламенения: 460 °C):
Этилакрилат (температура самовоспламенения: 372 °C):

Как легко можно заметить по формулам, все перечисленные выше органические вещества распадаются на достаточно безобидные соединения, в основном это углекислый газ и вода в различных количествах, причём это относится даже к таким сильным отравляющим веществам — как фосген.
Говоря же о температуре распада, легко можно заметить, что ни у одного из органических веществ температура распада не превышает 1000 градусов. Таким образом, если мы обеспечим источник температуры более 1000 градусов, то мы гарантированно сможем разложить 100% органических веществ!
Но откуда нам взять источник с такой температурой, к тому же это, наверняка, довольно затратно, памятуя о том, что в основном мы используем горючие газы для создания подобной температуры?
Как-то, в одной из предыдущих статей я уже говорил о таком источнике высокой температуры, как электролизёр. Как-то давно, ради собственного фана, я собрал подобный аппарат, об этом я уже писал.
Штука получилась весьма примечательная: экологически чистый, насколько это возможно (в процессе горения образуются только водяные пары, дыма нет никакого, как и запаха), но жутко горячий.
Пламя горелки имеет ярко выраженный вытянутый длинный профиль (это связано с размером молекулы водорода, поэтому существует даже понятие «водородного пламени» — не пламя, а настоящий «меч джедая».
Кроме того, температура горения водорода в кислороде является весьма высокой: 3000 градусов.
Типичный электролизёр представляет собой сборку из нержавеющих пластин, между которыми проложены резиновые О-образные или П-образные прокладки (на схеме ниже это не учитывается, показана только принципиальная схема):

Источник
В процессе работы электролизёра нужно быть очень осторожным, так как водород является весьма взрывоопасным газом, поэтому перед выходом из электролизёра ставят, так называемый «водный затвор», который представляет собой ёмкость с водой, сквозь которую «пробулькивается» образующийся газ. Это необходимо для того, чтобы разделить полость газогенератора и рабочую трубку с горелкой, чтобы случайное возгорание в горелке и шланге не попало в газогенератор, и его не разорвало. Дополнительно, как правило, ещё и сама горелка содержит внутри мелкую металлическую вату, которая выступает в роли пламегасителя, чтобы пламя из горелки не проникло в трубку.
Схемы подключения электролизёров могут быть разными:

Источник

Источник
Достаточно подробно сборка электролизера рассмотрена в видео ниже (я тоже собирал подобного типа):
Для увеличения электропроводности воды, в неё добавляют в самом простом случае соду, а в более сложных — щёлочи и кислоты. Я проводил эксперимент с содой, всё прекрасно работает.
Таким образом, если мы используем электролизёр в качестве источника высокой температуры, то мы получим отличный, можно даже сказать, экологичный источник высокой температуры, который хорош тем, что содержит «бесконечное» количество газа и включается практически моментально, при включении его в сеть.
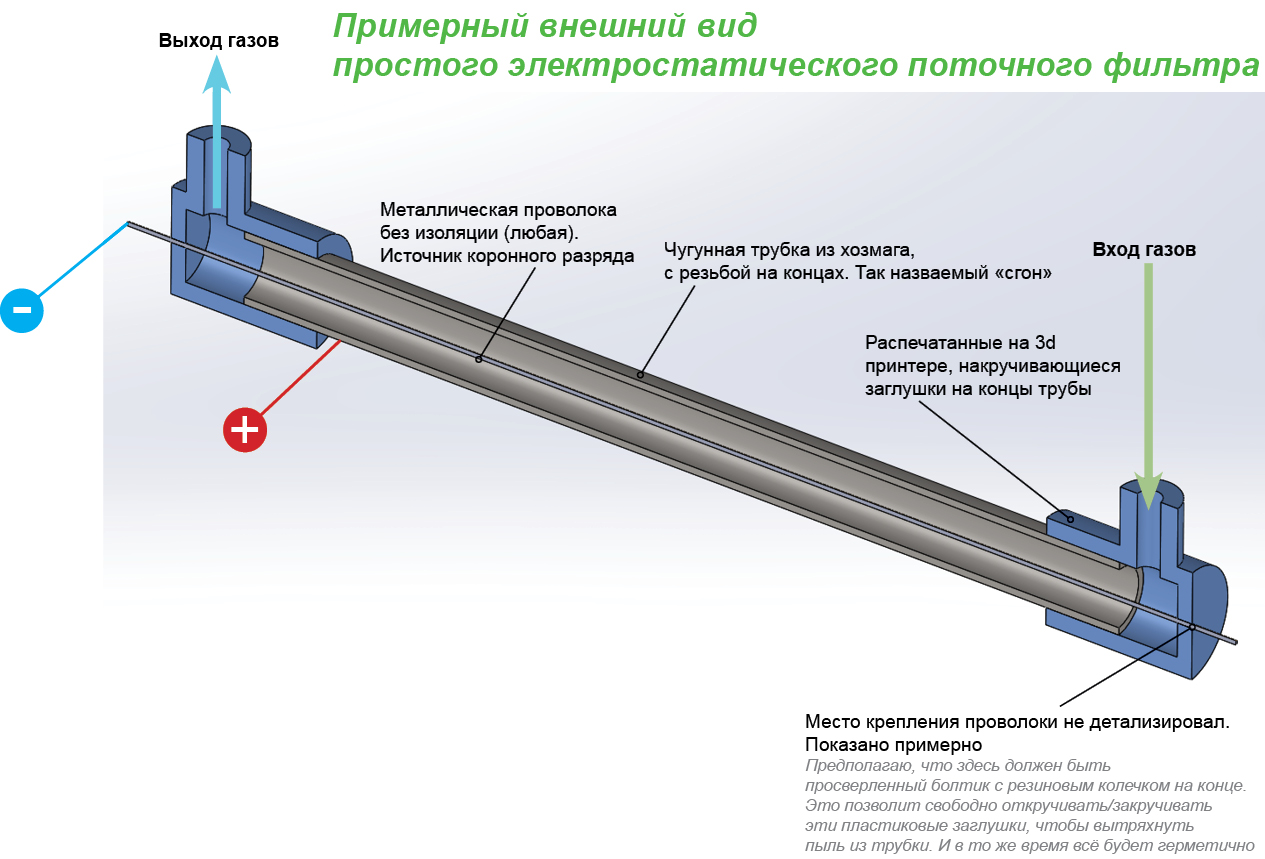
Ещё одним преимуществом является природа водородного пламени, а именно его вытянутый длинный характер: мы можем использовать его в качестве естественной длинной зоны реактора-дожигателя:
Кстати говоря, параллельно, такая длинная область контакта пламени внутренней полости «реактора» позволит построить на его базе весьма эффективный «струйный насос» (jet pump):
Источник
Вкратце суть его действия заключается в том, что рабочее тело (в нашем случае струя продуктов сгорания) увлекает за собой газ из полости реактора и создаёт разрежение в его полости. Если эта полость реактора будет иметь некие дырочки или щели, то через них будет производиться подсос воздуха/газа из сообщающегося сосуда (несмотря на то, что на схеме выше показан насос для газа / жидкости, такие насосы вполне успешно работают и для сочетаний газ / газ, как в нашем случае).
Подобный принцип вы могли часто видеть в устройстве наконечника газовых горелок:

Из забавного: когда-то давно, в хозмагах продавался «аппарат для возгонки» или как-то так, примерно, он назывался. Суть была в том, что к нему подключалась проточная вода и две 3-х литровые стеклянные банки. В одной из них — проточной водой понижалось существенно атмосферное давление и вода начинала кипеть примерно при 60-70 градусах или даже меньше. Соответственно, пары конденсировались на проточном водопроводе, снаружи (который откачивал воздух и поддерживал разрежение в непрерывном режиме) и осаждались во второй банке. Вполне эффективно работал и позволял производить как самогон, так и сгущённое молоко. И автору этих строк даже доводилось его применять. В какой роли — умолчим ��
Кстати, о сгущёнке: из-за низкой температуры кипения молоко было просто сгущённое, а не «варёное». Теоретически, купив современный вакуумный насос тысяч за 5 рублей, на известном китайском сайте — можно заставить молоко и т.д. продукты — кипеть даже при комнатной температуре, вообще без нагрева! А это: сохранение полезных свойств и вообще упрощение процесса…
Но вернёмся к нашему вопросу: то есть, другими словами, если мы попытаемся представить всю будущую систему, она может выглядеть следующим образом:
Как можно видеть, на всосе в лазерный резак ставится озонатор, который убивает запах и органику уже прямо внутри самого лазерного резака (этот момент является спорным, надо тестировать, так как подобная установка озонатора, может, теоретически, повредить линзовую систему и не только).
После самого резака устанавливается электростатический фильтр, улавливающий механические фракции, после него можно установить ёмкость с водой, которая будет служить для растворения в ней газов, которые не могут быть нейтрализованы иным образом, например, хлора (так как он хорошо растворяется в воде).
После воды можно установить ещё одну ёмкость с сильным растворителем, например, с ацетоном, которая служит для поглощения органических веществ, содержащихся в воздухе.
И уже после неё, воздух подаётся через маленькие щели или отверстия, в зону подсоса горелки.
Теоретически мы можем даже несколько облегчить всю систему, и прямо сразу напрямую подавать воздух на горелку. Это существенно упростит всю систему, хотя, на мой взгляд, качество фильтрации ухудшится.
Кстати, забыл сказать, в этой схеме огромным плюсом является то, что и насос как таковой, здесь отсутствует! В качестве него выступает струйный насос, как элемент конструкции. Почему я акцентировался на этом моменте: многие самодельщики отмечают, что кроме запаха, серьёзной проблемой является шум мощного вентилятора, так называемой «улитки», которая служит для прогона воздуха сквозь систему.
В нашем же случае никакого вентилятора нет и, соответственно, присущего ему шума тоже.
Таким образом, на выходе, мы получим универсальную систему, которая не содержит в своём составе дорогих компонентов, требующих периодической замены, а в атмосферу выбрасываются только углекислый газ и вода (бдительные соседи будут довольны).
Кроме того, если мы обеспечим достаточную герметичность всей системы, например, обернём её полиэтиленом, а также установим озонатор на входе, так мы сможем нейтрализовать воздух внутри выключенного гравёра, перед тем как его открыть для извлечения/помещения внутрь заготовки.
То есть, мы, как и в программировании, произвели «декомпозицию задачи». И решили каждый отдельный микровопрос.
▍ Некоторый итог
Вот таким нехитрым хитрым образом мы сможем, теоретически, эффективно устранить запах от работы лазерного резака, что позволит нам его установить и эксплуатировать прямо дома. Если сборка электролизёра кажется вам сложной, вполне можно приобрести готовые экземпляры. Среди таковых есть весьма производительные, которые ничем не отличаются по количеству производимого газа от стандартного газового резака сварщиков. Такой экземпляр даст возможность собрать мощный, быстродействующий реактор-дожигатель, который к тому же будет оснащён (в силу своей природы), весьма производительным и бесшумным струйным насосом! (дополнительная «плюшка» — реактор обогревает балкон в зимнее время, во время работы, если установка стоит там).
На мой взгляд, в целом вся эта система с дожигателем является весьма интересной и заслуживает пристального внимания, так как даёт шанс установки лазерного резака в квартире, что весьма важно для любого городского жителя, у которого есть творческие идеи, но нет своего гаража / производственного помещения.
токарный 1к62 после пожара
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу
- Уже зарегистрированы? Войти
- Регистрация
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Симптомы помирания лазерной трубки и примеры
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Похожие публикации

Что бы лазерная трубка жила долго и счастливо необходимо, что бы её рабочий ток не превышал допустимых производителем пределов.
Для популярных трубок собрана таблица (и в комментариях к ней):
Для контроля силы тока как раз и предназначен Амперметр, но так как у нас ток у трубки достаточно маленький (в большинстве своём до 50 милли Ампер), то нужен именно миллиамперметр, можно да же цифровой.
Аналоговый:
Только не перепутайте с микроАмперметром и просто Амперметром. Разница лишь в делении шкалы. К примеру, просто на Амперметре Вы практически не увидите разницу между 5мА и 30мА (так как это сино меньше 1 Ампера),
а это между прочем практически 0% и 100% мощности большинства трубок (до 150Ватт).
Цифровой миллиамперметр:
При выборе цифрового важно учесть, что контроль тока и питания должны быть независимыми линиями (в идеале на основе токового шунта).
То есть не допустимо (сгорит, т.к. напряжение больше 10000Вольт!), что бы сам миллиамперметр питался от измеряемой линии (зачастую это у тех, кто так же показывает и напряжение. обычно только 3 провода для подключения).
Нужный цифровой миллиамперметр можно купить на Алишке:
диапазона в 200Ма хватит. Точность достаточно хорошая. К блоку розжига подключить очень легко.
Если будете искать другой, то смотрите что бы разрешение было не меньше 1мА.
Отличия цифровых от аналоговых в основном в способе отображения, т.е. удобстве считывания информации.
Лично я предпочитаю цифровые.
Подключение:
Для аналогового или цифрового: в разрыв провода катода от трубки (отрицательного. Обычно у блоков розжига он синего цвета, без толстой изоляции).
Цифровой так же нужно подключить к питанию, можно сразу к блоку розжига — у него на клемной колодке есть выводы GND и 5V.
Поздравляю с покупкой новой лазерной трубки
Скорее всего предыдущая у вас либо померла собственной смертью, либо, как это часто бывает, внезапно, и что бы выяснить причины, вы читаете эту тему.
И так, давайте сначала разберёмся что у неё внутри, что бы было понятно в дальнейшем о чём речь:
Все CO2 трубки (или отпаянные излучатели, так называют, потому, что газ уже внутри) выглядят примерно так.
Красноватым выделена рабочая область, в которой непосредственно идёт генерация лазерного луча, вокруг неё (синим цветом) находится рубашка охлаждения, в которой циркулирует охлаждающая жидкость (по поводу охлаждения подробнее в конце поста).
Как раз от охлаждающей колбы зависит будет ли жить ваша трубка долго и счастливо, либо сдохнет в один день.
Как правильно ставить то?
1. Как вы видите по рисунку, есть штуцера подачи и выхода охлаждающей жидкости.
Штуцер подачи при установке трубки должен быть направлен строго вниз, и соответственно штуцер выхода строго вверх.
Что будет если поставить наоборот/под большим углом?
Возможно через непродолжительное время услышите хлопок (или не услышите) и увидите, что трубка не работает и/или треснула внутри.
Произошло это потому, что пузырёк воздуха не смог выйти вверх и произошёл локальный перегрев, из-за этого внутренняя колба треснула.
Но не стоит слишком боятся мелких пузырьков, так как от них совсем практически никуда не деться — они растворены в самой жидкости, а вот крупные пузыри уже представляют угрозу.
В общем, там, где вход охлаждающей жидкости ставим направлением вниз, а там, где выход — вверх.
2. Так же немаловажна скорость потока охлаждающей жидкости (водообмен).
Скорость потока охлаждающей жидкости должна быть как минимум 3 литра в минуту и до 7 литров в минуту (в среднем, производитель может устанавливать свой минимум/максимум, так что значения средние, но точно, что не меньше 3 л/м).
Что будет, если меньше? На коротких трубках может и ничего не будет, но вот на длинных (например Reci W2, мощность от 80 Ватт),
когда поток дойдёт от входа до выхода трубки он успеет сильно нагреться и опять же будет перегрев.
Поэтому крайне важно, что бы шланги входа и выхода по пути не перегибались и имели необходимый внутренний диаметр — от 7 мм.
Так же важно, что бы помпа могла выдать необходимый напор (желательно от 10 метров водяного столба)
В общем, после установки проверяем поток охлаждающей жидкости и проверяем, что бы шланги не болтались и не перегибались. Для гарантии напора я рекомендую использовать чиллер. Отдельная тема про выбор чиллера.
3. Крепления трубки.
Сама трубка должна быть надёжна закреплена в станке, для этого существуют специальные крепления и обычно они уже в станке есть.
Крепления должны обладать демпферами (резиновыми либо поролоновыми вставками), что бы смягчить вибрации трубки в процессе работы, а так же что бы избежать чрезмерной затяжки трубки в держателе.
Что будет, если нет?
В процессе доставки станка (когда трубка поставляется отдельно) бывает, что эти резинки вылетают с креплений и потом пользователи ломают голову: «от чего же они?», и по старой русской традиции забив на них, ставят трубку как есть, а через некоторое время удивляются — «трубка не проработала неделю и лопнула, как так».
Происходит просто потому что слишком сильно затянули крепление.
В общем, используйте специальные крепления для трубок и обязательно со вставками из мягкого материала, а так же не затягивайте сильно!
Думаю, на этом можно пока что остановиться и плавно перетекаем в охлаждение лазерной трубки ну и в подключение лазерной трубки
Ответы на часто задаваемые вопросы:
Можно ли изменить направление воды, т.е. вход сделать со стороны выхода луча?
Ответ: Можно (только правильно сориентируйте штуцера входа-выхода), но не желательно. Можно ли трубку ставить под небольшим наклоном?
Ответ: можно, но желательно и не больше 5-10 градусов (и будут проблемы с юстировкой). Как-то влияет ли токопроводность охлаждающей жидкости?
Ответ: Да, значительно. Можно ли использовать крепления от водопроводных/водосточных труб?
Ответ: Можно, если они с резинкой. Нужно ли охлаждать внешнюю колбу и чем — вентилятор?
Ответ: Нет, не нужно но и в абсолютно герметичный отсек устанавливать не стоит. Сколько вокруг трубки должно быть свободного расстояния?
Ответ: От 1 см. Для катода и анода нужно 3-5 см от металлических поверхностей или же обеспечить их дополнительную изоляцию.
Так же желательно высоковольтный провод пропустить в силиконовой трубке во избежание пробоя.
Подробнее по ссылке выше про подключение трубки. Нужно ли и как часто протирать от пыли трубку?
Ответ: Не часто, но не доводите до толстого слоя, иначе может начать по пыли пробивать высокое напряжение. И следите за чистотой зеркала на выходе. В каких местах трубки лучше ставить крепления?
Ответ: Примерно в 20 см от краёв. Допускается ли запотевание трубки снаружи?
Ответ: Не желательно, т.к. это создаёт возможность пробоя тока. Что бы этого избежать прочитайте про «точку росы». Какая-то субстанция, желе или осадок, хлопья внутри трубки, допустимо ли и что это?
Ответ: по всей видимости органика («зацвела» вода) или взаимодействие охлаждающей жидкости с какими-либо фитингами и т.д.
Нет, не допустимо. Рано или поздно всё это слишком сильно снизит скорость потока или наглухо забьёт шланги, отчего трубке придёт конец. Нужно полностью промывать систему целиком и особое внимание чиллеру, а точнее нужно вскрывать его бак. Что за дополнительная спираль в начале трубки, у анода?
Ответ: нужна для правильного (скорости/температуры) газообмена (в ней не только CO2, а ещё несколько — зависит от производителя) внутри самой трубки (но это не точно). Откололась спираль внутри трубки, можно ли работать без неё?
Ответ: впринципе можно, но не доживёт и до половины срока, лучше сразу заказать новую. Треснула внутренняя колба, почему?
Ответ: Вероятнее всего перетянули крепление или производственный брак. Трубки взаимозаменяемы на других производителей?
Ответ: Да, на той же мощности (да же если диаметр отличается), но в крайне редких случаях встречается несовместимость блока розжига и трубки, если они шли «комплектом» одного бренда.
При отличии мощности больше, чем на 15% нужно заменять и блок розжига. Стоит ли боятся прямой доставки с Китая или брать только у местных производителей?
Ответ: зависит от китайского продавца и его качества упаковки. Трубка не столь хрупкая, как может показаться.
НО стоит учитывать возможные гарантийные трудности в случае заводского брака или повреждений при доставке.
Есть нюансы при доставке зимой — хорошие китайцы трубку проверяют перед отправкой, но забывают слить жидкость.
Поэтому если «срочно» то, имхо, лучше у местных. Если про запас, то можно и с Китая. Отвалился наконечник охлаждения, можно ли приклеить обратно?
Ответ: можно, на эпоксидку если нет сколов и прочего. Но стоит учитывать, что такое событие сообщает о не лучшем качестве излучателя со всеми вытекающими. Можно ли почистить выходное зеркало трубки?
Ответ: Можно и нужно. Как именно зависит от конструкции. Если стеклянные наконечник, то только специальной палочкой для прочистки (в магазине для оптики можно достать). У многих «дорогих» брендов есть возможность открутить металлический наконечник (сначала уточните конкретно модель трубки и можно ли). Нужно ли проводить «обкатку» новой трубки после установки?
Ответ: Первым делом убедиться, что вышли все крупные пузыри.
Потом первым делом проверить моду луча, а так же его расхождение.
Если всё в норме, то постепенно увеличивать мощность и следить за миллиамперметром что бы ток не превысил максимальный рабочий для этой трубки (у разных моделей он свой) и потом либо настроить программное ограничение, либо выставить ограничение на самом блоке розжига подстроечным резистором.
Дальше можно работать сразу на полной мощности, как таковой «обкатки» нет.
Кстати, в течении пары недель работы трубка может немного потерять мощности — это «нормально» (ненавижу маркетологов) и дальше должна стабилизироваться на ней, влоть до 75% срока службы (это из личной статистики, ну или как повезёт, если NoName). Проявляется это в «непрорезах», поэтому сбавьте скорость и следите за миллиамперметром. Техобслуживание лазерного излучателя и регламентные работы?
Ответ: протирка выходного зеркала, колбы от пыли, впринципе всё. Можно ли перезаправлять CO2 трубки? Сколько будет ресурс?
Ответ: Можно, но, имхо, смысла для маломощных трубок (до 200 Ватт) особого нет, т.к. желательно менять ещё и зеркала.
Кроме того, зачастую нужно менять и анод/катод.
Так же внутри трубки может быть «специальное напыление», которое типо продлевает ресурс.
В общем, так как да же сами производители не предоставляют такие услуги, то, ИМХО, не стоит надеятся на чудо.
А уж точным составом газа они врятли с кем-то поделятся.
Из личного опыта по перезаправке (самостоятельного и на стороне) могу сказать,
что 50% ресурса вполне возможно добиться. Самостоятельная перезаправка тема отдельной истории.
Вполне возможно, что кто-то уже на хорошем уровне перезаправляет, буду рад отзывам. Как утилизировать старую лазерную трубку?
Ответ: внутри нет каких-либо опасных реактивов, так что специальная утилизация не требуется и идёт как бытовые отходы (не ручусь за все страны — лучше уточнить).
НО так как внешний вид трубки и наличие значков лазерного излучения/опасности могут вызывать инфаркт и места она занимает шибко много, то лучше всё же предварительно от трубки отклеить стрёмные значки и разбить на мелкие осколки — закрыть в коробку, на коробку бросить кувалду. Осторожно, что бы осколки в глаза не попали, т.к. всё же хлопок не сильный, но будет. Дальше в мусорку.
Товарищи, по многочисленным просьбам, для помощи друг другу предлагаю отписываться в этой теме кто с какой мощностью и скоростью режет/гравирует тот или иной материал. Все данные будут переносить в эту табличку:
ВНИМАНИЕ: Это только «приблизительные» параметры. Что бы добиться оптимального качества Вам нужно индивидуально подбирать параметры мощности/скорости под Ваш станок, мощность трубки и материал.
Для трубки 100 Ватт (Reci):
Материал Режим Скорость Мощность Дополнительно Фанера 3 мм Рез 35-40 65 В зависимости от сорта (Значения для сорта 1/1) Фанера 3 мм Гравировка 150 10/12 В зависимости от блока, от скольки он разжигает у Вас Фанера 6 мм Рез 19-25 65/65 25 — максимум, что удалось добиться на новой.
Для трубки 80-90 Ватт (Reci):
Материал Режим Скорость Мощность Дополнительно Фанера 3 мм Рез 25-35 65 Фанера 3 мм Гравировка 150-250 8/9 или 12/13 Фанера 5 мм Рез 15-18 65/65 Фанера 6 мм Рез 10 65 Акрил 6-10 мм Рез 10 65 Нужен сильный обдув. Стандартный компрессор не справляется. Спец. пластик для гравировки Гравировка 150-250 8/9 С короткофокусной линзой — великолепно
Для трубки 80-90 Ватт (Китай):
Материал Режим Скорость Мощность Дополнительно Фанера 3 мм Рез 17-20 78 Пока новая, дальше как для 60 Фанера 3 мм Гравировка 150-250 12/13 Для гравировки разницу по мощности ставить 1-4 значения Фанера 5 мм Рез 9 78/78 Фанера 6 мм Рез 6 78/78 Акрил 6-10 мм Рез 4 78 Нужен сильный обдув. Стандартный компрессор не справляется. Спец. пластик для гравировки Гравировка 150-250 8/9 С короткофокусной линзой — великолепно
Для трубки 60 Ватт:
Материал Режим Скорость Мощность Дополнительно Фанера 3 мм Рез 14-16 78 Фанера 3 мм Гравировка 160 14 Пластик (для гравировки) Рез 25 85 С мокрой бумагой рез лучше Пластик (для гравировки) Гравировка 160 13 Акрил (орг-стекло) 3мм Рез 18 65-70 Для трубки 45 Ватт:
Материал Режим Скорость Мощность Дополнительно пластик для гравировки — 2 мм Рез 10 32 Пластик для гравировки — 2 мм Гравировка 300 17 Пластик 3.2 Рез 10 40 Пластик 3.2 Гравировка 300 17 Оргстекло 2 мм Рез 10 20 Фанера 3мм Рез 5-8 78 или 87 Кому как с трубкой повезёт =) Фанера Гравировка 150 17/18 ПЭТ 0,5 мм Рез 12 15 Резина для печатей Гравировка 200 30 Важно подобрать шаг гравировки и сильно зависит от самой резины. Резина для печатей Рез 8 55 Сильно зависит от самой резины.
Линза — обычная (плоско-выпуклая, cvd). Скорость — в мм/сек.
Восстановление лазерного станка с ЧПУ после пожара
Благодаря своей универсальности, высокой точности и скорости работы лазерные станки с ЧПУ всё шире применяются для производства самых разных изделий. Простота использования, низкая стоимость обработки и доступная цена самих станков делает их особенно привлекательными для малых предприятий и частных мастерских. Соответственно этому, лазерное оборудование может устанавливаться не только в специализированных «промышленных» помещениях, но и офисах, торговых центрах, гаражах и даже жилых квартирах! Разумеется, без правильного заземления, организации достаточно мощной вытяжной системы (для удаления продуктов обработки) и соблюдения прочих требований техники безопасности эксплуатация лазерных станков недопустима. В ряде случаев выполнить подобные требования вне специально оборудованного помещения очень трудно. В частности, для малого предприятия (а тем более — частной мастерской) весьма распространён дефицит рабочего пространства. Поэтому лазерные станки размещаются не как правильно, а «как поместиться».
Всегда следует учитывать, что лазерное оборудование с ЧПУ — это не просто «коробка» станка, а целый комплекс, включающий компоненты системы охлаждения, систему вытяжки и/или очистки воздуха, а также (в обязательном порядке!) персональный компьютер. Именно подключение удалённого персонального компьютера к лазерному станку с ЧПУ часто является непростой задачей.
«Неблизкий путь» для цифрового сигнала
Причин удалённости компьютера от лазерного станка, которым он управляет, может быть несколько. Во-первых, сложности с размещением оборудования внутри помещения. Не всегда станок и рабочий стол (с компьютером) могут располагаться рядышком. А во-вторых, компьютер (а заодно и работающий на нём оператор) могут намеренно быть удалены в соседнее помещение (от шума или неприятного запаха — из-за низкой эффективности системы вытяжки). Во всех этих случаях удалённый компьютер необходимо как-то подключить к лазерному станку.
Для решения этой задачи перво-наперво напрашивается мысль об «удлинителе». Ведь лазерный станок с ЧПУ и управляющий компьютер связывает один-единственный кабель, по которому передаётся информационный сигнал. Этот кабель (типа USB или LPT-интерфейса) стандартно имеет весьма ограниченную длину и его наверняка не хватит для соединения удалённых на 5-10 метров машин.
Таким образом, кабели желательно «нарастить». Однако «удлинители» для информационных кабелей — вещь очень «капризная». Дело в том, что кабель не должен вносить помехи в информационный сигнал. Лазерный станок с ЧПУ очень чувствителен к помехам. Ситуация усугубляется тем, что наличие помех не приводит к «отказу» станка работать. Напротив, он «как ни в чём не бывало» будет выполнять управляющую программу (к примеру, гравировать заготовку), но вот качество готового изделия будет отвратительным. В результате — порча материалов, потеря времени и напрасный расход электричества!
Получается что любые «удлинители», «скрутки», «спайки», «вставки» и прочие кустарные решения не несут ничего, кроме потери прибыли.
Как соединять правильно?
Для надёжного соединения компьютера и лазерного станка с ЧПУ необходимо использовать только цельный кабель заводского производства. В случае если длины готового кабеля достаточно — проблема решается очень легко.
А если станок значительно удалён от компьютера? Тогда придётся подыскивать хороший кабель нужной длины. В настоящее время ряд профессиональных компьютерных фирм оказывает услуги по изготовлению кабелей на заказ — нужной длины и требуемого качества. При этом можно заказать изделие строго под свои условия, не переплачивая за «лишние метры» (и соответствующую вероятность появления помех).
Как показывает практика, интерфейс LPT более надёжен в плане помехоустойчивости (для длинных соединительных кабелей). Однако в случае использования USB-интерфейса можно обойтись без изготовления «эксклюзивных» шнуров. Ведь для стандарта USB максимальная длина кабеля ограничена на уровне 4,8 метров. Соединив два таких кабеля (через разветвитель с автономным питанием) можно с лёгкостью подключить станок к удалённому более чем на 9 метров компьютеру!
Станков много, а компьютер один.
Часто значительное расстояние от станка до управляющего компьютера обусловлено тем, что ПК работает сразу на группу станков (а значит, не может быть рядом с ними всеми одновременно). Для такой ситуации подключение удалённых агрегатов удобно производить через принт-сервер. Это оборудование несложно приобрести и легко внедрить в имеющуюся производственную сеть.
В качестве принт-сервера может выступать и отдельный компьютер. Однако в этом случае потребуются специальные знания для настройки и обеспечения правильного обмена данными между всеми устройствами импровизированной локальной сети.
В последнее время для подключения устройств всё чаще применяется беспроводный доступ. Этой же технологией можно воспользоваться для подключения принт-сервера к группе обрабатывающих станков и управляющему ПК. Такое решение не только избавит помещение от «паутины» проводов, но и повысит надёжность передачи данных и качество обработки лазерного станка. А также обеспечит высокую мобильность оборудования (возможность перемещать отдельные устройства — для обслуживания или уборки — без страха нарушения контактов, выпадения штекеров и т. п.).
Каждому станку – свой компьютер!
С одной стороны, использовать единственный компьютер на группу станков удобно и выгодно. Но с другой, усложняется подключение оборудования (особенно при использовании кабелей). Затрудняется управление станками (возникает путаница «какие данные куда отправлять»). А также снижается общая надёжность обрабатывающего комплекса (все станки «завязаны» на один ПК!). И повышается нагрузка на сам ПК (требуется компьютер солидной производительности и стоимости).
В ряде случаев более рациональным решением будет подключать к каждому лазерному станку отдельный персональный компьютер (к примеру, небольшой мобильный ноутбук). Такой ПК не обязательно должен быть мощным — ведь в его задачи не входит создание управляющих программ и работа с «тяжёлыми» графическими приложениями для 3D-моделирования. Ноутбуку лишь требуется наличие ОС и программы контроля лазерного станка — чтобы отправлять в память ЧПУ готовые файлы и настраивать параметры обработки. Не обременённый дополнительной нагрузкой на системные ресурсы, компьютер будет отлично справляться, обеспечивая надёжность работы и простоту управления лазерным станком.
Побывали в гостях на производстве предприятия «АЛЬТАИР», которое успешно занимается производством деревянных игрушек и сувенирной продукции.
Видео с производства компании Пластфактория — наш уже постоянный клиент, который занимается POS-материалами и работает с крупными косметическими брендами.
Высоковольтный БП для лазера (ремонт)
- Alestior
- Мастер
- Неактивен
- Откуда: На югах
- Зарегистрирован: 2017-05-04
- Сообщений: 450



Тема: Высоковольтный БП для лазера (ремонт)
Всем доброго времени суток!
Открою эту тему, чтобы поделиться очередной историей случившейся совсем недавно, может кому будет интересно, а может кто что подскажет.
Так получилось что после переезда в подсобку на моей лазерной СО2 ЧПУшке сгорел блок питания, когда все подключил и все заработало я услышал какой-то посторонний звук в лазерной трубке в месте соединения катода с трубкой , оказалось просто не дотянул шурупик, значил снял защиту, дотянул шуруп, жму тест и с катода искра пробивает на корпус станка и мне тоже досталось, так как в тот момент держался за корпус, защиту(колпак) обратно то не поставил сразу.
Блок питания после этого перестал подавать признаки жизни.. В сервисе, даже со скидкой этот блок питания выходит на 10 000 руб и ждать около двух недель пока пришлют.
Ладно, попробую своими силами.
Снял БП, разобрал

Первое что бросилось в глаза это грубые следы пайки, надломленный трансформатор..


Видимо что уже ремонтировали, заменяли транзисторы, всю логику меняли, какие-то манипуляции со светодиодами были, а продали мне как новенький! (оговорюсь, чтобы не было никаких подозрений на кого попало, это станок от компании Юсто)
Сейчас думаю не из-за этого ли у меня во время резки мощность падает и 100 Ватная трубка даже 10 мм фанеру толком то не может прорезать..
Ну да ладно, паяльник держать умею, а опыт ремонта скудный, на вид как обычный блок питания, значит и ремонтопригоден, (в Юсто по телефону уверяли что они не ремонтопригодные, возможно чтобы сбыть свою продукцию) ладно, проверим.
1. Внешний осмотр — взорвался предохранитель, но так как он обычно сгорает в последнюю очередь когда все уже сгорело ищем неисправности дальше..
2. Силовые транзисторы, диоды, диодные мосты. Диоды по выпаивал, все целые.. А вот транзисторы сгорели, чтоб их.. 
По обзванивал все Радиодетали в округе, нету нигде, нашел только за 200 км и то под заказ..
Порылся в интернете, нашел похожую на мой блок питания схему..
Вопрос читателям, у кого побольше опыта в пайке, что можно еще проверить при коротком замыкании в блоке питания? Лишний раз не хочется всю плату перепаивать..