Соединение для ремонта нихромовой спирали с помощью пайки
Соединяемые поверхности очищаются от оксидного слоя, обезжириваются и покрываются флюсом с помощью паяльника. После предварительного лужения и пайки следует пайка с помощью PIC 40/50/61.
Нагревательные элементы, электрические катушки, изготовленные из сплавов с высоким электрическим сопротивлением на основе никеля и хрома, используются во всех современных промышленных и бытовых приборах для преобразования электроэнергии в тепло. Нихромовые катушки обладают высокой устойчивостью к окислению благодаря образованию оксидных слоев. По этой причине надежная пайка нихромовых нагревателей без специального оборудования (вакуумные камеры, газовые среды) должна осуществляться после обработки соединяемых поверхностей флюсами, содержащими кислоты, способные разрушить защитный оксидный слой.
Никелированные катушки более долговечны, чем фехралевые, но также подвержены повреждениям при длительном использовании. Прожоги и трещины более вероятны там, где провод механически поврежден, имеет царапины, перегибы или перекрывает поверхность соседних нагревательных элементов. Поврежденные нихромовые спирали можно отремонтировать в домашних условиях. Выполнив простую процедуру, эффективность работы электроприборов будет полностью восстановлена.
Существует 3 способа восстановления целостности нихромового проводника:
Механические – разъемы, скрутки, резьбовые клеммы с использованием шайб, болтов и гаек.
Последний способ является самым надежным с точки зрения прочности и долговечности. Сварные соединения не оказывают существенного влияния на параметры электрических цепей, поэтому технические параметры оборудования остаются в пределах тех же стандартов. Соединения в виде витых пар, разъемов и клемм создают условия для накопления продуктов окисления, влияют на общие значения сопротивления цепи и могут создавать области повышенной температуры, повышая риск повторных отказов и повреждения электрооборудования.
Мокус, нихром выигрывает во всех отношениях. Готовые плоские нагреватели плохи тем, что меня не устраивает плотность расположения нагревательного элемента на нем. И я хочу использовать 1,6 ампера на подушку (чтобы избежать кучи изоляции под нагревателем), и рассчитать равномерно чисто для размера моих ног. Кроме того, нихром все же обладает большей гибкостью.
Как соединить нихром с медью?
Я хочу делать автоматически согревающие стельки для обуви. У меня нихром 0,4 мм. Мне нужно надежно соединить свинцовые медные жилы с нихромом разной длины. Учитывая, что стельки будут постоянно использоваться, я опасаюсь, что крепления могут отколоться. Алюминиевые зажимы могут зацепиться за ножку. Подскажите, пожалуйста, какие варианты можно использовать в этом случае?
Я видел на youtube, как парень сплавлял нихром с тонкой медной проволокой с помощью зажигалки. Я пробовал паять горелкой, нихром нагревается до ярко-белого цвета, но ни медь, ни нихром не паяются.
Эти варианты не очень хороши. Но из них родилась идея, спасибо:)
Хорошо, я опубликую его (по-прежнему обозначая доску). Мой автоматический обогрев будет реализован на термостате на аттине 2313.
Мокус, Нихром выигрывают во всех отношениях. Готовые плоские радиаторы плохи тем, что меня не устраивала плотность расположения нагревательного элемента на них. И я хочу использовать 1,6 ампера на площадку (чтобы избежать кучи изоляции под радиатором), и рассчитать равномерно чисто для размера моих ног. Кроме того, нихром все же более устойчив в плане гибкости.
Кабель питания от ботинка должен быть не силиконовым, а в тканевой оплетке. Такой кабель будет более долговечным)
Я обработал его пескоструйкой и попробовал с аспирином. Аспирин не вылечил нихром (возможно, паяльник слишком слабый). Но. F64 flux все еще позволяет мне это делать. Я тыкал в него пальцами и ножом, и это действительно сработало
Этот тип изоляции в одежде изготавливается из углеродной нити или углеродной ленты,
Он крепится простым обертыванием ленты вокруг провода и закреплением фольгой для надежности.
Но если вам нужен нихром, и вам не нравится метод зажима, тогда сваривайте.
Вам нужен кусок графитового электрода, хотя бы графитовая щетка от электродвигателя и мощный источник питания, который не умрет от короткого замыкания.
Способ сварки в том же youtube, после некоторой практики вы сможете получить чистые шарики от сплошного сварного шва.
Нихром имеет три неоспоримых преимущества:
1) Цена.
2) Худой, и вы не чувствуете свою ногу
3) Очень гибкий и прочный.
Что касается медной фольги – если обернуть ее с обеих сторон клейкой лентой, она также станет устойчивой к истиранию. Но медь имеет низкое сопротивление. Чтобы получить достаточную разницу между медным нагревателем и тем, который будет проводить ток, последний должен быть сделан из очень толстой проволоки, иначе на нагревателе будет проседать напряжение.
Если вам необходимо для каких-либо целей срастить нихромовые катушки, то есть включить два отдельных куска относительно тонкой нихромовой проволоки в одну сплошную катушку, лучше всего использовать для этого сварку. Но как насчет скручивания? – можно возразить. Скручивание неуместно и вообще неприемлемо, потому что если вы собираетесь использовать отремонтированную катушку по назначению, это означает, что она будет нагреваться, возможно даже до раскаленного состояния, и скорее всего на воздухе, что непременно приведет к окислению контакта между двумя кусками нихрома, а со временем, из-за образования окиси, этот контакт еще больше ухудшится, влияя на проводимость всей катушки.
Как сварить нихром?
В цехе аргонодуговая сварка используется для надежной сварки нихромовой проволоки или ленты. Однако проволоку малого диаметра, которая используется в качестве нагревательных катушек в бытовых приборах, можно сваривать с помощью домашней сварочной системы. Вам понадобится источник питания 12-24 В силой 10 ампер или более. В качестве электрода можно использовать графитовый стержень из солевой батареи. Концы нагревательной спирали скручены вместе. Минусовой провод от источника питания подключается к нихромовой проволоке. Графитовый стержень соединен с плюсовым проводом через дроссель дневного света. Когда графит касается зоны сварки, возникает электрическая дуга низкого напряжения, энергии которой достаточно для расплавления нихрома.
Несколько полезных советов по пайке.
Нихром. Советы по расчету, ремонту, пайке нихромовой проволоки
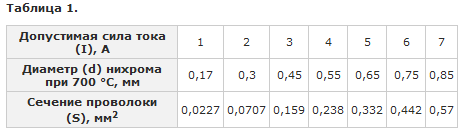
Расчет электронагревательных элементов из нихромовой проволоки
Длина нихромовой проволоки для катушки зависит от требуемой производительности.
ПримерПример: Определите длину нихромовой проволоки для вафельного нагревательного элемента с
При мощности P = 600 Вт при Uсеть поставок=220 В.
1) I = P/U = 600/220 = 2,72 A;
2) R = U/I = 220/2,72 = 81 Ом;
3) Согласно этим данным (см. таблицу 1) выбираем d=0,45; S=0,159
l = SR / ρ = 0,159-81 /1,1 = 11,6 м
где l – длина кабеля (м); S – сечение кабеля (мм 2 ); R – сопротивление кабеля (Ом);
ρ – удельное сопротивление (для нихрома ρ=1,0÷1,2 Ом-м 2 /м).
Если нанизать концы сгоревшей нихромовой спирали на кусок медной проволоки и загнуть оба конца проволоки плоскогубцами, это даст спирали вторую жизнь. Медный провод должен быть не менее 1 мм в диаметре.
При подключении новой катушки скрутите конец катушки пополам прямо у контакта и обожмите кольцо между шайбами. Большая масса шайб и гаек способствует отводу тепла.
Для сращивания проводов из сплавов с высоким сопротивлением (нихром, константан, марганец и т.д.) можно использовать простой метод, не требующий специальных инструментов. Провода зачищаются и скручиваются в месте соединения. Затем через него пропускается ток такой силы, что разъем нагревается. Пинцет используется для размещения кусочка ляписа, который плавится при нагревании и создает хороший электрический контакт в соединении.
Пайка нихромом
Пайка нихрома (нихрома с нихромом, нихрома из меди и ее сплавов, нихрома из стали) может осуществляться припоями ПИК 61, ПИК 50 со следующим составом флюса, г: технический вазелин – 100, порошкообразный хлористый цинк – 7, глицерин – 5. Компоненты тщательно перемешиваются до получения однородной массы. Соединяемые поверхности должны быть хорошо отшлифованы абразивной тканью и протерты тампоном, смоченным в 10% спиртовом растворе хлорида меди, обработаны флюсом, лужены и только после этого спаяны.
При лужении нихромовой проволоки возникает проблема обеспечения надежного электрического соединения между нихромовой и медной проволокой – так как нихром трудно лудить обычным канифольным флюсом. Гораздо легче флюсовать конец нихромовой проволоки, если в качестве флюса использовать обычный порошок лимонной кислоты. Очень небольшое количество (размером примерно с две спичечные головки) порошка лимонной кислоты насыпают на деревянную подставку, зачищенный конец проволоки кладут на порошок и с некоторым усилием проводят по нему жалом горячего паяльника. Порошок плавится и хорошо смачивает проволоку. Луженая проволока кладется на канифоль и повторно лудится – это делается для удаления остатков лимонной кислоты из проволоки. Таким способом можно лудить небольшие изделия из стали и других металлов.
Здесь я уже загладил три верхних конца.
Как подключить нихромовый провод в тостере Bodum 10709-57
На этот раз я получил тостер Bodum 10709-57, который стал жертвой шаловливых детских рук. На первый взгляд, ничего серьезного, просто ребенок загружает в тостер кучу пластилина вместо кусочков хлеба. Тостер частично растопил все это и выключился, но механизм подъема ломтиков заклинило в среднем положении из-за застывшего пластилина. Поэтому тостер больше нельзя было включать, так как он включается только в нижнем положении, что могло спасти его от более серьезных повреждений.
Однако, как оказалось, пластилин был не единственной проблемой. В глубине можно было отчетливо увидеть поврежденную слюдяную пластину на боковой стенке и погнутую нихромовую проволоку на нагревательном элементе. Либо кто-то пытался очистить его каким-то предметом. Или они нажимали на кнопку с большим усилием, но застрявший пластилин вытягивал нить накала и разрывал изолятор. Позже выяснилось, что ребенок также пытался запечь мелки, что могло привести к повреждению нагревательного элемента.

Это были кусочки пластилина.



Переверните тостер и открутите все винты вокруг него. Но это оказалось не так просто, я перебрал множество бит, шестеренок и шестигранников, но ни один из них не подошел. Причина в том, что производители обернули винты шестерней, но эта шестерня также имеет штифт в середине. Это означает, что сверло должно иметь отверстие на конце. Даем другое имя (неприличное) всем монтажникам этой плиты – можно в приватной беседе, но лучше вслух – и начинаем искать выход 


Но проблема решалась довольно просто, эти супер-пупер секретные винты откручивались обычной плоской отверткой. Кстати, очень часто плоские отвертки разных размеров помогают откручивать всевозможные хитрые буржуйские шурупы и саморезы.

Один самонарезающий винт спрятан под поддоном для крошек.


Я думал, что саморезы – это единственная проблема, но я ошибался. Эти сборщики сажают ключ зарядки на клей, который немного похож на наш “Момент” на резине. И без извлечения ключа вы не сможете извлечь внутреннюю часть тостера из корпуса. Я попытался насильно отсоединить его от утюга, но это ничего не дало. Тогда я снова попробовал этот трюк: я просто нагрел железный штырь газовой горелкой через прорезь в ползунке. После этого ключ можно было извлечь без особых усилий. Если у вас нет факела, вы можете использовать турбозажигалку, с обычной зажигалкой это будет сложнее, так как трудно направлять огонь. И не забудьте накрыть декоративный черный пластик двумя кусками жести, чтобы он не расплавился.




Снимите жестяные экраны, образующие корпус нагревательного элемента. Для этого просто отогните выступы, отмеченные на фото ниже. Три верхних держат изоляционную пластину из слюды.



Здесь видно, что нагревательный элемент все еще прикреплен к олову, потому что я не отогнул три верхних выступа вначале. Но лучше сразу выпрямить их и полностью снять экран. Потому что нагревательный элемент очень хрупкий и при его извлечении вместе с экраном можно сломать его нижние ножки, которые вставляются в пазы в полу.

Теперь вы можете наглядно увидеть все пластилиновые удачи, которые выпали на нашу долю. Я не стал снимать решетки, так как нашел их очень громоздкими для крепления. Я все вычистил.

Поврежденный навесной нагревательный элемент. Оказалось, что нить накала была не только выдернута, но и закорочена на средний вывод элемента, и дополнительно сгорела от короткого замыкания.


Здесь я уже открутил три верхние панели.

Полностью снята с банки.

Вид с противоположной стороны центрального провода, приклепанного к слюдяной пластине.

Аналогичным образом зачистите другую сторону, чтобы освободить вторую камеру для пирога.




Первоначально я думал, что просто прикручу сгоревшую нить с помощью винта и гайки. Но из-за затяжки этот винт был очень близко к сетке, поэтому я отказался от этого винта. Иначе была бы вероятность повторного короткого замыкания при помещении толстого ломтя хлеба в тостер.

Я решил надеть медную гильзу на нихромовую проволоку и зажать ее. Я не мог найти трубку нужного диаметра, все, что я мог найти, было очень толстым или большим. Однако я нашел кусок медного листа толщиной 1 мм, из которого я вырезал и согнул такой кронштейн.

Я нанесла его на нить и закрепила сначала плоскогубцами, а затем сделала пробные захваты боковыми плоскогубцами.

Я просверлил четыре отверстия в слюде и притянул к ней эту втулку медной проволокой.

Очистив все, я собрал корпус нагревательного элемента для проведения пробного запуска. Удивительно, но он сработал, и произошло как бы короткое замыкание. Я открутил плату управления от корпуса, промыл корпус, а затем собрал тостер как единое целое.

После сборки включите его на пять минут на холостом ходу, чтобы сжечь остатки пластилина или другие посторонние неприятные ощущения.




Я не знаю, является ли этот способ подключения нихромовой проволоки правильным. Медь, вероятно, со временем выгорит и распадется, как это обычно происходит с жалом паяльника. Надеюсь, что это произойдет не скоро, так как мы пользуемся тостером очень редко. Но если это произойдет и он снова перегорит, обязательно напишите об этом здесь.
Рекомендуется приготовить следующий состав: вазелин 100 гр, порошок хлорида цинка 7 гр, глицерин 5 гр.
Ремонт нихромовых спиралей. Пайка нихрома. Нихром для сварки. Как срастить сгоревшую нихромовую катушку?
Качественно выполнять пайку нихром-никель; нихром-медь, медно-никелевый сплав; нихром-сталь. Нам поможет припой 50, припой 61, припой 40 оказался удовлетворительным. Не забудьте использовать флюс.
Рекомендуется приготовить следующую смесь: вазелин 100 г, порошок хлорида цинка 7 г, глицерин 5 г.
Флюс лучше всего готовить в керамической ступке, в которую наливают вазелин, затем по очереди добавляют хлорид цинка и глицерин, хорошо перемешивая до получения однородной массы.
Наиболее активным паяльным флюсом на российском рынке является F-38H PET. Если активность слишком высока для кого-то, ее следует разбавить таким же количеством этилового или изопропилового спирта.
Применение: Нихром, константан, марганцевая, бериллиевая и алюминиевая бронза, нержавеющие стали с тугоплавкими припоями при температуре 300°C. Флюс содержит фосфорную кислоту, гликоли и органические гидрохлориды.
Паяные концы тщательно зачищают абразивной тканью и протирают ватным тампоном, смоченным в 10% спиртовом растворе хлорида меди, расплавляют, лудят и только потом припаивают.
Сварка с использованием хрома
Сварка дает гораздо лучшие результаты, чем пайка, особенно если необходимо соединить тонкие концы проволоки. Преимущество сварки в том, что не требуется пайка. Контакт очень хороший, потому что температура свариваемых металлов намного выше, чем, например, у оловянно-свинцового припоя. Это гарантирует, что соединение проводов не будет повреждено во время работы, даже если сварной контакт очень горячий.
Чтобы соединить нихромовые, константановые, марганцевые и т.д. провода, их нужно зачистить, скрутить и подвергнуть воздействию электрического тока так, чтобы точка сварки раскалилась докрасна. Пинцетом помещают кусочек ляписа (нитрата серебра), который плавится при нагревании, так, чтобы в месте соединения образовался прочный контакт.
Если диаметр сварочной проволоки не превышает 0,15-0,2 мм, концы проволоки накладываются друг на друга (расстояние 15-20 мм) и на них наматывается тонкая медная проволока Ø 0,1-0,15 мм. Затем подключенная проволока нагревается газовой горелкой.
Медь начинает плавиться и прочно соединяет концы нихромовой проволоки для сварки.
Этот метод используется для соединения никелевой, медно-никелевой и медной проволоки с проволокой из прецизионного сплава с высоким электрическим сопротивлением: Нихром Х20Н80, Х20Н80-VI, Х20Н80-Н, Х15Н60, Х16Н60-Н, Н80ХЮД, FeChrome Х23Ю5Т.
Альтернативный способ ремонта нихромовой спирали
Сгоревшая спираль электронагревательного прибора, изготовленного из следующих сплавов: Нихром, константан, никель. Комбинируйте следующим образом: потяните за концы проволоки в месте поломки на длину 15-20 мм и зачистите до блеска абразивной тканью. Затем отрезать от листа стали или алюминия небольшой лист, скрутить его и сделать гильзу, надеть ее на провод вместе и соединить. Ихром предварительно соединяется с обычной скруткой. Затем плотно сожмите втулку плоскогубцами.
Мы предлагаем нагрев нихрома нихромовые катушки сорт X20H80 или Х15Н60. Нихром Только российское производство, высокое качество. Нихромовые спирали изготавливаются в соответствии с техническими требованиями заказчика. Качество в короткие сроки. Заказ Нихромовые спирали в компании ВЕБ-САЙТ.
Доставка в любую точку Российской Федерации. При заказе от 10 000 рублей доставка до терминала транспортной компании осуществляется бесплатно.
Сварка нихрома в домашних условиях: основные особенности технологий сварочных процессов
Ремонт нихромовой спирали, сварка, спайка нихрома, сопротивление нихрома
Нагревательные элементы, изготовленные из высокоомных сплавов на основе хрома и никеля, применяются во всех современных бытовых устройствах, предназначенных для преобразования электричества в тепло. Спирали, или ленты из нихрома отличаются высокой сопротивляемостью к окислению благодаря образованию оксидных плёнок. По этой причине надежная пайка нихромовых нагревателей при отсутствии специального оборудования (вакуумные камеры, газовые среды) должна проводиться после обработки соединяемых поверхностей флюсами, в состав которых входят кислоты, способные разрушать защитный слой окислов. Нихромовые спирали служат дольше аналогов из фехральных сплавов, однако и они подвергаются разрушению при длительной эксплуатации. Вероятность возникновения пережиганий и обрывов увеличивается на таких участках проводника, где имеются механические повреждения, зазубрины, перегибы, или перехлёсты с поверхностью соседних нагревательных элементов. Ремонт повреждённой спирали из нихрома возможно провести в домашних условиях. При соблюдении несложных технологий эксплуатационные характеристики электрооборудования будут полностью восстановлены.
Какие электроды применяются
При осуществлении ручной дуговой сварки никеля и существующих его сплавов необходимо применять электроды, для которых характерно качественное покрытие. Наиболее качественное сварное соединение обеспечивают электроды с покрытием типа “Прогресс-50”. Такие электроды применяются для сварки никеля, как материала, имеющего марки Н-1, НП-1, НП-2. Если говорить об электродах, имеющих покрытие ЭНХД-10, то они применяются для изготовления сварных соединений деталей, изготовленных из никелевокремнистых сплавов. Электроды, покрытые составом ЭНХМ-100, созданы для соединения деталей из нихрома и никелевомолибденовых сплавов. Для сварки сплавов типа ХН80ТБЮ, ХН80ТБЮА, ХН70ВМТЮ и ХН75МВТЮ используют электроды с покрытием типа ИМЕТ и ВИ-2-6.
Ремонт нихромовой спирали
Существуют 3 способа восстановления целостности нихромового проводника:
·Механический — скрутки, муфты, резьбовые зажимы при помощи шайб, винтов и гаек.
Последний способ — наиболее надёжен в плане прочности и долговечности. Сварные соединения не влияют в существенной мере на параметры электрических цепей, поэтому технические характеристики приборов остаются в прежних нормах. Соединения в виде скруток, муфт и зажимов создают условия для скапливания продуктов окисления, влияют на общее показатели сопротивления цепи, а также могут создавать участки повышенного нагрева, что усиливает риск повторных обрывов и выхода электрооборудования из строя.
Технология сварки и свойства соединений
Подготовка под сварку
При сварке Ni и его сплавов необходима тщательная зачистка кромок и прилегающих к ним участков на ширине 20—25 мм механическим путем, так как на них образуется налет, содержащий серу, с последующим обезжириванием в ацетоне, уайт-спирите или бензине. Химическое травление, как правило, не применяется, однако при наличии пленки окислов на поверхности металла рекомендуется обработка в растворе следующего состава: 1 л Н2O, 1,5 л H2SO4, 2,25 л HNO3, 30 г NaCl в течение 5—10 с с последующей промывкой в воде, нейтрализацией в 1 %-ном водном растворе аммиака и сушкой.
Металл в сварочной ванне при сварке никеля и его сплавов более вязок, чем при сварке сталей, и поэтому проплавляется на меньшую глубину, что требует значительной разделки кромок и увеличения их притупления. При сварке кислотостойкой аппаратуры следует избегать стыковых соединений с отбортовкой кромок, так как образующиеся в этом случае «карманы» могут вызвать появление щелевой коррозии при эксплуатации.
Газовая сварка
Газовую сварку преимущественно применяют при малой толщине (до 3—4 мм) Ni или его сплавов. В основном используется ацетилено-кислородное пламя нормальное или слегка восстановительное, β = 0,97÷1,0, так как избыток ацетилена может вызвать пористость металла шва. Электродную проволоку используют марок Н-1, НП-1, НП-2, а также применяют комплексно-легированные проволоки, содержащие Ti, Al, Mn, Si, марок НМцАТ3-1,5-0,6 и НМцТК1-1,5-2-0,15 (ТУ48-21-284—73).
В качестве присадочного материала используют проволоку из сплава НМц2,5, нихрома Х20Н80.
При газовой сварке Ni используют многокомпонентные флюсы: керамические типа ЖН-1 и плавленые фторидные и высокоосновные марок АН-Ф5, АН-Ф7, АН8, АН-29, 49-ОФ-6.
Для сварки никеля и его сплавов применяют «левый» и «правый» способы. При «левом» способе сварочная ванна более интенсивно взаимодействует с кислородом окружающей атмосферы, его следует применять для сварки тонких листов (1— 2 мм). При «правом» способе охлаждение сварочной ванны происходит медленнее, при этом уменьшается окисление расплавленного металла и пористость.
Сварку Ni следует выполнять без задержек и возврата на сваренный участок во избежание перегрева околошовной зоны, сопровождающегося образованием трещин. Следует также избегать многослойной газовой сварки. Металл толщиной 1 — 2 мм сваривают в один проход без скоса кромок. Для стыковых швов металла больших толщин делается V-образная разделка.
Сварные соединения из никеля, выполненные газовой сваркой, имеют σв = 274÷314 МПа, α = 90÷120°. Нормализация соединений при температуре 825—900 °С повышает их пластичность и вязкость.
Сварка нихрома затруднена образованием на поверхности ванны тугоплавкой пленки оксида хрома, которую удаляют механическим путем. Сварка нихрома выполняется с максимальной скоростью и без перерывов за один проход, так как повторное расплавление металла может привести к образованию трещин. Применяется пламя с небольшим избытком ацетилена при мощности 50—70 л/ч на 1 мм толщины. В качестве присадочного прутка используется проволока, близкая по составу к основному металлу, с пониженным содержанием С и содержанием Сг по верхнему пределу. Применяется флюс состава, % (по массе): 40 буры, 50 борной кислоты, 10 хлористого натрия или фтористого калия. После отжига предел прочности сварных соединений из нихрома составляет 343—441 МПа.
Ручная дуговая сварка
Для ручной дуговой сварки Ni и его сплавов применяют электроды с качественными покрытиями. Наиболее качественные швы обеспечивают электроды с покрытием «Прогресс-50», которые применяют для сварки никеля марок Н-1, НП-1, НП-2. Электроды с покрытием ЭНХД-10 предназначаются для сварки никелевокремнистых сплавов, с покрытием ЭНХМ-100 — для нихрома и никелевомолибденовых сплавов. Для сварки сплавов типа ХН80ТБЮ, ХН80ТБЮА, ХН70ВМТЮ и ХН75МВТЮ используют электроды с покрытием типа ИМЕТ и ВИ-2-6. Процесс ведут на постоянном токе обратной полярности, при этом значение тока назначают пониженным по сравнению с токами, применяемыми при сварке стали. Скорость сварки также понижена на 15%. Рекомендуется вести сварку в нижнем положении короткой дугой для уменьшения угара стабилизирующих и раскисляющих элементов, содержащихся в электродной проволоке. При сварке производят продольные небольшие колебания конца электрода, что способствует газоудалению и получению более плотных швов, чем при поперечных колебаниях. Электрод держат примерно перпендикулярно плоскости шва с наклоном не более 15° в сторону свариваемых кромок.
При сварке Ni и его сплавов толщиной более 15 мм используется многопроходная сварка с предварительным подогревом кромок до 200—250 °С, при этом требуется тщательная зачистка поверхности промежуточных слоев.
Механические свойства сварных швов на некоторых никелевых сплавах, выполненных ручной дуговой сваркой покрытыми электродами, приведены в табл. 28.2.

Сварка под флюсом и электрошлаковая сварка
Сварку под флюсом и электрошлаковую сварку Ni и его сплавов выполняют на постоянном токе обратной полярности. Для сварки используют низкокремнистые основные или бескислородные фторидные флюсы типа АНФ-5, АНФ-22, АНФ-23 и др. Электродную проволоку выбирают по составу близкой к основному металлу. Диаметр проволоки практически не зависит от толщины металла и выбирается в зависимости от подготовки кромок в пределах от 3 до 5 мм.
При сварке металла малых толщин (5—6 мм) используется проволока диаметром 3 мм, сварка стыковых соединений выполняется без скоса кромок и без зазора; при больших толщинах производится V- или Х-образная разделка кромок. При сварке с полным проплавлением кромок используют медные или флюсовые подкладки.
Сварные соединения Ni и его сплавы, выполненные сваркой под флюсом, имеют достаточно стабильные и высокие механические свойства: σв = 516÷780 МПа, KCU = 912÷2380 кДж/м2, δ = 6÷36 %.
Аргоно-дуговая сварка
Преимуществом аргоно-дуговой сварки является возможность обеспечения качественной защиты инертным газом сварочной ванны от взаимодействия с компонентами воздуха O2, N2, Н2, в результате чего предупреждается порообразование, трещино-образование и другие дефекты. При недостаточной защите поверхность шва становится складчатой, и на рентгенограммах сварных соединений оксидные плены в складках шва могут расшифровываться как трещины.
Сборку деталей рекомендуется выполнять в зажимных приспособлениях без прихваток. Сборку с прихватками следует производить в тех случаях, когда невозможно предупредить нежелательные деформации при сварке в приспособлении. Размеры прихваток, расстояние между ними и способ выполнения устанавливают при отработке технологического процесса. В местах пересечений сварных швов ставить прихватки не допускается. Прихватки рекомендуется выполнять без присадочной проволоки. Присадочный металл следует применять в случае, если без присадки в прихватках образуются трещины. При выполнении прихваток и последующей сварке особое внимание следует обращать на заделку кратеров для предупреждения образований усадочной пористости и трещин. Кратеры швов должны быть тщательно заплавлены или выведены на удаляемый припуск детали или выходную планку. Не допускается выведение кратера на основной металл. Возбуждение дуги также рекомендуется выполнять на входной пластине, на стыке деталей, в разделке или на ранее наплавленном металле, но не на основном металле. Для возбуждения дуги следует использовать осциллятор. Заканчивая процесс сварки, следует уменьшать сварочный ток для предотвращения образования трещин в кратере. Сварку следует выполнять с минимальным количеством перерывов.
Одним из способов предупреждения горячих трещин при сварке может стать обеспечение преимущественной доли присадочного металла в шве (до 70—85 %). Для этого предусматривается зазор в корне разделки кромок или расширение разделки в корневой части (OСT 92-1186—80).
При сварке никелевых сплавов применяют сварочную проволоку с повышенным содержанием марганца и молибдена с целью обеспечения высокой стойкости металла шва против образования горячих трещин. Составы присадочных материалов приведены в табл. 28.3.

При сварке никелевых сплавов с нержавеющей сталью 12Х18Н10Т в ряде случаев целесообразно смещать вольфрамовый или плавящийся электрод от стыка свариваемых кромок в сторону стали на величину, указанную в табл. 28.4, для симметричного формирования шва относительно стыка изделий.

Для повышения стойкости сварных соединений жаропрочных дисперсионно-твердеющих: никелевых сплавов против растрескивания при нагревах необходимо заготовки деталей, подлежащих сварке, подвергать стабилизирующей термической обработке. Режимы стабилизации устанавливают в каждом конкретном случае при отработке технологии.
Сварные соединения, не подвергаемые упрочнению после сварки, а также соединения монтажные и другие, не допускающие термической обработки по своей конструкции, следует преимущественно выполнять с присадкой Св-06Х15Н60М15 по ГОСТ 2246—70.
С учетом склонности никелевых сплавов к образованию горячих трещин при сварке следует применять стыковые соединения или угловые и тавровые с полным проваром, как не имеющие концентратора напряжений в сравнении с другими типами соединений.
Для повышения стойкости против горячих трещин предусматривают гарантированный зазор между свариваемыми кромками стыковых соединений для обеспечения свободной усадки металла. Величину зазора выбирают при отработке технологии.
Для получения сварных швов с гарантированным проваром и с целью уменьшения пористости в сварных соединениях никелевых сплавов применяют способ аргонодуговой сварки с использованием активирующих флюсов (АФ). Способ обеспечивает получение более широкого проплава и более узкой лицевой стороны шва по сравнению с обычной аргонодуговой сваркой. В табл. 28.5 приведен химический состав флюса, рекомендуемый при сварке никелевых сплавов.
С целью предупреждения образования пор в металле шва наносить АФ рекомендуется непосредственно перед сваркой. Оставшийся на поверхности швов налет шлака АФ не оказывает отрицательного влияния на механические свойства и коррозионную стойкость соединений.
Электронно-лучевая сварка
Электронно-лучевой сваркой можно сваривать практически все марки никелевых сплавов, при этом удается получать соединения больших толщин за один проход и с большой скоростью. Следует применять рекомендации такие же, как при аргонодуговой сварке.
Высокая чистота атмосферы (вакуум) и особенности термического цикла позволяют получать соединения с механическими свойствами на уровне основного металла.
Как сварить нихром
На производстве для надёжной сварки проволоки, или ленты из нихрома применяется аргонодуговой метод. Однако проволоку небольшого диаметра, которая используется в качестве нагревательных спиралей в бытовых приборах, можно сварить при помощи самодельной сварочной системы в домашних условиях. Для этого потребуется источник питания 12-24 V с силой тока 10 ампер и выше. В качестве электрода можно взять графитовый стержень соляной батарейки. Соединяемые концы нагревательной спирали скручиваются. Минусовой провод от источника питания присоединяется к нихромовой проволоке. К плюсовому проводу через дроссель лампы дневного света присоединяется графитовый стержень. При прикосновении графита к участку сварки возникает дуга низкого напряжения, энергии которой будет достаточно, чтобы расплавить нихром.
Как спаять нихром
Спаять нихромовую спираль можно следующими способами:
- Нагрев обмотки в виде тонкой медной проволоки.
- Использование ляписа (азотистого серебра).
- Применение специальных припоев и кислотосодержащих флюсов.
Первый способ — наиболее простой и доступный, но он подходит только для соединения проводников высокого сопротивления с толщиной не более 0,5 мм. Медную проволоку для обмотки лучше всего брать с толщиной 0,1 мм. Нагрев производится с помощью газовой горелки, но также можно использовать обычную зажигалку с турбонаддувом. Медная проволока нагревается докрасна и прилипает к нихрому, создавая электрический контакт на атомарном уровне. Метод пайки при помощи ляписа применяется для усиления контакта механической скрутки, если рабочая температура нагревательного элемента в приборе не будет превышать 200 °C (граница сплавления нитрат серебра). Вещество наносится на скрутку при её разогреве током. Наиболее надежные результаты даёт метод пайки с помощью специальных припоев и флюсов. Оксидная пленка, которая образуется на поверхности хромоникелевых спиралей, — основное препятствие для выполнения качественного лужения. В условиях промышленного производства для решения этой проблемы целесообразно применять вакуумные камеры, или нейтральные газовые среды. В домашних условиях используются кислотосодержащие флюсы:
- Смесь вазелина, глицерина и хлористого цинка.
- Лимонная кислота.
- Аспирин.
- Флюсы фабричного изготовления, типа Ф-38Н ПЭТ.
Соединяемые поверхности очищаются от оксидной пленки, обезжириваются и покрываются флюсами при помощи паяльника. После этого производится предварительное лужение и пайка с помощью припоев ПОС 40/50/61.
Как соединить перегоревшую нихромовую спираль
Способ ремонта перегоревшей нихромовой спирали выбирается в зависимости от толщины проволоки, а также от характеристик прибора, в котором используется вышедший из строя нагревательный элемент. Если рабочая температура превышает 150-200 °C, — следует применять сварку. Механические соединения в виде скруток, муфт и зажимов дадут только временный результат, а спайка с помощью тонкой медной проволоки и газовой горелки будет надежным решением для маломощных электронагревателей, в которых работают спирали из тонкой проволоки. Пайка с помощью припоев создает отличный контакт, но быстро разрушается, если нагрев превышает 300 °C.
Технология сварки нихрома
Для сварки деталей большой толщины кромки делают со значительным скосом и большим притуплением. Это связано с тем, что расплавленные никелевые сплавы обладают большой вязкостью, проплавление кромок происходит на меньшую глубину, чем у сталей.
Перед сваркой нихрома производят механическим способом тщательную зачистку кромок и поверхностей, прилегающих к ним. Это необходимо для удаления налёта, в котором содержатся примеси, негативно влияющие на качество шва.
После механической зачистки поверхности обезжиривают ацетоном, уайт-спиритом или бензином, а иногда используют и химическое травление.
Как произвести спайку, сварку нихрома в домашних условиях?
При отсутствии специального оборудования надёжный ремонт спирали нихрома лучше всего проводить с помощью метода контактной сварки с низковольтной дугой, созданной графитовым электродом. Для этого нужен специальный источник питания, но если его под рукой нет, то можно воспользоваться способом пайки при помощи тонкой медной проволоки. Соединение получается прочным и относительно долговечным, а если произойдёт повторное выгорание, то разрыв можно без труда восстановить этим способом за несколько минут. Чтобы провести качественную пайку, концы проволоки нужно зачистить, погрузить в порошок лимонной кислоты и нагреть паяльником. Вещество расплавится и покроет поверхность металла тонким слоем. Оксидная пленка будет разрушена. Перед лужением соединяемые концы можно дополнительно обработать канифолью.

Как проверить сопротивление нихрома
Электрическое сопротивление нихромовой проволоки легко измеряется при помощи бытовых мультиметров. Операция проводится в целях расчет удельного сопротивления. Один контакт закрепляется на конце проводника. Второй контакт присоединяется на различном удалении от места создания первого контакта. Полученные показания заносятся в таблицу. Зависимость роста сопротивления от длины носит линейный характер. Для получения данных об удельном сопротивлении проволоки длиной 1 м нужно провести измерение этой характеристики у проводника соответствующих размеров, либо вывести этот параметр расчетным путем, если проволока имеет недостаточный размер. Перед снятием показаний прибор калибруется, либо измеряется собственное сопротивление проводов прибора в целях определения поправки, на величину которой следует уменьшить данные, полученные при измерении сопротивления нихрома.
Основные марки, структура и механические свойства
Никелевые сплавы, содержащие 55 % и более Ni, являются важнейшими конструкционными материалами благодаря их высокой коррозионной стойкости, жаростойкости и жаропрочности, достаточной пластичности. Наиболее распространены сплавы Ni с Сu, Cr, Mo, Al, Fe, Ti, Be. Никелевые сплавы условно можно разделить на четыре группы: конструкционные, термоэлектродные, жаростойкие и сплавы с особыми свойствами. К первой группе относятся сплавы на медноникелевой основе (монель, мельхиор, нейзильбер и др.). Их химический состав определяется ГОСТ 492—73. Конструкционные сплавы отличаются повышенными механическими свойствами и высокой коррозионной стойкостью. Один из наиболее распространенных сплавов этой группы сплав монель НМЖМц-28-2,5-1,5 имеет структуру типа твердого раствора. Предел прочности этого сплава выше 440 МПа, относительное удлинение больше 25%, он хорошо обрабатывается в холодном и горячем состоянии, удовлетворительно сваривается.
Ко второй группе относятся сплавы типа хромель, алюмель, копель, манганин, константан. Эти сплавы отличаются большой электродвижущей силой и высоким удельным сопротивлением при малом температурном коэффициенте электросопротивления. Применяются они для изготовления прецизионных приборов, термопар и компенсационных проводов.
К третьей группе относятся нихромы, отличающиеся высокой жаропрочностью и жаростойкостью и применяющиеся главным образом для изготовления электронагревательных приборов, потенциометрических обмоток, малогабаритных сопротивлений. Химический состав сплавов этой группы определяется ГОСТ 5632—72, ГОСТ 12766—67. Основными компонентами этой группы никелевых сплавов являются хром и железо.
К четвертой группе можно отнести сплавы, обладающие высокой проницаемостью в магнитных полях, например пермаллой, сплавы с особыми упругими свойствами (инвар) и другие (ГОСТ 10160—75). Пермаллой применяют для изготовления сердечников трансформаторов, деталей реле, магнитопроводов и других устройств.
Сплавы с особыми упругими свойствами (инвар 36Н, ковар 29НК) (ГОСТ 10994—76) имеют заданную величину коэффициента теплового расширения и применяются для изготовления деталей, практически не изменяющих свои линейные размеры в интервале температур —60÷ +100°C, или, наоборот, для создания термобиметаллов, состоящих из нескольких слоев металла или сплава с различными коэффициентами теплового расширения. Слои термобиметалла прочно соединяются между собой по всей поверхности сопротивления сваркой При изготовлении термобиметаллических элементов к материалу предъявляются повышенные требования по свариваемости.
Как рассчитать сопротивление нихромовой спирали
Расчёт сопротивления спирали из хромоникелевого сплава выполняется с помощью следующих методов:
- Измерение с помощью приборов.
- Табличный способ.
Если у вас имеется готовая спираль, то вычислить её сопротивление с помощью прибора не составит труда. Однако если требуется выполнить предварительный расчёт параметров спирали перед её изготовлением, то применяется табличный способ. Таблицы удельного сопротивления различных сплавов из никеля и хрома можно найти в интернете, или в специальной литературе. В таблицах приводятся данные для каждого сплава как для проволоки, так и для лент. Данные по проволочным проводникам приводятся с учётом диаметра (от 0,1 мм). Показатели у лент приводятся с учётом площадей сечения. Чтобы рассчитать сопротивление спирали, нужно умножить общую длину проволоки на удельное сопротивление 1 м проводника с соответствующим сечением. Если информация о марке сплава отсутствует, удельное сопротивление вычисляется экспериментальным путем при помощи приборов.

Производственная фирма ПАРТАЛ изготавливает спирали с заданными заранее характеристиками из различных марок нихромовых сплавов. Качественно и быстро мы произведем изделие из проволоки нужной толщины, с определенным количеством и диаметром витков, а также с конкретными характеристиками сопротивления, мощности, энерговыделения и энергопотребления!
Способы ремонта нихромовой спирали: сварка, спайка. Расчёт сопротивления
Нагревательные элементы, изготовленные из высокоомных сплавов на основе хрома и никеля, применяются во всех современных бытовых устройствах, предназначенных для преобразования электричества в тепло. Спирали или ленты из нихрома отличаются высокой сопротивляемостью к окислению благодаря образованию оксидных плёнок. По этой причине надежная пайка нихромовых нагревателей при отсутствии специального оборудования (вакуумные камеры, газовые среды) должна проводиться после обработки соединяемых поверхностей флюсами, в состав которых входят кислоты, способные разрушать защитный слой окислов. Нихромовые спирали служат дольше аналогов из фехральных сплавов, однако и они подвергаются разрушению при длительной эксплуатации. Вероятность возникновения пережиганий и обрывов увеличивается на таких участках проводника, где имеются механические повреждения, зазубрины, перегибы или перехлёсты с поверхностью соседних нагревательных элементов. Ремонт повреждённой спирали из нихрома возможно провести в домашних условиях. При соблюдении несложных технологий эксплуатационные характеристики электрооборудования будут полностью восстановлены.
Ремонт нихромовой спирали
Существуют 3 способа восстановления целостности нихромного проводника:
- Механический — скрутки, муфты, резьбовые зажимы при помощи шайб, винтов и гаек.
- Пайка.
- Сварка.
Последний способ наиболее надёжен в плане прочности и долговечности. Сварные соединения не влияют в существенной мере на параметры электрических цепей, поэтому технические характеристики приборов остаются в прежних нормах. Соединения в виде скруток, муфт и зажимов создают условия для скапливания продуктов окисления, влияют на общее показатели сопротивления цепи, а также могут создавать участки повышенного нагрева, что усиливает риск повторных обрывов и выхода электрооборудования из строя.
Как сварить нихром
На производстве для надёжной сварки проволоки или ленты из нихрома применяется аргонодуговой метод. Однако проволоку небольшого диаметра, которая используется в качестве нагревательных спиралей в бытовых приборах, можно сварить при помощи самодельной сварочной системы в домашних условиях. Для этого потребуется источник питания 12-24 V с силой тока 10 ампер и выше. В качестве электрода можно взять графитовый стержень соляной батарейки. Соединяемые концы нагревательной спирали скручиваются. Минусовой провод от источника питания присоединяется к нихромовой проволоке. К плюсовому проводу через дроссель лампы дневного света присоединяется графитовый стержень. При прикосновении графита к участку сварки возникает дуга низкого напряжения, энергии которой будет достаточно, чтобы расплавить нихром.
Как спаять нихром
Спаять нихромовую спираль можно следующими способами:
- Нагрев обмотки в виде тонкой медной проволоки.
- Использование ляписа (азотистого серебра).
- Применение специальных припоев и кислотосодержащих флюсов.
- Смесь вазелина, глицерина и хлористого цинка.
- Лимонная кислота.
- Аспирин.
- Флюсы фабричного изготовления, типа Ф-38Н ПЭТ.
- Измерение с помощью приборов.
- Табличный способ.
Первый способ — наиболее простой и доступный, но он подходит только для соединения проводников высокого сопротивления с толщиной не более 0,5 мм. Медную проволоку для обмотки лучше всего брать толщиной 0,1 мм. Нагрев производится с помощью газовой горелки, но также можно использовать обычную зажигалку с турбонаддувом. Медная проволока нагревается докрасна и прилипает к нихрому, создавая электрический контакт на атомарном уровне.
Метод пайки при помощи ляписа применяется для усиления контакта механической скрутки, если рабочая температура нагревательного элемента в приборе не будет превышать 200 °C (граница сплавления нитрата серебра). Вещество наносится на скрутку при её разогреве током. Наиболее надежные результаты даёт метод пайки с помощью специальных припоев и флюсов. Оксидная пленка, которая образуется на поверхности хромоникелевых спиралей, — основное препятствие для выполнения качественного лужения. В условиях промышленного производства для решения этой проблемы целесообразно применять вакуумные камеры или нейтральные газовые среды.
В домашних условиях используются кислотосодержащие флюсы: соединяемые поверхности очищаются от оксидной пленки, обезжириваются и покрываются флюсами при помощи паяльника. После этого производится предварительное лужение и пайка с помощью припоев ПОС 40/50/61.
Как соединить перегоревшую нихромовую спираль
Способ ремонта перегоревшей нихромовой спирали выбирается в зависимости от толщины проволоки, а также от характеристик прибора, в котором используется вышедший из строя нагревательный элемент. Если рабочая температура превышает 150-200 °C, — следует применять сварку. Механические соединения в виде скруток, муфт и зажимов дадут только временный результат, а спайка с помощью тонкой медной проволоки и газовой горелки будет надежным решением для маломощных электронагревателей, в которых работают спирали из тонкой проволоки. Пайка с помощью припоев создает отличный контакт, но быстро разрушается, если нагрев превышает 300 °C.
Как произвести спайку или сварку нихрома в домашних условиях
При отсутствии специального оборудования надёжный ремонт спирали нихрома лучше всего проводить с помощью метода контактной сварки с низковольтной дугой, созданной графитовым электродом. Для этого нужен специальный источник питания, но если его под рукой нет, то можно воспользоваться способом пайки при помощи тонкой медной проволоки. Соединение получается прочным и относительно долговечным, а если произойдёт повторное выгорание, то разрыв можно без труда восстановить этим способом за несколько минут. Чтобы провести качественную пайку, концы проволоки нужно зачистить, погрузить в порошок лимонной кислоты и нагреть паяльником. Вещество расплавится и покроет поверхность металла тонким слоем. Оксидная пленка будет разрушена. Перед лужением соединяемые концы можно дополнительно обработать канифолью.
Как проверить сопротивление нихрома
Электрическое сопротивление нихромовой проволоки легко измеряется при помощи бытовых мультиметров. Операция проводится в целях расчет удельного сопротивления. Один контакт закрепляется на конце проводника. Второй контакт присоединяется на различном удалении от места создания первого контакта. Полученные показания заносятся в таблицу. Зависимость роста сопротивления от длины носит линейный характер. Для получения данных об удельном сопротивлении проволоки длиной 1 м нужно провести измерение этой характеристики у проводника соответствующих размеров, либо вывести этот параметр расчетным путем, если проволока имеет недостаточный размер. Перед снятием показаний прибор калибруется, либо измеряется собственное сопротивление проводов прибора в целях определения поправки, на величину которой следует уменьшить данные, полученные при измерении сопротивления нихрома.
Как рассчитать сопротивление нихромовой спирали
Расчёт сопротивления спирали из хромоникелевого сплава выполняется с помощью следующих методов:
Если у вас имеется готовая спираль, то вычислить её сопротивление с помощью прибора не составит труда. Однако если требуется выполнить предварительный расчёт параметров спирали перед её изготовлением, то применяется табличный способ. Таблицы удельного сопротивления различных сплавов из никеля и хрома можно найти в интернете или в специальной литературе. В таблицах приводятся данные для каждого сплава как для проволоки, так и для лент.
Данные по проволочным проводникам приводятся с учётом диаметра (от 0,1 мм). Показатели у лент приводятся с учётом площадей сечения. Чтобы рассчитать сопротивление спирали, нужно умножить общую длину проволоки на удельное сопротивление 1 м проводника с соответствующим сечением. Если информация о марке сплава отсутствует, удельное сопротивление вычисляется экспериментальным путем при помощи приборов.
Производственная фирма «ПАРТАЛ» изготавливает спирали с заданными заранее характеристиками из различных марок нихромовых сплавов. Качественно и быстро мы произведем изделие из проволоки нужной толщины, с определенным количеством и диаметром витков, а также с конкретными характеристиками сопротивления, мощности, энерговыделения и энергопотребления!
Как я паял нихром и перестал боятся паяльную кислоту

Дозрел я наконец до готовности поиграться с измерениями тока на шунте. Все как положено, с сопротивлением шунта меньше 0.1 Ом, с усилителем на базе ОУ. Ну да речь не о том.
Возникла необходимость припаять шунт — тонкую нихромовую проволочку. А для этого ее концы надо залудить при этом не покрыв припоем весь шунт (длина одного из вариантов которого — 2.5мм).
Что обычным флюсом типа ЛТИ-120 нихром не паяется — это мне было известно.
Классический вариант с таблеткой аспирина отпал по техническим причинам — не было аспирина.
Попытка использовать в качестве флюса магазинный раствор пищевой лимонной кислоты провалилась — проволока не лудилась вообще.
Лимонная кислота в виде порошка дала чуть лучший результат — припой к нихрому приставал, но как-то комковато. Что важно, облуженный таким образом нихром как-то неохотно паялся к контактным площадкам и вообще, норовил с ними контакт потерять.
Кстати, неожиданно оказалось, что при нагревании паяльником порошок лимонной кислоты превращается в жидкость. А вот воняет она при пайке не очень сильно.

А потом я по совершенно другим делам зашел в автомаг, увидел там паяльную кислоту и решил попробовать паять ей. И это была весчь! Нихром лудился ну просто как медь. Проволочка нихрома аккуратно покрывалась тонким слоем припоя.
Естественно и шунт, и плату тщательно промыл водой.

И честно сказать, подумываю не перейти ли вообще на пайку с кислотой. Уж больно здорово она работает…