Простой способ выпаивания микросхем в QFP- и QFN-корпусах
В статье приводится простой способ выпаивания микросхем в QFP- и QFN-корпусах с платы, основанный на её нагреве инфракрасным излучением мощной галогеновой автомобильной лампы. Этот способ абсолютно не повреждает ни саму микросхему, ни плату, с которой она снимается.

Введение
Часто требуется извлечь микросхему в корпусе для поверхностного монтажа (SMD) из уже изготовленной платы. Если выпаивание таких микросхем с двусторонним расположением выводов (SOIC, SOP и т.п.) не представляет особой проблемы, то с микросхемами в квадратных корпусах с 4-сторонним расположением выводов, например, QFP (Quad Flat Package) и особенно «безногих», QFN (Quad Flat No-leads package), у которых в качестве выводов используются контактные площадки, расположенные с одной стороны микросхемы, на взгляд автора, могут возникнуть определенные трудности. Дело осложняется еще тем, что в корпусах QFN со стороны контактных площадок имеется «земляная» пластина, расположенная в середине микросхемы и также припаянная к плате. В подавляющем большинстве случаев для выпаивания таких микросхем используется достаточно дорогой (от 2000 руб. и выше) паяльный фен, горячий воздух которого направляется на микросхему, и при разогреве её до температуры расплавления припоя она уже легко снимается с платы. Однако такой способ имеет два недостатка. Во-первых, конечно, относительно высокая стоимость фена, во-вторых (и это главное), нагрев микросхемы до той температуры, которая позволяет расплавить припой, может привести к выходу из строя микросхемы. Особенно это касается микроконтроллеров с «зашитой» программой, которую желательно сохранить. Можно, конечно, направить фен на обратную сторону платы для ее разогрева, однако для получения приемлемой температуры расплавления припоя нагрев обратной стороны платы должен быть настолько интенсивным, что стеклотекстолит начинает уже обугливаться и дымиться, выделяя настолько отвратительный запах, что плату хочется побыстрее выбросить в окно :).
 |
||
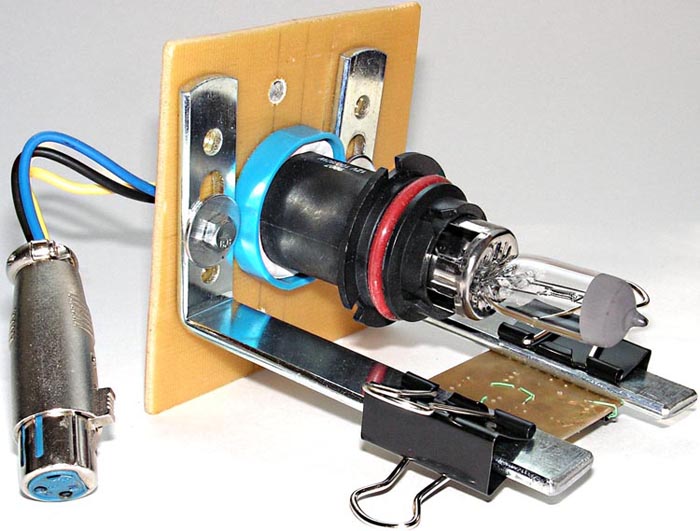
| Рисунок 1. | Конструкция устройства. | |
В статье приводится альтернативный способ нагревания обратной стороны платы инфракрасным излучением галогеновой лампы для фары автомобиля. При этом обратная сторона платы не только не обугливается, но даже не особенно и нагревается, а припой со стороны микросхемы нагревается настолько интенсивно, что микросхема легко снимается с платы. Стоимость подобной галогеновой лампы на порядок (а то и на два) меньше стоимости фена, а конструкция подобного «нагревателя» очень проста и поэтому достаточно дешева. Ниже будет рассмотрена конструкция устройства, показаны принцип его работы и её результаты.
Конструкция и работа устройства
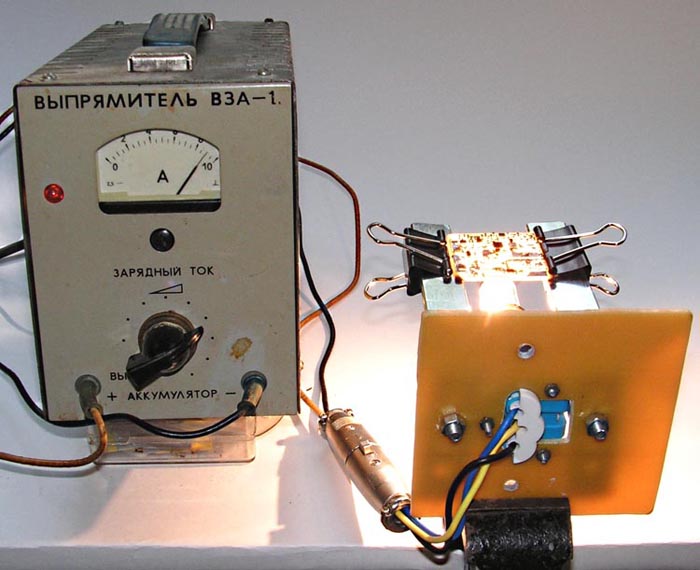
Основу конструкции составляет стеклотекстолитовая пластина толщиной 4 мм, к которой болтами М5 и гайками прикручены два гардинных уголка размером 120×55×17×3.5 мм (Рисунок 1). Автор использовал галогеновую лампу марки TORSO на 12 В мощностью 100/80 Вт (с двумя спиралями) с цоколем HB5 (Рисунок 2). Цоколь лампы вставляется в ответный разъем («фишка»), который прикручен к стеклотекстолитовой пластине тремя винтами М2.5 впотай и гайками. Для этого на торце разъема были просверлены три соответствующих отверстия, а в пластине для установки разъема прорезано окно, и также просверлены три отверстия (Рисунок 3). Плата, с которой необходимо выпаять микросхему, закрепляется на уголках обычными канцелярскими зажимами. В качестве источника питания (ИП) автор использовал зарядное устройство для автомобильных аккумуляторов с максимальным током 10 А. Подключение лампы к ИП осуществляется двумя 3-контактными разъемами XLR (мама и папа). Обе спирали лампы подключаются параллельно (в связи с простотой схема не приводится). Измеренное напряжение на лампе, когда включены обе спирали, при токе 9 А составило 11.4 В. При этом мощность составила чуть более 100 Вт (что нетрудно подсчитать). Это означает, что лампа работает почти вполнакала (максимальная мощность лампы, когда работают обе спирали, по паспорту составляет 180 Вт). Дальнейшее увеличение мощности не требуется по трем причинам. Во-первых, работа вполнакала существенно продлевает срок службы лампы, во-вторых, в ИП установлен предохранитель на 10 А, и при включении, когда спирали еще холодные, ток может превысить 10 А, и предохранитель может сгореть (что, конечно, нежелательно), и, в-третьих, температура нагрева достаточно высокая, чтобы расплавился припой с обратной стороны платы, и микросхемы легко снимаются, и достаточно низкая, чтобы нагреваемая сторона платы не обугливалась. На самом деле она не только не обугливается, но даже особенно не нагревается. (Может, стеклотекстолит пропускает инфракрасное излучение, а дорожки – задерживают его, отчего поглощают и, естественно, интенсивно нагреваются?). Никакого запаха при таком нагреве, как показала практика, плата не выделяет. При расстоянии между платой и лампой 15 – 17 мм достаточно 3 – 4 минут прогрева, и микросхемы легко снимаются обычным пинцетом.
 |
||
| Рисунок 2. | Примененная лампа. | |
Здесь следует заметить, что применение галогеновой лампы автор «подсмотрел» в Интернете [1]. Однако в [1] нагрев производится со стороны микросхемы, что, во-первых, нежелательно (см. выше), а во-вторых, очень неудобно, т.к. весь обзор закрывает сама лампа с «абажуром», «подлезть» под который пинцетом весьма проблематично (сравнить с Рисунком 3).
 |
||
| Рисунок 3. | Устройство в работе. | |
Стеклотекстолитовая пластина достаточно жестко зажимается в небольших тисках (Рисунок 3).
Результаты работы
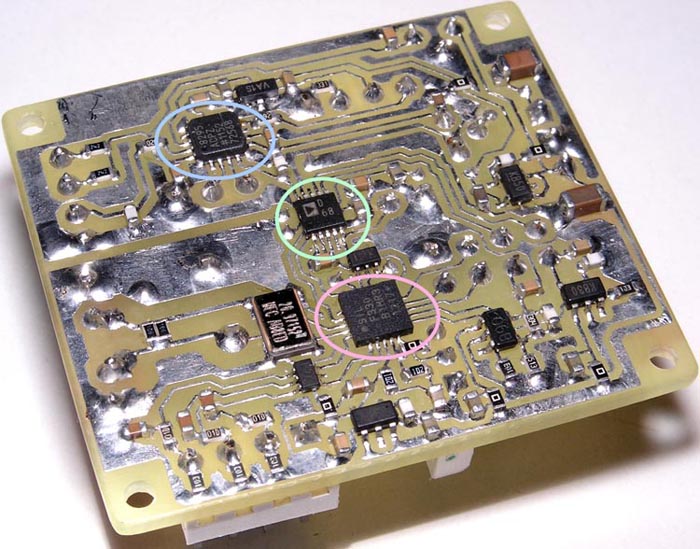
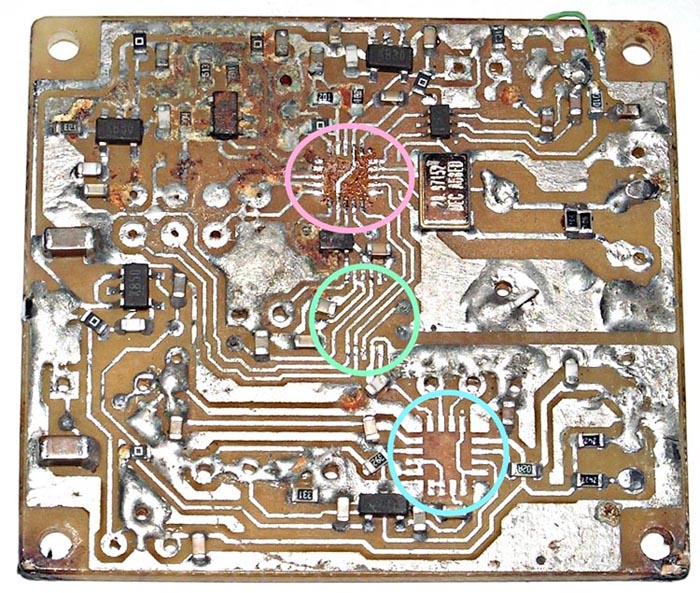
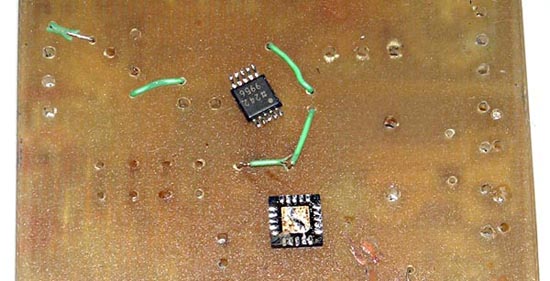
Рисунок 4, на взгляд автора, достаточно красноречиво свидетельствует о результатах работы устройства. Единственный комментарий касается фотографии Рисунок 4в. Как можно убедиться из этой фотографии, обратная сторона платы сохранила свой первозданный вид, и никакого обугливания нет и в помине.
 |
||
 |
||
 |
||
| Рисунок 4. | Результаты работы устройства: (а) – исходная плата, (б) – плата со снятыми микросхемами, (в) – обратная сторона платы с выпаянными микросхемами. |
|
Что касается микросхемы в корпусе QFN-20 (это микроконтроллер C8051F330), то для повторного использования её необходимо промыть в растворителе (ацетоне или спирте) с целью удаления канифоли, покрыть жидким флюсом (например, ЛТИ-120), пройтись паяльником по всем контактным площадкам и еще раз промыть в растворителе. Как показала практика, программа, «зашитая» в микроконтроллере, полностью сохраняется, а её работоспособность полностью подтвердилась.
Заключение
Примененный способ выпаивания микросхем в QFP и особенно в QFN корпусах, на взгляд автора, достаточно прост, дешев, удобен и рекомендуется для использования.
Демонтаж элементов с печатных плат
Демонтаж печатных плат — самая распространенная операция. Он производится при замене неисправных элементов, подборе их при регулировке и т.п.. Но чаще всего — для пополнения запасов элементов и их повторного использования. В последнем случае важно, чтобы при демонтаже элементы не выходили из строя.
Демонтаж элементов с двумя выводами
Элементы с двумя выводами — самые распространенные детали схем. Поэтому их демонтаж выполняется особенно часто. Печатные платы могут быть односторонними — проводники находятся лишь с одной стороны. Отверстия для выводов элементов у таких плат не имеют металлизации (рис. 1а). Иногда отверстия армированы пистонами (рис. 1б). Двусторонние печатные платы, как правило, имеют отверстия с металлизацией (рис. 1 в).

Рис. 1 — Демонтаж элементов с двумя выводами
Обычно извлечение вывода 1 (рис. 1д) элемента из отверстия платы 3 производится с помощью пинцета 2. Вывод зажимается пинцетом, и плата переводится в позицию рис. 1е. Жало паяльника 4 расплавляет припой, и вывод вытягивается пинцетом. При этом плата должна опираться на упор 5 (обычно это край стола). При переворачивании платы пинцет может сорваться с вывода, и приходится все повторять заново. Если плата имеет отверстия с металлизацией (или с пистонами), то припой можно расплавить со стороны элемента (рис. 1ж), при этом жало паяльника 4 прижимает плату к поверхности стола 6, и демонтаж упрощается.
При сплошном демонтаже для ускорения работы плата в вертикальном положении зажимается в настольные тиски, прикрепленные к крышке стола (рис. 2а) или в небольшие станочные тиски (рис. 2б).

Рис. 2 — Крепление платы при демонтаже
Извлечение элемента усложняется, если при монтаже концы выводов загнуты (рис. 1 г), особенно при диаметре выводов 0,5 мм и более. Усилие вытягивания становится очень большим, вывод приходится не вытягивать, а «выковыривать». Ножка пинцета заводится под вывод и опирается о край платы. Этим рычагом вывод извлекается из отверстия (рис. За).

Рис. 3 — Вытягивание вывода с помощью пинцета
Для демонтажа элементов с двумя выводами (резисторов, конденсаторов, стабилитронов и т.п.) очень удобно пользоваться крючком (рис. 4а,б). Крючок имеет «лапу» с зацепом и ручку. Лапа на конце имеет заостренную шпору, которая препятствует скольжению по поверхности платы. Зацеп заводится под вывод, паяльником расплавляется припой. При давлении на ручку 1 зацеп вытягивает вывод элемента 2. Развиваемое при этом усилие достаточно для «выковыривания» вывода с загнутым концом. Крючок можно использовать и для непосредственного вытягивания вывода (рис. 4в), если вывод не имеет загиба. Извлечение второго вывода элемента можно производить, вытягивая деталь за корпус (рис. 4г). У резисторов мощностью 0,125 Вт корпус может выскочить из колпачка, поэтому и второй вывод следует извлекать с помощью крючка.

Рис. 4 — Вытягивание вывода с помощью крючка
Крючок изготавливается из листовой стали толщиной 0,5 мм. Сталь должна закаливаться. Для проверки этого от пластинки материала отрезается ножницами полоска шириной 1,5. 2 мм. Полоска нагревается на пламени горелки газовой плиты до темно-желтого цвета (температура около 1000°С) и моментально опускается в сосуд с холодной водой. Закаленная полоска при изгибе обламывается.
Для работы необходимо изготовить два крючка — с прямым зацепом (рис. 5а) и с угловым (рис. 5б). Такой комплект позволяет работать в самых неудобных местах печатной платы. Так, крючок с угловым зацепом позволяет демонтировать любой из расположенных рядом резисторов с осевым шагом 2,5 мм (резисторы мощностью 0,125 Вт), при этом лапа крючка располагается в промежутках между ними.

Рис. 5 — Крючок для вытягивания выводов
Выкройка заготовки крючка приведена на рис. 5в. На неточности изготовления задается припуск 1,5. 2 мм. Часть заготовки, из которой формируется зацеп, приведена на рис. 5 (1-а, б) для прямого крючка, и на рис. 5 (1-в, г) для углового. Заготовка вырезается ножницами по металлу, затем сверлятся отверстия для зацепа и скругляются. Для прямого крючка надфилем формируется зацеп, показанный на рис.5 (l-б), а для углового крючка сначала производится отгибание зацепа (рис.6а, б), затем его формирование, как на рис.5 (1-г).
Ручка крючка имеет П-образное сечение. Последовательность операций по формированию ручки приведена на рис. 6, при этом используется стальная оправка (вкладка) размерами 1,5x12x75 мм. После операции рис.6е производится правка ручки молотком на стальной плите. Затем напильником удаляется припуск на второй кромке, заусенцы и неровности.

Рис. 6 — Последовательность операций по формированию ручки
В заключение производится закалка рабочей области. Минимальная зона закалки показана штриховкой на рис. 6з. Нагрев производится на газовой плите до светло-красного цвета каления (830. 900°С) с охлаждением в холодной воде.
Закаленная зона очищается наждачной бумагой, и производится ее отпуск: нагрев до коричневого. фиолетового цвета побежалости и охлаждение в воде или на воздухе. Для придания «товарного вида» остальная часть крючка оксидируется до такого же цвета побежалости.
Демонтаж микросхем
В дальнейшем речь будет идти о микросхемах в корпусе подтипа 21 [1] с количеством выводов от 8 до 24 и с расстоянием между рядами выводов е1 (рис. 7), равным 7,5; 10; 15 мм. Микросхемы в таких корпусах наиболее распространены в промышленной и радиолюбительской аппаратуре. Демонтажу микросхем в радиолюбительской литературе уделяется обширное место.

Рис. 7 — Размеры микросхем
Обычно используются следующие виды демонтажа:
- Выпаивание каждого вывода отдельно. Способ универсальный, позволяет демонтировать элементы с несколькими выводами, не расположенными на одной линии. Для удаления припоя используется трубочка из нелудящегося материала (алюминий, «нержавейка»), которая после расплавления припоя вводится в зазор между выводами и отверстием. Другой вариант — удаление расплавленного припоя с помощью отсоса или паяльником с отсосом. Способ этот очень непроизводительный. Кроме того, при современном уплотненном монтаже элементов, особенно в компьютерных платах, отверстия для выводов делаются минимального диаметра, что затрудняет применение и трубочек, и отсоса.
- Извлечение сначала одного ряда выводов, затем второго. Способ имеет высокую производительность, насадки к паяльнику и сами приспособления просты в изготовлении.
- Одновременное извлечение всех выводов. Способ самый производительный, но требует для паяльника сложных насадок с отверстиями для каждого вывода. Приспособление для механизации процесса сложно в изготовлении.
Ниже рассматривается демонтаж микросхем с поочередным извлечением рядов. Для выполнения работ необходим паяльник со стержнем, рабочая часть которого обеспечивает расплавление припоя по всей длине ряда. Поэтому для микросхем с различным количеством выводов требуется комплект стержней с различной длиной рабочей области.
Паяльный стержень со вставкой [4] из медной пластины толщиной от 1 до 1,5 мм изображен на рис. 8а. Длина вставки зависит от количества выводов в ряду. Осуществить посадку вставки в прорези стержня трудно, вследствие этого и последующего окисления соприкасающихся поверхностей ухудшается теплопередача, поэтому используется паяльник с мощностью не менее 80 Вт.

Рис. 8 — Паяльный стержень для демонтажа микросхем
Гораздо проще в изготовлении стержень с отогнутой рабочей частью [5]. Его жало (рис. 8б) имеет паз, поэтому разогрев паек происходит с двух сторон, что улучшает теплопередачу. Хотя рабочая часть прогревается неравномерно (по мере удаления от хвостовой части температура жала понижается), требуемая мощность паяльника не превышает 40 Вт.
Для демонтажа удобно использовать паяльник, изготовив для него соответствующие стержни, показанные на рис. 9а. Достаточно иметь три стержня с длиной рабочей части L:
- 12 мм для микросхем с 8 выводами;
- 24 мм для микросхем с 14. 16 выводами;
- 32 мм для микросхем с 20. 24 выводами.
Стержни изготавливаются из медного прутка диаметром 6 мм. Пруток должен иметь припуск по длине 5. 6 мм, который удаляется при последующей обработке. Предварительно необходимо изготовить втулку (рис. 9б) из стали толщиной 1 мм и подобрать отрезок трубы (рис. 9в). Во избежание изгиба хвостовой части стержня или повреждения ее поверхности, пруток 1 (рис. 9г) зажимается в тисках 4 с надетой втулкой 3. С помощью трубки 2 производится отгибание рабочей части стержня (рис. 9д). Затем стержень обрабатывается в соответствии с рис. 9а.

Рис. 9 — Изготовление паяльного стержня
Простым и эффективным приспособлением для извлечения одного ряда выводов является рычаг, напоминающий по форме «кочергу» (рис. 10а). Этот рычаг предназначен для демонтажа микросхем с е1=7,5 мм.

Рис. 10 — Рычаг для демонтажа микросхем
Для демонтажа носик рычага заводится в промежуток между корпусом микросхемы и платы (рис. 11а). Затем плата 1 (рис. 11б) переворачивается микросхемой вниз и опирается на край стола 2. Пайки ряда присыпаются толченой канифолью 3. Паяльник со стержнем 3 (рис. 11 в) расплавляет припой во всем ряду, после чего поворотом рычага 1 выводы микросхемы 4 извлекаются из платы 2. Затем операции повторяются для второго ряда.

Рис. 11 — Демонтаж микросхем с помощью рычага
Канифоль, расплавляясь, обеспечивает быстрый и равномерный прогрев паек ряда. Этому способствует и расплавленный припой, накопившийся в пазу рабочей части стержня.
Иногда встречается очень низкая посадка микросхемы или толстый слой лакового покрытия платы, в результате чего расстояние A1 (рис. 7) между микросхемой и платой может быть меньше 1 мм, что затрудняет введение носика рычага. Для таких случаев служит рычаг из стали толщиной 0,5 мм (рис. 10б), способный к закаливанию. Отбортовка ручки повышает жесткость и создает удобство в работе. Она выполняется на стальной оправке толщиной 6,5 мм. Такой рычаг с удлиненным носиком позволяет демонтировать микросхемы с 14. 20 выводами. Для демонтажа микросхем с e1=10 мм, имеющих 18. 22 вывода, изготавливается рычаг по рис. 10в. Носик и прилегающая часть ручки (заштрихованная зона на рис. 10б) подвергается закалке с последующим отпуском. Режимы термообработки — такие же, как и для крючка.
Для возможности ввода носика рычага под микросхему, между ее торцом и расположенными напротив него элементами должно быть расстояние не менее 10 мм. На рис. 11д приведен фрагмент компьютерной печатной платы с повышенной плотностью монтажа. Из рисунка видно, что для демонтажа микросхемы DD12 необходимо сначала извлечь выводы резисторов, а для DD23 — извлечь микросхему DD24. Это один из недостатков демонтажа с использованием рычага. Второй недостаток заключается в том, что при извлечении второго ряда выводов микросхемы с длинным корпусом носик рычага может сорваться, и ряд будет извлечен частично (рис.11 г).
От недостатков рычага свободен съемник, приведенный на рис. 12а,б. Съемник состоит из захвата 1 (рис. 12в) и ручки 2. Обе детали соединяются загибами ручки.

Рис. 12 — Съемник для демонтажа микросхем
Для демонтажа микросхемы съемник заводится захватом с боковой стороны корпуса (рис. 1За), при этом зацепы захвата располагаются под корпусом между выводами микросхемы. Плата переводится в позицию рис.11б, ряд присыпается канифолью, и пайки расплавляются паяльником. При давлении на ручку съемника ряд извлекается из платы (рис. 13б). Затем съемник заводится со стороны второго ряда (рис. 13в), и таким же образом микросхема извлекается окончательно.

Рис. 13 — Демонтаж микросхем с помощью съемника
Для изготовления съемника необходим следующий «реквизит». Из микросхемы изготавливается шаблон (рис. 14а), из стали — оправки, показанные на рис. 14б, г, д. Плоский надфиль стачивается на наждачном круге с одной стороны для уменьшения толщины (рис. 14в). Из стального прутка изготавливается проставка (рис. 14е). Захват съемника может быть с двумя (рис. 12а) и с четырьмя (рис. 12б) зацепами.

Рис. 14 — Изготовления съемника для демонтажа микросхем
Двухзацепный захват проще в изготовлении, но при просвете между корпусом микросхемы и платой менее 1 мм могут возникнуть трудности в его использовании. Четырехзацепный захват свободен от этого недостатка, но более сложен в изготовлении. На выбор рычага может повлиять и наличие исходного материала соответствующей толщины.
Захваты, показанные на рис. 15а,г предназначены для микросхем с е1=7,5мм, рис.15б,д — для e1 = 10 мм, рис.15в,е — для e1=15 мм. Захваты изготавливаются из стальной полоски (рис.16а). Сталь должна закаливаться. Длина L с учетом припуска 3. 5 мм:
- для рис.15а, г — 35 мм;
- для рис.15б, д — 38 мм;
- для рис.15в, е — 42 мм.

Рис. 15 — Захваты для демонтажа микросхем
Изготовление захвата начинается с отгибания полочки для зацепов (рис. 16б). Оправка со скругленным ребром (рис.14г) позволяет получить изгиб по дуге небольшого радиуса. Размер полочки (2 или 2,5 мм) зависит от длины зацепов (рис.15). Если при гибке допущен какой-либо дефект, операцию можно повторить, срезав ножовкой полочку — припуск на длину позволяет сделать это один раз.

Рис. 16 — Изготовление захвата
Следующая операция — разметка (рис. 16в). Заготовка закрепляется в тисках, и острой чертилкой по шаблону (рис. 14а) производится разметка полочки для двух (рис. 16г), или для четырех (рис. 16д) зацепов. Зацепы (рис. 16е) формируются обработкой напильником. Контроль размеров производится шаблоном (рис. 16з, и). Зацепы (рис. 16ж) формируются надфилем (рис. 14в). В готовом виде зацепы должны входить в промежутки между выводами шаблона с минимальными зазорами.
Далее на оправке (рис. 14г) завершается гибка захвата (рис. 16к, л). Размер d берется из рис.15. После удаления оставшегося припуска торцы зацепов скругляются (рис. 16м, н). На опорной части захвата делается скос и углубление (рис .16п).
На захватах выполняется проточка для загибов ручки (рис. 16р). В заключение производится закалка и отпуск Желательно подвергнуть термообработке всю деталь, используя для нагрева, например, паяльную лампу. Но можно обойтись и частичной закалкой и нагревом в пламени газовой плиты. Минимальная зона термообработки в этом случае показана на рис. 16с,т.
Ручка съемника (рис. 17а) изготавливается из листовой стали толщиной 0,5 мм. Выкройка заготовки приведена на рис.17б. На половине «А» заготовки заложен припуск на неточности изготовления. Ручка имеет П-образное сечение. Операции по ее изготовлению приведены на рис. 17в,г,д (операции г,д выполняются с оправкой рис. 14д).

Рис. 17 — Изготовления ручки съемника для демонтажа микросхем
После изгиба заготовки в нее вставляется другая оправка, изображенная на рис. 14б (рис. 17е). Напильником удаляется припуск с боковины, и выравниваются обе кромки (рис. 17ж). Ножовкой делается пропил на глубину 7 мм (рис. 17з), и отгибаются полки (рис. 17и). На полках производится разметка загибов (рис. 17к), и удаляется лишний материал. Размер 7,5 мм уточняется по месту в соответствии с рис .15б. На рис. 17л,м,н приведена последовательность операций по формированию загибов. Удары молотком наносятся через оправку (рис. 14д). Окончательно загибы правятся плоскогубцами.
Для сборки съемника ручка со вставленной оправкой закрепляется в тисках, и сверху в загибы вставляется захват (рис. 18а). Ударами молотком через проставку (рис. 14е) загибы обжимаются на захвате (рис. 18б,в). У готового съемника ручка оксидируется до цвета побежалости захвата, что придает изделию опрятный и законченный вид.

Рис. 18 — Сборка съемника
Еще один способ демонтажа микросхем с количеством выводов 24 и более применим лишь в случае, если можно пожертвовать платой, например, при разборке на детали старых и ненужных для дальнейшего использования плат. Главное при этом — не повредить микросхему. Поэтому нагрев и освобождение выводов должны производиться как можно быстрее.

Рис. 19 — демонтажа микросхем с количеством выводов 24 и более
Микросхема вырезается с куском платы с небольшим припуском в соответствии с рис. 19а. Затем микросхема за боковые части корпуса закрепляется в тисках (рис. 19в), и в промежуток между корпусом микросхемы и платой вставляется прокладка из стали или латуни (рис. 19б) для предохранения корпуса от повреждений. Шлицовкой (рис. 19г) плата прорезается сначала между выводами в поперечном направлении, затем делается продольный пропил (рис. 19д). Если ширина жала паяльника не менее 6 мм, можно прорези делать через два вывода. Пайки прогреваются паяльником, и части платы удаляются пинцетом с выводов микросхемы (рис. 19е).
Как паять микросхемы BGA поверхностного монтажа?
Главная страница » Как паять микросхемы BGA поверхностного монтажа?

Практически вся современная электроника, включая планшеты, ноутбуки, смартфоны и т.п., содержат на материнских платах микросхемы поверхностного монтажа. Конструкция таких микросхем отличается тем, что вместо классических — проволочных выводов, содержит шариковый массив. То есть некое количество металлических контактных точек, представляющих по факту кусочки припоя в виде небольших шариков. Такие шарики, соответственно, невозможно вставить в традиционные отверстия на плате, но можно паять чипы BGA к монтажным площадкам. Это и есть поверхностный монтаж. Рассмотрим, как паять микросхемы BGA, а также необходимое оборудование для работы.
Замена чипов поверхностного монтажа
Казалось бы, технология интегральных микросхем поверхностного монтажа требует уникального механического подхода. Глядя на такой чип, установленный на материнской плате ноутбука или иной техники, трудно представить, как можно, к примеру, заменить микросхему в домашних условиях, если та вышла из строя. Тем не менее, как показывает практика, домашний ремонт с заменой BGA (Ball Grid Array) вполне возможен.

Как паять микросхему, конструктивно сделанную по технологии BGA, — чип, который попросту накладывается на поверхность печатной платы? Оказывается, совсем несложно
Конечно же, необходимо иметь некоторые навыки ремонта электронной аппаратуры и навыки пайки микросхем, в частности. Также потребуется определённая инструментальная и материальная база:
- электрический паяльный фен,
- вспомогательный инфракрасный подогреватель,
- миниатюрный вакуумный насос с присоской,
- специальный флюс, ,
- другой вспомогательный инструмент.
Помимо всей обозначенной материальной базы, важным компонентом в деле пайки микросхем поверхностного монтажа типа BGA выступает специальный флюс – пастообразное вещество.
Что такое флюс под пайку микросхем типа BGA?
По сути, паяльный флюс для микросхем поверхностного монтажа представляет собой химическое (кислотное) соединение, благодаря которому достигается качественная «зачистка» мест пайки. Существуют два вида пастообразных (геле-образных) флюсов:
- Флюсы, требующие последующей отмывки.
- Флюсы, не требующие отмывки.
Между тем, в любом варианте следует всё-таки прибегать к функциям очистки платы от остатков флюса после завершения всех работ, тем самым предотвращая возможные разрушения структуры текстолита в будущем. Следует отметить: практически все флюсы, предназначенные для пайки микросхем поверхностного монтажа (BGA), отмываются достаточно легко.

Примерно такой консистенцией выглядит флюс – вещество, используемое при пайке чипов поверхностного монтажа. Обычно расфасовывается в пластиковые шприцы для удобства применения
Коммерческим рынком предлагается обширный выбор материалов подобного рода для работы с микросхемами поверхностного монтажа. В частности, представлен богатый ассортимент на широко известном китайском портале. Причём цены китайских товаров существенно ниже фирменных европейских, а качество вполне соответствует.
При желании допустимо самостоятельно изготовить флюс, используя определённый набор веществ:
- глицерин (смесь глицерина и аспирина),
- уксусная кислота (нашатырь),
- спиртовой раствор канифоли,
- воск.
Однако предпочтительнее применять всё-таки готовый коммерческий продукт.
Инфракрасный нагреватель материнской платы
Дополнительные нагреватели, например, инфракрасный настольный прибор с автоматической установкой температуры, используется под прогрев материнской платы с нижней стороны относительно установки микросхемы BGA.
Таким способом достигается равномерный прогрев в процессе пайки (замены) микросхемы поверхностного монтажа типа BGA, исключается деформация структуры текстолита материнской платы.

Китайский торговый портал перенасыщен вот такими вот керамическими панелями инфракрасного излучения, которые предлагается применять под инструмент нижнего нагрева электронных плат
Однако цифровые инфракрасные нагреватели достаточно дороги (от 5000 руб.), поэтому для домашних условий (индивидуальный не масштабный ремонт) логичнее применять простые керамические инфракрасные плиты под пайку BGA микросхем.
Совместно с нижним подогревом используется инструмент верхнего подогрева. В частности, традиционным инструментом здесь выступает паяльный фен – электрический паяльник современного образца, «заточенный» под пайку (отпайку) миниатюрных элементов электронных плат.
Электрический паяльный фен для микросхем поверхностного монтажа
Этот вид паяльного инструмента отличается от традиционного паяльника с металлическим жалом тем, что в данном случае рабочее жало не используется. Вместо рабочего жала нужный температурный фон в местах пайки обеспечивает поток нагретого воздуха. Соответственно, конструкцию паяльного фена следует рассматривать своего рода воздушным насосом, оснащённым системой подогрева и контроля.

Один из многочисленных конструктивных вариантов паяльной станции, поддерживающей использование обычного паяльника с жалом и работу паяльного фена
Существуют паяльные фены разнообразных конструкций и рабочих мощностей. Конструкции заводского изготовления обычно имеют функции управления силой воздушного потока, температурой исходящего воздуха, позволяют визуально отслеживать параметры. Вместе с тем, допустимо из обычного электропаяльника сделать вполне сносный паяльный фен, выполнив некоторую модернизацию конструкции.
Вакуумный насос с присоской для BGA чипов
Этот достаточно оригинальный инструмент является желательным к применению, когда дело касается пайки (отпайки) микросхем поверхностного монтажа типа BGA. Собственно, для работы с другими электронными компонентами современной техники вакуумная присоска также может потребоваться довольно часто.
Обычно таким функционалом уже оснащаются паяльные станции промышленного (коммерческого) производства. Инструмент хорош тем, что позволяет аккуратно демонтировать прогретую до степени демонтажа микросхему BGA, не затрагивая рядом расположенных компонентов. Однако, перейдём ближе к делу – как отпаять и поменять неисправный чип BGA на материнской плате.
Замена чипа BGA своими руками в домашних условиях
Итак, в распоряжении домашнего мастера имеется материнская плата ноутбука, где в процессе диагностики обнаружена неисправная микросхема BGA поверхностного монтажа, в частности, чип одного из мостов компьютерной платы. Требуется демонтировать BGA микросхему поверхностного монтажа, а вместо демонтированного чипа необходимо установить другой – исправный компонент.

Процесс замены неисправного чипа поверхностного монтажа на материнской плате ноутбука. Потребуется информация по извлечению платы из корпуса аппарата
Предварительно материнская плата вынимается из корпуса ноутбука, для чего следует обратиться к сервисной инструкции конкретного производителя планшетных компьютеров. В каждом отдельном случае процедура демонтажа материнской платы может кардинально отличаться.
Подготовка материнской платы к ремонту
Извлечённая печатная плата ноутбука устанавливается над инфракрасным кварцевым подогревателем с таким расчётом, чтобы максимальный поток тепла приходился на область месторасположения отпаиваемого чипа.
Следующий шаг – обработка микросхемы поверхностного монтажа специальным флюсом. Демонтируемый чип, как правило, прямоугольной (квадратной) формы, обрабатывается способом равномерного нанесения по периметру небольшого количества геле-образного флюса.

Обработка демонтируемого чипа BGA специальным флюсом – обмазка геле-образным веществом четырёх сторон корпуса микросхемы, используя пластиковый шприц
Далее согласно технологической процедуре:
- включить инфракрасный нижний подогреватель,
- дождаться расплавления нанесённого флюса,
- при температуре 250-300ºC удалить угловые пластиковые фиксаторы чипа,
- после достижения температуры 300-325ºC задействовать паяльный фен.
Верхний прогрев микросхемы паяльным феном
Паяльным феном прогрев чипа поверхностного монтажа типа BGA выполняется по верхней стороне микросхемы. Если используется паяльная станция с регулятором температуры, параметры обычно выставляются на диапазон 350-400ºC. Равномерно направляя воздушный поток фена на область микросхемы, дожидаются полного расплава олова.
Момент полного расплава можно определить периодической проверкой состояния чипа. Как только чип начинает «покачиваться» на месте крепежа, пришло время применить инструмент вакуумной присоски.
Инструментом-присоской цепляются по центру корпуса микросхемы и попросту снимают чип с места установки. При полном расплаве олова эта операция не вызывает никаких трудностей.
Подготовка посадочной области микросхемы на плате
После удаления неисправной микросхемы поверхностного монтажа (BGA) следует подготовить место установки. Подготовка заключается в проведении «зачистки» контактных площадок под оловянные «шары», прежде чем начинать паять микросхемы BGA. Для этой процедуры достаточно применить обычный паяльник с жалом – хорошо заточенным, имеющим ровные рабочие грани.

Процедура зачистки посадочного места микросхемы поверхностного монтажа (BGA) с помощью обычного паяльника. Процесс занимает по времени не более одной-двух минут
Предварительно место «зачистки» обрабатывают небольшим количеством флюса под пайку BGA и далее аккуратно счищают жалом паяльника остатки олова.
Радиолюбители применяют разные способы для очистки, в том числе, вариант, когда используется кабельная оплётка. Но практика состоявшегося радиолюбителя показывает, вполне достаточно одного паяльника, терпения и аккуратности.
Установка и пайка нового исправного компонента
На следующем этапе подготовленный для замены чип BGA следует поместить на место демонтированной микросхемы. При этом необходимо соответствовать маркерам (линиям) на электронной плате, включая маркер «ключа», который указывает правильную позицию чипа согласно рабочим контактам.
Далее включается инфракрасный кварцевый подогреватель нижнего нагрева, плата прогревается до момента расплава флюса. Включают паяльный фен и выполняют прогрев верхней области микросхемы поверхностного монтажа до температуры 350-400ºC.
Вот, собственно и всё. Новая микросхема типа BGA установлена взамен неисправной. Материнская плата ноутбука готова к работе. Более подробно на видео ниже.
Видео мастер-класс как паять микросхемы BGA
Демонстрация видеороликом процесса демонтажа неисправного чипа с последующей установкой на замену исправной микросхемы BGA. Ремонт материнской платы ноутбука в домашних условиях со всеми подробностями:
Заключительный штрих по пайке чипов BGA
Как показывает текст выше, процедура замены (перепайки) микросхем поверхностного монтажа на различных электронных платах – задача вполне решаемая. Причём сделать эту работу можно в домашних условиях при условии наличия соответствующего инструмента. Владение навыками замены микросхем BGA открывает широкие просторы для организации собственного бизнеса по ремонту бытовой электронной техники.
КРАТКИЙ БРИФИНГ
Z-Сила — публикации материалов интересных полезных для социума. Новости технологий, исследований, экспериментов мирового масштаба. Социальная мульти-тематическая информация — СМИ .
Способы демонтажа микросхемы с платы
Каждый, кто хотя бы раз пытался отпаять микросхему паяльником, наверняка испытывал при этом определённые затруднения. Это объясняются тем, что для распайки большого количества ножек необходимо либо прогревать их все одновременно, либо освобождать от припоя поочерёдно.
Только в этом случае удаётся сохранить контакты на плате в хорошем состоянии, что позволяет впоследствии впаивать новую микросхему. Если полной уверенности в неисправности дорогой детали нет – естественно желание сохранить её в рабочем состоянии, не перегревая при демонтаже.
Особенности демонтажа
 Известно множество технических приёмов, позволяющих выпаивать микросхему паяльником, каждый из которых имеет свои достоинства и недостатки.
Известно множество технических приёмов, позволяющих выпаивать микросхему паяльником, каждый из которых имеет свои достоинства и недостатки.
Извлечь электронные детали из плат без повреждений контактов можно следующими способами:
- за счёт прогрева мест спайки одним лишь паяльником (с добавлением флюса);
- посредством специального отсоса, удаляющего расплавленный припой с контактных площадок;
- применением металлической оплётки от коаксиального кабеля, прикладываемой к отпаиваемой ножке;
- с использованием теплопроводящих металлических пластин (лезвий) или медных насадок, имеющих прорези под контактные пятачки микросхем.
Первые три метода пригодны при наличии паяльника, мощность которого превышает 25 Ватт.

Вариант применения специальных насадок предполагает замену рабочего жала и годится лишь в сочетании с «мощными» паяльными станциями (более 40 Ватт), способными прогреть её вместе с впаянными в плату контактами.
К тому же этот способ выпаять деталь годится только для микросхем с подходящим под конфигурацию насадки расположением ножек. Большее распространение получил подход, когда в качестве нагревателя используется обычное бритвенное лезвие.
Одним паяльником
 Отпаять детали с платы обычным паяльником можно, если захватывать припой смоченным во флюсе жалом. Суть этого известного метода заключается в том, что после удаления очередной порции расплавленного олова оно стряхивается или обтирается о влажную тряпку. При каждом подходе остриё наконечника заново смачивается кисточкой со свежим флюсом, после чего производится захват очередной порции расплава.
Отпаять детали с платы обычным паяльником можно, если захватывать припой смоченным во флюсе жалом. Суть этого известного метода заключается в том, что после удаления очередной порции расплавленного олова оно стряхивается или обтирается о влажную тряпку. При каждом подходе остриё наконечника заново смачивается кисточкой со свежим флюсом, после чего производится захват очередной порции расплава.
Перед смачиванием рекомендуется хорошо прогреть жало в обычной паяльной канифоли.
Для беспрепятственного удаления деталей с большим количеством контактов (исключая планарные микросхемы) такая операция должна повторяться несколько раз. При её выполнении нужно следить за тем, чтобы контактные пятачки не перегрелись и не оторвались впоследствии вместе с ножками.
После того, как основная масса припоя удалена с соединительных площадок – можно будет с небольшим усилием поддеть микросхему со стороны платы и отделить её, выпаяв полностью.
С применением бритвенного лезвия
Основной проблемой выпаивания микросхем является наличие у них нескольких ножек, из-за чего при разогреве одной из них остальные успевают остыть. Справиться с этим неудобством можно путём использования теплопроводящего приспособления, контактирующего сразу с несколькими ножками.

В этом случае тепловая мощность жала распределяется между ними равномерно и обеспечивает расплав припоя сразу в нескольких контактных зонах. В качестве такого приспособления может быть использовано простое бритвенное лезвие, для прогрева которого потребуется паяльник подходящей мощности или термофен.
При нагревании стального лезвия рекомендуется слегка раскачивать микросхему с выпаиваемой стороны, после чего можно будет с усилием выдернуть её из платы. Подобным же образом освобождается от припоя и второй ряд ножек.
Использование специальной оплётки
 Удаление микросхем паяльником основано на способности его жала притягивать на себя припой. Объясняется это тем, что качественно залуженное и обработанное флюсом остриё отличается повышенной смачиваемостью (то есть при пайке хорошо захватывает припой).
Удаление микросхем паяльником основано на способности его жала притягивать на себя припой. Объясняется это тем, что качественно залуженное и обработанное флюсом остриё отличается повышенной смачиваемостью (то есть при пайке хорошо захватывает припой).
Этот эффект удаётся усилить за счёт применения снятой с коаксиального кабеля оплётки. Её роль может выполнить экран от антенного провода, снятый с него и обильно смоченный флюсом.
Если прижать расплетённую «косичку» экрана к контактному пятачку, а потом «пройтись» по этому месту паяльником – можно наблюдать интересный эффект. Из-за пористости и высокой гигроскопичности оплёточной структуры она хорошо впитывает припой, постепенно освобождая корпус микросхемы с ножками.
Демонтаж посредством отсоса
В основе этого метода выпаивания микросхем и других мелких деталей лежит принцип отсоса жидкости за счёт создания разряжения в зоне контакта.
 Разряжение, в свою очередь, можно создать с помощью следующих инструментов:
Разряжение, в свою очередь, можно создать с помощью следующих инструментов:
- специального устройства, работающего по принципу велосипедного насоса (его называют оловоотсосом);
- отсоса в виде клизмы, который может совмещаться с паяльником и использоваться одновременно с разогревом контактной площадки.
Отсасывающие конструкции могут иметь самые различные исполнения (в виде поршня со штоком, например), но суть их от этого не меняется. Они были и остаются наиболее эффективным средством удаления жидкого припоя.
Применение медицинских игл
 За неимением специального отсоса начинающий мастер для того чтобы выпаять микросхему может воспользоваться медицинской иглой. Она должна быть достаточно тонкой для того, чтобы входить в освобождаемое отверстие. Одновременно с этим игла должна иметь толщину, позволяющую надевать её на выпаиваемую ножку.
За неимением специального отсоса начинающий мастер для того чтобы выпаять микросхему может воспользоваться медицинской иглой. Она должна быть достаточно тонкой для того, чтобы входить в освобождаемое отверстие. Одновременно с этим игла должна иметь толщину, позволяющую надевать её на выпаиваемую ножку.
Перед началом операций нужно надфилем спилить кончик так, чтобы из косого среза получился прямой, а затем немного развальцевать его.
Выпаять деталь с получившимся приспособлением совсем несложно. Для этого нужно сначала одеть до упора иглу на вывод микросхемы, а затем паяльником разогреть её вместе с контактом.
Пока припой находится в жидкой фазе, слегка проворачивая иглу, следует утопить её в монтажное отверстие (вращение желательно продолжать до момента схватывания расплава).
По завершении этой процедуры конец иглы вместе с ножкой окажется изолированным от платы. Подобным же образом поступают с остальными ножками, после чего микросхема отпаивается и достаётся без всякого труда.
Использование сплава «Розе»
 Выпаять и снять микросхему из платы можно и с помощью специальных составов, называемых сплавами «Розе» или «Вуда». Отличительной их особенностью является пониженная температура плавления (не более 100 градусов).
Выпаять и снять микросхему из платы можно и с помощью специальных составов, называемых сплавами «Розе» или «Вуда». Отличительной их особенностью является пониженная температура плавления (не более 100 градусов).
Перед тем, как распаять микросхемы по этому методу несколько гранул выбранного состава насыпается непосредственно на их контакты. После этого с помощью хорошо прогретого паяльника делается ванна из припоя, равномерно растекающаяся по всем ножкам.
Благодаря воздействию гранул общая температура плавления в ванне из расплава также понизится, что приведёт к равномерному растеканию жидкого припоя по всей плоскости контактных площадок. В таком разогретом состоянии нужно попытаться вытащить микросхему из гнезда, ухватившись за неё пинцетом.
Анализируя способы демонтажа микросхем, можно отметить, что все они могут быть реализованы в домашних условиях (смотрите видео). Для этого потребуется лишь соответствующая подготовка, заключающаяся в изготовлении своими руками необходимого инструмента и приобретении нужных составов.