Клапана не притираются (не для перфекционистов)
Все о чем говорят и пишут в интернете абсолютно правильно и верно. И я имеющий опыт прирезки и притирки клапанов, могу только это подтвердить. Всегда получался идеальный поясок 1,5 мм. и под керосином у меня головки сутками выстаивали без протечек! Уходило у меня на это часа три с перекурами! И меня очень удивило, что сейчас стало нормой если клапана держат хотя бы 5 мин. Но может это и правильно? С учетом качества запчастей и программируемого износа двигателя, далеко не каждый мотор сутки керосин удержит. Взять ту же гбц 2112 (16кл.) где стоит уже одна пружинка, когда их ставилось всегда по две.
Но случился обрыв ремня и запрограммированный заводом попадос на крупный ремонт. И вот я впервые столкнулся с 16кл. гбц. с ее скорее пуговицами, а не клапанами!
Этап первый:
Диагностика показала, что все выпускные клапана загнуты без тени сомнения. Осмотрев рабочие фаски клапанов они работали всей площадью, а не пояском в 1,5 мм. ай ай ай, какая беда! Надо сделать все по правильному! Впускные с виду не затронуты, но для пущей уверенности дабы исключить малейший перекос идем и покупаем полный комплект новых! И комплект для прирезки.
Этап второй:
Беремся за выпускные клапана. Вставляем в направляющие, проверяем никаких люфтов! Начинаем прирезать и притирать отлавливая нужный нам в идеале поясок 1,2-1,5 мм. по середине фаски. И по всем правилам. Притерли, промазали поясок клапана маркером, вставляем, провернули чуть влево-вправо, смотрим результат, есть место где клапан не притерт. Продолжаем. Подрезаем усаживаем, притираем, проверяем… И видим, что чуда не происходит. Оказывается, что направляющая и седло клапана не соосны. Менять хорошие направляющие?! А смысл? Они станут в теже посадочные места под тем же углом. Выбить все седла и поставить новые? Вариант конечно, но под рукой их нет. Да их даже в продаже нет, как оказалось. Найти получилось с огромным трудом. Но худо –бедно удалось притереть. Два седла зарезал, что и подточка торца клапана уже не спасла, но результата получить не удалось. Пришлось заменить седла.
Этап третий:
Переходим к впускным клапанам. Те которые не были погнуты, но гемора с ними получилось в три раза больше. Берм новенькие! Нежно подрезаем старые седла. Начинаем притирать… Та же картина. Все не соосно. Как оно со старыми работало то? Подрезаем, притираем… Но никак не получается отловить поясок не то что по середине пояска, а хотя бы в его приделах. Получается, что на не загнутых клапанах не соосность еще критичнее. В итоге новые клапана испорчены и зарезаны все седла и подлежат замене. Ладно. Допустим. Производитель забил седла криво и потому беда. Забиваем новые седла в посадочные места. Начинаем притирать… Опять перекос. Как? Место посадки направляющей и место посадки седла это предустановка завода! Осознав, что качество и точность сегодня далеко не конек производителей, переходим к следующему этапу
Этап четвертый:
Теперь понятно. Что притирка при такой не соосности не даст никакого результата. Меняем седла. НО!
 Уже с изготовленной своими руками направляющей.
Уже с изготовленной своими руками направляющей.
Направляющую найти на просторах нашего многомиллионного города оказалось тоже невозможным, хотя в интернет магазинах имеются, но это время ожидания посылок потому сделал их сам из торцевых ключей и старых клапанов. Но как оказалось и толку от нее практически НЕТ! При забивании ось направляйки изгибается, а седло так же садится в свое посадочное место, что приводит к той же не соосности.
Вывод:
В итоге принято решение забить на всяческие советы по отлову поясков в 1,5 мм. А просто притирать пока не появится замкнутый кольцевой поясок не важно какой ширины и на каком участке фаски клапана. Главное чтобы притертость держала хотя бы пять минут! И дело пошло!
Т.е. Если вы заметили что поясок по правилам у вас не получается. Забейте! И просто притирайте! И работать он будет! Тем более, как я начитался на форумах сейчас и с конвеера гбц идут без всяких прирезок и поясков и никто их уже не притирает. Прирезочно-притирочные действия не могут быть больше 15 мин. На один клапан Это с запасом в два раза. Если не получается, значит явно что то не то. Бросайте, пока не зарезали седла и не запилили клапана, а гбц надо сдавать под станок, где ей все прирежут и направят. Это избавит вас от бесполезного труда, затрат на седла и клапана, траты кучи времени и моих ошибок.
не могу притереть клапана
Здраствуйте.проблема такая притираю клапана на урале делаю все как написано в книгах в инете поиск юзал.притру все промою вытеру соберу клапан наливаю керосин в выпускное отверстие либо впускное т.к все 4 уже пробывал-жду минуту смотрю в камеру сгорания там отпотевание.не пойму почему так может напрявляющие под клапан сильно изношены или клапан гнутый
Недостаточно хорошо протираешь фаску от остатков абразива, возможно.
Чем притираешь-то? Может, паста какая-нить стремная?
Фаски на седлах какой ширины?
А кто сказал что клапана течь не должны?
Должна образоваться фаска определенной ширины (Не больше и не меньше.)
Далее делаешь зазор чуть побольше и обкатываешь.
И только после обкатки они могут быть герметичны (А могут и не быть. Все зависит от очень моногих факторов типа кривизна клапана и направляющей втулки)
Не бери в голову, собирай, обкатывай с увеличеным зазором, регулируй зазор и катайся!
ЩИТО. Сразу после финальной притирки 10 минут клапаны держат керосин. Что я делаю не так?
Если через минуту появляется легкое отпотевание — то это фигня.
паста притирочная мне брат отдал он на машине притерал ей там зернистость примерно 60-80 а фаски незнаю не обратил внимания какие.Shlans-да там впусные то отпотевают не сильно а вот выпускные прям хорошо так аж клапан тарелка на половину мокрым становится
Шланс, не троолль новичков. Клапана после керосина не должны потеть через минуту. Ибо это куйня а не притирка.
Аффтар, как притираешь, расскажи подробно. И чем. Какой пастой?
Как же ты по книжке притираешь, если фаски не глянул? Может, у тя на выпуске хреновое прилегание?
С другой стороны, дядька Шланс прав. Легкое отпотевание — не страшно. Керосин — текуч, шопипец. Но это только если оно легкое.
вобщем очищаю седло и сам клапан промываю керосином беру пасту притирочную зернистость 60-80 мажу на фаску клапана вставляю клапан на место.далее надеваю резиновый шланг на стержень клапана со стороны там где коромысла стоят.шланг тру руками типа как огонь разжигали палкой.делаю несколько притераний приподнимаю клапан проворачиваю его на 180 градусов примерно потом опять прижимаю к седлу и тру дальще.вобщем такая схема у меня.пасту точное название не могу сказать щас т.к надо идти в гараж смотреть
дрель к шланге прилепи, а не огонь разжигай
Сам можешь делать что хочешь. Только другим такое не советуй.
Дрель обязательно с реверсом и регулятором оборотов. БЫСТРО крутить НЕЛЬЗЯ! Такой ответ удовлетворяет.
Один хрен фаска на клапанах скругляется.
Когда-то на клапанах была прорезь для облегчения притирки. Но прорезь эта была под отвёртку, а не под коловорот. Т.к. отвёрткой при всём желании не сделаешь полный оборот клапана без перехвата рук(ой). И не разовьёшь такую скорость вращения, как коловоротом или дрелью, помноженную на силу прижима. При притирке же куском шланга скорость вращения клапана возрастает, но падает усилие прижима.
Как-то так.
Берешь шуруповерт, заряжаешь в него ненужный клапан, клеишь на его тарелку кусочек сырой резины, упираешься им в тарелку притираемого клапана и на низких оборотах с небольшим усилием херачишь вправо — влево, потом финишной пастой и фсё .
После черновой пасты надо притирать ещё и чистовой. Пасты «2 в 1» — ФТОПКУ! Алмазные — нафиг!
Джей — легкое отпотевание за минуту — это именно ничего страшного и я так считаю. Если клапан мокрый становится — тут, конечно, другое дело.
Автор, седла то отшарошены? Проверь, может трещина где? Седла сидят плотно? Не овальные?
седла не шарошил т.к нету такой приспособы.трешин нет вроде не овальные походу придется мне покупать эти шарошки только какие они я незнаю только в книге видел котова а вживую не разу невидел
Я тоже как-то притерал,притёр 3 клапана,остался один,который тёк,я его замаелся притирать,пошёл купил новый клапан,притёр его минут за 5 =)
кстати а если я куплю новые клапана и поставлю их в старые головки что нужно сделать просто притереть на чистую или придется шарошкой седла тереть и потом притирать уже новые клапана
Ты шарошками то не очень. не разгоняйся. Лишний раз ими лезть не стоит. Новый клапан надо притирать на отшарошенную поверхность. А притирать лучше коловортом. Напаиваешь гайку на тарелку клапана и вперед. на некоторых клапанах есть прорези как под отвертку, там ничего напаивать не надо.
Сначала надо шарошить.Тремя шарошками в наборе.Но тут опыт нужен.А то можно бед натворить.А без шарошек не притрёш.Особенно новые клапана.
Никуя подобного, притирал когда приперло новый клапан без шарошек. Долго, нудно, но возможно. После этого клапан за ночь лишь чуть-чуть отпотевал. Главное что бы ширина фаски получилось в норме.
вот и я про то. осторожно ими надо. и лучше в сервис обратиться с таким вопросом
В принципе там сложного нет ничего.Вмануале всё написано.Мне первый раз когда шарошки подарили к оппозитам.То наглядно показали и дали самому расшорошить и притереть.Умеючи 40минут работы на две головы.Кстати и шлангом с дрелью хорошо притерается.Особенно пастой двойной,в упаковке в виде клапана продаётся.
Зато правильно расшорошанная и притёртая голова до 20тыс без ремонта ходит.Факт.Так что обратись к мотористам которые 402е ГАЗ и УАЗ моторы капиталят.
да дело в том что нет возможности найти мотористов хотел бы сам сделать все.да и на будущее научится
купи побольше седел, запасные клапана и в путь. Благо седла стоят 10-15 руб шт
Шарошки жигулевские подходят.
А вот направляющие никто развертывать не берется ибо в наших втулках их развертки ломаются.
я понял так ездить нельзя придется притерать все таки до полного прилегания чтоб отпотевания не было от керосина.или всетаки можно ездить если не большое отпотевание? незнаю уже че делать может купить новые головки да притереть их нормально.ато на моих чуствую нужно менять и втулки и седла а может еще и клапана не которые
Седла стоят 15 руб/шт, направляйки можно поставить с ВАЗа (если интересно юзай поиск) стоят они по 35-50 руб/шт, клапана по 100 руб/шт. Итого при самом плохом сценарии у тебя получится максимум 1т. руб на 2 головы. А так если бабок море можешь и новые головки купить.
понятно.буду притерать значит дальще
бывает в подобных случаях шарошка помогает.а бывает что и нет.обычно ими пользуются при замене направляющих.в твоем случае 45-ой начинай,но очень аккуратно,только что бы проверить седло на предмет овальности.если овальное,исправляй-сделай фаску 3-4мм,затем,срезая 15-ой(почти плоской)и 75-ой(острой) пояски доведи фаску до нормы 1.5-2мм.если след от шарошки сразу круглый по всему седлу,слегка увеличь до 2.3-2.5мм и аккуратно срезай пояски,выводи фаску в норму.другая тема-притирочная паста.если старая-выкидывай,не думай.но на счет трещин и прочих дефектов объяснять я думаю не надо.обрати внимание на фаску клапана.след от притирки на ней должен быть матовый.долго не три.учти что при обработке седел клапан садится дальше,пружины надо немного усилить,выточив из текстолита прокладки 2мм и установив их под нижние тарелки(между ними и телом головки).
спасибо что обьяснил как что делать,а еще такой вопрос вот седла можно шарошками обработать,а на клапане как его обточить ровно под углом 45 град. В книге там нарисована приспособа а у меня такой нет или его ненужно точить,может проще купить новые и под них уже седла шарошить?
ЭЭ а зачем наливать керосин во впускное/выпускное отверстие? Надо установить голову горизонтально и наливать керосин в камеру сгорания, смотреть чтобы уровень не уходил по прошествии нескольких часов.
ну я делал как в книгах пишут
народ скажите можно ли использовать жигулевские шарошки для притирки клапанов на моем урале?в книге по уралу написано что должны быть шарошки 15,45,75 град,а у вазовских углы 30,45,60 вроде так,не охота изза одной покупать весь набор
блин два раза написал,вобщем спрашивал на днях в мотолавке у них нет в наличии шарошек для урала
Можно. 45 это самая главная шарошка, которая формирует фаску, а остальными шарошками просто подгоняешь ширину этой фаски.
Я делал так. Во первых проверь люфт направляющая втулка — клапан. Если люфт большой, то капремонт полный головки, и без шарошенья седел не обойтись. Лучше в этом случае отдать головку в мастерскую. Хотя у меня один раз получилось после замены направляющей втулки притереть пастой четко (керосин держал всю ночь). Поэтому, даже если поменяна направляющая втулка, попробуй для начала притереть пастой. Я использовал пасту из двух тюбиков (черновая и чистовая обработка). Мажешь прилегающую поверхность клапана пастой, встовляешь его в головку. Одеваешь шланг l=10см подходящего диаметра на стержень клапана одним концом, другим на сверло, зажатое в дрели. Все фиксируешь хомутами. И на низких оборотах, дрель тянешь на себя, дрелишь, пока паста вся не вывалется. Проверяешь ширину фаски. Повторяешь процедуру, пока не добьешся идеала. Затем пару раз тоже самое с пастой для чистовой обработки. Все промываешь и собираешь.
за неимением шарошек притираю самодельной пастой сделанной из точильного круга и масла .получаеться крупная паста которая быстро притерает клапан к седлу .а потом вымываю головку и притираю обычной двукомпонентной пастой. без пружин керосин непротекает всю ночь
а вот теперь вопрос-ширина фаски.в книге-1-1.5мм.на новых автоголовах,которые я видел в магазинах явно больше.почему?книга Котова.
Ширина фаски контакта клапана с седлом не должна быть более 2 мм, иначе притерание бесполезно, с этого начни, далее действую все уменьшая зернистость абразива
сейчас заказал напрявляйки новые, клапана,когда придут буду уже пробывать притерать
вобще не понимаю нахера такие тонкости? больше гимороя не говорит о том что моцик будет дольше ездить.
От это те насоветовали))Мой тебе совет-человека ,который сам учился шарошить и притирать,пользуясь Котовым и советами опытных,настоящих мотористов(у которых после притирки клапанов и нормальной ЦПГ компрессия отличается максимум на 1 кг от заводской а разброс по циллиндрам-0,3), у корого клапана держат после притирки керосин 45мин(дальше терпение кончилось,клапан просто медленно опущен),а фаска 2,5мм .НЕ будь дибилом ,если дейсвительно хочешь научиться скачай Котова- почитай,осмысли,ещё почитай ,осмысли -потом внимательно почитай что те советуют)))
ну так что- 2.5 или все таки по Котову 1.5мм?кстати недавно притерал,фаску выровнял,не больше 2-х мм,притерал раз пять разным абразивом,все равно через 30 сек. начинает сочиться.купил новый клапан и с первого раза притер.хотя на старом клапане визуально все было в поряде,и след от седла матовый и прилегание к седлу на свет полное.вестимо что то с фаской клапана.кстати покупая лучше иметь при себе головку,дабы не купить брак.
ну у меня нет возможности таскать с собой головку,может кто подскажет или сылку даст как клапана обточить под углом 45град,приспособу какую может сделать можно самому
самому все можно сделать имея соответствуюший инструмент. А такой станок есть в любой захудаЛой деревенской МТС МТМ (местерской). За бутыль тебе десяток клапанов обточат
хорошо буду знать,жаль только что в моей деревне все развалили и никаких мастерских нет,а в автосервисах поди можно обточить клапана я думаю там где притирку канавов делают машинам
Знаю,что в Котове 1.5,но и меня не держало(мож держало б ,если бы засухарил-в Котове ,кстати таким образом проверяютя ,если память мне не изменяет.Я ж написал: читаешь,думаешь,опять читаешь))К тому же 1,5 превратятся в 2,5 дет через 1000км — какой смысл?Я клапана(кроме новых)всегда перед притиркой торцую (обтачиваю) ,без токарного не проточишь-точность нужна,кроме того клапан в патрон при проточке фиксируестя (зажимаетя) через спец втулочку-иначе он потом в направляику не влезет.В автосервисах обычно этим делом занимаются ,а втулочки подходят о классики.
Да,финишну притирку проводил с помощью пасты гоя и тад17,а чтоб сомнений не было по-поводу протечки керосина мелом рисовал под седлом-удобно))
ЧУДОВИЩА, вы хоть представляете какая проникающая способность у КЕРОСИНА? Для вас не будет секретом, что он через запаянные крышки бочек улетучится может и что с его помощью проверяют опресованные трубы — «частицы паров керосина» ловят?
Автор. Фото клапана и тарелки можешь дать? клапана — ясное дело только сверху, а вот тарелочку сверху и сбоку напротив белого листа бумаги, желательно в макросъемке — чтобы можно было оценить углы кромок клапана.
вот из за этой способности именно керосином и надо проверять и не чем другим.промыв после притирки детали,продув,вставляешь клапан в направляющую,бьешь по тарелке пальцем дабы клапан щелкнул по седлу,прижимаешь пальцем и наливаешь в окно керосин.прижимать надо сильно.протечки не должно быть по книге минуту,я держу пока палец не устанет,приблизительно так и получается.
Как правильно сделать притирку клапанов с помощью несложных инструментов
При большом пробеге двигателя одна из проблем, которая возникает, – разгерметизация клапанов. Это связано с появлением нагара и микроповреждениями на его поверхности в виде раковин. В результате в камеру сгорания заходит воздух и топливо даже тогда, когда клапан находится в закрытом состоянии, а из выпускного клапана вырываются раскаленные газы.

Со временем двигатель начинает хуже работать, дергаясь на холостых оборотах, снижаются его тяговые характеристики, а клапан может прогореть и вовсе выйти из строя. Чтобы избежать серьезных поломок, делается притирка клапанов, возвращающая им герметичность в закрытом виде.
Для чего нужна притирка
В любом двигателе внутреннего сгорания имеются впускные и выпускные клапана, через которые втягивается топливно-воздушная смесь и выводятся продукты сгорания топлива. Притирка клапанов – это технологический процесс, позволяющий обеспечить идеальное прилегание тарелки клапана к его посадочному месту, который называется седлом. В результате повышается компрессия в цилиндрах, мотор работает в номинальном режиме, выдавая максимальный КПД.
Если не притиреть клапан вовремя, часть энергии, образовавшейся при сгорании топлива, теряется, выходя через закрытый клапан. Расход топлива увеличивается, мощность двигателя снижается, а раскаленные газы приводят к прогару клапанов. При разгерметизации впускного клапана он постоянно пропускает топливно-воздушную смесь, что нарушает баланс давления в цилиндрах, приводя к неравномерной работе двигателя и его ускоренному износу.
Подготовительные работы и проверка клапанов
Чтобы правильно притереть клапана, потребуется выполнить целый ряд подготовительных работ, для выполнения которых потребуется определенный инструмент и навыки:
- Демонтируется головка блока цилиндров.
- Клапан тщательно очищается от масла, нагара, сажи и других загрязнений.
- Все элементы головки БЦ проверяются на целостность от механических повреждений и деформаций.
- Производится контроль герметичности клапанов.
Чтобы проверить степень прилегания, в выхлопной колодец, при полностью закрытом клапане, из шприца аккуратно заливается бензин, керосин, ацетон или любая другая жидкость с высокой проникающей способностью. Если, несмотря на это, на его поверхности расходится влажное пятно, значит, герметичность нарушена, и требуется притирка.

Когда клапан рассухарен и его можно вынуть из направляющей, чтобы проверить притирку, он снимается и осматривается, если в месте контакта с седлом видны раковины, это однозначно сигнализирует о необходимости притирки. Когда клапан прогорает полностью, при заливании жидкости она сразу выливается из-под седла, а на поверхности тарелки видны серьезные выбоины.

Перед выполнением работы не лишним будет вставить клапан в направляющий канал и проверить, нет ли люфта при его движении, если он все же есть, потребуется замена клапана или ремонт направляющего канала.
Инструменты и материалы для притирки
Существует специализированное оборудование для притирки клапанов, но для самостоятельного выполнения работы пользуются простым подручным оборудованием. Один из таких способов – притереть клапан дрелью, когда клапан вращается в седле при помощи этого инструмента. Преимущество этого способа – экономия времени, но он требует сноровки и не годится для автолюбителей, которые не имеют достаточного опыта.
Для ручной притирки используют обычную резиновую толстостенную трубку, которая плотно садится на нижнюю часть клапана. Например, при диаметре хвостовика клапана в 7 мм рекомендуют брать трубку диаметром 6 мм. Это позволит плотно удерживать его при выполнении работы.

Более надежный способ – специальное приспособление, заживающее ножку клапана путем затягивания гайки. В этом случае он будет хорошо удерживаться и не проскальзывать, а процесс притирки ускорится. Важно знать, что использование ручного инструмента позволяет избежать повреждения клапанной системы двигателя.

Основным материалом, использующимся при работе, является притирочная паста, которая наносится на край клапанной тарелки. Она представляется собой пластичный состав с мелким алмазным абразивом. При работе она снимает тонкие слои металла, обеспечивая плотную установку на посадочное место.
Процесс притирки
Клапан рассухаривается и снимается, после чего на край его тарелки, в месте, где он упирается в седло, наносится тонкий слой притирочной пасты. Обработанный таким образом клапан вставляется в направляющую и полностью утапливается в седло.
С обратной стороны его хвостовик зажимается фиксирующим приспособлением или трубкой и начинается процесс притирки. Для этого он проворачивается приблизительно на пол-оборота, потом поднимается вверх, с легким усилием снова опускается в седло, при этом должен быть слышен легкий шлепок, и проворачивается на пол-оборота в обратную сторону. Этот процесс продолжается около 2 минут, после чего требуется проверить притирку. Нужно отметить, что паста имеет специально подобранную консистенцию, которая идеально проявляется при обработке поверхности в течение не менее 2 минут, ее элементы разбиваются, обеспечивая более высокое качество притирки.

Сделать проверку степени притертости достаточно просто. Сначала снимается приспособление, удерживающее хвостовик клапана, он снимается, промывается и внимательно осматривается. Снятая фаска на тарелке не должна иметь никаких видимых изъянов – царапин или раковин. Если видны такие повреждения, операцию нужно повторять до тех пор, пока не появится ровная гладкая поверхность.

После визуальной проверки нужно провести тест на протекание. Для этого клапан тщательно промывается бензином, таким же образом вымывается седло, чтобы можно было максимально плотно усадить в него тарелку. Далее в выхлопной колодец вновь заливается жидкость, правильно притертый клапан не будет пропускать ее, на поверхности не появятся разводы, он должен остаться полностью сухим в течение не менее 2 минут.
При работе резиновой трубкой процесс производится таким же способом, но при этом затрудняется хлопок клапана об седло, поэтому притирка производится вращательными движениями при натяжении трубки. Более опытным автолюбителям можно посоветовать подсоединить конец трубки к дрели и проворачивать клапан в седле на сниженных оборотах. При этом через каждые 10 секунд нужно включать реверс, чтобы выработка металла на тарелке проходила равномерно.
В случае повреждения посадочного седла для его восстановление требуется специальный инструмент – шарошки. Он сделан по его форме и надевается на дрель, с помощью которой и обрабатывается вся область. Данная работа требует определенной квалификации, а разрушение поверхности седла чаще всего встречается при прогаре клапана, до чего лучше не доводить.
Видео:как притереть клапан и проверить качество притирки
Заключение
Чтобы притереть головку клапанов, опытному автолюбителю не придется обращаться в специализированное СТО. При работе понадобится простое приспособление, с помощью которого надежно зажимается хвостовик клапана. Это позволяет одновременно притирать и пристукивать его к седлу, что повышает эффективность процедуры. Нужно знать, что процедура притирки потребуется при установке новой детали и при капитальном ремонте двигателя.
Правильно проведенная притирка повысит динамические характеристики двигателя, позволит экономить топливо, при этом раскаленные газы не повредят клапанную систему и двигатель проходит намного дольше.
Что будет если плохо притереть клапана

Всем привет!
Давайтека сегодня поговорим о таком холиварном вопросе, как притирание клапанов. Процедура на просторах Драйв 2, мягко говоря, популярная — я еще не видел ни одного описания капильного ремонта ДВС, в котором не упоминался бы этот "ритуал"! Причем поговорим мы скорее даже не о самом притирании, а о тех вещах, которые вызывают его необходимость.
Для начала давайте посмотрим, как устроен узел клапан-седло в геометрическом плане:
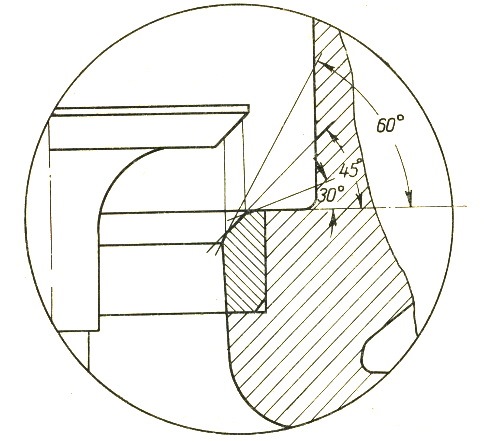
Видим кучу фасок (причем на седле может быть не фаска, а радиус). Про геометрию седла и влияние ее на работу ДВС много и исключительно доходчиво писал Barik-CZ , я же хочу обратить внимание на несколько ключевых для ресурса ГБЦ моментов:
1. Клапан подтягивается к седлу при помощи возвратной пружины.
2. Отношение силы прижима клапана к площади фаски на седле дает удельное давление клапана на седло.
3. Через фаску на седле происходит охлаждение клапана.
Как видим, все ключевые для работы ГБЦ моменты упираются в две фаски — на тарелке клапана и на седле.
Что будет, если фаска на седле окажется неравномерной? Удельное давление в разных точках седла будет различным, в зоне с максимальным давлением износ будет существенно быстрее, чем в соседних. Как следствие нарушение герметичности, прорыв горячих газов с одновременным резким ростом температуры клапана в зоне прорыва газов и практически нулевого охлаждения в ней же. Как итог — прогорание клапана.
Что будет если фаска на седле слишком широкая? Поимеем снижение удельного давления, как следствие — меньшую надежность уплотнения и вероятность прорыва газов в один прекрасный момент, со всеми вытекающими.
Очевидно, что клапан закроется герметично только при условии, что фаски клапана и седла будут абсолютно соосны. Между клапаном и направляющей втулкой есть радиальный зазор, обычно в районе 0.03-0.04мм.
Итого суммарно у нас есть половина от этого зазора — 0.02мм погрешности несоосности для седла клапана и тарелки. Это мы считаем, что оси седла и направляющей втулки параллельны, очень важное допущение, запомните его!
Для новых клапанов, либо клапанов перешлифованных на спецоборудовании характерна несоосность фаски и стержня клапана не более 0.01мм, примем это как аксиому. Выходит, что у нас осталось не более, чем 0.01мм на несоосность седла клапана относительно оси направляющей втулки.
Тут надо сделать такую ремарку: при замене направляек несоосность седла и оси втулки может легко достигать нескольких десятых миллиметра — это на порядки больше нашего допуска в 0.01мм! Из этого делаем вывод, что седла править после замены направляек нужно обязательно.
И вот теперь у нас дилемма — а как обрабатывать седла? Опытный читатель наверняка подскажет — дык специальными ручными фрезами же, вот типа таких:

Увы, но после обработки седел таким инструментом самое лучшее место для отремонтированной ГБЦ — в помойке…
И вот почему: такой инструмент центрируется по направляющей втулке с помощью так называемого пилотного стержня, или просто пилота. При диаметре стержня клапана в 10-11мм жесткость пилота еще хоть как то достаточная для корректного центрирования инструмента, но при диаметрах стержня клапана 7 и менее миллиметров жесткости пилота совершенно недостаточно. В итоге пилот банально гнется, что не позволяет говорить о точном центрировании инструмента. Реальная погрешность соосности осей седла клапана и направляющей втулки, которую можно получить с помощью такого приспособления — 0.08-0.1мм, в 10 раз больше допустимой! Добавляем к этому крайне низкую чистоту обработки поверхности — опять же из за низкой жесткости инструмент "дробит".
Естественно, после контрольной сборки никакой герметичности не будет. Вариант останется один — притирать по старинке, компенсируя несоосность от обработки и дефекты рельефа. Да вот незадача, при этом мы автоматически получаем фаску седла разной ширины, вместе со всем комплексом проблем описанных выше.
Кроме того, при притирке частицы абразива внедряются в материал седла, которым часто оказываютя пористые чугун либо порошковые материалы на основе бронзы. Получаем абразивное седло, срок службы которого очень невелик, по понятным причинам. Даже если седло твердое и не подвержено внедрению абразива — нет никаких гарантий, что остатки притирочной пасты не сползут во время "ритуала" по стержню клапана на направляющие втулки. Понятно, что пользы от абразива там тоже не много… Отмыть абразив хотя и можно, но очень и очень трудоемко, да и гарантий на полное удаление дать физически невозможно.
И ладно бы только несоосностью седла и втулки да абразивом дело кончилось, но ведь нет! Изгиб пилота вкупе с "ручным приводом" инструмента дает нам дополнительную непараллельность осей втулки и седла. А это значит, что стержень клапана будет при каждом закрывании изгибаться, чтобы тарелка села на место. Как следствие резко вырастет темп накопления усталостных напряжений в теле клапана и рано или поздно (скорее рано) голова у него отвалится и радостно размолотит весь цилиндр. Кроме этого незапланированная радиальная нагрузка на мягкую направляющую втулку испортит ее очень быстро. Наверняка же многие слышали страшилки как после капиталки клапана пообрывало или направляйки померли на мизерном пробеге? Вот это оно и было ��
В сухом остатке получается, что формально все операции по ремонту ГБЦ выполнены — клапана заменены, седла прирезаны и потом притерты, герметичность есть. Но качественный ли ремонт и будет ли ходить такая ГБЦ? Думаю комментарии излишни…
Так каким же образом обрабатываются седла правильно?
Вариантов не много, целый один — седла прирезаются на специальных станках, особо любопытные могут погуглить по марке Serdi. Суть процесса в том, что ГБЦ закрепляется на жестком столе станка, затем шпиндель с режущим инструментом центрируется по пилоту. Принципиальный момент в этом месте такой, что пилот используется для центрирования ДО начала обработки и не участвует в центрировании инструмента непосредственно в процессе резания. Соответственно малая жесткость пилотного стержня не оказывает влияния на погрешность обработки.
Реальная точность при серийном выполнении работ на таком оборудовании — 0.01-0.015мм, именно то что необходимо для гарантированно герметичного закрывания клапана без какой либо дополнительно мехобработки.
Эксклюзивностью такая работа никакой не обладает, многие конторы в России оказывают подобные услуги. Любой заинтересовавшийся данной тематикой человек без труда найдет все явки и пароли с помощью поиска, причем практически в любом регионе страны ��
Кстати про герметичность, раз уж вся возня у нас ради нее образовалась — а как проверять то результат трудов?
Популярная методика — солярка или керосин в камеру сгорания и ждать пока утечет (или не утечет). Вроде логично и очевидно все, но нестыковочка есть — ДВС собираем, или насос по перекачке соляры?
Корректно проверять герметичность клапанов воздухом, общепринятое название процесса — вакуум тест. К впускному или выпускному каналу ГБЦ (смотря какие клапана проверяются) через простейший адаптер подключается вакуумный насос с вакуумметром. Для герметичного клапана нормой считается способность держать разряжение в 0.6-0.7Атм. И никакой солярки! Любопытно, что в состав любого спецстанка для прирезания седел входит вакуум-тестер для контроля результатов работы.
Друзья, любите своих железных коней, осваивайте современные (если таковыми можно назвать технологии 20 летней давности) способы ремонта. Пора вылезать из начала 20го века, прошли времена когда чумазые мотористы терли клапана красным кирпичом в поле ��
Могут ли клапана ДВС допритереться при работе двигателя? Почему?
Допустим мы собираем мотор, притираем клапана к седлам и при проверке замечаем что чуть-чуть травят некоторые клапаны, совсем немного.
Можно ли оставить всё так в надежде что клапана допритрутся при работе ДВС?
Двигатель точно заведется и будет работать.

Если при сборке и проверке ДВС замечаем что чуть-чуть травят некоторые клапаны, совсем немного, то можно начать эксплуатацию двигателя. В процессе работы клапаны могут допритереться. Это происходит потому что при работе двигателя под воздействием вибраций клапаны вращаются вокруг продольной оси и таким образом дополнительно притираются. Если в дальнейшем работа двигателя ухудшится, то следует приостановить работу и дополнительно притереть клапаны.
Когда и как правильно притереть клапана?
Для водителей полезно знать все симптомы и признаки прогоревшего клапана. Часто сталкиваются с этой проблемой владельцы отечественных автомобилей. На других машинах такое также может встречаться. Особенно на не очень новых иномарках, коих у нас предостаточно. Проблемы с клапанами могут приводить ко многим затруднениям. В том числе и к повышенному износу двигателя.
Помимо этого, симптомы делают вождение автомобиля достаточно нервным. Что сказывается отрицательно на состоянии водителя. В связи с этим важно своевременно выявлять эту неисправность и устранять ее.

Почему возникает проблема?
Симптомы и признаки прогоревшего клапана очень схожи с другими видами неисправностей. Причем многие водители до последнего не верят именно в эту неисправность и тратят время на лишние действия.
Клапана выполняют важную функцию. Они позволяют топливу поступать в камеру сгорания. И выпускают сгоревшие газы после окончания их работы. Как понятно из описанного клапана постоянно находятся в агрессивных условиях. На них воздействуют газы и высокие температуры. Это приводит к разрушению металла, из которого состоит клапан. Постепенно он прогорает.
Особенно часто это происходит со старыми автомобилями, клапана которых выполнялись из не очень хороших материалов. Также многие люди делают эту проблему себе сами. Они заправляют свое авто топливом, не предназначенным для него. В итоге повышенная температура горения приводит к повреждению этих элементов ГБЦ (головки блока цилиндров).
Основным признаком прогорания клапанов является троение двигателя. То есть один или несколько цилиндров не работает. При этой неисправности нарушается герметичность камеры сгорания. Прогоревший клапан пропускает газы при сгорании топлива. В итоге они не толкают поршень вниз, а просто выходят напрямую в коллектор. Это приводит к пропуску одного цилиндра.
Водитель замечает именно это в виде троения мотора. Также симптомом такой проблемы является увеличение расхода топлива, что неудивительно, ведь часть его просто улетает в атмосферу.
Основные преимущества
У рассматриваемой системы есть довольно большое количество преимуществ, которые должны учитываться. Ими можно назвать нижеприведенные моменты:
- Снижается вероятность ложного срабатывания. В некоторых случаях перепад давления становится причиной срабатывания системы, что приводит к заливанию помещений. Спринклерные системы представлены сочетанием нескольких элементов, которые и исключают вероятность ложного срабатывания.
- Высокая эффективность. Вода подается под большим давлением, за счет чего происходит распыление потока для получения капельной стены.
- Требуемый уровень надежности. При своевременном обслуживании можно обеспечить надежную работу всех элементов. Некоторые системы могут работать даже при отключении электричества за счет применения автономного источника питания.
- Небольшой показатель расхода воды. За счет образования небольших капель существенно повышается эффективность пожаротушения и снижается показатель расхода воды.
Довольно большой перечень достоинств определяет широкое распространение рассматриваемых спринклерных систем.
Признаки
Симптомы прогоревшего клапана совпадают один в один с признаком неисправности системы зажигания. Поэтому очень часто неопытные механики начинают ремонтировать именно зажигание. При этом они меняют крышку трамблера, ставят новые высоковольтные провода, свечи, выставляют зажигание, но результата нет. Движок как работал через раз, так и продолжает троить. Они, кляня создателей автомобилей, продолжают искать причину, даже не догадываясь об истинной причине проблемы. Причем, даже те кто догадался о том, что проблема кроется в моторе, о прогоревших клапанах узнают только сняв ГБЦ.
При этом существует способ диагностировать эту неисправность, не разбирая двигатель. Поиск причины должен происходить по определенному алгоритму:
- Проверяется зажигание
. Здесь нужно уделить внимание работоспособности распределителя, правильность угла опережения зажигания, целостность проводов; - Определяют проблемный цилиндр. Делают это следующим способом. По очереди сдергивают со свечей колпачки высоковольтников. Если цилиндр работает, то двигатель начнет глохнуть. Неисправный на такое действие не отреагирует, и работа двигателя не изменится. Делать это следует аккуратно. Снимать колпачки необходимо с помощью заизолированных пассатижей;
- После этого замеряют компрессию. Скорее всего, она окажется несколько ниже требуемых 11 очков. Но это может быть показателем как проблем с клапанами, так и неисправности поршневой группы.
Обычно на этом этапе автолюбители хватаются за набор ключей и начинают увлеченно раскручивать двигатель. Но имеется способ распознать истинную причину неисправности, не разбирая двигатель. Стоит заранее приготовить нужные детали и инструменты.
Способы притирки
Так как правильно притереть клапана можно разными способами, стоит ознакомиться с каждым из них. Разница между упомянутыми далее способами существенная: использование станка даёт наиболее точный результат, тогда как вручную притирать клапана достаточно сложно и долго, а качество выполненных работ наименее высокое.
Станки
Максимальной точности нарезки и сопряжения седла и фаски клапана можно добиться только посредством жёсткой центровки детали, и без станка в данном случае не обойтись. В итоге профиль качественно нарезается и отличается высокой точностью. Дополнительные манипуляции при такой процедуре не нужны, кроме сборки ГБЦ и предварительной промывки клапанов.
Ручные фрезы
Так как притереть клапана в домашних условиях можно и без высокоточного станка, стоит рассмотреть метод с использованием ручной фрезы. Диаметр такого инструмента может быть разным, а подбирать его следует с учётом конкретной модели двигателя. Необходимо на сёдлах вырезать три фаски под углом в 60, 45 и 30 градусов. Помните, что данный метод применим исключительно для обработки старых деталей.
Верстак и трубка с Т-образной ручкой
Рассматриваемый метод принято считать наиболее трудоёмким и долгим, зато он способен обеспечить достойный уровень качества. Рассмотрим этапы процесса:
- Подготовьте трубку с ручной Т-образной формы и отверстием, куда стержень клапана без проблем войдёт.
- Сбоку конструкции создайте отверстие и нарежьте резьбу, вкрутите болт. Клапан должен фиксироваться максимально прочно и надёжно.
- Разберите ГБЦ, установите на верстак. Не забывайте о надёжности фиксации.
- Вставьте клапан в отведённый для него участок и закрепите собранную ранее конструкцию на другом его конце.
- Пасту на данном этапе следует применить для обработки области соприкосновения с седлом.
- Воспользуйтесь сконструированным приспособлением для перемещения клапана, чтобы просвет исчез полностью.
- Периодически меняйте направление круговых движений, параллельно дополнительно обрабатывайте зону клапана абразивной пастой.
- О высоком качестве выполненной работы будет свидетельствовать полоса с матовой поверхностью, которую вы найдёте на главных составляющих элементах клапана. Ширина дорожки должна ориентировочно составлять 1,5 мм.
Результат проделанной работы может вас разочаровать, в некоторых случаях это будет вполне логично. Например, если ранее сёдла были криво прирезаны или на рабочих фасках заметны существенные дефекты.
Приобретение новых деталей станет единственным решением проблемы.
Что такое «толкатели»?
Начнем с простого (многие я уверен), не знают что это такое. Для того чтобы верхняя часть клапана, да и кулачек распределительного вала ходили дольше, на них стали одевать так называемые толкатели. Это цилиндр, с одной стороны он имеет дна, оно есть с противоположной стороны (если утрировать, он похож на металлический «стаканчик»).
Полой частью он одевается на клапанную систему с пружиной, а вот дном он упирается в «кулачек» распределительного вала. Так как поверхность толкателя большая, от 25 до 45 мм (у различных производителей по-разному), изнашиваться он будет дольше, чем скажем просто верхняя часть «штока» (у которой диаметр всего 5-7 мм).
Толкатели делятся на два вида:
- Цельные – их регулировка происходит полностью заменой корпуса
- Разборные – когда сверху в крышке есть проточка, в которую устанавливается специальная регулировочная шайба. Можно ее заменить, таким образом подобрать величину теплового зазора
Эти элементы невечные, и их (либо шайбы сверху) также нужно заменить через определенный пробег.
Проверка оборудования и его эксплуатация
В помещениях с высокой пожарной опасностью проверка оборудования проводится еженедельно. Кроме этого, специалисты рекомендуют уделять внимание надежности хомутов. Проверка запорных элементов позволяет исключить вероятность заклинивания.
Как ранее было отмечено, для крепления основных элементов системы применяются специальные хомуты. Регулировать их можно при помощи резьбовой шпильки. При правильном расположении трубы обеспечивается более высокая эффективность пожаротушения.
В заключение отметим, что противопожарную систему должен проектировать исключительно специалист. Неправильное размещение основных элементов приводит к существенному снижению эффективности пожаротушения. Своевременное обслуживание исключает вероятность выхода из строя системы, а также продлевает ее срок службы.
Тепловой зазор – что это такое?
В идеале кулачек распределительного вала и толкатель должны быть максимально прижаты друг к другу, чтобы поверхности идеально контактировали. НО все мы знаем, что двигатель состоит из металла (алюминий чугун не важно), также из других металлов состоят и клапана, толкатели и распредвалы. При нагревании металлы имеют обыкновение расширяться (удлиняться).
И уже зазор, который был идеален на холодном двигателе, становится неправильным на горячем! Простыми словами клапана становятся зажатыми (это плохо, про это поговорим ниже).
Из этого следует, что на холодном моторе, нужно оставлять специальные тепловые зазоры с компенсацией на расширение при горячем. Эти значения небольшие и измеряются в микронах специальными щупами. Причем на впуске и выпуске эти значения отличаются
Если тепловой зазор между кулачком распределительного вала и толкателем клапана уменьшается или увеличивается – то это ОЧЕНЬ плохо для работоспособности двигателя и самого механизма ГРМ в целом. Сейчас у каждого производителя существует специальный регламент регулировки этого «теплового зазора» (это и называется «регулировкой клапанов») – обычно он колеблется от 60 до 100 000 км, все зависит от материалов, которые применяются в конструкции. Как я писал выше — регулировка осуществляется путем подбора либо «цельных» толкателей, либо замены «шайб» в верней части.
Особенности конструкций и их классификация
Рассматриваемый механизм может иметь различную конструкцию. Выделяют две основные группы:
- Водо-сигнальный.
- Воздушный.
В зависимости от модели выделяют несколько различных конструкций. Большинство спринклерных клапанов состоит из следующих элементов:
- Корпус изготавливается при применении чугуна или стали. Подобные материалы характеризуются высокой прочностью и устойчивостью к коррозионному воздействию.
- Также есть крышка, которая для повышения герметичности оснащается асбестовым уплотнителем.
- Стальная заслонка с уплотнителем. Сталь характеризуется более высокой прочностью и надежностью. Применение уплотнителя также повышает эффективность конструкции.
- Пружина. Она является важным элементом конструкции, изготавливается из нержавеющей стали, которая характеризуется коррозионной стойкостью.
- Седло из латуни. Латунь – сплав, который обладает коррозионной стойкостью и довольно высокой пластичностью. Именно поэтому при изготовлении сплава применяется этот сплав.
- Крепежные элементы, за счет которых проводится фиксация устройства на потолке или стене. Крепеж может конструктивно отличаться, все зависит то условий эксплуатации.
- Ось заслонки – еще один конструктивный элемент, который обеспечивает открытие и закрытие устройства для распространения потока.
- Диск.
- Стопорное кольцо не позволяет подвижному элементу выходить за установленные пределы.
- Втулка.
- Заглушка.
Эффективность работы устройства во многом зависит от того, какое давление в системе. Именно поэтому для поддержания требуемого давления проводится установка насоса, который автоматически включается в случае срабатывания датчиков.
Спринклерные устройства получили широкое распространение по причине низкой вероятности ложного срабатывания. Для этого проводится установка дополнительной расширительной камеры. При временном срабатывании датчиков камера наполняется, после чего освобождается. Если емкость заполняется полностью, то система тушения пожара включается, подается сигнал на насос для повышения давления в трубопроводах.
«Теплонагруженность» впускных и выпускных клапанов
Хочу начать с того, что эти элементы двигателя это очень сильно теплонагруженные детали. Они достаточно миниатюрные, зачастую диаметр штока клапана всего 5 мм, а температура в камере сгорания может достигать 1500 – 2000°С (пусть кратковременно но все же).
Как я писал выше зазоры у впускных и выпускных клапанов различаются, обычно на выпуске они намного больше (примерно на 30%). Для примера (на моторах Корейских авто) «выпускные» имеют тепловой зазор около — 0,2 мм, а на «выпускных» около – 0,3 мм.
Но почему на выпуске зазоры устанавливаются больше? Все дело в том, что выпускные клапана «страдают» больше, чем впускные. Ведь через них отводятся ГОРЯЧИЕ отработанные газы, соответственно разогрев их больше – поэтому расширяются (удлиняются) они также больше.
Виды утечки
Существует два типа утечки из клапана, а именно; неорганизованные выбросы из клапана в атмосферу и утечка через клапан, но содержащиеся в трубопроводной системе.
Летучие выбросы могут быть как вредными для окружающей среды, так и потенциальной угрозой безопасности. Клапаны считаются основными источниками потерь от неорганизованных выбросов.
Утечка через клапан также может быть опасной и может нанести ущерб процессу.
Причины утечки клапанов
Распространенные причины утечки через клапан включают в себя:
- Клапан не полностью закрыт. Это может быть связано с различными причинами, в том числе;
- Седло клапана не может полностью закрыться из-за грязи, ржавчины или грязи на линии
- Недостаточный ход привода
- Седло повреждено, например, забил
- Затвор повреждена
Общие причины утечки в атмосферу:
- Прокладка между корпусом клапана и крышкой клапана повреждена
- Прокладка изношена, ослаблена или повреждена
Устройство клапана PCV
Вот мы плавно подошли и к устройству клапана PCV, чтобы наглядно посмотреть, что он не такой простой, как кажется на первый взгляд и, что там не пружинка с шариком, как многие утверждают
После снятия резьбовой части
нам становятся доступны — плунжер, затем большая пружина и дополняет это всё малая пружина
Плунжер, как видно, выполнен под конус и имеет следы выработки
Казалось бы, это и всё. Но нет. Если потрясти корпус клапана, то четко слышно, что там что-то издаёт отчётливые звуки. Разбираем дальше