Pereosnastka.ru
Полирование вещества
 Полирование вещества
Полирование вещества
Полирующие вещества и реакции полирования. При полировании с поверхности алмазной грани удаляют микронеровности, оставшиеся от абразивной обработки, и ее поверхность становится гладкой и блестящей.
В основе химического полирования лежат реакции взаимодействия соединений, входящих в состав стекла с полировальным раствором — смесью плавиковой и серной кислот.
При полировании свинцового хрусталя происходят следующие реакции с плавиковой кислотой.
Серная кислота растворяет нерастворимые в воде фториды и фторосиликаты, связывая одновременно образующуюся реакционную воду. Это способствует поддержанию в полировальном растворе высокой концентрации плавиковой кислоты.
Продуктом этих реакций является нерастворимый в воде белый осадок сернокислого свинца и кальция, осаждающийся на стенках полируемого изделия. Кроме того, образуются растворимые сульфаты щелочных металлов, плавиковая кислота и фторид кремния, который может быть гидролизован с образованием кремнефтористоводородной кислоты и геля кремниевой кислоты: 2SiF4 + 2H20-^-Si02+H2SiF6 + 2HF. Таким образом, реакции, протекающие на первом этапе химического полирования, т. е. с плавиковой кислотой, полностью смещены в сторону образования конечных продуктов реакции, в то время как на втором этапе, т. е. при взаимодействии с серной кислотой, реакции обратимы и смещение равновесия зависит от концентрации серной кислоты, степени разбавления раствора, содержания воды и температуры.
При полировании изделий из свинцового хрусталя фторид-бифторидом аммония полирующую смесь приготовляют путем смешивания 58…62%-ной серной кислоты и 2,5…3,5%-ным раствором на ион F- через NH4F-NH4HF2. Остальное до 100% составляет вода. Раствор подогревают до температуры 60…70°С. После полирования изделия промывают в 55…60%-ной серной кислоте (*=60… 70°С) с окончательным ополаскиванием в воде.
Химическое полирование зависит от ряда технологических факторов, основными из которых является концентрация кислот, температура смеси, состав стекла, продолжительность контакта изделия с полирующей смесью, наличие механического перемешивания полирующих растворов и добавок.
При воздействии полирующей смеси на шлифованную поверхность алмазной гра-ни наиболее быстро растворяются выступы и мелкие царапины, тогда как в кратерах и углублениях осаждается образовавшийся шлам, защищая глубокие впадины рельефа от действия кислот. В результате поверхность грани как бы выравнивается. Таким образом, в основе процесса химического полирования лежит различная скорость растворения стекла на выступах и в выемках поверхности.
Циклы. Скорость растворения стекла постепенно снижается в процессе полирования, со временем происходит полное экранирование— выравнивание поверхности, и процесс полирования останавливается. Чтобы активизировать процесс, применяют цикловые программы полирования. Цикл включает в себя пребывание изделия в полирующем растворе и последующую промывку в промывочной жидкости (воде или растворе серной кислоты). Выбор программы и число циклов устанавливают в зависимости от состава стекла, характеристики шлифованной поверхности, конфигурации и величины изделий; числа изделий, поступающих на полирование.
При одноцикловом полировании используют смесь плавиковой и серной кислот, при этом концентрация плавиковой кислоты 8… 12, серной — 50…63% по массе; температура полирующего раствора не должна превышать 60 °С; в качестве промывочной жидкости применяют воду температурой 50…70 °С. Продолжительность обработки зависит от концентрации кислот в полирующей смеси, ее температуры, температуры промывочной жидкости, скорости перемещения изделий в растворе и состава стекла.
При многоцикловом полировании число циклов — 12… 40 в зависимости от концентрации кислот в полирующем растворе. Применяют два вида полирующих смесей: первая — с высоким содержанием иона фтора в растворе, вторая — с низким. Для создания высокой концентрации иона фтора в полирующей смеси используют смесь плавиковой кислоты концентрацией 7… 8 и серной — 58…62% по массе. Полирующая смесь низкой концентрации ионов фтора состоит из плавиковой кислоты (2,5…3) и серной (58…62% по массе). Температура полирующей смеси До 65 °С. Продолжительность определяется теми же факторами, что и при одноцикловом полировании. Изделия выдерживают в полирующей смеси 4… 120 с. При этом рекомендуется в первые 5… 10 циклов изделия погружать в полирующую смесь на 5… 15 с, в следующие 5… 10 на 20…40, в остальные циклы доводят время погружения до 120 с. После каждого погружения изделия промывают в серной кислоте концентрацией 55…62%. Температура промывочного раствора должна быть равной температуре полирующей смеси или на 5…10°С выше. Продолжительность про-мывки в промежутках между циклами не менее 30 с.
В процессе химического полирования следует до минимума сократить время погружения в ванны, извлечения и переноса изделия. Время выдержки для стекания жидкости в зависимости от способа укладки изделий в кассеты или корзины должно составлять 6…18 с.
После химического полирования изделие промывают в воде, температура которой 40…60 °С, или в слабом содовом растворе той же температуры с последующим ополаскиванием в проточной воде, имеющей температуру 18…40 °С. После окончательной промывки изделие сушат в потоке горячего (30…50 °С) воздуха или в естественных условиях, затем передают на сортировку.
Технология и устройство оборудования. Полирующие растворы приготовляют за 2…3 ч до начала полирования. Для этого, исходя из выбранного режима полирования и оптимальных концентраций составляющих компонентов, отмеряют необходимые количества кислот и воды. К воде добавляют в 2…3 приема плавиковую кислоту или другое ее соединение, например бифторид — фторид аммония, при непрерывном перемешивании смеси. В полученную смесь небольшими порциями вливают требуемое количество серной кислоты.
Промывочный сернокислотный раствор должен содержать 55…62%-ную серную кислоту и воду. К первоначально отмеренному количеству воды приливают небольшими порциями требуемое количество концентрированной серной кислоты. Каждую следующую порцию кислоты добавляют в раствор при условии, что температура образующего раствора не превышает 70°С.
Важно помнить правило: следует кислоту приливать к воде и ни в коем случае не наоборот.
Сортовые изделия из хрусталя полируют в установках с вращающейся кассетой. Изделия укладывают в кассету (рис. 87, а) таким образом, чтобы обеспечить наименьшее соприкосновение их друг с другом и чтобы при переносе кассеты из полирующего раствора в промывную жидкость и обратно с изделий могла стекать вся жидкость. Чтобы предотвратить смещение и повреждение изделий от ударов при полировании, между изделиями помещают прокладки.
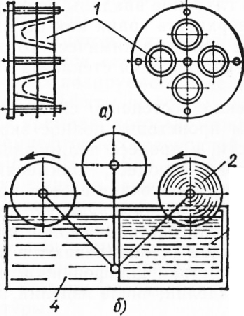
Устройство для погружения кассеты в ванну качается между ванной с полирующей смесью и емкостью для промывания изделия водой.
Кассету изготовляют в виде пустотелого барабана и крепят на вращающемся валу подвесного механизма, который находится в середине между ваннами. При полировании кассета частично погружается в емкость для ополаскивания и начинает вращаться, а затем через определенное время перекидывается в полировальную ванну, где продолжает вращаться. По окончании цикла полирования кассета перекидывается в ванну с промывочной жидкостью и т. д. Вращение барабана гарантирует равномерное смачивание всех изделий полирующим или промывочным раствором, а также обеспечивает сток кислотного раствора из изделий.
Так как оборудование находится в контакте с агрессивными растворами, его изготовляют из термо- и кислотостойких материалов: фторопласта, полиэтилена, винипласта. Детали измерительной аппаратуры, выполненной из стекла, защищают полиэтиленовой пленкой или поливинилхлоридным лаком.
Полирующий раствор подогревается теплообменником, установленным на дне или у стен ванны. Теплоносителем может служить пар, горячая вода, подогретый сжатый воздух или электрический ток. Подогрев промывочной жидкости сочетают с барбо-тированием горячим сжатым воздухом, что позволяет наряду с подогревом удалять из жидкости фтор-ион и интенсифицировать промывку изделий.
Установки для химического полирования бывают одно- и многоцикловые.
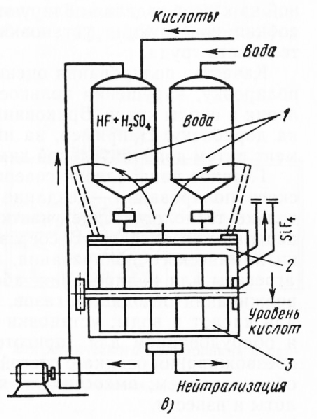
В одноцикловой установке (рис. 2) полирующая смесь из резервуаров заливается в барабан, куда помещается вращающаяся кассета. После окончания цикла обработки полирующая смесь удаляется из барабана, а в него заливается вода.
В многоцикловых установках вращающиеся кассеты с изделиями могут перемещаться как в вертикальном, так и в горизонтальном направлениях с помощью механизма перемещения. Когда цикл полирования заканчивается, изделия промываются в растворе серной кислоты. Подобная конструкция установки позволяет повысить производительность труда.
Качество полирования оценивают визуально: выявляют недополировку, нарушения цельности формовой поверхности, щербления и сколы краев. Бракованные изделия могут быть переданы на доработку. Например, на них можно нанести матовый орнамент путем дополнительной химической обработки.
Главное направление совершенствования процесса химического полирования — создание комплексов, включающих не только технологические участки, но и участки нейтрализации и переработки отходов. В состав таких комплексов входят участки химического полирования, где установлены технологические агрегаты для полирования, абсорбционные установки для обезвреживания отходящих газов, насосы, вентиляторы, резервуары для кислот и воды; установки для нейтрализации с реакторами и оборудованием для приготовления известкового раствора, обезвоживания осадка с отстойниками, фильтр-прессом и другим оборудованием; емкости для хранения плавиковой, серной кислоты и извести.
О возможности химической полировки поделочных и ограночных камней
Химическая обработка поверхности камня является одним из прогрессивных методов, который позволит перейти от малопродуктивной ручной механической обработки к массовой механизации.
Химической обработкой неметаллов серьезно начали заниматься в XIX веке. В 1898 году С. П. Петухов [1] писал о широких возможностях художественного оформления стеклянных изделий способом кислотной обработки и указывал на большую экономию времени и рабочей силы, если использовать подобную технологию в промышленности.
В 1908 году В. Цвейг делает сообщение о химической об¬работке стекла растворами плавиковой кислоты и ее солями для глубокого и светлого травления. Работы по выяснению механизма химической полировки стекла [2, 3] ведутся до настоящего времени.
Описанные в литературе процессы химической полировки камней из стекла основываются на взаимодействии обрабатываемого материала со смесью плавиковой и серной кислот. Все компоненты стекла вступают в химические реакции с веществами полирующей смеси [4].
Основная реакция стекла — взаимодействие кремнезема с плавиковой кислотой

В результате этой реакции образуется летучий тетрафторид кремния, который в основном удаляется из зоны реакции. Но одновременно идет и конкурирующая реакция

В условиях реальной системы SiO2 — HF — H2O в зависимости от относительных концентраций компонентов и температуры возможно прохождение большого числа реакции с образованием разнообразных фторидов кремния в разной степени гидратированных с частичным замещением в молекулах атомов фтора на атомы кислорода. Эти сложные равновесия сейчас успешно изучаются физико-химическими методами (например, методами ядерного магнитного резонанса).
Катионы, входящие в состав силикатов, также реагируют с полировальными растворами, образуя растворимые и нерастворимые соли KF, K2SiF6, CaF2, CaSiF6, PbF2,PbSiF6.
Кроме того, образуются сульфаты и гидратированные силикаты этих металлов. При последних реакциях вновь высвобождается фтористый водород.

Суть технологического процесса химической полировки шлифованной поверхности состоит в съеме материала с вершин неровностей и создании вязкого защитного слоя в углублениях. Этот процесс в равной степени относится и к электрохимическим процессам полирования различных металлов [5,6,7,8].
Плавиковая кислота и ее соли в сочетании с другими реагентами позволяют разрабатывать методы полировки большой группы силикатов и алюмосиликатов — кварц, горный хрусталь, топазы, аметисты, полевые шпаты и т. д..
А. Скропышев и А. Кукуй [9] разработали способ химической полировки поверхности кристаллов и пластин исландского шпата. Травление ведут сначала смесью муравьиной и уксусной кислот, затем соляной кислотой. Предложенный процесс дает поверхность высокого качества, обеспечивает хороший выход кондиционного сырья и высокую производительность.
Следует отметить, что изучение химизма процесса полировки дает возможность поиска путей обработки и других типов камней, в том числе и таких, у которых кристаллическая решетка образована окислами металлов (например, корунд).
Здесь следует использовать богатый опыт аналитической химии, в которой разработаны многочисленные методы переведения нерастворимых минералов в растворимые соли с помощью водных растворов при разнообразных плавнях [10].
В качестве плавней успешно используются хлоридно-азотнокислые и фторидно-азотнокислые аммонийные соли [11], бура и борная кислота, пиросульфаты и пирофосфаты щелочных металлов [12].
Применительно к минералам кварцевой группы нами были испытаны некоторые из этих реагентов, причем в ряде случаев были получены положительные результаты.
ЛИТЕРАТУРА
1. Петухов С. П. Стеклоизделие. Спб. РИККЕР, 1898.
2. Дятлов О. Химическая полировка стекла. М., 1968.
3. Хайт О. Д. Отчет по теме X «Разработка составов полирующих растворов силикатных стекол». НИА Л.З.Х.С.Л., 1970.
4. Salzle Е. Способ полировки изделий из свинцового хрусталя. Патент ФРГ, кл.32в, 15/02 (СОЗс, 15/02) № 189681, заявл. 26.10.63, опубл. 9.10.69.
5. Попилов Л. Я., Зайцева Л. П. Электрополирование и электротравление металлических шлифов. М. Издательство литературы по черной и цветной металлургии, 1955.
6. Лайнер К. И. Электролитическая полировка и травление металлов. Машгиз, 1947.
7. Левин А. И. Электролитическое полирование металлов. Труды Уральского индустриального института Сб. 27. Машгиз, 1947.
8. Богорад Л. Я. и др. Электрохимическая полировка металлов. Лениздат, 1951.
9. Скоропышев А. В., Кукуй А. Л. Способ полирования поверхности кристаллов, Авт. свид. № 280789, СССР, кл. 32в, 25/06 заявл. 28.06.68 (№ 1252293/23-26), опубл. 3.09.70 г..
10. Гиллебранд В. Ф., Лендель Г. Э. и др. Практическое руководство по неорганическому анализу, М., Госхимиздат, 1967.
11. Исаков П. М. Качественный анализ руд и минералов методом растирания порошков М., Госгеолиздат, 1953.
12. «Анализ минерального сырья». Под ред. Кинтович Ю. Н. Морачевского Д. В. Л., Госхимиздат, 1956.
К вопросу химической полировки стекла
Николаева Л. А., Цейтлин Я. Е., Хайт О. С.
Общепринятая теория химической полировки стекла рассматривает этот процесс как растворение «выступов» шлифованной поверхности, в то время, как «впадины» шлифовальной поверхности не разрушаются из-за присутствия защитного слоя, который состоит из продуктов разрушения стекла полирующей смесью и смывается водой в промывочной ванне. Но наблюдения показывают, что происходит разрушение и «выступов» и «впадин». Кроме всего этого общепринятый механизм процесса химической полировки не в состоянии объяснить такие виды брака как отложение солей на гранях и разъедание «огневой» поверхности, так называемая «рябь».
Растворы, предназначенные для химической полировки стекла, приготавливаются из 40% HF и 92% H2SO4 и H2O. Растворы HF и H2SO4 при соединении друг с другом не являются индифферентными, а оказывают друг на друга химическое и термодинамическое воздействие. Ланге [1] указывает, что при взаимодействии концентрированной H2SO4 и 37% HF образуется значительное количество фторсульфоновой кислоты. При этом фторсульфоновая кислота достаточно хорошо смешивается с H2SO4, давая:

Соли фторсульфоновой кислоты в кислых растворах разлагаются очень быстро и в большинстве своем хорошо растворимы по сравнению сернокислыми и фтористыми солями.
Образование фторсульфоновой кислоты и аниона HF2 — в системе HF — H2SO4 — H2O объясняет разъедание огневой поверхности, свежеприготовленными водными растворами кислот, так как ванны для химполировки составляются из 40% HF и 92% H2SO4, т. е. в оптимальных концентрациях для образования HSO3F, соли которой хорошо растворимы как в самой полирующей смеси, так и в промывочных водах, а это дает свободный доступ аниона F — и HF — к незащищенной поверхности стекла, чем и приводит к ее разъеданию («рябь») .
В процессе проведения химполировки свежеприготовленный раствор перемешивается с отработанным раствором, а это приводит к тому, что оптимальные соотношения для образования фторосульфоновой кислоты нарушаются, так как отработанные смеси содержат 54 — 56% H2SO4; 1,5 — 2% HF (весовой), остальное вода и фторсульфоновая кислота, разрушающаяся, очевидно, не полностью, так как равновесие подвижное. При этом происходит следующая реакция:

и затравка поверхности прекращается, так как прекращается образование хорошо растворимых в воде и полирующем растворе солей фторсульфоновой кислоты, и, следовательно, свободный доступ анионов к незащищенной поверхности.
Многие исследователи не находят объяснений явлению плохой химической полировки при замене H2SO4 другими минеральными кислотами и сводят этот вопрос к тому, что H2SO4 лучше смывает защитный слой и способствует увеличению общей кислотности раствора [2]. Но тогда становится необъяснимым ухудшение процесса полировки при добавлении сильной в кислотном отношении HNO3. Это объяснить можно прежде всего тем, что практически все минеральные кислоты вступают во взаимодействие с HF и дают промежуточные продукты, которые при взаимодействии со стеклом способствуют затравке поверхности или отложению солей.
Таким образом, полирующая смесь, приготовленная из 40% HF и 92% H2SO4 с добавкой H2O состоит из следующих компонентов:

которые находятся в подвижном равновесии и в зависимости от стадии процесса могут появляться или практически полностью исчезать, оказывая существенное влияние на процесс и качество химической полировки.
| Валентность | Радиус иона, о А |
Координационное число |
Прочность связи, ккал/моль |
|
|---|---|---|---|---|
| Pb | 2 2 |
1,26 | 2 4 |
73 36 |
| Zn | 2 2 |
0,83 | 2 4 |
72 36 |
| Mg | 2 | 0,74 | 6 | 37 |
| Ca | 2 | 1,04 | 8 | 32 |
| Na | 1 | 0,98 | 6 | 20 |
| K | 1 | 1,33 | 9 | 13 |
| Si | 4 | 0,39 | 4 | 106 |
| B | 3 3 |
0,20 | 3 4 |
119 89 |
| Al | 3 3 |
0,57 | 4 6 |
101 — 79 |
| Ba | 2 | 1,38 | 8 | 33 |
Легкость растворения силикатных стекол будет определяться энергией связи Si—О—Si, Ме—О—Si, которая определяется валентностью, координационным числом, ионным радиусом, поляризационной способностью и свойствами растворителя.
Наиболее легко будут полироваться стекла, содержащие ионы свинца, цинка, магния, кальция, натрия, калия, бария, не входящие в структурную решетку. Таким образом, исходя из химического состава стекла и предположений о его структуре и энергии связей, можно заранее прогнозировать возможность процесса химической полировки.
Возможность и качество химической полировки находятся в непосредственной зависимости от строения стекла, его химического состава, свойств полирующего раствора и физико-химических явлений происходящих на границе стекло — раствор. Для некоторых видов стекол (например, кварцевых) процесс химической полировки неприменим. Полированная поверхность стекла с физической точки зрения характери-зуется коэффициентом пропускания, который зависит от характера поверхности. Чтобы этот коэффициент пропускания был максимальным, необходим равномерный съем на глубину по всей поверхности, иначе произойдет матирование или травление стекла.
Для пояснения этого положения рассмотрим как происходит разрушение стекла полирующим раствором. Для примера возьмем элемент структуры в плоскостном изображении, при этом имея в виду ее трехмерность

Для упрощения будем считать, что в полирующем растворе содержатся только Н + , F — , SO4 — , Н2О. В первую очередь будет происходить разрушение более слабых связей типа Ме—О—Si по реакции

при этом, в зависимости от Пр и концентрации катионов в стекле, перешедших в раствор, и анионов F — и SO4 2- в самом растворе, могут образоваться соли фтористые, сернокислые или обе вместе. Возможность образования кремнефтористых солей крайне мала, так как pH раствора значительно меньше 7, а это приводит к моментальному гидролизу.
Анализы солей подтверждают высказанное положение. Рентгенофазовый анализ солей в растворе (в полирующей смеси) и на поверхности изделий, изготовленных из стекла, состава (в вес %)
| SiO2 — 63,5 | K2O — 14 | BrO3 — 1 |
| СаО — 0,5 | Na2O — 2 | ZnO—1 |
| PbO —18 |
с высокой степенью надежности констатирует наличие PbSO4, PbF2, ZnSO4, ZnF2, K2SO4, KF, CaF2, CaSO4x2H2O и полное отсутствие кремнефторидов. Таким образом, общепринятое положение о том, что роль H2SO4 сводится к превращению фторидов в сульфаты, не подтверждается как теоретически, так и экспериментально. Возможность образования кремнефторидов, на которую довольно часто ссы-лаются [2, 3], ничтожна мала. Последнее подтверждается и литературными данными [4] о неустойчивости кремнефторидов в сильно кислой среде.
Реакция (1) может идти и по другому пути в случае нахождения в составе стекла катионов с высокой поляризующеп способностью (например Pb ++ ). В этом случае возникает возможность образования водородной связи по схеме

Реакции I и II приводят к тому, что в состав кремнекислородного тетраэдра внедряется анион F, катионы стекла переходят в раствор и происходит разрыв связей типа Ме—О—Si — . В многовалентных окислах уменьшается степень связанности между отдельными группами.
Внедрение аниона F — в состав кремнекислородного тетраэдра увеличивает степень ионности связи на 20%, так как по данным Паулинга [8] электроотрицательность O и F составляют соответственно — 1,48; 1,97.
Увеличение степени ионности связи приводит к перераспределению электронной плотности внутри кремнекислородного тетраэдра

что приведет к разрыву мостиковой связи с образованием

и конечными продуктами разрушения H2O и SiF4.
Таким образом, реакции I, И, III приводят к образованию солей катионов стекла с анионами полирующего раствора и SiF4 которые генетически не связаны с массой стекла. Именно отсутствие генетической связи солей и SiF4 с массой стекла даст возможность смыть эти соли с «вершин», частично из «впадин» и с «огневой» поверхности.
Существенным подтверждением хода реакции по I, II, III является анализ ряда растворов, состоящих из HF—H2SO4—H2O, которые в зависимости от содержания HF и H2SO4 применяются как для проведения процесса травления, так и для процесса полировки (вес %).
| № п/п |
HF | H2SO4 | H2O | Примечание |
|---|---|---|---|---|
| 1 | 2 — 3,0 | 62—64 | 36—33 | Хорошее качество полировки |
| 2 | 9—11 | 45—47 | 46—42 | Плохое качество полировки |
| 3 | 26 | 39 | 34 | Травление |
По мере уменьшения содержания H2SO4 и увеличения содержания HF в растворе идет процесс от полировки к травлению. Существует соотношение H2SO4 / HF, которое характеризует прохождение процесса от полировки к травлению.
Если выразить отношение H2SO4 / HF через молекулярные отношения, ряд будет выглядеть (для усредненных составов):

Этот пересчет еще более наглядно показывает, что роль H2SO4 не может сводиться к превращению фторидов и кремнефторидов в сульфаты, так как для этого нет необходимости в таком избытке H2SO4.
Анализ отработанных ванн показывает, что в процессе химической полировки, H2SO4 затрачивается на проведение процесса значительно больше, чем требовалось бы для перевода фторидов в сульфаты. Если же учесть, что никаких переводов не существует, а процесс идет в зависимости от достижения произведения растворимости, такой избыток вообще становится необъяснимым.
| HF | H2SO4 | |
|---|---|---|
| Исходный состав | 3% | 64% |
| Отработанный состав | 1,5% | 56% |
Процесс химической полировки идет удовлетворительнопри H2SO4 / HF =0,86—11,6, улучшаясь по мере увеличения величины отношения. Основным видом брака в интервалах чисел 0,86—5 являются несмываемые соли. Причем соли, образующиеся на полируемой поверхности, нерастворимы в кислотах и промывочных ваннах, в отличие от солей граничного слоя, получающихся в результате сложного процесса разрушения на границе стекло — полирующий раствор. Отсюда можно сделать вывод, что они генетически связаны с основной массой стекла и, очевидно, через неразрушенные мостиковые связи. По мере увеличения концентрации H2SO4 в растворе от 5 до 11,6 количество генетически связанных солей уменьшается, и при отношении 10—11,6 практически не наблюдается, несмотря на то, что количество HF в растворе уменьшается. Это прямое доказательство непременного участия его в решении мостиковой связи, путем образования водородной связи.
Выше уже отмечалось, что в результате действия полирующего раствора на поврехности стекла образуются фториды-бифториды, сульфаты, вода и SiF4. SiF4 энергично взаимодействует с H2O, давая

Таким образом, в процессе химической полировки плави¬ковая кислота, или точнее — анион F — , необратимо затрачивается только на образование солей и частичное уле¬тучивание в виде SiF4 или HF, а при разрушении кремнекислородного каркаса она служит лишь катализатором процес¬са, в то время, как H2SO4 расходуется невосполнимо на образование солей и воды.
ЛИТЕРАТУРА
1. Lange Z, Unorg Chem. 215, 321 (1933).
2. Китайгордский И. И., Качалов Н. П., Варгин В. В, и др. Технология стекла. М., Госстройиздат, 1961.
Химическая полировка стекла какой кислотой
Полировка кислотой является очень эффективным и очень производительным способом обработки шлифованного стекла. Общие зависимости этой технологии нами были уже рассмотрены. Ниже приводятся технологические детали и рабочие процессы при полировке кислотой сортового, и частности свинцового стекла, которые являются заключительной операцией его обработки. Принцип полировки заключается в том, что отшлифованное изделие погружают в кислотную ванну, где растворяется матован поверхность стекла и изделие приобретает совершенный блеск. Производительность при этом способе обработки очень высокая, качество поверхности почти не уступает качеству при полировке войлоком, а у свинцового стекла оно еще выше.
Технология полировки заключается в том, что стекло погружается попеременно то в кислотную, то в промывочную ванну. Общее время полировки предмета колеблется от 5 до 8 мин в зависимости от вида изделия, концентрации и температуры ванны. С повышением концентрации фтористоводородной кислоты и повышением температуры продолжительность полировки уменьшается.
В настоящее время полировку кислотой применяют о основном для свинцового стекла с содержанием 18 -21% РЬО, поэтому описываемая технология полировки относится к этим типам стекла.
Способы полировки кислотой. Способ полировки оказывает немалое влияние па качество отполированной поверхности и скорость полировки. В принципе возможны два основных технологических способа.
Первый способ характеризуется частым перенесением изделия из кислотной ванны н промывочную и наоборот. Здесь в большей стспепи оправдывается промывочный принцип полировки, при котором быстро удаляются продукты разложения с поверхности стекла. Этот способ обеспечивает более высокое качество отполированной поверхности. Однако при этом требуется протравить более толстый слой поверхности стекла, чтобы получить достаточный блеск его, что снижает производительность полировки и повышает расход кислоты.
Второй способ характеризуется более длительным пребыванием изделия в кислотной ванпе н небольшим числом погружений в промывочную ванну. В результате во впадинах между гранями происходит скопление продуктов разложения, препятствующих дальнейшему процессу» в то время как на верхушках граней этот процесс протекает очень быстро. Продолжительность полировки в данном случае небольшая, и качество полированной поверхности невысокое.
Оборудование полировального цеха. Основным агрегатом полировального цехи является открытая полировочпая панна, оснащенная соответствующим вытяжным устройством. Эта ваппа состоит из внутренней панны для кислоты, изготовленной из свинца или какого-либо пластика» размерами обычно 65Х X 65×50 см и из внешней ванны для воды н большинстве случаев деревянной и хорошо изолированной.
Водяная ванна служит для поддержания требуемой температуры кислотной ванны и одновременно для промывки изделий. Она нагревается змеевиком или непосредственно паром. К дополнительному оборудованию относится ручная лебедка с корзиной, комплект полировочных корзин и подкладок, запасные полки и рабочие столы.
Рабочий процесс. Для полировки н кислотной ванне применяют 73—75%-ную техническую фтористоводородную кислоту и 97 99%-ную, т. е. 66° Be, техническую серную кислоту. Ванна смешивается в объемном соотношении двух частей I^SO^ и одной части HF, что отвечает весовому соотношению 50—55% IIsSO^ и 12—14% HF. Температура кислотной и промывочной ванны поддерживается н пределах 50—60° С.
Кислотную ванну после первого смешивания дополняют обеими кислотами; по окончании рабочей смены ванну очищают от продуктов разложения — осадков. Рабочий процесс состоит в том, что предварительно очищенные изделия укладывают в корзину из медной проволоки или сетки или из каких- либо пластмасс типа PVC, фаолит, тефлон и т. п. Наполненная изделиями корзина прежде всего подогревается н водяной ванне до температуры 30—40°С и затем при непрерывном колебании погружается через определенные промежутки времени то п кислотную ванну, то в промывочную. Цикл полировки зависит от концентрации кислотной ванны, ее температуры и сорта полируемого стекла. При полировке очень важно следить за тем, чтобы после каждого смачивании в кислоте корзина с изделиями была хорошо промыта в водяной ванне, иначе может произойти осаждение продуктов разложения, и качество поверхности будет испорчено. При снижении концентрации HF ниже 8% ванну необходимо дополнить снопа смесыо обеих кнс- лот п заданном соотношении.
Для равномерной эффективности кислотной ванны необходимо, чтобы концентрация кислот лежала в оптимальных пределах 50- 55 вес. % H£SO< и 8—14 нес. % HF.
Недостатки при полировке кислотой. Во время полировки и подготовки к ней на поверхности стекла могут образоваться некоторые пороки, вызванные механическими повреждениями поверхности. Они характеризуются заметным матовым блеском неправильного ограничения и небольшой выпуклостью поверх ностн.
Пороки, вызванные жирными пятнами па поверхности изделий, брызгами асфальта или дегтя и т. п., характеризуются матовым блеском и острым ограничением выпуклой поверхности. Подобные пороки возникают и при недостаточно тщательной отмывке краски, наносимой на рисунок, поэтому ь последнее время стали ^применять краски, легко растворимые в кислотной ванне.
Длительное пребывание продуктов разложения на поверхности стекла вызывает появление мелких точек па изделии.
Пороки, называемые «сжиганием поверхности», происходят при завышении концентрации кислотной нанпы или при слишком длительном процессе полировки. Стекло при этом имеет вид матовой неровной поверхности, напоминающей поверхность кожи.
На плоскости соприкосновения поверхности стекла и полировочной корзины могут образоваться поверхностные повреждения, характеризующиеся пологими волнистыми возвышенностями.
Механические устройства. Принимая но внимание тяжелую и вредную для здоронья работу в полировальном цехе, в последнее время особое внимание было уделено возможности механизации этих работ. Развитие шло в двух направлениях: механизации работы полировщика и механизации и автоматизации подачи кислоты и регулировки концентрации в кислотной ванне.
Проект механизации работы полировщика предусматривает целесообразное расположение ванны. Переноску корзин с изделиями и погружение их в ту или иную ванну механически осуществляет специальное устройство, двигающееся на подвесной линии. Полировщик обслуживает оборудование, регулирует скорость движения корзин и продолжительность погружения изделий с помощью приспособлений» защищенных от влияния агрессивной среды. lice оборудование снабжается кожухом, эффективным вытяжным устройством и нейтрализацией.
Регулировка оптимальной концентрации производится автоматическим титровнльным анализатором.
Смотрите также:
В процессе эксплуатации автомобиля на стеклах ветрового окна появляются риски, царапины и помутнения, которые могут быть устранены шлифовкой и последующей полировкой.
Стекло — традиционный и перспективный материал. С тех пор как человек стал использовать огонь для технических целей, он мог искусственным путем получить стекло.
Плотность — это отношение массы тела к его объему. Она зависит от химического состава стекла и бывает от 2,2 до 7,5 г/см3.
стекло. Так, например, в Вос. точном Средиземноморье. широко использовали обсидиан. (вулканическое стекло).
3.4.1. Листовое стекло представляет собой тонкое, оконное и толстое стекло. Тонкое стекло имеет толщину до 1,8 мм ; в строительстве не применяется.
Резка и ломка стекла. При выполнении этих работ стекло приходится удерживать руками, надевая перчатки, чтобы не порезаться о край.
Стекло должно быть бесцветным и прозрачным (светопропускание в зависимости от толщины не менее 84. 90 %). Увиолевое стекло пропускает н.
Матование стекла производят различными способами. 1. Стекло окрашивают вручную цинковыми белилами, разведенными.
Одни прокладки надевают на стекло до его вставки, другие вставляют или вжимают в паз между штапиком и стеклом после того, как стекло вставлено.
К листовому строительному стеклу относят стекло: оконное, витринное, цветное листовое, армированное листовое, узорчатое, солнцезащитное, закаленное и др.
Создать стекло нехрупким – одна из труднейших задач даже с учетом современных технологий. Стекло состоит преимущественно из силикатной массы (до 75% SiO2).
Технология полировки. Полируют обычно изделия, выполненные из мелкопористой древесины с красивой текстурой: ореха, красного дерева, карельской
Первое полирование выполняют 8—10%-ной шеллачной политурой (к 100 г политуры добавляют одну столовую ложку спирта).
Полированное стекло получают путем шлифовки и полировки листового стекла после его вытягивания и проката и при наличии различных пороков поверхности (
Полирование политурами спиртовых лаковых покрытий выполняют так.
После тщательной шлифовки поверхность протирают чистой сухой тканью и приступают к полировке.
Основные технологические операции — подготовка основания пола, установка жилок, приготовление мо-заичного раствора, устройство покрытия, шлифовка и полировка
Царапины на поверхности органического стекла удаляют шлифованием и последующим полированием. Шлифование производят мелкозернистой (бархатной)
Зеркальное стекло — это шлифованное и полированное с обеих сторон литое и листовое стекло.
(3.71). Следует помнить, что в результате хорошей шлифовки краев стекла зеркало выглядит привлекательно.
Два деревянных брусочка, соединенные куском кожи, — отличное приспособление для шлифовки шкуркой ровных поверхностей.
Для полирования мелких поделок из стекла, пластмассы, металла, камня, дерева можно использовать кухонный комбайн.
Строительное стекло ВП производится непрерывным прокатом или литьем, с последующей шлифовкой и полировкой; С. ВН изготовляется непрерывным вертикальным оконному.
Химическая полировка стекла какой кислотой
осмелюсь предположить,что стекло надо окунать в раствор,а не мазать.Поверхность неоднородная скорее всего от этого.Роль серной кислоты -в растворении солей,а температура повышает растворимость.И если есть возможность возьмите другое стекло.
Да, вот на счет этого я тоже думал, я налил, постояло секунд пять, потом несколько раз провел кисточкой и слил- эта первая ошибка, действительно должно наверное без перемешивания. А если просто дольше держать и увеличить долю серняги, заменит ли это эффект от повышения температуры??
red-line, вопрос не глупый, занимаюсь полировкой стекол фар для установки ксенона, а алмазной пастой уже надоело, качество конечно отличное, но то что она жирная, разлетается буэ. да еще минус, самый основной- пока её не уберешь, стекло не отмоешь, не увидишь, где недополированно, где риска и т.д Паста алмазная 2\1 ссср на основе костного жира. полировальник — войлочный круг из жесткого ворса. Если посоветуете что либо другое ( полировальник и пенопласта и тд) буду признателен.
Можно взять круги bd они отлично режутся на нужный диаметр дабы залазить в самые уголки фар, а вообще черепашками 3м все полируют фары и не заморачиваются,качество нормальное и быстрота отменная, а от плавиковой кислоты вероятность оброзования призм очень велика!
Спасибо за ответ. Черепашками я делаю обдирку рефления, чернову и чистовую шлифовки, и черновую полировку, но полировать только пастами. Но вот есть альтернатива, как хим полировка, производительность в 3-4 раза растет. Никакой вероятности образования призмы нет, протрава стекла на микрон а то и менее, в зависимости от времени действия.
Можно ссылку на эти "круги bd". Спасибо. Черепашки для полировки есть, но так как паста они стекло не отполируют.
попробуйте уменьшить долю фтористой кислоты в пользу воды,сернягу оставить без изменения.
Попробую завтра, а может лучше сеняги, дабы соли лучше растворялись?или все-таки воды?
А не пробовали Оксидом церия? Для чистовой полировки мне кажется самое то.
Пробовал, полирит оптический, как раз на этой основе, и отмучивал его и тд. Оксид церия толкь для финишной доводочной полировки оптики, линз и тп, для стекол фар можно и обычнойпастой 2/1.Пробовал вначале еще алмазной пастой 1/0, но скажу что даже после 2/1 абсолютно прозрачное стекло получается.
О химизме реакции. где-то читал,что плавиковая кислота взаимодействует с оксидом кремния входящим в состав стекла не затрагивая остальные компоненты,что и используют при матировании стекла.При добавлении серной кислоты "растворяют" остальные компоненты стекла.
в этом случае плавиковая кислота действует быстрее серной.В любом случае Вам только опытным путем "откатывать" тех. процесс. У Вас
1 время реакции
2 плавиковая кислота
3 серная кислота
4 вода
5 температура
Абсолютно согласен, и только опытным путем. Вчера не успел попробовать, но думаю так,
1 — уменьшить объем плавиковой с 25% до 6-7%
2- объем серняги увеличить с 50% до 55-60%
3 — чуть поднять температуру раствора, с комнатной до 40 градусов хотябы
4 воды увеличить за счет уменьшения плавиковой или оставить таким же.
5- время около минуты а то и болше
6- не буду кисточкой водить по стеклу во время травления.
Интересует неужели температура так важна. там же серняга 95% >:o
Тогда прийдется перед полировкой стекла в горячей воде держать и поссоянно поддерживать температуру смеси более 40%, вроде все просто, но опять нюансов куча. 🙂
Плавиковая кислота не оставляет обширных поверхностных повреждений, зато оказывает токсическое действие на весь организм.И не стоит расчитывать,что будете *очень аккуратно использовать её,чудес не бывает.Проф.средства защиты существуют,но нереально переоборудовать мастерскую в хим.лабораторию.
Никакое самое идеально полированное стекло не стоит Вашего здоровья.Поверьте,лучше оставить эксперименты и не только ради здоровья,случайно сольётся информация об использовании-заглянет СЭС,будет немаленький штраф.
Благодарю за дельный совет, в частности, за небезразличие.
Да, я все понимаю, решил попробовать, не получится — буду по старинке. На свежем воздухе вроде нормально. Купил себе перчатки респиратор от аэрозолей, очки и только на свежем воздухе.
АндрейВитраж, я до этого пользовался алмазной пастой и грубым войлоком, может посоветуете что-либо дабы заменить эту связку?Может вместо войлока попробовать фетр?Алмазная паста жирная, разлетается бывает..руки жирные, машина полир. жирная просто поднадоело, вот и решил альтернативе поискать..Но самое главное, что вроде отполировал, потом обратно пасту в банку (для экономии) помыл — глядь, а место осталось одно с дымкой, иногда приходится опять процесс повторять. Свободный абразив в отличии от фиксированного вне всяких сравнений, качество, но пока вот так.Круги — черепашки, даже с маркировкой 10000 — ерунда в сравнении с алмазной пастой.
не хотелось бы показатся некомпетентным -всё дело в том что к фарам я пока что не добрался!:)хотя там вроде неплохой зароботок-(два года назад одна фара стояла 500грн)но суть не в том-меня в этом деле смущают углы и всякие загибулины(в зависимости от фары)
но вернёмся к нашим слонам-для полировки фетр и только фетр причём синтетический,обязательно приминение оксида церия,чем больше его содержание в процентах в порошке-тем быстрее полировка(спасибо моему новому знакомому с Черновцов)сделайте нишу в которой вы будете полировать что б оксид не разлетался в стороны а то он не дёшев нынче,и всё пойдёт!полировка от 1500 об.мин с обязательной подачей в эмульсии на круг.
а вообще звоните 0509304970 Юрий,уверен-что нибудь придумаем!
Спасибо, обязательно наберу на след неделе.
Но ведь у церия твердость ниже чем у алмаза.По шкале мосса алмаз тверже всех.В чем такой плюс фетра перед грубым войлоком?? На счет ниши вроде не парился, ведь все почти остается в фаре.(края по высоте ок 2 см) но все ровно чуть вылетает, а тут, после Ваших слов задумался — сделать из куска 12 см пластиковой трубы ограничитель высотой ок 5 см.спасибо на этом. Чего я раньше не обратился на этот форум. Все пытался додуматся сам. )
Скажем так, это не основной зароботок, но тем неменее, это мое, оч интересно искать и находить новые решение проблем, скажем так закалка для мозгов.
Жду ответа.
Hasan89 добавил 19.04.2013 в 21:36
странно если честно) у нас почему-то фары даже не снимает никто, да и стоимость до 2000 рублей за обе фары. делаю вполне сносно (правда, фары сейчас почти на 100% пластиковые у всех в нашем городе), примерный алгоритм: 320-600-1000-2000-жесткий круг с шлифовальной пастой 3м-мягкий круг с полировальной пастой 3м. всё делается на сухую безо всякой химии и церия, прямо по месту. черепашки тоже никто не пользует, либо эксцентрик, либо в сложных случаях — дельта ещё для углов (сам не занимался, но вижу периодически).
Да, пластик вытеснил стекло, ведь параболическая оптика это уже архаика. 320 не снимешь рефление, а вот в черновую шлифонуть самое то. Паста 3м дорогая, я больше склонен доверять совковским материалам — алмазная паста и полирит оптический,( который я отмучил на 6 фракций: по 10 сек 20 сек 1 мин 5 мин 10 мин 20 мин.) но так и не использовал. Кстате хочу добавить, что свободный аброзив не идет даже в сравнение с фиксированный на стадии чистовой шлифовки и всей полировки. Будет смешно, но я даже покупал дешевую наждачную бумагу белгородского производства, чтобы в первые секунды шлифовки в воде с нее осыпался весь электрокоррунд и получалась работа свободным аброзивом, и если на предыдущем этапе шлифовки царапины были разной размерности, то после этого этапа стекло идеальное для данной шероховатости, но опять же бумагой шлифовать-полировать стекло это как пытатся решать сложные задачи на счетах, не по месту оснастка.
Спасибо, обязательно наберу на след неделе.
Но ведь у церия твердость ниже чем у алмаза.По шкале мосса алмаз тверже всех.В чем такой плюс фетра перед грубым войлоком?? На счет ниши вроде не парился, ведь все почти остается в фаре.(края по высоте ок 2 см) но все ровно чуть вылетает, а тут, после Ваших слов задумался — сделать из куска 12 см пластиковой трубы ограничитель высотой ок 5 см.спасибо на этом. Чего я раньше не обратился на этот форум. Все пытался додуматся сам. )
Скажем так, это не основной зароботок, но тем неменее, это мое, оч интересно искать и находить новые решение проблем, скажем так закалка для мозгов.
Жду ответа.
а причём сдесь сравнение твёрдости оксида церия и алмаза?по технологии алмазом не полируют какой бы он мелкий не был он всё равно оставляет микро царапины.плюс фетра в том что он лучше полирует,на больших оборотах-на тех на которых войлок разматывает в труху!а отсюда получаем скорость обработки!опять таки я сужу со своего личного опыта и ни в коем случае никого не пытаюсь переубедить!у нас пол форума для полировки использует войлок-а мне он никогда не нравился что бы я с ним не делал(увеличение оборотов,оксида и пр.)!
любая полировка стекла (фацет,вывод царапин,)там где нужен идеальный результат-заканчивается полировкой с применением оксида церия!это касается как автоматической обработки стекла так и ручной!
а причём сдесь сравнение твёрдости оксида церия и алмаза?по технологии алмазом не полируют какой бы он мелкий не был он всё равно оставляет микро царапины.плюс фетра в том что он лучше полирует,на больших оборотах-на тех на которых войлок разматывает в труху!а отсюда получаем скорость обработки!опять таки я сужу со своего личного опыта и ни в коем случае никого не пытаюсь переубедить!у нас пол форума для полировки использует войлок-а мне он никогда не нравился что бы я с ним не делал(увеличение оборотов,оксида и пр.)!
любая полировка стекла (фацет,вывод царапин,)там где нужен идеальный результат-заканчивается полировкой с применением оксида церия!это касается как автоматической обработки стекла так и ручной!
спасибо за информацию. уже начал искать фетровые полировальники. интересует, фетр греет также стекло, как и войлок или нет? лучше брать грубый фетр или мягкий, средний?размер микрочастиц церия подбирать по аналогу с алмазом?и еще, расход в сравнении с аналогичной алмазной пастой?полирит оптичекий есть, 100 гр. в районе 20 грн. в рознице, на опте — дешевле, но него средний размер в районе 20 мкм., нуно мучить.