2.1. Поршневые пальцы
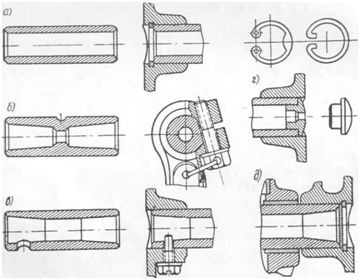
В общем случае палец представляет собой цилиндрический стержень, выполненный для уменьшения массы полым (рисунок 2.8а). Поверхность его тщательно шлифуется для повышения усталостной прочности и уменьшения потерь на трение.

а, б, в – конструктивные формы; г, д – способы фиксации от осевого перемещения
Рисунок 2.8 – Поршневые пальцы
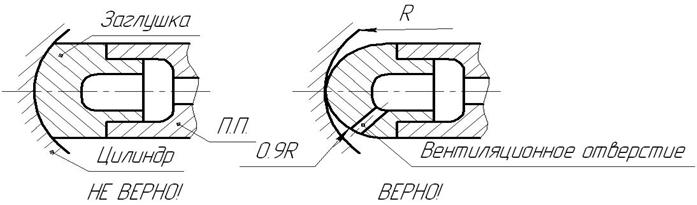
В некоторых конструкциях пальцев выполняют радиальные 1 сверления (рисунок 2.8б) или систему радиальных 1 и продольных 2 сверлений (рисунок 2.8в) для подачи масла на смазывание бобышек или в поршень для его охлаждения. Внутреннюю полость пальца герметизируют с помощью заглушек 3 или трубок 2.
В современных судовых двигателях применяют плавающие пальцы, которые во время работы могут свободно проворачиваться в бобышках поршня и становится более равномерным износ, уменьшается опасность заедания пальца.
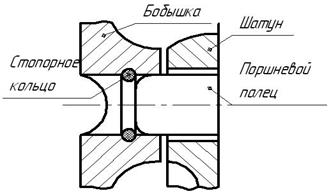
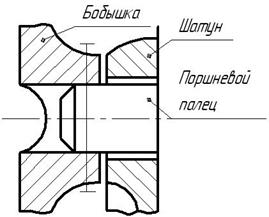
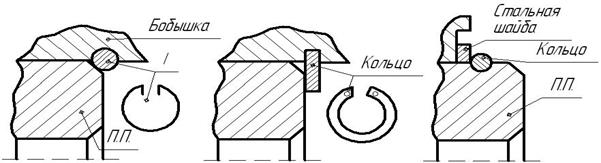
Осевое смещение пальца ограничивают пружинными стопорными кольцами 1 (рисунок 2.8г) или заглушками 2 (рисунок 2.8д), цилиндра. Стопорные кольца устанавливают в канавках, протачиваемых в бобышках поршня, а грибковые заглушки запрессовывают в палец.
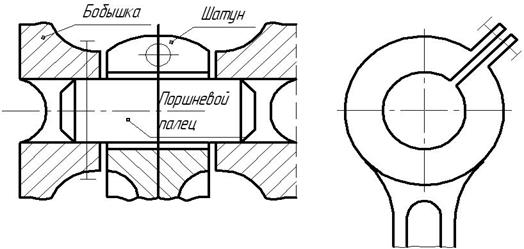
Во вращающихся поршнях (см. рисунок 2.6) роль пальца выполняет сферическая головка шатуна, обеспечивающая самоцентровку поршня. Материалом для пальцев служат углеродистые стали 15, 20 и 40, легированные стали 15Х, 20Х, 12ХН3А, 12Х2НЧВА, 20ХГР и др. Пальцы подвергают термической обработке-цементации с закалкой и отпуском.
2.2. Поршневые кольца
Поршневые кольца бывают разнообразной конструкции (рисунок 2.9).
Конструкция их должна обеспечить:
— высокую прочность и упругость и их сохранение при длительном воздействии высоких температур.
— равномерное распределение по окружности радиального давления от сил упругости.
— малый коэффициент трения и высокую износостойкость.
На рисунке 2.9 изображены профили компрессионных и маслосъем-ных колец и типы замков.
На рисунке 2.9г изображен типовой комплект поршневых колец для дизелей с тяжелыми режимами работы. Комплект состоит из верхнего компрессионного кольца типа Keystone с двусторонней трапецией, бочкообразной рабочей поверхностью и износостойким покрытием; второго компрессионного кольца минутного типа также с двусторонней трапецией и износостойким покрытием и маслосъемного кольца коробчатого типа с эспандером и хромированными скребками. Компрессионные кольца выполнены с двусторонней трапецией для исключения залегания и в стандартном варианте имеют хромовое покрытие. С целью обеспечить более высокую сопротивляемость изнашиванию используются специальные покрытия из сплавов, наносимых методом плазменного напыления.









а – профили компрессионных колец (1 – прямоугольные; 2 – конические; 3 – трапеци-видные; 4 – торсионное; 5 – прямоугольное с канавкой; 6 – прямоугольное с симме-ичной бочкообразной рабочей поверхностью, хромированное; 7 – прямоугольное с асиметричной бочковатой рабочей поверхностью, хромированное; 8 – с двухсто-ронней трапецией, бочкообразная рабочая поверхность, хромированное; 9 – скреб-ковое типа Napier; 10 – торсионные с внутренней вставкой и износостойким покрытием); б – профили маслосъемных колец (11 – скребковые; 12 – коробчатое с расширителем); в – замки (1 – прямой; 2 – косой; 3 – ступенчатый); г – типовой комплект поршневых колец для дизелей с тяжелыми режимами работы (фирма Ramsru Corp.)
Рисунок 2.9 – Конструкция поршневых колец
Основным материалом для поршневых колец традиционно продолжает оставаться чугун. Представляет интерес применение японской фирмой Teikoku Piston Ring для изготовления поршневых колец материала марки Teipiloy, имеющего микроструктуру в виде равномерно распределенного графита пластинчатого или вермикулярного типа с тонкой перлитной матрицей.
Поршневые пальцы. Осевая фиксация поршневых пальцев. Зазоры между поршневым пальцем и шатуном. Заглушки поршневых пальцев. Смазка поршневых пальцев.
— возвратно-поступательные движения вместе с поршнем и вращательные движения вокруг оси поршневого пальца.
1.  Плавающий (используется наиболее часто):
Плавающий (используется наиболее часто):
«+» 1. возможность проворачивания в шатуне и поршне, низкая относительная скорость скольжения пальца.
2. небольшая сила трения
3. небольшие выделения тепла.
4. равномерный износ.
5. меньше опасность заедания
- Поршневой палец закреплен в поршне (встречается редко)
 Закрепляется прессованием или фиксируется.
Закрепляется прессованием или фиксируется.
- Поршневой палец закреплен в головке шатуна (используют в тихоходных судах)
 Для предохранения осевых перемещений плавающего поршневого пальца используют заглушки или замки.
Для предохранения осевых перемещений плавающего поршневого пальца используют заглушки или замки.
 Заглушки – изготавливаются из алюминия или Mg сплава и запрессовываются в отверстие в концах поршневого пальца.
Заглушки – изготавливаются из алюминия или Mg сплава и запрессовываются в отверстие в концах поршневого пальца.
Между крайними точками заглушек и стенками цилиндра Формируется зазор равный »0,5мм, который (встречается) остается стабильным на горячем двигателе.
- Легче проникновение масла в зазор между пальцем и бобышкой поршня.
- Выше радиальная жесткость.
- Лучше отвод тепла.
- Длина поршневого пальца с заглушками равна » диаметру цилиндра Þ утяжеляет конструкцию.
Форма поршневого пальца.

Смазка осуществляется под давлением. Зазор между поршневым пальцем и втулкой шатуна в рабочем состоянии меняется незначительно. Зазор между поршневым пальцем и поршнем в рабочем состоянии:
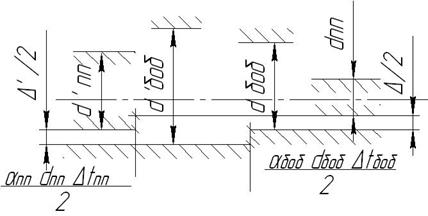
Зазор между поршневым кольцом и бобышкой поршня в холодном состоянии часто «-». На практике используют либо минимальный зазор, а в абсолютных величинах D = 0,01¸0,015мм, поршневой палец при этом от руки вставляется; либо используется нулевой или «-» натяг. При этом поршень нагревается до 50¸60º и в него вставляется палец с зазором D= 0,01¸0,015мм. Т.к. зазоры поршневого пальца с шатуном и бобышкой поршня различны, то при назначении допуска по системе отверстия поршневой палец должен быть ступенчатым. Для облегчения производства и повышения точности поршневой палец делается одного диаметра, а посадки назначают в системе вала.
Для изготовления поршневых пальцев используют следующие материалы:
Наиболее распространенные стали (Ст15, Ст20, …). Если в двигатели нагрузки высокие, то используют легированные стали (15ХМ, 38ХА, и т.д.).
Поверхность поршневых пальцев цементируется на глубину 0,5…1,5мм с последующей закалкой и отпуском, или азотируют (сложно, дорого, вредно).
Дата добавления: 2019-02-08 ; просмотров: 865 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Вопрос № 31. Из чего изготавливают поршневые пальцы?
Ответ: Через пальцы передаются значительные усилия, поэтому ихизготавливают из легированных или углеродистых сталей с последующей цементацией или закалкой токами высокой частоты (ТВЧ).
Вопрос № 32. Устройство поршневого пальца?
Ответ: Поршневой палец представляет собой толстостенную трубку с тщательно отшлифованной наружной поверхностью, проходящую через верхнюю головку шатуна и концами опирающуюся на бобышки поршня.
Вопрос № 33. На какие группы подразделяются пальцы по способу соединения с шатуном и поршнем?
Ответ: По способу соединения с шатуном и поршнем пальцы подразделяются на плавающие и закрепленные (обычно в головке шатуна).
Вопрос № 34. Какие пальцы получили наибольшее распространение?
Ответ: Наибольшее распространение получили плавающие поршневые пальцы, которые свободно поворачиваются в бобышках и втулке, установленной в верхней головке шатуна.
Вопрос № 35. Чем ограничивается осевое перемещение пальца?
Ответ: Осевое перемещение поршневого пальца ограничивается стопорными кольцами, расположенными в выточках бобышек поршня.
Вопрос № 36. Почему иногда стучит палец в бобышках поршня?
Ответ: При работающем двигателе в бобышках поршня возможны стуки пальцев из-за различных значений коэффициента линейного расширения алюминиевого сплава и стали.
Вопрос № 37. Как устранить стук пальца в бобышках поршня?
Ответ: Для устранения этого явления палец в бобышках устанавливают с натягом 0,005. 0,015 мм, нагревая поршень до температуры 80. 90"С, что обеспечивает поддержание нормального теплового зазора (0,01. 0,03 мм) в этом сопряжении на всех режимах работы двигателя.
Вопрос № 38. Для чего служит шатун?
Ответ: Он служит для соединения поршня с кривошипом коленчатого вала и обеспечивает при рабочем ходе передачу усилия от давления газов на поршень к коленчатому валу, а при вспомогательных тактах (впуск, сжатие, выпуск), наоборот, от коленчатого вала к поршню.
Вопрос № 39. Как движется шатун при работе двигателя?
Ответ: При работе двигателя шатун совершает сложное движение. Он движется возвратно-поступательно вдоль оси цилиндра и качается относительно оси поршневого пальца.
Вопрос № 40. Из какого материала сделан шатун?
Ответ: Шатун штампуют из легированной или углеродистой стали.
Вопрос № 41. Из каких деталей состоит шатун?
Ответ: Шатун состоит из стержня двутаврового сечения, верхней головки, нижней головки и крышки.
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Чем ограничено осевое перемещение поршневого пальца

Поршневой палец служит осью в шарнирном соединении поршня с шатуном и воспринимает поэтому все передающиеся между ними силовые нагрузки. В четырехтактных двигателях силовые нагрузки на поршневой палец резко изменяются как по величине, так и по направлению, а в двухтактных — только по величине. Однако в обоих случаях поршневые пальцы испытывают ударный характер нагрузки и работают в условиях ограниченной смазки.
В кривошипном механизме быстроходных автомобильных двигателей поршневые пальцы желательно иметь возможно меньшего веса, а по конструктивным соображениям их выполняют с ограниченным поперечным сечением и малыми опорными поверхностями. Это порождает большие напряжения и значительные удельные давления на опорных поверхностях рассматриваемого шарнирного соединения. Поэтому поршневой палец должен обладать высокой износостойкостью и одновременно хорошо противостоять воздействию ударных нагрузок при общем ограниченном весе.
Чтобы удовлетворить эти жесткие требования, поршневые пальцы изготовляют в виде полого стального цилиндра с небольшой толщиной стенок (рис.) и подвергают их соответствующей термической и тщательной механической обработке.
Материалом для поршневых пальцев служат углеродистые стали марок 15, 20 или 45, а в особенно напряженных двигателях применяют, например, хромистые—15Х, 40Х и другие легированные качественные стали. Пальцы, изготовленные из малоуглеродистых сталей, содержащих до 0,2% углерода, цементируют, т. е науглероживают поверхностный их слой, и подвергают закаливанию; из среднеуглеродистых сталей пальцы закаливают, нагревая поверхностный слой их токами высокой частоты. Толщина закаленного слоя обычно составляет 1—1,5 мм, а твердость HRC 55—60 (шкала С по Роквеллу). После такой термической обработки материал пальца с внутренней стороны стенок сохраняет свои вязкие свойства и хорошо сопротивляется ударным нагрузкам, а наружный закаленный слой их приобретает повышенную износостойкость. Пальцы тщательно шлифуют и полируют с тем, чтобы на рабочей поверхности не оставалось каких-либо рисок или следов обработки, вызывающих концентрацию опасных для прочности местных напряжений.
Чтобы в процессе работы поршневые пальцы не выходили из отверстий бобышек и не могли повредить зеркало цилиндра, их фиксируют в строго заданном положении относительно шатуна или поршня. По способу фиксации пальцев они подразделяются на плавающие и закрепленные. Закрепленными считаются пальцы, неподвижно зафиксированные в головке шатуна или в бобышках поршня В головке шатуна палец закрепляют с помощью стяжного болта устанавливаемого в разрезную головку (см. рис. б). Палец сохраняет в этом случае угловое перемещение только в бобышках. Чугунные поршни при таком креплении пальцев снабжают бронзовыми втулками, уменьшающими потери на трение и предотвращающими возможные задиры трущихся поверхностей. Крепление пальца в бобышках поршня осуществляется с помощью стопорного болта, который на резьбе заворачивается в бобышку и проходит через сделанное для этой цели отверстие в стенке пальца (см. рис. в). Поэтому угловое перемещение пальца сохраняется только в головке шатуна с запрессованной в нее в качестве подшипника бронзовой втулкой.
При неподвижной фиксации поршневых пальцев в шатуне или бобышках поршня отдельные участки их нагружаются неравномерно, а следовательно, и неравномерно изнашиваются. Чтобы устранить этот недостаток, применяют так называемые плавающие пальцы. Плавающие пальцы фиксируются только от осевого смещения, как показано на рис. а и г. В процессе работы они могут свободно поворачиваться как в головке шатуна, так и в бобышках поршня, что способствует более равномерному их износу. В холодном состоянии палец должен плотно без качки входить в отверстие втулки верхней головки шатуна, а по отверстиям в бобышках поршня из алюминиевых сплавов он подбирается с тугой посадкой. Необходимость этого обусловливается разницей в коэффициентах линейного расширения у алюминиевых поршней и стальных пальцев. Опыт показывает, что в прогретом двигателе зазоры между поршневым пальцем и отверстиями в бобышках и головке шатуна выравниваются. Для облегчения сборки алюминиевые поршни рекомендуется подогревать до 60—80°С путем погружения в горячую жидкость, например в нейтральное масло.
Плавающие поршневые пальцы получили наибольшее распространение в автомобильных, тракторных и других быстроходных двигателях. Осевую фиксацию плавающих пальцев осуществляют с помощью стопорных пружинных колец круглого или прямоугольного сечения (см. рис. а) и реже для этой цели используют грибки из мягкого металла (см. рис. г). Стопорные кольца устанавливают в канавках, проточенных для них в отверстиях бобышек, несущих поршневой палец. Глубина проточек под стопорные кольца выбирается так, что последние примерно наполовину выступают из них и надежно фиксируют палец от осевых перемещений. Кольца вынимаются из канавок с помощью отогнутых внутрь концов или имеющихся у них отверстий (см. рис. а). Грибки, или заглушки, из мягкого металла (обычно из алюминия) запрессовывают с двух сторон в отверстия поршневого пальца и при осевом перемещении его соприкасаются с зеркалом цилиндра, но не разрушают стенок.
Поршневые пальцы двухтактных двигателей с торцов закрываются иногда заглушками, предотвращающими в этом случае возможное перетекание газов между впускными и выпускными окнами. На двухтактных дизелях ЯМЗ пальцы с торцов закрываются стальными заглушками. От осевого перемещения пальцы в этих двигателях фиксируются стопорными кольцами, показанными на рис. д.
Кривошипно-шатунный механизм
Кривошипно-шатунный механизм (КШМ) служит для преобразования поступательного движения поршня во вращательное движение коленчатого вала, и наоборот. Детали КШМ делят на две группы, это подвижные и неподвижные детали:
- подвижные: поршень с кольцами, поршневой палец, шатун, колен вал, маховик.
- неподвижные: блок цилиндров — является остовом д.в.с., головка блока, прокладка, поддон (картер).
Назначение, конструкция и материал поршневых пальцев
Поршневой палец соединяет поршень с верхней головкой шатуна (рис.1).
Поршневой палец служит осью в шарнирном соединении поршня с шатуном и воспринимает, поэтому все передающиеся между ними силовые нагрузки. В четырехтактных двигателях силовые нагрузки на поршневой палец резко изменяются как по величине, так и по направлению, а в двухтактных — только по величине. Однако в обоих случаях поршневые пальцы испытывают ударный характер нагрузки и работают в условиях ограниченной смазки.

а) «стакан» в «стакане» б) поперечный разрез
Рисунок 1 — Одноцилиндровый карбюраторный двигатель внутреннего сгорания
1 — головка цилиндра; 2 — цилиндр; 3 — поршень; 4 — поршневые кольца; 5 — поршневой палец;
6 — шатун; 7 — коленчатый вал; 8 — маховик; 9 — кривошип; 10 — распределительный вал;
11 — кулачок распределительного вала; 12 — рычаг; 13 — клапан; 14 — свеча зажигания
В кривошипном механизме быстроходных двигателей поршневые пальцы должны иметь, возможно, меньшую массу, а по конструктивным соображениям их выполняют с ограниченным поперечным сечением и малыми опорными поверхностями. Это порождает большие напряжения и значительные удельные давления на опорных поверхностях рассматриваемого шарнирного соединения, поэтому поршневой палец должен обладать высокой износостойкостью и одновременно хорошо противостоять действию ударных нагрузок при общей ограниченной массе.
Чтобы удовлетворить этим жестким требованиям, поршневые пальцы изготовляют в виде полого цилиндра с небольшой толщиной стенок одинакового или переменного (при необходимости) сечения по оси (рис. 2) и подвергают их соответствующей термической обработке.
Поршневой палец должен быть прочным, легким и износостойким, так как во время работы подвергается трению и большим механическим нагрузкам, переменным по величине и направлению. Пальцы изготовляют из высококачественной стали в виде пустотелых трубок. Для повышения надежности наружную поверхность пальца цементируют или закаливают, а затем шлифуют и полируют. Материалом для поршневых пальцев служат углеродистые стали марок 15, 20 или 45, а в особенно напряженных двигателях применяют хромистые — 20Х, 40Х, 12ХНЗА и другие легированные стали.

Рисунок 2 — Поршневые пальцы
Пальцы, изготовленные из малоуглеродистых сталей, содержащих до 0,2% углерода, цементируют, т. е. науглероживают поверхностный их слой, и подвергают закаливанию. Пальцы из среднеуглеродистых сталей закаливают, нагревая их поверхностный слой токами высокой частоты. Толщина закаленного слоя составляет 1…1,5 мм, а твердость HRC 55…62.
После такой термической обработки материал пальца с внутренней стороны стенок сохраняет свои вязкие свойства и хорошо сопротивляется ударным нагрузкам, а наружный закаленный слой их приобретает повышенную износостойкость. Пальцы тщательно шлифуют и полируют, с тем, чтобы на рабочей поверхности не оставалось каких-либо рисок или следов обработки, вызывающих концентрацию опасных для прочности местных напряжений.
Чтобы в процессе работы поршневые пальцы не выходили из отверстий бобышек и не могли повредить зеркало цилиндра, их фиксируют в строго заданном положении относительно шатуна или поршня.
В бобышках поршня палец укреплен стопорными кольцами, удерживающими его от осевого смещения. Такой палец называют плавающим, так как он при работе двигателя может повертываться в верхней головке шатуна и бобышках поршня. Плавающие поршневые пальцы равномернее изнашиваются и поэтому долговечнее.
У работающего двигателя поршень из алюминиевого сплава расширяется больше, чем стальной палец, поэтому возможен его стук в бобышках поршня. Для устранения этого явления поршень перед сборкой с шатуном нагревают до 70-80° С, а затем в поршень и шатун вставляют палец. Когда поршень остынет, палец в бобышках окажется закрепленным неподвижно, а верхняя головка шатуна будет иметь угловое смещение относительно неподвижного пальца.
При работе двигателя поршень нагревается и палец получает возможность повертываться вокруг своей оси. Применяют пальцы, запрессованные в верхние головки шатунов (двигатели автомобилей «Жигули»), Такие пальцы могут повертываться только в бобышках поршня.
Как фиксируются пальцы от осевых смещений?
По способу фиксации их подразделяют на плавающие и закрепленные. Последние неподвижно фиксируют в головке шатуна или в бобышках поршня, поэтому угловое перемещение они сохраняют только в бобышках (рис. 2, б) или в головке шатуна (рис. 2, в).
В современных конструкциях неподвижность пальца относительно головки шатуна достигают путем запрессовки пальца в головку с заданным натягом (например, в двигателях ВАЗ натяг составляет 0,01…0,042 мм при диаметре пальца 22 мм).
При неподвижной фиксации поршневых пальцев в шатуне или бобышках поршня отдельные участки их нагружаются неравномерно, а, следовательно, и неравномерно изнашиваются. Чтобы устранить этот недостаток, применяют так называемые плавающие пальцы, которые фиксируют только от осевого смещения, как показано на рис. 2, а, г.
В процессе работы они могут свободно поворачиваться, как в головке шатуна, так и в бобышках поршня, что способствует более равномерному их износу. В холодном состоянии палец должен плотно без качки входить в отверстие втулки верхней головки шатуна, а по отверстиям в бобышках поршня из алюминиевых сплавов его подбирают с тугой посадкой. Необходимость этого обусловливается разницей в коэффициентах линейного расширения у алюминиевых поршней и стальных пальцев.
Опыт показывает, что в прогретом двигателе зазоры между поршневым пальцем и отверстиями в бобышках и головке шатуна выравниваются. Для облегчения сборки алюминиевые поршни рекомендуется подогревать до 60…80 °С путем погружения в горячую жидкость.
Осевую фиксацию плавающих пальцев осуществляют с помощью стопорных пружинных колец круглого или прямоугольного сечения (рис. 2, а) и реже для этой цели используют грибки из мягкого металла (рис. 2, г).
Стопорные кольца устанавливают в канавках, проточенных для них в отверстиях бобышек, несущих поршневой палец. Из канавок их вынимают с помощью отогнутых внутрь концов или имеющихся у них отверстий (рис. 2, а). Грибки, или заглушки, из мягкого металла (обычно из алюминия) запрессовывают с двух сторон в отверстия поршневого пальца.
При осевом перемещении грибки поршневого пальца соприкасаются с зеркалом цилиндра, но не разрушают стенок. Поршневые пальцы двухтактных двигателей с торцов закрываются иногда заглушками, предотвращающими возможное перетекание газов между впускными и выпускными окнами. От осевого перемещения пальцы в этих двигателях фиксируют стопорными кольцами (рис. 2, д).
Таким образом, поршневые пальцы изготовлены из хромоникелевой стали в виде пустотелых цилиндрических стержней и упрочнены цементацией и закалкой. Осевое перемещение пальца в поршне ограничено стопорными кольцами.
Устройство автомобилей
Поршневой палец обеспечивает шарнирное соединение поршня с шатуном. Во время работы палец подвергается значительным механическим нагрузкам в различных направлениях, а также воздействию сил трения и температуры.

При четырехтактном процессе поршневой палец работает в условиях знакопеременной нагрузки, при двухтактном – в условиях, близких к пульсирующей нагрузке.
Кроме механической нагрузки палец испытывает значительную тепловую нагрузку вследствие передачи теплоты от головки поршня, а также выделения теплоты при трении поршневого пальца о головку шатуна и бобышку поршня.
В результате этого создаются неблагоприятные условия для осуществления жидкостного трения. Из-за наличия полужидкостного трения поршневой палец и сопряженные с ним поверхности бобышек поршня и верхней головки шатуна сильно изнашиваются.
Поршневой палец относится к деталям двигателя, совершающим во время работы возвратно-поступательное движение, поэтому его масса должна быть минимальной. Однако, как указывалось выше, через поршневой палец передаются значительные механические и тепловые нагрузки, поэтому размер и масса пальца, его конструкция, технология и материал изготовления, с учётом себестоимости массового производства, должны обеспечивать долговечную и безотказную работу.
С точки зрения сопромата, во время работы двигателя на поршневой палец действуют изгибающие усилия и усилия среза. Под воздействием этих усилий поршневой палец может принять недопустимую овальность, в результате которой возможно заклинивание поршня в поршневой головке шатуна или в бобышках поршня. Овальность поршневого пальца может привести к увеличению сил трения, появлению трещин в бобышках поршня и последующему разрушению поршня.
Требования к конструкции поршневых пальцев
С учетом перечисленных выше условий, в которых работают поршневые пальцы, к их конструкции предъявляются определенные требования, с целью достижения высокой надежности и долговечности.
Требования, предъявляемые к поршневым пальцам:
- высокая прочность;
- минимальная масса;
- высокая износостойкость.
Надежность и долговечность поршневых пальцев — необходимое требование, поскольку их замена, монтаж и демонтаж связаны с выполнением ремонтных работ высокой трудоемкости.
Особенности конструкции поршневых пальцев
Конструктивные формы поршневых пальцев весьма разнообразны. Наиболее простыми являются поршневые пальцы трубчатой формы. Такой палец представляет собой гладкий цилиндрический стержень, который для уменьшения массы выполнен пустотелым.
Иногда применяют поршневые пальцы с коническими внутренними поверхностями, имеющими форму бруса равного сопротивления изгибу (тоньше к краям и толще к середине), благодаря чему уменьшается масса поршневого пальца.
Для смазки поршневого пальца в бобышках поршня масло подводится по каналу от маслосъемных поршневых колец через отверстия в бобышках. Смазка поршневого пальца в головке шатуна осуществляется маслом, разбрызгиваемым подвижными деталями кривошипно-шатунного механизма, и подаваемым к поршневому пальцу через отверстия в головке шатуна, либо маслом, поступающим по каналу в шатуне от шатунной шейки коленчатого вала.
В зависимости от способа крепления различают три типа поршневых пальцев:
- закрепленные в бобышках поршня;
- закрепленные в верхней головке шатуна;
- плавающие, т. е. проворачивающиеся как в верхней головке шатуна, так и в бобышках поршня.
Наибольшее распространение получили плавающие пальцы (рис. 2, а, б), поскольку они изнашиваются равномернее.
Осевая фиксация плавающих пальцев обычно обеспечивается стальными пружинными стопорными кольцами, которые устанавливаются в канавках, проточенных в бобышках поршня по обе стороны пальца. Такой способ фиксации надежен и прост, но несколько уменьшает опорную длину бобышек.
Известны конструкции, когда палец фиксируется при помощи мягких алюминиевых заглушек.

Материалы и технология изготовления поршневых пальцев
Пальцы изготавливают из легированной или углеродистой стали. Для достижения требуемой твердости после изготовления пальцы подвергаются цементации на глубину 1…2 мм с последующей закалкой и отпуском.
Для менее нагруженных двигателей пальцы подвергаются только поверхностной закалке при нагреве токами высокой частоты.
Пальцы изготавливаются с высокой точностью и подбираются к поршням и шатунам индивидуально, особенно для высокооборотистых двигателей.