Как это устроено. Заводы Pirelli: Италия-Россия
Процесс производства завораживает – и неважно, пекут ли хлеб, выдувают стекло или строят автомобили. Сама история о том, как из нескольких абсолютно различных образцов сырья получается нечто совершенно другое, готовый продукт, который обладает частью их свойств, но на деле являющийся абсолютно другим предметом, кажется невероятно увлекательной. Поэтому предложение компании Pirelli посетить их заводы в Милане и Воронеже было воспринято мной со всем возможным энтузиазмом.
Завод в Милане был первым в нашей программе, и это неудивительно.
Именно Милан является головой всего производства и задает общий тон: здесь отрабатывают технологии, смешивают новые составы, создают рисунок протектора, производят опытные образцы и главное – здесь приближают будущее, работая над шинами для автоспорта и прежде всего Формулы 1.
В Милане расположены не только производственные мощности, но и Центр исследований и разработок компании. Нас проводят в лабораторные помещения, где как на витрине лежат различные компоненты будущих смесей, и рассказывают в общих чертах, как их готовят, и какие вещества за что отвечают. Тут же можно пощупать натуральный каучук (очень приятный в тактильных ощущениях), показывают мешочки с серой для вулканизации и другие компоненты, которые добавляют в смеси для производства шин.
В другом подразделении демонстрируют нанесение экспериментального протектора. Смоделированный на компьютере рисунок наносят на готовую шину-слик. Делается это на станке при помощи лазера, и надрезы получаются совсем неглубокие, буквально «царапины». После этого шина отправляется далее, к мастерам, которые нарезают уже настоящий протектор с помощью специальной машинки. После этого шина отправляется на испытания, в том числе и акустические.

Помещение, в котором они проходят, идентично классической студии звукозаписи или радиостудии, только величина ячеек на стене в несколько раз больше, и они напоминают подушки, прикрепленные ребром к стене.
Нам показывают и то, что мне интереснее многого другого: именно в Милане налажено производство шин для Формулы 1, и именно здесь производят и наградные шины, которые представитель компании на каждом Гран-при вручает обладателю поул-позиции.
Собранные столбиком здесь ждали своего часа награды поулсеттеру в Спа, Монце, Сочи и Сузуки.
Кстати, шины маленькие и совсем не тяжелые!
 Наградные шины. Предложила отвезти награду за поул в Сочи самой, подозревая, кому она достанется, но Pirelli почему-то отказались 🙂
Наградные шины. Предложила отвезти награду за поул в Сочи самой, подозревая, кому она достанется, но Pirelli почему-то отказались 🙂
Здесь же в Милане производятся самые топовые покрышки максимальной размерности для суперкаров и люксовых внедорожников, а также новая серия так называемых цветных шин – с разноцветными ободками. Саму резину делать разноцветной специалисты Пирелли пока не считают возможным: добавление краски делает процесс слишком дорогим и резко снижает качество шины.
В общем – Милан это сливки, и жирные, но чтобы прочувствовать и подробно увидеть именно производство, мы поехали в Воронеж.

В России сейчас существует два завода Pirelli. В 2011 году компания купила Кировский шинный завод, а несколько месяцев спустя, в 2012 году, и завод в Воронеже, оба из которых принадлежали ранее холдингу «Сибур».
Основное разделение по продукции у двух российских заводах проходит по размерности шин. Киров выпускает резину для автомобилей размерностью от 13 до 16 дюймов), Воронеж специализируется на производстве более сложных, премиальных шин от 16 до 21 дюймов.
Немного статистики:
• У компании Pirelli принадлежит 18 заводов во всем мире По статистике, каждый третий автомобиль, собранный в России, сходит с конвейера в шинах Pirelli
• Российский завод в Воронеже – единственный в мире в системе Pirelli, где производят зимнюю шипованную резину
• Основная территория завода в Воронеже составляет 52 гектара, помимо этого на территории завода есть водохранилище и водозабор.
• На заводе в Воронеже работает порядка 1000 человек, из них в производстве и технических службах – около 700 сотрудников. На заводе производится около 2млн шин в год
• На заводе в Кирове работает порядка 2000 человек, и производится порядка 6 млн шин в год
• Воронежский завод экспортирует свою продукцию в 47 стран мира, в том числе Японию, Америку, Скандинавию, Саудовскую Аравию, Эмираты, Новую Зеландию, Китай и Индию
• График работы – 7 дней в неделю в 3 смены. Производство останавливается только на время государственных праздников
• Средняя зарплата на заводе составляет 43 000 рублей. Дополнительно все сотрудники получают социальный пакет, в который входят дотации на питание, бесплатные летние лагеря для детей, тренажерные залы и медицинское обслуживание, семейные праздники и зарубежные стажировки
• Общие инвестиции в Воронежский завод составили свыше 130 млн евро, каждый год в производство инвестируется дополнительно около 8 млн евро
• Одно из главных вложений осуществляется в безопасность производства, что привело к серьезному сокращению травмоопасности
• В ближайшее время Воронежский шинный завод начинает осваивать производство премиального сегмента продукции моделей P Zero, и специализированного ассортимента Run Flat, Connesso, и др.
Производство. Как это устроено.

Первое впечатление немного странное: суперсовременная проходная завода приводит нас в мир Советского Союза. Старые, немного обшарпанные, корпуса, асфальтовые дорожки, обсаженные побеленными снизу тополями, — все как в производственных фильмах эпохи 70-х. При этом внутри корпусов стоит новейшее оборудование, которым оснащен даже далеко не каждый завод Pirelli.
Наша экскурсия начинается с посещения Здравпункта, где нам рассказывают про оборудование и прочие прелести, ожидающие заболевшего сотрудника завода. Мы оживляемся на слове «шины», но оказывается, что речь идет совершенно о других шинах… Ну что ж…
После инструктажа нам выдают специальную обувь и мы отправляемся на производство.
Роль нашего экскурсовода исполняет директор по производству Косоухов Андрей Павлович.

Собственно, весь производственный цикл Pirelli на Воронежском шинном заводе состоит из шести основных циклов, которым соответствует шесть участков плюс складские помещения. Вот они:
• Участок резиносмешения
• Участок полуфабрикатов
• Участок сборки
• Участок вулканизации
• Участок заключительных операций и контроля качества
• Участок ошиповки
Самым масштабным является участок полуфабрикатов – ведь здесь производят все, начиная от протектора, боковины, корда и вплоть до бортовых колец и гермослоя. На других участках, как можно понять из их названия, иногда производят всего одну-две операции, но мы с вами начнем с самого начала.
Мы заходим в огромный ангар, не слишком обильно освещенный, особенно после яркого солнечного дня. Освещение ровно такое, чтобы видеть все происходящее, но глаза бы при этом не сильно уставали. Первое, что мы видим, это расположенные параллельно ячейки для хранения полуфабрикатов, ровные и подписанные, так чтобы не приходилось долго разбираться, что и где лежит.

Дальше специально для нас выставили специальный стол, на котором лежат все основные компоненты для производства составов. Каждый из компонентов придает шине определенные свойства. Один из химических элементов предотвращает образование так называемого пригара, другой повышает клейкость, третий увеличивает износостойкость, четвертый – взаимодействует с ультрафиолетом и т.д.
Количество компонентов в каждой смеси зависит от рецептуры, но в сложных смесях рецепт иногда предусматривает до 40 различных компонентов.
Один из самых важных компонентов – сера, которая используется в процессе вулканизации. По своей сути процесс вулканизации ближе всего к «запеканию», когда под воздействием высоких температур молекулы серы добавляют в длинную молекулярную цепочку каучука поперечные связи, что придает резине упругость и возможность возвращать форму после деформации.

80% свойств и характеристик шины определяется именно составом смеси. На заводе в Воронеже делают более 35 вариантов смесей. Для каждого элемента шины изготавливают свою смесь. Только протекторных смесей здесь делают порядка 16 вариантов, а есть еще смеси для боковины, гермослоя, обрезинивания колец, кордов и пр.
Любопытно, что даже в одном протекторе присутствует сразу несколько смесей, которые укладываются в определенной последовательности. Процесс изготовления протектора в самом начале напоминает процесс смешивания коктейля для Джеймса Бонда: встряхнуть, но не перемешивать.
Процесс изготовления смеси проходит минимум в два этапа на двух установках резиносмешения. 1-я стадия включает в себя изготовление первичного полуфабриката (так называемой «маточной смеси»), где входящими материалами являются преимущественно каучуки с добавлением технического углерода (сажи) либо силики (диоксида кремния).
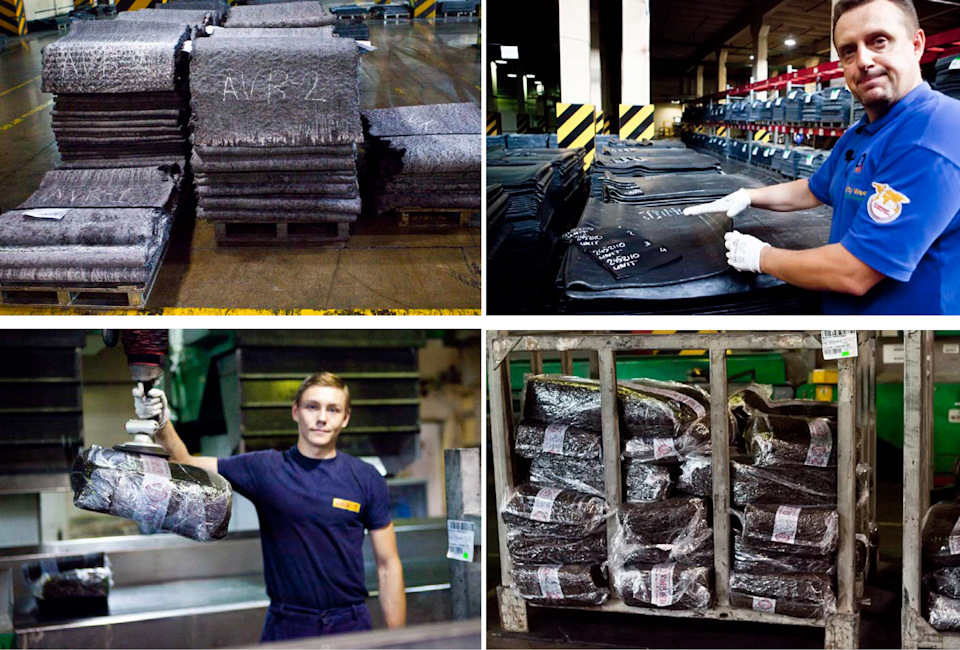
Смесь компонентов проходит через камеры смешения (гомогенизации) экструдера и на выходе из установки на выходе вальцуется, принимая форму резинового полотна, которое укладывается на паллеты. Вес одной заправки составляет 200-250 кг.
Маточная смесь является сырьем для второй машины. На втором этапе в смесь добавляются все необходимые дополнительные компоненты, включая серу для вулканизации, ускорители вулканизации, пластификаторы и другую химию. Интересно, что оператор этих установок строго следует рецептуре, при этом он не может влиять на рецептуру смесей, т.к. все рецепты загружаются из головного офиса в Милане и контролируются оттуда же.
Уложенная на паллеты охлажденная резиновая смесь маркируется, проверяется в лаборатории и отправляется на тот самый склад, который мы видели в самом начале.
Именно отсюда все смеси отправляются дальше на участок полуфабрикатов, причем отправляются именно в той последовательности, в которой были произведены, чтобы соблюдать все сроки годности.
Участок полуфабрикатов.
Как понятно из названия этого участка, именно здесь происходит изготовление всех полуфабрикатов, которые впоследствии «сложатся» в готовую шину.
Изготовление всех частей происходит двумя способами: профилированием и каландрированием (или каландрованием).

Слово профилирование кажется более понятным, с него и начнем. Этим способом изготавливается протектор шины и боковина. Процесс профилирования идет на линиях с экструдерами для двух (Duplex) и четырех (Qudroplex) резиновых смесей. Экструдеры запитываются с помощью транспортеров, по которым подаются резиновые смеси в виде лент. Эти ленты тут же сканируются и проверяются на предмет соответствия рецепту, и тут же установлен металлодетектор, который проверяет смесь на наличие посторонних металлических предметов. В случае, если что-то не так, линия останавливается, а бракованный отрезок вырезается автоматически.
 проверка на металлодетекторе
проверка на металлодетекторе
Затем смесь нагревается, уплотняется и раскатывается через четыре экструдера – поэтому станок и называется “Quadroplex”. Экструдер можно сравнить с большой мясорубкой (металлическая камера с вращающимся шнеком). На выходе все потоки смесей с разных экструдеров объединяются и проходят через профилирующую планку, которая задает финальный профиль протектора или боковины. Важно, что рецепт Агента 007 сохраняется и здесь: все смеси не перемешиваются, а проходят, сохраняя последовательность подачи, чтобы на выходе образовался многослойный материал, ведь каждый слой отвечает за определенные свойства, которые могут исчезнуть при смешивании.
Готовая лента охлаждается и скатывается. Тут же стоит контроллер веса, который сравнивает вес погонного метра рецептурному весу, а система зеркал с отражающим лучом проверяет полотно на целостность.
После этих проверок боковина (отдельно правая и отдельно левая) или протектор скручиваются в катушки с использованием прокладочного материала и отправляются на склад.
 так упаковываются боковины и протектор
так упаковываются боковины и протектор
Рядом производится и гермослой, который обеспечивает герметичность шины.
Следующим номером мы отправляемся смотреть каландрирование, и это очень красиво. Каландрирование — это процесс обрезинивания кордов – текстильного или металлического. Мы оказываемся в шпулярнике (от слова «шпуля»), где последовательно расположено 1080 катушек с латунированной стальной проволокой. Длина проволоки на каждой катушке в зависимости от диаметра составляет до 6 км! Шпулярник напоминает большой ткацкий станок, нити с которого направляются на специальные вальцы, куда подается и разогретая резиновая смесь, а на выходе мы уже имеем обрезиненное полотно, которое точно так же охлаждается и наматывается на катушки.
 Шпулярник
Шпулярник
Интересно: на каждую шину расходуется порядка 1,5 кг проволоки, это значит, что из 11 кг, которые в среднем весит шина, 1,5 кг приходится на долю металла.
Что касается проверок на соответствие качеству, то здесь в лабораториях Pirelli проводится так называемый пилинг-тест, во время которого замеряется усилие, затрачиваемое на отрыв резины от корда!
Следующая операция – раскрой. Это как при пошиве одежды – материал раскраивается на детали определенного размера, которые используются в дальнейшем производстве. Только на шинном заводе раскраивают текстильный корд, который затем стыкуется внахлест под определенным углом и сцепляется естественным путем благодаря той самой натуральной клейкости резины, еще не прошедшей процесс вулканизации. Этот процесс называется АДГЕЗИЯ. Раскроенный корд вновь наматывается на катушки, в которых и поступает на участок сборки. Аналогичным образом раскраивается и металлокорд, только углы раскроя гораздо меньше.
 Раскрой
Раскрой
Ну и последний процесс – изготовление бортовых колец из бронзированной стальной проволоки путем обрезиневания последней, данный процесс происходит на специальных станках. Сначала проволоку обрезинивают, из нескольких проволок в ряд производят витую ленту, затем ее наматывают на специальные шаблоны и изготавливают кольца. На специальной установке на кольца накладывается наполнительный шнур, в результате чего получаются крылья.
Участок сборки.
На участке сборки используется два типа станков, один из которых является собственной разработкой компании Pirelli. Сборка шины осуществляется на специальных барабанах на двухстадийных сборочных станках. Тут встречаются наконец все детали-полуфабрикаты шины и соединяются в единое целое.
На одном из барабанов собирается так называемый брекерно-протекторный пояс, а на втором происходит изготовление внутреннего каркаса (“тела” шины) с посадкой бортовых колец.
Затем, происходит соединение брекерно-протекторного пояса и тела шины, в результате переноса первого трансферным кольцом с последующей прикаткой боковины и протектора, которое мастера называют просто: «женитьба» шины.
В среднем на весь процесс уходит порядка 85 секунд.
Здесь можно увидеть, как это происходит:
Готовая шина носит название «зеленой» — ну вроде как еще ее не приготовили, не созрела. А термическую обработку она будет проходить на следующем участке – участке вулканизации.
Участок вулканизации
Как я рассказывала в самом начале, вулканизация – это процесс создания дополнительных связей между молекулами при термальной обработке, в результате чего резко повышается не только прочность материала, но и эластичность и способность восстанавливать форму.
Участок вулканизации – самый горячий участок производства в прямом смысле слова. Здесь очень жарко именно из-за условий протекания всего процесса. Именно поэтому на участке слышен гул постоянно работающих систем аспирации и вентиляции для обеспечения приемлемого уровня комфорта для сотрудников цеха.
 Вот так выглядит пресс-форма (в частичном разборе)
Вот так выглядит пресс-форма (в частичном разборе)
В отличие от сборки, процесс вулканизации — не быстрый и занимает минимум 15 минут.
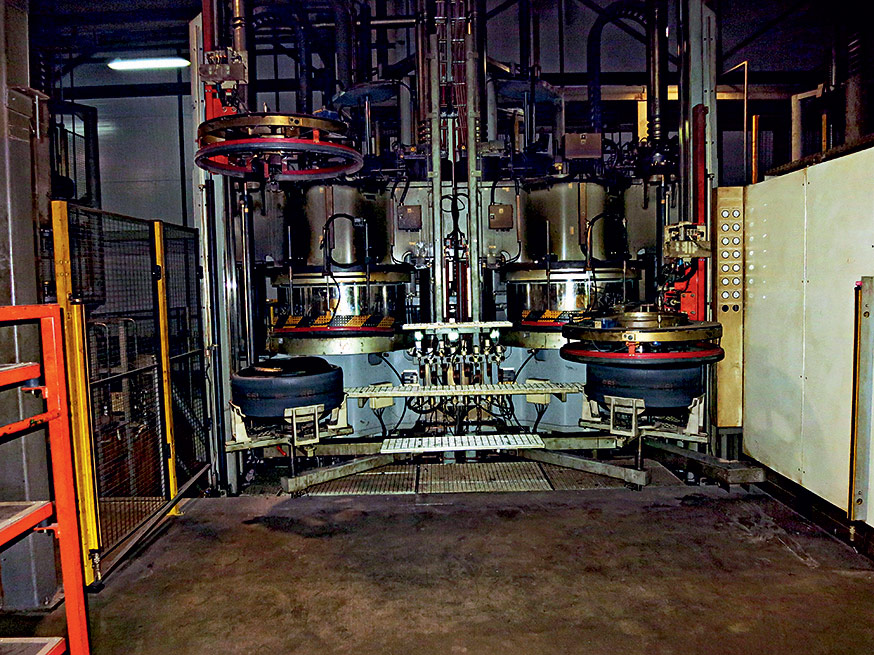
Вулканизация «зеленых» шин происходит в форматорах-вулканизаторах с использованием пресс-форм и вулканизационных диафрагм, которая, раздуваясь, прижимает невулканизованную шину к стенкам пресс-формы и выдавливает рисунок протектора. Диафрагма нагревается азотно-паровой смесью при высоких температурах. Весь процесс вулканизации контролируется автоматически и при малейшем сбое оборудования, машина останавливает процесс.
После вулканизации шина разгружается автоматически из пресс-формы, остужается и отправляется на контроль качества.
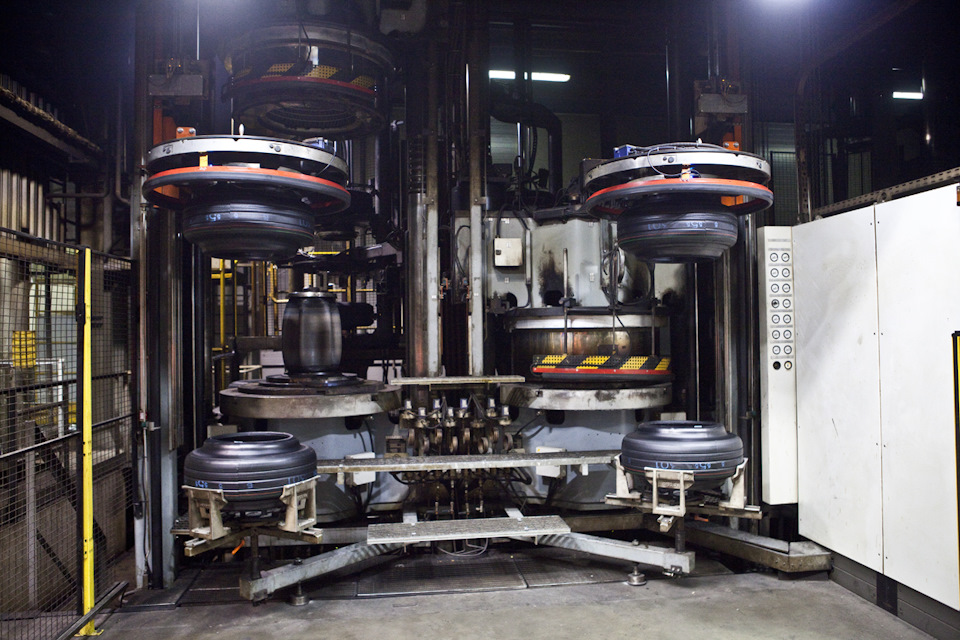 станок для вулканизации
станок для вулканизации
Стоит отметить, что на всех этапах процессов изготовления шин используется электронное сканирование использованных материалов для каждой конкретной шины, тем самым обеспечивается 100% прослеживаемость шины. Так после вулканизации можно с точностью определить где, кем и когда шины была свулканизована, собрана, какие полуфабрикаты и ингредиенты были использованы для нее. Данная информация хранится в базе завода и зашифрована на бар-коде приклеенном к каждой шине.
Участок заключительных операций и контроля качества
Этот участок делится на пункт визуального осмотра (человеком) и инструментального контроля (на автоматах). После вулканизации шины выгружаются на конвейер и подаются на финальную экспертизу.
На визуальном осмотре специально обученные, высококвалифицированные операторы-контролеры на станках с высокой освещенностью осматривают каждую шину на наличие визуальных дефектов. После осмотра на каждую шину наносится персональный штамп, гарантирующий качество.

Классификатор дефектов, который держат в голове все специалисты отдела службы качества, состоит из 300 (!) позиций; На первом визуальном контроле осматривают полностью протектор, боковину, внутреннюю часть. В случае обнаружения дефекта шина утилизируется.
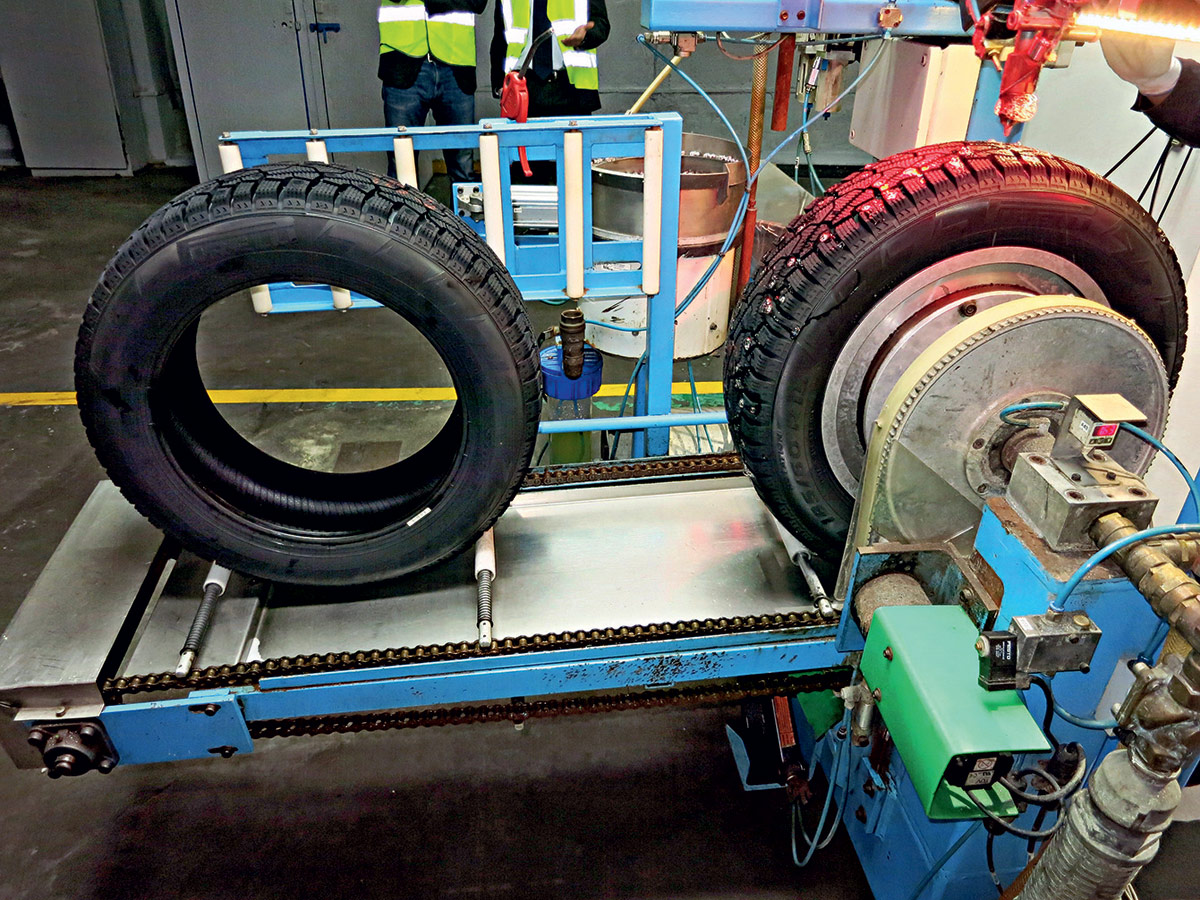
Если визуальных дефектов не обнаружено, то шина отправляется на участок инструментального контроля, где проверяют ее геометрию, силовую неоднородность и дисбаланс, а также просвечивают на рентгене и шерографе.
Участок ошиповки

Участок ошиповки это самый экзотический участок для заводов Pirelli. Ошиповка зимних шин этого бренда происходит только на заводе в Воронеже, а готовые ошипованные шины отправляются отсюда в различные страны. Интересно, что здесь ошиповывают не только те шины, что производятся на наших заводах, но сюда присылают и продукцию из других стран.
Для ошиповки используют автоматический шиповальный станок, оснащенный видеосканером, который вращает шину, а пневпистолет, используя специальную 3D схему/рецепт ошиповки, втыкает шип строго в указанное место, согласно рисунку протектора.

Ошиповка производится двумя видами шипов – круглым, который используется на всем модельном ряде покрышек Formula Ice (от 14го до 21го размера); и трапециевидным, который был разработан в Милане специально для модели Winter Ice Zero.
Склады
На базе Воронежского шинного завода Pirelli действует высокотехнологичный дистрибуционный логистический центр.
Здесь хранится вся готовая продукция завода, а также шины, импортируемые из других стран. Именно с этих складов, осуществляется централизованная отгрузка шин как потребителям, так и на заводы автопроизводители VW, Ford, Nissan, Renault, AutoVaz и др).
Стоит отметить что отгрузка осуществляется не только по России, но и в страны СНГ и дальнего зарубежья.
 Обратите напоследок внимание, как складываются шины в грузовики: «елочкой»!
Обратите напоследок внимание, как складываются шины в грузовики: «елочкой»!
Именно этот способ складирования позволяет максимально использовать пространство внутри грузового отсека машины и не допустить деформацию шин при транспортировке.
Шины Pirelli: сделано в России
Продукция компании Pirelli прежде всего ассоциируется с премиальным сегментом. Это относится как к шинам, идущим на конвейеры автопроизводителей, так и к продуктам для вторичного рынка. Здесь достаточно назвать лишь одну цифру: компания имеет более 2000 омологаций для первичной комплектации, причем 700 из них на счету флагманского продукта — модели P Zero. В компании не скрывают, что основные усилия отдела исследований и разработок Pirelli нацелены именно на премиальные продукты, поэтому 3,2 % средств, полученных от всего объема продаж, инвестируются в исследования и разработки. Но Россия — это рынок особенный. В том числе и с точки зрения распределения доли продуктов по сезонности. В прошлом году оборот компании в России, без учета первичной комплектации, составил 1,35 млрд евро, причем 60 % пришлись на долю зимних шин. И в том, что касается зимней линейки, маркетологи Pirelli оказались правы, решив не ограничиваться лишь премиальными моделями. Сегодня в «зимнем портфеле» российского представительства компании продукция трех ценовых сегментов. В сегменте A это шипованная модель Ice Zero и фрикционная Ice Zero FR, к сегменту B относится линейка Formula Ice, а к сегменту C — шины Amtel Nordmaster Evo. Да, с учетом новой экономической ситуации рынок меняется, и меняется интерес клиентов к тем или иным ценовым сегментам. В Pirelli это учитывают, но курс на лидирующие позиции в премиальном сегменте все равно не меняют.

В Pirelli постоянно работают над тем, чтобы зимний сегмент продукции компании не уступал в популярности летним шинам
НЕ ТОЛЬКО ПРОДАЖИ
Планы Pirelli по работе в России не ограничились лишь коммерческим присутствием: в долгосрочной программе развития было предусмотрено размещение здесь производства. Причем речь о строительстве новых, с нуля, производственных площадок не шла — рассматривалась возможность приобретения уже существующих профильных предприятий. И в конце 2011 года совместное предприятие, в которое вошли Pirelli и государственная корпорация «Ростех», выкупило у холдинга «Сибур» Кировский шинный завод, а буквально через пару месяцев СП приобрело и Воронежский шинный завод. И вот здесь я предвижу некоторые сомнения наших читателей: о каком премиальном продукте может идти речь, если он выпускается на старом производстве? Действительно, первая шина на Воронежском заводе была выпушена в декабре 1950 года. А вот теперь еще пара цифр: общий объем инвестиций Pirelli в России превышает 400 млн евро, и более 200 млн было вложено в развитие двух заводов. Сегодня Воронежский шинный завод выпускает шины премиального сегмента в типоразмерах от 16 до 21 дюйма и, разумеется, для этого потребовалась глубокая модернизация производства: только в развитие производственных мощностей было инвестировано 73 млн евро. В январе 2013 года здесь была запущена новая производственная линия полного технологического цикла проектной мощности в 2,2 млн шин в год. В это же время начал работу новый логистический центр, через который осуществляется поставка продукции в страны СНГ, ЕС и Скандинавии. И это уже новая стратегия — в прошлом году 26 % всех шин Pirelli, произведенных в России, было экспортировано. Что же касается развития Воронежского шинного завода, стоит привести еще несколько цифр, касающихся объемов производства: если в 2013 году завод выпустил 760 000 шин, то в планах на 2016-й — 2 млн штук.
Цех вулканизации шин
Вместе с тем в компании Pirelli с оптимизмом смотрят на расширение локализации в плане сокращения импорта необходимых для производства компонентов. Так, в 2013 г. у компании Pirelli и государственной корпорации «Ростехнологии» появился новый с тратегический партнер — ОАО «НК «Роснефть». Цель этого альянса — совместные исследования и опытно-конструкторские разработки в области производства синтетических каучуков и сопутствующих материалов.

Теперь несколько слов о причине моей поездки на Воронежский шинный завод — вручении представителями компании Ford заводчанам сертификата о статусе Q1. Сегодня только на сборочное производство Ford Воронежский шинный завод поставляет продукцию для моделей EcoSport, Mondeo и Transit. И одним из своих главных достижений сотрудники завода считают нулевой уровень дефектности продукции, поставляемой на сборочные конвейеры. Это уже о качестве продукции, произведенной в России.


Из цеха резиносмешения продукт отправляется на изготовление резиновой смеси различной рецептуры
Ошиповка всех зимних шин Pirelli производится исключительно в заводских условиях. Только так можно гарантировать высокое качество продукции
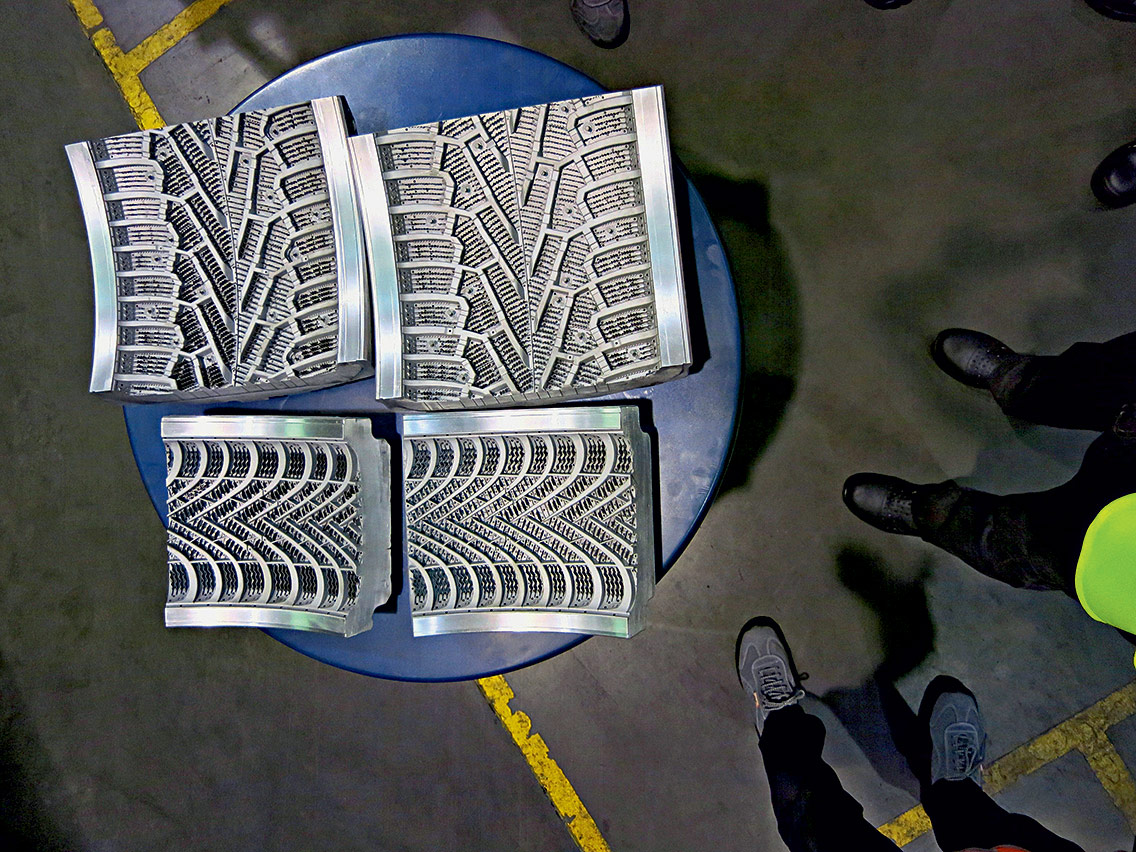
Так выглядят прес-формы для изготовления протектора шин

Перед тем, как отправиться на склад готовой продукции, шины проходят инструментальный контроль. Но предваряет его обязательный визуальный контроль
НЕ ХОТИМ ТЕРЯТЬ ДОЛЮ РЫНКА
Блиц-интервью с генеральным директором ООО «Пирелли Тайр Руссия» Аймоне ди Савойя Аоста

Генеральный директор ООО «Пирелли Тайр Руссия» Аймоне Ди Савойя Аоста (справа) получает из рук представителя компании Ford сертификат о статусе Q1
Каковы итоги компании на российском рынке в 2015 году, и какие задачи вы ставите в году 2016-м?
Общий рынок шин в прошлом году провалился на 17 %, а премиальные сегменты A и B потеряли 13 %. Это без учета поставок шин на первичную комплектацию. Это понятно — продажи новых автомобилей сократились на 35,7 %. Но при этом наша доля сохранилась. Что касается 2016 года, то вряд ли стоит стараться эту долю нарастить. А вот партнеров нужно выбирать очень тщательно. В прошлом году мы были слишком оптимистичны по поводу зимних шин. Но настоящая зима была далеко не во всех регионах, и остатки шин у наших дистрибьюторов достаточно большие.
И это при том, что зимняя линейка шин Pirelli обновилась?
Да, но мы готовы сократить объемы поставок на местный рынок, чтобы увеличить долю экспорта. Таким образом, нам не понадобится снижать цену на премиальный продукт.
Нет ли желания более активно развивать среднеценовой сегмент?
Мы это делаем. Например, в линейку Formula мы добавили шины 17 и 18 дюймов.
А бренд Amtel?
Какие-то решения по этому бренду мы будем принимать в последнюю очередь — в большей степени мы сосредоточены на сегментах А и В. Да, линейку Amtel мы обновили, но серьезных инвестиций в это направление не планируем. А вот линейку Formula в России, в отличие от того, что мы делаем в других регионах, намерены расширять.
Если говорить о сезонности, в каком направлении идут наиболее активные процессы?
Более внимательно мы сейчас относимся к зимним шинам. Компания Pirelli очень хорошо известна как производитель летних шин премиального сегмента, а вот над тем, чтобы нас так же позиционировали и в зимнем сегменте, нужно еще работать. При этом мы имеем прекрасную линейку зимних шин, которые показывают отличные результаты на тестах.
В прошлом году оборот компании Pirelli в России, без учета первичной комплектации, составил 1,35 млрд евро, причем 60 % пришлось на долю зимних шин.
По следам покрышек Чем отличаются автомобильные шины Pirelli в России и Италии

Какое чувство вы испытаете, обнаружив маркировку made in Russia на продукции иностранного бренда, которую только что приобрели? Причем вы специально сделали покупку за рубежом, чтобы получить по-настоящему «фирменную» вещь. Вы ощутите растерянность или, наоборот, гордость за страну? Подобную анекдотичную историю о покупке шин в Европе незадачливым российским автовладельцем как-то довелось услышать корреспонденту «Ленты.ру». Покрышки в результате обошлись втридорога, что придает казусу поучительный оттенок.
Логика тех, кто выбирает продукт зарубежного производства, понятна: ведь как долго инерция мышления заставляла, например, относиться к иномаркам отечественной сборки как к «осетрине второй свежести». Пожалуй, только нынешний кризис расставил все по местам: не нашедшие сбыта внутри страны автомобили иностранных брендов теперь экспортируются. Это, пожалуй, лучшее доказательство того, что качество локализованных машин не уступает оригиналу. Но что насчет шин? Корреспондент «Ленты.ру» посетил заводы Pirelli в Воронеже, Милане и Турине, чтобы сравнить процесс производства.
Не роботы горшки обжигают
В Италии многое связано с именитой компанией, как-никак она существует с 1872 года. В честь ее основателя, Джованни Баттиста Пирелли, в Милане названа улица. Да и первый небоскреб, которому разрешили возвыситься над знаменитым Миланским собором, — это Pirelli Centre. В штаб-квартире компании бережно относятся к собственной истории — создан большой архив, выполняющий функции музея. А старая бетонная градирня (то есть башня для охлаждения воды) искусно вписана в современный ансамбль офисной архитектуры из стали и стекла.
Подобное сочетание технологий прошлого и нынешнего веков есть и на производстве. Серийные шины изготавливаются роботами, но опытные модели — по старинке, вручную. Это напоминает художественное училище: работники с резцами, словно скульпторы, неторопливо выдалбливают канавки протектора на голой покрышке, зажатой в старенькие, видавшие виды тиски. Так дешевле, чем сразу изготавливать пресс-форму для вулканизации шины с экспериментальным рисунком, который после испытаний, возможно, придется дорабатывать.
Так что высокие технологии — технологиями, а золотые руки опытных мастеров никто еще не отменял. Особенно это чувствуется в исследовательском центре Pirelli, где разрабатываются, в частности, покрышки для болидов «Формулы-1». Проектировать приходится не только сами шины, но иногда и вспомогательное оборудование. Например, раньше для измерения пятна контакта колес с дорогой использовалось нечто вроде копировальной бумаги — эту технологию в Pirelli позаимствовали у производителей беговых кроссовок. Однако с ростом требований сотрудникам центра пришлось самостоятельно разработать специальный измерительный инструментарий.
Механический вальс
Конечно, опытное производство имеет мало общего с поточным, где бал правят роботы. Рождение покрышки начинается с создания многокомпонентной резиновой смеси. Основной ингредиент — каучук, как натуральный, так и синтетический. Шина состоит из него примерно на 80 процентов. В каучук добавляют серу и технический углерод, а также различные химические присадки. Точный состав смеси — главное ноу-хау производителя.

Цех шинного завода Pirelli, Воронеж
Фото: Олег Харсеев / «Коммерсантъ»
Чтобы снизить издержки, Pirelli стремится по максимуму использовать локализованные компоненты — так, в Воронеже применяется российский каучук. И подобно создателям марочного вина, которые смешением сортов винограда добиваются одинакового вкуса, невзирая на различие урожаев, итальянцы вынуждены строго следить за тем, чтобы смесь на всех 22 заводах была идентичной. Для этого производится химический анализ, причем аппарат подключен к центральному серверу в Милане: если проба отличается от эталонной, конвейер останавливается.
Готовая шина в разрезе напоминает луковицу: герметичный слой, текстильный корд и металлокорд, экранирующий слой и, наконец, протектор. Для каждого слоя необходима собственная смесь резины. Готовые компоненты отправляются на сборочные автоматы, напоминающие гигантские ткацкие станки. Намотка корда, кстати, — тоже один из секретов производства: угол, под которым подается текстильная лента, состоящая из обрезиненных нитей, регулирует пятно контакта будущего колеса.
После сборки шина приобретает почти законченный вид, но на ощупь она как кусок жвачки — липкая и легко деформируемая. Чтобы придать ей прочность, требуется вулканизация. Покрышка зажимается металлическими пластинами с рельефным оттиском протектора и помещается в автоклав, где под воздействием давления и температуры резина приобретает упругость.

Фото: Олег Харсеев / «Коммерсантъ»
Проходит несколько минут — и с шипением, в облаке пара на свет выкатывается готовое колесо, чтобы тут же снова попасть на конвейер — на участок контроля. Как и в Италии, в России шина проверяется в три этапа: визуальный, инструментальный контроль и рентген для выявления скрытых дефектов. Качественную покрышку доставляют на склад готовой продукции, бракованную тут же разрезают, а затем утилизируют. Если процент брака в партии превышает расчетное значение, конвейер останавливают до выяснения причин.
Социальный вопрос
Производство в Турине и Воронеже вполне идентично, то же можно сказать и об оборудовании — разве что второстепенные процессы, вроде сортировки шин, в Италии более автоматизированы, в соответствии с большим объемом выпуска. Схожа и социальная политика компании в отношении сотрудников.
На российском заводе обилие информационных плакатов, посвященных технике безопасности, кажется свидетельством низкой культуры местного производства. Однако в Милане и Турине таких плакатов не меньше — требования к безопасности у Pirelli очень строги. Журналист из группы нечаянно продемонстрировал это, заступив за ограничительную черту перед станком. Сработал фотоэлемент, и линия замерла.
Пожалуй, если что и различает российское и итальянское производство, так это условия работы: Воронежский шинный завод был создан еще в 1950-е годы, он прошел через лихорадку 1990-х, безденежье и банкротство. И хотя на модернизацию потратили около 100 миллионов евро, его внутреннее убранство разительно отличается от просторных, светлых и хорошо вентилируемых цехов предприятия в Турине. Отдельного упоминания заслуживает великолепная столовая, обеды в которой итальянским работникам частично субсидируются компанией. Прекрасные условия труда, впрочем, заслуга не только Pirelli, но и самих рабочих — Италия славится своим сильным профсоюзным движением. Так что воронежским шинникам есть что перенять у иностранных коллег, помимо знания матчасти.
Шины Pirelli — Made in Russia
Шинники пропагандируют продукцию с маркировкой Made in Russia как высокотехнологичную, устанавливают на своих заводах самое современное оборудование, внедряют строгие системы проверки качества выпускаемой продукции и поставляемого сырья. Тем не менее, отечественные автовладельцы с большой долей скепсиса относятся к шинам, выпущенным в России. Чтобы своими глазами увидеть, как производятся шины Pirelli в России, мы отправились на самое скромное по меркам компании производство, расположенное в Воронеже.
Но сначала немного истории. Воронежский шинный завод был пущен в эксплуатацию в далеком 1950 году. Изначально ассортиментная линейка шин была представлена тремя моделями: Я-37, Я-38 и И-26. В дальнейшем количество моделей было существенно увеличено. Постепенно наращивая производство, завод стал крупнейшим производителем шин для легковых и грузовых автомобилей, строительно-дорожной и сельскохозяйственной техники, велосипедов и мотоциклов. Особой популярностью в СССР пользовались спортивные велокамеры, изготовленные по революционным технологиям из хлопчатобумажного и шелкового волокна.
После ваучерной приватизации Воронежский шинный завод стал акционерным обществом ОАО «Воронежшина». В разное время акционерами компании были холдинг Amtel—Vredestein и компания СИБУР. В 2011 году СИБУР продал Воронежский шинный завод.
29 февраля 2012 года Воронежский шинный завод вошел в состав совместного предприятия международной компании Pirelli и государственной корпорации Ростех. В 2013 году специалисты компании Pirelli наладили производство зимних и летних легковых шин. Они произвели глубокую модернизацию производства, включающую ремонт площадей, монтаж современного высокотехнологичного оборудования, обучение персонала и запуск производственной линии, которая в данный момент производит более 2 миллионов шин в год. На предприятии была организована строгая система контроля качества, предполагающая поэтапный контроль, осмотр готовой продукции и финальное тестирование.
Производство автомобильных шин Pirelli начинается в цехе резиносмешения. Большую часть цеха занимает промышленный миксер, задачей которого является смешение различных компонентов, для получения однородного состава. При этом составы резиновых смесей для гермослоя, протектора и боковины шины имеют разные рецепты. В зависимости от поставленной задачи в резиносмеситель может быть загружено до 20 различных компонентов, которые смешиваются в определенном порядке, при определенной температуре, под строгим контролем оператора.
В процессе смешения компонентов могут участвовать натуральные и синтетические каучуки, сера, ускорители вулканизации и множество других функциональных добавок улучшающих те или иные свойства резиновой смеси. Специалисты Pirelli отдельно акцентировали внимание на строгом контроле сырья на соответствие внутренним стандартам качества.
В завершении процесса резиновая смесь обрабатывается на вальцах придающих ей определенную форму, охлаждается и пропускается через ванну с изолирующим раствором, предотвращающим слипание слоев резины.
Складированная на паллеты смесь проходит контроль на соответствие заданным параметрам в лаборатории. Для этого из каждой партии берется контрольный вырез, который тестируется в собственной химической лаборатории, которая присваивает продукту зеленую или красную метки.
Готовая резина попадает на заготовочный участок, где происходит изготовление полуфабрикатов (частей шины). На линии дуплекс происходит изготовление элементов боковины шины и придание детали необходимой формы. Вторая линия в заготовочном цеху занимается производством гермослоя. Гермослой – это резиновая основа внутри шины, которая удерживает давление.
Третья линия на участке заготовок изготавливает полуфабрикат для будущего протектора. На станке квадруплекс происходит смешение четырех составов резины. Помимо этого на производстве установлены универсальные каландровые линии, на которых подвергаются обрезиниванию текстильный корд и стальной брекер. Эти элементы являются основой каркаса и необходимы для придания прочности и жесткости будущей шине.
Для того чтобы шина прочно фиксировалась на ободе диска, в конструкции шины используются бортовые кольца. Бортовые кольца представляют собой металлическую проволоку пошедшую обрезинивание на специальном оборудовании. Между металлическим кордом и протектором есть еще один экранирующий слой. Он изготавливается путем обрезинивания нейлоновой нити.
Всего в производстве одной покрышки используется до 30 компонентов, которые отправляются на участок сборки. Сборка происходит на сборочном автомате при участии высококвалифицированного оператора. На двух формирующих барабанах все детали будущей покрышки соединяются воедино, в результате чего получается сырая, зеленая шина.
После сборки сырая шина отправляется на вулканизацию. Заготовка поступает в пресс-форму вулканизатора, где при определенной температуре под давлением происходит запекание. В результате вулканизации формуется протектор, а резиновая смесь приобретает необходимую эластичность, прочность и устойчивость к истиранию.
Заключительный этап производства – контроль качества. На нем проходит проверку каждая шина. Контроль качества реализован в два этапа. На первом этапе шины проходят визуальный осмотр, после чего отправляются на инструментальный контроль. Шины, не прошедшие контроль качества на той или иной стадии, уничтожаются прямо на заводе.
Для зимних шипованных шин предусмотрен еще один этап производства – ошиповка. Она производится на автоматическом станке с видеосканерами, практически исключающими брак. По результатам ошиповки каждая зимняя шина проходит дополнительный осмотр.
В результате получается, что процесс производства автомобильных шин Pirelli на заводе в Воронеже полностью соответствует внутрикорпоративным стандартам качества продукции премиальной марки. Завод достаточно мобилен, за счет возможности производства партии шин под потребности продавца в том или ином регионе РФ.
Сотрудники компании имеют высокий уровень мотивации, который регулярно поддерживается корпоративными мероприятиями и поощрительными программами. Так, например, в компании успешно работает уникальная программа рационализаторских идей сотрудников «Идействуй». В рамках программы любой сотрудник может подать свое предложение по оптимизации производственного процесса, получив взамен виртуальные баллы, которые впоследствии можно обменять на подарки с логотипом компании Pirelli. А в конце года, авторы лучших реализованных предложений получают денежные сертификаты.
В рамках программы «Идействуй» были существенно снижены риски на линии по производству гермослоя. Машинист каландра предложил дублировать звуковую сигнализацию, что сократило потери связанные с затратами времени на повторный запуск оборудования и снизило риски с его повреждением. Всего с начала года в систему «Идействуй» поступило 97 предложений.
Сегодня на заводе производится более 2 миллионов летних и зимних легковых шин с посадочными диаметрами до 22 дюймов. Производство в Воронеже находится в стадии постоянной модернизации, в рамках которой ведутся работы по сокращению затрат на изготовление продукции, сокращение брака и отходов, снижение индекса частоты возникновения несчастных случаев и увеличения количества выпускаемой продукции. В 2018 году планируется старт производства шин с беспрокольной технологией Run Flat и технологией самогерметизации Seal Inside. Все это позволяет говорить о высоком качестве продукции Pirelli с маркировкой Made in Russia.