Прирезка (правка) седел клапанов после замены направляющих 1.8т 20V AWT, AWM, AVJ, AUM…
Продолжаю подготовку к обновлению мотора. Будет как новый.
Пришло время седел головы 🙂
Про точность вот тут писал — www.drive2.ru/l/533396181452062850/
После замены направляющих обычно немного уходит соосность клапан-седло, немного совсем, но уходит. Так же обычно на пожилых моторах сами седла уже изношены и ушли от заводских размеров, имею ввиду рабочую фаску, ее ширину. Так же кромка обычно имеет микро и не микро повреждения. По сему ее надо обработать, прирезать, восстановить заводские размеры. Заметил что на этих головах обычно выпуск намного сильней изношен, но и впуск тоже просит минимальной правки. Хоть износ есть, но он не критический, и не требует замены седла даже при большом пробеге. Можно в принципе и ничего не править и просто притереть «посильней», но это не мой метод, так как делаю себе практически новый мотор.
Седло состоит из трех фасок. Из рабочей фаски, это основная фаска, она обеспечивает нужное уплотнение клапан-седло. Она имеет определенный размер, впуск меньше выпуск больше. Остальные фаски корректирующие рабочую фаску, сверху и с низу. Верхняя мизерная, задает четкую границу рабочей фаски, с помощью нижней корректируется размер рабочей. Вот так все просто.
Вот размеры седла для голов 1.8т 20V AWT, AWM, AVJ, AUM…
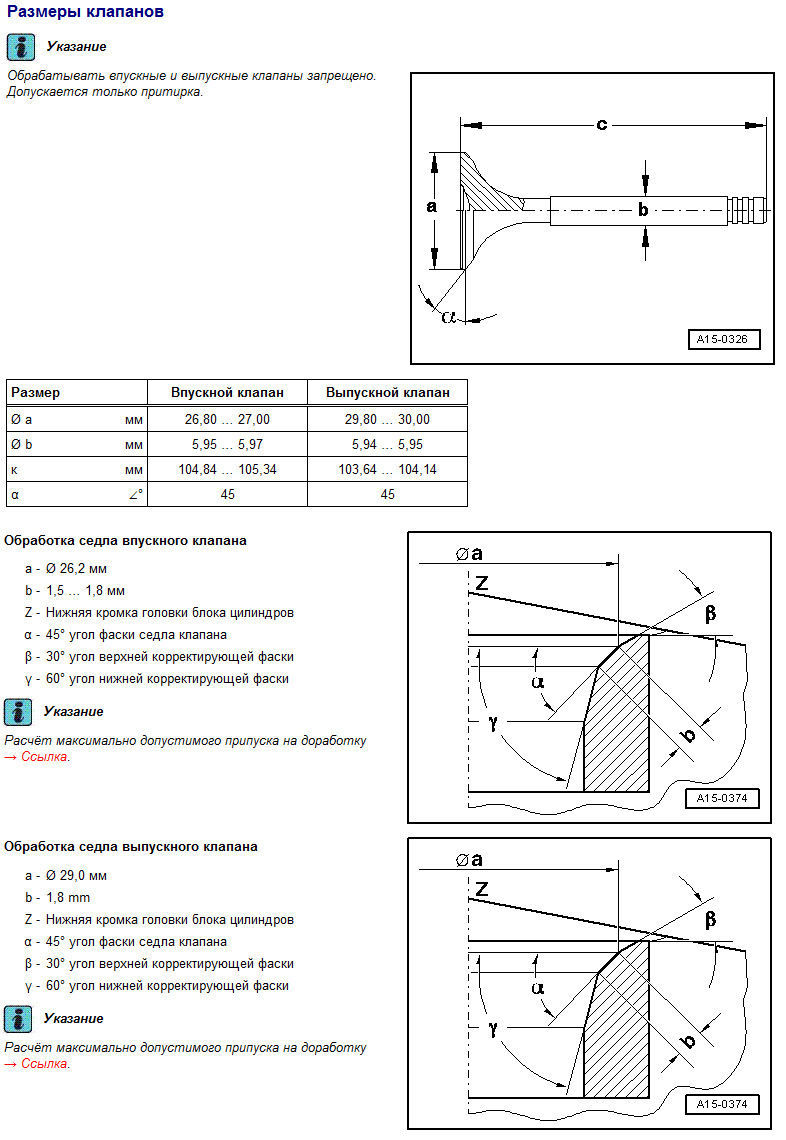
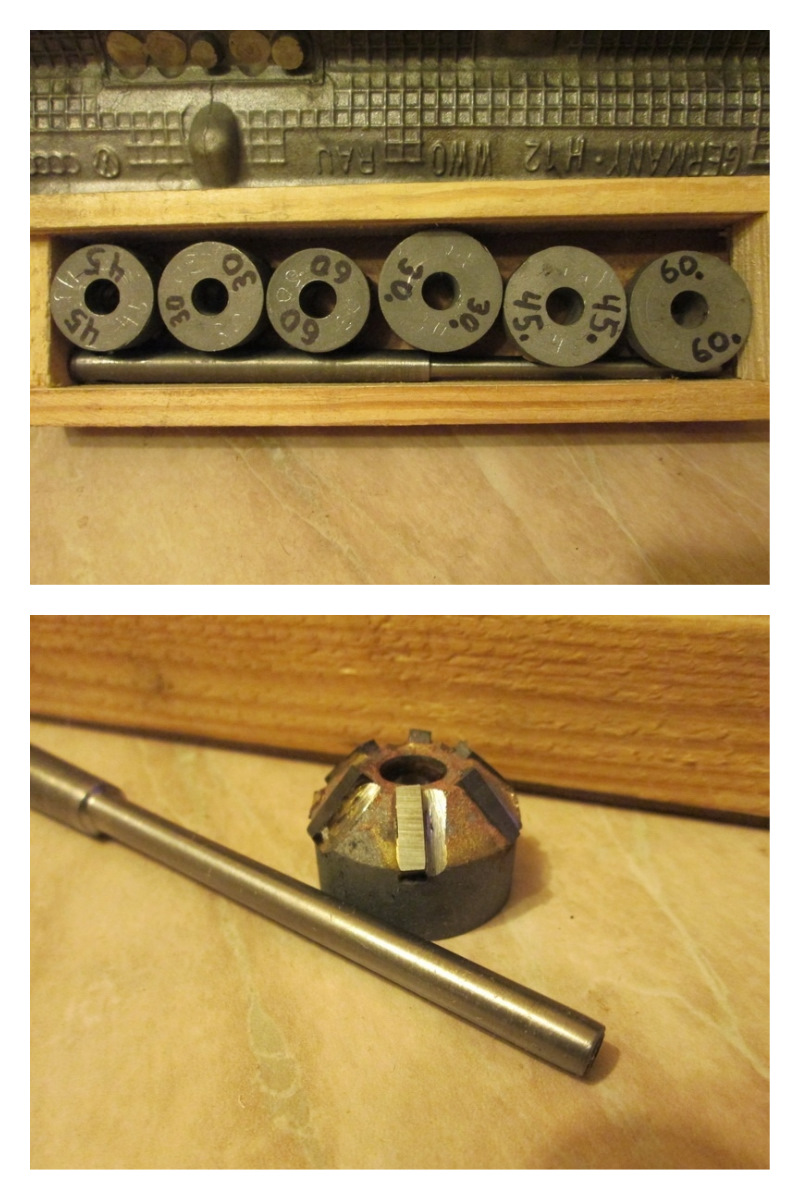
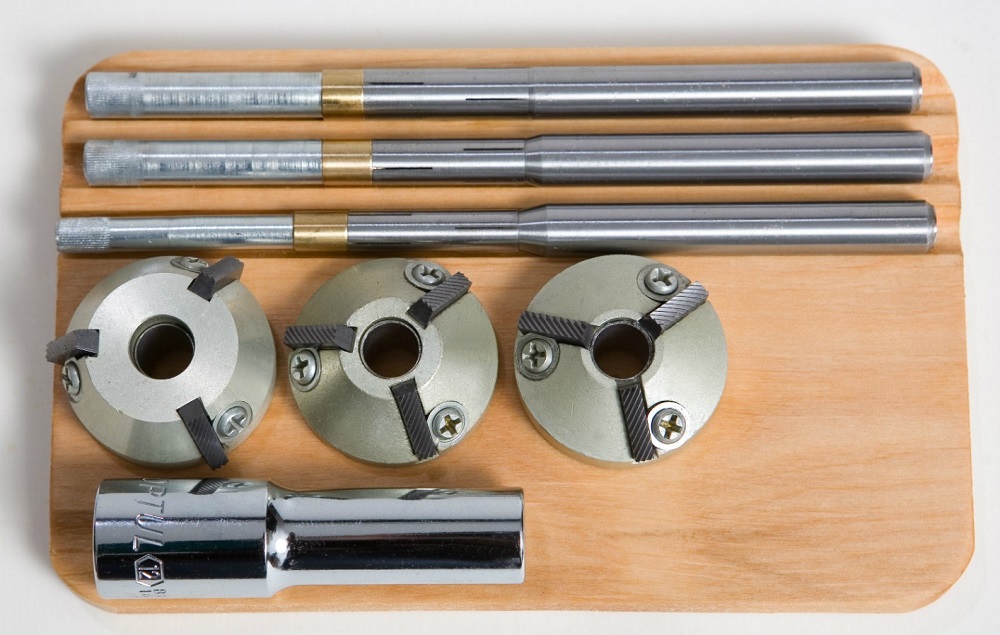
Как видим из мануала нам нужны шарошки для седел с углами 30, 45 и 60 градусов. Этим требованием отвечает набор шарошек для 16ти клапанного ВАЗа… Не большая засада в том что направляющий стержень в наборе под размер направляющих 7мм., а у нас 6мм. Но сее не страшно, на токарном станке или с помощью банальной дрели, «похудеем» до 6мм. 🙂
Хочу обратить внимание, если будете выбирать себе набор, то выбирайте с твердосплавными резцами а не металлическими 🙂
У меня вот такой набор. Так как он от ВАЗа то я на всякий случай перемерил с пристрастием все углы шарошек. Все отлично оказалось, все как и надо 🙂
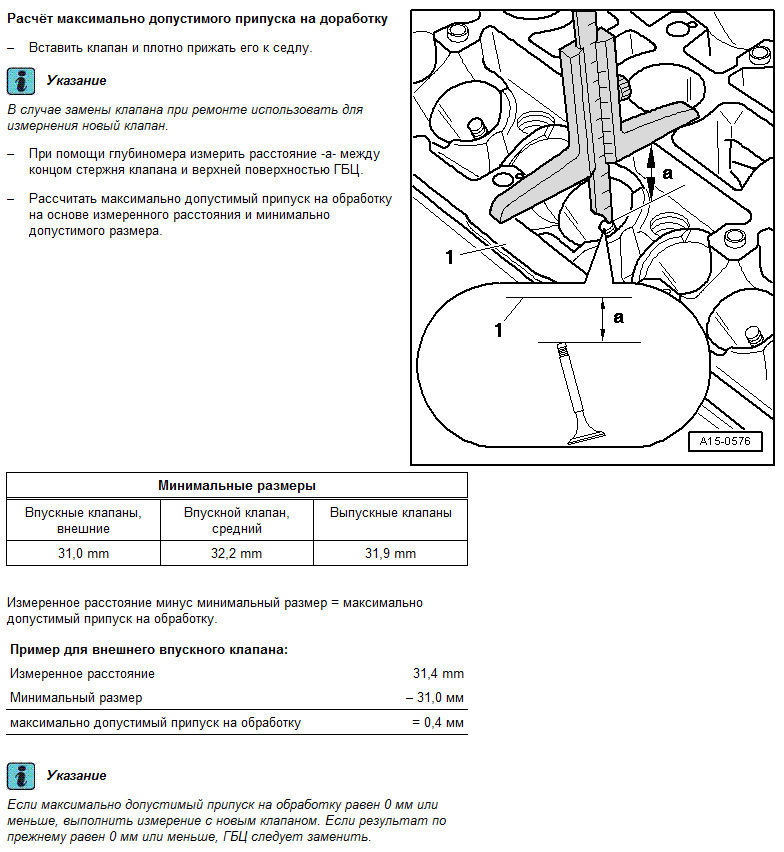
Для начала ОБЯЗАТЕЛЬНО промерим есть ли у нас допуск на обработку. Вдруг голову уже пару раз ремонтировали и допуск на обработку выработан.
Вот данные на эти головы.
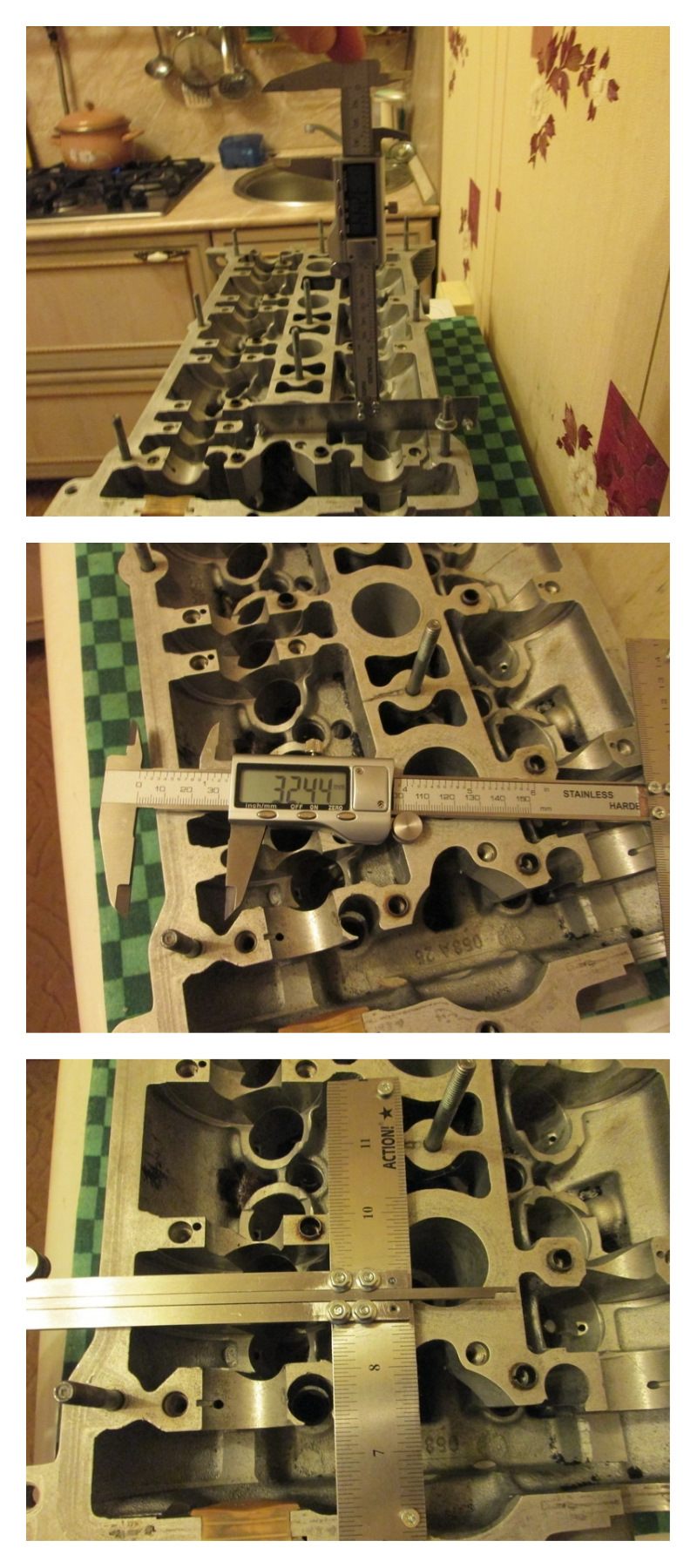
Промеряю, у меня все ок, можно править седла 🙂
Начну с впускных клапанов. На этих головах они менее подвержены износу.
Рассматриваем с пристрастием, видим что рабочая фаска почти в норме для пробега 350+
Имеет незначительные кратеры и царапки. Ширина рабочей фаски тоже в норме, как по мануалу, ровно 1.5мм., что соответствует новой. Но так как делаем для себя то буду править, хочу идеала.

Для начала надо определится куда ушла соосность после замены направляющих. Для этого берем маркер, закрашиваем рабочую фаску, ставим клапан и крутим его. Ну а далее смотрим где и как стерся маркер. В данном клапане практически не ушла ни куда, ну может совсем чуть — чуть, ну да на фото видно. Это еще один повод для правки седел при замене направляющих.

Начнем править. Правка состоит из двух этапов. Первый надо создать рабочую соосную фаску 45 градусов, а потом с помощью корректирующих фасок вывести ее в нужный размер.
Правим рабочую. На шарошку давить сильно не надо. Не сильно нажимаете и крутите оборотов 5-8-10, далее смотрите результат.
Так как износа большого и расхождении в соосности большого не было то все получается быстро. Проверяете результат так же, маркером.
На фото все готово с первого раза. Когда седло подправлено и все ок, прогоняете его шарашкой практически без нажима, что б заполировать микронеровности. Не сфоткал крупно после. Микронеровностей боятся не надо. Они уберутся притиркой клапана.

Перед притиркой прогоняем клапан в седле «на сухую». Внимательно смотрим на след на кромке клапана, должно быть ровно и красиво. В живую, через лупу, ее хорошо видно. Фото не передает ее нормально.

Теперь берем клапан и пасту…
На заднем плане видно седло «за полированное» шарошкой без нажима.

Наносим и притираем. После прирезки притирается очень легко и быстро.

После притирки вытираем и смываем пасту и смотрим результат.
Результат отличный.
Далее надо промерить ширину рабочей фаски, по мануалу 1.5-1.8мм. У меня 1.54мм. То есть по нижнему краю, что и надо. Размер фаски надо делать по нижнему краю размеров, так как при работе, в процессе износа, она увеличивается.
Если б фаска была шире то ее надо было б привести в размер подрезая снизу. Что я и буду делать на более изношенном выпуске.

Вот покрупней фотки рабочей фаски, красота :-)))

Вот и все, с помощью таких не хитрых манипуляций, седло готово 🙂

Теперь перейдем к выпускным клапанам. Они (фаски) работают в более тяжелых температурных условиях, по сему изношены намного сильней. Подробно не буду расписывать, все работы и манипуляции точно такие же как и с впуском.
Смотрим состояние поверхности кромки, состояние не очень, замеряем ее ширину, ширина 2.12мм., мануал говорит что должно быть 1.8мм. Вот оно, пробег 350+ никуда не спрячешь 🙂
Проверяем соосность методом «маркера», ушла не сильно.
Прирезаем. Нажимаем не сильно.
Опять «маркерный» тест, не дорезали, опять режем не сильно.
Опять тест, отлично 🙂

Замеряем размер получившейся рабочей фаски, 2.44, нужно 1.8мм.
Чуть — чуть подрезаем верхнюю корректирующую фаску.
Притираем, притираем до финальной корректировки ширины фаски. Так как притирка даст небольшое увеличение размера. Нам нужно сделать в размер 1.8мм.
Теперь подрезая потихоньку нижнею корректирующую фаску выводим нужный размер рабочей – 1.8мм.

Еще немного притираем, что б убрать какие либо шероховатости после нарезки нижней корректирующей фаски. И финально промеряем размер. Промеряем, конечно, по всему радиусу 🙂
Отлично, 1.8мм., как в мануале 🙂

Вот и выпуск готов…

В конце работы обязательно надо про контролировать глубину посадки клапана 🙂
Особенности самостоятельной замена седла клапанов в двигателе автомобиля
Ряд автовладельцев предпочитает проводить ремонтные работы, связанные с их машинами, самостоятельно. Для многих задач достаточно иметь стандартный набор инструментов, какой-нибудь бокс или гараж, яму или 1-2 домкрата, если требуется приподнять автомобиль над уровнем земли.
Но есть работы, связанные с двигателем, которые выглядят довольно сложно. И не каждый решается на их выполнение своими руками. К их числу можно отнести замену седла клапанов. Процесс не из простых, поэтому следует тщательно подготовиться, изучить инструкции и рекомендации и только после этого приступать к ремонту.

Что это такое и зачем нужны сёдла
Клапанное седло представляет собой кольцо небольшого диаметра, которое отличается наличием скоса по своей внутренней поверхности. Располагается элемент в отверстии головки блока цилиндров двигателя, которое предназначено для клапанов ДВС, необходимые для перегонки топливовоздушной смеси, а также отработавших газов.
Если же говорить о том, из чего делают специальные сёдла для клапанов, то тут можно выделить несколько основных материалов:
- медь;
- чугун;
- стеллит;
- хром;
- бериллий;
- никелевый сплав;
- кобальт;
- порошковый металл и так далее.

Такой элемент выполняет несколько функций одновременно. А именно:
- обеспечивает герметичность отверстий;
- передаёт излишки вырабатываемого тепла к ГБЦ;
- обеспечивает нужный приток воздуха при открытом состоянии механизма.
Замена детали требуется в том случае, если восстановить седло уже не представляется возможным. Хотя порой помогает и простая реставрация. Выполняется восстановление механическим способом.
В этом случае про восстановление уже говорить не приходится. Износ слишком сильный. Зато поменять деталь вполне можно своими руками.

Ремонт проводится в таких ситуациях:
- прогорела тарелка;
- проводилась замена направляющих втулок;
- наблюдается умеренный естественный износ без сильных деформаций;
- нарушена герметичность контакта между тарелкой и кольцом.
Если ситуация позволяет выполнить ремонт, тогда для работы в домашних условиях применяют специальные шарошки. Также может пригодиться сварочное оборудование, либо достаточно мощная горелка. Ещё вооружитесь набором ключей, притирочной пастой и дрелью. Всё же вам предстоит демонтировать и разбирать головку блока цилиндров. А на это решается далеко не каждый автовладелец.
Процедура замены
Клапаны, как и сёдла, подвергаются серьёзным температурным нагрузкам. Из-за этого в процессе эксплуатации постепенно на них образуются различные дефекты. Это раковины, пригары, трещины и так далее. Ещё в ДВС могут проникать посторонние компоненты, способные нанести урон седлу. Такой вариант тоже нельзя исключать.
При перегреве головки, нередко возникает нарушение соосности седла, а также направляющей самого клапана. Отсюда и отсутствие необходимой герметичности.
Седло изнашивается неравномерно. Процесс происходит по кулачковой оси. Как итог, седло становится овальным, нарушая свою изначальную круглую форму.

Подобные дефекты устраняются за счёт шарошек, применения фрез и зенкеров. Затем идёт протирка. Имея в распоряжении специальные станки, правка седла выполняется быстро и в один заход. Даже притирка после этого не требуется. Но подобного оборудования в обычном гараже автовладельца точно нет. Поэтому приходится прибегать к альтернативным методам.
В том случае, когда износ седла действительно сильный и правка никак не поможет, тогда остаётся один вариант. Это замена детали. Устанавливается новое седло, которое обрабатывают, а затем нарезают соответствующую фаску под клапан.
Весь процесс замены условно разделён на несколько этапов:
- удаление старого седла;
- подготовка новой детали;
- установка;
- финишная обработка и подгонка под клапан.
Как удалить старое седло
Процедуру замены старых сёдел клапанов двигателя логично начинать с демонтажных работ. Конечно, подробно объяснять, как снимается головка блока, не будем. Тут у каждого двигателя свои конструктивные особенности.
Порой, чтобы вытащить старые сёдла клапанов на автомобиле из ГБЦ, прибегают не к самому правильному решению. А если говорить точнее, то этот способ крайне не рекомендуется применять на практике. Но почему-то именно его обычно и советуют. Странно.

Для начала о том, как можно, но не нужно заменить изношенное седло клапана:
- ненужный клапан следует подогнать под седло по размеру;
- вставить на посадочное место;
- приварить к седлу этот клапан;
- пока металл не остыл, выбить деталь;
- клапан должен выйти при этом вместе с седлом.
Поскольку происходит разное расширение металлов, то есть алюминия и стали, это приводит к уменьшению натяга. Если же металл остынет, тогда вытащить будет уже не так просто. Так что работают обычно по горячему.
Поэтому лучшим решением будет снять изношенные элементы клапанов из ГБЦ иным способом. Куда более безопасным и правильным.
Предпочтительные способы извлечения
Как вы понимаете, выбить седло — это не лучший вариант. Выпрессовать его таким грубым способом можно, но это повлечёт за собой крайне неприятные и нежелательные последствия.
Есть один оптимальный способ — стачивание элемента на станке. Буквально до состояния фольги по толщине. При этом седло буквально само выпрыгивает из посадочного места. Хотя обычно именно из седла выпрыгивают. Но это уже другая история.

Увы, такой метод невозможно реализовать в гаражных условиях. Далеко не у всех найдётся соответствующее оборудование. Но если вдруг есть, выбирайте этот метод.
Остаётся ещё один вариант. Он считается оптимальным, простым и наиболее безопасным при замене седла своими руками.
Смысл заключается в следующем:
- с помощью фрезы сточите насквозь седло с одного края, на ваше усмотрение;
- это приведёт к ослаблению седла;
- утратится заводской натяг;
- деталь буквально сама может выпрыгнуть из посадочного отверстия.
Найти фрезу под дрель при этом не составит большого труда. Стоимость сопоставима с ценой обычного сверла. Поэтому способ справедливо можно считать бюджетным и одновременно эффективным.
Всё, деталь удалось вытащить. Теперь пора подумать о том, как вернуть на место новую запчасть.
Выбор заготовок
В продаже для большинства популярных ДВС предлагают заготовки клапанного элемента стандартного и ремонтного размера. У ремонтных внешний диаметр увеличен. Если у вас редкая модель мотора, тогда седло придётся приобретать под заказ, либо изготавливать по индивидуальным чертежам.

Заготовки обычно стоят недорого. Если не удалось найти седло под конкретный мотор, не исключено, что вам подойдут детали от другого двигателя, поскольку для него они имеет аналогичные размеры.
Процедура установки
Самый правильный метод установки предусматривает применение азота. Другие методы считаются менее надёжными.
Когда металлический элемент находится в условиях комнатной температуры, то диаметр клапанного седла оказывается больше по размеру, чем посадочное отверстие в головке блока цилиндров. Из-за этого после монтажа возникает натяг.
Чтобы без проблем установить деталь, сначала клапанное седло необходимо немного уменьшить в размерах. Как известно, при низких температурах металл сжимается. Этим и объясняется необходимость применения азота.

Жидкий азот имеет крайне низкую температуру. Погружая в него деталь, происходит сжатие, диаметр уменьшается. В таком состоянии элемент без проблем входит в посадочное отверстие.
Тогда отверстие расширяется и посадочный зазор увеличивается. Нагревая головку, потребность в сильном охлаждении седла пропадает. В этом случае можно просто на несколько часов поместить седло в морозильную камеру.
Если вы решили заменить на двигателе сёдла клапанов своими руками, тогда пошагово процесс будет выглядеть следующим образом:
- снимите старый элемент;
- подготовьте деталь нужного размера;
- поместите новую запчасть в морозильную камеру, либо в жидкий азот;
- спустя несколько часов в морозилке приступайте к нагреву посадочного места;
- нагревать можно с помощью газовой горелки или иным способом;
- доставайте охлаждённое седло и вставляйте в нагретое гнездо;
- лёгкими ударами вбейте деталь в посадочное место.
Учтите, что при использовании жидкого азота нагревать гнездо необязательно. Если же поместили седло в морозилку, то лучше прогреть.
Сильные удары наносить не стоит. И обязательно работайте в защитных перчатках.
Нюансы механической обработки
Завершается процедура механической обработкой нового элемента. Здесь следует нарезать соответствующую фаску. Лучше всего для таких целей задействовать специальный станок. Так удаётся добиться максимальной точности.
Жёстко центрируется резец и начинается процесс обработки. Важно понимать, что такой же точности добиться с помощью ручных шарошек невозможно.
Но за неимением других вариантов, приходится действовать шарошками. Нарезать необходимо будет 3 кромки. Это внешняя, внутренняя, а также верхняя центральная. Последняя наиболее узкая. Именно с ней соприкасается клапан.
Если сомневаетесь в точности, а также в качестве обработки своими руками, найдите поблизости какой-нибудь цех по металлообработке. Подойдёт даже обычный фрезерный станок. И результат наверняка окажется лучше, чем при использовании шарошки. Но тут уже решение за вами.

Расточка — это объективно сложная задача, требующая максимальной точности и аккуратности. Поэтому самостоятельно такая работа проводится исключительно на свой страх и риск. Оптимальное решение — это обращение за квалифицированной помощью.
Кому приходилось менять клапанные сёдла? Что было самым сложным? Удалось ли добиться желаемого результата? Какой способ решения проблемы считаете оптимальным? Своими руками или через мастерскую?
ФОРУМ МОТОРИСТОВ
Купить за 500р убитую голову с живыми седлами и наковырять оттуда. Или то же самое и попробовать на ней заглубить посадку на 2мм. Потом на своей, если получится. Или найти плоскошлифовальный станок для ремонтных седел, или попробовать на токарнике отторцевать.
Но вообще я бы просто купил бэушную голову в хорошем состоянии. Это же тазик, дешево.
Re: Седло клапана
Сообщение Юрий48 » 28 янв 2020, 11:17
EndoSteel писал(а): Купить за 500р убитую голову с живыми седлами и наковырять оттуда. Или то же самое и попробовать на ней заглубить посадку на 2мм. Потом на своей, если получится. Или найти плоскошлифовальный станок для ремонтных седел, или попробовать на токарнике отторцевать.
Но вообще я бы просто купил бэушную голову в хорошем состоянии. Это же тазик, дешево.
Re: Седло клапана
Сообщение yuri_sh » 28 янв 2020, 11:26
Re: Седло клапана
Сообщение Юрий48 » 30 янв 2020, 10:04
Re: Седло клапана
Сообщение EndoSteel » 30 янв 2020, 12:21
Re: Седло клапана
Сообщение AB-Engine » 30 янв 2020, 18:54
О каком инструменте говорит товарисчь? Мы здесь 15 лет пытаемся объяснить, что «инструментом» для седел, которые предлагают так называемые фуфлогоны-втетериватели, можно только в . ковыряться. Но нет — попытки это делать продолжаются с завидным постоянством.
Непонятно — то ли фуфлогоны продолжают втетеривать с новой силой, то ли мы перестали драть этих любителей инструмента как сидровых котят.
Товарисчь реально рискует отправиться в бан «на 10 лет без права переписки» .
Re: Седло клапана
Сообщение Юрий48 » 31 янв 2020, 08:49
AB-Engine писал(а): О каком инструменте говорит товарисчь? Мы здесь 15 лет пытаемся объяснить, что «инструментом» для седел, которые предлагают так называемые фуфлогоны-втетериватели, можно только в . ковыряться. Но нет — попытки это делать продолжаются с завидным постоянством.
Непонятно — то ли фуфлогоны продолжают втетеривать с новой силой, то ли мы перестали драть этих любителей инструмента как сидровых котят.
Товарисчь реально рискует отправиться в бан «на 10 лет без права переписки» .
Замена седла клапана
По поводу замены седла клапана существует огромное количество мифов и легенд, по-другому выразиться не могу. Это связано с тем, что заменить седло качественно может очень небольшое количество специалистов. В разных рассуждениях попадалось мнение, что седло может заменить только опытный моторист – это глупость! Моторист – это специалист по грамотной сборке и разборке двигателя, седло меняют автомобильные мех. обработчики! Еще одно заблуждение – седло меняют на станции тех. обслуживания. Седло меняют в цеху по механической обработке деталей двигателя. Иногда, очень редко, такие цеха расположены на территории СТО, как например на СТО «MOTOR-DOCTOR» в г. Батайске. Обычная практика состоит в том, что цеха по мех. обработке деталей двигателя располагаются обособленно, станции технического обслуживания обращаются к ним за теми услугами, которые не выполняются самостоятельно.

Замена седла клапана
Хочу теперь вернуться к технологии замене седла.
Первое что надо в этом случае понимать – зачем это нужно?!
Выражаясь другими словами: в каких случаях требуется замена седла!? Хочу сказать сразу – замена седла, это самое сложное и самое ответственное из стандартных операций при ремонте ГБЦ в Ростове-на-Дону. Поэтому делать её надо в необходимых случаях. Чтобы выявить такие случаи надо проанализировать работу клапана. Одно из главных условий работы седла – это надежное уплотнение сопряжения клапана с седлом. Благодаря которому утечка газов из камеры сгорания минимальна, а его компрессия максимальна. Выполнение этого условия говорит нам об обеспечении хорошего теплового контакта, клапана с седлом. Если сказать по-другому — плотное прилегание клапана к седлу даёт возможность отводить тепло от тарелки (нагретой горячими газами) через седло в головку блока, которая охлаждается жидкостью. Если в сопряжении клапана нарушится герметичность, то это приведет к нарушению нормального теплового режима седла и тарелки клапана, возникнут опасные дефекты, из-за которых могут разрушиться детали.
Очень важно, сохранить герметичность сопряжения в течение всего срока службы эксплуатации двигателя. Достигается это за счёт придания уплотняющим фаскам клапана и седла специального профиля, позволяющего компенсировать износ сопряженных поверхностей. Благодаря правильной геометрии седла, уменьшается сопротивление, как при впуске топливовоздушной смеси, так и при выпуске отработавших газов, соблюдая мощностные и экономические показатели двигателя. Необходимо знать, что в процессе эксплуатации, фаски и седла клапанов имеют свойство изнашиваться. Бывают и более серьёзные дефекты седел, которые можно обнаружить только при тщательном контроле головки блока.
Как проверить седло?
Прежде чем вы приступите к проверке, тщательно очистите поверхность седел и камер сгорания, т.к. бывают случаи, когда под слоем нагара скрываются трещины. Обратите особое внимание на «отмытые» от нагара в процессе работы двигателя на автомобиле, поверхности камер, бывает, что они резко отличаются от других камер по цвету: именно здесь можно обнаружить всяческие сюрпризы.
В зависимости от типа дефектов, вам необходимо будет принять решение об обработке старых сёдел или о замене их на новые.
Менять седло можно только в следующих случаях:
- Вам удалось обнаружить трещину в стенке камеры сгорания, требуется ремонт головки блока сваркой (касается только алюминиевых ГБЦ) ;
- Есть подозрение, что ослабилась посадка седла в головке;
- Вокруг внешнего диаметра седла заметны следы коррозии (для алюминиевых ГБЦ);
- На седле имеется трещина либо же имеются следы его обгорания;
- У седла заметен большой износ, который ведёт к его сильному «углублению» при ремонте;
- Произошло выпадение седла во время работы двигателя, либо на седле заметны повреждения от попавших в цилиндр сторонних предметов.
Углубление седла обычно приводит к тому, что тарелка клапана сильно «проваливается», а стержень клапана выдвигается наружу, нарушается работа гидротолкателя.
Если вам обнаружили один из указанных дефектов, необходимо срочно заменить дефектные седла. Технологию замены седла хорошо описывает компания Kolbenschmidt.
Вообще технологий замены седла можно найти несколько, но правильная только одна, её и опишу ниже.
Сначала удаляется старое седло, есть несколько способов это сделать: удалить резцом на станке, сваркой или другими приспособлениями. Например: нарезая резьбу метчиком по внутреннему диаметру седла с последующим использованием обратного молотка. Затем необходимо выровнять посадочное место под седло клапана, на фрезерном, расточном или специализированном седельном станке. Если на посадочном месте обнаружатся трещины, обязательно необходимо протестировать головку на герметичность.
Теперь хочу рассказать немного о материале, из которого сейчас изготавливаются седла.

Материал седла
Сейчас в основном новые седла изготавливают из спеченных материалов или специальных чугунов. Некоторые фирмы даже выпускают заготовки седел, по форме они выглядят в виде трубы, либо как кольца разных диаметров, можете даже приобрести уже готовое седло, с увеличенным наружным диаметром.
Материал, из которого сделано седло, имеет решающее значение в плане надёжности и долговечности двигателя. Поэтому у многих производителей, например как VEMU седла сделаны из специальных материалов. Например, для высоконагруженных моторов специально применяют композиционный материал — это высокодисперсный карбид вольфрама, который распределяют в матрице из инструментальной стали. По прочности и твёрдости данный материал похож на чугун, но по сравнению с ним он имеет более высокую износо- и теплостойкость. После введения специальных добавок в стальную матрицу, седло в условиях высоких температур приобретает смазывающие свойства керамики. Таким образом, предотвращается эрозия седла, которая может быть вызвана микросваркой седла с поверхностью клапана. Обычно эрозия происходит с обычными материалами седел у тяжело нагруженных дизелей и газовых двигателей.
При изготовлении седла необходимо выдержать натяг (в среднем 0,1-0,15 мм) по наружному диаметру и «не промахнуться» с внутренним диаметром, он обычно меньше диаметра тарелки клапана на 2,5 мм. Также не забыть выполнить на седле заходную фаску, благодаря которой при установке седла исключается задир гнезда.
Установка седла — это очень ответственный этап работы.
Ещё раз проверяем: замеры седла и гнезда выполнены правильно, в отверстии гнезда не должно оставаться стружки, готовим специальную оправку и приступаем к запрессовке.
Установку нового седла выполняют с помощью оправки ударным способом!

Установка седла
Существует мнение, что для того чтобы облегчить себе установку седла, головку блока подогревают до 180-200 С, а седло охлаждают в жидком азоте. Хочу Вам авторитетно заявить: так могут делать либо не профессионалы, либо это рассказывают для развода лохов.
На самом деле седло запрессовывается ударным способом без всяких температурных изощрений. Правильно изготовленное седло из металлокерамического материала, обладает пружинящим эффектом. Нагрев головки и охлаждение седла используются для чугунных седел, а это уже каменный век. Кстати в литературе авторитетной компании Kolbenshmidt этот вопрос описывается именно таким же образом.
Когда седло установлено, осталось только сделать на нем правильную фаску. Эта тема для отдельной статьи, она будет посвящена именно обработке фаски седла клапана, по-другому называют «восстановление рабочей фаски седла».