Как гильзуют блок цилиндров?
Когда расточка блока цилиндров невозможна, остается один способ вернуть к жизни изношенный
блок – это гильзовка. Гильзовка – установка ремонтных гильз в блок цилиндров. Для этого
отверстия в блоке цилиндров растачиваются под размер ремонтных гильз, при этом точность
обработки должна быть достаточно высока, чтобы обеспечить нужный натяг при посадке гильзы в
блок цилиндров. Величина натяга зависит от материала блока, толщины перегородок между
цилиндрами и.т.д. Например, при гильзовке чугунного блока гильза устанавливается с натягом в
0,07-0,08 мм. При гильзовке алюминиевого блока, в зависимости от сплава блока и толщины
стенок между цилиндрами натяг составляет от 0,04 до 0,08 мм. От продольного смещения гильзу
удерживает упор, который может располагаться, как снизу, когда гильза своим основанием
упирается в блок цилиндров, так и с сверху, когда бурт наверху гильзы опирается на проточку в
блоке цилиндров.

Первый этап гильзовки – это расточка отверстия в блоке цилиндров и доработка гильзы до
нужных размеров.

Второй этап – это запрессовка гильз. Для этого блок цилиндров нагревается до 80-100⁰С, а сами гильзы охлаждаются в жидком азоте (температура кипения азота -195,8°C). После этой процедуры
гильза от руки заходит в отверстие блока.


После этого, гильзы на специальном прессе осаживаются с определенным усилием, чтобы
исключить возможное проседание гильзы в процессе эксплуатации.
Третий этап – расточка гильзы. Блок цилиндров устанавливается на расточной станок и
производится расточка отверстий цилиндров с припуском на последующую хонинговку.
Четвертый этап – обработка плоскости или плоскостей сопряжения с ГБЦ.

Далее блок цилиндров отправляется в мойку. Где из него удаляются стружка и пыль, оставшиеся
после механической обработки.

На пятом этапе происходит обработка цилиндров на хонинговальном станке, где цилиндры
обрабатываются до нужного диаметра, чтобы обеспечить необходимый тепловой зазор между
поршнем и цилиндром и наносится хон-риска.
Гильзовка блоков цилиндров
Принципиально все двигатели с цилиндрами и поршнями устроены одинаково (мы не говорим сегодня, например, о роторных двигателях), и получают износ цилиндров примерно одинаковым путем — при штатной работе поршневых колец по поверхности цилиндра, или из-за нештатных обстоятельств (задиры, царапины). А вот их ремонт уже сильно зависит от нюансов конструктивного исполнения. Об этом мы сегодня и поговорим.
Классифицировать двигатели можно по многим критериям. Рассмотрим ту классификацию, которая относится к гильзовке.
Гильзы и безгильзовые двигатели
Существуют два исполнения: либо рабочая поверхность цилиндра является материалом блока цилиндров, либо рабочей поверхностью является гильза, запрессованная или залитая в цилиндр.

Блок цилиндров без гильзы. Рабочая поверхность цилиндра – материал блока

Блок цилиндров с гильзой. Поршневые кольца работают по поверхности гильзы, не контактируя с материалом блока цилиндров
Это грубая классификация. Далее она разделяется на несколько веток, в зависимости от материалов блока цилиндров и материала гильз. Многообразие конструктивных исполнений не исчерпывается нижеперечисленными вариантами, однако смело можно сказать, что большинство наиболее распространенных вариантов перечислено.
Чугунный блок цилиндров без гильз
Цилиндры в блоке цилиндров выполнены сразу в рабочем размере, расточены и отхонингованы, поршневые кольца работают прямо по материалу блока.

Чугунный блок цилиндров без гильз

Тот же блок, вид вблизи. Видно, что гильзы нет, рабочая поверхность цилиндра — непосредственно материал блока
Как правило, такие блоки цилиндров предусматривают ремонтные размеры. Если износ невелик, цилиндры растачиваются в ремонтные размеры, и устанавливаются ремонтные поршни. Если износ превышает ремонтный размер или для данного двигателя не выпускаются поршни ремонтных размеров — под поршни номинальных размеров подбирается или изготавливается гильза соответствующих размеров, блок растачивается под посадку гильзы и гильзуется.
Чугунный блок цилиндров с чугунными гильзами
Цилиндры в блоке цилиндров изначально выполнены под прессовую посадку гильз. Гильзы запрессованы, и поршневые кольца работают по ним.

Здесь видно, что в чугунный блок запрессована гильза
В этой конструкции замена гильз — штатный технологический маршрут.
Алюминиевый блок цилиндров с чугунными гильзами
В этой конструкции гильзы из чугуна заливаются в блок цилиндров на этапе производства.


Заводские гильзы при этом имеют неровную внешнюю поверхность:

Это не огрех производства, а сделано специально для того, чтобы гильза была неподвижна относительно блока. В то же время это не позволяет просто выпрессовать гильзу из блока. Приходится снимать материал гильзы на расточном станке.
Стадии ремонта блока цилндров
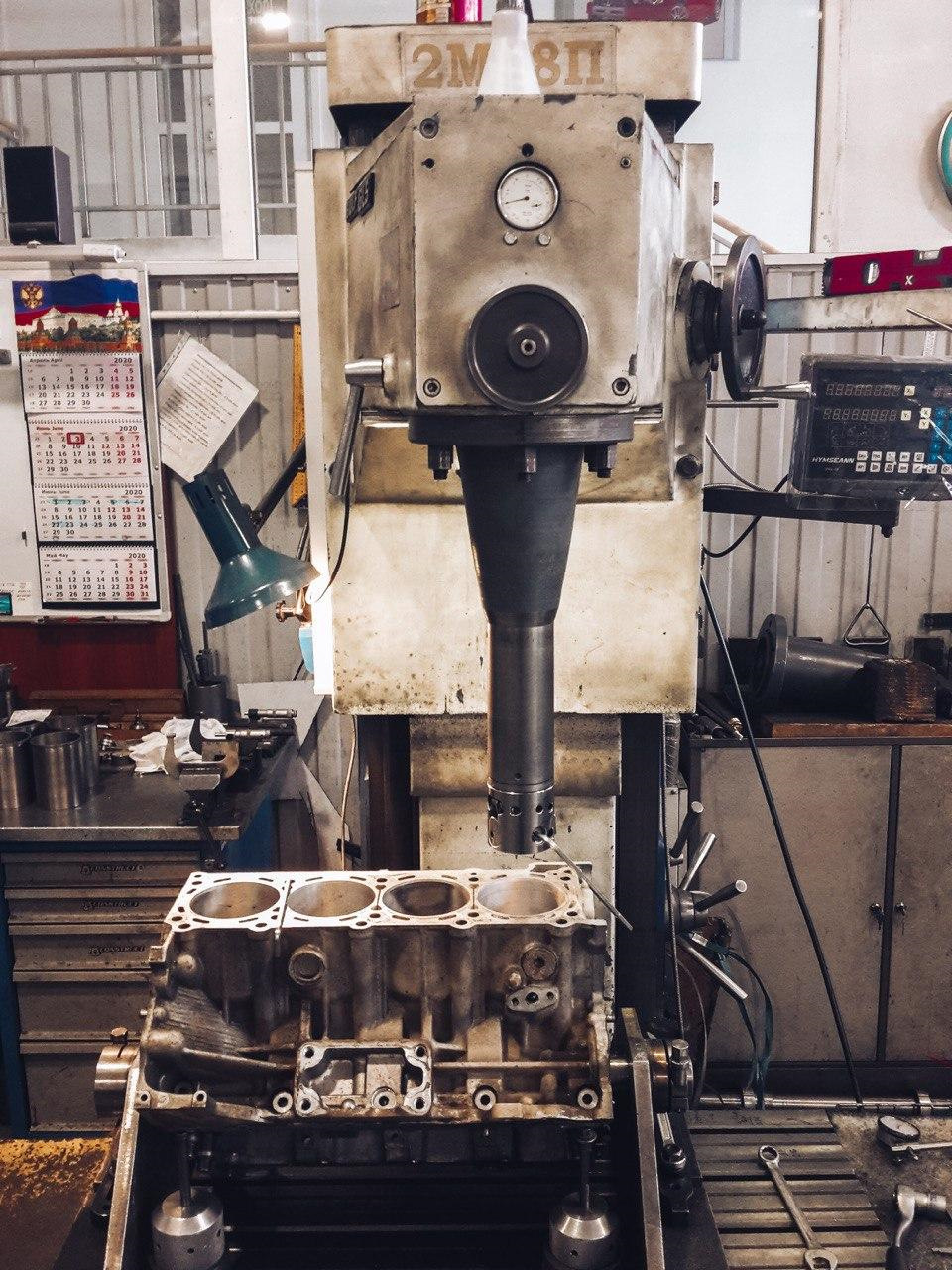
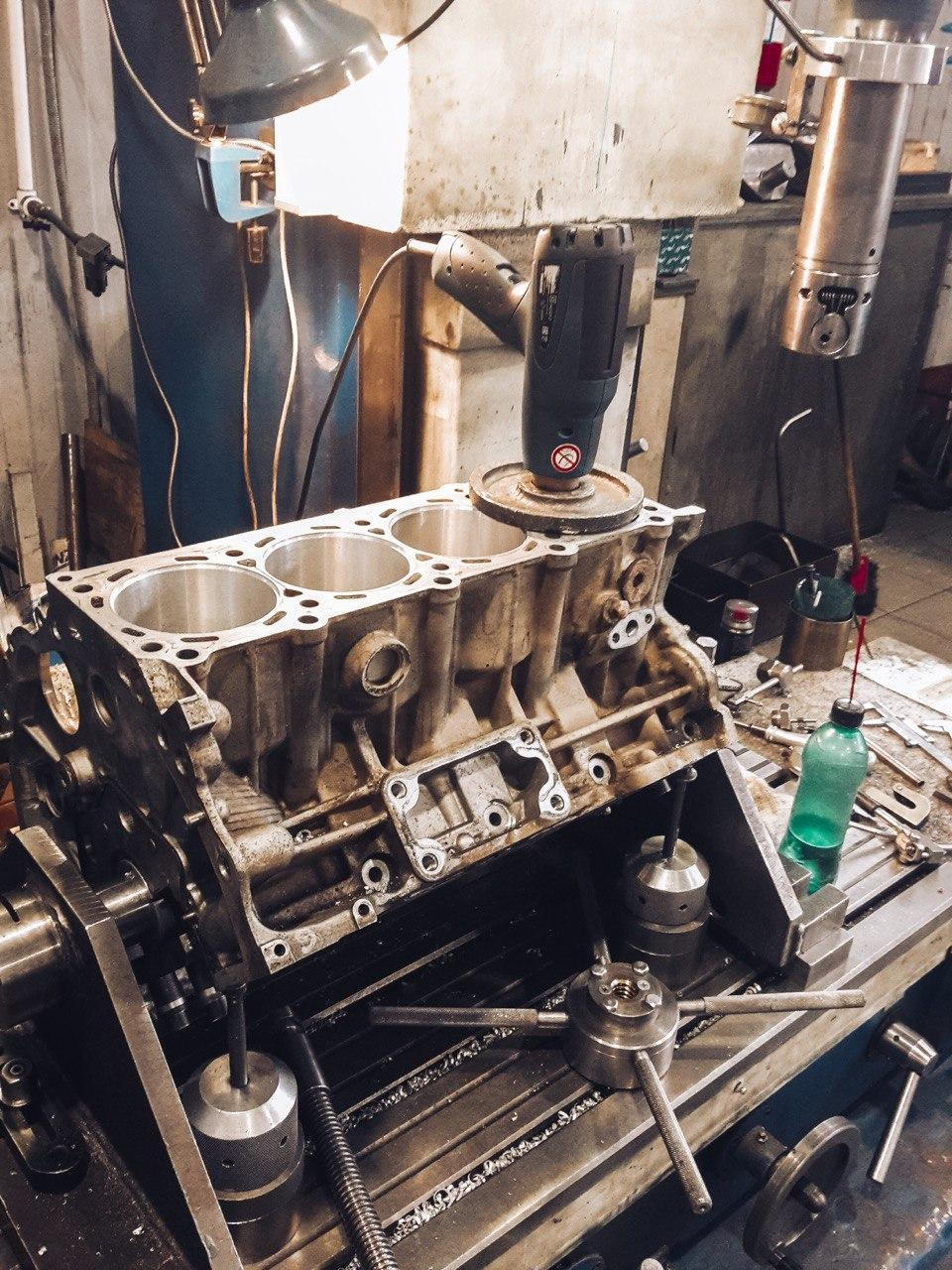
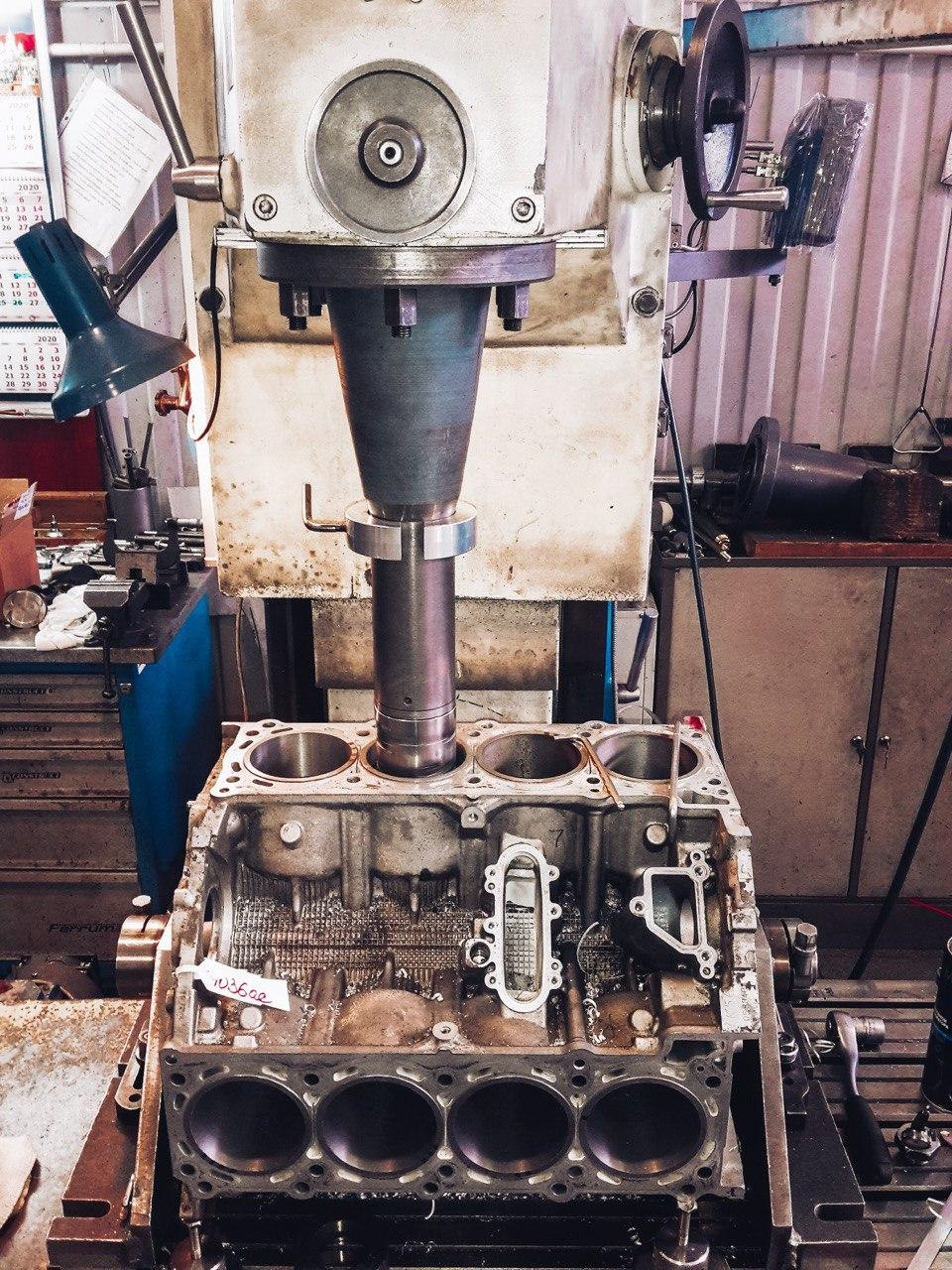
Ниже приведены основные стадии ремонта такого блока. Так выглядит блок, подготовленный к установке гильз. Видно, что три гильзы слева уже вставлены, а четвертая — еще нет:

А так выглядит расточенный цилиндр вблизи. Сверху виден буртик под гильзу с верхним упором:

Алюминиевый лок цилиндр расточен
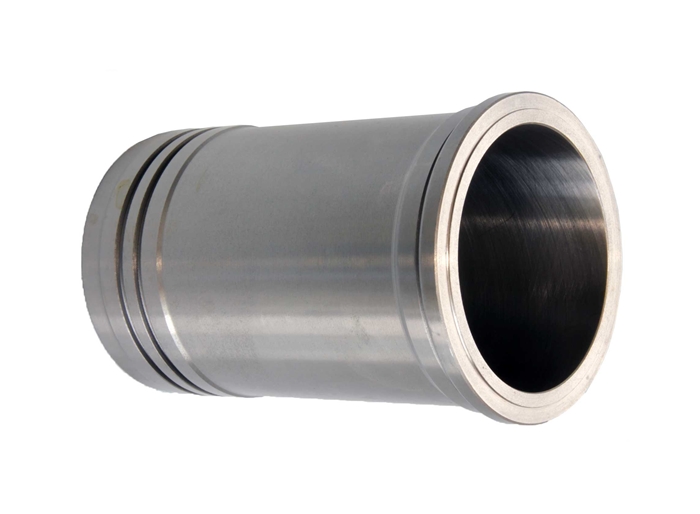
А так выглядит сама гильза с верхним упором:

Так гильзы выглядят, будучи установленными в блок:

Алюминиевый блок гильза вставлена
Алюминиевый блок цилиндров без гильз
Если поршневые кольца будут работать прямо по алюминию — алюминий достаточно быстро износится. Чтобы этого избежать, существует ряд способов. Первый способ – нанесение специального покрытия на алюминиевые стенки цилиндра. Примером такой технологии служит Nikasil – сплав никеля и кремния. В истории марки BMW был период выпуска двигателей с таким покрытием. Практика показала, что это покрытие достаточно часто «осыпается», поэтому производители двигателей от него отказались. Тем не менее, определенное количество автомобилей с такими двигателями до сих пор ездит по дорогам.
Для таких блоков цилиндров не предусматриваются ремонтные размеры — при расточке будет снято специальное покрытие, и все свойства стенки цилиндра будут утеряны. Поэтому аналогично безгильзовым чугунным блокам, под номинальный размер поршня подбирается или изготавливается гильза, под размер которой растачивается блок. Строго говоря, производитель не одобряет такого решения – поршневые кольца имеют некие особенности, ориентированные на работу именно по никасилу. Однако сложившаяся практика подтверждает, что после установки в такие блоки гильз из серого чугуна данные двигатели ходят долго и без проблем.
Другой вариант – изготовление блока из сплава алюминия и кремния, например, так называемый «Алюсил». В этом случае стенка цилиндра – опять же, материал блока, как и в случае с чугунным блоком без гильз. Цилиндры также проходят специальную обработку, «вскрывающую» зерна кремния в сплаве, что повышает долговечность покрытия. Увы, это не делает двигатель вечным – такие цилиндры также изнашиваются.

Алюсил блок под расточку
Видно отсутствие гильзы в алюминиевом блоке. Поршневые кольца работают прямо по стенке цилиндра
Алюсиловые блоки цилиндров обычно имеют ремонтные размеры, поэтому, если износ не слишком велик, можно расточить его в ремонтный размер, установить ремонтный поршень, и двигатель будет ездить дальше. Если же износ слишком велик – производитель предусматривает гильзовку блока специальными алюсиловыми гильзами. Беда в том, что такие гильзы очень дороги, поэтому более выгодной является установка обычных гильз из серого чугуна. Как и в случае с никасилом, производитель не предусматривает использования таких гильз, однако сложившаяся практика подтверждает, что после такой гильзовки двигатели достаточно долговечны.
После расточки блок с алюсиловым покрытием выглядит так:

Алюсил блок расточен
Фотография после установки гильзы не приведена, так как не имеет принципиальных отличий от фотографии предыдущего двигателя с установленной гильзой.
«Мокрые» и «сухие» гильзы
Двигатели с гильзами разделяются на две категории: «мокрые» гильзы напрямую контактируют с охлаждающей жидкостью, а в двигателях с «сухими» гильзами охлаждающая жидкость от гильз отделена.
Для двигателя с «мокрыми» гильзами их замена является штатной операцией, и для их замены не требуется специального оборудования. Важно уделить достаточно времени замене уплотнений между гильзой и блоком цилиндров — во избежание утечек охлаждающей жидкости.
Все перечисленные в предыдущем разделе конструкции являются конструкциями с «сухими» гильзами. Вот так выглядит блок с «мокрыми» гильзами:

Стык гильзы с блоком ближе:

Так выглядит посадочное место под «мокрую» гильзу. На фотографии — посадочное место под гильзу с верхним упором:

На двигателях с «мокрыми» гильзами часто присутствует коррозия в месте сопряжения гильзы с блоком цилиндра. Эту коррозию необходимо удалять при ремонте:

Поверхность гильз, контактирующая с охлаждающей жидкостью, тоже может страдать от коррозии. Выглядит это страшновато, но по существу на работоспособность никак не влияет:

Отдельно надо упомянуть конструкцию «opendeck», где цилиндры соединены с блоком только в нижней части. Иногда эту конструкцию называют «мокрыми» гильзами, что неверно. Это — конструкция с «сухими» гильзами, запрессованными или залитыми в материал блока цилиндров.
Несмотря на отсутствие верхних перемычек у цилиндров, видно, что гильзы не контактируют с рубашкой системы охлаждения — жидкость омывает только тело блока
Нюансы технологического процесса
Когда начинаешь описывать процесс, всегда сначала кажется, что описывать толком и нечего Расточили блок под внешний размер гильзы, запрессовали гильзу, на этом практически все. Казалось бы, ничего сложного. Однако же, нет.
- В зависимости от конкретного блока и сочетания материалов — запрессовка может выполняться по разным техпроцессам. Для чугунных блоков самый распространенный метод — запрессовка гильзы прессом, иногда с дополнительным нагревом блока цилиндров. Если гильзуется алюминиевый блок – его нагревают практически всегда.
- После установки гильз в цилиндры — гильзы обычно несколько выступают над плоскостью сопряжения блока цилиндров с головкой. После этого плоскость блока цилиндров протачивается или шлифуется для обеспечения ровной поверхности.
- В большинстве случаев гильзы после установки в цилиндр требуют проточки (на толщину около 0.1 мм), а также хонинговки. Принципиально нет сложностей изготовить гильзу сразу готовую к употреблению, однако при установке гильза может несколько деформироваться, и проточка позволяет гарантированно устранить потенциальную несоосность и другие нарушения геометрии.
Тем не менее, в отдельных случаях встречаются и гильзы, поставляемые сразу отхонингованными и не требующими дополнительных действий после установки в цилиндр.
Если говорить о «мокрых» гильзах» — они всегда поставляются «готовыми к использованию», и дополнительных действий после установки не требуют.
- «Сухие» гильзы обычно прессуются с натягом 0.03-0.04 мм. Принципиально возможно установить гильзу вовсе без натяга – гильза будет зафиксирована упором от перемещения вниз и головкой блока – от перемещения вверх. Однако нет гарантий, что со временем деформации от циклического нагрева-остывания не приведут к тому, что гильза начнет иметь свободный ход в вертикальном направлении. В этом случае двигатель несколько раньше «попросится» на ремонт.
Некоторой «страховкой» от такой ситуации служит порядок технологических операций. Если гильза «сидит» недостаточно плотно, то при хонинговании ее «поднимет» и она начнет выступать относительно плоскости сопряжения с головкой. Если же проход по плоскости выполнять после хонинговки – есть риск, что выступающая часть гильзы просто будет сточена, и факт недостаточно плотной посадки останется незамеченным.
Двигатели VR6
Отдельно имеет смысл рассмотреть работу с блоками цилиндров у двигателей VR6. В отличие от других блоков, здесь цилиндры «выходят» под углом к плоскости сопряжения блока цилиндов с головкой, что затрудняет установку на расточной станок.

Блок сначала устанавливается «начерно», примерно. После этого в расточной станок устанавливается вместо резца головка с часовым индикатором, и проходится по окружности цилиндра в верхней и нижней части. Таким образом можно точно проконтролировать, вертикально ли установлен цилиндр.
Головка с часовым индикатором выглядит так:

Обязательно ли гильзовать все цилиндры?
Иногда возникает вопрос, обязательно ли гильзовать все цилиндры? Можно ли обойтись ремонтом только одного цилиндра?
Универсальный ответ тут один — «по ситуации». Если критический износ получил только один цилиндр — конечно, имеет смысл обойтись только его гильзовкой, это вполне приемлемо. Правда, надо учитывать, что при гильзовке соседние цилиндры могут получить некоторую деформацию (эллипс), и в этом случае может потребоваться проточить их после этого, чтобы компенсировать эту деформацию. Но здесь конечное решение принимается индивидуально в каждом конкретном случае.
Установка алюминиевых гильз и гильз из серого чугуна
Данный раздел описывает, каким образом сухие гильзы из серого чугуна могут быть встроены в блоки цилиндров из серого чугуна, соотв., каким образом они могут быть заменены. Здесь имеются некоторые различия с последующими главами, в которых идёт речь об установке алюминиевых гильз или гильз из серого чугуна в алюминиевые блоки цилиндров.
У блоков цилиндров из серого чугуна применяются, в основном, два вида сухих гильз. При первом исполнении речь идёт о так называемых Slip-fitгильзах, при втором — о Press-fit-гильзах. Иначе, чем у алюминиевых блоков цилиндров, изготовитель двигателей предусмотрел с самого начала возможность ремонта путём замены гильзы. Оба вида гильз имеются как запасные части у изготовителя двигателей, а также на свободном рынке запасных частей.
Уже само название даёт понятие о виде и способе монтажа данных гильз. Конструкция одинакова у обоих видов гильз. Оба исполнения имеют наружный диаметр гильзы, изготовленный в размер, а также часто буртик в зоне плоскости разъёма блока цилиндров. Единственное отличие — кроме размеров — состоит в том, что у Press-fit-гильз рабочие поверхности цилиндров должны после запрессовки окончательно обрабатываться (хонинговаться), в то время как Slip-fit-гильзы уже окончательно обработаны и хонингованы.
Преимущества обоих типов конструкций состоят в том, что блок цилиндров можно путём установки новых гильз ремонтировать вновь и вновь. При Slipfit-гильзах это может быть произведено даже любым механиком в мастерской, без привлечения станков.
Данные гильзы имеют по сравнению с основным отверстием незначительно меньший диаметр. Благодаря имеющемуся монтажному зазору величиной от =0,01 до 0,03 мм данные гильзы можно монтировать и демонтировать от руки без большого усилия. При данной конструкции буртик гильзы абсолютно необходим, для того чтобы в ходе работы двигателя удерживать гильзу в предусмотренном положении внутри блока цилиндров. При монтаже и затяжке болтов головки блока цилиндров буртик гильзы при прижиме уплотнения головки блока цилиндров зажимается в блоке цилиндров и фиксируется в осевом направлении. Недостатком Slipfit-гильз является малый зазор между гильзой цилиндра и основным отверстием гильзы и, тем самым, несколько худшая теплопроводность между гильзой и блоком цилиндров.
Press-fit-гильзы имеют по сравнению с основным отверстием под гильзу несколько больший наружный диаметр. Из-за перекрытия размеров в = 0,03 — 0,08 мм (в зависимости от диаметра гильзы) они должны с помощью пресса запрессовываться в блок цилиндров. Из-за прикладываемого усилия запрессовки и напряжения запрессовки в блоке цилиндров гильзы при монтаже могут слегка деформироваться, соотв., стать некруглыми. Для учёта этого гильзы в состоянии поставки вначале имеют ещё на 1 мм меньший внутренний диаметр (Semi-finished) и должны быть после запрессовки обработаны заключительным растачиванием ихонингованием в окончательный размер. Поскольку данный тип гильз получает в блоке цилиндров прессовую посадку, то буртик гильзы для её фиксации в блоке цилиндров у некоторых конструкций блоков не является необходимым, соотв., не предусмотрен.
Для Press-fit-гильз с буртиком, однако, рекомендуется этот буртик оставлять. Особенно в критических эксплуатационных ситуациях, если дело доходит до заклинивания поршня в цилиндре, поверхностного запрессовывания по наружному диаметру гильзы часто недостаёт для поддержания её в определённой позиции. С помощью фрикционного замыкания поршня при заклинивании гильза затягивается вниз и буквально перемалывается щёками кривошипа коленчатого вала.
Установка гильз в алюминиевых блоках цилиндров
Гильзы из серого чугуна имеют по сравнению с алюминием блока цилиндров меньшее удельное температурное расширение. При эксплуатации гильзы из серого чугуна растянутся примерно только вполовину меньше, чем окружающий алюминиевый блок цилиндров. По этой причине натяг (прессовая посадка) в алюминиевом блоке цилиндров должен быть больше, чем в блоке цилиндров из серого чугуна. Из-за большего натяга и меньшей прочности алюминиевого блока цилиндров гильзы
из серого чугуна нельзя запрессовывать. Требуемое давление запрессовки при определённых условиях разрушило бы блок цилиндров.
Алюминиевые гильзы, хотя и имеют одинаковый коэффициент температурного расширения с алюминиевым блоком цилиндров, однако из-за их меньшей прочности могут быть при запрессовке деформированы или разрушены. Алюминиевые гильзы, к тому же, из-за необходимой поверхностной запрессовки сразу же заклинило бы в основном отверстии. Необходимое давление запрессовки резко увеличилось бы, и гильза, а также блок цилиндров, были бы разрушены.
 Внимание!
Внимание!
Если в алюминиевом блоке цилиндров устанавливаются ремонтные гильзы из алюминия или серого чугуна, то они должны быть принципиально установлены горячей посадкой.
Исполнения Slip-fit-гильз, как они часто применяются в блоках цилиндров из серого чугуна, по соображениям прочности вообще невозможно реализовать в алюминиевых блоках цилиндров Запрессовка гильз из серого чугуна и алюминия в алюминиевые блоки цилиндров невозможна в принципе.
Формообразование посадки гильзы в алюминиевых блоках цилиндров.
При осуществлении посадки гильзы в алюминиевом блоке цилиндров имеются две различные возможности формообразования. Они представлены на нижеследующих изображениях. Буртик гильзы, удерживающий гильзу механически, в алюминиевых цилиндрах не обязателен, соотв., возможен не при любой конструкции. Благодаря большому перекрытию размеров между гильзой и основным отверстием гильзы сидят прочно в основном отверстии и без буртика. Основное преимущество буртика гильзы — точно определяемый упор гильзы при процессе горячей запрессовки. Поскольку данный процесс должен происходить быстро, не остаётся времени на выверку гильзы в основном отверстии. Гильза должна быть введена одним приёмом. Точно определяемый упор в форме буртика или глухого отверстия здесь необходим. Основное отверстие для гильзы цилиндра с буртиком представлено на изображении 2.
Из-за становящихся всё меньше и меньше расстояний между цилиндрами и очень узких перемычек между двумя соседними цилиндрами конструктивно остаётся мало места для введения гильзы. Буртик гильзы в зоне уплотняемой поверхности обостряет дополнительно проблематику установки. Исполнение с буртиком рекомендуется поэтому, в основном, для блоков цилиндров с неотливаемыми совместно трубами цилиндров, соотв., для блоков перемычки которых достаточно широки для реализации буртика.
То, что можно обойтись и без буртика, показано на изображении 3. Для того, чтобы придать гильзе точно определённое положение в блоке цилиндров при горячей посадке, а также при эксплуатации, основное отверстие не достигает конца рабочей поверхности. Образующийся уступ (кромка на рабочей поверхности ) служит здесь упором, который берёт на себя функцию отсутствующего буртика гильзы. Побочный эффект данного исполнения — экономия времени, поскольку отпадает изготовление буртика, соотв., посадки буртика. По причине возникающих проблем из-за того, что расстояния между цилиндрами становятся меньше, здесь может идти речь об исполнении, которое будет всё шире применяться в будущем.
Гильза цилиндра: виды, дефекты, замена
Что это такое? Гильза цилиндра – это элемент двигателя внутреннего сгорания. Она представляет собой вставку, которая необходима для задержки масла на своих стенках. Ее наличие защищает блок цилиндров от преждевременного износа.
Какие бывают? Существуют несколько вариантов гильз цилиндра. Обычно их разделяют на «сухие», «мокрые» и для двигателей с воздушным охлаждением. Каждая из них имеет свои особенности функционирования.
Вопросы, рассмотренные в материале:
- Задачи гильзы цилиндра
- Виды гильз цилиндра
- Возможные дефекты гильз цилиндра
- Подбор размера новых гильз цилиндров
- Этапы замены гильзы цилиндра
- Что автолюбители говорят про гильзы цилиндра
Задачи гильзы цилиндра
Словосочетание «гильза цилиндра» обычно не применяется, но лишь потому, что все предпочитают говорить просто – «цилиндр», так как, по сути, гильза им и является. Также гильзу можно рассматривать как втулку, внутри которой ходит поршень. Вместе с головкой блока цилиндров гильза образует камеру сгорания.
Вне всякого сомнения, гильза цилиндра – это деталь в двигателе внутреннего сгорания, которая испытывает наибольшие нагрузки. Это и тысячеградусная температура сгорающей топливно-воздушной смеси, и давление расширяющихся газов, и трение уплотнительных колец поршня, и даже коррозия.

Внутренняя поверхность гильзы еще называется рабочей. Внутри цилиндра поршень совершает возвратно-поступательные движения. Уплотнительные кольца воздействуют на рабочую поверхность гильзы цилиндра, и только подаваемая смазка уменьшает износ ее стенок. Но в моменты изменения направления движения поршня происходит разрыв масляной пленки, и появляется так называемое граничное трение.
Также гильза, а точнее, ее верхняя часть, подвергается особому виду коррозии – электрохимической. Если разобраться, то в основе ржавления металла всегда лежит разность потенциалов, однако в случае с цилиндром крайне любопытна сама причина такой коррозии – большая разность температур между нижней и верхней частями гильзы, которая и вызывает дисбаланс электрических полей в разных частях одной детали.
Кроме коррозии, на гильзу также оказывают механическое воздействие радиальные нагрузки, которые передает на поршень колеблющийся в двух плоскостях шатун. Если стенки гильзы имеют недостаточную толщину, то это может привести к ее разрушению.
Поэтому для противодействия всем указанным разрушающим факторам гильзы цилиндров должны удовлетворять следующим требованиям:
- повышенная жесткость и высокие прочностные характеристики стенок, а также посадочных поясков;
- износостойкость;
- абсолютная герметизация стыков;
- технологичность и максимально возможная простота конструкции.
По рабочей плоскости гильзы скользит не поршень, нет. Непосредственный контакт осуществляется с уплотнительными кольцами, которые и создают деструктивное трение. Чтобы его ослабить, рабочая плоскость цилиндра подвергается высокоточной обработке с достижением некоторой шероховатости поверхности. Данный процесс называется хонингованием.
Визуально это выглядит, как будто на внутренние стенки цилиндра нанесли некую отражающую субстанцию. Разумеется, никто ничего туда не наносит, но из-за такого эффекта рабочая поверхность гильзы еще называется зеркалом цилиндра.
Из чего же изготавливают гильзы цилиндров? С учетом всех перечисленных нагрузок, а также повышенных требований к прочности, создается представление, что гильзы должны изготавливаться из какого-то «космического» металла! Но нет, все намного проще – их делают из серого чугуна, потому что он отвечает всем (в том числе, повышенным) техническим требованиям.
Он отлично держит масляную пленку, чугун стоек к износу трением, также имеет относительно высокую коррозионную устойчивость, особенно если его легируют хромом, молибденом, фосфором, ванадием и медью.
Разумеется, некоторые блоки цилиндров выполняются как единая деталь для всех «банок» сразу. Но такое производство менее технологично, и этот процесс является более дорогостоящим, чем в случае производства гильз по отдельности. Кроме того, выход из строя «сепаратной» гильзы цилиндра влечет более дешевый ремонт – замену. Когда же блок единый, то его замена обойдется существенно дороже.
Виды гильз цилиндра
По типу конструкции гильзы подразделяются на 3 основные группы:
«Мокрые» гильзы цилиндров
ДВС, работающий с водяным охлаждением, имеет, соответственно, полость в блоке цилиндров, называемую водяной рубашкой. Фактически, гильзы непрерывно омываются охлаждающей жидкостью, чтобы не допустить их перегрева и, как следствие, не произошло заклинивания перегретых поршней в цилиндрах (из-за нерасчетного термического расширения). Такая схема называется «мокрой». Разумеется, в этом случае отвод тепла более эффективен, однако картер с такой схемой крепления цилиндров имеет меньшую жесткость.
Данная схема «сепаратных мокрых» гильз имеет и еще одно преимущество – высокую ремонтопригодность, а потому она чаще всего применяется в двигателях для тракторов, специальной техники и даже танков и других боевых машин.
«Мокрые» гильзы не нуждаются в доработке (например, в обточке) перед установкой. Изношенные гильзы просто заменяют без ремонта, при этом мотор даже не нужно демонтировать.
Поскольку «сепаратные» гильзы крепятся в картере по отдельности, то это автоматически означает наличие зазоров в местах соприкосновения гильз и корпуса блока цилиндров. А значит, потенциально может произойти прорыв газообразных продуктов сгорания топлива в рубашку или же, наоборот, просачивание охлаждающей жидкости в камеру сгорания (особенно если есть проблемы с системой зажигания и топливо на нескольких тактах не воспламеняется и не создает внутреннего давления).
Для предотвращения таких прорывов гильзы комплектуются уплотнительными прокладками. Хонингование внутренней поверхности цилиндра производится еще и затем, чтобы на ней образовывалась и могла стабильно удерживаться масляная пленка для уменьшения трения о стенки поршневых уплотняющих колец. Практически все современные автомобили оснащаются «мокрыми» гильзами.
«Сухие» гильзы
Так называются те гильзы, которые не имеют непосредственного соприкосновения с охлаждающей жидкостью. Это не значит, что двигатели с «сухими» гильзами – это моторы с воздушным охлаждением. Чугунная гильза вставляется в корпус блока цилиндров двигателя, выполненного из более легкого металла. Таковы, например, некоторые двигатели производства HONDA, Volkswagen, Land Rover, VOLVO, AUDI.
«Сухие» гильзы крайне удобны с точки зрения проведения капитального ремонта двигателя. Их можно не менять, а растачивать, причем несколько раз, продлевая тем самым ресурс мотора.

Японский автопроизводитель ISUZU устанавливает в двигатели собственного изготовления тонкостенные стальные гильзы, которые к тому же покрыты изнутри пористым хромом. Механической обработке такие детали подвергать нельзя. Они размещаются в блоке цилиндров без натяга, но с незначительным усилием и фиксируются, во-первых, за счет широкого бурта, которым гильза прижимается к головке блока, а во-вторых, за счет термического расширения металла, в результате чего гильзу распирает в посадочном отверстии.
Поскольку «сухие» гильзы являются пассивными элементами в двигателе с точки зрения обеспечения прочности корпуса силового агрегата (то есть гильзы не несут нагрузки), за них это делает сам корпус. А блок цилиндров при этом может иметь сложное сечение с многочисленными ребрами жесткости. Поэтому конструкция ДВС с «сухими» гильзами потенциально имеет большую прочность.
Гильзы цилиндров для двигателей с воздушным охлаждением
Блок-картерный тип отливки блока цилиндров для «сухих» гильз в данном случае неприменим. Из-за подобного усложнения неизбежно ухудшится теплоотвод от области камеры сгорания. Поэтому в ДВС с воздушным охлаждением используют литые цилиндры с оребрением для лучшей теплоотдачи. Ребра располагаются перпендикулярно оси цилиндра (но параллельно вектору движения мотоцикла, если речь о нем, чтобы обдувающие потоки воздуха эффективнее снимали тепло с ребер).
Гильзы цилиндров с воздушным охлаждением крепятся к верхней части картера ДВС (где располагается коленвал) с помощью анкерных шпилек. Такие гильзы могут быть монометаллическими (то есть изготовлены из металла одного вида) или же биметаллическими (то есть из сплава).
Возможные дефекты гильз цилиндра
Трещины
С учетом того, что наиболее распространенным металлом, из которого изготавливаются гильзы цилиндров, является хрупкий чугун, нет ничего удивительного в том, что под воздействием высокой температуры и поперечных динамических нагрузок в гильзах могут образовываться трещины.
Кроме того, среди причин возникновения растрескиваний металла значатся: ударные нагрузки или сотрясения, замерзание охлаждающей жидкости, перетяжка болтов блока цилиндров, перекосы при запрессовке самих гильз и многие другие.
Но чаще всего трещины возникают из-за температурных перепадов: сильного нагрева и стремительного охлаждения (например, в условиях крайнего севера).
Износ наружной поверхности гильз цилиндров
В «мокрых» гильзах их внешняя поверхность постоянно контактирует с охлаждающей жидкостью. Поэтому повреждения здесь могут происходить из-за кавитационного изнашивания либо коррозии. Чтобы не допускать последнего указанного фактора, следует заливать в систему охлаждения инертный антифриз, который к тому же имеет дополнительные противопенные и другие защитные присадки.
На первый взгляд кажется, что главное – это не допускать дефектов на внутренней поверхности гильзы, но повреждения на внешней также приводят к разрушению детали, к образованию протечек охлаждающей жидкости внутрь картера, смешению антифриза с маслом и повреждению всех смазываемых трущихся частей. Кроме того, масло тоже может попасть в систему охлаждения ДВС, что чревато регулярными перегревами мотора.
Излом бурта
Причинами такой поломки могут стать:
- посторонние частицы, которые не были удалены при запрессовке гильзы;
- перекос седла буртика в блоке цилиндров;
- некондиционная или просто неподходящая прокладка головки блока;
- неаккуратное следование технологическим требованиям при восстановлении ресурса двигателя, в результате чего бурт может быть поврежден.
Очень важно вовремя заметить такой дефект. Если запустить двигатель со сломанным буртом, то такая гильза может провалиться в сторону коленчатого вала. И как только излом окажется выше первого поршневого кольца, оно просто выскочит из места излома. Во время обратного хода поршня произойдет вдавливание гильзы, а коленвал, скорей всего, разобьет ее на части. В итоге будут повреждены: сама гильза (полностью), поршень (полностью), коленвал (частично), шатун (полностью). И хорошо, если не разрушатся элементы других цилиндров.

Износ посадочных поясков гильзы
Этот износ имеет отношение к кавитационному истиранию. Основной его признак – глубокие раковины на поверхности поясков. Это следствие коррозионного воздействия.
Разумеется, все вибрации, которые возникают при работе ДВС, отражаются и на гильзах цилиндров, причем в первую очередь. Это приводит к постепенному истиранию посадочных поясков.
Чаще всего можно наблюдать овальности посадочных поясков именно из-за кавитационного воздействия. Кроме того, в зазорах поясков может откладываться накипь, что также будет приводить к постепенному изменению формы гильзы в данном месте.

Износ внутренней поверхности цилиндров
Самое неприятное воздействие на зеркало цилиндра производит абразив. Случается это в тех случаях, когда установлен некачественный или бракованный воздушный фильтр или же в воздуховоде образовались дыры. Кроме того, мелкодисперсный абразив неизбежно начнет просачиваться в камеру сгорания при длительной эксплуатации автомобиля в запыленных районах. В качестве причины может выступать и небрежное хранение масла или топлива (в негерметичных емкостях, к примеру).
Читайте также!
Гильза цилиндра изнашивается по всей длине неравномерно. В верхней ее части износ всегда больше, потому что именно там находится камера сгорания, где образуются и тысячеградусные температуры, и давление в десятки атмосфер, и всевозможные механические воздействия.
Подбор размера новых гильз цилиндров
Блоки цилиндров в основном встречаются двух разных типов: рядные (или линейные) и V-образные. Однако у моделей последнего типа различаются развалы, габаритные размеры блоков и другие параметры. Кроме того, чтобы подобрать нужную гильзу, надо принять во внимание количество клапанов в цилиндре и требуемую толщину стенок.
Диаметр посадочного гнезда для гильзы цилиндра нужно замерять с высокой точностью. Для этого используют микрометрический нутромер. После того как все показатели сняты, можно обращаться за табличными данными (по подбору втулок в зависимости от нескольких факторов):