Устройство и ремонт электрических машин — Бандажирование и балансировка роторов и якорей
При вращении роторов и якорей электрических машин возникают центробежные силы, стремящиеся вытолкнуть обмотку из пазов и отогнуть ее лобовые части. Чтобы противодействовать центробежным силам и удержать обмотку в пазах, используют расклиновку и бандажирование обмоток роторов и якорей.
Применение способа крепления обмоток (клиньями или бандажами) зависит от формы пазов ротора или якоря. При полуоткрытой и полузакрытой формах пазов используют только клинья, а при открытой — бандажи или клинья. Пазовые части обмоток в сердечниках якорей и роторов закрепляют при помощи клиньев или бандажей из стальной бандажной проволоки либо стеклоленты, а также одновременно клиньями и бандажами; лобовые части обмоток роторов и якорей — бандажами. Надежное крепление обмоток имеет важное значение, поскольку необходимо для противодействия не только центробежным силам, но и динамическим усилиям, воздействию которых подвергаются обмотки при редких изменениях в них тока. Для бандажирования роторов применяют стальную луженую проволоку диаметром 0,8 — 2 мм, обладающую большим сопротивлением на разрыв.
Перед намоткой бандажей лобовые части обмотки осаживают ударами молотка через деревянную прокладку, чтобы они ровно располагались по окружности. При бандажировании ротора пространство под бандажами предварительно покрывают полосками электрокартона, чтобы создать изоляционную прокладку между сердечником ротора и бандажом, выступающую на 1 — 2 мм по обеим сторонам бандажа. Весь бандаж наматывают одним куском проволоки, без паек. На лобовых" частях обмотки во избежание их вспучивания накладывают витки проволоки от середины ротора к его концам. При наличии у ротора специальных канавок проволоки бандажа и замки не должны выступать над канавками, а при отсутствии канавок толщина и расположение бандажей должны быть такими, какими они были до ремонта.
Скобки, устанавливаемые на роторе, следует размещать над зубцами, а не над пазами, при этом ширина каждой из них должна быть меньше ширины верхней части зубца. Скобки на бандажах расставляют равномерно по окружности роторов с расстоянием между ними не более 160 мм.
Расстояние между двумя соседними бандажами должно быть 200—260 мм. Начало и конец бандажной проволоки заделывают двумя замочными скобками шириной 10—15 мм, которые устанавливают на расстоянии 10 — 30 мм одна от Другой. Края скобок завертывают на витки бандажа и. запаивают припоем ПОС 40.
Полностью намотанные бандажи для увеличения прочности и предотвращения их разрушения центробежными усилиями, -создаваемыми массой обмотки при вращении ротора, пропаивают по всей поверхности припоем ПОС 30 или ПОС 40. Пайку бандажей производят электродуговым паяльником с медным стержнем диаметром. 30 — 50 мм, присоединяемым к сварочному трансформатору.
В ремонтной практике нередко проволочные бандажи заменяют выполненными стеклолентами из однонаправленного (в продольном направлении) стеклянного волокна, пропитанного термореактивными лаками. Для наматывания бандажей из стеклоленты применяют то же оборудование, что и для бандажирования стальной проволокой, но дополненное приспособлениями в. виде натяжных роликов и укладчиков ленты.
В отличие от бандажирования стальной проволокой ротор до наматывания на него бандажей из стеклоленты прогревают до 100 °С. Такой прогрев необходим потому, что при наложении бандажа на холодный ротор остаточное напряжение в бандаже при его запекании снижается больше, чем при бандажировании нагретого.
Сечение бандажа из стеклоленты должно не менее чем в 2 раза превосходить сечение соответствующего бандажа из проволоки. Крепление последнего витка стеклоленты с нижележащим слоем происходит в процессе сушки обмотки при спекании термореактивного лака, которым пропитана стеклолента. При бандажировании обмоток роторов стекло- лентой не применяют замки, скобки и подбандажную изоляцию что является преимуществом этого способа.
Балансировка.
Отремонтированные роторы и якоря электрических машин подвергают статической, а при необходимости и динамической балансировке в сборе с вентиляторами и другими вращающимися частями. Балансировку производят на специальных станках для выявления неуравновешенности (дисбаланса) масс ротора или якоря, являющейся частой причиной возникновения вибрации при. работе машины.
Ротор, и якорь состоят из большого количества деталей и поэтому распределение масс в них не может быть строго равномерным. Причины неравномерного распределения масс — разная толщина или масса отдельных деталей, наличие в них раковин, неодинаковый, вылет лобовых частей обмотки и др. Каждая из деталей, входящих: в состав собранного ротора или якоря, может быть неуравновешенной вследствие смещения ее осей инерции от. оси вращения. В собранном роторе и якоре неуравновешенные массы, отдельных деталей в зависимости от их расположения могут суммироваться или взаимно компенсироваться. Роторы и якоря, у которых главная центральная ось инерции не совпадает с осью вращения, называют неуравновешенными.
Рис. 155.Способы статической балансировки роторов и якорей:
а — на призмах, б — на дисках, в — на специальных весах; 1 — груз, 2 — грузовая рамка, 3 — индикатор, 4 — рама, 5 — балансируемый ротор (якорь)
Неуравновешенность, как правило, складывается из суммы двух неуравновешенностей — статической и динамической.
Вращение статически и динамически неуравновешенного ротора и якоря вызывает вибрацию, способную разрушить подшипники и фундамент машины. Разрушающее воздействие неуравновешенных роторов и якорей устраняют путем их балансировки, которая заключается в определении размера и места неуравновешенной массы;
Неуравновешенность определяют статической или динамической балансировкой. Выбор способа балансировки зависит от требуемой точности уравновешивания, которой можно достигнуть на имеющемся оборудовании. При динамической балансировке получаются более высокие результаты компенсации неуравновешенности (меньшая остаточная неуравновешенность), чем при статической. Такой балансировкой можно устранить как/динамический, так и статический небаланс/ При необходимости устранения неуравновешенности (дисбаланса) на обоих торцах ротора или якоря должна производиться -только динамическая балансировка. Статическую балансировку выполняют при невращающемся роторе на призмах (рис., 155, я), дисках (рис. 155,5) или специальных весах (рис. 155, в). Такой балансировкой можно устранить только статическую неуравновешенность.
Для определения неуравновешенности ротор выводят из равновесия легким толчком; Неуравновешенный ротор (якорь) будет стремиться возвратиться в такое положение, при котором его тяжелая сторона окажется внизу. После остановки ротора отмечают мелом место, оказавшееся в верхнем положении. Прием повторяют несколько раз, чтобы проверить, останавливается ли ротор (якорь) всегда в этом, положении. Остановка ротора в одном и том же положении указывает на смещение центра тяжести.
В отведенное для балансировочных грузов место (чаще всего это внутренний диаметр обода нажимной шайбы) устанавливают пробные грузы, прикрепляя их с помощью замазки. После этого повторяют прием балансировки. Прибавляя или уменьшая массу грузов, добиваются остановки ротора в любом, произвольно взятом положении. Это означает, что ротор статически уравновешен, т. е. его центр тяжести совмещен с осью вращения. По окончании балансировки пробные грузы заменяют одним такого же сечения и массы, равной массе пробных грузов и замазки и уменьшенной на массу части электрода, которая пойдет на приварку постоянного груза. Неуравновешенность можно компенсировать высверливанием соответствующей части металла с тяжелой стороны ротора.
Более точной, чем на призмах и дисках является балансировка на специальных весах. Балансируемый ротор 5 устанавливают шейками вала на опоры рамы 4, которая может поворачиваться вокруг своей оси на некоторый угол пoboрачивая балансируемый ротор, добиваются наибольшего показания индикатора J, которое будет при условии расположения центра тяжести ротора, показанного на рисунке (в наибольшем удалении от оси поворота рамы). Добавлением к грузу 1 дополнительного груза—рамки 2 с делениями добиваются уравновешивания ротора, которое определяют по стрелке индикатора. В момент уравновешивания стрелка совмещается с нулевым делением.
Если повернуть ротор на 180, его центр тяжести приблизится к оси качания рамы на двойной эксцентриситет смещения центра тяжести ротора относительно его оси. Об этом моменте судят по наименьшему показанию индикатора. Ротор уравновешивают вторично передвижением грузовой рамки 2 по линейке со шкалой, отградуированной в граммах на сантиметр. О величине неуравновешенности судят по показаниям шкалы весов.
Статическая балансировка применяется для роторов, вращающихся с частотой, не превышающей 1000 об/мин. Статически уравновешенный ротор (якорь) может иметь динамическую неуравновешенность, поэтому роторы, вращающиеся с частотой выше 1000 об/мин, чаще всего подвергают динамической балансировке, при которой одновременно устраняются оба вида неуравновешенностей — статическая и динамическая.
Динамическую балансировку при ремонте электрических машин производят на балансировочном станке при пониженной (по сравнению с рабочей) частоте вращения или при вращении ротора (якоря) в собственных подшипниках при рабочей частоте вращения.
Для динамической балансировки наиболее удобен станок резонансного типа (рис. 156), состоящий из двух сварных стоек U опорных плит 9 и балансировочных головок.
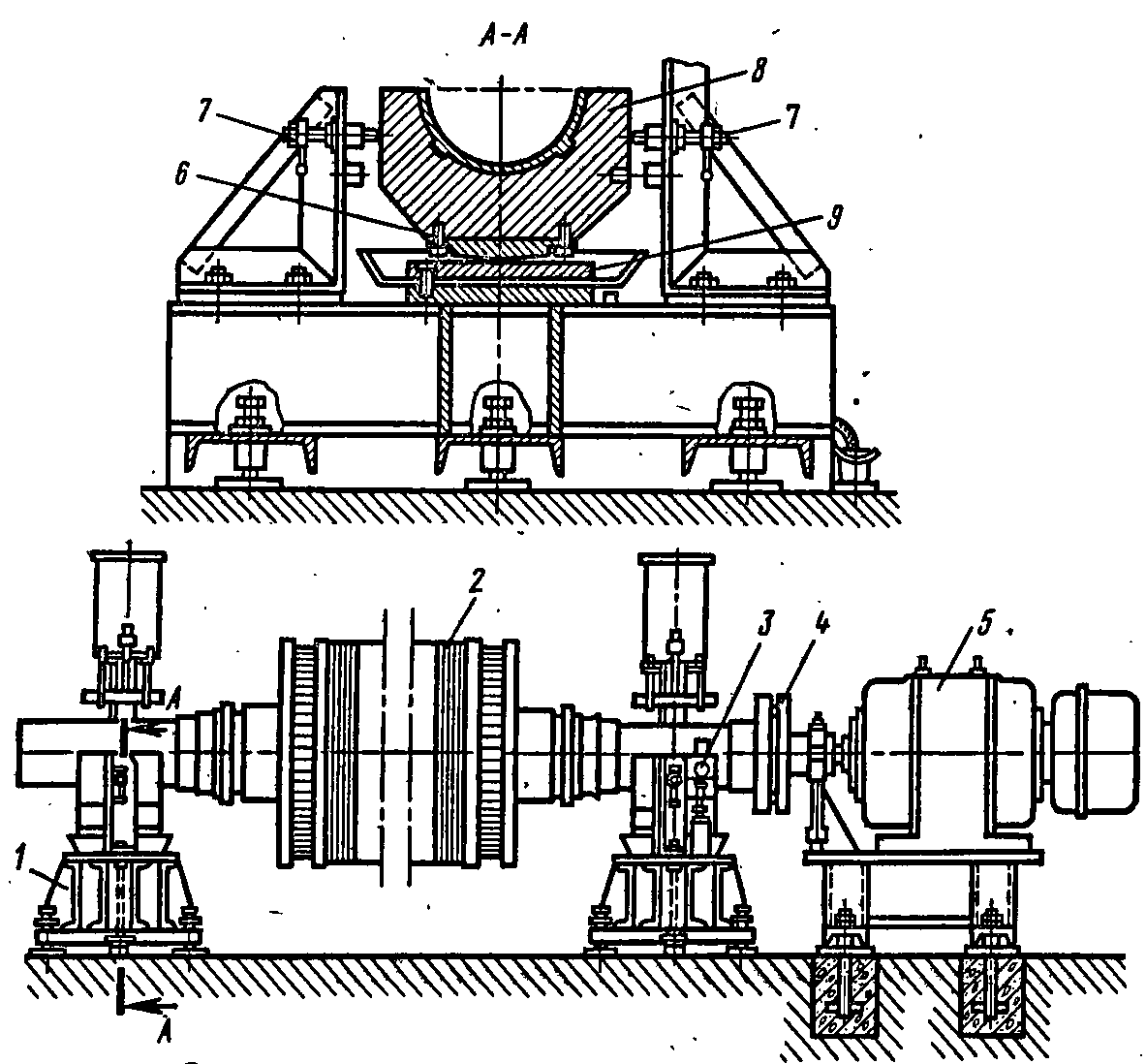
Рис. 156. Станок резонансного типа для динамической балансировки роторов и якорей
Головки, состоящие из подшипников 8 и сегментов 69 могут быть закреплены неподвижно болтами 7 либо свободно качаться на сегментах. Балансируемый ротор 2 приводится во вращательное движение электродвигателем 5, муфта расцепления 4 служит для отсоединения вращающегося ротора от привода в момент балансировки.
Динамическая балансировка роторов состоит из двух операций: измерения первоначальной вибрации, дающей представление о размерах неуравновешенности масс ротора; нахождения точки размещения и определения массы уравновешивающего груза для одного из торцов ротора.
При первой операции головки станка закрепляют болтами 7. Ротор 2 при помощи электродвигателя 5 приводится во вращение, после чего привод отключают, расцепляя муфту, и освобождают одну из головок станка. Освобожденная головка под действием радиально направленной силы небаланса
раскачивается, что позволяет измерить стрелочным индикатором 3 амплитуду колебания головки. Такое же измерение производится для второй головки.
Вторая операция выполняется методом «обхода грузом». Разделив обе стороны ротора на шесть равных частей, закрепляют в каждой точке поочередно пробный груз, который должен быть несколько меньше предполагаемого небаланса. Затем описанным выше способом измеряют колебания головки для каждого положения груза. Необходимым местом размещения груза будет точка, у которой амплитуда колебаний минимальная. Массу груза подбирают опытным путем. —
Выполнив балансировку одной стороны ротора, уравновешивают таким же способом его другую сторону. Окончив балансировку обеих сторон ротора, окончательно закрепляют временно, установленный груз путем сварки либо винтами, при этом учитывают массу сварочного шва или винтов.
В качестве груза используют чаще всего куски полосовой стали. Крепление груза должно быть надежным поскольку недостаточно прочно закрепленный груз может в процессе работы машины оторваться от ротора и вызвать тяжелую аварию или несчастный случай.
Закрепив постоянный груз, ротор подвергают проверочной балансировке и при удовлетворительных результатах передают в сборочное отделение для сборки машины.
Статическая и динамическая балансировка роторов и якорей кратко
Как известно, электродвигатель (в дальнейшем ЭД) состоит из двух элементов – статического (статора) и подвижного (ротора). Последний при работе может вращаться на очень высокой скорости, которая составляет тысячи и десятки тысяч оборотов в минуту.
Дисбаланс ротора не только приводит к повышенной вибрации, но и может повредить сам ротор или весь электродвигатель. Также из-за этой проблемы увеличивается риск поломки всей установки, где используется этот ЭД.
Как производится балансировка роторов электродвигателей
Различают статическую и динамическую балансировку роторов.
Статическая балансировка ротора призвана устранить значительный дисбаланс масс относительно оси вращения. Она может быть произведена в домашних условиях, поскольку не требует использования специального оборудования. Достаточно призматических или дисковых фиксаторов. Также эта операция может производиться с использованием рычажных весов специальной конструкции.
Ротор размещается на призматическом или дисковом фиксаторе. После этого наиболее тяжелая его сторона перевешивает, и деталь прокручивается вниз. На нижней точке делают отметку мелом. Затем ротор перекатывают ещё четырежды, и после каждой окончательной остановки отмечают наиболее нижнюю точку.
Когда на роторе становится пять отметок, замеряют расстояние между крайними и на его середине делают шестую. Затем на диаметрально противоположной точке этой шестой отметки (точке максимального дисбаланса) устанавливают балансирующий груз.
Масса груза подбирается опытным путём. На точке противоположной максимальному дисбалансу устанавливаются утяжелители различной массы, после чего ротор прокручивается и останавливается в любом положении. Если всё ещё наблюдается дисбаланс – масса грузика уменьшается или увеличивается (в зависимости от того, в какую сторону провернулся ротор после остановки). Задача – подобрать такую массу утяжелителя, чтобы ротор после остановки в любом положении не проворачивался.
После определения нужной массы можно либо оставить груз, либо просто высверлить отверстие в полученной шестой точке – точке с максимальным дисбалансом. При этом масса высверленного металла должна соответствовать массе подобранного груза.
Такая статическая балансировка электродвигателя своими руками достаточно грубая и призвана устранить только серьёзные перекосы по массе нагрузки на валу. Есть и другие недостатки. Так, статическая балансировка якоря электродвигателя своими руками потребует многочисленных измерений и вычислений. Для повышения точности и скорости рекомендуется использовать динамический метод.
Для этого потребуется специальный станок для балансировки роторов электродвигателей. Он раскручивает размещённый на нём вал и определяет, по какой из осей наблюдается перекос массы. Динамическая балансировка роторов электродвигателей способна устранить даже мельчайшие отхождения оси инерции от оси вращения.
Динамическая балансировка вала электродвигателя производится компьютерным методом. Высокоинтеллектуальное оборудование, которое используется для этого процесса, способно самостоятельно подсказать, какой противовес и на какую сторону стоит установить.
Впрочем, найти станок для балансировки очень тяжелого или большого ротора довольно сложно. Обычно динамическая методика устранения перекоса применяется для сравнительно небольших ЭД независимо от мощности. Поэтому, выбирая способы балансировки и центровки электродвигателей, стоит обратить внимание не только на точность операции, но и на физическую возможность провести этот процесс для имеющегося вала.
Для чего нужна балансировка электродвигателя
Каждый двигатель оснащён быстро вращающимся ротором (якорем). Скорость вращения может достигать тысяч и десятков тысяч оборотов в минуту. От двигателя требуется не только высокая скорость, но и равномерность вращения – без отклонений, даже самых минимальных. Для этого он подвергается балансировке ещё на заводе-изготовителе. В процессе эксплуатации ротор выдерживает большие нагрузки, из-за чего его балансировка нарушается. Последствия могут быть самыми разными:
- быстрый износ вращающихся и неподвижных частей электродвигателя – нарушение баланса начинает его разрушать, причём наблюдается всё большее отклонение от нормы;
- возникают вибрации – они нарушают работу электродвигателя и подключенного к нему оборудования. В случае с мощными двигателями, устанавливаемыми на бетонные платформы, начинается неконтролируемое разрушение последних. Больше всего от вибраций страдают подшипники, что приводит к ещё более разрушительным последствиям – вплоть до полного выхода двигателя и оборудования/электроустановки из строя;
- повышается нагрузка на двигатель и его электрические части – износ становится стремительным, а эксплуатация – опасной.
Причины дисбаланса якорей
Существуют несколько причин отсутствия балансировки якорей:
- наличие скрытых дефектов ротора – проявляются места неуравновешенной массы, что приводит к неравномерному вращению;
- неравномерность расположения обмоток – проявляется в самом начале эксплуатации электродвигателей, но может проявиться и в дальнейшем;
- нарушение центра масс из-за неправильной формы каких-либо деталей – это может быть заводской или приобретённый дефект.
Также существуют и многие другие причины – например, центр масс может потеряться из-за теплового расширения отдельных деталей двигателя в силу высокой нагрузки.
Как производится балансировка электродвигателей
Балансировка роторов якорей производится двумя способами – статическим и динамическим. Статическая балансировка производится на остановленном двигателей с помощью несложного оборудования или специальных весов. Определив расположение центра масс, специалисту остаётся вычислить необходимую для корректировки массу и определить место для её установки. Чем опытнее специалист, тем выше точность такой балансировки. Все работы, в том числе измерительные, производятся в состоянии покоя. После завершения процедуры производятся повторные измерения и контрольный запуск двигателя.
Динамическая балансировка якоря производится на специальном оборудовании при запущенном двигателе или раскрученном вале. Здесь используется так называемый балансировочный станок. Он определяет неуравновешенность во вращении, позволяя выполнить балансировку с максимальной точностью.
Динамическая балансировка роторов электродвигателей позволяет выявить статочную неуравновешенность, оставшуюся после статической балансировки. Именно поэтому последняя используется только при грубых нарушениях. Например, этот метод применяется при работе с маломощными электродвигателями с частотой вращения не выше 1000 об/мин. Здесь небольшой дисбаланс практически незаметен. Если двигатель вращается с частотой свыше 1000 об/мин, задействуется динамическая балансировка – более точная. Она позволяет выявить даже самый ничтожный дисбаланс.
Ротор электродвигателя представляет собой сложную конструкцию с множеством элементов, каждый из которых наделен своими нормативными показателями. В идеальном состоянии ось инерции ротора должна совпадать с осью вращения, однако под воздействием внешних факторов длительное использование двигателей может приводить к их разбалансировке. В таких условиях своевременная диагностика и устранение неполадок может стать единственным выходом для продления срока службы электродвигателя.
Балансировка якоря и ротора электродвигателя в Волгограде, Санкт-Петербурге и Волжском
Отремонтированные роторы и якоря электрических машин направляют на статическую, а при необходимости и на динамическую балансировку в сборе с вентиляторами и другими вращающимися частями. Балансировку производят на специальных станках для выявления неуравновешенности (дисбаланса) масс ротора и якоря. Причинами неравномерного распределения масс могут быть: разная толщина отдельных деталей, наличие в них раковин, неодинаковый вылет лобовых частей обмотки и др. Любая деталь ротора или якоря может быть неуравновешенной в результате сдвига осей инерции относительно оси вращения. Неуравновешенные массы отдельных деталей в зависимости от их расположения могут суммироваться или взаимно компенсироваться.
Роторы и якоря, в которых центральная ось инерции не совпадает с осью вращения, называют неуравновешенными.
Вращение неуравновешенного ротора или якоря вызывает вибрацию, которая может разрушить подшипники и фундамент машины. Чтобы этого избежать, производят балансировку роторов, которая заключается в определении размеров и мест неуравновешенной массы и устранении дисбаланса.
Неуравновешенность определяют статической или динамической балансировкой. Выбор способа балансировки зависит от точности уравновешивания, которую можно осуществить на данном оборудовании. При динамической балансировке получают лучшие результаты компенсации неуравновешенности, чем при статической.
Статическую балансировку выполняют при невращающемся роторе на призмах, дисках или специальных весах (рис. 2.45). Для определения неуравновешенности ротор выводят из равновесия легким толчком. Неуравновешенный ротор будет стремиться вернуться в такое положение, когда его тяжелая сторона окажется внизу. После остановки ротора мелом отмечают место, которое оказалось в верхнем положении. Процесс повторяют несколько раз. Если ротор останавливается в одном и том же положении, значит центр его тяжести смещен.
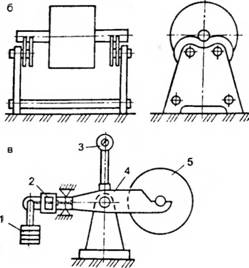
Рис. 2.45. Способы статической балансировки роторов (якорей):
а — на призмах; б — на дисках; в — на специальных весах; 1 — груз; 2 — грузовая рамка; 3 — индикатор; 4 — рама; 5 — ротор (якорь)
В определенном месте (чаще, всего это внутренний диаметр обода нажимной шайбы) устанавливают пробные грузы, прикрепляя их замазкой. После этого повторяют прием балансировки. Увеличивая или уменьшая массы грузов, добиваются остановки ротора в произвольном положении. Это означает, что ротор статически уравновешен.
По окончании балансировки пробные грузы заменяют одним грузом той же массы.
Неуравновешенность можно компенсировать высверливанием соответствующей части металла из тяжелой части ротора.
Более точной, чем на призмах и дисках, является балансировка на специальных весах.
Статическую балансировку применяют для роторов с частотой вращение не более 1000об/мин. Статически -уравновешенный ротор может быть динамически неуравновешенным, поэтому роторы с частотой вращения более 1000 об/мин подвергают динамической балансировке, при которой устраняется и статическая неуравновешенность.
Динамическая балансировка ротора, которую выполняют на балансировочном станке, состоит из двух операций: измерение первоначальной вибрации; нахождение точки расположения и массы уравновешивающего груза для одного из торцов ротора.
Балансировку производят с одной стороны ротора, а потом с другой. После окончания балансировки груз закрепляют сваркой или винтами. Затем выполняют проверочную балансировку.
Ротор в целом может иметь неравномерное относительно оси вращения распределение металла по весу и его центр тяжести не будет расположен на этой оси, т.е. по весу ротор будет неуравновешен относительно оси вращения. Такая неуравновешенность ротора или его деталей называется небалансом.
При вращении ротора небаланс вызывает появление радиально направленной возмущающей силы. Эта сила стремится вырвать вал вместе с укрепленной на нем деталью из подшипников. Возмущающая сила все время меняет свое направление, оставаясь радиальной, поэтому ее действие на подшипники переменно по направлению; такое действие неизбежно приводит к вибрации механизма.
Детали механизма при вибрации испытывают удары, толчки и перегрузку, что вызывает ускоренный общий износ, нарушение центрирования и креплений, а это в свою очередь еще более усиливает вибрацию.
Чтобы устранить возмущающую силу, ротор уравновешивают, т.е. устраняют его небаланс. Операции по устранению небаланса называют балансировкой. Балансировать можно каждую деталь ротора в отдельности или весь ротор в целом; последний способ экономичнее и точнее.
Чтобы сбалансировать неуравновешенность ротора, нужно на том же расстоянии от оси (там где выявлен небаланс), но в диаметрально противоположном направлении наплавить (подвесить) груз необходимой для балансировки массы; после чего ротор окажется сбалансированным и никакой возмущающей силы при его вращении возникать не будет.
Величину и расположение небаланса находят при выполнении различных видов балансировок.
Различают статическую и динамическую балансировки ротора:
1. Статической балансировка называется потому, что для выявления и устранения небаланса не требуется вращения ротора; уравновешивания достигают, когда ротор находится в состоянии покоя.
2. Динамическая неуравновешенность наблюдается тогда, когда неуравновешенные массы ротора дают две возмущающие силы, одинаковые по величине, но противоположно направленные и расположенные на разных концах. При этом может оказаться, что общий центр тяжести ротора расположен на оси вращения, т.е. статически ротор уравновешен. Такую неуравновешенность можно выявить только при вращении ротора, так как общий центр тяжести ротора расположен на его оси, и только при вращении обе неуравновешенные массы образуют пару возмущающих сил переменного направления. Следовательно, статически отбалансированный ротор в некоторых случаях может иметь динамическую неуравновешенность. Операция по выявлению и устранению динамического небаланса называется динамической балансировкой.
Дымососы (Д) предназначены для отсасывания дымовых газов из топки котла и выброса их под напором через дымовую трубу в атмосферу.
Дымососы бывают центробежного (1) и осевого (2) типа.
1. Для котлов паропроизводительностью 420-640 т/ч применяются дымососы центробежного типа двухстороннего всасывания типа: Д-25х2Ш и Д 21,5×2.
Эти дымососы состоят из следующих основных узлов:
• направляющих аппаратов и их привода
Монтаж дымососа начинают с приемки фундамента и установки на него электродвигателя.
Значительные размеры Д двухстороннего всасывания предопределяют их поставку на монтаж в разобранном виде. Поэтому первоначальной операцией по монтажу является сборка на сборочной площадке опорных конструкций Д (рам) и корпусов улиток с всасывающими карманами.
Монтаж Д начинается с установки опорной рамы, которая крепится к фундаменту при помощи болтов. Рама устанавливается на металлических подкладках, общая толщина которых может быть до 25-30 мм, при количестве подкладок в одном пакете не более трех.
Подкладки располагаются по обе стороны каждого фундаментного болта и регулируют высотные отметки, отклонение которых от проектных допускается не более + — 6 мм.
На опорную раму устанавливаются подшипники Д, центровка которых производится по струне и отвесам.
После установки корпусов подшипников на фундамент устанавливается корпус Д, затем укладывается его ротор.
Вслед за установкой корпуса Д на его всасывающей стороне монтируют регулирующие шиберы. Предварительно шиберы проходят ревизию, в процессе которой проверяется плавность их открытия и закрытия.
Собранный Д опробуется на холостом ходу; при этом допускаются радиальное и осевое биения рабочего колеса соответственно не более 3 и 6 мм.
2. В котельных установках паропроизводительностью 950 т/ч и более применяются осевые Д типа ДО — 31,5. Основными преимуществами этих Д (по сравнению с центробежными Д) является их компактность. Двухступенчатый осевой Д состоит из:
— маслонасосной станции с системой маслопроводов
— вентиляции для охлаждения
Всасывающий карман изготавливается их двух половин (верхней и нижней), соединяемых на фланцах. Общая масса всасывающего кармана составляет около 7,5 т. Нижняя часть всасывающего кармана устанавливается на двух фундаментных опорах.
Корпус Д выполнен из трех частей, предназначенных для размещения:
i. направляющего аппарата и рабочего колеса I ступени;
ii. направляющего аппарата и рабочего колеса II ступени;
iii. спрямляющего аппарата.
Все части соединяются друг с другом на фланцах болтами.
Ходовая часть состоит из вала, двух подшипников и муфты, соединяющей вал Д с электродвигателем.
Подшипники Д — роликового типа, сферические, самоустанавливающиеся, работающие на жидкой смазке, которая подается маслостанцией через систему масляной смазки)(На два Д устанавливается одна маслостанция. Тепловая защита опорного подшипника, установленного в корпусе диффузора, осуществляется при помощи специального вентилятора и теплозвукоизоляционного покрытия.
Монтаж Д начинают с установки опорных конструкций и приемки фундамента. Бетонная поверхность предварительно зачищается от неровностей и насекается в местах расположения фундаментных болтов и подкладок под опорные конструкции Д . Подкладки изготовляются из листовой стали шириной 100-200 мм и длиной, соответствующей ширине нижней плоскости опорной конструкции. Число подкладок не должно превышать трех в одном месте.
Технологическая последовательность монтажа ____ осевого дымососа ДО — 31,5
Как отбалансировать ротор в домашних условиях. Роторы электродвигателей, балансировка, выявление и устранение вибрации
В пазы укладываются медные стержни – обмотка, замкнутая на торцах медными кольцами. Пазы в этом случае круглого сечения, а обмотка имеет вид клетки, называемой “бельичим колесом”. Пазы могут быть другого типа, а короткозамкнутая обмотка получается заливкой пазов алюминием, одновременно на торцах отливают и короткозамыкающие кольца с полостями для вентиляции. Эл. двигатели такого типа называются – короткозамкнутыми. Обмотка ротора короткозамкнутого двигателя является многофазной.
В пазах ротора может быть уложена также обмотка, подобная обмотке статора. В этом случае три вывода от обмотки лежащей в пазах присоединяются к трем контактным кольцам, насаженных на вал, кольца изолированы друг от друга и от вала.
При помощи щеток, наложенных на кольца, обмотка ротора присоединяется к реостату, который служит для пуска двигателя или для регулировки его скорости (частоты) вращения. Двигатель в этом случае называется – двигателем с фазным ротором. Для роторов эл.машин наиболее характерны такие повреждения, как выработка рабочей поверхности шейки и искривления вала, ослабления прессовки пакета сердечника;
обгорание поверхностей и “затяжка” стальных пластин ротора, в результате затирание его за статор, чрезмерный износ подшипников скольжения и вследствие этого “проседание” вала.
Выработку шеек вала не превышающею по глубине 4 -5 % его диаметра, устраняют проточкой на токарном станке. При большой выработке валы эл.машин ремонтируют, наплавляя на поврежденное место слой метала и протачивая наплавленный участок на токарном станке. Для наплавления металла на вал ротора применяют переносные электродуговые аппараты ВДУ-506МТУ3, ПДГ-270(SELMA) – полуавтомат.
Искривление вала обнаруживается путем проверки его биения в центрах токарного станка, запускают станок, а затем к вращающемуся валу подводят мел или цветной карандаш, закрепленный в суппорте станка: следы мела окажутся на выпуклой части вала. При помощи мела можно обнаружить биение, но нельзя определить его величину, которую определяет индикатор. К валу подносят наконечник индикатора, величину биения показывает его стрелка, отклоняясь по шкале, отградцифрованной в сотых или тысячных долях миллиметра. При искривлении вала до 0.1 мм на М длинны, но не более 0.2 мм на всю длину правка не обязательна на валу.
При искривлении вала до 0.3 % его длины правку производят без подогрева, а при искривлении более 0.3 % длины вал предварительно подогревают до 900 – 1000 `C и правят под прессом.
Правку вала производят гидравлическим прессом в два приема. Сначала выправляют вал до тех пор, пока его кривизна не станет менее 1 мм на 1 м длинны, а затем вал протачивают и полируют. При проточке допускается уменьшение диаметра вала не более чем на 6 % от его первоначальной величины. Ослабление прессовки пакета сердечника ротора повышает нагрев машины и увеличивает активность стали ротора. Для устранения этого дефекта при ремонте в зависимости от конструкции ротора подтягивают стяжные болты, забивают между клинья из текстолита или гетинакса промазанные клеем БФ – 2 , полностью пришлифовывают сердечник.
Обгоревшие поверхности активной стали ротора, вследствии чего отдельные пластины называются замкнутыми между собой, встречаются главным образом в машинах с подшипниками скольжения. Ротор с таким дефектом ремонтируют проточкой его сердечника на токарном станке или специальном приспособлении. После ремонта роторы эл.машин в сборе с вентиляторами и другими вращающими частями подвергают статистической или динамической балансировке на специальных балансировочных станках.
Т.к.вибрация, вызванная центробежными силами, достигающими при большом числе оборотов несбалансированного ротора, больших величин, может стать причиной разрушения фундамента и даже аварийного выхода машины из строя. Для статической балансировки служит станок, представляющий собой опорную конструкцию из профильной стали с установленными на ней призмами трапециевидной формы. Длинна призмы должна быть такой, чтобы ротор мог сделать на них не менее 2-х оборотов.
Практически ширину рабочей поверхности призмы балансировочных станков для балансировочных роторов массой до 1 т принимают 3 -5 мм. Рабочая поверхность призм должна быть хорошо отшлифована и способна, не деформируясь, выдерживать массу балансируемого ротора. Статическая балансировка ротора на станке производится в такой последовательности:
ротор укладывают шейками вала на рабочие поверхности призм. При этом ротор, перекатываясь на призмах, займет такое положение, при котором его наиболее тяжелая часть окажется внизу.
Для определения точки окружности в которой должен быть установлен балансирующий груз, ротор пять раз перекатывают и после каждой остановки отмечают мелом нижнюю “тяжелую” точку.
После этого на большой части окружности ротора окажется пять меловых черточек. Отметив середину расстояния между крайними меловыми отметками, определяют точку установки уравновешивающего груза: она находится в месте, диаметрально – противоположном средней “тяжелой” точке. В этой точке устанавливают уравновешивающий груз. Его массу подбирают опытным путем до тех пор, пока ротор не перестанет перекатываться, будучи установлен в любом произвольном положении. Правильно отбалансированный ротор после перекатывания в одном и другом направлениях должен во всех положениях находиться в состоянии равновесия.
При необходимости более полного обнаружения и устранения оставшегося дебаланса, окружность ротора делят на шесть равных частей. Затем укладывают ротор на призмы так, что – бы каждая из отметок поочередно находилась на горизонтальном диаметре,
в каждую из шести точек поочередно навешивают небольшие груза до тех пор, пока ротор не выйдет из состояния покоя. Массы грузов для каждой из шести точек будут различными. Наименьшая масса будет в “тяжелой” точке, наибольшая – в диаметрально–противоположной части ротора. При статическом методе балансировки уравновешивающий груз устанавливают только на одном торце ротора и таким образом устраняют статический дебаланс. Однако этот способ балансировки применим только для коротких роторов мелких и тихоходных машин. Для уравновешивания масс роторов крупных эл.машин (мощностью 50 кВт) с большими скоростями вращения (свыше 1000 об/мин.) применяют динамическую балансировку, при которой уравновешивающий груз устанавливают на обоих торцах ротора.
Это объяснено тем, что при вращении ротора с большой скоростью, каждый его торец имеет самостоятельное биение, вызванное несбалансированными массами.
Для динамической балансировки наиболее удобен станок резонансного типа, состоящий из двух сварных стоек (1) , опорных плит (9) , и балансировочных головок. Головки состоят из подшипников (8) , сегментов (6) , и могут быть закреплены неподвижно болтами (7) , либо свободно качаться на сегментах. Балансируемый ротор (2) приводится во вращение эл.двигателем (5) . Муфта расцепления и служит для отсоединения вращающего ротора от привода в момент балансировки.
Динамическая балансировка роторов состоит из двух операций:
а) измеряют первоначальную величину вибрации, дающую представление о размерах неуравновешенности масс ротора;
б) находят точку размещения и определения массы уравновешенности груза для одного из торцов ротора.
Для первой операции, головки станка закрепляют болтами (7) . Ротор при помощи эл.двигателя приводится во вращение, после чего привод отключают, расцепляя муфту и освобождают одну из головок станка.
Освобожденная головка под действием радиально – направленной центробежной силы небаланса раскачивается, что позволяет стрелочным индикаторам (3) измерять амплитуду колебания головки. Такое же измерение проводится для второй головки.
Вторую операцию выполняют методом “обхода груза” . Разделяют обе стороны ротора на шесть равных частей, в каждой точке поочередно закрепляют пробный груз, который должен быть меньше предполагаемого небаланса. Затем описанным выше способом измеряют колебание головки для каждого положения груза. Наилучшим местом размещения груза будет точка, в которой амплитуда колебаний будет минимальной.
Массу уравновешивающего груза Q получают из вращения:
Q = P * K 0 / K 0 – K мин
где Р – масса пробного груза;
К 0 – первоначальная амплитуда колебаний до обхода пробным грузом;
К мин – минимальная амплитуда колебаний при обходе пробным грузом.
Закончив балансировку одной стороны ротора, этим же способом балансируют другую половину. Балансировку считают удовлетворительной, если центробежная сила оставшейся неуравновешенности не превышает 3 % массы ротора.
Если вы определили, что в вашем перфораторе вышел из строя ротор, а средств на новый у вас нет, или есть желание воскресить деталь своими руками, то эта инструкция для вас.
Устройство перфоратора Макита настолько простое, что ремонт Makita 2450, 2470 не вызывает особых затруднений. Главное, придерживаться наших советов.
Кстати, ремонт перфоратора своими руками может выполнить практически каждый пользователь, имеющий начальные навыки слесаря.
С чего начать?
Поскольку устройство перфоратора несложное, то ремонт перфоратора makita надо начинать с его разборки. Разборку перфоратора лучше всего выполнять по уже проверенному порядку.
Алгоритм разборки перфоратора:
- Снимаете заднюю крышку на ручке.
- Извлекаете электрические угольные щетки.
- Отсоединяете корпус механического блока и корпус статора.
- От механического блока отсоединяете ротор.
- Из корпуса статора извлекаете статор.
Запомните, корпус статора зеленого цвета, корпус механического блока с ротором черного цвета.
Отсоединив ротор от механического блока, переходим к определению характера неисправности. Ротор Makita HR2450 поз.54; артикул 515668-4.
Как найти короткое замыкание в роторе
Поскольку вы производите самостоятельный ремонт перфораторов, вам необходима
электрическая схема перфоратора Makita 2450, 2470.
В перфораторах Макита 2470, 2450 применяются коллекторные электродвигатели переменно тока.
Определение целостности коллекторного двигателя начинается с общего визуального осмотра. У неисправного ротора поз.54 видны следы подгорелой обмотки, царапины на коллекторе, следы гари на ламелях коллектора. Короткое замыкание можно определить только у ротора, в цепи которого отсутствует обрыв.
Для определения короткого замыкания(КЗ) лучше всего воспользоваться специальным прибором ИК-32.
Проверка якоря на КЗ при помощи самодельного индикатора
Убедившись, с помощью указанного прибора или прибора самодельного, в том, что у ротора между витками короткое замыкание, приступайте к его разборке.

Перед разборкой обязательно зафиксируйте направление намотки. Это делается очень просто. Взглянув в торец ротора со стороны коллектора, вы увидите направление намотки. Направлений намотки бывает два: по часовой и против часовой стрелки. Зафиксируйте и запишите, эти данные вам обязательно понадобятся при самостоятельной намотке. У ротора перфоратора Makita направление намотки по часовой стрелке, правое.
Порядок разборки, ремонта, сборки ротора перфоратора
Вот последовательность ремонта ротора с коротким замыканием обмоток:
- Обрезка лобовой части обмоток.
- Снятие коллектора и лобовых частей и измерение диаметра снимаемого провода.
- Удаление и чистка изоляции пазов с подсчетом количества витков по срезам.
- Подборка нового коллектора.
- Установка нового коллектора.
- Изготовление заготовок из изоляционного материала.
- Установка гильз в пазы.
- Намотка якоря.
- Распайка выводов.
- Процесс термоусадки.
- Бронирование оболочки.
- Пропитка оболочки.
- Пропитка коллектора
- Фрезерование пазов ламелей коллектора
- Балансировка
- Зачистка и шлифовка ротора.
Теперь рассмотрим все по порядку.
Этап I
На первом этапе с якоря надо снять коллектор. Коллектор снимается после расточки или распиловки лобовых частей обмотки.

Если вы производите самостоятельный ремонт перфоратора, то распилить лобовые части обмотки можно при помощи ножовки по металлу. Зажав ротор в тисках через алюминиевые прокладки, распилите по кругу лобовые части обмотки, как показано на фото.
Этап II
Для освобождения коллектора, последний надо зажать газовым ключом за ламели и провернуть вместе с обрезанной лобовой частью обмотки, проворачивая ключ в разные стороны.

Ротор при этом зажмите в тиски через прокладки из мягкого металла.

Аналогично снимаете и вторую лобную часть, используя газовый ключ.
Всегда контролируйте усилие фиксации ротора в тисках, постоянно подтягивая зажим.
Этап III
Когда вы снимите коллектор и боковины обмотки, переходите к удалению из пазов остатков проволоки, следов изоляции. Лучше всего для этого использовать молоток и алюминиевое или медное зубило. Изоляция должна быть удалена полностью, а поверхность канавок зачищена наждачкой.

Но перед тем, как удалить следы обмотки из паза, постарайтесь посчитать количество витков, уложенных в нескольких пазах. При помощи микрометра замерьте диаметр используемого провода. Обязательно проконтролируйте, насколько процентов заполнены пазы ротора проводом. При малом заполнении можно использовать при новой намотке провод большего диаметра.

Кстати, зачищать изоляцию можно, обернув наждачной бумагой кусок деревяшки нужного профиля.
Подберите новый коллектор нужного диаметра и конструкции. Установку нового коллектора лучше всего выполнять на деревянном бруске, установив на него вертикально вал ротора.
Засунув коллектор на ротор, мягкими ударами молотка через медную наставку запрессовать коллектор на старое место.

Подошла очередь к установке гильз изоляции. Для изготовления гильз изоляции используйте электрокартон, синтофлекс, изофлекс, лакоткань. Короче, то, что легче всего приобрести.

Теперь самое сложное и ответственное.
Как намотать ротор своими руками.
Намотка ротора представляет собой трудоемкий и сложный процесс и требует усидчивости и терпения.
Вариантов намотки два:
- Самостоятельно вручную без приспособлений намотки;
- С применением простейших приспособлений.
Вариант I
По первому варианту, надо брать ротор в левую руку, а заготовленный провод нужного диаметра и нужной длины с небольшим запасом в правую и наматывать, постоянно контролируя количество витков. Вращение намотки от себя по часовой стрелке.
Порядок намотки простой. Закрепите начало провода за подшипник, проденьте в паз ламели и начинайте намотку в пазу ротора напротив паза ламели.
Вариант II
Для облегчения процесса намотки можно собрать простое приспособление. Приспособление целесообразно собирать при намотке якорей более одного.
Вот видео простого приспособления для намотки роторов коллекторного двигателя.

Но начинать намотку надо с подготовки данных.
В перечень данных должны входить:
- Длина ротора=153 мм.
- Длина коллектора=45 мм.
- Диаметр ротора=31,5 мм.
- Диаметр коллектора=21,5 мм.
- Диаметр провода.
- Количество пазов= 12.
- Шаг катушки =5.
- Количество ламелей на коллекторе=24.
- Направление намотки катушек ротора=правое.
- Процент заполнения пазов проводом=89.
Данные длинны, диаметра, количество пазов и количество ламелей вы сможете получить во время разборки ротора.
Диаметр проволоки измеряйте микрометром, когда достанете обмотку из пазов ротора.
Все данные вам надо собрать во время разборки ротора.

Алгоритм перемотки ротора
Порядок намотки любого ротора зависит от количества пазов в роторе, количества ламелей коллектора. Направление намотки вы установили перед разборкой и зарисовали.
На коллекторе выберите ламель отсчета. Это будет начало намотки. Обозначьте начальную ламель точкой при помощи лака для ногтей.

При разборке ротора мы установили, что у ротора пазов 12, а у коллектора 24 ламели.
А еще мы установили, что направление намотки по часовой стрелке, если смотреть со стороны коллектора.
Установив в пазы изоляционные гильзы из электрокартона или его аналога, припаяв конец обмоточного провода к ламели №1, начинаем намотку.
Провод укладывается в паз 1 напротив, и возвращается через шестой паз(1-6), и так до нужного количества витков с шагом z=5. Середина обмотки припаивается к ламели №2 по часовой стрелке. В эту же секцию наматывается такое же количество витков, а конец провода припаивается к ламели №3. Одна катушка намотана.
Начало новой катушки производится с ламели №3, середина распаивается на ламели №4, намотка в те же пазы(2-7), а конец на ламели №5. И так до того состояния, когда последняя катушка не закончится на ламели №1. Цикл замкнулся.

Пропаяв концы обмоток к ламелям коллектора, переходим к бронированию ротора.
Процесс бронирования оболочки ротора
Бронирование ротора производится для закрепления обмоток, ламелей и обеспечения сохранности ротор и его частей при работе на высоких оборотах.

Бронированием называется технологический процесс закрепления катушек ротора при помощи монтажной нити.
Процесс пропитки катушек ротора
Пропитку ротора следует выполнять с подключением к сети переменного тока. Это делается при помощи ЛАТРа. Но лучше такую процедуру делать с использованием трансформатора, на обмотку которого подается переменное напряжение через ЛАТР.
Фото пропитки с ЛАТРом
Задача состоит в том, что при подаче переменно напряжения витки намотанных катушек вибрируют, нагреваются. А это способствует лучшему прониканию изоляции внутрь витков.

Разводится клей в теплом состоянии согласно инструкции. Наносится эпоксидный клей на разогретую обмотку ротора при помощи деревянной лопатки.
Пропитка ротора перфоратора Makita 2470 в домашних условиях
После тщательной пропитки дайте ротору остыть. В процессе остывания пропитка затвердеет и станет сплошным монолитом. Вам останется удалить ее потеки.
Процесс зачистки коллектора от излишков пропитки
Как бы вы тщательно и аккуратно не наносили пропитку, ее частицы попадают на ламели коллектора, затекают в пазы.
На следующем этапе и надо все пазы и ламели тщательно зачистить, заполировать.
Пазы можно зачищать куском ножовочного полотна, заточенным как для резки оргстекла. А зачистку ламелей можно производить мелкой наждачной бумагой, зажав ротор в патрон электродрели.
Сначала зачищается поверхность ламелей, затем фрезеруются пазы коллектора.

Переходим к балансировке якоря.
Процесс балансировки якоря
В обязательном порядке балансировка якорей производится для высокооборотистого инструмента. Перфоратор Макита таковым не является, но проверить балансировку не лишне.
Правильно отбалансированный ротор значительно увеличит время работы подшипников, уменьшит вибрацию инструмента, снизит шум при работе.Балансировку выполнят на ножах, двух направляющих выставленных, в горизонт при помощи уровня. Ножи устанавливаются на ширину, позволяющую уложить собранный ротор на вал. Ротор должен лежать строго горизонтально.
Часто после длительного использования у электродвигателей появляются посторонние шумы или повышенная вибрация. Эти признаки свидетельствуют о дисбалансе. В исправном состоянии ось инерции ротора должна совпадать с осью вращения, однако во время длительной эксплуатации и после возможных перегрузок эти оси могут смещаться. Именно поэтому необходимо проводить регулярную диагностику электродвигателей. ООО «ВЭР» предоставляет услуги не только по диагностике, но и по балансировке электродвигателей любых видов по приемлемым ценам и в кратчайшие сроки.
Одна из услуг ООО «ВЭР» – балансировка якоря электродвигателей. Она производится с помощью специального оборудования, позволяющего вычислить мельчайшие отклонения во вращении ротора. После небольшой корректировки двигатели вновь готовы к дальнейшей эксплуатации. Давайте разберёмся, что такое балансировка роторов якорей электрических двигателей и для чего она проводится.
Для чего нужна балансировка электродвигателя
Каждый двигатель оснащён быстро вращающимся ротором (якорем). Скорость вращения может достигать тысяч и десятков тысяч оборотов в минуту. От двигателя требуется не только высокая скорость, но и равномерность вращения – без отклонений, даже самых минимальных. Для этого он подвергается балансировке ещё на заводе-изготовителе. В процессе эксплуатации ротор выдерживает большие нагрузки, из-за чего его балансировка нарушается. Последствия могут быть самыми разными:
- быстрый износ вращающихся и неподвижных частей электродвигателя – нарушение баланса начинает его разрушать, причём наблюдается всё большее отклонение от нормы;
- возникают вибрации – они нарушают работу электродвигателя и подключенного к нему оборудования. В случае с мощными двигателями, устанавливаемыми на бетонные платформы, начинается неконтролируемое разрушение последних. Больше всего от вибраций страдают подшипники, что приводит к ещё более разрушительным последствиям – вплоть до полного выхода двигателя и оборудования/электроустановки из строя;
- повышается нагрузка на двигатель и его электрические части – износ становится стремительным, а эксплуатация – опасной.
Дисбаланс якоря – это состояние, когда ось вращения не совпадает с центральной осью инерции. Такое состояние называется неуравновешенным, двигатель нуждается в тонкой настройке. Их балансировка осуществляется силами специалистов ООО «ВЭР».
Причины дисбаланса якорей
Существуют несколько причин отсутствия балансировки якорей:
- наличие скрытых дефектов ротора – проявляются места неуравновешенной массы, что приводит к неравномерному вращению;
- неравномерность расположения обмоток – проявляется в самом начале эксплуатации электродвигателей, но может проявиться и в дальнейшем;
- нарушение центра масс из-за неправильной формы каких-либо деталей – это может быть заводской или приобретённый дефект.
Также существуют и многие другие причины – например, центр масс может потеряться из-за теплового расширения отдельных деталей двигателя в силу высокой нагрузки.
Как производится балансировка электродвигателей
Балансировка роторов якорей производится двумя способами – статическим и динамическим. Статическая балансировка производится на остановленном двигателей с помощью несложного оборудования или специальных весов. Определив расположение центра масс, специалисту остаётся вычислить необходимую для корректировки массу и определить место для её установки. Чем опытнее специалист, тем выше точность такой балансировки. Все работы, в том числе измерительные, производятся в состоянии покоя. После завершения процедуры производятся повторные измерения и контрольный запуск двигателя.
Динамическая балансировка якоря производится на специальном оборудовании при запущенном двигателе или раскрученном вале. Здесь используется так называемый балансировочный станок. Он определяет неуравновешенность во вращении, позволяя выполнить балансировку с максимальной точностью.
Динамическая балансировка роторов электродвигателей позволяет выявить статочную неуравновешенность, оставшуюся после статической балансировки. Именно поэтому последняя используется только при грубых нарушениях. Например, этот метод применяется при работе с маломощными электродвигателями с частотой вращения не выше 1000 об/мин. Здесь небольшой дисбаланс практически незаметен. Если двигатель вращается с частотой свыше 1000 об/мин, задействуется динамическая балансировка – более точная. Она позволяет выявить даже самый ничтожный дисбаланс.
Ротор электродвигателя представляет собой сложную конструкцию с множеством элементов, каждый из которых наделен своими нормативными показателями. В идеальном состоянии ось инерции ротора должна совпадать с осью вращения, однако под воздействием внешних факторов длительное использование двигателей может приводить к их разбалансировке. В таких условиях своевременная диагностика и устранение неполадок может стать единственным выходом для продления срока службы электродвигателя.
Балансировка якоря и ротора электродвигателя в Волгограде, Санкт-Петербурге и Волжском
Воспользоваться услугами по вы сможете в ООО «ВЭР». В своей работе мы используем современное высокоточное оборудование , позволяющее вычислить малейшие следы дисбаланса и устранить их с высокой точностью. Сотрудники, работающие на оборудовании, обладают большим опытом работы, благодаря чему они способны оперативно найти и устранить неуравновешенность центра масс в электродвигателях любых марок – в том числе особо мощных и высокооборотистых.
Сбалансирован ротор или якорь электродвигателя, когда центр тяжести совмещен с осью вращения.
После ремонта ротора или якоря электродвигателя их обязательно необходимо подвергнуть статической, а иногда и динамической балансировке в сборе с вентиляторами и другими вращающимися частями.
И ротор, и якорь электродвигателя состоят из большого количества деталей, поэтому распределение масс в них не может быть строго равномерным. Чаще всего причина неравномерного распределения масс заключается в разной толщине или массе отдельных деталей, наличии в них раковин, неодинаковый вылет лобовых частей обмотки и пр.
Каждая из деталей, входящих в состав собранного ротора или якоря, может быть неуравновешенной вследствие смещения ее осей инерции от оси вращения. В собранном роторе или якоре неуравновешенные массы отдельных деталей в зависимости от их расположения могут суммироваться или взаимно компенсироваться. Роторы и якоря, у которых главная центральная ось инерции не совпадает с осью вращения, называют неуравновешенными.
Неуравновешенность, как правило, складывается из суммы двух неуравновешенностей — статической и динамической.
Вращение статически и динамически неуравновешенного ротора и якоря является частой причиной возникновения вибрации при работе электродвигателя, способной разрушить подшипники и фундамент механизма. Разрушающее воздействие неуравновешенных роторов и якорей устраняют путем их балансировки, которая заключается в определении размера и места неуравновешенной массы.
Балансировка производятся нашими мастерами на специальном оборудовании для выявления неуравновешенности масс ротора (якоря).
Неуравновешенность определяют статической или динамической балансировкой. Выбор способов балансировки зависит от требуемой точности уравновешивания в каждой конкретной ситуации. При динамической балансировке получаются более высокие результаты компенсации неуравновешенности (меньшая остаточная неуравновешенность), чем при статической. При выборе способа балансировки необходимо учитывать много нюансов. Например, статическая балансировка применяется для роторов, вращающихся с частотой, не превышающей 1000 об/мин. Статически уравновешенный ротор (якорь) может иметь динамическую неуравновешенность, поэтому роторы, вращающиеся с частотой выше 1000 об/мин, рекомендуют подвергать динамической балансировке, при которой одновременно устраняются оба вида неуравновешенностей — и статическая и динамическая.
Наши специалисты проходят специальное обучение работе с балансировочными станками и приборами, имеют солидный опыт в балансировке и отлично разбираются во всех механизмах электродвигателей. Обратившись в «Элпромтехцентр», Вы можете быть уверены, что все машины на вашем производстве будут работать четко и без сбоев, ведь мы соблюдаем все правила и гарантируем высокое качество проведенных работ.
Если у Вас есть вопросы по поводу перемотки электродвигателей, Вы хотите получить консультацию, рассчитать стоимость или записаться на ремонт — обращайтесь к специалистам «Элпромтехцентр» в отдел по ремонту электрооборудования.
2.16. Балансировка роторов и якорей
Отремонтированные роторы и якоря электрических машин направляют на статическую, а при необходимости и на динамическую балансировку в сборе с вентиляторами и другими вращающимися частями. Балансировку производят на специальных станках для выявления неуравновешенности (дисбаланса) масс ротора и якоря. Причинами неравномерного распределения масс могут быть: разная толщина отдельных деталей, наличие в них раковин, неодинаковый вылет лобовых частей обмотки и др. Любая деталь ротора или якоря может быть неуравновешенной в результате сдвига осей инерции относительно оси вращения. Неуравновешенные массы отдельных деталей в зависимости от их расположения могут суммироваться или взаимно компенсироваться.
Роторы и якоря, в которых центральная ось инерции не совпадает с осью вращения, называют неуравновешенными.
Вращение неуравновешенного ротора или якоря вызывает вибрацию, которая может разрушить подшипники и фундамент машины. Чтобы этого избежать, производят балансировку роторов, которая заключается в определении размеров и мест неуравновешенной массы и устранении дисбаланса.
Неуравновешенность определяют статической или динамической балансировкой. Выбор способа балансировки зависит от точности уравновешивания, которую можно осуществить на данном оборудовании. При динамической балансировке получают лучшие результаты компенсации неуравновешенности, чем при статической.
Статическую балансировку выполняют при невращающемся роторе на призмах, дисках или специальных весах (рис. 2.45). Для определения неуравновешенности ротор выводят из равновесия легким толчком. Неуравновешенный ротор будет стремиться вернуться в такое положение, когда его тяжелая сторона окажется внизу. После остановки ротора мелом отмечают место, которое оказалось в верхнем положении. Процесс повторяют несколько раз. Если ротор останавливается в одном и том же положении, значит центр его тяжести смещен.
Рис. 2.45. :
а — на призмах; б — на дисках; в — на специальных весах; 1 — груз; 2 — грузовая рамка; 3 — индикатор; 4 — рама; 5 — ротор (якорь)
В определенном месте (чаще, всего это внутренний диаметр обода нажимной шайбы) устанавливают пробные грузы, прикрепляя их замазкой. После этого повторяют прием балансировки. Увеличивая или уменьшая массы грузов, добиваются остановки ротора в произвольном положении. Это означает, что ротор статически уравновешен.
По окончании балансировки пробные грузы заменяют одним грузом той же массы.
Неуравновешенность можно компенсировать высверливанием соответствующей части металла из тяжелой части ротора.
Более точной, чем на призмах и дисках, является балансировка на специальных весах.
Статическую балансировку применяют для роторов с частотой вращение не более 1000об/мин. Статически -уравновешенный ротор может быть динамически неуравновешенным, поэтому роторы с частотой вращения более 1000 об/мин подвергают динамической балансировке, при которой устраняется и статическая неуравновешенность.
Динамическая балансировка ротора, которую выполняют на балансировочном станке, состоит из двух операций: измерение первоначальной вибрации; нахождение точки расположения и массы уравновешивающего груза для одного из торцов ротора.
Балансировку производят с одной стороны ротора, а потом с другой. После окончания балансировки груз закрепляют сваркой или винтами. Затем выполняют проверочную балансировку.
Главная » Отопление » Как отбалансировать ротор в домашних условиях. Роторы электродвигателей, балансировка, выявление и устранение вибрации
Какую точку отмечают после каждой остановки ротора
При вращении роторов и якорей электрических машин возникают центробежные силы, стремящиеся вытолкнуть обмотку из пазов и отогнуть ее лобовые части. Чтобы противодействовать центробежным силам и удержать обмотку в пазах, используют расклиновку и бандажирование обмоток роторов и якорей.
Применение способа крепления обмоток (клиньями или бандажами) зависит от формы пазов ротора или якоря. При полуоткрытой и полузакрытой формах пазов используют только клинья, а при открытой — бандажи или клинья. Пазовые части обмоток в сердечниках якорей и роторов закрепляют при помощи клиньев или бандажей из стальной бандажной проволоки либо стеклоленты, а также одновременно клиньями и бандажами; лобовые части обмоток роторов и якорей — бандажами. Надежное крепление обмоток имеет важное значение, поскольку необходимо для противодействия не только центробежным силам, но и динамическим усилиям, воздействию которых подвергаются обмотки при редких изменениях в них тока. Для балансировки якоря применяют стальную луженую проволоку диаметром 0,8 — 2 мм, обладающую большим сопротивлением на разрыв.
Перед намоткой бандажей лобовые части обмотки осаживают ударами молотка через деревянную прокладку, чтобы они ровно располагались по окружности. При бандажировании ротора пространство под бандажами предварительно покрывают полосками электрокартона, чтобы создать изоляционную прокладку между сердечником ротора и бандажом, выступающую на 1 — 2 мм по обеим сторонам бандажа. Весь бандаж наматывают одним куском проволоки, без паек. На лобовых» частях обмотки во избежание их вспучивания накладывают витки проволоки от середины ротора к его концам. При наличии у ротора специальных канавок проволоки бандажа и замки не должны выступать над канавками, а при отсутствии канавок толщина и расположение бандажей должны быть такими, какими они были до ремонта.
Скобки, устанавливаемые на роторе, следует размещать над зубцами, а не над пазами, при этом ширина каждой из них должна быть меньше ширины верхней части зубца. Скобки на бандажах расставляют равномерно по окружности роторов с расстоянием между ними не более 160 мм.
Расстояние между двумя соседними бандажами должно быть 200—260 мм. Начало и конец бандажной проволоки заделывают двумя замочными скобками шириной 10—15 мм, которые устанавливают на расстоянии 10 — 30 мм одна от Другой. Края скобок завертывают на витки бандажа и. запаивают припоем ПОС 40.
Полностью намотанные бандажи для увеличения прочности и предотвращения их разрушения центробежными усилиями, -создаваемыми массой обмотки при вращении ротора, пропаивают по всей поверхности припоем ПОС 30 или ПОС 40. Пайку бандажей производят электродуговым паяльником с медным стержнем диаметром. 30 — 50 мм, присоединяемым к сварочному трансформатору.
В ремонтной практике нередко проволочные бандажи заменяют выполненными стеклолентами из однонаправленного (в продольном направлении) стеклянного волокна, пропитанного термореактивными лаками. Для наматывания бандажей из стеклоленты применяют то же оборудование, что и для бандажирования стальной проволокой, но дополненное приспособлениями в. виде натяжных роликов и укладчиков ленты.
В отличие от бандажирования стальной проволокой ротор до наматывания на него бандажей из стеклоленты прогревают до 100 °С. Такой прогрев необходим потому, что при наложении бандажа на холодный ротор остаточное напряжение в бандаже при его запекании снижается больше, чем при бандажировании нагретого.
Сечение бандажа из стеклоленты должно не менее чем в 2 раза превосходить сечение соответствующего бандажа из проволоки. Крепление последнего витка стеклоленты с нижележащим слоем происходит в процессе сушки обмотки при спекании термореактивного лака, которым пропитана стеклолента. При бандажировании обмоток роторов стекло- лентой не применяют замки, скобки и подбандажную изоляцию что является преимуществом этого способа.
Балансировка.

Отремонтированные роторы и якоря электрических машин подвергают статической, а при необходимости и динамической балансировке в сборе с вентиляторами и другими вращающимися частями. Балансировку производят на специальных станках для выявления неуравновешенности (дисбаланса) масс ротора или якоря, являющейся частой причиной возникновения вибрации при. работе машины.
Ротор, и якорь состоят из большого количества деталей и поэтому распределение масс в них не может быть строго равномерным. Причины неравномерного распределения масс — разная толщина или масса отдельных деталей, наличие в них раковин, неодинаковый, вылет лобовых частей обмотки и др. Каждая из деталей, входящих: в состав собранного ротора или якоря, может быть неуравновешенной вследствие смещения ее осей инерции от. оси вращения. В собранном роторе и якоре неуравновешенные массы, отдельных деталей в зависимости от их расположения могут суммироваться или взаимно компенсироваться. Роторы и якоря, у которых главная центральная ось инерции не совпадает с осью вращения, называют неуравновешенными.
Рис. 155.Способы статической балансировки роторов и якорей:
а — на призмах, б — на дисках, в — на специальных весах; 1 — груз, 2 — грузовая рамка, 3 — индикатор, 4 — рама, 5 — балансируемый ротор (якорь)
Неуравновешенность, как правило, складывается из суммы двух неуравновешенностей — статической и динамической.
Вращение статически и динамически неуравновешенного ротора и якоря вызывает вибрацию, способную разрушить подшипники и фундамент машины. Разрушающее воздействие неуравновешенных роторов и якорей устраняют путем их балансировки, которая заключается в определении размера и места неуравновешенной массы;
Неуравновешенность определяют статической или динамической балансировкой. Выбор способа балансировки зависит от требуемой точности уравновешивания, которой можно достигнуть на имеющемся оборудовании. При динамической балансировке получаются более высокие результаты компенсации неуравновешенности (меньшая остаточная неуравновешенность), чем при статической. Такой балансировкой можно устранить как/динамический, так и статический небаланс/ При необходимости устранения неуравновешенности (дисбаланса) на обоих торцах ротора или якоря должна производиться -только динамическая балансировка. Статическую балансировку выполняют при невращающемся роторе на призмах (рис., 155, я), дисках (рис. 155,5) или специальных весах (рис. 155, в). Такой балансировкой можно устранить только статическую неуравновешенность.
Для определения неуравновешенности ротор выводят из равновесия легким толчком; Неуравновешенный ротор (якорь) будет стремиться возвратиться в такое положение, при котором его тяжелая сторона окажется внизу. После остановки ротора отмечают мелом место, оказавшееся в верхнем положении. Прием повторяют несколько раз, чтобы проверить, останавливается ли ротор (якорь) всегда в этом, положении. Остановка ротора в одном и том же положении указывает на смещение центра тяжести.
В отведенное для балансировочных грузов место (чаще всего это внутренний диаметр обода нажимной шайбы) устанавливают пробные грузы, прикрепляя их с помощью замазки. После этого повторяют прием балансировки. Прибавляя или уменьшая массу грузов, добиваются остановки ротора в любом, произвольно взятом положении. Это означает, что ротор статически уравновешен, т. е. его центр тяжести совмещен с осью вращения. По окончании балансировки пробные грузы заменяют одним такого же сечения и массы, равной массе пробных грузов и замазки и уменьшенной на массу части электрода, которая пойдет на приварку постоянного груза. Неуравновешенность можно компенсировать высверливанием соответствующей части металла с тяжелой стороны ротора.
Более точной, чем на призмах и дисках является балансировка на специальных весах. Балансируемый ротор 5 устанавливают шейками вала на опоры рамы 4, которая может поворачиваться вокруг своей оси на некоторый угол пoboрачивая балансируемый ротор, добиваются наибольшего показания индикатора J, которое будет при условии расположения центра тяжести ротора, показанного на рисунке (в наибольшем удалении от оси поворота рамы). Добавлением к грузу 1 дополнительного груза—рамки 2 с делениями добиваются уравновешивания ротора, которое определяют по стрелке индикатора. В момент уравновешивания стрелка совмещается с нулевым делением.
Если повернуть ротор на 180, его центр тяжести приблизится к оси качания рамы на двойной эксцентриситет смещения центра тяжести ротора относительно его оси. Об этом моменте судят по наименьшему показанию индикатора. Ротор уравновешивают вторично передвижением грузовой рамки 2 по линейке со шкалой, отградуированной в граммах на сантиметр. О величине неуравновешенности судят по показаниям шкалы весов.
Статическая балансировка применяется для роторов, вращающихся с частотой, не превышающей 1000 об/мин. Статически уравновешенный ротор (якорь) может иметь динамическую неуравновешенность, поэтому роторы, вращающиеся с частотой выше 1000 об/мин, чаще всего подвергают динамической балансировке, при которой одновременно устраняются оба вида неуравновешенностей — статическая и динамическая.
Динамическую балансировку при ремонте электрических машин производят на балансировочном станке при пониженной (по сравнению с рабочей) частоте вращения или при вращении ротора (якоря) в собственных подшипниках при рабочей частоте вращения.
Для динамической балансировки наиболее удобен станок резонансного типа (рис. 156), состоящий из двух сварных стоек U опорных плит 9 и балансировочных головок.

Рис. 156. Станок резонансного типа для динамической балансировки роторов и якорей
Головки, состоящие из подшипников 8 и сегментов 69 могут быть закреплены неподвижно болтами 7 либо свободно качаться на сегментах. Балансируемый ротор 2 приводится во вращательное движение электродвигателем 5, муфта расцепления 4 служит для отсоединения вращающегося ротора от привода в момент балансировки.
Динамическая балансировка роторов состоит из двух операций: измерения первоначальной вибрации, дающей представление о размерах неуравновешенности масс ротора; нахождения точки размещения и определения массы уравновешивающего груза для одного из торцов ротора.
При первой операции головки станка закрепляют болтами 7. Ротор 2 при помощи электродвигателя 5 приводится во вращение, после чего привод отключают, расцепляя муфту, и освобождают одну из головок станка. Освобожденная головка под действием радиально направленной силы небаланса
раскачивается, что позволяет измерить стрелочным индикатором 3 амплитуду колебания головки. Такое же измерение производится для второй головки.
Вторая операция выполняется методом «обхода грузом». Разделив обе стороны ротора на шесть равных частей, закрепляют в каждой точке поочередно пробный груз, который должен быть несколько меньше предполагаемого небаланса. Затем описанным выше способом измеряют колебания головки для каждого положения груза. Необходимым местом размещения груза будет точка, у которой амплитуда колебаний минимальная. Массу груза подбирают опытным путем. —
Выполнив балансировку одной стороны ротора, уравновешивают таким же способом его другую сторону. Окончив балансировку обеих сторон ротора, окончательно закрепляют временно, установленный груз путем сварки либо винтами, при этом учитывают массу сварочного шва или винтов.
В качестве груза используют чаще всего куски полосовой стали. Крепление груза должно быть надежным поскольку недостаточно прочно закрепленный груз может в процессе работы машины оторваться от ротора и вызвать тяжелую аварию или несчастный случай.
Закрепив постоянный груз, ротор подвергают проверочной балансировке и при удовлетворительных результатах передают в сборочное отделение для сборки машины.
Балансировка электродвигателя
Как известно, электродвигатель (в дальнейшем ЭД) состоит из двух элементов – статического (статора) и подвижного (ротора). Последний при работе может вращаться на очень высокой скорости, которая составляет тысячи и десятки тысяч оборотов в минуту.
Дисбаланс ротора не только приводит к повышенной вибрации, но и может повредить сам ротор или весь электродвигатель. Также из-за этой проблемы увеличивается риск поломки всей установки, где используется этот ЭД.
Чтобы избежать этих негативных последствий, производится балансировка якорей электродвигателей – она же «балансировка ротора» или «балансировка электродвигателя».
Как производится балансировка роторов электродвигателей
Сбалансированный ротор – это ротор, у которого ось вращения совпадает с осью инерции. Правда, абсолютного баланса можно добиться лишь в идеальном мире, в реальности же всегда наблюдается хоть небольшой, но «перекос». И задача балансировки заключается в его минимизации.
Различают статическую и динамическую балансировку роторов.
Статическая балансировка ротора призвана устранить значительный дисбаланс масс относительно оси вращения. Она может быть произведена в домашних условиях, поскольку не требует использования специального оборудования. Достаточно призматических или дисковых фиксаторов. Также эта операция может производиться с использованием рычажных весов специальной конструкции.
Ротор размещается на призматическом или дисковом фиксаторе. После этого наиболее тяжелая его сторона перевешивает, и деталь прокручивается вниз. На нижней точке делают отметку мелом. Затем ротор перекатывают ещё четырежды, и после каждой окончательной остановки отмечают наиболее нижнюю точку.
Когда на роторе становится пять отметок, замеряют расстояние между крайними и на его середине делают шестую. Затем на диаметрально противоположной точке этой шестой отметки (точке максимального дисбаланса) устанавливают балансирующий груз.
Масса груза подбирается опытным путём. На точке противоположной максимальному дисбалансу устанавливаются утяжелители различной массы, после чего ротор прокручивается и останавливается в любом положении. Если всё ещё наблюдается дисбаланс – масса грузика уменьшается или увеличивается (в зависимости от того, в какую сторону провернулся ротор после остановки). Задача – подобрать такую массу утяжелителя, чтобы ротор после остановки в любом положении не проворачивался.
После определения нужной массы можно либо оставить груз, либо просто высверлить отверстие в полученной шестой точке – точке с максимальным дисбалансом. При этом масса высверленного металла должна соответствовать массе подобранного груза.
Такая статическая балансировка электродвигателя своими руками достаточно грубая и призвана устранить только серьёзные перекосы по массе нагрузки на валу. Есть и другие недостатки. Так, статическая балансировка якоря электродвигателя своими руками потребует многочисленных измерений и вычислений. Для повышения точности и скорости рекомендуется использовать динамический метод.
Для этого потребуется специальный станок для балансировки роторов электродвигателей. Он раскручивает размещённый на нём вал и определяет, по какой из осей наблюдается перекос массы. Динамическая балансировка роторов электродвигателей способна устранить даже мельчайшие отхождения оси инерции от оси вращения.
Динамическая балансировка вала электродвигателя производится компьютерным методом. Высокоинтеллектуальное оборудование, которое используется для этого процесса, способно самостоятельно подсказать, какой противовес и на какую сторону стоит установить.
Впрочем, найти станок для балансировки очень тяжелого или большого ротора довольно сложно. Обычно динамическая методика устранения перекоса применяется для сравнительно небольших ЭД независимо от мощности. Поэтому, выбирая способы балансировки и центровки электродвигателей, стоит обратить внимание не только на точность операции, но и на физическую возможность провести этот процесс для имеющегося вала.
Трехфазный асинхронный двигатель
Трехфазный асинхронный двигатель с короткозамкнутым ротором
Конструкция асинхронного электродвигателя
Трехфазный асинхронный электродвигатель, как и любой электродвигатель, состоит из двух основных частей — статора и ротора. Статор — неподвижная часть, ротор — вращающаяся часть. Ротор размещается внутри статора. Между ротором и статором имеется небольшое расстояние, называемое воздушным зазором, обычно 0,5-2 мм.


Статор состоит из корпуса и сердечника с обмоткой. Сердечник статора собирается из тонколистовой технической стали толщиной обычно 0,5 мм, покрытой изоляционным лаком. Шихтованная конструкция сердечника способствует значительному снижению вихревых токов, возникающих в процессе перемагничивания сердечника вращающимся магнитным полем. Обмотки статора располагаются в пазах сердечника.


Ротор состоит из сердечника с короткозамкнутой обмоткой и вала. Сердечник ротора тоже имеет шихтованную конструкцию. При этом листы ротора не покрыты лаком, так как ток имеет небольшую частоту и оксидной пленки достаточно для ограничения вихревых токов.
Принцип работы. Вращающееся магнитное поле
Принцип действия трехфазного асинхронного электродвигателя основан на способности трехфазной обмотки при включении ее в сеть трехфазного тока создавать вращающееся магнитное поле.
Вращающееся магнитное поле — это основная концепция электрических двигателей и генераторов.

Частота вращения этого поля, или синхронная частота вращения прямо пропорциональна частоте переменного тока f1 и обратно пропорциональна числу пар полюсов р трехфазной обмотки.
- где n1 – частота вращения магнитного поля статора, об/мин,
- f1 – частота переменного тока, Гц,
- p – число пар полюсов
Концепция вращающегося магнитного поля
Чтобы понять феномен вращающегося магнитного поля лучше, рассмотрим упрощенную трехфазную обмотку с тремя витками. Ток текущий по проводнику создает магнитное поле вокруг него. На рисунке ниже показано поле создаваемое трехфазным переменным током в конкретный момент времени


Составляющие переменного тока будут изменяться со временем, в результате чего будет изменяться создаваемое ими магнитное поле. При этом результирующее магнитное поле трехфазной обмотки будет принимать разную ориентацию, сохраняя при этом одинаковую амплитуду.




Действие вращающегося магнитного поля на замкнутый виток
Теперь разместим замкнутый проводник внутри вращающегося магнитного поля. По закону электромагнитной индукции изменяющееся магнитное поле приведет к возникновению электродвижущей силы (ЭДС) в проводнике. В свою очередь ЭДС вызовет ток в проводнике. Таким образом, в магнитном поле будет находиться замкнутый проводник с током, на который согласно закону Ампера будет действовать сила, в результате чего контур начнет вращаться.

Короткозамкнутый ротор асинхронного двигателя
По этому принципу также работает асинхронный электродвигатель. Вместо рамки с током внутри асинхронного двигателя находится короткозамкнутый ротор по конструкции напоминающий беличье колесо. Короткозамкнутый ротор состоит из стержней накоротко замкнутых с торцов кольцами.

Трехфазный переменный ток, проходя по обмоткам статора, создает вращающееся магнитное поле. Таким образом, также как было описано ранее, в стержнях ротора будет индуцироваться ток, в результате чего ротор начнет вращаться. На рисунке ниже Вы можете заметить различие между индуцируемыми токами в стержнях. Это происходит из-за того что величина изменения магнитного поля отличается в разных парах стержней, из-за их разного расположения относительно поля. Изменение тока в стержнях будет изменяться со временем.


Вы также можете заметить, что стержни ротора наклонены относительно оси вращения. Это делается для того чтобы уменьшить высшие гармоники ЭДС и избавиться от пульсации момента. Если стержни были бы направлены вдоль оси вращения, то в них возникало бы пульсирующее магнитное поле из-за того, что магнитное сопротивление обмотки значительно выше магнитного сопротивления зубцов статора.
Скольжение асинхронного двигателя. Скорость вращения ротора
Отличительный признак асинхронного двигателя состоит в том, что частота вращения ротора n2 меньше синхронной частоты вращения магнитного поля статора n1.
Объясняется это тем, что ЭДС в стержнях обмотки ротора индуцируется только при неравенстве частот вращения n2<n1. Частота вращения поля статора относительно ротора определяется частотой скольжения ns=n1-n2. Отставание ротора от вращающегося поля статора характеризуется относительной величиной s, называемой скольжением:
- где s – скольжение асинхронного электродвигателя,
- n1 – частота вращения магнитного поля статора, об/мин,
- n2 – частота вращения ротора, об/мин,
Рассмотрим случай когда частота вращения ротора будет совпадать с частотой вращения магнитного поля статора. В таком случае относительное магнитное поле ротора будет постоянным, таким образом в стержнях ротора не будет создаваться ЭДС, а следовательно и ток. Это значит что сила действующая на ротор будет равна нулю. Таким образом ротор будет замедляться. После чего на стержни ротора опять будет действовать переменное магнитное поле, таким образом будет расти индуцируемый ток и сила. В реальности же ротор асинхронного электродвигателя никогда не достигнет скорости вращения магнитного поля статора. Ротор будет вращаться с некоторой скоростью которая немного меньше синхронной скорости.
Скольжение асинхронного двигателя может изменяться в диапазоне от 0 до 1, т. е. 0—100%. Если s
0, то это соответствует режиму холостого хода, когда ротор двигателя практически не испытывает противодействующего момента; если s=1 — режиму короткого замыкания, при котором ротор двигателя неподвижен (n2 = 0). Скольжение зависит от механической нагрузки на валу двигателя и с ее ростом увеличивается.
Скольжение, соответствующее номинальной нагрузке двигателя, называется номинальным скольжением. Для асинхронных двигателей малой и средней мощности номинальное скольжение изменяется в пределах от 8% до 2%.
Преобразование энергии
Асинхронный двигатель преобразует электрическую энергию подаваемую на обмотки статора, в механическую (вращение вала ротора). Но входная и выходная мощность не равны друг другу так как во время преобразования происходят потери энергии: на трение, нагрев, вихревые токи и потери на гистерезисе. Это энергия рассеивается как тепло. Поэтому асинхронный электродвигатель имеет вентилятор для охлаждения.
Подключение асинхронного двигателя
Трехфазный переменный ток
Электрическая сеть трехфазного переменного тока получила наиболее широкое распространение среди электрических систем передачи энергии. Главным преимуществом трехфазной системы по сравнению с однофазной и двухфазной системами является ее экономичность. В трехфазной цепи энергия передается по трем проводам, а токи текущие в разных проводах сдвинуты относительно друг друга по фазе на 120°, при этом синусоидальные ЭДС на разных фазах имеют одинаковую частоту и амплитуду.

Звезда и треугольник
Трехфазная обмотка статора электродвигателя соединяется по схеме «звезда» или «треугольник» в зависимости от напряжения питания сети. Концы трехфазной обмотки могут быть: соединены внутри электродвигателя (из двигателя выходит три провода), выведены наружу (выходит шесть проводов), выведены в распределительную коробку (в коробку выходит шесть проводов, из коробки три).
Фазное напряжение — разница потенциалов между началом и концом одной фазы. Другое определение для соединения «звезда»: фазное напряжение это разница потенциалов между линейным проводом и нейтралью (обратите внимание, что у схемы «треугольник» отсутствует нейтраль).
Линейное напряжение — разность потенциалов между двумя линейными проводами (между фазами).
| Звезда | Треугольник | Обозначение |
|---|---|---|
 |
 |
Uл, Uф — линейное и фазовое напряжение, В, |
 |
 |
Iл, Iф — линейный и фазовый ток, А, |
 |
 |
S — полная мощность, Вт |
 |
|
P — активная мощность, Вт |
S = 1,73∙380∙1 = 658 Вт.
Теперь изменим схему соединения на «треугольник», линейное напряжение останется таким же Uл=380 В, а фазовое напряжение увеличится в корень из 3 раз Uф=Uл=380 В. Увеличение фазового напряжения приведет к увеличению фазового тока в корень из 3 раз. Таким образом линейный ток схемы «треугольник» будет в три раза больше линейного тока схемы «звезда». А следовательно и потребляемая мощность будет в 3 раза больше:
S = 1,73∙380∙3 = 1975 Вт.
Таким образом, если двигатель рассчитан на подключение к трехфазной сети переменного тока по схеме «звезда», подключение данного электродвигателя по схеме «треугольник» может привести к его поломке.
Если в нормальном режиме электродвигатель подключен по схеме «треугольник», то для уменьшения пусковых токов на время пуска его можно соединить по схеме звезда. При этом вместе с пусковым током уменьшится также пусковой момент.
 Подключение электродвигателя по схеме звезда и треугольник
Подключение электродвигателя по схеме звезда и треугольник
Обозначение выводов статора трехфазного электродвигателя
| Схема соединения обмоток, наименование фазы и вывода | Обозначение вывода | |
|---|---|---|
| Начало | Конец | |
| Открытая схема (число выводов 6) | ||
| первая фаза | U1 | U2 |
| вторая фаза | V1 | V2 |
| третья фаза | W1 | W2 |
| Соединение в звезду (число выводов 3 или 4) | ||
| первая фаза | U | |
| вторая фаза | V | |
| третья фаза | W | |
| точка звезды (нулевая точка) | N | |
| Соединение в треугольник (число выводов 3) | ||
| первый вывод | U | |
| второй вывод | V | |
| третий вывод | W | |
| Схема соединения обмоток, наименование фазы и вывода | Обозначение вывода | |
|---|---|---|
| Начало | Конец | |
| Открытая схема (число выводов 6) | ||
| первая фаза | C1 | C4 |
| вторая фаза | C2 | C5 |
| третья фаза | C3 | C6 |
| Соединение звездой (число выводов 3 или 4) | ||
| первая фаза | C1 | |
| вторая фаза | C2 | |
| третья фаза | C3 | |
| нулевая точка | 0 | |
| Соединение треугольником (число выводов 3) | ||
| первый вывод | C1 | |
| второй вывод | C2 | |
| третий вывод | C3 | |
Подключение трехфазного асинхронного двигателя к однофазной сети с помощью фазосдвигающего элемента
Трехфазные асинхронные электродвигатели могут быть подключены к однофазной сети с помощью фазосдвигаюших элементов. При этом электродвигатель будет работать либо в режиме однофазного двигателя с пусковой обмоткой (рисунок а, б, г) либо в режиме конденсаторного двигателя с постоянно включенным рабочим конденсатором (рисунок в, д, е).
 Схемы подключения трехфазного асинхронного электродвигателя к однофазной сети
Схемы подключения трехфазного асинхронного электродвигателя к однофазной сети
Схемы приведенные на рисунке «а», «б», «д» применяются, когда выведены все шесть концов обмотки. Электродвигатели с соединением обмоток согласно схемам «а», «б», «г» практически равноценны двигателям, которые спроектированы как однофазные электродвигатели с пусковой обмоткой. Номинальная мощность при этом состовляет 40-50% от мощности в трехфазном режиме, а при работе с рабочим конденсатором 75-80%.
Емкость рабочего конденсатора при частоте тока 50 Гц для схем «в», «д», «е» примерно рассчитывается соответственно по формулам:



- ,где Cраб — емкость рабочего конденсатора, мкФ,
- Iном – номинальный (фазный) ток статора трехфазного двигателя, А,
- U1 – напряжение однофазной сети, В.
Управление асинхронным двигателем
-
Способы подключения асинхронного электродвигателя к сети питания:
- подключение от устройства плавного пуска
Прямое подключение к сети питания
Использование магнитных пускателей позволяет управлять асинхронными электродвигателями путем непосредственного подключения двигателя к сети переменного тока.
С помощью магнитных пускателей можно реализовать схему:
- нереверсивного пуска: пуск и остановка;
- реверсивного пуска: пуск, остановка и реверс.
Использование теплового реле позволяет осуществить защиту электродвигателя от величин тока намного превышающих номинальное значение.
Нереверсивная схема
 Нереверсивная схема подключения трехфазного асинхронного электродвигателя к трехфазной сети переменного электрического тока через магнитный пускатель
Нереверсивная схема подключения трехфазного асинхронного электродвигателя к трехфазной сети переменного электрического тока через магнитный пускатель
L1, L2, L3 — контакты для подключения к сети трехфазного переменного тока, QF1 — автоматический выключатель, SB1 — кнопка остановки, SB2 — кнопка пуска, KM1 — магнитный пускатель, KK1 — тепловое реле, HL1 — сигнальная лампа, M — трехфазный асинхронный двигатель
Реверсивная схема
 Реверсивная схема подключения трехфазного асинхронного электродвигателя к трехфазной сети переменного электрического тока через магнитные пускатели
Реверсивная схема подключения трехфазного асинхронного электродвигателя к трехфазной сети переменного электрического тока через магнитные пускатели
L1, L2, L3 — контакты для подключения к сети трехфазного переменного тока, QF1 — автоматический выключатель, KM1, KM2 — магнитные пускатели, KK1 — тепловое реле, M — трехфазный асинхронный двигатель, SB1 — кнопка остановки, SB2 — кнопка пуска «вперед», SB3 — кнопка пуска «назад» (реверс), HL1, HL2 — сигнальные лампы
Недостатком прямой коммутации обмоток асинхронного электродвигателя с сетью является наличие больших пусковых токов, во время запуска электродвигателя.
Плавный пуск асинхронного электродвигателя
В задачах, где не требуется регулировка скорости электродвигателя во время работы для уменьшения пусковых токов используется устройство плавного пуска.
Устройство плавного пуска защищает асинхронный электродвигатель от повреждений вызванных резким увеличением потребляемой энергии во время пуска путем ограничения пусковых токов. Устройство плавного пуска позволяет обеспечить плавный разгон и торможение асинхронного электродвигателя.
Устройство плавного пуска дешевле и компактнее частотного преобразователе. Применяется там, где регулировка скорости вращения и момента требуется только при запуске.
Частотное управление асинхронным электродвигателем
Для регулирования скорости вращения и момента асинхронного двигателя используют частотный преобразователь. Принцип действия частотного преобразователя основан на изменении частоты и напряжения переменного тока.
-
Использование частотного преобразователя позволяет:
- уменьшить энергопротребление электродвигателя;
- управлять скоростью вращения электродвигателя (плавный запуск и остановка, регулировка скорости во время работы);
- избежать перегрузок электродвигателя и тем самым увеличить его срок службы.
-
В зависимости от функционала частотные преобразователи реализуют следующие методы регулирования асинхронным электродвигателем: ; .
Скалярное управление является простым и дешевым в реализации, но имеет следующие недостатки — медленный отклик на изменение нагрузки и небольшой диапазон регулирования. Поэтому скалярное управление обычно используется в задачах, где нагрузка либо постоянна, либо изменяется по известному закону (например, управление вентиляторами).
 Скалярное управление асинхронным двигателем с датчиком скорости
Скалярное управление асинхронным двигателем с датчиком скорости
Векторное управление используется в задачах, где требуется независимо управлять скоростью и моментом электродвигателя (например, лифт), что, в частности, позволяет поддерживать постоянную скорость вращения при изменяющемся моменте нагрузки. При этом векторное управление является самым эффективным управлением с точки зрения КПД и увеличения времени работы электродвигателя.
Среди векторных методов управления асинхронными электродвигателями наиболее широкое применение получили: полеориентированное управление и прямое управление моментом.
 Полеориентированное управления асинхронным электродвигателем по датчику положения ротора
Полеориентированное управления асинхронным электродвигателем по датчику положения ротора
Полеориентированное управление позволяет плавно и точно управлять параметрами движения (скоростью и моментом), но при этом для его реализации требуется информация о направлениии вектора потокосцепления ротора двигателя.
-
По способу получения информации о положении потокосцепления ротора электродвигателя выделяют:
- полеориентированное управление по датчику;
- полеориентированное управление без датчика: положение потокосцепления ротора вычисляется математически на основе той информации, которая имеется в частотном преобразователе (напряжение питания, напряжения и токи статора, сопротивление и индуктивность обмоток статора и ротора, количество пар полюсов двигателя).
Прямое управление моментом имеет простую схему и высокую динамику работы, но при этом высокие пульсации момента и тока.
Трехфазный асинхронный двигатель с фазным ротором
До широкого распространения частотных преобразователей асинхронные двигатели средней и большой мощности делали с фазным ротором. Трехфазные асинхронные двигатели с фазным ротором (АДФР) обычно применяли в устройствах с тяжелыми условиями пуска, например в качестве крановых двигателей переменного тока, или же для привода устройств, требующих плавного регулирования частоты вращения.
Конструкция АДФР
Фазный ротор
Конструктивно фазный ротор представляет из себя трехфазную обмотку (аналогичную обмотки статора) уложенную в пазы сердечника фазного ротора. Концы фаз такой обмотки ротора обычно соединяются в «звезду», а начала подключают к контактным кольцам, изолированным друг от друга и от вала. Через щетки к контактным кольцам обычно присоединяется трехфазный пусковой или регулировочный реостат. Асинхронные двигатели с фазным ротором имеют более сложную конструкцию, чем у двигателей с короткозамкнутым ротором, однако обладают лучшими пусковыми и регулировочными свойствами.