Контактор к3 22nd10 как разобрать
22.04.2012
Эксплуатация большинства электроприборов напрямую связана с необходимостью их коммутации — включения и отключения в нужный момент времени. Если в быту мы имеем дело с относительно небольшими (условно безопасными) электрическими токами и напряжениями, и, например, для коммутации лампы накаливания достаточно обычного бытового выключателя, то в промышленных масштабах дело зачастую обстоит иначе.
При коммутации больших мощностей, остро встает вопрос безопасности оператора и электроприборов; работа с многофазными сетями электропитания требует от коммутирующего устройства быстрого и синхронного (одновременного) включения и отключения фаз; автоматизация производственных процессов, средства активной защиты и контроля требуют наличия возможности удаленного управления электрооборудованием с применением отдельных сигнальных линий с малыми токами. В большинстве случаев, вышеперечисленные задачи успешно решаются применением электромагнитных контакторов. Рассмотрим принцип действия электромагнитного низковольтного контактора (пускателя) на примере модели КМИ-11210 фирмы ИЭК (IEK) .
По сути, электромагнитный контактор представляет собой электромагнитное реле, при подаче напряжения на катушку электромагнита (цепь управления), происходит притягивание одних контактов к другим, и силовая цепь замыкается. При этом, в цепи управления могут действовать гораздо меньшие токи и/или напряжения, чем в силовой цепи. С использованием контактора (или цепи из нескольких контакторов), можно, например, тем же бытовым выключателем удаленно и безопасно коммутировать многофазные нагрузки почти неограниченных мощностей. Обратной стороной удобства от применения контакторов (кроме бистабильных) является необходимость в постоянной трате небольшой энергии (питание катушки электромагнита) для поддержания контактора во включенном состоянии.
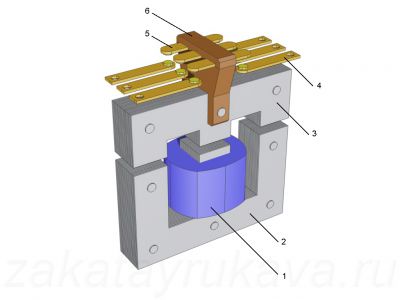
Устройство электромагнитного контактора (показан трёхполюсный контактор с нормально разомкнутыми контактами).
1. Катушка. 2. Неподвижная часть сердечника. 3. Подвижная часть сердечника. 4. Неподвижные контакты. 5. Подвижные контакты. 6. Диэлектрический держатель подвижных контактов.
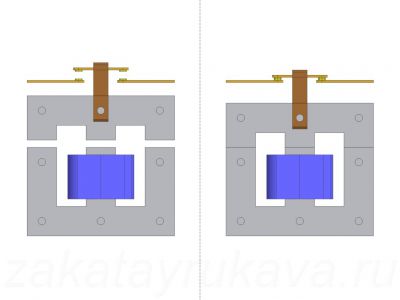
Работа электромагнитного контактора.
Слева: питание катушки отключено, силовые контакты разомкнуты.
Справа: питание к катушке подключено, подвижная часть сердечника притянута к неподвижной, силовые контакты сомкнуты.
Контактор ИЭК КМИ-11210 является типичным представителем широко используемых на производстве электромагнитных контакторов, имеет четыре группы нормально разомкнутых контактов (3+1 полюса). Основные характеристики контактора можно видеть в таблицах ниже.
Таблицы основных технических характеристик контактора
ИЭК КМИ-11210.
| Характеристики силовой цепи | Значение |
|---|---|
| Номинальное рабочее напряжение переменного тока | 230, 400, 660 В |
| Номинальный рабочий ток, категории применения AC-3** | 12 А |
| Условный тепловой ток, категории применения AC-1* | 25 А |
| Номинальная коммутируемая мощность по AC-3 для 230 В | 3 КВт |
| Номинальная коммутируемая мощность по AC-3 для 400 В | 5,5 КВт |
| Номинальная коммутируемая мощность по AC-3 для 660 В | 7,5 КВт |
| Характеристики цепи управления | Значение |
|---|---|
| Номинальное напряжение катушки управления | 24, 36, 110, 230, 400 В |
| Потребляемая мощность катушки управления в момент срабатывания | 60 ВА |
| Потребляемая мощность катушки управления в состоянии удержания | 7 ВА |
| Время замыкания контактов | 12-22 мс |
| Время размыкания контактов | 4-16 мс |
| Мощность рассеяния катушки управления | 3 Вт |
* AC-1 — неиндуктивные или слабоиндуктивные нагрузки (нагревательные элементы, лампы накаливания и т.п.).
** AC-3 — двигатели с короткозамкнутым ротором (запуск, отключение).
Таким образом, контактор ИЭК КМИ-11210 способен коммутировать трехфазную нагрузку мощностью до 7,5 КВт (по AC-3), потребляя при этом менее десяти вольт-ампер для удержания контактов. В случае, если стандартный набор напряжений питания катушки не устраивает, её можно перемотать на нужное напряжение вручную, так как корпуса контакторов серии КМИ являются разборными, извлечение катушки выполняется легко с применение крестовой отвертки. Фотографии с пояснениями процесса вскрытия контактора представлены ниже.




Контактор ИЭК КМИ-11210 с разных сторон.
На правой нижней фотографии видно крепление на DIN-рейку.
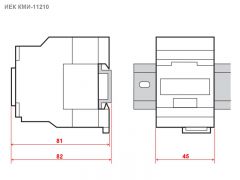
Габаритные и установочные размеры ИЭК КМИ-11210 (фото слева).
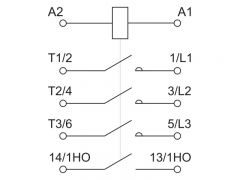
Обозначение контактора ИЭК КМИ-11210 на схемах (фото справа).


Снимаем декоративно-защитные накладки (фото слева).
Хрупкая пластмасса легко ломается (фото справа).


Корпус разбирается путем откручивания двух винтов.
На фото справа видна большая пружина, обеспечивающая размыкание силовых контактов при снятии напряжения с катушки.

Катушка крупным планом.
Как правило, катушку к разборным электромагнитным контакторам можно приобрести отдельно.


Достаем катушку, неподвижную часть сердечника и пружину (фото слева).
Неподвижная часть сердечника крупным планом (фото справа).


Перед извлечением подвижной части сердечника необходимо демонтировать все контакты: выкручиваем винт, вынимаем контакт (фото слева).
Подвижная часть сердечника с подпружиненными контактами (фото справа).


Демонтированные контакты. Все четыре группы контактов идентичны по конструкции и площади контакта (фото слева).
Диаметр контактной напайки 4 мм (фото справа).


Контактор без корпуса, без неподвижных контактов и пружины (фото слева).
ИЭК КМИ-11210 в разобранном виде. Все детали контактора (фото справа).
Разборка, восстановление, сборка и испытания контактора. Разборка и сборка. Ориентированное положение и надежность контакта подвижных контактных соединений
Нормальное функционирование контактных устройств, особенно подвижных контактных соединений, зависит как от состояния и формы контактных поверхностей и надежности крепления деталей, так и от того, насколько правильно ориентированы парные контакты и с каким усилием они прижимаются друг к другу. По мере износа контактов и трущихся деталей, ослабления крепежа четкость срабатывания аппаратов нарушается. Независимо от того, где проверяют аппараты перед определением положения контактов добиваются легкости хода подвижной части, контактные поверхности очищают и восстанавливают.
Ремонт неподвижных неразъемных соединений: трещины и обрывы чаще наблюдаются у катушек аппаратов. Возникают эти повреждения из-за ослабления крепления токоведущих частей, прожога, оплавлении или пробое изоляции , а также нарушений, допущенных при спайке или присоединении наконечников, т.е. оконцовке проводников.
Сращивание оборванных и оконцовку проводников производят мягкими и твердыми припоями. Мягкие припои (ПОС-30, ПОС-40) применяют в тех случаях, когда недопустима высокая температура во время пайки из-за близкого расположения нетеплостойкой изоляции.
Сварку рекомендуется вести контактным способом – электроклещами, имеющими угольные губки. Концы свариваемых частей предварительно срезают «на ус». Место сварки обрабатывают таким образом, чтобы его сечение соответствовало размерам цельной части проводника. Когда требуется хорошая электропроводимость и вязкость паяного шва, применяют серебряные припои ( ПС-45, ПС-62. ПС-2,5 ). После сращивания выводов оголенную часть катушки изолируют.
Поверхности соединяемых деталей должны быть очищены и облужены. Между соединяемыми деталями должен быть определенный зазор, который обычно вначале заполняется флюсом для растворения окислов, а в процессе пайки – расплавленным припоем, вытесняющим флюс с растворенными в нем окисными пленками.
В качестве флюса при лужении и пайке применяют канифоль в виде порошка или раствора в спирте или бензине.
Ремонт подвижных стыковых контактных соединений. Стыковые линейные контакты с поврежденной рабочей поверхностью ( незначительным оплавлением, раковинами, брызгами и т.п. ) восстанавливают опиловкой личным напильником. При этом важно выдержать профиль контакта. Формы профиля контакта контролируют шаблоном. Контакты, износившиеся на половину или имеющие серьезные повреждения контактных поверхностей, заменяют новыми или восстанавливают приваркой накладки при всей ширине контакта. Для этого поврежденную часть контакта удаляют обработкой вручную или на станке. Накладку, изготовленную из меди или металлокерамики, приваривают газовой или контактной сваркой. В качестве припоя при приварке медных пластин может служить латунная стружка в смеси с бурой, а при приварке металлокерамических пластин – серебряный припой ПС-2,5 в виде фольги (опилок) с бурой.
Ремонт витых пружин.Пружины с недопустимыми упругостью, высотой и отклонением оси от перпендикуляра с торцовой плоскости в отдельных случаях восстанавливают по следующей технологической схеме: нагрев, разводка, закалка, отпуск, механическая обработка торцов. Нагревают пружины перед разводкой в электрической или газовой печи. Разводку ведут так, чтобы шаг витков был равномерным, высота пружины была несколько больше нормальной, а крайние витки оставались прижатыми. После разводки пружину фиксируют на оправке и подвергают термообработке. Время выдержки зависит от размеров пружины. Закалка в масле; для равномерности закалки пружину покачивают в закалочной среде. Для ликвидации остаточных напряжений, появившихся при закалке, производят отпуск.
Ремонт дугогасительных устройств. Повреждения деталей дугогасительных устройств( камеры, катушки, рога) возникают от действия эл. дуги.
К повреждениям такого характера относятся прожоги, брызги металла на поверхности стенок камеры, прогар стенок. Перегородки, боковые стенки камеры, выгоревшие на ¾ величины, имеющие трещины и другие крупные изъяны, заменяют. Небольшие прогары в стенках камеры зачищают и наполняют замазкой, изготовленной из асбоцементного порошка, смешанного с эмалью ГФ-92-ХК или жидким стеклом. Детали камеры должны быть надежно скреплены между собой.
Ремонт электромагнитного привода аппарата.В узле контакторов требуют к себе внимания катушка, призматическая
2.6.2 Ремонт низковольтных контакторов.
Контактор разобрать: снять дугогасительную камеру, дугогасительную катушку, панель основания промыть бензином и протереть. При наличии трещин, сколов детали заменить.
Катушку очистить от пыли и грязи. Уделить особое внимание качеству пайки концов катушки к кабельным наконечникам. При наличии трещин их разделать и пропаять латунью. У катушки проверить отсутствие межвиткового замыкания.
Проверить состояние контактов. При оплавлении контактов — последние заменить.
После ремонта контактор собрать в последовательности, обратной разборке. Убедиться в отсутствии заедания подвижной части. Проверить величину раствора и провала контактов. Динамометром проверить начальное и конечное нажатие контактов. При необходимости отрегулировать.
Установить дугогасительную камеру. Убедиться в отсутствии заедания контактов о стенки дугогасительной камеры.
Показатели и нормы контактора км-3е
( в скобках указаны значения для ЭР2Т)
Технические данные и нормы допусков и износов
Номинальное напряжение, В
Испытательное напряжение в течение 1 мин. между контактами, токоведущими частями и плитой, между магнитопроводом и подъёмной катушкой, В
Контактор к3 22nd10 как разобрать

Эксплуатация большинства электроприборов напрямую связана с необходимостью их коммутации — включения и отключения в нужный момент времени. Если в быту мы имеем дело с относительно небольшими (условно безопасными) электрическими токами и напряжениями, и, например, для коммутации лампы накаливания достаточно обычного бытового выключателя, то в промышленных масштабах дело зачастую обстоит иначе.
При коммутации больших мощностей, остро встает вопрос безопасности оператора и электроприборов; работа с многофазными сетями электропитания требует от коммутирующего устройства быстрого и синхронного (одновременного) включения и отключения фаз; автоматизация производственных процессов, средства активной защиты и контроля требуют наличия возможности удаленного управления электрооборудованием с применением отдельных сигнальных линий с малыми токами. В большинстве случаев, вышеперечисленные задачи успешно решаются применением электромагнитных контакторов. Рассмотрим принцип действия электромагнитного низковольтного контактора (пускателя) на примере модели КМИ-11210 фирмы ИЭК (IEK) .
По сути, электромагнитный контактор представляет собой электромагнитное реле, при подаче напряжения на катушку электромагнита (цепь управления), происходит притягивание одних контактов к другим, и силовая цепь замыкается. При этом, в цепи управления могут действовать гораздо меньшие токи и/или напряжения, чем в силовой цепи. С использованием контактора (или цепи из нескольких контакторов), можно, например, тем же бытовым выключателем удаленно и безопасно коммутировать многофазные нагрузки почти неограниченных мощностей. Обратной стороной удобства от применения контакторов (кроме бистабильных) является необходимость в постоянной трате небольшой энергии (питание катушки электромагнита) для поддержания контактора во включенном состоянии.
Устройство электромагнитного контактора (показан трёхполюсный контактор с нормально разомкнутыми контактами).
1. Катушка. 2. Неподвижная часть сердечника. 3. Подвижная часть сердечника. 4. Неподвижные контакты. 5. Подвижные контакты. 6. Диэлектрический держатель подвижных контактов.
Работа электромагнитного контактора.
Слева: питание катушки отключено, силовые контакты разомкнуты.
Справа: питание к катушке подключено, подвижная часть сердечника притянута к неподвижной, силовые контакты сомкнуты.
Контактор ИЭК КМИ-11210 является типичным представителем широко используемых на производстве электромагнитных контакторов, имеет четыре группы нормально разомкнутых контактов (3+1 полюса). Основные характеристики контактора можно видеть в таблицах ниже.
Таблицы основных технических характеристик контактора
ИЭК КМИ-11210.
| Характеристики силовой цепи | Значение |
|---|---|
| Номинальное рабочее напряжение переменного тока | 230, 400, 660 В |
| Номинальный рабочий ток, категории применения AC-3** | 12 А |
| Условный тепловой ток, категории применения AC-1* | 25 А |
| Номинальная коммутируемая мощность по AC-3 для 230 В | 3 КВт |
| Номинальная коммутируемая мощность по AC-3 для 400 В | 5,5 КВт |
| Номинальная коммутируемая мощность по AC-3 для 660 В | 7,5 КВт |
| Характеристики цепи управления | Значение |
|---|---|
| Номинальное напряжение катушки управления | 24, 36, 110, 230, 400 В |
| Потребляемая мощность катушки управления в момент срабатывания | 60 ВА |
| Потребляемая мощность катушки управления в состоянии удержания | 7 ВА |
| Время замыкания контактов | 12-22 мс |
| Время размыкания контактов | 4-16 мс |
| Мощность рассеяния катушки управления | 3 Вт |
* AC-1 — неиндуктивные или слабоиндуктивные нагрузки (нагревательные элементы, лампы накаливания и т.п.).
** AC-3 — двигатели с короткозамкнутым ротором (запуск, отключение).
Таким образом, контактор ИЭК КМИ-11210 способен коммутировать трехфазную нагрузку мощностью до 7,5 КВт (по AC-3), потребляя при этом менее десяти вольт-ампер для удержания контактов. В случае, если стандартный набор напряжений питания катушки не устраивает, её можно перемотать на нужное напряжение вручную, так как корпуса контакторов серии КМИ являются разборными, извлечение катушки выполняется легко с применение крестовой отвертки. Фотографии с пояснениями процесса вскрытия контактора представлены ниже.
Контактор ИЭК КМИ-11210 с разных сторон.
На правой нижней фотографии видно крепление на DIN-рейку.
Габаритные и установочные размеры ИЭК КМИ-11210 (фото слева).
Обозначение контактора ИЭК КМИ-11210 на схемах (фото справа).
Снимаем декоративно-защитные накладки (фото слева).
Хрупкая пластмасса легко ломается (фото справа).
Корпус разбирается путем откручивания двух винтов.
На фото справа видна большая пружина, обеспечивающая размыкание силовых контактов при снятии напряжения с катушки.
Катушка крупным планом.
Как правило, катушку к разборным электромагнитным контакторам можно приобрести отдельно.
Достаем катушку, неподвижную часть сердечника и пружину (фото слева).
Неподвижная часть сердечника крупным планом (фото справа).
Перед извлечением подвижной части сердечника необходимо демонтировать все контакты: выкручиваем винт, вынимаем контакт (фото слева).
Подвижная часть сердечника с подпружиненными контактами (фото справа).
Демонтированные контакты. Все четыре группы контактов идентичны по конструкции и площади контакта (фото слева).
Диаметр контактной напайки 4 мм (фото справа).
Контактор без корпуса, без неподвижных контактов и пружины (фото слева).
ИЭК КМИ-11210 в разобранном виде. Все детали контактора (фото справа).
Разборка, восстановление, сборка и испытания контактора. Разборка и сборка. Ориентированное положение и надежность контакта подвижных контактных соединений
Нормальное функционирование контактных устройств, особенно подвижных контактных соединений, зависит как от состояния и формы контактных поверхностей и надежности крепления деталей, так и от того, насколько правильно ориентированы парные контакты и с каким усилием они прижимаются друг к другу. По мере износа контактов и трущихся деталей, ослабления крепежа четкость срабатывания аппаратов нарушается. Независимо от того, где проверяют аппараты перед определением положения контактов добиваются легкости хода подвижной части, контактные поверхности очищают и восстанавливают.
Ремонт неподвижных неразъемных соединений: трещины и обрывы чаще наблюдаются у катушек аппаратов. Возникают эти повреждения из-за ослабления крепления токоведущих частей, прожога, оплавлении или пробое изоляции , а также нарушений, допущенных при спайке или присоединении наконечников, т.е. оконцовке проводников.
Сращивание оборванных и оконцовку проводников производят мягкими и твердыми припоями. Мягкие припои (ПОС-30, ПОС-40) применяют в тех случаях, когда недопустима высокая температура во время пайки из-за близкого расположения нетеплостойкой изоляции.
Сварку рекомендуется вести контактным способом – электроклещами, имеющими угольные губки. Концы свариваемых частей предварительно срезают «на ус». Место сварки обрабатывают таким образом, чтобы его сечение соответствовало размерам цельной части проводника. Когда требуется хорошая электропроводимость и вязкость паяного шва, применяют серебряные припои ( ПС-45, ПС-62. ПС-2,5 ). После сращивания выводов оголенную часть катушки изолируют.
Поверхности соединяемых деталей должны быть очищены и облужены. Между соединяемыми деталями должен быть определенный зазор, который обычно вначале заполняется флюсом для растворения окислов, а в процессе пайки – расплавленным припоем, вытесняющим флюс с растворенными в нем окисными пленками.
В качестве флюса при лужении и пайке применяют канифоль в виде порошка или раствора в спирте или бензине.
Ремонт подвижных стыковых контактных соединений. Стыковые линейные контакты с поврежденной рабочей поверхностью ( незначительным оплавлением, раковинами, брызгами и т.п. ) восстанавливают опиловкой личным напильником. При этом важно выдержать профиль контакта. Формы профиля контакта контролируют шаблоном. Контакты, износившиеся на половину или имеющие серьезные повреждения контактных поверхностей, заменяют новыми или восстанавливают приваркой накладки при всей ширине контакта. Для этого поврежденную часть контакта удаляют обработкой вручную или на станке. Накладку, изготовленную из меди или металлокерамики, приваривают газовой или контактной сваркой. В качестве припоя при приварке медных пластин может служить латунная стружка в смеси с бурой, а при приварке металлокерамических пластин – серебряный припой ПС-2,5 в виде фольги (опилок) с бурой.
Ремонт витых пружин.Пружины с недопустимыми упругостью, высотой и отклонением оси от перпендикуляра с торцовой плоскости в отдельных случаях восстанавливают по следующей технологической схеме: нагрев, разводка, закалка, отпуск, механическая обработка торцов. Нагревают пружины перед разводкой в электрической или газовой печи. Разводку ведут так, чтобы шаг витков был равномерным, высота пружины была несколько больше нормальной, а крайние витки оставались прижатыми. После разводки пружину фиксируют на оправке и подвергают термообработке. Время выдержки зависит от размеров пружины. Закалка в масле; для равномерности закалки пружину покачивают в закалочной среде. Для ликвидации остаточных напряжений, появившихся при закалке, производят отпуск.
Ремонт дугогасительных устройств. Повреждения деталей дугогасительных устройств( камеры, катушки, рога) возникают от действия эл. дуги.
К повреждениям такого характера относятся прожоги, брызги металла на поверхности стенок камеры, прогар стенок. Перегородки, боковые стенки камеры, выгоревшие на ¾ величины, имеющие трещины и другие крупные изъяны, заменяют. Небольшие прогары в стенках камеры зачищают и наполняют замазкой, изготовленной из асбоцементного порошка, смешанного с эмалью ГФ-92-ХК или жидким стеклом. Детали камеры должны быть надежно скреплены между собой.
Ремонт электромагнитного привода аппарата.В узле контакторов требуют к себе внимания катушка, призматическая
РАЗБОРКА КОНТАКТОРА
Электромагнитный контактор МК-310Б разбирают в следующей последовательности:
Снимают дугогасительную камеру, а на МК-15-01 перегородки и осматривают их состояние.
Отсоединяют гибкие шунты и соединительный кабель. Проверяют их целостность и припайку наконечника к проводу. Снимают неподвижный контакт, рычаг с подвижным контактом. Снимают блокировку, очищают все детали и осматривают их целостность, рейки, пружины и держатели пружин. Проверяют резьбовые отверстия в планках. Снимают с контактора пружины.
Снимают дугогасительную катушку, предварительно ослабив ее выводы.
Осматривают изоляционную стойку и при надобности снимают и заменяют другой. Отвертывают болты, крепления вертикальной стенки, снимают ее. Снимают включающую и удерживающую катушки.
Проверяют исправность якоря, ярма и их крепления, при неисправности снимают с контактора.
РЕМОНТ ЭЛЕКТРОМАГНИТНЫХ КОНТАКТОРОВ
Ремонт электромагнитных контакторов при текущем ремонте проводят с полной их разборкой. Его удобно производить на специальных стендах, имеющих подвод воздуха и постоянного тока напряжением 50В для испытания отремонтированных аппаратов. На таком стенде каждый контактор устанавливают в гнездо, позволяющее быстро закрепить стойку и свободно поворачивать аппарат в горизонтальной плоскости при разборке и сборке. Перед разборкой контакторы продувают сжатым воздухом, снимают дугогасительную камеру и осматривают узлы и детали на определение объема ремонта. Все детали очищают от грязи, разбирают и осматривают, убеждаясь в отсутствии трещин.
Рог дугогасительной системы очищают от плавлений и копоти металлической щеткой или наждачным полотном. Профиль рога проверяют по шаблону и при больших оплавлениях или трещинах восстанавливают газовой сваркой. После остывания дугогасительного рога сварочный шов зачищают напильником.
Контакты с незначительным износом или имеющие подгары, зачищают бархатным или личным напильником, стараясь снять возможно меньший слой металла и не изменить профиля контакта. После зачистки контакты протирают ветошью. Места сопротивления контакта с рогом обслуживают припоем. Контакты, изношенные выше допустимых норм, могут быть восстановлены. В этом случае изношенные контакты после очистки и замеров наплавляют медью газосваркой. Контакты предварительно нагревают газовой горелкой, после чего наплавляют их рабочие поверхности. Наплавленные контакты для придания твердости простукивают молотком и обрабатывают. Размеры профиля контактов контролируют шаблонами.
Дугогасительную катушку проверяют на отсутствие повреждений поверхностной изоляции, на надежность пайки кабельных наконечников; замеряют активное сопротивление обмотки и сопротивление изоляции между обмоткой и полюсами, которое должно быть не менее 10 Мом. При заниженном сопротивлении изоляции катушку сушат в печи при температуре 100-110°С или производят замену изоляционной втулки сердечника. Площадь сечения провода и число витков дугогасительной катушки должны соответствовать техническим требованиям чертежа. В случае невыполнения этого условия может быть неправильное направление магнитного выдувания электрической дуги, что приводит к сильным обгарам дугогасительных рогов и контактов. Дугогасительную катушку контактора с трещинами в витках заменяют. При постановке новой катушки контактный вывод приваривают латунью, предварительно хорошо пригнав друг к другу сопрягаемые поверхности. После этого место соединения с витками изолируют вполуперекрышу двумя слоями лакоткани и изоляционной лентой. Витки катушки прокрашивают при необходимости масляно-битумным лаком БТ-99 Витки не должны касаться друг друга и подходить ближе чем на 2 мм к дугогасительному рогу.
Включающую катушку контактора — промывают бензином и осматривают на отсутствие ослабления выводных зажимов, проверяют наружную изоляцию и состояние каркаса. Для выявления возможных обрывов проводов измеряют мегаомметром активное сопротивление катушки. Оно не должно отклоняться от установленного более чем на 8% в большую или на 5% в меньшую сторону. Повышенное сверх допустимого значения сопротивление катушки укажет на возможный внутренний обрыв обмотки или на ухудшение контакта между жилой вывода обмотки и наконечником. Катушки с пониженным сопротивлением изоляции подвергаются пропитке.
Ремонт катушек с их полной разборкой выполняют при наличии в них обрывов проводников или межвитковых замыканий. Если у катушек повреждена покровная изоляция, то при ремонте ограничиваются только сменой изоляции. У катушек допускается восстановление двух обрывов обмотки. Концы обмоточных проводов в местах обрыва зачищают, скучивают и пропаивают припоем ПОС-40.
Катушки с оплавлением витков более 3% площади их сечения или с трещинами шин подлежат ремонту. Прогары, оплавления или трещины зачищают и проваривают латунью газовой сваркой. При более глубоких прожогах катушки заменяют. Катушки, прошедшие ремонт, пропитывают в лаке. Поврежденную оплетку выводов заделывают прорезиненной липкой лентой.
Якорь магнитопровод, сердечник промывают от грязи и при необходимости оцинковывают. Втулки с разработанными отверстиями в контактодержателе, якоря распрессовывают и устанавливают новые. Оси и валики очищают от грязи, опалины, подгаров, оцинковывают и перед постановкой смазывают.
Снятую с контактора дугогасительную камеру продувают сжатым воздухом, очищают от копоти, подгаров и брызг металла и разбирают. Асбестоцементные стенки, перегородки и решетки очищают на сталеструйной или установке. Стенки с толщиной менее 4 мм, со сколами, трещинами и прогарами глубиной более 25% их толщины их заменяют. Места более глубоких трещин и прогаров разделывают, тщательно зачищают напильником, крупнозернистой шлифовальной бумагой или обрабатывают в пескоструйной камере, очищают от пыли и песка и заделывают специальной замазкой или эпоксидной смолой.
В качестве замазки применяют асбестоцементный порошок, разведенный жидким стеклом, или смесь из равных частей гипсового порошка и асбестового волокна на щелочном лаке. Замазку наносят так, чтобы ее уровень был немного выше ремонтируемой поверхности, так как по мере затвердевания она дает усадку. Замазку на жидком стекле сушат при температуре 25-30°С, а щелочную — в сушильной печи при температуре 70-80°С в течение 7-8ч.
Сквозные прожоги и трещины можно устранить специальной мастикой. Замазку наносят немедленно после ее изготовления, так как у нее быстро начинается процесс полимеризации и через 30-40 мин. она уже затвердевает. Перед нанесением мастики ремонтируемое мест тщательно обезжиривают ацетоном или бензином. После окончательной обработки для повышения влагостойкости асбестоцементные стенки и перегородки пропитывают льняным маслом. Убедившись в исправности всех деталей камеру собирают.
Изоляционные планки и панели оснований, рычаги, стойки должны иметь чистую глянцевую поверхность или быть окрашены эмалью ГФ-92-ХК.
Поверхностную изоляцию, имеющую трещины, сколы, прожоги или повреждения до половины ее толщины, снимают полностью или частично. Небольшие прогары зачищают напильником и шлифуют мелкой стеклянной бумагой. Ремонтируемое место промывают бензином и дважды покрывают эмалью.
Пружины снимают, промывают и проверяют по основным размерам. Пружины, имеющие следы ржавчины, оцинковывают с последующим обезводораживанием. Растянутые или просевшие, но не имеющие механических повреждений пружины восстанавливают. Для этого пружину отпускают, нагревая до температуры 920-980°С, сжимают или растягивают до чертежных размеров и для придания необходимой упругости подвергают закалке. Концевые винты пружины должны иметь ровную горизонтальную поверхность. Пружины с трещинами и не соответствующие характеристике заменяют.
Они должны обеспечивать свободное без заеданий движение соединяемых деталей и не иметь повышенного люфта.
Для ремонта шарнирное соединение разбирают. Неисправные оси и валики не ремонтируют, а заменяют новыми. Разработанные отверстия заваривают и рассверливают под чертежный размер или на больший диаметр с последующей установкой в него втулки с соответствующими внутренним и наружным диаметрами.
Перед сборкой трущиеся поверхности шарнирных соединений покрывают смазкой, а после сборки контролируют зазор в шарнире.
После ремонта всех узлов и деталей контактор собирают в обратной разборке последовательности.