Выбираем компрессор для гаража/автосервиса
Статья скаченная из интернета, которая опубликована на многих порталах и потому автор уже не известен, но надеюсь вам такая информация пригодится.
Представить гараж или автосервис без использования сжатого воздуха, наверное, невозможно. Это и понятно. Весь пневмоиструмент почти в два раза превосходит своих электрических собратьев по удельной мощности, он легче и гораздо безопаснее. Возможностей же у него не меньше: дрели, гайковерты, ножницы, зубила, молотки… А такие работы как подготовка и покраска автомобилей без сжатого воздуха вообще не мыслимы. Как же правильно выбрать источник сжатого воздуха — компрессор? Ведь изделие это дорогостоящее, приобретающееся на длительный срок. И будет особенно обидно, если его выбор оказался неправильным. Сегодня вы узнаете:
1 С чего начать
2 Гаражный компрессор. Поршневой или винтовой?
2.1 Поршневой
2.2 Винтовой
3 Выбираем поршневой компрессор
3.1 Давление
3.2 Режим работы поршневого компрессора
3.3 Коэффициент внутрисменного использования
3.4 Миф о ресивере
3.5 Производительность компрессора: на входе или на выходе?
4 Считаем
4.1 Шаг 1. Расчет воздухопотребления
4.1.1 Пример расчета
4.2 Шаг 2. Расчет теоретической производительности компрессора
(на входе)
4.2.1 Пример расчета
4.3 Шаг 3. Определение объема ресивера
4.3.1 Пример расчета
4.4 Если у вас уже есть компрессор, но он не удовлетворяет вашим
потребностям
С ЧЕГО НАЧАТЬ
Из чего нужно исходить, делая выбор компрессора? Выскажем не очень оригинальную, но справедливую мысль: исходить нужно из потребностей. Причем, касается это не только компрессора, но и любого другого оборудования. Ведь наверняка вам знакомы ситуации, когда покупают инструмент или оборудование, которое не справляется с решением поставленных задач, либо, наоборот, берут чересчур «хорошее» оборудование, необходимости в котором нет и в ближайшие годы не будет. Поэтому начните с постановки задачи: для каких целей вам нужен компрессор сейчас, для каких работ он может понадобиться в дальнейшем. Отправной точкой при выборе компрессора является требование производителей пневмоинструмента по минимально допустимым величинам параметров потребления сжатого воздуха. Поэтому перед тем, как посетить магазин компрессорного оборудования, начинаем вспоминать арифметику, и по возможности более точно подсчитаем количество потребителей сжатого воздуха и определим их рабочие параметры — номинальный расход воздуха и давление. Данные эти, как правило, указываются в документации к тому или иному пневмоинструменту. Если по каким-либо причинам вы не владеете этой информацией, можете выяснить характеристики подобных устройств у своих коллег по цеху или любого продавца пневмооборудования. Если и допустите небольшую погрешность, ничего страшного — как правило, она не будет роковой. Также можете воспользоваться ориентировочными значениями, которые приведены в таблице (ближе к концу статьи). Понятно, что пневмоинструмент используется в работе не постоянно, а время от времени, поэтому подсчитав количество пневмоинструментов и просто сложив значения расходов, мы допустим довольно грубую ошибку. Правильнее было бы ориентироваться на некоторое усредненное значение потребности в сжатом воздухе. Рассчитывать ее мы сегодня научимся, в этом нам помогут специальные коэффициенты. Но если формулы и расчеты — это не для вас, попробуйте хотя бы просто предположить, возможна ли одновременная работа нескольких инструментов и каких, какими будут продолжительность и периодичность между их включением. Если у вас нет желания глубоко погружаться в проблему выбора компрессора, в принципе, этих знаний для вас должно быть достаточно. Можете смело отправляться в хороший магазин компрессорной техники, где опытные менеджеры, на основании полученных вами данных, помогут подобрать оптимальную покупку. Если же вы любознательны и хотите подойти к вопросу приобретения компрессора более осознанно, — приглашаем вас продолжить чтение.
ГАРАЖНЫЙ КОМПРЕССОР. ПОРШНЕВОЙ ИЛИ ВИНТОВОЙ?
Существуют множество различных типов компрессоров, но наибольшее распространение в быту и промышленности получили только два их вида: поршневой; винтовой. Вкратце о каждом из них. ПОРШНЕВОЙ
По своему устройству и принципу работы поршневой компрессор достаточно несложен. Вспомним велосипедный насос: воздух всасывается в цилиндр и сжимается за счет перемещения поршня.
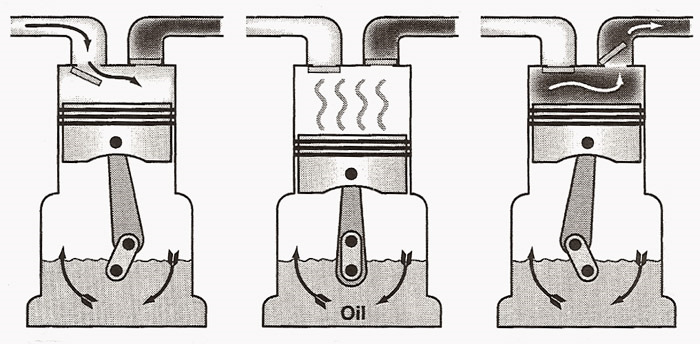
Поршневой компрессор, конечно, более сложен, но в целом принцип его работы тот же. Принцип работы поршневого компрессора: воздух через впускной клапан засасывается в цилиндр, сжимается и через выпускной клапан вытесняется в магистраль.

Конструктивно поршневой компрессор представляет собой агрегат, включающий: поршневую головку, электродвигатель, ресивер, устройство автоматического регулирования давления (так называемое реле давления или прессостат). Главной особенностью поршневых компрессоров является их режим работы — повторно-кратковременный. Это значит, что компрессор не может «молотить» постоянно, время от времени ему нужна остановка для охлаждения, на время которой пневмомагистраль подпитывается только ресивером. Энергетически такая периодическая работа оказывается не очень выгодной, тем более что она приводит к скачкам давления на выходе компрессора. Но эти недостатки чаще всего «прощаются» поршневым компрессорам, поскольку они компенсируются многими достоинствами, среди которых — их невысокая стоимость, простота конструкции, неприхотливость в техническом обслуживании и ремонте. На сегодняшний день, если речь идет об относительно небольшой производительности и непостоянном воздухопотреблении, а также эксплуатации в тяжелых климатических и производственных условиях, поршневые компрессоры гораздо предпочтительнее других технологий сжатия. В таких случаях они служат дольше и дешевле обходятся в эксплуатации. Ведь не нужно забывать, что выбор компрессора определяется не только первоначальными затратами при покупке, но и стоимостью его обслуживания в течение всего срока службы. Конечно, современные поршневые компрессоры сильно отличаются от тех старичков, которые еще из советских времен остались на некоторых предприятиях. Отличаются всем: и энергопотреблением, и техническими характеристиками, и особенностями конструкции. Например, производитель немецких компрессоров BOGE утверждает, что их промышленные поршневые компрессоры одинаково хорошо работают как в повторно-кратковременном режиме, так и при полной постоянной нагрузке. Но, как бы там ни было, для длительной непрерывной эксплуатации все же более выгодны (и потому более популярны) компрессоры иного типа — винтовые. В этом случае уже именно они становятся более экономичными и эффективными.
ВИНТОВОЙ
Винтовой компрессор — более современное и совершенное оборудование. Принцип работы этих компрессоров больше всего напоминает принцип мясорубки.
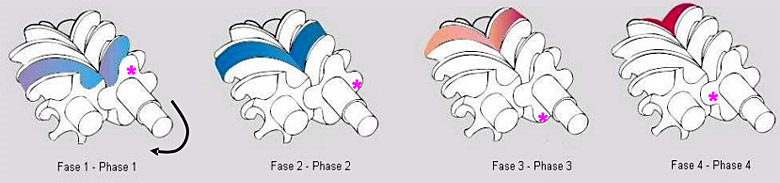
Два винта (вращающихся с одинаковой частотой и в одном направлении) сжимают между собой воздух и вытесняют его в линию нагнетания. Сжатие воздуха в винтовом компрессоре осуществляется с помощью двух винтов, вращающихся совместно В отличие от поршневого компрессора, в котором фаза сжатия периодически чередуется с фазой впуска, сжатие воздуха в винтовом компрессоре происходит непрерывно.
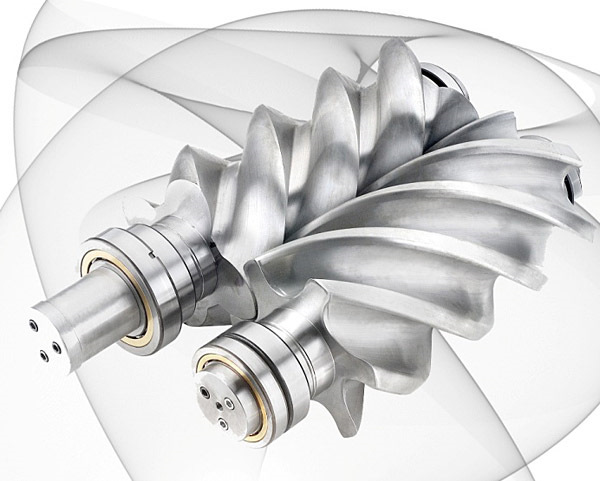
Поэтому винтовой компрессор может работать без перерывов уже гораздо дольше (практически круглосуточно). При этом подача воздуха у него равномерная, а не импульсная, как у поршневых. Винтовой компрессор равной производительности компактнее поршневого, на 10-12 дБ меньше шумит. Качество воздуха на выходе — выше, расходы на обслуживание — ниже. По надежности винтовой и поршневой компрессор — небо и земля. Износ винтовой пары по сравнению с износом кривошипно-шатунного механизма в десятки раз меньше, поэтому и энергозатзатраты на выработку сжатого воздуха винтовым компрессором значительно ниже, а ресурс выше. Ресурс «сердца» винтового компрессора — винтовой пары по неофициальным данным составляет 7-8 лет и на много больше, я встречал компрессора которые работают и по 20 лет.
Конструктивно винтовой компрессор сложнее поршневого. Он имеет циркуляционную систему смазки и охлаждения, снабжен автоматической системой управления, некоторые модели оборудованы встроенным осушителем рефрижераторного типа и комплектом микрофильтров. Такие модели еще называют компрессорная станция «все в одном».

Компрессорная станция «все в одном» — удовольствие не из дешевых Обладая таким набором преимуществ, винтовые компрессоры уже давно победили бы в соревновании с поршневыми, если бы не одно но — цена. Да, за такое удовольствие нужно платить. Винтовой компрессор равной производительности дороже поршневого в 3-4, а то и в 5-6 раз. Конечно, кого-то это не пугает. Если финансовые возможности вашего предприятия позволяют — берите винтовой компрессор. Для больших производств с разветвленной пневмосистемой, постоянным воздухопотреблением и многосменным режимом работы, такой компрессор — вне конкуренции. А вот для гаражного применения все преимущества винтового компрессора могут оказаться явно избыточными. По условиям эксплуатации здесь вполне подойдут грамотно подобранные поршневые компрессоры. При своевременном и правильном техническом обслуживании такого компрессора хватит на многие годы. Учитывая вышеизложенное, дальше мы более подробно остановимся на вопросе выбора поршневых компрессоров, как более актуальных для небольших автосервисов и профессионалов-одиночек, работающих в гаражах. А особенности выбора винтового компрессорного оборудования обсудим в следующий раз, поскольку такие компрессора работают, только, от сети 380 V, а значит для обычного гаража не подойдут.
ВЫБИРАЕМ ПОРШНЕВОЙ КОМПРЕССОР
Основными параметрами, которыми необходимо руководствоваться в первую очередь, являются: максимальное рабочее давление компрессора (Pmax); производительность (Q). От них и будем плясать. ДАВЛЕНИЕ
Взглянув в любой каталог компрессорного оборудования, мы увидим компрессоры, развивающие разное максимальное давление: 6, 8, 10, 12 и даже 16 бар. Какой лучше выбрать? Здесь все просто. Главное правило — давление, развиваемое компрессором, должно превышать необходимое рабочее давление пневмоинструмента. Напомним, что номинальное рабочее давление окрасочных пистолетов — 3-4 бар. Практически весь остальной автосервисный пневмоинструмент работает при давлении 6 — 6,5 бар. То есть, для обеспечения сжатым воздухом, скажем, краскопульта (3 бар) и шлифмашинки (6 бар), нам потребуется компрессор, развивающий давление больше 6 бар. Насколько больше? Для ответа на этот вопрос давайте вспомним, как вообще работает компрессор: после включения и нагнетания воздуха до максимального рабочего давления (Pmax) он отключается, а его повторное включение происходит после того, как давление упадет до давления включения (Pmin). Реле давления (прессостат) на всех компрессорах настроено так, что обеспечивает поддержание давления в ресивере с допуском -2 бар от максимального значения.

Проще говоря, чтобы гарантированно получить на выходе 6 бар, нам необходимо установить компрессор с максимальным давлением 8 бар. Увеличить давление выше значения, указанного в характеристиках компрессора конечно же, не удастся. Заводские регулировки прессостата можно изменить только в сторону уменьшения минимального давления. Иными словами, компрессор с Pmax = 10 бар и Pmin = 8 бар можно перенастроить, например, на Pmax = 9 бар и Pmin = 7,5 бар. Но увлекаться такими настройками не стоит, поскольку прессостаты — устройства не очень надежные. Так что заводские регулировки прессостата лучше не трогать, а для понижения давления устанавливать регуляторы давления непосредственно перед потребителями. Определяя максимальное давление, развиваемое компрессором, нужно также учитывать, что на пути сжатого воздуха от компрессора до потребителя происходит падение давления в линии. И чем длинее пневмомагистраль, чем больше в ее проектировании и монтаже ошибок (использование водопроводных кранов, труб слишком малого диаметра и т. д.), тем падение давления будет больше. Иногда оно может достигать такой величины, что пневмооборудование уже не может нормально работать. Во избежание неприятностей в таких случаях, лучше выбрать компрессор с более высоким максимальным давлением. Таким образом, типичный «портрет» универсального гаражного источника сжатого воздуха — поршневой агрегат с максимальным давлением 8 бар. Если компрессор будет использоваться исключительно для окрасочных работ, можно, на худой конец, обойтись и 6-барным. А для больших разветвленных пневмосетей лучше предпочесть 10-барник. Определенный запас по давлению полезен еще и по другой причине. Чем выше давление, развиваемое компрессором, тем большую массу воздуха он сможет «затолкать» в ресивер. А значит последний будет дольше опустошаться до минимально допустимого уровня давления, обеспечивая тем самым компрессору достаточное время для отдыха. Кстати, об отдыхе: зачем он нужен железному компрессору? Ответив на этот вопрос, мы придем к пониманию особенности рабочих процессов в поршневом компрессоре и сможем определить вторую его важнейшую характеристику — производительность.
РЕЖИМ РАБОТЫ ПОРШНЕВОГО КОМПРЕССОРА
Режим работы компрессора напрямую зависит от теплового режима поршневой головки. Понятное дело, что воздух, сжимаясь в цилиндре компрессора, нагревается. Часть тепла при этом поглощается деталями конструкции головки компрессора, и если не обеспечить теплоотвод, их температура будет возрастать выше допустимой нормы и головка не будет успевать охлаждаться. В «лучшем» случае это приведет к ускоренному износу поршневой группы, в худшем — компрессор заклинит сразу же. Естественно, при проектировании компрессора это учитывается. Но те простые меры, которые принимаются для обеспечения теплосъема (в частности, обдув воздухом и изготовление поршневой головки из сплавов с высокой теплопроводностью), хоть и повышают эффективность охлаждения, но являются недостаточными для того, чтобы компрессор мог работать в непрерывном режиме достаточно долгое время. Поэтому поршневые компрессоры изначально рассчитываются на периодическую эксплуатацию, с обязательными перерывами, необходимыми для охлаждения головки.
КОЭФФИЦИЕНТ ВНУТРИСМЕННОГО ИСПОЛЬЗОВАНИЯ
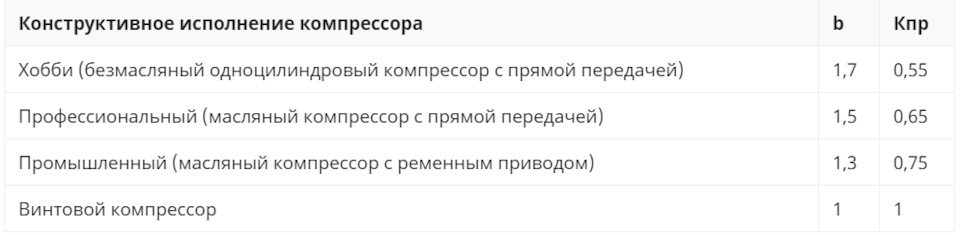
В зависимости от допустимого режима эксплуатации и выходных характеристик зарубежные производители делят свои компрессоры на несколько классов: хобби (полупрофессиональные); профессиональные; промышленные. О их устройстве и конструктивных отличиях мы поговорим в отдельной статье, сейчас лишь отметим, что для каждого типа существует свой так называемый коэффициент внутрисменного использования (Кви). Этот коэффициент составляет: для полупрофессиональных компрессоров — 0,15–0,2; профессиональных — 0,4–0,5; промышленных — 0,6–0,7. Что значат эти цифры? Они показывают, какую часть времени компрессор может работать без перерывов. Количественно Кви определяется как отношение времени работы компрессора в режиме нагнетания к общему времени продолжительности рабочего цикла. То есть, учитывая, что за максимальную продолжительность цикла принимают 10-минутный отрезок времени, компрессор промышленного типа должен работать в режиме нагнетания 6–7 минут, после чего 3–4 минуты «расслабляться». В целом компрессоры, способные дольше работать в непрерывном режиме более надежны, ресурс их выше. Как, впрочем, и стоимость, поскольку достигается такая надежность использованием более совершенных материалов и схемных решений. Еще один важный момент: поршневой компрессор обязательно должен иметь «запас по производительности», то есть его производительность должна быть всегда больше, чем реальное воздухопотребление. Для чего? А для того, чтобы компрессор, производя сжатого воздуха больше, чем расходуется, сам создавал для себя задел, позволяющий ему время от времени «отдыхать». Величина запаса производительности определяется одноименным коэффициентом, зависящим от класса компрессора. До него мы еще дойдем. В общем можно сказать, что запас производительности должен быть тем больше, чем ниже класс компрессора в вышеприведенной «табели о рангах». То есть отдав предпочтение, например, более дешевой полупрофессиональной технике, нужно заложить в расчеты больший запас по производительности.
МИФ О РЕСИВЕРЕ
Теперь несколько слов о ресивере. Его основные функции следующие: «хранение» запасенного сжатого воздуха;
сглаживание воздушных пульсаций;
охлаждение сжатого воздуха.
Может сложиться впечатление, что чем больше ресивер, тем легче живется компрессору. Этот же миф может иметь и другую интерпретацию: чем больше ресивер, тем лучше, и так далее. В любом случае, все эти суждения ошибочны. Дело в том, что до того момента, когда ресивер наполняется до максимального давления и автоматика отключает компрессор, должно пройти время, и немалое. И если необоснованно увеличить объем ресивера, компрессор будет работать «без перекура» слишком долго, что, скорее всего, приведет к его преждевременному выходу из строя. И наоборот: если объем ресивера меньше положенного, компрессор будет включаться слишком часто, что также не есть хорошо. Изучая каталоги компрессорного оборудования можно заметить, что компрессоры одинаковой производительности часто комплектуются ресиверами различных объемов. Почему так? Потому, что объем ресивера зависит не только от производительности компрессора, но и от характера воздухопотребления. Поэтому если расход воздуха примерно равномерный по времени, то в целях экономии средств можно выбрать ресивер минимального объема. Если имеют место пиковые нагрузки, лучше взять больший. В среднем объем ресивера должен быть таким, чтобы компрессор наполнял его за 3-4 мин. Вывод: грамотно подобранный компрессор — это компрессор с такими производительностью и объемом ресивера, которые позволяют данному компрессору работать в режиме внутрисменного использования, на который тот рассчитан и не более.
ПРОИЗВОДИТЕЛЬНОСТЬ КОМПРЕССОРА: НА ВХОДЕ ИЛИ НА ВЫХОДЕ?
Широко распространенной ошибкой на практике является неправильное понимание величины производительности компрессора, что часто приводит к путанице и ошибкам в расчетах. Прежде всего отметим, что производительность компрессора принято определять в объемных величинах. Но вся штука в том, что в зависимости от давления и температуры, одна и та же масса воздуха может занимать разный объем. Иными словами, с ростом давления на выходе компрессора его объемная производительность уменьшается. Поскольку объемная производительность компрессора — величина непостоянная, зависящая от начальных условий всасывания, то очевидно, что для определения реальной производительности компрессора эти условия (давление и температуру) нужно обязательно учитывать. Об этом говорит и ГОСТ, согласно которому производительность компрессора — это объем воздуха на выходе из него, пересчитанный на начальные условия всасывания. Как правило, производительность указывается для нормальных условий, при которых атмосферное давление составляет 1 бар, а температура — +20 °С. Сама же производительность выражается в нормальных кубических метрах (или литрах) в единицу времени: м³/мин, м³/ч, л/с, л/мин. Иными словами, производительность 500 л/мин для нормальных условий означает, что компрессор за минуту вырабатывает такое количество воздуха, которое при температуре окружающего воздуха +20°С и давлении 1 бар занимает объем 500 л. Все это, конечно, хорошо, но зарубежные производители не знакомы с содержанием наших ГОСТов, и производительность своей продукции они определяют несколько иначе. В технических характеристиках на свою продукцию они указывают теоретическую производительность компрессора (производительность на входе). Теоретической эта величина называется не случайно, поскольку она отличается от реальной, выходной производительности весьма значительно (в большую сторону). Может, из-за этого иностранные производители и указывают данные именно по всасыванию, — выглядят то они гораздо более солидно. Из-за чего такая разница между реальной и теоретической производительностью? Из-за потерь во всасывающих и нагнетательных клапанах, а также наличия недовытесненного сжатого воздуха в так называемом «мертвом пространстве» (зазоре между поршнем в крайнем верхнем положении и клапанной группой), приводящих к уменьшению наполнения цилиндра и снижению производительности компрессора. Это снижение определяется коэффициентом производительности компрессорной головки (Кпр). Этот коэффициент составляет:
для полупрофессиональных компрессоров — 0,55;
профессиональных — 0,65;
промышленных — 0,65 (для одноступенчатых) и 0,75 (для двухступенчатых).
Воспользовавшись этими значениями, мы можем прикинуть, какова реальная производительность компрессора. Например, если для компрессора полупрофессиональной серии в каталоге указана теоретическая производительность 200 л/мин, тогда реальная его производительность составит 200 · 0,55 = 110 л/мин. В хорошем магазине, как правило, вам могут подсказать данные как по входным, так и по выходным характеристикам компрессоров. Вывод: в технических характеристиках на импортные компрессоры указывается производительность по всасыванию, то есть на входе в компрессор. Это значение нельзя понимать как реальную производительность компрессора на выходе — она не учитывает его конструктивные особенности и КПД. Ну а теперь самое время вооружиться калькулятором и приступить к расчетам. Стоит отметить, что точный расчет характеристик поршневого компрессора сложен и связан с решением степенных уравнений. Методика, по которой будем считать мы, содержит упрощенные соотношения. Они, хоть и дают небольшую погрешность, но, тем не менее, позволяют в целом правильно определить характеристики компрессора.
СЧИТАЕМ ШАГ 1.
РАСЧЕТ ВОЗДУХОПОТРЕБЛЕНИЯ
При расчете воздухопотребления лучше ориентироваться на реальные паспортные данные используемого инструмента — точность вычислений в этом случае будет выше. Но если этих данных у вас нет, можете воспользоваться ориентировочными значениями из таблицы.
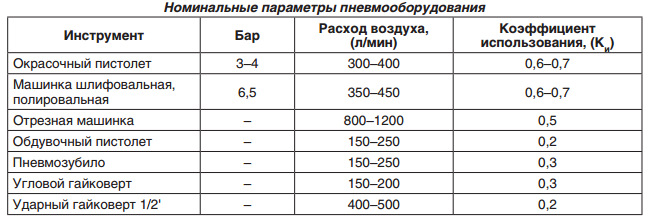
Как уже говорилось, недостаточно просто подсчитать количество инструментов и найти сумму расходов. Поскольку инструмент используется в работе не постоянно, а с определенными промежутками, правильнее будет произвести расчет с учетом коэффициентов использования оборудования:
G (л/мин) = G1 · Ки1 + G2 · Ки2 + … + Gn · Киn
где:
G — общее потребление воздуха;
G1, G2, Gn — потребление воздуха каждой единицей пневмоинструмента;
Ки1, Ки2, Киn — коэффициенты использования оборудования. Коэффициент использования определяется как отношение времени работы какого-либо инструмента или оборудования к определенному отрезку времени. Например, если инструмент работает в среднем 20 минут в течение часа, то его коэффициент использования составит 20/60 = 0,33 (или 33%). В вышеприведенной таблице помимо показателей расхода воздуха и давления, также приведены и значения коэффициентов использования для наиболее часто применяемого в автосервисе оборудования. Итак, воспользовавшись формулой, мы определили общее потребление сжатого воздуха. Но это еще не все. Теперь нам необходимо учесть вероятность одновременной работы всего оборудования. Она определяется коэффициентом синхронности, значения которого приведены в таблице.

Таким образом, рассчитанное ранее значение общего воздухопотребления нужно умножить на соответствующий коэффициент синхронности. И уже на основании полученной величины выбирать компрессор.
ПРИМЕР РАСЧЕТА
В качестве примера рассмотрим порядок расчета и выбора поршневого компрессора для небольшой покрасочной автомастерской. Предположим, что нам необходим компрессор для обеспечения сжатым воздухом двух пневмоинструментов: окрасочного пистолета (расход воздуха 350 л/мин, коэффициент использования 0,6); шлифовальной машинки (расход воздуха 400 л/мин, коэффициент использования 0,6).
1. Определим общий расход воздуха:
G = 350 · 0,6 + 400 · 0,6 = 210 + 240 = 450 л/мин
2. Умножим полученное значение на соответствующий коэффициент синхронности работы оборудования (при использовании двух пневмоинструментов он равен 0,95). Получим:
G = 450 · 0,95 = 428 л/мин
Итого: общее потребление воздуха составляет 428 л/мин. Итак, рассчитав предполагаемое потребление сжатого воздуха, необходимо определиться с типом компрессора. Для начала определимся с максимальным давлением. Для этого посмотрим, какое давление необходимо для работы наших инструментов: краскопульт — 3-4 бар; шлифмашинка — 6 бар. Следовательно, минимальное рабочее давление компрессора Pmin должно быть не менее 6 бар. Вспоминаем про разницу между Pmin и Pmax и прибавляем к нашим 6 барам еще 2. Наш выбор — «восьмибарник» (Pmin = 6 бар, Pmax = 8 бар).
ШАГ 2. РАСЧЕТ ТЕОРЕТИЧЕСКОЙ ПРОИЗВОДИТЕЛЬНОСТИ КОМПРЕССОРА (НА ВХОДЕ)
Далее рассчитаем теоретическую производительность компрессора. Для этого воспользуемся формулой:
Qвх = G · (β/Кпр)
где:
G — общий расход воздуха (у нас он равен 428 л/мин);
β — коэффициент запаса производительности, зависящий от класса компрессора;
Кпр — коэффициент производительности компрессорной головки (КПД компрессора).
Значения β и Кпр для работы компрессора в диапазоне рабочих давлений от 6 до 8 бар, приведены ниже.
ПРИМЕР РАСЧЕТА
Учитывая наши потребности в воздухе и режим работы, безмасляные хобби-компрессоры с прямой передачей однозначно не представляют для нас интереса (вспомним их коэффициент внутрисменного использования). Поэтому будем смотреть в сторону масляного компрессора с ременным приводом. Поэтому h принимаем равным 0,75, b — 1,3. Считаем.
Qвх = 428 · (1,3/0,75) = 742 л/мин
Таким образом, нам необходим компрессор с производительностью по паспорту не менее 740-750 л/мин. Чтобы пересчитать полученные данные на «выход» (необходимо в случае расчета отечественного компрессора), нужно результат уменьшить на 30–40 %. Осталось определиться с объемом ресивера.
ШАГ 3. ОПРЕДЕЛЕНИЕ ОБЪЕМА РЕСИВЕРА
Расчет объема ресивера можно провести по формуле:
V (л) = (G · t · Кпр) / (60 · ΔP)
где:
ΔP – разница между Pmax и Pmin (2 бар);
t – время «отдыха» компрессора (сек), то есть время, за которое давление в ресивере падает от максимального до минимального (в идеале столько, сколько предписывает коэффициент внутрисменного использования, но в любом случае не менее 30 секунд).
ПРИМЕР РАСЧЕТА
Время, за которое давление в ресивере падает от максимального до минимального, примем равным 40 с. Тогда:
V (л) = (428 · 40 · 0,75) / (60 · 2) = 107 л
Это минимальный объем рекомендуемого воздушного ресивера. Чтобы определиться с объемом ресивера, можно пойти и другим путем. Так как большинство компрессоров выполнено на ресиверах стандартных объемов — 100, 200, 300 и 500 л, то можно взять «готовый» объем и найти время t, и таким образом посмотреть, сколько будет у компрессора времени на отдых при заданном объеме ресивера. Возьмем объем — 200 л. Тогда:
t = 60 · V · ΔP / G · Кпр = 60 · 200 · 2 / 428 · 0,75 = 24000/321 = 75 секунд Конечно, это не 3–4 мин, как предписывает коэффициент внутрисменного использования, но все же время «перевести дух» у компрессора будет.
ЕСЛИ У ВАС УЖЕ ЕСТЬ КОМПРЕССОР, НО ОН НЕ УДОВЛЕТВОРЯЕТ ВАШИМ ПОТРЕБНОСТЯМ
Шаг 1.
Если вы уже используете источник сжатого воздуха, но он не обеспечивает требуемый расход воздуха, что часто приводит к перерывам в работе, в первую очередь нужно экспериментально определить время, за которое давление в ресивере падает от максимального до минимального (время между остановкой и включением компрессора). Для этого необходимо довести давление в пневмосистеме до Pmax, отключить компрессор, включить потребители воздуха и замерить время падения давления от Pmax до Pmin. Допустим, в нашем случае это время равно 30 сек.
Шаг 2. Далее рассчитываем реальное воздухопотребление по формуле:
G = 60 · V · ΔP / t · Кпр
где:
V – объем ресивера (л).
Примем, что объем ресивера — 100 литров. Тогда реальное воздухопоребление составит:
G = 60 · 100 · 2 / 30 (сек) · 0,75 = 533 л/мин
Шаг 3.
Используя полученные данные, пересчитываем производительность компрессора и объем ресивера согласно методике и подбираем новое оборудование. Таким образом, выполнив несколько нехитрых математических манипуляций, можно понять, какими характеристиками должен обладать компрессор. Но на этом вопрос его выбора не заканчивается, ведь прежде чем оправиться за покупкой, стоит узнать, что на сегодняшний день предлагает нам рынок, каковы достоинства и недостатки тех или иных моделей.
Для тех кому сложны эти все расчёты, а необходимо просто купить компрессор, для того чтобы окрасить автомобиль, могу подсказать:
минимальным компрессором способным справится с пистолетом системs EPA они же RP, LVLP, LVMP, РЕУ и так далее, т.е. потребление таким пистолетом будет от 265 л/мин. до 350 л/мин. можноприобрести пистолет с производительностью не менее 400 л/мин, такой компрессор позволит такому оборудованию даботать достаточно корректно и не испытывать "воздушный голод".
Безусловно что если ваш пистолет потребляет 359 л/мин, а ваш компрессор производит 400 л/мин, то на пользу компрессору это не пойдёт и скорей всего он будет достаточно быстро изнашиваться поскольку коэффициент внутрисменного использования (Кви) будет намного ниже чем требуется, другими словами компрессор будет перегреваться. Дополнительный обдув голов конечно несколько снизит проблему но тоже не до конца.
Так же следует помнить что максимальная мощность двигателя на 220 V это 2,2 kW и при этом производительность компрессора может быть максимально 420 л/мин, все остальные цифры, которые пишут производители: 460, 480 — попросту не реальны…
Мы делали когда то видео на эту тему, но понятно что они не настолько подробны как эта статья.
Как подобрать компрессор для шиномонтажа
Компрессор для шиномонтажа входит в оснащение любой автомастерской или СТО. Специфика обслуживания и ремонта автомобилей предусматривает использование пневмооборудования, для работы которого требуется энергия сжатого воздуха. Это оборудование и инструменты, при помощи которых производится накачка шин, монтаж, демонтаж, удаление пыли и грязи из труднодоступных мест, покраска автомобилей. Использование компрессора в качестве привода для таких инструментов значительно снижает затраты на проведение необходимых работ.
Компрессор в автомастерской обеспечивает снабжение сжатым воздухом следующее оборудование:
• Гайковерты (потребляют воздуха:
80-320 л/мин)
• Шлифовальные машинки (потребляют воздуха:
200-400 л/мин)
• Шуруповерты (потребляют воздуха:
150-280 л/мин)
• Дрели (потребляют воздуха:
100-450 л/мин)
• Пневмозубила (потребляют воздуха:
110-150 л/мин)
• Отрезные машинки (потребляют воздуха:
85-450 л/мин)
• Краскопульты (потребляют воздуха:
100-430 л/мин)
• Грунтовочные пистолеты (потребляют воздуха:
190-350 л/мин)
• Аэрографы (потребляют воздуха:
15-100 л/мин)
• Другие виды пневмоинструмента.
| Коршунов Аркадий |
| Посмотреть профиль |
| Отправить личное сообщение для Коршунов Аркадий |
| Посетить домашнюю страницу Коршунов Аркадий |
| Найти ещё сообщения от Коршунов Аркадий |
Выбор подходящего компрессора для шиномонтажа.
Выбор компрессора для шиномонтажа производится в зависимости от того, какое именно пневмооборудование он будет обслуживать. Минимально необходимым вариантом для автомастерской является компрессор производительностью от 235 л/мин, с максимальным давлением 10 бар. Всё зависит от количества одновременно используемого пневмоинструмента и, соответственно, суммарного потребления им сжатого воздуха — л/мин.
Рады предложить вам надежные модели компрессоров для шиномонтажа из Италии.
Поршневые компрессоры:
• Компрессор поршневой FINI MK 103-90-3M (Производительность=0,235 м3/мин; Давление= 10 бар; Ресивер= 90 л.
• Компрессор поршневой FINI SKM 15-200-5,5 (Производительность=0,380 м3/мин; Давление= 10 бар; Ресивер= 200 л.
• Компрессор поршневой FINI BK 119-200F-7,5 (Производительность=0,600 м3/мин; Давление= 10 бар; Ресивер= 200 л.- Подходит для грузового шиномонтажа
Винтовые компрессоры:
• Компрессор винтовой FINI CUBE SD 510 TA (Производительность=0,450 м3/мин; Давление= 10 бар)
• Компрессор винтовой FINI CUBE SD 710 TA (Производительность=0,705 м3/мин; Давление= 10 бар) — Подходит для грузового шиномонтажа
• Компрессор винтовой FINI CUBE SD 1010 TA (Производительность=0,990 м3/мин; Давление= 10 бар) — Подходит для грузового шиномонтажа
Важные практические критерии для выбора типа компрессора- поршневой или винтовой:
1) Готовность к постоянным интенсивным нагрузкам;
2) Удобство в эксплуатации;
3) Шумность;
4) Периодичность обслуживания и ремонта;
5) Стоимость.
Винтовые компрессоры превосходят поршневые во всем, но и стоят дороже.
| Коршунов Аркадий |
| Посмотреть профиль |
| Отправить личное сообщение для Коршунов Аркадий |
| Посетить домашнюю страницу Коршунов Аркадий |
| Найти ещё сообщения от Коршунов Аркадий |
Дополнительное оборудование для подготовки сжатого воздуха в шиномонтаже.
1. Для более стабильной работы пневмооборудования, дабы избежать скачков давления в пневмосети, частично убрать конденсат и охладить воздух, необходимо поставить отдельно стоящий накопитель сжатого воздуха — воздушный ресивер. Качественные и доступные ресиверы «Бежецкого завода автоспецоборудования»:
• Ресивер РВ 230/10;
• Ресивер РВ 430-1,2/10.
2. Чтобы обезопасить пневмооборудование от влаги, масла и механических частиц, обеспечить качественную окраску — после компрессора необходимо установить блок подготовки воздуха с регулятором и манометром (AIR Comp — STAMPOTECNICA — Италия).

Подбирается он в соответствии с производительностью компрессора, а лучше с запасом 30 % от его производительности.
Готовое решение «под ключ»:
• Компрессор винтовой FINI CUBE SD 7-270F ES (Производительность=0,705 м3/мин; Давление= 10 бар; Ресивер= 270 л; Встроенный рефр.осушитель.);
• Компрессор винтовой FINI CUBE SD 10-270F ES (Производительность=1,050 м3/мин; Давление= 10 бар; Ресивер= 270 л; Встроенный рефр.осушитель).
| Коршунов Аркадий |
| Посмотреть профиль |
| Отправить личное сообщение для Коршунов Аркадий |
| Посетить домашнюю страницу Коршунов Аркадий |
| Найти ещё сообщения от Коршунов Аркадий |
Работа шиномонтажной мастерской немыслима без сжатого воздуха. Станки, инструменты, накачивание колес – все это работает с помощью компрессора. Идеальным компрессором для шиномонтажа является поршневой масляный компрессор. Кроме преимуществ, у него есть и недостатки, у него в процессе работы вместе со сжатым воздухом в пневмосистему попадает водно — масляная эмульсия, а также твердые частицы. Все это снижает качество подаваемого воздуха, приводит к падению производительности оборудования и его ускоренному износу.
Поэтому обязательным условием для исправной и продолжительной работы пневматической системы и пневмоинструмента является установка на пневмомагистрали блока подготовки воздуха. Он служит не только для очистки воздуха, но и для поддержания стабильного уровня давления.
TECH-RUSSIA поставляет продукцию известной итальянской компании (AIR Comp — STAMPOTECNICA — Италия). Они являются модульными, легко комбинируются между собой, но отличаются присоединительными размерами 1/4 или ½ дюйма.
Оптимально собранный блок подготовки воздуха будет включать в себя следующие части.
1.Фильтр — влагоотделитель.
Он предназначен для удаления из сжатого воздуха механических примесей и конденсата. Фильтр подбирается по давлению и расходу воздуха, тонкости очистки, диапазону рабочих температур, размеру присоединительной резьбы. Фильтр компании AIR Comp — STAMPOTECNICA изготавливается из ударопрочного пластика, в стакане фильтра имеются смотровые окна и ручной слив конденсата. Ручной слив конденсата более простой и надежный, чем автоматический, но требует ежедневного контроля. Устанавливается фильтр – влагоотделитель перед любым пневмооборудованием.
2. Смазчик.
Предназначен для подачи смазки в пневмоинструмент, имеющий трущиеся детали, как-то пневмомолотки, пневмодрели и т. п., куда удобно подавать смазку вместе с поступающим воздухом. Устанавливается смазчик после фильтра – влагоотделителя. Смазчик AIR Comp — STAMPOTECNICA также выполнен в ударопрочном корпусе, сверху размещено смотровое окно с регулировочным винтом. Смазчик AIR Comp однократного действия, на расстоянии порядка 2 метров от него созданный им масляный туман образует масляную пленку, которая движется по стенкам пневмопровода по направлению движения воздуха. Поэтому смазчик лучше всего устанавливать перед или выше потребителя. Масло, которое должно применяться в смазчике, указывается в инструкции к нему. При отсутствии рекомендаций используется минеральное масло с вязкостью не более 35 сСт (мм2/с) при 50оС. Ни в коем случае не заливайте в смазчик компрессорное масло, от паров которого мы избавлялись в фильтре – влагоотделителе.
Для удобства обслуживания фильтр – влагоотделитель комбинируют в один блок со смазчиком и добавляют к нему редуктор.
3. Редуктор.
В процессе работы давление в пневмосистеме колеблется в зависимости от режима работы компрессора, запаса воздуха в ресивере, а также от числа подключенных потребителей. Может получится и так, что давление, создаваемое компрессором, больше, чем требуется для пневмоинструмента. Обычно компрессоры создают давление в 8 – 10 бар, а для работы того же пневмомолотка требуется 6 бар. Редуктор обеспечивает понижение давления в пневмомагистрали, а также поддерживает его на требуемом уровне. Возможно применение нескольких редукторов, если имеются потребители с отличающимся друг от друга рабочим давлением. На редукторе обязательно должен присутствовать манометр для выставления и контроля нужного давления воздуха. Редуктор AIR Comp — STAMPOTECNICA также имеет предохранительный клапан сброса избыточного давления.
В итоге, оптимальный блок подготовки воздуха для шиномонтажа состоит из фильтра – влагоотделителя, редуктора с манометром и смазчика.
Какой компрессор выбрать для шиномонтажа — на что нужно обратить внимание при выборе

Шиномонтаж — работы, которые проводятся при повреждении колес, при сезонной замене шин и во время обслуживания в профилактических целях. Операции разнообразны — демонтаж, установка, замена резины, балансировка и мелкие ремонтные работы. Для восстановления резины после пореза или прокола, колесо демонтируют, чтобы снять шину.
Выполняют такие работы с помощью станков для шиномонтажа, вулканизации резины, балансировки. Важную роль играют пневматические инструменты. Так, работая пневмогайковертом, колесо демонтировать намного легче, чем без него.
Для полноценной работы шиномонтажного сервиса необходимо и другое пневматическое оборудование. Поэтому одним из основных агрегатов остается компрессор для шиномонтажа. Этот аппарат по праву считается главным на участке, где работают с шинами. Только при его участии возможна бесперебойная работа пневматических инструментов и оборудования в гараже или автосервисе.
Виды компрессоров для шиномонтажа
Компрессоры отличаются друг от друга требованием к напряжению в электрической сети и производительностью. Каждый из них оснащен ресивером, из емкости которого в пневмолинию поступает сжатый воздух, а оттуда непосредственно на инструмент.
Производительностью компрессора считается скорость накачки ресивера, единица измерения л/мин. Объем емкости для воздуха зависит от модели.
Отличаются компрессоры уровнем шума, долговечностью и надежностью. Зависит это от вида агрегата:
- поршневой ременной. В этом надежном устройстве передача крутящего момента осуществляется с помощью ременной передачи. Такие приборы работают тихо и легко ремонтируются;
- поршневой коаксиальный. Такой мотор соединяется с поршневой системой напрямую. Поэтому подобные агрегаты работают тише ременных и имеют меньшие габариты. Однако они менее производительны и не так надежны. Такое оборудование подходит для небольших мастерских и гаражей;
- винтовой. В этих моделях сжатие воздуха происходит за счет вращения нескольких сложных винтов. Агрегаты надежные, работают тихо и при этом высокопроизводительны. Чаще их используют в промышленности.
Решая вопрос, какой компрессор выбрать для шиномонтажа, выгоднее остановиться на варианте с ременным приводом. Детали в агрегате смазываются автоматически почти во всех моделях. Приборы снабжены системой охлаждения. Это упрощает эксплуатацию и продлевает срок работы компрессора.
Поршневой компрессор, как правило, сочетает в себе качество и разумную цену. Стоимость невысокая за счет простоты конструкции. Для них не нужен высококачественный воздух, агрегаты легко ремонтируются. Но для крупных мастерских этот вариант неприемлем. Для таких компрессоров не годятся высокие нагрузки и большие объемы работ. У них сильно изнашиваются детали, поэтому часто возникают поломки.
Невзирая на то, что ремонт поршневых компрессоров недорогой, простой оборудования ведет к материальным потерям. Если такой аппарат нагружать работой сверх меры, то ремонтируют его, минимум, дважды в год.
Еще один минус поршневых агрегатов — неспособность работать в непрерывном режиме длительное время. Им нужно давать время на остывание. Поршневые компрессоры, помимо монтажа шин, используются и при других работах, которые требуют использования сжатого воздуха. Поэтому для больших автомастерских это не самый подходящий вариант. В таких случаях приобретают винтовой компрессор.
Винтовой компрессор — лучший выбор для крупных СТО и автосервисов, где работа идет на нескольких постах. Такие агрегаты подходят для обслуживания грузовых автомобилей и коммерческого транспорта. Также они полностью справляются с работой в автотехцентрах с мойкой, кузовным цехом и шиномонтажом.
Подобное оборудование дороже, но оно оправдывает вложенные средства. Для высокой рентабельности бизнеса выгодно вложить деньги в качественные компрессорные агрегаты.
Масляные и безмасляные компрессоры
Масляные компрессоры оснащены картером со смазывающей жидкостью. Масло увеличивает срок службы двигателя, а также смазывает используемый пневматический инструмент. Это может быть:
- гайковерт;
- шлифмашина;
- полировальная машина;
- ударный гайковерт;
- шуруповерт.
Но при использовании покрасочного пистолета эффект смазки пагубно влияет на качество работы. Частицы масляной смазки попадают в пистолет и снижают качество окраски. Для решения проблемы в пневмомагистрали перед краскопультом ставят дополнительные фильтры.
ВАЖНО! Любые агрегаты с использованием масла требуют контроля, своевременной замены масла и дополнительного ухода. В автосервисах чаще применяются масляные компрессоры.
Безмасляные аппараты применяются в личных гаражах. Их ресурс в 2-3 раза меньше масляных компрессоров. Режим работы предусматривает непрерывное использование агрегата не больше 10-15 минут в час.
Количество цилиндров
Компрессоры выпускают с 1, 2, 3 цилиндрами. От их объема и количества зависит производительность агрегата. Цилиндры располагаются рядно, V-образно, W-образно.
Как выбрать компрессор для шиномонтажа
При выборе ориентируются на производительность агрегата. Ее рассчитывают по объему сжатого воздуха, который аппарат накачивает за 1 минуту. Учитывают и давление, под которым поступает воздух.
Нужную производительность компрессора определяют путем сложения потребляемого количества воздуха в единицу времени имеющихся пневмоинструментов в мастерской. Редко они работают одновременно, но лучше приобрести компрессор с запасом производительности, чтобы быть готовым к пиковой ситуации, когда в гараже будет задействовано максимальное количество оборудования.
В паспорте на компрессор указывают производительность аппарата на входе, то есть тот объем, который «засасывается». Но оценивают агрегат по производительности на выходе. Для правильной оценки выходной производительности цифры, указанные в описании, умножают на коэффициент:
- одноцилиндровый безмасляный компрессор с прямой передачей — 0,35-0,4;
- компрессор масляный с прямой передачей — 0,6-0,65;
- масляный компрессор с ременным приводом — 0,7-0,75.
Для шиномонтажа нужен компрессор с производительностью 400 л в минуту и объемом ресивера не меньше 100 л. Чем больше объем емкости для сжатого воздуха и выше производительность, тем дольше он проработает. Ресурс будет выше оттого, что он реже включается.
Один из основных критериев выбора шиномонтажного компрессора — количество потребителей и объемы воздуха, который они потребляют. Эти параметры указывают в характеристиках агрегата и позволяют определить объем ресивера.
Требования к воздушному потоку определяют нужную скорость наполнения емкости ресивера. Лучше сразу выбрать воздушный компрессор для шиномонтажа с запасом производительности в 10-25% с учетом будущей нагрузки.
При расчетах необходимой производительности компрессора учитывают синхронность работы оборудования.
| Количество потребителей | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Коэффициент синхронности | 1 | 0,95 | 0,9 | 0,87 | 0,84 | 0,81 | 0,78 | 0,76 | 0,74 | 0,74 |
Стандартный шиномонтажный участок обычно оснащен следующим оборудованием:
- шиномонтажный станок;
- балансировочный станок;
- шлифовальная машинка;
- гайковерт;
- подкачка шин.
Для обслуживания потребуется поршневой компрессор с объемом ресивера 100 л и производительностью 400 л/мин. В дальнейшем все зависит от пневматического оборудования. В любом случае, чем больше емкость ресивера, тем лучше.
Следующим важным фактором при решении вопроса, какой компрессор нужен для шиномонтажного оборудования, является необходимое напряжение в электросети — 220 или 380 В.
Обычно мощность двигателя компрессора — 2,2-3,5 кВт, поэтому нагрузка на сеть достаточно высокая. А в момент старта пиковая нагрузка бывает в 1,5 раза больше, около 4-5 кВт. Если на предприятие выделено 10 кВт, то при включенном другом электрическом оборудовании и освещении, пробки может «выбить».
Поэтому компрессор лучше запитывать от 3-фазной линии в 380 В. Устройства, рассчитанные на такое напряжение, при скачках напряжения работают стабильнее и надежнее.
Если производственная площадь небольшая, то выбирают компрессоры с вертикальным ресивером. Это удобно при обслуживании, агрегат занимает немного места. При этом масло, которое остается в ресивере, стекает вниз прямо в сливной клапан.
Если работы с шинами ведутся на нескольких участках, то купить компрессор для шиномонтажа лучше более производительный и с вместительным ресивером.
Думая, какой компрессор выбрать для шиномонтажа, учитывают давление. Значение, указываемое в характеристиках компрессора, определяет максимальное значение, которое выдает этот агрегат.
Большинство аппаратов оснащены регуляторами давления. Работник его регулирует на выходной магистрали в меньшую сторону в соответствии с необходимым видом работы. Поднять давление выше, чем указано в характеристиках, не получится.
В паспортах большей части аппаратов, работающих в автомастерских и на автомойках, указан показатель давления 8-10 атм. Но рабочее давление будет отличаться от максимального на 20% в меньшую сторону. Значение давления в паспорте указывают в Bar или атм. Соотношения между ними такие:
- 1 Bar = 0.9869 атм;
- 1 атм = 1,013 Bar.
Незначительная погрешность в 2-3% несущественна, поэтому неважно, в каких единицах указан показатель. Весьма желательно, чтобы давление компрессора было выше рабочего давления инструмента на 20%. Советы, предложенные в этой статье, помогут решить, какой компрессор выбрать для шиномонтажа.
Какой компрессор нужен для шиномонтажа
Необходимость использования компрессоров на точках шиномонтажных работ обусловлена применением множества пневматических инструментов. Популярность пневматического принципа в оборудовании для шиномонтажа — это необходимость, которая продиктована нуждами потребителей в компактных и мощных решениях. Данные агрегаты активно применяются в целом ряде разного рода хозяйственной деятельности. В автомобильных автосервисах к их помощи прибегают в процессе покрасочных работ, предварительных и подготовительных, а также для подкачки шин и т. д. Не обходятся без этого инструмента и на автомойках.
В зависимости от назначения разновидностей компрессоров огромное множество. Все они делятся на две большие категории: поршневые и винтовые. Устройство поршневого агрегата аналогично устройству двигателя внутреннего сгорания. Винтовой компрессор — это своего рода «мясорубка», которая повышает давление за счет раскручивания лопастей. При этом между лопастями и стенками корпуса остается минимальный зазор.
Поршневые инструменты отлично подходят для малых и средних шиномонтажных мастерских. Винтовые агрегаты устанавливаются преимущественно на крупных СТО, где относительно большое количество потребителей сжатого воздуха. Попробуем ответить на вопрос: какой компрессор нужен для шиномонтажа?

Разновидности поршневых компрессоров
Если устройство винтового компрессора достаточно простое, то эксперименты с концепцией поршневого инструмента привели к появлению масляных и безмасляных агрегатов.
Безмасляной компрессор скорее подходит для домашних хозяйственных нужд, нежели для шиномонтажа, т. к. ресурс такого инструмента не подразумевает длительного использования. Также безмасляный компрессор имеет ограниченный срок службы, неприемлемый для коммерческих задач.
Делать выбор в ту или иную сторону при подборе нагнетателя стоит в зависимости от типа оборудования, которое планируется к нему подключать. Применение масла в компрессоре — это возможность максимально продлить срок эксплуатации инструмента. Немалую пользу приносит смазывающий фактор и для сопряженного с устройством оборудованию. Но не каждому, с масляным устройством затруднительно сочетать покрасочный пистолет: частички масла попадают в красящий состав — это сказывается на качестве покрытия.

Выбор объема ресивера
При выборе инструмента едва ли не самым важным параметром, на который следует ориентироваться, является ресивер, а точнее — его объем. И если для бытовых нужд вполне подойдет агрегат с 50 литровым ресивером, то даже для самой скромной шиномонтажной мастерской следует все хорошо рассчитать, чтобы случайно не купить слишком слабый нагнетатель.
Профессиональные агрегаты начинает отсчет объема своего ресивера от 100 литров. Именно на эту цифру стоит начать ориентироваться, задумываясь о покупке компрессора для какой-либо вариации точки СТО.
Для того чтобы понять насколько важен объем ресивера, стоит ознакомиться с его предназначением. Объемная конструкция требуется компрессору в целях снижения скачков давления, которые возникают неизбежно в процессе работы электродвигателя. Кроме того, чем больше объем ресивера, тем больше амплитуда между включением и выключением электродвигателя. Логично сделать вывод, что чем реже двигатель приостанавливает и запускает свою работу, тем дольше он прослужит.
Как уже было сказано, для небольшого СТО нужен компрессор с объемом ресивера не менее 100 литров. Если потребителей сжатого воздуха будет больше 2ух, то придется присматриваться к моделям с куда большим объемом.
Бренд и страна производитель
До недавнего времени организаторы шиномонтажных мастерских отдавали предпочтения европейским и американским брендам. Однако, новые экономические реалии диктуют свои условия, и все большего внимания удостаиваются китайские и российские производители.
Стоит отметить, что достойного представителя подобного продукта можно найти среди модельных линеек от всех упомянутых производителей. Однако, разочароваться можно даже приобретя качественный нагнетатель — нужно помнить о том, что возможности агрегата в строгом порядке обязаны превосходить Ваши потребности. Техника, работающая на износ, никогда не будет служить долго.
Не следует игнорировать профилактические сервисные работы. Раз в несколько месяцев необходимо проводить осмотр инструмента, и контролировать уровень износа ключевых рабочих узлов.
Следует быть особо осторожным при выборе компрессоров, бывших в употреблении. Обязательно поинтересуйтесь есть ли в продаже запасные части для таких агрегатов. Вы рискуете отдать не малые деньги за инструмент, который в случае поломки будет невозможно починить. По возможности следует воздержаться от покупок б\у инструментов низшего ценового сегмента, исключением может стать устройство, на которое к моменту продажи сохранилась гарантия производителя или продавца.