При какой температуре паять пластик
Треугольное сечение позволяет глубоко заполнить шов, обеспечивая наилучшую адгезию. Треугольный пруток удобен для укладки в шов, позволяет сваривать детали без снятия краски (достаточно предварительно прихватить паяльником и прочистить фрезой), отлично проходит повороты и изгибы.

Круглое
Круглое сечение применяется для сварки тонких деталей и микротрещин. Позволяет восстановить целостность даже самого тонкого крепежа и сварить самый тонкий пластик. Видеоинструкция ремонта тонких деталей из полипропилена по ссылке >>

Плоское
Плоский профиль применяется для изготовления замков (в тех местах где порыв уходит в край детали), а также для восстановления крепежей и отсутствующих частей. Увеличивает площадь контакта на конечных участках шва, повышает механическую прочность и снижает термическое воздействие на деталь
PP полипропилен
В линейке Фюлен Полимер полипропилен представлен ремонтным материалом синего, красного и чёрного цветов. Упаковка PP полимеров — синего цвета.
Синий и красный цвета профиля полипропилена, в отличие от чёрного, контрастны, что позволяет увидеть степень проникновения в свариваемый материал и оценить качество работы.
Полимер чёрного цвета позволяет восстановить деталь без покраски, то есть благодаря чёрному цвету ремонт может быть выполнен достаточно скрытно, при этом шов будет качественным.
бамперы, молдинги, подкрылки, элементы экстерьера и интерьера.

Таблица свариваемости полипропилена
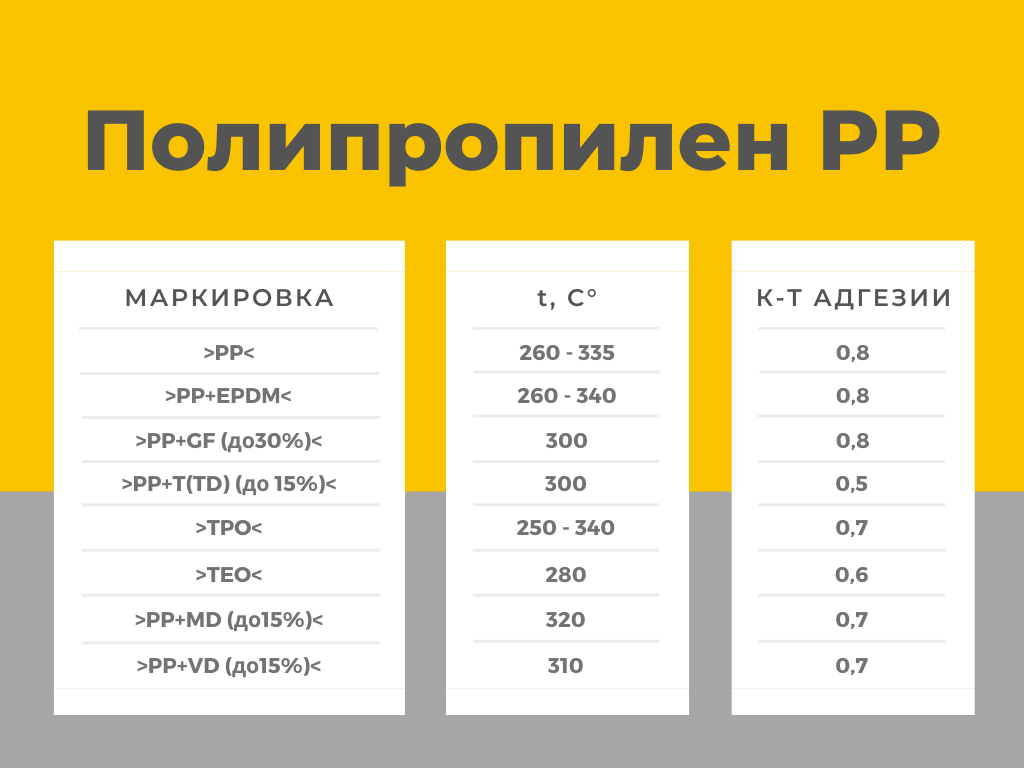
Коэффициент адгезии — коэффициент сваривания материалов, где за исходную прочность взята единица
Паяльник для пластика
На дороге с автомобилем может случиться неприятность. Небольшое столкновение или наезд на неподвижное препятствие — и на бампере или на элементах пластикового обвеса появилась уродливая вмятина или разрыв. Снятие бампера на современном автомобиле означает разборку половины машины, да и стоит эта деталь больших денег. Инженеры разработали устройство, позволяющее ремонтировать пластиковые детали без их демонтажа. Паяльник для пластика экономит владельцам много времени и средств.

Паяльник для пластика
Паяльник для пайки пластика
Бампер предназначен для защиты корпуса от столкновений и принимает все удары и повреждения на себя. Традиционная «жестянка» правка металла, шпаклевка, покраска — для этой части корпуса не подходит. Для ремонта понадобится специальное оборудование.
Паяльник для пластика нагревает поврежденный участок до определенной температуры. Пластмассу можно нагреть до разной степени:
- До температуры пластичности. Материал детали становится мягким и пластичным, его форму можно изменять руками. Применяется для ремонта впадин, выступов, коробления и других деформаций детали без нарушения ее целостности.
- До температуры плавления. Кромки деталей оплавляются, их можно спаивать в единое целое. Используется в случаях разрыва пластика.
- До температуры разрушения. Плавится не только кромка, но и большие участки материала бампера. Даже если удалось сформировать шов, он будет непрочным и недолговечным. Отремонтированное изделие не сможет выдерживать эксплуатационные нагрузки.

Паяльное оборудование снабжается системами контроля температуры нагрева.
Типы паяльников для пайки бампера из пластика
На рынке представлено несколько разновидностей паяльного оборудования для изделий из пластика:
- Обычный. Мощный паяльник для пайки пластика с прямым или загнутым наконечником. Предназначен для спайки отбитых и оторванных кусков бампера. Таким прибором можно надежно и надолго соединить разрозненные осколки в единое целое.
- Термопистолет. Применяется как для спайки деталей, так и для выправления деформированных участков. Снабжен системой точной регулировки температуры нагрева. Это позволяет подобрать рабочие параметры к каждому конкретному типу материала, конфигурации и толщине бампера. К устройству придается широкий набор насадок и приспособлений, облегчающих пайку и правку.
- Универсальная паяльная станция. Мультиинструмент объединяет в себе несколько приборов. К общему блоку питания подключены и фен, и электропаяльник с жалом. При необходимости их можно использовать как поочередно, так и одновременно, для ремонта самых сложных комплексных повреждений.

Термовоздушная паяльная станция
Большинство станций и термопистолетов имеют стандартный диаметр сопла, что позволяет пользоваться насадками друг от друга.
Требования к паяльникам для пластика
Основной характеристикой инструмента служит его мощность. Чтобы иметь возможность ремонтировать любые повреждения, мощность должна быть от 100 ватт. При недостаточной мощности прибор не сможет расплавить толстую пластмассу. Для фенов мощность начинается с 1500 ватт.
Кроме мощности, важным параметром является скорость прогрева жала паяльника. Обычные электропаяльники, применяемые для электромонтажных работ, не годятся — их прогрев занимает насколько минут. Для работ по пластику время разогрева должно быть не больше 10 сек. Иначе вся работа превратится в ожидание разогрева.

Профессиональный паяльник для пластиковых труб
И еще одно требование относится к эргономике. Прибор должен удобно лежать в руке, не заслонять рабочую зону, позволять точно подводить жало к рабочей зоне и управлять им с большой точностью. Чрезмерный вес, быстро утомляя руку, не позволит работать долго и производительно
Принцип работы паяльником
Перед началом работы поверхность необходимо очистить от загрязнений и тщательно обезжирить, кромки нужно зашкурить.
При использовании паяльника его наконечником следует расплавить кромки соединяемых деталей. Далее их нужно прижать друг к другу и зафиксировать до полного остывания. Лучше всего заранее сжать края вместе и обрабатывать их одновременно. После остывания формируется сварочный шов, соединяющий две заготовки в единое целое.
При работе феном поток нагретого воздуха направляют на поврежденную область, равномерно прогревая ее до достижения температуры пластичности. Теперь можно придавать размягченному пластику любые требуемые формы. Для сварки на фен надевают щелевую насадку, формирующую узкий плоский поток нагретого воздуха. Этим потоком действуют так же, как жалом паяльника.
Еще одна разновидность ремонта — скрепление скобами. В аппарат для пайки вставляют скобы, они разогреваются и вдавливаются в материал таким образом, чтобы соединить части бампера в единое целое, обеспечивая сварному шву дополнительную прочность.
При ремонте трещин их следует зачистить и углубить до глубины в полсантиметра до образования V-образного желобка. В концах трещины следует просверлить отверстия, чтобы предотвратить дальнейшее распространение. Далее паяльником соединяют края до полного исчезновения трещины.
Шов следует сначала пройти с внутренней стороны, второй проход выполняется с лицевой.
Если форму поверхности не удалось восстановить полностью, на проблемные участки наклеивают куски стеклоткани. После восстановления формы и целостности бампера его красят так же, как и металлические детали. На зашкуренную и обезжиренную поверхность наносят слой грунта, после его высыхания — два слоя краски. В качестве финишной отделки проводят полировку.
Пистолет фен
Во время работы паяльником материал разравнивается и перераспределяется жалом. При работе феном применяются пластмассовые присадочные прутки, являющиеся аналогом припоя при пайке или присадочной проволоки при сварке.
Такие прутки покупают в магазинах либо изготавливают самостоятельно, нарезая отходы пластика. Важно следить за тем, чтобы пруток был из того же материала, что и ремонтируемое изделие. Пруток заостряют с одной стороны, а другой стороной вставляют в фиксатор на сопле термопистолета.

Пайка пластика феном
Устройство ведут вдоль линии спайки медленно, наклонив пруток-присадку под углом 40-50°. Для соединения разрозненных осколков пайку выполняют в несколько проходов. Сперва нужно соединить осколки между собой короткими швами, из расчета один — два на сторону. Далее получившуюся сборку прикладывают к целой части бампера. Если контуры совпадают, проводят спайку по контуру. В последний проход окончательно спаивают осколки между собой.
Технология подготовки пластмассовых деталей к пайке
Прежде всего, требуется выяснить, из какой пластмассы сделана подлежащий ремонту элемент. Все они делятся на две большие группы:
- Твердые. Маркируются символами ABS, GF 15, GF 30, PAG.
- Мягкие. Обычно не маркируются.
Различить их по внешнему виду, не имея многолетнего опыта, сложно. Поэтому стоит поискать маркировку на обратной стороне бампера или элементы обвеса. Наиболее прочным пластиком является полипропилен. Изделия из него хорошо держат форму, обладают хорошим внешним видом и успешно поддаются ремонту.
Процесс подготовки складывается из следующих операций:
- Очистить от загрязнений и остатков старого лакокрасочного покрытия. Механическая очистка сопровождается промывание теплым мыльным раствором.
- Обезжирить. Здесь подойдут распространенные органические растворители, такие, как уайт-спирит. ацетон и т.п.
- Отшлифовать зону спаивания бархатной наждачной бумагой (P120). Крупные изделия шлифуют, используя шлифмашиной.
- Продуть сжатым воздухом, чтобы убрать шлифовальную пыль.

Тщательная подготовка поверхности позволяет добиться высокого качества работ. Отремонтированное изделие бывает просто не отличить от нового.
Область применения
Самая широкая область применения паяльника для пластика — это автосервис, и прежде всего — для ремонта бамперов. Используют их также для ремонта других пластмассовых элементов — обвеса кузова, корпуса зеркал заднего вида, пластиковых элементов отделки торпеды и салона.
Паяльник позволяет ремонтировать любые поврежденные детали из пластика — для велосипедов и мотоциклов, снегоходов и квадроциклов.
В последнее время все шире метод используется при ремонте деталей разнообразных плавсредств — рыболовецких катеров и даже яхт, на которых традиционное дерево все больше уступает место пластикам и композитным материалам.
На участке частного дома паяльник может пригодиться для ремонта оборудования и трубопроводов систем водоснабжения, отопления, орошения и канализации, пластиковых каркасов парников и теплиц.
Важно помнить, что свариваются таким образом только изделия из одинаковых материалов.
Способы горячей сварки пластика

Сварка пластика – эффективный способ прокладки полипропиленовых труб, ремонта пластмассовых изделий. Однородный шов получают путем нагревания и расплавления. Для этого предназначены специальные приспособления. Работать с ними может научиться каждый. При выборе технологии учитывают преимущества и недостатки каждого метода.
.jpg)
Общая информация о сварке термопластов
Соединение деталей из пластмассы путем нагрева – технология, давно применяющаяся в промышленных условиях и домашних мастерских. Использование горячих способов возможно только при работе с материалами, относящимися к группе термопластов. Так называются виды полимеров, полностью сохраняющие свои характеристики после нагрева, расплавления и остывания. В этом заключается их отличие от реактопластов, разрушающихся при нагревании и заключительной обработке.
Разновидности пластика с характеристиками свариваемости
Метод соединения выбирают в соответствии с видом полимера и его характеристиками.
Высокой свариваемостью отличаются:
- Полиэтилен. Изделия из такого пластика соединяют путем расплавления кромок, которые затем совмещаются под давлением, исключающим деформацию.
- Полипропилен. Материал применяется при производстве труб, которые соединяют с помощью электропаяльника мощностью 1500 Вт. Путем повышения температуры в месте соединения намертво скрепляют 2 элемента. Свойства материала помогают получить шов, не пропускающий влагу.
- Поливинилхлорид (ПВХ). Пластик не деформируется при нагреве. Сварное соединение получается прочным и однородным.
Средней или низкой свариваемостью обладают такие полимеры:
- Полистирол. Полимер используется при изготовлении посуды, игрушек, бытовых предметов. Детали из этого полимера отличаются достаточно плохой свариваемостью, они требуют тщательной подготовки.
- Полихлорвинил. Горячие методы при сопоставлении элементов из такого полимера применять не рекомендуется. Это объясняется возможностью деформации краев, ухудшающей качество шва. Более эффективными являются холодные способы.
Подготовка материалов
Перед сваркой пластмасс в домашних условиях выполняют следующие действия:
- демонтируют деталь (при необходимости);
- определяют тип пластика (для этого смотрят маркировку, указанную на нижней части изделия);
- удаляют с поверхностей загрязнения, остатки лакокрасочных покрытий;
- обезжиривают пластик.
Способы горячей сварки и необходимое оборудование
Для соединения пластиковых элементов путем нагрева используются следующие инструменты:
- ручные агрегаты, выдающие струю горячего воздуха;
- экструдеры;
- устройства для соединения листовых полимеров;
- автоматические сварочные агрегаты.
Чтобы правильно выбрать средство сварки термопластов, необходимо изучить принципы работы, преимущества и недостатки каждого устройства.
Ручной фен или пистолет
Совместно с подобным оборудованием применяют расходный материал – пруток, который укладывают между соединяемыми элементами. После этого шов нагревают строительным феном. Устройство напоминает бытовое приспособление, используемое для сушки и укладки волос. Температура и мощность промышленного фена выше. Благодаря этому кромки свариваемых элементов расплавляются, образуется однородная масса. Затвердевая, она скрепляет детали.
Температура воздушной струи регулируется автоматически или вручную. В комплект входят насадки, помогающие соединять пластиковые элементы встык или внахлест. Конфигурация сопла выбирается в зависимости от типа пластика, толщины деталей, опыта работы сварщика.
Бытовые фены используют для выполнения рутинных операций. Промышленные варианты предназначены для прокладки полимерных трубопроводов.
Экструдер
Прибор похож на пистолет, на конце которого установлена насадка для фиксации присадочного прутка или трубки.

Принцип действия основывается на:
- нагревании расходного материала до полужидкой консистенции;
- выведении массы в место соединения деталей;
- затвердевании расплава с последующим формированием шва.
С помощью экструдера можно сваривать элементы любой толщины за один проход. Производительность устройства выше, чем у фена. Главный недостаток – невозможность сварки изделий из разных типов пластика. Это объясняется разницей в температурах плавления. Перед началом работы края деталей очищают от следов грязи и жира, способных ухудшить качество шва.
Контактная сварка
Оборудование выдает кратковременные тепловые импульсы, применяемые в сочетании с давлением. Устройства используются на производственных площадках, где выпускают сваренные полимерные листы.
Газовая сварка
Такой вариант относится к термическим методам соединения пластмассовых изделий.
Как подобрать газ для горячей сварки
В качестве источника тепла нередко используют кислород или аргон. Однако самым экономичным газом считают воздух, не оказывающий отрицательного воздействия на пластик.

Ультразвуковой метод
Универсальный способ термосварки подразумевает локальный нагрев места соединения до температуры, близкой к параметру плавления. Дозированное тепловое воздействие не способствует перегреву и деформации материала, иногда наблюдающемуся при использовании других методов. Оборудование работает с частотой 17-45 кГц.
Электрические колебания превращаются в механические, передающиеся обрабатываемому материалу.
Высокочастотная сварка
Экономичный метод применяют во многих отраслях промышленности. Сварка ведется с использованием 2 металлических электродов, между которыми циркулирует ток частотой 30-75 МГц. Высокочастотное электрическое поле нагревает края деталей до необходимой температуры. После сопоставления кромки охлаждают естественным путем. Метод подходит для соединения элементов толщиной 0,5-2 мм. При этом используют 2 способа сварки: внахлест или встык.

Фрикционный способ
Сильное трение способствует выделению тепловой энергии, частично расплавляющей края деталей. Сжатие под большим давлением приводит к формированию однородного прочного шва. Главное преимущество фрикционного метода – высокая производительность. Недостатком считают возможность применения только для сварки жестких разновидностей термопластика.
Использование лазера
Из-за высокой стоимости данная технология редко применяется в бытовых условиях.
В промышленности лазерный метод используется при:
- сборке автомобилей на автоматизированных линиях;
- производстве электронных приборов, при котором требуется осторожное обращение с мелкими пластиковыми деталями;
- изготовлении медицинских инструментов и аппаратов, где необходимо создание стерильных условий;
- упаковке продуктов мясной и молочной промышленности.

Лазерный метод помогает сваривать конструкции сложной конфигурации. Другие методы в этом случае оказываются малоэффективными.
Растворение поверхности
Простая технология основывается на химическом расплавлении кромок с последующей фиксацией под давлением. Для ускорения работы может применяться нагрев. Главный недостаток – токсичность применяемых при работе веществ. Метод не рекомендуется использовать в домашних условиях.
Подбор сварочных прутков
Данные элементы играют роль электродов. Их применяют при пайке листового пластика, труб, полиэтиленовых предметов. Размер стержней бывает разным, как и их форма. Диаметр круглых прутков составляет 3-7 мм. Стержни с квадратным сечением отличаются большими размерами.
.jpg)
Для соединения полимерных изделий применяют 2 типа расходного материала:
- Полиэтиленовые стержни. Отличаются достаточно низкой температурой плавления. Применяются для сварки изделий из соответствующего материала с помощью фена.
- Полипропиленовые прутки. Элементы не деформируются, не утрачивают рабочих качеств при длительном хранении. Изделия используются при сборке и ремонте конструкций из листового полипропилена. Электроды из этого материала применяются совместно с экструдерами, расплавляющими их до жидкого состояния.
Какой метод лучше для домашних условий
В быту чаще всего используют следующие технологии:
- Сварка с помощью паяльника. Инструмент имеет низкую цену, что позволяет применять его даже для самых простых операций. Паяльником сваривают трубы, емкости, автомобильные бамперы. Инструмент расплавляет поверхности на стыке, которые затем сопоставляются и фиксируются. Таким методом можно соединять трубы разного диаметра.
- Газовая сварка. В домашних условиях применяют фен или горелку. Нагретый газ расплавляет пластик, что способствует формированию однородного шва. Недорогой сварочный инструмент помогает соединять пластиковые детали разных форм и размеров. Его применяют при ремонте тонкостенных полимерных изделий. Процесс ведется с использованием присадочного материала или без такового. В качестве расходного материала применяют пластиковые прутки или полосы.
- Соединение экструдером. Пистолет снабжен нагревательным элементом, расплавляющим расходный материал. Оборудование оснащается и регулятором, помогающим менять температуру воздействия. Тепловые потери минимальны, чем объясняется высокий КПД оборудования.
Профессиональная аппаратура
Такие устройства применяют при предъявлении высоких требований к герметичности шва. Профессиональное оборудование позволяет вести сварку пластика по заданным схемам. Его используют при создании разветвлений трубопроводов или других сложных конструкций.
Виды сечений полимеров для сварки

Треугольное сечение позволяет глубоко заполнить шов, обеспечивая наилучшую адгезию. Треугольный пруток удобен для укладки в шов, позволяет сваривать детали без снятия краски (достаточно предварительно прихватить паяльником и прочистить фрезой), отлично проходит повороты и изгибы.

Круглое
Круглое сечение применяется для сварки тонких деталей и микротрещин. Позволяет восстановить целостность даже самого тонкого крепежа и сварить самый тонкий пластик. Видеоинструкция ремонта тонких деталей из полипропилена по ссылке >>

Плоское
Плоский профиль применяется для изготовления замков (в тех местах где порыв уходит в край детали), а также для восстановления крепежей и отсутствующих частей. Увеличивает площадь контакта на конечных участках шва, повышает механическую прочность и снижает термическое воздействие на деталь
PP полипропилен
В линейке Фюлен Полимер полипропилен представлен ремонтным материалом синего, красного и чёрного цветов. Упаковка PP полимеров — синего цвета.
Синий и красный цвета профиля полипропилена, в отличие от чёрного, контрастны, что позволяет увидеть степень проникновения в свариваемый материал и оценить качество работы.
Полимер чёрного цвета позволяет восстановить деталь без покраски, то есть благодаря чёрному цвету ремонт может быть выполнен достаточно скрытно, при этом шов будет качественным.
бамперы, молдинги, подкрылки, элементы экстерьера и интерьера.

Таблица свариваемости полипропилена

Коэффициент адгезии — коэффициент сваривания материалов, где за исходную прочность взята единица
Чиним пластиковые детали сами — 3 простых способа
Производители любят относительно дешевый, податливый и легкий пластик. И у автовладельцев есть причина его полюбить — детали из этого материала очень хорошо ремонтируются. А значит, нет необходимости регулярно разоряться на замену поврежденных деталей.
Прежде чем мы расскажем, как починить пластмассовые изделия, обратим внимание на некоторые их особенности. Сегодня производители используют различные виды пластиков, в том числе АБС-пластик, полипропилен, полиуретан, поливинилхлорид и другие. Все они обладают разными свойствами, поэтому перед началом ремонта нужно обязательно выяснить, с каким материалом вы имеете дело. Маркировка вам в помощь — она есть на любой детали. Пытаясь сварить две детали из разного пластика, вы впустую потратите время: соединение, например, полипропилена с АБС-пластиком будет непрочным, а значит, крайне недолговечным.
Вернемся к ремонту и расскажем, как починить пластмассовые детали с помощью клея и путем пайки. Перед нами — поврежденная запчасть. Приступим!
Решение 1. Склеивание
Такой способ ремонта довольно простой. Для него понадобится специальный клей, у нас — дихлорэтан, он наиболее доступный и прекрасно клеит АБС-пластик. Также будет нужна кисточка, лучше — синтетическая. Она удобна тем, что после первого использования склеенные затвердевшие волоски можно подрезать, а оставшуюся их часть нагреть, волоски распушатся, и кисть вам еще послужит.
Итак, берем кисть, смачиваем в дихлорэтане, наносим его на склеиваемые части или детали — сначала на одну, потом на другую. Состав лучше положить в два слоя, так как первый, предварительный, начнет активно разъедать пластик. Прикладываем части друг к другу, прижимаем и ждем. Сохнет дихлорэтан довольно долго, до шести часов. Проявив терпение, получаем целую деталь!
Решение 2. Пайка
По сути, сварить пластиковую деталь в месте повреждения можно двумя способами — используя фен и пластмассовый стержень либо паяльник и латунную или медную сетку. Но для начала расскажем об устройстве, с помощью которого мы будем проводить работы.
Секреты пайки автопластика с помощью паяльника и фена
Сварка термическая пластика на сегодняшний день считается наиболее экономичной, а порой и безальтернативной технологией соединения полимерных деталей, поскольку она гарантирует высокую прочность и качество соединения, причём как при промышленном производстве, так и в домашних условиях.
При всём огромном разнообразии технологии варки пластмасс их все можно разделить на две большие группы.
- Нагревание краёв деталей до полурасплавленного состояния.
- Соединение деталей при помощи растворителей, т. н. жидкая (атермическая) сварка для пластика. Полужидкое состояние соединяемых деталей в этом случае достигается при помощи специальных реагентов.

Как происходит нагрев?
Температурная сварка технологически проста, а потому её охотно применяют и при промышленном, и при кустарном производстве. В зависимости от конкретных задач и используемого оборудования нагрев пластиковых деталей происходит следующими способами:
- горячей газовой струёй;
- добавлением на края соединяемых деталей расплавленной присадки;
- соединение деталей выполняет раскаленный сварочный инструмент;
- использованием лазерного, инфракрасного или светового пучка;
- использованием ультразвукового пучка;
- применением трения;
- применением высокочастотных электрических импульсов.
При проведении сварочных работ следует обязательно учитывать характер поведения полимера при воздействии на него высоких температур. По характеру поведения они подразделяются на…
- Термопласты, которые при переходе в полурасплавленное состояние не меняют свои химические свойства. Температурная сварка для пластика термопласта может быть применена многократно, поскольку она не изменяет его химический состав и эксплуатационные свойства.
- Реактопласты от нагревания изменяют свои химические свойства, причём эти изменения являются необратимыми. Часто эти изменения связаны с процессом окисления, при котором полимер обугливается, но так и не переходит в полурасплавленное состояние. Поэтому для их соединения применяются технологии, не связанные с нагревом. Кроме того, чрезмерный нагрев может вызвать появление опасных для здоровья газов, как это, например, происходит с АБС-пластиками. При сильном нагреве ABS-полимера выделяется ядовитый акрилонитрил.
Какой температурой паять пластик
Варим «кашу» из полипропилена (часть 1)
КАК ОПРЕДЕЛИТЬ ТИП ПЛАСТИКА?
Сегодня в автомобильной промышленности используются два основных вида пластика: — термореактивный стеклопластик, который не размягчается при нагревании, поэтому пайка поврежденного бампера из такого материала невозможна; — термопластичный пластик, который легко паять, так как он размягчается под воздействием высоких температур. Определение типа пластика необходимо для выбора способа ремонта и видов материалов, необходимых для этого. Тип пластика можно определить по буквенному обозначению на обратной стороне пластиковой детали. Это самый надёжный и точный способ. С обратной стороны есть несколько латинских букв — сокращение от названия пластика. ABS (Acrylonitrile Butadiene Styrene) — термопластик акрилонитриловый бутадиеновый стирол и его полимерный сплав
Твёрдый, прочный и негибкий пластик. Он имеет высокую прочность благодаря компоненту бутадиену, а твёрдость и негибкость благодаря акрилонитрилу. Этот пластик обязательно должен быть покрыт защитным покрытием, так как на него разрушительно действуют ультрафиолетовые лучи. Применение: Корпуса зеркал заднего вида, колпаки колёс, автомобильные панели приборов, радиаторные решётки, молдинги, обрамления фар. Совет по ремонту: Оптимальным методом ремонта является склеивание специальным клеем (к примеру, PlastiFix). Если применяется сваривание, то его можно дополнять эпоксидной смолой со стекловолокном (с обратной стороны) для повышения прочности.
PC (Polycarbonate) — термопластик поликарбонат
У этого пластика высокая ударопрочность, даже при очень низких температурах. Применение: Бампера, радиаторные решётки, приборная панель, корпуса фар. Совет по ремонту: Перед сваривание пластик лучше нагреть феном.
PE (Polyethylene) — термопластик полиэтилен
Умеренно эластичный, обычно полупрозрачный пластик. Полиэтилен имеет высокую ударопрочность и хорошо выдерживает воздействие кислот, спиртов и нефтепродуктов. Может быть двух типов – полиэтилен низкой плотности (PE-LD) и полиэтилен высокой плотности (PE-HD). Применение: Подкрылки, облицовка салона, расширительные бачки, бачки для «омывайки», подкрылки, бензобаки (делаются из полиэтилена высокой плотности PE- HD). Совет по ремонту: Нужно помнить, что на это этот вид пластика имеет плохую адгезию к ремонтным материалам и краске.
PP (Polypropylene) — термопластик полипропилен обычный и этилендиеновый
Умеренно гибкий пластик, устойчивый к воздействию химически активных жидкостей. Инертен к ультрафиолетовым лучам. Полипропилен имеет относительно слабую ударопрочность. Применение: бампера (обычно смесь с EPDM), изоляция проводки, корпуса аккумуляторов, подкрылки, уплотнители салона, облицовка салона, панель приборов. Совет по ремонту: Перед нанесением грунтов или лакокрасочных материалов требуется предварительно применять специальный грунт для пластика для увеличения адгезии.
PVC (Polyvinyl chloride) — термопластик поливинилхлорид (ПВХ).
Твёрдый, хорошо шлифуется. Это гибкий пластик, имеет хорошую сопротивляемость к растворителям. Виниловая составляющая даёт хорошую прочность на разрыв, некоторые поливинилхлоридовые пластики эластичные. Применение: Боковые молдинги дверей, элементы облицовки салона.
Иногда дополнительные буквенные и цифровые обозначения показывают наличие различных добавок к пластику. Могут также отмечаться дополнительные свойства базового пластика (например HD-High Density, высокая плотность), а также смеси пластиков (знаком «+» тип пластика после него). Ниже в статье будут перечислены наиболее часто встречающиеся сокращения и их расшифровка. Если по каким-то причинам нет возможности определить тип пластика по коду, то можно это сделать, проделав тесты: 1.1 Тест с водой.
Отрежьте маленькую полоску снизу бампера. Очистите её от загрязнений и краски, чтобы получить «голый» пластик. Поместите его в ёмкость с водой. Если пластик не тонет, то это PE, PP, PP + EPDM (термопластики). Из этих пластиков сделано 80% бамперов. 15% — это реактопласты (PUR/TPUR), которые потонут в воде. Остальные 5% — xenoy/polycarbonate. Такой пластик можно найти на некоторых Мерседесах и старых Фордах. Он очень жёсткий и при погружении в воду он потонет. Стоит сделать замечание, что некоторые смеси пластиков могут потонуть, хотя являются термопластиками, но в основном этот тест работает.
1.2 Тест огнём
определяет принадлежность к тому или другому типу пластика по размеру пламени, его цвету и типу дыма. Ввиду того, что в состав современных пластиковых деталей автомобиля входят различные добавки, этот тест не всегда помогает определить тип пластика правильно, поэтому мы его рассматривать не будем. В то время как несколько видов пластика может использоваться в машине, три основных типа составляют 65% всего пластика, используемого в автомобиле: PP — полипропилен (32%), PU/PUR полиуретан (17%) и PVC — поливинилхлорид (16%).
2. РЕСТАВРАЦИЯ БАМПЕРОВ ИЗ ПОЛИПРОПИЛЕНА
2.1 Как своими руками заделать царапины на бампере автомобиля
2.1.1 Для начала, Вам необходимо зашкурить грубой наждачной бумагой царапины на бампере. Но только не переусердствуйте. Пластмасса сама по себе мягче, чем металл. В месте обработки может образоваться небольшое углубление, если будете шкурить усердно. Нужно очень осторожно шкурить царапины, пока поверхность не станет гладкой. 2.1.2. Это зашкуренное место обрызните специальным спреем праймером, купить его можно в магазине автобазар. Затем аккуратно, без излишков нанесите 2 тонких слоя краски. Каждому слою дайте просохнуть по 30 минут. 2.1.3. Теперь зашкурьте мелкозернистой наждачной бумагой покрашенное место. И уберите жир и пыль влажной тряпочкой. 2.1.4. Нанести 3-4 тонких слоя автомобильной краски, предварительно подобранного подходящего цвета. Дайте просохнуть каждому слою не менее 30 минут. Держите баллончик с краской на расстоянии 15-20 см от поверхности. 2.1.5. И в завершении нанесите 2 последних слоя прозрачной краски. Дайте краске просохнуть 24 часа, прежде чем отправляться в путь. Современное производство бамперов, как правило, отдает предпочтение полипропилену, поэтому именно на его примере и покажем, как провести ремонт данной детали без покраски.
3. Как заделать небольшие вмятины, сколы, трещины на бампере своими руками
Если бампер поврежден, то есть нарушена его геометрия, но видимых трещин и разрывов нет, достаточно нагреть дефектный участок и придать ему правильную форму. После остывания пластика она сохранится. 3.1 Сложнее, если сквозные повреждения все-таки имеются. Их необходимо обязательно запаять, чтобы со временем эти изъяны не стали более существенными. В случае с простой трещиной на ее концах просверливают отверстия, а затем проводят пайку изнутри и снаружи.
Если же повреждение бампера настолько серьезное, что отсутствуют некоторые куски пластика, придется делать латки из такого же материала. Это условие должно строго соблюдаться, иначе латка просто не будет держаться. Вот почему так важно знать, из какого именно пластика изготовлен бампер. Перед началом пайки стороны будущего шва необходимо состыковать друг с другом и жестко зафиксировать, например, при помощи струбцины. После этого края шва «прихватываются». При пайке на лицевой стороне следует быть предельно аккуратным и следить за тем, чтобы в шов не попала краска и другие инородные частицы, поскольку это ослабит прочность пайки. После остывания пластика запаянный участок шлифуется абразивной шкуркой, и можно переходить к другим подготовительным работам.
Технология выполнения сварки полимеров
Какую технологию выполнения сварочных работ вы бы ни выбрали, она будет выполняться в несколько основных этапов.
- Разогрев краев соединяемых деталей. Эту задачу может выполнить нагретый инструмент, газовая струя или энергетический пучок различной природы (лазер, ультразвук, инфракрасное излучение и пр.).
- Соединение под давлением нагретых краёв деталей.
- Формирование в зоне сварочных работ единого полимерного полотна.
Наиболее важной для полученного результата является второй этап производимых работ. Именно на этом этапе происходит полурасплавление свариваемых деталей и перемешивание их в однородную массу. От качества и площади зоны перемешивания будет зависеть прочность полученного соединения. Следует понимать, что при некоторых видах сварки, прежде всего при ультразвуковой и импульсной высокочастотной, образование сварного шва происходит очень быстро.
Рассмотрим наиболее простые с технической стороны виды сваривания пластиковых деталей.
Сварка при помощи нагретого инструмента (термоконтактная сварка)
Чаще всего данную технологию применяют для варки труб, при производстве полимерных ёмкостей, соединении пластиковых деталей различных конструкций, в т. ч. и автомобильных.

Для этих целей чаще всего применяют метод прямого нагрева, для чего края соединяемых деталей сначала полурасплавляет плотно прижатый к ним разогретый инструмент. Затем края с усилием соединяют друг с другом, в результате чего происходит их сплавление. Для получения качественного результата необходимо держать края деталей под давлением до полного их остывания.
Обратите внимание, для повышения качества сварочного соединения перед началом работ необходимо зачистить верхний слой полимеров. В нём присутствует большое число оксидных радикалов, которые будут препятствовать расплавлению и ухудшать качество соединения.
Устройства для термоконтактной сварки пластика могут работать встык и враструб. Последнее используется только для сварки полимерных и ПВХ-труб. Сварочный инструмент, работающий встык, способен соединять не только трубы, но и листовой пластик.
В домашних условиях как нагревательный инструмент можно использовать и простой паяльник. Правда, скорость сварочных работ будет крайне медленной, а расход электроэнергии, наоборот, большим. Поэтому лучше всего использовать паяльник для сварки небольших деталей.
Какие технологии можно применять в домашних условиях?
Из всех существующих технологий сварки пластика своими руками в домашних условиях можно использовать ниже указанные варианты.
Одним из самых простых и популярных способов скрепить стыковые листы пластика является сварка для пластмассы при помощи нагретого инструмента. Главным достоинством считается низкая цена специального инструмента для плавления материала, легкая и простая эксплуатация в работе.
Такой способ можно использовать, чтобы сваривать трубы, производить тару, любую ёмкость, в автомобильном производстве либо изготовлении изделий из пластика. Нагревать можно несколькими способами – прямым и косвенным.
Работа такого вида осуществляется благодаря специальному сварочному аппарату, предназначенному для соединения полимерных труб встык либо в раструб.
Зачастую данными оборудованиями пользуются именно в домашних условиях, поскольку только они могут скрепить части, обладающие маленькой плоской поверхностью. Также для этой цели можно использовать классический вариант в виде электрического паяльника, им можно сваривать термопласт.

Горелка для сварки пластика.
Ещё одним доступным способом является нагретый газ. Для этого метода используется специальный инструмент для сварки пластика. Им может выступать фен, горелка различного типа – в них применяется нагретый газ. Зачастую для того чтобы нагреть поверхность используют воздух, углекислый газ, азот, аргон либо любой продукт горения.
В зависимости от характеристики сплавляемых между собой деталей подбирают один из газов. Для более прочного шва мастера зачастую применяют аргон либо азот. Однако выгодным и экономным вариантом считается воздух.
Благодаря использованию недорогого и простого в работе инструмента, которое может выполнить скрепление пластиковых частей любого размера и форм, появляеься возможность обусловить большую популярность рассматриваемого типа сварки.
Его также применяют для ремонта изделий, изготовленных из тонкого пластика, в сварочных работах химических оборудований, емкостей и т.д.
Выделяют несколько методов сварки пластика при помощи нагретого газа: с применением специальных присадок и без таковых. В роли таких присадок могут выступать прутки с сечением 2-6 миллиметра либо планка с таким же материалом, что и свариваемая деталь.
Благодаря дешевому и простому оборудованию с нагретым газом сваривать пластик можно и дома.
Последней технологией сварки пластика в домашних условиях является использование экструдера, его также называют пистолетом. Он имеет горячий нагревательный элемент, при помощи которого передается присадочный прутик.
Оборудование является незаменимым устройством в случае крепления пластика своими руками. Чтобы скрепить несколько деталей, необходимо выставить конкретную температуру, которая регулируется пистолетом.
Тепловые потери в данном случае снижаются, в результате чего появляется возможность передавать тепло напрямую от инструмента к запчасти. Кроме этого, в данном методе не нужны дополнительные прижимные устройства.