What does automotive qualification mean?
Automotive qualification means that a component or system meets specific industry standards for manufacturing and performance. Automotive qualification is not a static landscape. New standards are developed in response to the emergence of new technologies, and existing standards evolve in response to changing applications and new mission profiles.
This FAQ reviews and contrasts key international automotive standards such as IATF 16949, AEC-Q100, and AEC-Q200. It looks at how those standards are expanding to cover new technologies such as LIDAR. And it looks into emerging standards such as the IEEE-SA P2020, a working group for automotive imaging standards.
The AEC-Qxxx documents from the Automotive Electronics Council are generic and not expected to cover all use scenarios and all possible failure modes of electronic components. Specific stress conditions are listed to cover a single failure mode for one specific mission profile or use case. For example, in AEC-Q100, for grade 2 semiconductor components, high-temperature operating life (HTOL) testing of 1000 hours at a temperature of 125°C is required. Those test conditions are derived from specific assumptions about the mission profile and a specific reliability model:
- Mission profile: 12000 hours at an average junction temperature of 87°C
- Reliability model: Failure mode acceleration with temperature based on the Arrhenius equation with activation energy of 0.7eV.
For new semiconductor technologies or new packaging technologies with significantly different thermal performance, the stress conditions and durations included in AEC-Q100 may need to be modified. If the activation energies for failure are significantly lower, the 1000 hours HTOL testing may not be adequate. It could be that a mission profile considering a single average temperature does not reflect real operating conditions. And the HTOL duration may need to be modified based on specific temperature spectrums for a given activation energy assumption and mission profile. Finally, the emergence of new device technologies such as LED lighting or solid-state lasers can demand new testing regimes. The three most-cited AEC-Qxxx standards are:
- AEC-Q100: Failure Mechanism Based Stress Test Qualification for Integrated Circuits
- AEC-Q101: Failure Mechanism Based Stress Test Qualification for Discrete Semiconductors
- AEC-Q200: Stress Test Qualification for Passive Components
While these three standards are the most commonly cited, the “Documents” page on the AEC website lists 37 standards and sub-standards, with seven listed as either “new” or in “initial release.” It’s a dynamic landscape, and it’s expected to remain that way as new technologies such as Advanced Driver Assistance Systems (ADAS) and automated driving are rolled out.
Various flavors of AEC-Q10x
AEC-Q100 and AEC-Q101 are the most-cited automotive quality specifications for semiconductor devices. ISO/TS-16949 is often considered to be a companion standard for the AEC-Qxxx specifications. It is an international technical specification for Automotive Quality Systems. It was defined to establish common part-qualification and quality-system standards. It contains detailed qualification and requalification requirements and includes unique test methods and guidelines for using generic data.
AEC-Q100 and AEC-Q102 are based on IEC and JEDEC specifications that have been extended for automotive applications. The AEC-Q100 outlines the stress tests and reference test conditions for the qualification of automotive-grade integrated circuits, while AEC-Q101 focuses on discrete semiconductor devices. They define four grades based on operating temperature ranges extending beyond 0°C to 70°C that are typically used for consumer-grade devices.
AEC-Q100 includes 4 temperature grades. (Table: Synopsys)
In addition, focused standards have been developed for optoelectronics, sensors, and multichip modules:
- AEC-Q102: Failure Mechanism Based Stress Test Qualification for Discrete Optoelectronic Semiconductors in Automotive Applications
- AEC-Q103: Failure Mechanism Based Stress Test Qualification for Sensors in Automotive Applications
- AEC-Q104: Failure Mechanism Based Stress Test Qualification for Multichip Modules (MCM) In Automotive Applications
These focused standards continue to evolve as new technologies and applications are developed. For example, initially focused on photodiodes, AEC-Q102 was revised in 2016 to add LEDs for all exterior and interior automotive lighting applications. It was revised again in April 2020 to add solid-state lasers for LIDAR systems. It defines the minimum stress test-driven qualification requirements and references test conditions for qualification of optoelectronic semiconductors. It combines state-of-the-art qualification testing, documented in various documents (e.g., JEDEC, IEC, MIL-STD) and manufacturer qualification standards.
In the case of LEDs, the useful lifetime required is strongly dependent on the application. Interior lighting has less stringent requirements compared with exterior applications. In addition, applications for trucks can have different requirements compared with automobiles.
 AEC-Q102 for LEDs defines specific testing based on application. (Table: Hella)
AEC-Q102 for LEDs defines specific testing based on application. (Table: Hella)
The qualification of multichip modules using optoelectronic functions and other components (e.g., LEDs with integrated circuits, laser components with photodiodes, optocouplers, etc.) is described in a separate document AEC-Q102-003.
AEC-Q200 for passives
An AEC-Q200 qualified passive device has passed the environmental stress testing requirements of the AEC-Q200 global standard. The procedures set out in this standard test the ability of passive electronic components to withstand the temperature and physical stresses of automotive environments. Automotive industry companies require the use of AEC-Q200 qualified components. Stress test qualification temperature ranges established by the AEC-Q200 standard are categorized into five grades (0 – 4).
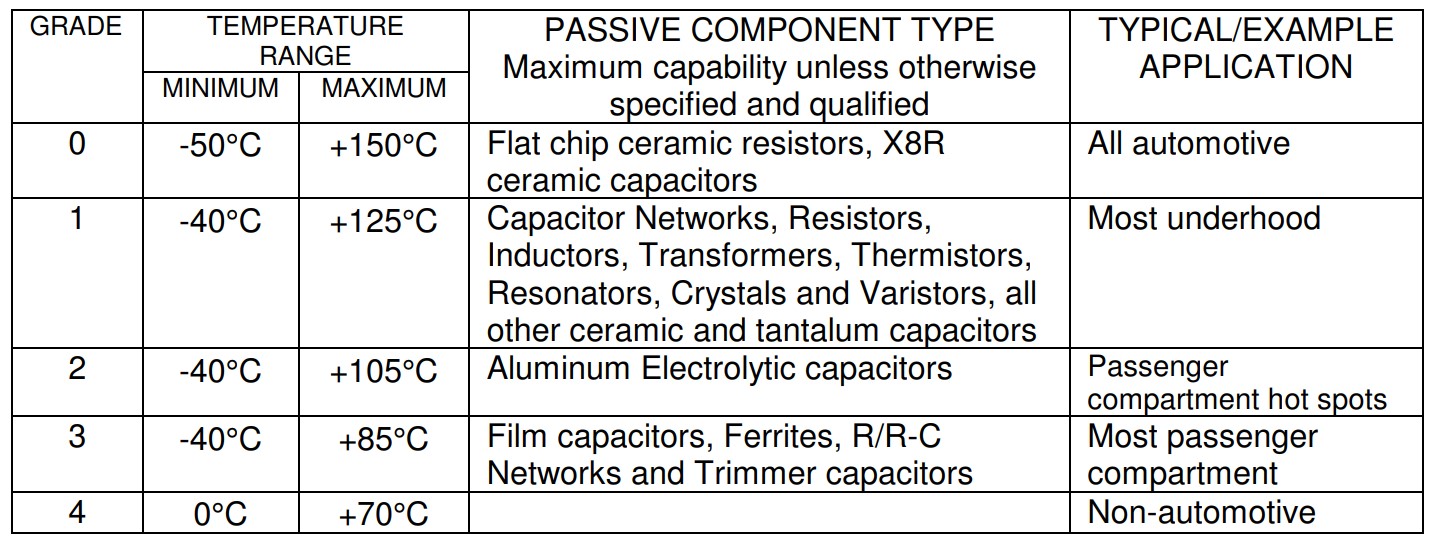 AEC-Q200 stress qualification temperature ranges are categorized into five grades. (Table: Automotive Electronics Council)
AEC-Q200 stress qualification temperature ranges are categorized into five grades. (Table: Automotive Electronics Council)
As seen above, there are specific standards for various types of passive components. In AEC-Q200, Table 5 defines the test methods and additional requirements for magnetics, including inductors and transformers. These tests include a variety of methods to test the component’s ability to withstand severe conditions, including:
- High temperature
- Thermal cycling
- Thermal shock
- Low-temperature storage
- Moisture and humidity resistance
- 1000 hours at rated temperature and current
- Mechanical shock and vibration
- Constant acceleration
- Resistance to soldering heat
- Resistance to cleaning solvents
- Terminal force strength
- Shear strength
- Board flex
For all the passive devices covered by IEC-Q200, component samples must be measured to verify that physical dimensions coincide with the datasheet description and are inspected visually for construction, marking, and workmanship. Finally, the electrical parameters are measured pre- and post-stress testing to verify conformity to specifications.
IEEE standard for automotive system image quality
The IEEE-SA P2020 working group on automotive imaging standards was established to address the considerable ambiguity in the measurement of image quality of automotive imaging systems, both human and computer vision-based. The goal is to specify methods and metrics for measuring and testing image quality in automotive systems to provide consistency and create common performance reference points.
It is being developed to address the fundamental image attributes and quality needed for ADAS applications and identify existing metrics and other useful information relating to these attributes. It also defines subjective and objective test methods for measuring automotive camera image quality attributes, and it specifies tools and test methods. Image quality is important in ADAS implementations for both automotive viewing by drivers (human machine interfaces or HMIs) and automotive computer vision systems.
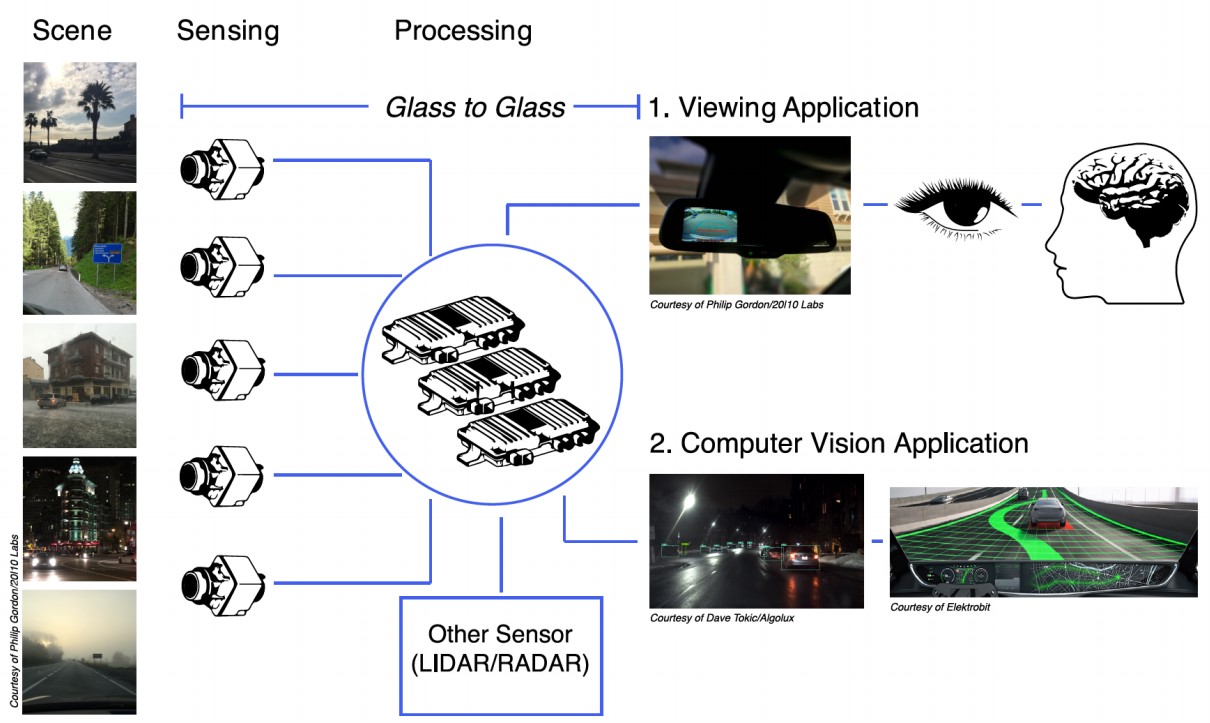 Architecture of multi-camera automotive system. (Image: IEEE)
Architecture of multi-camera automotive system. (Image: IEEE)
For viewing-based HMI camera systems, the output of the image has conflicting requirements. On the one hand, it has to be visually appealing and “pleasant” and provide a high quality of experience or high level of satisfaction to the user. At the same time, it needs to efficiently and effectively communicate the detailed information required for the application (such as visible detail in shadowed areas). Pleasantness and usefulness do not necessarily correlate, and balancing the two can be challenging.
Computer vision systems interpret useful information differently from human operators. For computer-vision-based systems, the technical analysis does not include pleasantness. Still, it focuses on various hardware components (lens, image sensor, image signal processor, lighting, and so on) and their parameterization to define image quality and optimize it for the needs of the specific mission or function. And the primary interest in computer vision systems is not always the visible spectrum.
HMIs and computer vision systems are integral to many infotainment, ADAS, and automated driving functions. Images can be the primary input for some applications to enable the driver or automated control system to recognize and react to the environment correctly. For that reason, the IEEE P2020 working group is focused on developing meaningful key performance indicators (KPIs) that can be used to quantify and describe the performance and limits of a camera system used in various applications.
Summary
Automotive qualification is a diverse and dynamic area. Existing standards are under constant review to determine if they still fit the needs of the latest technologies and mission profiles. New standards are being developed to address the needs of new applications such as ADAS, automated driving, computer vision, and LIDAR. “AEC-Q qualified” is an important factor in hardware procurement and system design, and it includes numerous “grades” and other dimensions.
Международные стандарты для автомобильной электроники
Современные автомобили содержат несколько десятков тысяч различных электронных компонентов, и количество электроники в автомобиле постоянно увеличивается наряду с интеграцией дополнительных функций, предназначенных для повышения безопасности, эргономики, эффективности, надёжности и удобства, а также для снижения вредных выбросов в атмосферу. В последние годы отмечается существенное увеличение числа изготовителей, выпускающих компоненты, соответствующие требованиям стандартов, предъявляемым к автомобильной электронике.

Рис. 6.1. Электронные компоненты в современном автомобиле
Иллюстрация: Mercedes-Benz Museum
Усовершенствованные автомобили содержат до 100 ECU (Electronic Control Unit) модулей с датчиками, а простейшие автомобили — от 30 до 50 модулей. Эти модули устанавливаются вблизи от двигателя, в корпусе, дверях, приборной панели, в потолке и сиденьях салона, в багажнике. Данные устройства управляют электронными и электрическими системами автомобиля, контролируя все его основные функции и части, от системы зажигания и тормозов до контроля температуры и уровня звука радиоприёмника. Стоимость автомобильной электроники постоянно возрастает в связи с расширением функций и составляет порядка 15–30 % от стоимости автомобиля.
Существует несколько типов ECU-модулей:
- модуль для контроля двигателя (ECM — Engine Control Module);
- блок управления коробкой передач (TCM — Transmission Control Module);
- модуль управления тормозной системой (BCM — Brake Control Module);
- блок управления дверьми (DCU — Door Control Unit);
- блок контроля скорости (SCU — Speed Control Unit) и т. д.
При наличии более одного миллиарда транспортных средств на дорогах мира использование передовых стандартов в автомобильной промышленности, а особенно в таких сферах, как безопасность и воздействие на окружающую среду, становится весьма актуальным. Наиболее известными стандартизирующими организациями для автомобильных применений являются SAE International, ISO и AEC.
Организация SAE International, первоначально учреждённая в 1905 г. как Ассоциация автомобильных инженеров (Society of Automotive Engineers — Сообщество автомобильных инженеров), в настоящее время является международной профессиональной ассоциацией и стандартизирующей организацией для автомобильной и аэрокосмической областей, а также в части вооружений. Одним из основных комитетов этой организации — Automotive Electronic Systems Reliability — подготовлен ряд стандартов для автомобильной электроники, в которых особое внимание уделено вопросам надёжности (11 стандартов) и проблемам, связанным с электромагнитной совместимостью EMC (Electromagnetic Compatibility), для которых разработано 28 стандартов.

ISO с его основным стандартом ISO/TS 16949, выпущенным в 2009 г., устанавливает требования к организации и менеджменту качества предприятий, занимающихся проектированием, разработкой, производством, установкой и обслуживанием продукции автомобильной промышленности. Этот стандарт сертифицирует предприятия автомобильной промышленности, а не электронные изделия, установленные в их продукции.

В 1993 г. несколько ведущих автомобильных фирм США («Крайслер», «Форд» и «Дженерал Моторс») создали организацию AEC (Automotive Electronics Council), которая устанавливает стандарты, определяющие требования к качеству и надёжности электронных компонентов, используемых в автомобильной электронике. Компоненты, соответствующие требованиям этих стандартов, могут использоваться в жёстких условиях автомобильного применения без дополнительного тестирования на компонентном уровне.

Общие повышенные требования к таким компонентам:
- устойчивость к вибрации и ударам;
- влагоустойчивость;
- функционирование в широком диапазоне повышенных температур;
- функционирование при нестабильном питании;
- устойчивость работы в условиях искровых помех;
- продолжительный срок службы.
Наиболее известные стандарты для автомобильной электроники (AEC-Qxxx) классифицируются в соответствии с категорией компонентов:
- AEC-Q100 (Stress Test Qualification for Integrated Circuits) — стандарт для интегральных полупроводниковых схем.
- AEC-Q101 — аналогичный стандарт для дискретных полупроводниковых компонентов (транзисторы, диоды и т. д.).
- AEC-Q200 — стандарт для пассивных компонентов (резисторы, конденсаторы, индукторы, ферриты, резонаторы и т. д.)

Риc. 6.2. Стандарты для автомобильной электроники
Рассмотрим подробнее стандарты для автомобильной электроники AEC-Qxxx. Стандарт AEC-Q100 устанавливает набор стрессовых тестов для обеспечения надёжности и методику проверок с целью квалификации интегральных схем для автомобильного применения. Изготовители интегральных схем, квалифицирующие свои компоненты на основе требований данного стандарта, гарантируют их надёжное функционирование в широком диапазоне условий, определённых стандартом. Перечень тестов для конкретной интегральной схемы определяется в зависимости от её функциональных возможностей и чувствительности к тем или иным воздействиям внешних условий. Тесты проводятся в диапазоне температур в соответствии с установленным классом (grade) из пяти существующих классов в стандарте:
- Grade 0 — от –40 до +150 °C.
- Grade 1 — от –40 до +125 °C.
- Grade 2 — от –40 до +105 °C.
- Grade 3 — от –40 до +85 °C.
- Grade 4 — от 0 до +70 °C.
Аналогичные классы температур установлены и в стандарте AEC-Q101 для дискретных полупроводниковых компонентов.
Необходимо подчеркнуть, что стандарты AEC-Qxxx содержат минимальные требования к широкому диапазону компонентов с ожидаемым сроком работы (lifetime) в течение 10–15 лет. Стандарты не освобождают изготовителей компонентов от обязанности выполнения их собственных программ обеспечения надёжности.
Тесты для пассивных компонентов в соответствии со стандартом AEC-Q200 проводятся с учётом типа компонентов и их размещения в следующей классификации (см. таблицу 6.1).
Класс 0 содержит наиболее строгие требования к тестам в широком температурном диапазоне от –50 до +150 °C. Компоненты, классифицируемые в соответствии с этим высоким уровнем, могут быть использованы для любого применения в автомобильной промышленности, независимо от места их размещения внутри автомобиля. Уровни тестов для последующих классов снижаются со значениями диапазонов температур, Компонент, успешно тестируемый в соответствии с тем или иным классом, позволяет его изготовителю утверждать, что компонент аттестован (AEC qualified) для данного класса и более низких классов.
Значительные и быстрые изменения температуры происходят и для компонентов, смонтированных на печатной плате, что может создавать стресс в результате различия температурного коэффициента расширения CTE (Coefficient of Thermal Expansion) для материалов печатной платы PCB, керамики конденсаторов и припоя. Эти различия могут создать трещины в компонентах, вызывающие в дальнейшем их неисправности.
Тесты в стандартах AEC в большинстве основаны на тестовых условиях стандартов JEDEC и MIL-STD.
В Японии многие изготовители автомобилей, имеющие свои собственные стандарты, при проведении тестов надёжности руководствуются стандартами японской автомобильной организации JASO (Japanese Automotive Standards Association).

Табл. 6.1. Классификация пассивных компонентов
| Класс | Диапазон температуры | Тип пассивного компонента | Типичное применение | |
| Минимум, °С | Максимум, °С | |||
| 0 | -50 | +150 | Керамические чип резисторы, керамические чип-конденсаторы MLCC с диэлектриком X8R | В любом месте автомобиля |
| 1 | -40 | +125 | Конденсаторные сборки, резисторы, индукторы, трансформаторы, термисторы, резонаторы, кварцы и варисторы, все другие керамические и танталовые конденсаторы | В большинстве случаев под капотом |
| 2 | -40 | +105 | Алюминиевые электролитические конденсаторы | Наиболее тёплые места в пассажирском салоне |
| 3 | -40 | +85 | Плёночные и подстроечные конденсаторы, ферриты, сборки конденсаторов и резисторов | В большинстве случаев в пассажирском салоне |
| 4 | 0 | +70 | Не автомобильное | |
Благодарности, вопросы и пожелания касательно Путеводителя по электронным компонентам вы можете отправлять непосредственно автору — Льву Шапиро. Он также готов проконсультировать вас по вопросам, связанным с микроэлектроникой.
RF Wireless World
What is AEC Q100 Q101 Q102 Q104 and AEC Q200 Qualification
This page describes AEC Q100, Q101, Q102, Q104 and AEC Q200 standards used for stress test qualification for automotive grade components and difference between them.
Introduction: The list of documents mentioned define qualification requirements for electrical components. It covers test methods and guidelines. These specifications are useful for harsh automotive environments.

Image Courtesy : Automotive Electronics Council (http://www.aecouncil.com/)
The figure depicts components covered by these stress test qualifications by AEC (Automotive Electronics Council) Technical Committee in various documents. AEC is US based which sets these standards for the components to be used for automotive applications.
AEC Q100
• Scope : It covers failure mechanism based stress tests, minimum stress test driven qualification requirements and test conditions for qualifying ICs (Integrated Circuits).
• Purpose : The idea is to determine devices which can pass the defined stress tests. This provides us devices which can offer certain level of quality and reliability in the application.
• The part operating temperature grades are mentioned below.
• AEC Q100 defines four temperature grades from 0 to 3. These ranges are based on operating range of ICs.
| Grade | Ambient Operating Temperature Range |
|---|---|
| 0 | -40 o C to +150 o C |
| 1 | -40 o C to +125 o C |
| 2 | -40 o C to +105 o C |
| 3 | -40 o C to +85 o C |
AEC Q101
• Scope : This document covers qualification requirements for minimum stress test for discrete semiconductors such as diodes, transistors etc.
• Purpose : As mentioned above, the test determines whether the device is capable of providing quality / reliability in the application or not.
• Minimum temperature for discrete semiconductors as defined in the specification is from -40 o C to +125 o C. For LEDs it is from -40 o C to +85 o C ambient.
AEC Q102
• Scope : The document covers failure mechanism based stress test qualification for opto-electronic semiconductors in automotive applications.
• Purpose : This test document helps to determine which is expected to provide certain level of reliability and quality in the desired application.
AEC Q103
• Scope : It covers failure mechanism based stress test qualification for MEMS pressure sensor devices. MEMS stands for Micro Electro-Mechanical System.
• Purpose : Based on this stress test results, appropriate MEMS pressure sensor devices are selected which can provide certain level of quality and reliability in the application.
• MEMS pressure sensor technologies considered during the document preparation include Polysilicon surface micro-machined, Single Crystal silicon DRIE, Bulk micro-machined etc.
AEC Q104
• Scope : The document covers stress tests and its qualification requirements based on failure mechanism for Multichip Modules (MCM). It also mentions reference test conditions. Single MCM consists of multiple electronic components in single package enclosure. This document can be applied to MCMs which can be soldered directly to PCB.
• Purpose : Based on pass/fail criteria, multichip modules are chosen which can provide certain level of reliability and quality in the application.
AEC Q200
• Scope : This document covers test qualification for passive components.
• It is the global standard for stress resistance which every passive components should qualify to be used in automotive applications.
• Purpose : The main purpose is to maintain temperature and pressure resistance. It ensures consistency of safety specifications.
• AEC Q200 defines five grades with minimum and maximum temperature range for various passive components.
The AEC-Q200 Standard, what does it really mean?
Golledge have been a supplier of automotive qualified frequency control products for 25 years and over this time we’ve found that our customers can sometimes be confused about the AEC-Q200 standard.
«Do I need automotive qualification for these parts?» is a commonly heard question in the sales room, and even engineers can sometimes use a brush up on what this standard means when specifying parts for automotive applications.

Murray Slovick speaks for many engineers when he states:
“it was taken for granted that we all basically understood what this set of requirements was all about…[Engineers] didn’t have to think too much about it when specifying AEC-Q200 – compliant products”
Murray Slovick
With this in mind we set out to try and provide a helpful summary of this sometime confusing standard.
In this article we’ll give you a brief history of the AEC-Q200 qualification, help you find the standards you need, explain the process our parts undergo to achieve qualification, and share our bonus top 5 tips on how you can save budget when specifying and buying these parts.
What is AEC-Q200?
The AEC-Q200 qualification is the global standard for stress resistance that all passive electronic components must meet, if they are intended for use within the automotive industry. Parts are deemed to be «AEC-Q200 qualified» if they have passed the stringent suite of stress tests contained within the standard.
The standards themselves can be found and downloaded using the link below, along with their sister qualifications AEC-Q100 and AEC-Q101.
When and why was it created?
The need for an automotive specification standard for passive components was born, like many things, out of a change in the marketplace.
In the early 1990s electronic technology was becoming more and more prevalent outside of the automotive industry, meaning automotive companies were no longer the biggest priority for component suppliers. This meant it was becoming harder and harder for companies within this industry to specify parts to the strict standards required by the automotive environment.
The idea for a standard was original proposed by Gerald Servais of Delco Electronics (General Motors) and Jerry Jennings (Chrysler) at a meeting of the JEDEC (the global leader for the creation of microelectronics standards). Further conversation resulted in the founding group of Gerald Servais, Jerry Jennings, Robert Knoell (Ford) and Earl Fischer (Ford), creating the AEC Council. It was this group who, after consultation with experts within many companies, published the forerunner of the standard we see today.
The overall aim of the standard is to set a benchmark for temperature and pressure resistance and to ensure the consistency of safety specifications of passive components required for the automotive industry.
The creation of the standard removes a headache for a lot of engineers – as they no longer need to determine the individual specifications for many components.
What types of applications need to be fully qualified?
When we say «automotive industry» what do we mean, what types of applications actually require automotive qualified parts?
The standard itself should always be your first port of call for this question, but we’ve included a summary here to try and help explain some of the intricacies.
AEC-Q200 Rev. D splits the level of qualification required for different parts of the industry into five grades, numbered 0 – 4. Grade 0 is the most stringent, requiring testing throughout the -50 to +150°C temperature range. Components graded to this level can be used in any application throughout the automotive industry, regardless of location within the vehicle. The level of testing required then decreases through the grades, grade 1parts which are suitable for most underhood uses are required to be tested through the -40 to +125°C temperature range, grade 2 parts are less stringently tested again and are suitable for use in hot spots within the passenger compartments, grade 3 for use within most of the passenger compartment, and down to grade 4 which is the qualification grade used for non-automotive parts.
The following table is taken from the standard as an example:
| Grade | Temperature Range | Component Type | Typical Application |
|---|---|---|---|
| 0 | -50 to +150°C | Flat chip ceramic resistors, X8R ceramic capacitors | All automotive |
| 1 | -40 to +125°C | Capacitor networks, resistors, inductors, transformers, thermistors, resonators, crystals, and varistors, all other ceramic and tantalum capacitors | Most underhood |
| 2 | -40 to +105°C | Aluminium electrolytic capacitors | Passenger compartment hotspots |
| 3 | -40 to +85°C | Film capacitors, ferrites, R/R-C networks and trimmer capacitors | Most passenger compartment |
| 4 | 0 to +70°C | Non-automotive |
In order to meet a specific qualification grade the part has to undergo stress testing up to the highest temperature included within that grade.
What does it take to become qualified?
All component suppliers will have a slightly different test procedure but here at Golledge the automotive qualified parts we supply are tested to ensure they are within strict limits. This includes subjecting an appropriate sample of the parts to rigorous rounds of testing. Here are some examples of the types of testing these parts under go before they are deemed qualified:
- A round of stringent electrical testing, followed by stress and then a further round of testing to ensure the electrical integrity of the component.
- The temperature resistance of the part is tested by exposing the samples to the maximum temperature within the required testing range for a prolonged period of time. This is then followed by temperature cycling throughout the entire temperature range, and then a further round of measurement to determine the resistance of the parts.
- Moisture resistance is tested by exposing the part to a high degree of humidity for a prolonged period of time.
- The operational life of the component is checked to ensure it passes the required benchmark.
- The resistance of the component to solvents is tested.
- Mechanical shock and vibration resistance are checked by exposing the components to high levels of g-force for prolonged periods of time, and by cycling the parts through periods of vibration.
- The solderability of the parts and their resistance to soldering heat is also checked to ensure they are fully operable which involves exposing the components to extremely high temperatures.
- The board flex and terminal strength of the components are also checked to ensure compliance with standard attachments five and six.
- Finally the parts undergo a strict visual inspection and a check to ensure their physical characteristics meet the required specifications.
As you can see there’s a lot of testing that goes into qualifying a part to AEC-Q200 specifications which does add peace of mind about the integrity of the part, ultimately making for a safer product.
The future
OK, so we know this one’s a big question but where AEC-Q200 is concerned the future looks pretty stable. As more and more modern cars incorporate ever increasing amounts of electronic technology the need for standards to be applied to the components they require is ever greater.
The AEC Council hosts an annual workshop each spring where industry leaders meet to discuss the standard and its application to new and developing technology.

For more information on RF automotive technology, including our recommendations for the best products to use for the very latest tech, please check out our new ebook «The Evolution of Automotive RF Integration» which you can download here for free. Packed with information on the RF technology behind classic and up-coming automotive tech, it’s your ultimate guide to the latest RF automotive products specific to your industry.
Our top 5 budget-saving tips for specifying automotive frequency products
So you’re swayed by the increased safety implications but how do you get AEC-Q200 qualified parts without them costing the earth?
The following tips are specific to AEC-Q200 RF products (in particular automotive crystals and automotive oscillators) but most of them can be applied to non-qualified parts as well.
1. Firstly, ask yourself «Do I really need AEC-Q200 qualification?»
Generally speaking the less qualification a part requires the easier it is going to be to save yourself budget.
Check out the standards for yourself here but you can use our brief summary above to give yourself a ballpark as to what grade you need or whether AEC-Q200 qualification is needed at all for your RF application.
Ask yourself again «does my part really need to be fully qualified?» If the answer is «not necessarily» then you’ve got yourself some valuable flexibility when it comes to negotiating price.
2. Always clarify exactly what specifications you can accept.
Sometimes saving budget becomes a balancing act, pitting the ideal part against less tightly specified options.
Approach your buyer or your supplier’s sales department with this in mind, knowing what specifications the application can accept, not just those that are ideal, and you’re much more likely to reach a better price.
3. Know how much you need.
It really does help to have a realistic forecast of the demand for the part you need. The nature of the manufacturing industry is such that line set-up and running costs have to be met for every single production run. The greater the volume these costs can be spread over, the less that you will end up paying per piece.
This means that having large volume demand does mean you can wield some serious buying clout… but be warned, unrealistic forecasts will only annoy your suppliers.
It’s best to be as honest as possible about your long term demand for these parts and work with the sales department who can help you find the best solution possible for you. For example here at Golledge we can usually offer free samples for projects in prototype stage or in some cases buffer stock may be an option to help with supply. We’re always happy to talk about stocking options so if you have a tricky issue to solve in this area don’t hesitate to get in touch and we’ll try to help you the best we can.
In short it helps to know the FCP (frequency control product) need for the entire lifetime of the project, and to be open with your supplier’s sales department to allow them to find you the best price.
4. Always ask «Do you have anything similar in stock»?
This goes hand in hand with tips number 2 and 4, and again it comes down to the nature of the manufacturing business. Occasionally a large volume production run will result in over-makes, which means if you need to source a low to medium volume of parts, asking this question can sometimes produce some fantastic and unexpected pricing results. Of course there are no guarantees but there’s no harm in asking either.
5. Lastly, don’t assume all product sales teams are created equal.
At Golledge Electronics we ask our customers many questions. The more we know, the more we can help find you the right product at the right price.
We ask about the end customer and the project so that if we have already negotiated favourable pricing you can benefit from that advantage.
We ask about all the parameters and where there might be some flexibility so that we might be able to guide you to the right product.
We ask you about the application and chipset because we might have come across something that could help you make better informed design trade-offs, such as a reference design or a product we’ve tested with the chipset ourselves or we know other customers are using successfully.
We ask about demand forecasting to try and ensure you and your subcontractors have the stock you need, when you need it.
We feel asking these questions gives us a greater understanding of your needs and ultimately helps us provide you with a better service. It really does help to be as open as possible with your supplier.
We hope this article has helped answer your automotive qualification quandaries. For some more information about the latest AEC-Q200 qualified RF components hop over to our automotive parts page where you can find the latest components hot off the press.