Как определить олово в домашних условиях?
Олово, из которого делают припой, — дорогой металл. Чтобы хоть немного сэкономить, недобросовестные производители идут на хитрость и добавляют еще свинца или баббита при изготовлении припоя.
Баббит – это литейный сплав на основе свинца и олова. Этот материал популярен во многих отраслях машиностроения.
Поэтому если есть проблема, где припой крошится и не плавится, то скорее всего все дело в вашем качестве. В этом случае велика вероятность того, что ПОС будет больше ожидаемого от свинца и баббита, чем от олова.
В этой статье мы поговорим о том, какой процент олова и свинца должен быть в припое, и как отличить качественный припой.
Как получают олово?
Чтобы получить олово
сортовых марок порядка Sn 96,5 — 99,9%, применяют огневые или даже электролитические рафинирования. А
олово
чистотой в несколько девяток – Sn 99,999%, востребованное, преимущественно, в полупроводниковой промышленности,
получают
методом зонных плавок.
В каком году изобрели телевидение? В каком году изобрели цветное телевидение? В каком году люди впервые посмотрели телевизор? В каком году появилась камера? В каком году появилась звукозапись? В каком году появились диктофон? В каком году появились граммофоны? В каком году появились ножницы? В каком году появились первые натяжные потолки? В каком году появились первые плоские телевизоры?
Альтернатива
Стоит сказать о том, что с точки зрения экономии баббиты на основе олова очень невыгодны, так как этот материал стоит довольно много. Кроме того, само по себе олово считается дефицитным веществом. По этим двум причинам были разработаны альтернативные подшипники, в основу которых лег свинец, сурьма и медь. В таком составе кристаллики сурьмы выступают в качестве твердой основы. Мягким же основанием выступает непосредственный сплав из свинца и сурьмы. Медь здесь используется таким же образом, как и свинец в предыдущем составе, то есть для препятствия всплывания кристаллов твердой основы.
Однако здесь же стоит сказать и о недостатках. Эвтектик из свинца и сурьмы не такой пластичный, как фаза с использованием олова. А потому детали, изготовленные таким образом, страдают от быстрого износа. Чтобы нивелировать данный недостаток, все же приходится добавлять некоторое количество олова. Использование тройных эвтектиков не слишком распространено.
Пайка в домашних условиях
Одним из старейших и достаточно простых способов надёжного соединения металлических деталей является так называемая пайка, используемая при изготовлении какой-либо продукции с помощью поверхностной диффузии, а также при расплавлении посреднического металла.
Широкое распространение этот способ получает, как правило, в случае необходимости ремонта технических устройств, предметов хозяйственного обихода. Электро- и радиотехника является наиболее распространённой сферой применения пайки.Положительные моменты пайки заключаются в их простоте и всеобщей доступности, несложности ремонта, демонтажа, а также водоустойчивости.
Виды припоев для пайки
Для пайки, как правило, используется так называемый припой — легкоплавкий сплав из металла. Центральной разновидностью припоя выступает оловянно-свинцовый сплав.
С учетом наличия определённого элемента припои подразделяются по различным температурам плавления, а в последующем это обстоятельство определяет преимущественную сферу их применения. Обширное распространение получили припои с температурой около 200 градусов.
Как правило, на верхней части деталей, которые спаиваются, используется флюс, разрушающий окислы. Эффективность пайки без использования флюса равна нулю. Характерной особенностью флюса выступает то, что для пайки определённых металлов используются различные его модификации.
Многие флюсы универсальны. В большинстве случаев флюсы являются общеприменимыми. Особо актуальна паяльная кислота и канифоль.
Выбор паяльника для пайки
Паяльник представляет собой стержень, который нагревается до определённой температуры. Функциональным предназначением выступает разогрев места пайки до температуры, равной температуре плавления припоя. Мощность паяльников, конечно же, может быть разной.
Источником питания выступает ток. В исключительных случаях, когда найти источник тока не представляется возможным, может использоваться горелка.
Приоритет при выборе паяльника определяется исходя из толщины деталей, которые соединяются. При пайке радиодеталей прибора с мощностью в 40 Вт вполне достаточно, но он же абсолютно не годен при райке толстых проводов, листов жести.
Оптимальный процесс пайки в домашних условиях
Поверхности, которые в последующем подлежат соединению, предварительно подготавливаются. После подготовки предполагаемое место, где расположится припой, очищается до блеска с помощью наждачной бумаги либо ножом. Обволакивающий слой припоя наносится после предварительного очищения.
Как правило, участки, которые очищены, покрываются флюсом либо же его расплавом. После чего их помещают в расплавленный припой и нагревают до тех пор, пока не осуществится соединение с припоем.
Скоро!
12 октября 2007
Введение
Рост внимания современной промышленности к вопросам сохранения окружающей среды и заботы о здоровье населения в последнее время сильно повлиял на состав применяемых материалов и технологий в производстве электроники. В частности, широкое распространение получила технология бессвинцовой пайки. Свинец – материал, наносящий существенный вред здоровью человека, но отказ от его применения в электронике вызвал ряд проблем технологического характера. Новые припойные сплавы, не содержащие свинец, как известно, обладают более высокой температурой плавления, что сужает окно процесса и, тем самым, приводят к ужесточению требований к управляемости процесса пайки. В некоторых применениях, например, в покрытиях контактных площадок печатных плат и выводов компонентов, с переходом на бессвинцовую технологию стало применяться чистое олово благодаря своей технологичности. При применении чистого олова также возникает ряд новых проблем, прежде всего связанных со свойствами данного материала, влияющими на надежность и работоспособность оборудования в жестких условиях. В частности, олово склонно к образованию нитевых наростов – так называемых «усов олова» и подвержено «заболеванию» на холоде — так называемой «оловянной чуме».
В этой статье рассматриваются основные проблемы, которые могут возникнуть при применении чистого олова взамен свинцовосодержащих сплавов, их причины, а также методы борьбы с потенциальными дефектами.
Олово: характеристики и применение
Олово (лат. Stannum) — химический элемент, расположенный в пятом периоде в IVА группе периодической системы Менделеева; атомный номер 50, атомная масса 118,69; температура плавления 231,9°С, температура кипения 2620°С, белый блестящий металл, тяжёлый, мягкий и пластичный. Олово — редкий рассеянный элемент, по распространённости в земной коре олово занимает 47-е место. Оно используется в основном как безопасное, нетоксичное, коррозионностойкое покрытие в чистом виде или в сплавах с другими металлами. Важнейший сплав олова — бронза (с медью). Олово, в частности, активно используется для создания сверхпроводящих проводов на основе соединения Nb3Sn.
Олово получило широкое распространение в производстве электроники в качестве припоя и покрытий благодаря хорошей технологичности.
Чистое олово в качестве покрытий
Покрытие контактных поверхностей чистым оловом применяется для обеспечения паяемости и защиты металла основы от коррозии.
С переходом на бессвинцовую технологию многие производители стали применять чистое олово для покрытия выводов и контактных поверхностей компонентов.
Покрытие иммерсионным оловом контактных площадок печатных плат применялось и ранее наряду с оловянно-свинцовым покрытием, благодаря такому необходимому для выполнения качественных паяных соединений свойству, как плоскостность поверхности. Плоская поверхность покрытых иммерсионным оловом контактных площадок позволяет производить качественный поверхностный монтаж многовыводных компонентов, в том числе с малым шагом выводов. Кроме того, применение чистого олова в бессвинцовой технологии обеспечивает отсутствие примесей других материалов, вносимых в припой во время пайки. Эти качества в комплексе с невысокой ценой стали предпосылкой для широкого применения процессов нанесения иммерсионного олова в качестве покрытия.
Иммерсионное олово осаждается химическим способом на медную поверхность печатного рисунка путем реакции замещения. При этом металл покрываемой основы отдает электрон иону олова в растворе, который переходит в металлическую форму, металл основы при этом растворяется анодно:
Me0 + Sn2+ -> Ме2+ + Sn0.
Стандартный электродный потенциал меди более положительный по отношению к потенциалу олова, поэтому реакция замещения может происходить только в присутствии комплексообразователя (тиомочевина), который сдвигает потенциал в более отрицательную область значений по отношению к олову:
2Cu0 + Sn2+ + 4NH2CSNH2 + 2CH3S03H -> 2Cu (NH2CSNH2)2CH3S03 + Sn0 + 2H+[5],
где NH2CSNH2 — тиомочевина, CH3S03H — метан-сульфоновая кислота [9].
Толщина иммерсионного оловянного покрытия составляет около 1 мкм.
Однако с началом активного использования чистого олова при постоянно растущих требованиях к микроминиатюризации изделий специалисты столкнулись с новыми проявлениями давно известных в металлургии особенностей этого материала: т.н. «усов» олова и «оловянной чумы».
Усы олова
Образование усов – давно известное явление. Оно характерно не только для олова, к образованию усов также склонны такие металлы, как цинк и кадмий. В действительности первые опубликованные сообщения об «усах» олова датированы 40-50-ми годами XX века, однако в производстве электроники этому явлению уделялось мало внимания, поскольку рост оловянных усов не происходит при наличии свинцовосодержащего покрытия оловянных основ, а также при достаточном количестве примеси свинца в олове. Использование классического эвтектического оловянно-свинцового сплава, наиболее широко применявшегося до перехода на бессвинцовую технологию, гарантировало отсутствие данной проблемы.
Усы олова представляют собою тонкие нити, которые могут расти вертикально, изгибаясь, спиралевидно, в виде крюкообразных или вилкообразных кристаллов олова. Длина усов может достигать 150 мкм, что вызывает серьезную опасность замыкания соседних элементов проводящего рисунка печатной платы. Усы, изгибаясь или отрываясь в процессе изготовления изделий и их эксплуатации, могут образовать проводящие перемычки между токоведущими поверхностями. При этом при достаточно большом токе усы могут плавиться, вызывая кратковременные отказы. Куски усов могут вызывать как перемежающиеся, так и постоянные отказы изделия.
Рис. 1. Пример изгибающихся усов олова под микроскопом. Фото из [1].
Рис. 2. Пример усов олова при увеличении в 3000х. Фото из [10].
Точно предсказать образование усов олова невозможно: они могут появляться как на новых изделиях, так и спустя годы после начала эксплуатации, и на элементах, и под ними. Они могут не появиться вообще. Известно, что усы обычно растут на покрытиях толщиной свыше 0,5 мкм [9].
По поводу причин роста усов олова до недавнего времени единого мнения у специалистов не существовало. За последние несколько лет произошли значительные сдвиги в области изучения усов и основных причин их образования, но, тем не менее, окончательного согласованного решения по причинам данного явления еще нет. Также не существует промышленных стандартов, дающих определение усам олова и регламентирующих методы борьбы с ними.
Установлено, что движущей силой в образовании усов является сдавливающее напряжение в слоях олова. Это напряжение может быть следствием различных причин, таких как формирование интерметаллической структуры, окисление и коррозия, цикличное изменение температур или механическое воздействие [2].
В гальванических оловянных покрытиях сразу же после осаждения возникает напряжение растяжения, которое со временем (3-5 дней) ослабевает. Через 5-7 дней начинает расти внутреннее напряжение сжатия, которое является следствием образования на границе слоев олово – медь интерметаллидов (Cu6Sn5 и Cu3Sn), молярный объем которых больше по отношению к объему чистых слоев олова и меди. В результате происходит винтовой сдвиг по границе зерен кристаллической решетки, где и начинается рост нитевидных кристаллов [9].
Иммерсионное олово имеет маленькую толщину, поэтому напряжение растяжения после покрытия не возникает. Однако рост усов все же имеет место, и причиной их роста является напряжение сжатия в результате роста слоя интерметаллидов. Так как толщина олова невелика, его атомы мигрируют вдоль границ между зернами металла к месту роста нитевидных кристаллов.
Тонкие слои покрытия наиболее подвержены внутренним напряжениям, так как интерметаллиды быстро поглощают слой чистого олова полностью и окисляются. Оптимальная толщина иммерсионного олова, равная
1 мкм, представляет уже серьезную трудность для диффузии интерметаллидов [9].
Усы или дендриты?
Усы олова не следует путать с ростом дендритов, который также является относительно частой причиной отказов электронных устройств, выражающихся преимущественно в перемежающихся или постоянных коротких замыканиях. Различие заключается не только в процессе формирования, но и в том, что известно об этих двух явлениях.
Дендриты хорошо изучены, поскольку не являются проблемой, вызванной переходом на бессвинцовую технологию. Они представляют собой металлические нити или кристаллы, которые растут на поверхности металла (в плоскости х-у), а не перпендикулярно ей (в отличие от усов), в виде древовидных структур. Механизм роста дендритов носит электролитический характер. То есть для роста дендритов необходимо иметь электролит и напряжение, а следовательно, дендриты могут приводить к отказам только в случае наличия условий для образования электролита (например, влажность плюс остатки флюса или органических кислот), а также только при эксплуатации изделия.
Под действием присутствующего на плате напряжения проводник-анод растворяется, отдавая в канал положительно заряженные ионы металла (рис. 3а). Ионы направляются по каналу к проводнику-катоду, восстанавливаются на нем до металлического состояния, образуя в изоляционном зазоре проводящие перемычки в виде дендритоподобной рыхлой металлической структуры (рис. 3б) [6]. Скорость роста дендритов на катоде может достигать 0,1 мм в минуту [5]. В результате этих процессов за несколько минут могут образоваться нитевидные кристаллы толщиной 2…20 мкм и длиной до 12 мм (рис. 3в). После образования нитевидной перемычки кристаллы постепенно утолщаются до 0,1 мм, приобретая отчетливый металлический блеск. Сопротивление таких кристаллов может доходить до 1 Ом [6].
Рис. 3. Схема образования дендрита в канале, наполненном ионогенными загрязнениями. Рисунок из [6].
Последовательность роста дендритов хорошо прослеживается на фотографиях (рис. 4).
Рис. 4. Стадии роста металлических дендритов: а — 2 мин; б — 2,5 мин; в — 3 мин; г — 4 мин. Фото из [6].
Рост дендритов наблюдается на проводниках с покрытием из Ag, Cu, SnPb, Au, AuPd. Во избежание развития дендритного роста производители контролируют присутствие на конечных изделиях влаги и остатков химических веществ, которые способны растворить металл с образованием ионов, формирующих затем дендриты [1].
Интерметаллиды в оловянном покрытии
Как известно, Интерметаллиды или Интерметаллические соединения – это соединения двух или нескольких металлов между собой. Интерметаллиды относятся к металлическим соединениям, или металлидам. Они образуются в результате взаимодействия компонентов при сплавлении, конденсации из пара, а также при реакциях в твердом состоянии вследствие взаимной диффузии (при химико-термической обработке), при распаде пересыщенного твердого раствора одного металла в другом, в результате интенсивной пластической деформации при механическом сплавлении (механоактивации) [7]. По сути интерметаллид — тонкий пограничный слой взаимопроникновения паяемых металлов друг в друга.
В паяных соединениях интерметаллический слой играет роль механической связки. Однако образование интерметаллидов между оловянным покрытием и материалом основы и их последующее окисление являются прямой причиной ухудшения паяемости. Если толщина оловянного покрытия слишком мала, постоянно растущий слой интерметаллидов поглощает чистое олово, окисляется и ухудшает смачиваемость припоем [9].
Как уже отмечалось, образование интерметаллидов может быть причиной образования усов олова.
Подверженность олова к образованию интерметаллидов связана с его структурой, которая имеет объемноцентрированную тетрагональную кристаллическую решетку. Соотношение длины сторон ячейки решетки (с/а) меньше единицы (прямоугольник в поперечном сечении). Такая некубическая структура решетки свидетельствует об анизотропных свойствах металла. Для олова коэффициент температурного расширения и коэффициент самодиффузии больше в направлении более длинной стороны кристаллической ячейки.
Учеными был отмечен однонаправленный рост усов олова [9], что является дополнительным подтверждением связи анизотропной структуры олова с образованием усов.
Кроме того, из-за образования интерметаллидов возможно появление так называемых волосных трещин, образование непрочных паяных соединений, что негативно сказывается на характеристиках изделия.
«Болезнь» белого олова
«Болезнь» белого олова зависит не столько от совместной эксплуатации олова с какими-либо другими материалами, а от его природы.
В конце прошлого века произошел интересный случай: из Голландии в Москву отправили олово по железной дороге. Вышел поезд, груженный брусками белого олова, а привез он лишь серый, ни на что не пригодный порошок. В дороге олово «простудилось», и на него «напала чума» [3]. Это одна из несколько легендарных историй, когда из-за оловянной чумы неслись экономические потери и даже гибли люди.
Рис. 5. Олово с 5% содержанием меди после продолжительного нахождения при температуре -18°С. Фото из [4].
В действительности эта «болезнь» — результат перестройки порядка атомов в кристаллическом олове.
Олово может пребывать в двух модификациях: первая – обыкновенное серебристо-белое олово, ковкий металл, который может вырастать и в виде больших монокристаллов. Белое олово образуется при температурах, превышающих +13,2°С. Если же температура опускается ниже 13°С, то атомы олова могут перестроиться и образовать кристаллы другой разновидности — хрупкого неметаллического серого олова. Свойства этих двух видов олова значительно отличаются. Плотность белого олова 7,3 г/см3, а серого 5,8 г/см3. Температурный коэффициент объемного расширения у серого олова в 4 раза больше, чем у белого. Внутренние напряжения, которые возникают в местах контакта разных кристаллических решеток, приводят к тому, что материал трескается и рассыпается в порошок. Образующаяся при этом модификация уже теряет свойства металла и становится полупроводником.
Известно, что и белые, и серые кристаллы состоят из одних и тех же атомов олова. Однако основная причина различия — в расположении атомов в кристаллической решетке. От изменения размеров и форм атомных построек совершенно меняются свойства вещества [3].
Одна модификация переходит в другую тем скорее, чем ниже окружающая температура. При температуре минус 33°С скорость этого превращения достигает максимума. Если же обдать серое олово кипятком, то от сильного нагревания атомы снова перестроятся и олово перейдет обратно в белую разновидность.
Среди металлофизиков господствует мнение, что переход белого олова в серое начинается с «заражения»: на поверхность белого олова попадают частицы серого, и механизм их действия аналогичен действию «затравки» при кристаллизации жидкостей. Однако существует мнение, что для заражения «оловянной чумой» непосредственный контакт белого и серого олова не обязателен.
Несмотря на то, что серое олово по структуре и типу связи между атомами является полупроводником, практического применения для кристаллов серого олова пока почти не найдено — их слишком трудно выращивать, они хрупки, а по электрическим свойствам они не лучше германия и кремния, промышленное производство которых полностью освоено [3].
Методы по предотвращению образования дефектов, связанных с использованием олова
В настоящее время разработаны методы борьбы с ростом интерметаллидов, появлением усов олова и оловянной чумы, благодаря которым можно избежать или уменьшить вероятность их появления.
Было установлено, что различные материалы конформных покрытий могут помочь уменьшить повреждения, вызываемые усами олова. Покрытия не предотвращают рост усов, но исследования показали, что некоторые покрытия замедляют или тормозят их образование. В некоторых случаях образовавшиеся усы оказываются «запертыми» внутри покрытия, которое предотвращает их развитие, приводящее к коротким замыканиям [2].
Применение недостаточно толстых или прочных покрытий для сдерживания роста усов является спорным моментом. Покрытия, которые имеют микроотверстия, в общем и целом, бесполезны, так как они позволяют проникать внутрь влаге. Эта влага создает условия для потенциального роста дендритов, а также обеспечивает канал для образования усов. Усы олова очень устойчивы. Они будут расти под покрытием и, если оно не обладает достаточной прочностью, маленькие усики могут прорастать через него [1].
Кроме того, теоретически существенным источником сдавливающего напряжения в пленках олова может быть коррозия, и, как следствие, она может вызывать рост усов. Поэтому необходимо применять меры по предотвращению сильного окисления и конденсации влаги.
Главной рекомендацией iNEMI Tin Whisker User Group для подавления образования усов является использование никелевой прослойки между оловянным покрытием и основой из меди. Такие параметры, как толщина, пористость и упругость никелевого покрытия, являются очень важными для обеспечения эффективного барьерного слоя для меди [2]. При этом за счет создания такого слоя ограничивается диффузия меди и образование интерметаллидов олова. Также признано эффективным нанесение никеля на подложку из стали.
Рекомендуется избегать нанесения олова поверх латуни, так как такое сочетание металлов, как правило, приводит к образованию усов. Покрытие латуни оловом может быть использовано только тогда, когда нанесен диффузионный барьер из никеля. Минимальная толщина диффузионного барьера из никеля составляет 1,27 мкм [2].
Если на покрытие воздействует продолжительное механическое сдавливающее усилие, то риск роста усов олова значительно увеличивается. Необходимо провести тщательные испытания, чтобы определить, приведет ли рост усов к снижению надежности изделия.
Оловянная чума в электронной промышленности – явление достаточно редкое. Даже если применяются покрытия из совершенно чистого металлического олова, то после пайки оно растворяется в припойном сплаве, а при наличии примесей олово уже не подвержено оловянной чуме. Именно поэтому олово применяется для пайки и спаянные изделия не разваливаются. В покрытиях выводов компонентов, как правило, не применяется абсолютно чистое олово, к нему обязательно добавляются примеси, даже небольшое количество которых способно избавить от данной проблемы. Если добавить к олову немного, например, висмута, то можно предотвратить оловянную чуму. Атомы висмута в кристаллической решетке олова мешают перестройке, и белое олово остается металлом и не разрушается даже при низких температурах. Кроме того, средством против оловянной чумы стало легирование олова сурьмой, кобальтом и другими металлами. При этом установлено, что алюминий и цинк, наоборот, способствуют процессу образования чумы.
Некоторые производители ограничивают срок хранения компонентов с покрытием из чистого олова при пониженных температурах. Эффект «оловянной чумы» также следует учитывать при использовании припоев с высоким содержанием олова. Так как «оловянная чума» сильно сказывается лишь при температурах ниже -40°C (при около-нулевых температурах процесс трансформации занимает многие годы) её влияние на бессвинцовые компоненты на данный момент изучено слабо.
Заключение
Несмотря на достигнутые успехи, все еще очевидно, что мы не полностью понимаем основы образования усов олова и процесс их роста. Количественных моделей, которые позволяли бы предсказывать и прогнозировать рост усов, не существует. Группа компаний iNEMI Tin Whisker User Group разработала основные методы и нормы, направленные на уменьшение сдавливающего напряжения в пленках олова и тем самым препятствующие образованию усов. Все эти рекомендации основаны на опытных данных. И если для предотвращения оловянной чумы на сегодняшний день имеются проверенные способы, то гарантировать полное отсутствие усов после процесса нанесения олова пока невозможно.
Список использованных источников
- Advanced coating technologies for lead-free solders, Bill Boyd, Specialty Coating Systems, Indianapolis, IN, USA www.globalsmt.net
- iNEMI Updates Tin Whisker Recommendations, Joe Smetana www.globalsmt.net
- Об оловянной чуме и о научном предвидении.gornie-porodi.info
- Tin Plague, Andrew D. Kostic, Ph. D. Senior Consultant, Willcor klabs.org
- Рекомендации по технологии о www.spring-e.ru
- Аркадий Медведев. Монтажные флюсы. Смывать или не смывать? «Компоненты и технологиий», №4, 2001 www.compitech.ru
- Интерметаллиды. www.xumuk.ru
- ЗАО «Предприятие ОСТЕК». Энциклопедия поверхностного монтажа. Тест на наличие свинца. Содержат ли применяемые вами компоненты свинец? www.ostec-smt.ru
- Иммерсионное олово как финишное покрытие. Надежность – прежде всего! «Технологии в электронной промышленности», №4, 2007
- Whisker Evaluation of Tin-Plated Logic Component Leads. Douglas W. Romm, Donald C. Abbott, Stu Grenney, and Muhammad Khan. Texas Instruments. Application Report SZZA037A — February 2003.focus.ti.com
Драгоценные камни:Справочник
Сегодня олово — привычный металл. Однако в векахоно было довольно редким и ценным, поэтому Россия покупала его в другихстранах. Олово использовалось для покрытия железных изделий для предохраненияих от ржавчины. Из этого металла русскими умельцами создавалась посуда срельефными узорами, поскольку мягкое, податливое олово легко поддавалосьобработке резцом. После отлива изделия мастер декорировал его затейливыморнаментом или гравированной надписью. Сегодня Московский Исторический музейимеет различные образцы посуды из олова, которая сохранилась с давних времён.
Сплавы
По своей классификации оловянные сплавы делятся на припои, подшипниковые и легкоплавкие.
Почему припой крошится, а не плавится?
Есть такой сплав — баббит. Он изготавливается на основе олова и свинца с добавлением некоторых других веществ, в зависимости от необходимых качеств баббита. Его используют в разных отраслях машиностроения. при этом большую процентную часть составляющих в сплаве имеет именно свинец. а так как само олово очень дорогой металл, недобросовестные производители частенько в припой добавляют больше свинца или того же баббита.
чтобы не выбрасывать этот некачественный припой, купите чистого олова, и смешайте всё вместе, расплавив в консервной банке на плите. Потом аккуратно разлейте по подходящим профилям,- вот вам и припой с более лучшим свойством.
В качестве профиля можно использовать обыкновенный металлический уголок. Наливая расплавленный припой в угол стыка полок уголка тонким слоем.
Наверняка Вы и без меня знаете что припои делятся на две группы (вида, типа), это тугоплавкие припои и лёгкоплавкие.
Температура плавления лёгкоплавких припоев 300-а, (450-т максимум) градусов Цельсия, не выше.
Для сравнения, припой тугоплавкий температура плавления от 450-и и до 800-т градусов.
Один из вариантов, у Вас тугоплавкий припой, и температура на которую разогревается "жало" паяльника для него не достаточная, Вы давите на паяльник, пытаясь сделать так что бы припой к нему "прилип" в итоге не расплавленный припой начинает крошиться.
То есть тут срабатывают два момента, давление на паяльник и не достаточная температура при которой конкретный припой плавится.
Выход из ситуации покупка лёгкоплавкого припоя.

Возможно припой какой-то "левы" (подделка), бывает и такое, покупали одно, продали другое, пробуйте купить припой в другом месте.
Почему после пайки олово крошится?
Олово при пайке не «липнет» к металлической поверхности (с поверхностью проблем нет, так как раньше там была хорошая пайка) , не становиться полностью жидким, а растаяв, собирается в шарик на жале паяльника (или в нечто бесформенное которое крошится на металлической поверхности) . Если проблема в паяльнике, то какая именно?
Очень большая поверхность. Мощности не хватает на её прогрев.
Попробуйте подогреть место пайки на плите.
От резкого остывания олово меняет структуру.
Нельзя даже дуть!
За это разряд сразу снимали!
Припой с большим содержанием свинца. Используй ПОС-61.

паяльник не имеет достаточно прогретого жала для расплавления припоя (олова) или ты не даешь ему расплавиться. возьми паяло мощней! учитывай марку припоя. чем больше в нем содержание свинца. тем мощней паяло. о марке припоя найдешь в поисковике. если имеешь две большие по площади железяки. то не забывай что их тоже надо прогревать т. к. они отбирают тепло паяла, следовательно опять же придеться увеличить его мощь
либо паяльник мощнее бери, либо припой с большим содержанием олова. и канифоли при пайке не жалей! (в разумных пределах конечно. )
а флюс используется вообще? для пайки меди, латуни и бронзы используют канифоль. для пайки железа и сплавов — р-р хлористого цинка в соляной кислоте (паяльная кислота).
Неправильная пайка паяльником — 10 глупых ошибок и вредные советы.
При подключении светодиодной ленты, ремонте Led лампочек, микроконтроллеров и радиодеталей, никак не обойтись без такого полезного навыка, как пайка.
Именно качественная пайка обеспечивает надежное и долговечное контактное соединение.
Однако, в этом нехитром деле есть масса нюансов, которые могут испортить раз и навсегда не только ремонтируемую деталь, но и сам паяльник. А иногда даже привести к серьезной травме.

Даже опытные мастера, впитавшие, что называется пары канифоли с молоком матери �� нет-нет, да и забывают элементарные правила пайки. Как правильно паять светодиодную ленту можно ознакомиться в отдельной статье.
Мы же давайте подробнее рассмотрим вопрос как паять нельзя, и к чему приводят подобные ошибки.
Пайку в некоторой степени можно сравнить с процессом склеивания. Только здесь для соединения деталей используется расплавленный металл. В качестве такового выступает припой.
У него довольно низкая температура плавления. При этом она ниже, чем t плавления самой детали.
Например, у меди этот показатель достигает 1050С. В то время как у оловянно-свинцового припоя ПОС-61 он равняется всего 190С.
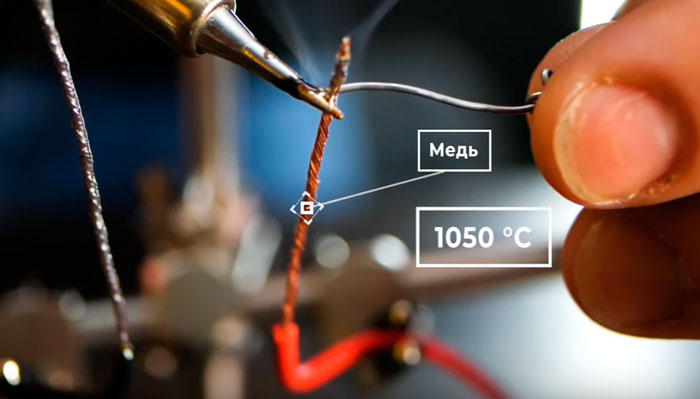

То есть, разогревая или капая таким металлом на деталь, повредить ее проблематично.
Итак, какие же глупые ошибки не стоит совершать при пайке?
Как бы ни было вам дорого покрытие пола, однако рефлекторное движение словить упавший инструмент, не приведет ни к чему хорошему.

При этом никогда не забывайте главное правило ремонтника – горячий паяльник выглядит также, как и холодный.
Не вздумайте обстукивать современный паяльник об стол. При достаточно сильном ударе керамический элемент внутри может треснуть и разрушиться.
Также с размаху не стряхивайте с паяльника расплавленный припой. Мало того, что он может попасть в глаза, от этого еще могут пострадать и ваши дети.
Красивая капелька незаметно упадет куда-нибудь на пол, а малолетний ребенок впоследствии ее найдет и съест.

При пайке не забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова, упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная ножка с радиодетали, случайно попавшая в глаз, приводит к печальным последствиям.

Особенно опасна пайка на весу или под потолком. В этом случае провода могут отскочить со своего места и олово “пульнет” вам в глаз.
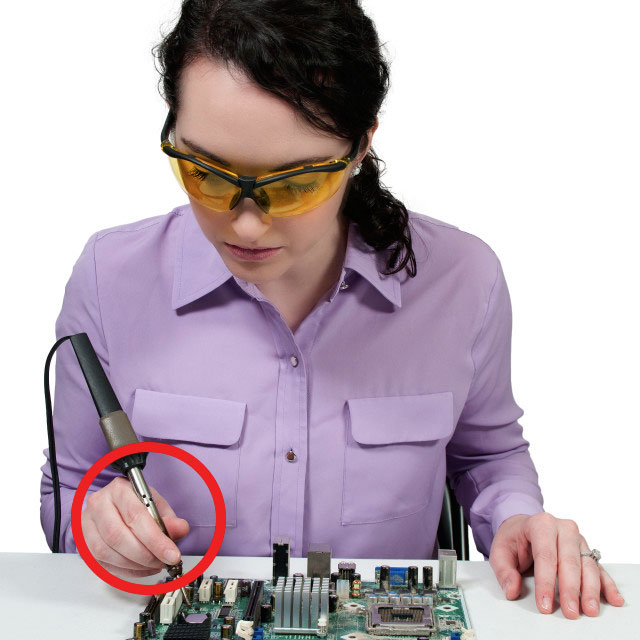
Поэтому старайтесь в подобных случаях всегда одевать и использовать защитные очки. А еще не забывайте про органы дыхания.

 alt=»зачем проветривать помещение при пайке» width=»» />
alt=»зачем проветривать помещение при пайке» width=»» />
Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.

Запомните, паяльник предназначен для пайки жил эл.проводки, светодиодной ленты, компонентов радиодеталей или электронных плат. Им нельзя плавить и снимать изоляцию с ПВХ провода.
Это не только не эстетично, но и портит сами жилы. Расплавленный пластик попадает между проволочек и застревает там.
Нормально залудить такие жилы уже не получится. Хотя у некоторых по этому поводу имеется совсем другое мнение.

Также паяльником для радиолюбителей не стоит запаивать дырки в пластиковых трубах, и тем самым пытаться устранить в них течь.

Применяйте каждое устройство по своему назначению и у вас не возникнет никаких неприятностей. Хотя как говорит народная примета – “Если вы связаны, ваш рот заклеен скотчем и вы видите перед собой человека с паяльником, то это скорее всего к неприятностям.” ��
Казалось бы, какой дурак будет паять деталь под напряжением? Тем не менее, многие люди на самом деле занимаются подобной работой. Они выключают встроенный микропереключатель на корпусе ремонтируемого устройства, при этом, забывая отключить питание из розетки.

Делается это намеренно, чтобы тут же после ремонта по-быстрому проверить работоспособность элемента. Однако с такими кнопочками часто путаешься в каком они состоянии, отключенном или включенном.
Если на вашей плате случайно окажется напряжение, и вы коснетесь жалом токоведущей части, то произойдет короткое замыкание и вы перейдете в режим “точечной сварки”. ��
Кстати, этот момент относится не только к сети 220V, но и ко всем элементам с питанием от батареек и встроенных АКБ. Например, сотовые телефоны.
То же самое касается и блоков питания с конденсаторами.

Сперва убедитесь, что они разряжены и только после этого лезьте во внутрь. Разрядить можно нагрузкой – высокоомным резистором, либо лампочкой (более наглядно).
Если вы забудете это сделать или отключить батарейку, то ваш девайс при данном ремонте может умереть окончательно и бесповоротно.

Почему нельзя паять без флюса? Дело в том, что на любых деталях или проводах присутствует, так называемая оксидная пленка, содержащая микроскопические частички жира, пота, грязи и т.д.
Она то и не дает возможности нормально прилипнуть припою к поверхности.
При обработке флюсом картинка радикально меняется.
Флюс не только помогает растворить эту пленку, он в процессе пайки не дает ей возможности образоваться вновь. За счет этого олово самостоятельно обволакивает, пропитывает и проникает во все поры между жил.
Раньше наши деды вместо флюса использовали аспирин. Казалось бы, почему нет? Канифоль – это абиетиновая кислота, а аспирин – ацетилсалициловая. А чем как не кислотой окислы счищать?
Однако будьте весьма осторожны в этом вопросе.
Некоторые советуют в качестве флюса использовать только паяльную кислоту. Якобы эффект от нее лучше.

По сути, кислота это тот же самый флюс, но не простой, а активный. А это означает, что вместе с пленкой она отлично растворяет и сами компоненты.
Это конечно происходит не сразу, но через несколько месяцев место пайки может превратится в кисель. Подобное происходит, если на поверхности останутся и задержатся хотя бы несколько микрокапелек кислоты.
А она проникает во все поры, и простое протирание тряпочкой не всегда спасает. Кислоту нужно удалить как можно быстрее.
Для этого используйте зубную щетку или кисточку, смоченную в изопропаноле или спирте.

Работая со старыми деталями, покрывшимися толстым слоем грязи и окисла, не рекомендуется соскрябывать все это дело ножиком.

Профессионалы советуют воспользоваться стиральной резинкой.
При пайке строго различайте флюсы (канифоль, это кстати тоже флюс). Они бывают: