Делаем из обычного сварочного инвертора TIG сварку
Многие виды сварочных работ лучше выполнять с помощью TIG сварки. Но это слишком дорогое оборудование для любителя, которому обычно по карману только инвертор. Если он у вас есть, то его можно легко при необходимости переделывать в TIG.
Требуемые материалы:
- Вольфрамовый электрод;
- аргоновый баллон с редуктором и шлангом;
- тонкие медные трубки;
- листовая сталь 1-2 мм.
Процесс переоборудования инвертора в TIG сварку
И листовой стали нужно вырезать и согнуть кронштейн как в примере, и прикрутить его к сварочному держателю.
В нем зажимается медная или латунная трубка цанга, на которую надевается шланг от баллона. В держатель зажимается тонкая медная трубка. В нее вставляется вольфрамовый электрод. Цанги нужно регулировать так, чтобы газ выходил на кончик электрода.
Аргоновая сварка из инвертора — собираем своими руками
Детали из цветных сплавов и металлов требуют особого отношения, и при необходимости сварного соединения лучше сделать профессиональную аргоновую сварку. Но цена на нее часто заставляет заменять весь узел или покупать новые комплектующие. Процесс дорогой и требующий некоторого мастерства. Спасает то, что можно сделать сварочный инвертор своими руками, при этом изрядно сэкономив на ремонте и обеспечив себя инструментом на будущее.
Технологический процесс аргонной сварки
Главное отличие процесса аргонной сварки от ММА — отсутствие обязательных формирующих движений и использование минимального размера дуги (всего 2 мм). Горелка идет медленно плавно по одной линии. Этим достигается постоянный обдув аргоном места соединения, предотвращается окисление металла, и сварочный шов получается очень тонким.
Вторым по важности будет необходимость подключения осциллятора. Он нужен для розжига электрической дуги при использовании вольфрамового электрода. Кроме того, зажигать нужно на угольной пластине, а гасить вдали от свариваемых деталей.
Осциллятор для сварки
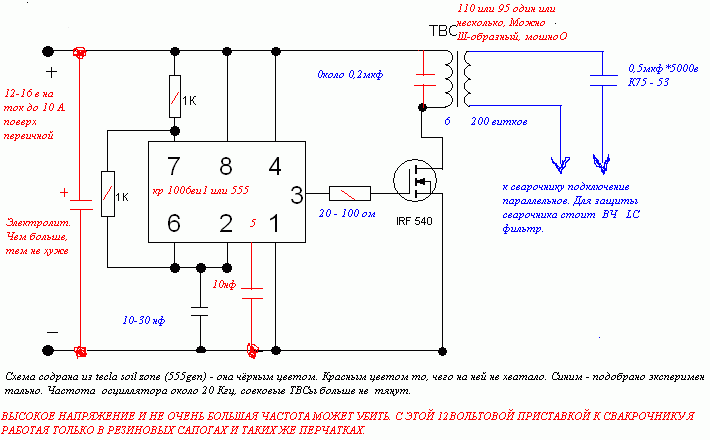
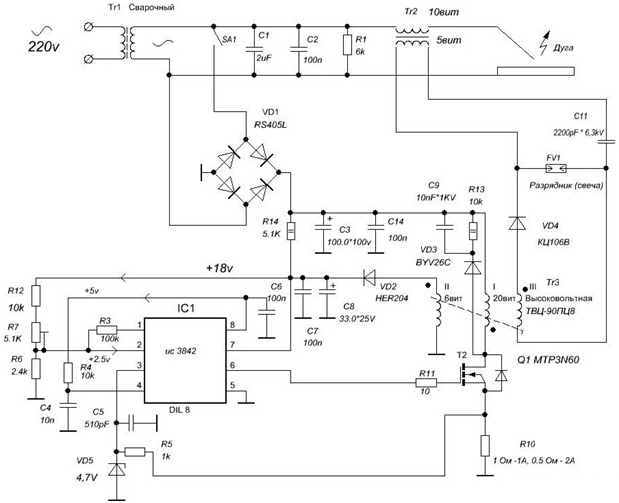
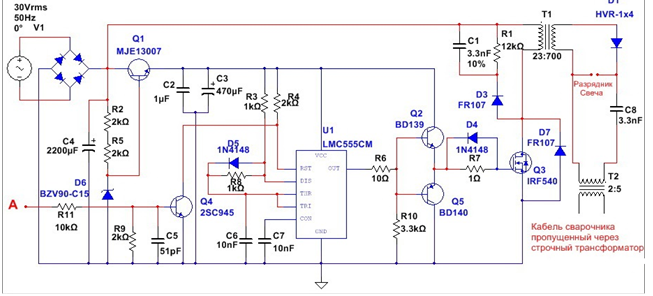
Схема для осциллятора
При сварке ММА дуга разжигается касанием. Вольфрам в этом методе может пригореть, проплавить металл, зацепить прилипающий кусочек, или испортить электрод другими способами. Чтобы избежать неприятностей, нужен специальный блок, вырабатывающий ток высокой частоты для импульсного розжига. Он не только дает начальный разряд, но и поддерживает его стабилизирующими импульсами. Это позволяет сварщику одинаково легко работать с постоянным и переменным током
Прибор можно купить в магазине (УВК7) или собрать своими руками по одной из массы приведенных в интернете схем.
Примеры схем:
На основе схемы обратнохода на UC3842-5 и телевизионного трансформатора.
На базе таймера NE555.
Для самостоятельного изготовления нужен определенный навык по созданию печатных плат, детали и время, поэтому часто проще купить готовый. Он уже собран, настроен и часто надежнее самосборок.
Еще один плюс заводского аппарата — подключение практически к любому сварочному аппарату через навеску на сварочные кабели. Он не влияет на аппарат, работает параллельно только с дугой. При покупке нужно учесть напряжение холостого хода, если оно выше планируемого при аргонной сварке, то осциллятор не сработает.
Техника сваривания
К конструкции аппарата отношение имеет косвенное, но в виде справочной информации необходимо знать, что при сварке ТИГ используется максимально короткая дуга — около 2 мм. Электрод ведется только прямолинейно, не осуществляя характерных для ММА движений перпендикулярно направления шва в двух плоскостях.
Этим достигается две цели — поток аргона не уходит из зоны сварочной ванны и не позволяет ей окислиться и появляется возможность выполнения очень тонкого шва, практически незаметного на поверхности металла.
Что понадобится для сборки
Необходимые инструменты и комплектующие детали, без которых невозможно будет своими руками собрать аппарат аргоновой сварки, должны подбираться согласно списку:
- вентилятор заданной мощности, достаточной для охлаждения нескольких радиаторов;
- электрическая дрель с набором свёрл;
- шуруповёрт, шлифовальная машина;
- ножовка по металлу и набор отвёрток;
- паяльник мощностью не менее 40 Ватт;
- соединительные проводники;
- электронные измерительные приборы (мультиметр и однолучевой осциллограф);
- полный комплект радиодеталей.
Помимо этого потребуется наждачная бумага различной зернистости и несколько пластин текстолита (простого и фольгированного). К списку вспомогательных инструментов нужно добавить специальные прибор для нарезки резьбы и несколько зажимов типа струбцины.
При подготовке перечня необходимых материалов и комплектующих для аппарата аргоновой сварки следует исходить из своих финансовых возможностей.
Самодельный аппарат ТИГ на инверторе
Основными частями такой установки являются:
- инвертор с возможностью сварки ММА;
- горелка TIG;
- баллон с аргоном;
- манометр;
- осциллятор;
- соединительные шланги и кабели.
Собрать их нужно в соответствии со следующей схемой:

После настройки параметров тока, включить инвертор, подготовить металл и начинать сварку.
При выборе составных частей аппарата особое внимание следует уделить сварочной горелке. Промышленность производит их очень много разновидностей, рассчитанных на разные диаметры электродов и величину сварочного тока. Для бытового применения, а именно так и используются самодельные аппараты, нужно выбирать горелку, рассчитанную на минимальные диаметры вольфрамового стержня и токи до 200 А.
На максимальных параметрах работать все равно не придется, а переплачивать вдвое за горелку промышленного уровня нет смысла. Многие сайты интернета рекомендуют сделать горелку самостоятельно. В принципе, это возможно. Но если купить все детали и собрать самостоятельно, то по стоимости она сравняется с заводской, а по качеству сборки и возможности регулировок и настроек будет хуже на порядок. В этом случае остается только успокаивать себя тем, что горелка сделана своими руками.
Можно сделать вывод, что переделка инвертора ММА в установку ТИГ не требует вмешательства в работу самого аппарата — необходимо только докупить периферию и правильно все собрать. По сравнению с покупкой инвертора, в котором предусмотрен режим TIG, это обойдется почти вдвое дешевле.
О собственном опыте трансформации инвертора в аппарат TIG редакция предлагает поделиться на страницах сайта. Нас и наших читателей интересуют советы и личные разработки практиков. Пишите нам, самые интересные разработки будут опубликованы под именем автора.
Время чтения: 7 минут
Аргонодуговая сварка — это одна из самых востребованных сварочных технологий. Аппарат для аргонной сварки дает практически безграничные возможности. Вам под силу сварка любых металлов практически без ограничений по толщине. Но всегда у домашнего мастера есть возможность приобрести заводской аппарат. И причины могут быть разными: от недостатка средств до банального недоверия к современным производителям.

Сборка самодельного аргонного аппарата

Из чего собрать?

Аппарат для сварки аргоном не требует покупки сложных компонентов. Мы расскажем про главные составляющие, которые понадобятся для этого оборудования.
Во-первых, у вас должен быть источник тока для сварки. Мы возьмём инверторное сварочное устройство.
Далее нужен осцилляторный прибор, о назначении которого мы говорили. В дополнение нам нужен защитный блок аппарата. Вторичные детали — газовые баллоны, сварочные горелки, редукторы, шланги для газа и соединительные кабели.
Далее поговорим конкретно про каждую из них.
Про источник тока
В качестве источника сварочного тока можно использовать трансформаторные и выпрямительные аппараты. Но они технически не новы, и могут не осилить некоторые моменты аргонодуговой сварки.
Функциональный инверторный аппарат лучше покажет себя в этой роли.
Но сделать из инверторного устройства аппарат для аргонодуговой сварки несколько сложнее. Если вы попробуете просто подключить к нему осциллятор, инвертор может выйти из строя вместо того, чтобы варить в аргоновой среде.
Чтобы этого не случилось, нужно добавить к прибору защитный блок. Его собирают на одной плате с осциллятором, а саму плату оснащают индивидуальным корпусом.
Вы можете внимательнее осмотреть ваш инверторный аппарат или его паспорт. Если где-то указано, что в устройстве предусмотрена функция ТИГ, вам не нужно будет ничего делать со своим инвертором.
Для аргоновой сварки вы можете просто подключить к аппарату баллон с аргоном и горелку. Обычно инвертор подходит для сварки типа ММА, но имеет расширенный функционал за счет осциллятора и защитного блока.
В этом случае считайте, что производитель позаботился о вас и сделал аппарат пригодным для ТИГ-сварки.
Про осциллятор и блок защиты

Для того, чтобы оборудовать инверторы, не предназначенные для аргонодуговой сварки, нужно встраивать в них осцилляторы и блоки защиты.
Для этого можете найти в интернете наглядные схемы или видео уроки. Они объяснят понятнее, чем простой текст.
Про горелку и газ

Второстепенные компоненты нельзя выбирать наощупь. Например, любая газовая горелка не подойдёт. Производятся специализированные горелки для аргонодуговой сварки.
Её сопло сделано из керамики, а внутрь встроен держатель для тугоплавкого электродного стержня.
Горелки также собираются вручную, а детали для них есть в интернет-магазинах и строительных гипермаркетах. Но лучше сэкономить время и выбрать одну из заводских горелок. Разница в цене будет не так заметна.
Защитным газом выступает аргон. Его «запаковывают» и перевозят в серых или черных баллонах. Аргон из баллонов серого цвета содержит аргон в чистом виде, поэтому он лучше проявляет себя в сварке.
Вам не нужен баллон больше десяти литров, если вы варите дома, на даче или в гараже. Десятилитровый баллон маленький и лёгкий, поэтому его легко как переносить, так и перевозить с места на место.
Баллоны в пятьдесят литров нужны мастерам, которые работают на стационарном оборудовании, чаще всего в цеху.
Про редуктор и шланг
Газовые редукторы надеваются на баллоны с аргоном, чтобы уравнивать внешнее давление в шлангах и внутреннее давление резервуара. Не все редукторы подходят для аргона. Они обычно покрашены в цвет баллона.
Собирать шланг самому не стоит. Проще будет купить заводской и не пытаться экспериментировать. Шланг, который вы сделаете вручную, может иметь поры или быть неудобным в использовании.
К тому же, найти разъем для подсоединения к источнику газа и горелке будет нелегко.
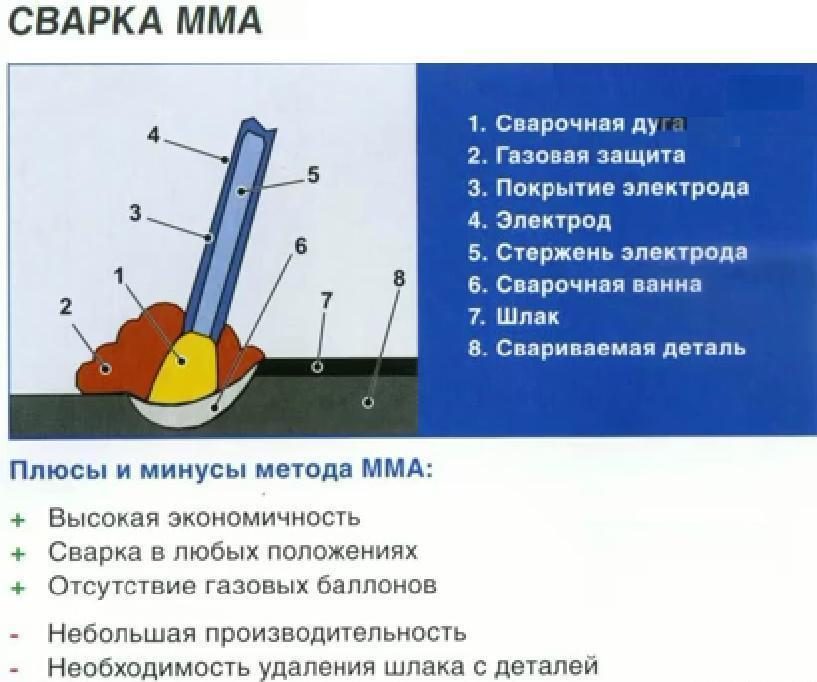
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.
Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в следующих сферах.
- Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
- Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
- Соединение разнородных металлов.
- Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. Особенно это важно для автомобилестроения.
- Изготовление декоративных и ювелирных изделий.
Сборка и проверка работоспособности
Для изготовления входного преобразователя аргоновой сварки может подойти силовой трансформатор, рассчитанный на рабочую мощность порядка 1 киловатта и обеспечивающий требуемый коэффициент  снижения напряжения.
снижения напряжения.
Помимо этого следует побеспокоиться о приобретении осциллятора, выдающего на выходе напряжение амплитудой от двух с половиной до шести тысяч вольт и рабочей частотой порядка 200-500 килогерц. Указанные параметры выбираются с тем расчётом, чтобы в зазоре между электродом и заготовкой происходила ионизация воздуха, заметно облегчающая розжиг дуги.
Настройка собранного прибора аргоновой сварки состоит в проверке функционирования его отдельных узлов, включая осциллятор, импульсный преобразователь и блок питания. Тестирование работы основных узлов агрегата, как правило, проводится в сварочном режиме, то есть в реальных условиях. Для этого потребуется выполнить следующие рабочие процедуры.
Во-первых, посредством вентилей выставляется требуемая концентрация смеси газов, определяемая величиной сварочного тока и параметрами сплавляемых заготовок.

Затем в зажим держателя вставляется вольфрамовый электрод, посредством которого зажигается дуга размером не более 2,5−4-х мм.
Сплавляемые детали во избежание смещения надёжно закрепляются на рабочем столе, после чего включается аппарат аргоновой сварки, импульс тока с которого подаётся с небольшой задержкой относительно поступления газа. И, наконец, после розжига полноценной дуги и образования сварочной ванны к этому месту в ручном режиме подаётся заранее подготовленная присадочная проволока.
Нельзя забывать о том, что при проверке работоспособности собранного аппарата необходимо пользоваться специальной защитной маской, перчатками из плотной ткани и спецодеждой. Следует руководствоваться требованиями пожарной и электрической безопасности, регламентирующими порядок действий при сварочных работах.
В завершение надо отметить, что собрать своими руками конструкцию для аргоновой сварки по силам только специалисту с большим опытом подобных операций. Однако грамотный подход к подбору готовых блоков будущего устройства облегчит предстоящие работы, а также снизит возможные риски самостоятельной сборки.
Как модернизировать инвертор для сварки аргоном
Аргонная сварка из инвертора своими руками — решаемая задача даже в условиях личного гаража, не говоря уже о мастерской или металлообрабатывающем цехе.
Сварка цветных металлов и сплавов — сложная операция даже для опытного мастера. Кто хоть раз стыкался с необходимостью сваривания алюминия или титана, тот знает цены на эти услуги. Часто они столь высоки, что от сварки приходится отказываться и покупать новую деталь или менять целый узел. Но чаще всего, 80-90% цены — это не стоимость оборудования, а оплата услуг сварщика.
Не хочу утверждать, что сварка аргоном, а именно она применяется в этом случае, очень сложна и сильно отличается от сварки ММА. Да, она несколько сложнее в техническом плане и требует определенных навыков, но если вы освоили сварку покрытым электродом, то, после небольшой практики, сможете варить и аргоновой сваркой ТИГ.
Закономерный вопрос — где взять аппарат? Решить его можно двумя путями — купить инвертор с режимом TIG или переделать свой аппарат. Аргонная сварка из инвертора своими руками — вполне решаемая задача даже в условиях личного гаража, не говоря уже о мастерской или металлообрабатывающем цехе.
Особенности аргоновой сварки
Сварка в аргоновой атмосфере отличается от обычной ММА такими особенностями:
- производится при постоянном обдуве аргоном;
- ток может использоваться как переменный, так и постоянный (обратной полярности);
- необходимо использовать вольфрамовый электрод;
- без присадочной проволоки варить можно только особо тонкие листы;
- для розжига дуги необходим осциллятор;
- техника проводки электрода имеет определенную специфику.
Рассмотрим все пункты по отдельности. Может показаться, что они напрямую не относятся к теме, как из обычного инвертора сделать профессиональную аргоновую сварку, но, зная эти тонкости, станет легче учесть все особенности аппарата и технологии.
Схема аргонной сварки:

Зачем нужен аргон
Практические свойства при сварке определяет его вес — он тяжелее азота и кислорода более чем в два раза, появляясь в зоне сварного шва, он попросту вытесняет эти газы и окутывает ванну, не допуская возникновения химических реакций окисления. Этот факт необходимо учитывать при сварке на открытом воздухе — сильный или умеренный ветер может ухудшить качество сварки.
Сварочный ток
Электрический ток напряжением 30-80 В и силой 20-200 А — диапазоны, применяющиеся при сварке цветных металлов в инертной атмосфере. Выбор параметров тока производится согласно специальных таблиц и зависит от диаметра электрода и толщины свариваемого металла. Правильно выбрав характеристики тока, вы сможете выполнить самый сложный шов даже на самодельном аппарате.
Электрод
- он не плавиться (Т плавления выше 3000 0 С, даже при красном калении он не размягчается) при температурах сварки цветных металлов;
- позволяет получить очень тонкую дугу, дает возможность формирования компактного шва;
- испарение электрода составляет не более 0,01 грамма на 1 м шва.
При этом промышленность выпускает такие электроды в более чем 25 видах, выбрать нужный не составит особого труда.

Присадочная проволока
Материал проволоки выбирается в соответствии со свариваемым металлом: для алюминия — алюминиевая, для нержавейки — из легированной стали определенной марки.
Осциллятор
При сварке постоянным током вольфрамовым электродом довольно сложно разжечь электрическую дугу. Если выполнять эту операцию касанием, как при сварке ММА, то возможно пригорание электрода, проплавление металла, приварка части материала к острию электрода и прочие неприятности.
Осциллятор — специальный аппарат, который вырабатывает высокочастотный ток для подачи импульса розжига. В дальнейшем он периодически генерирует поддерживающие импульсы, стабилизирующие дугу и позволяет сварщику уверенно работать как при постоянном, так и при переменном токе.
Перед тем, как сделать полноценную аргоновую ТИГ сварку самому, необходимо купить осциллятор, например УВК 7, или собрать его самостоятельно по одной из схем:


Но практика показывает, что осциллятор заводского изготовления работает намного надежнее. А цена его не столь высока, чтобы тратить неделю времени на поиск деталей, сборку и настройку самодельного устройства.
Тем более, что заводской осциллятор подключается очень просто практически к любому аппарату инверторного или трансформаторного типа — достаточно при помощи специальных разъемов навесить его на сварочные электрокабели. Он работает параллельно с аппаратом и на сварочный ток влияния не оказывает, поддерживая только стабильность дуги.
Но при покупке осциллятора следует учесть, что некоторые модели работают при напряжении холостого хода от 40 В. Если вы собрались вести сварку при U= 28-30В, то генератор импульса может не сработать.
Техника сваривания
Этим достигается две цели — поток аргона не уходит из зоны сварочной ванны и не позволяет ей окислиться и появляется возможность выполнения очень тонкого шва, практически незаметного на поверхности металла.
Самодельный аппарат ТИГ на инверторе
Основными частями такой установки являются:
- инвертор с возможностью сварки ММА;
- горелка TIG;
- баллон с аргоном;
- манометр;
- осциллятор;
- соединительные шланги и кабели.
Собрать их нужно в соответствии со следующей схемой:

После настройки параметров тока, включить инвертор, подготовить металл и начинать сварку.
На максимальных параметрах работать все равно не придется, а переплачивать вдвое за горелку промышленного уровня нет смысла. Многие сайты интернета рекомендуют сделать горелку самостоятельно. В принципе, это возможно. Но если купить все детали и собрать самостоятельно, то по стоимости она сравняется с заводской, а по качеству сборки и возможности регулировок и настроек будет хуже на порядок. В этом случае остается только успокаивать себя тем, что горелка сделана своими руками.
Можно сделать вывод, что переделка инвертора ММА в установку ТИГ не требует вмешательства в работу самого аппарата — необходимо только докупить периферию и правильно все собрать. По сравнению с покупкой инвертора, в котором предусмотрен режим TIG, это обойдется почти вдвое дешевле.
О собственном опыте трансформации инвертора в аппарат TIG редакция предлагает поделиться на страницах сайта. Нас и наших читателей интересуют советы и личные разработки практиков. Пишите нам, самые интересные разработки будут опубликованы под именем автора.
Шаловливые ручки !! Все делаем TIG сварку — это просто
Хочу поведать, как из простого сварочника сделать TIG сварку или аргоннодуговую по простонародному. Заодно и похвастаться!! Предыдущие мои «опусы» сподвигли народ повторить. Может сейчас польза будет.
Думаю тоже кто ни будь так же сделает.
В принципе инвертор обычный уже позволяет варить аргоном! Но делать это крайне не удобно! Во первых надо управлять газом, открывать\закрывать, если его жалко. Второе это зажигать дугу!! Если вольфрамовым электродом «чиркать» деталь, то загорится и все завариться! Но при этом страдает, обгорает электрод и качество дуги пострадает. Поэтому кладут рядом графита кусочек, об него зажигают и переносят к месту сварки. Тушить в конце тоже не удобно, надо разорвать дугу а горелку с выходящим газом держать на разогретый участок, защищая от кислорода какое то время. Но народ так варит и вполне успешно!! Подтверждение тому куча роликов.
Мы легких путей не ищем.
Вот временной график сварки для понятия процесса
Фотография из Фотогалереи на E1.ru
Тут у меня возникли вопросы! И блин у кого маски по 40 тыс.руб. на всех форумах молчат и не делятся инфой. Ютуб с уроками открыл тайну!!
Но все по прядку!! В инвертор засунул коммутатор от 2109 с катушкой.
Фотография из Фотогалереи на E1.ru
Это коммутатор:
Это катушка 2108 сзади перед ней высоковольтный выпрямитель
Фотография из Фотогалереи на E1.ru
Переменный ток от катушки выпрямляется, пробивает воздушный зазор, и этим крутым фронтом наводит в кольце ЭДС через которое пропущен выход тока из инвертора.
На практике назыываеися осциллятор, и при поднесении электрода к детали, на расстоянии 3-5 мм зажигается дуга, которая перерастает в сварочную. Так варил электродами много лет и радовался, что не надо долбить им об железку.
Тут все это пригодилось, с той лишь разностью, что дуга в среде инертного газа загорается миллиметров со 100!! Просто Тесла!! Фокусы показывать.
Так же в инвертор засунул AVR процессор, который от нажатия кнопки на горелке,
Управляет:
клапаном газа, управляет осциллятором, регулирует Ток сварочника плавно нарастает и тухнет, и выводит инвертор в аварийный режим. Почему, то у моего при положении ручки Ток =0. Все равно ток есть и дуга горит. А тут я совсем срываю генерацию ШИМ. И еще управляю бипером, который пикает мне про разные режимы.
Вот тут справа внизу плата процессора
Фотография из Фотогалереи на E1.ru
А слева внизу то самое колечко, которое наводит жуткие киловольты с нулевым током на провода из сварочника!! Ток настолько маленький, что прямо в палец искры сыпятся и не чествуешь.
Дальше программа как на графике выполняется процессором!! Нажал кнопку, пошел газ, потом плавное нарастание тока, отпустил все завершается как на графике.
Пробные заезды выявили кучу вопросов!! Спецы молчат как не спрашивал!
Например на сколько сек. надо перед сваркой пускать газ?? У меня оказалось, когда закрыт клапан а он стоит перед горелкой , в магистрали давлении, и при открытии моментально «пшик» и дальше равномерная подача 10л\мин. Убавил время до 0.5 сек.
Дальше время дежурной дуги. Нафиг оно как оказалось не нужно, зачем оно так и не понял, в данной прошивке убрал пока!! Может кто знает просвятите? . Время нарастания тока!! Тоже убавил, до 0.5 сек. Чего сопли жевать?? Варить надо.
Время спада тока, тоже величина интересная, оставил ее побольше, что бы когда кончил варить, кратер в этом месте заварился, а не прогорел насквозь.
И время которое, дует газ без дуги – зависит от тока и разогретости детали.
Тут вообще проблема!! Дуга потухла и мозг мой убирает горелку, маска открывает изображение и видишь — раскаленные детали, вспоминаешь, что надо не убирать.
Программировал бипер, что бы пищал по разному!! Самое то кратковременные пи пи в это время! Вроде привык. Но школа с электродами сидим мощно в голове, дуга потухла – конец сварке.
Вроде приноровился, варю всякую хрень радуюсь!! Как в голову пришла мысль :» а фигали я кнопку на горелке опрашиваю , нажал –варим, отпустил кончаем варить».
При этом программно формирую все задержки.
Сейчас сделал по другому!! Задержки я теперь определяю сам по ходу дела.
Нажал кнопку- пошел газ, отпустил – зажигается дуга с плавным нарастанием, варишь не держа кнопку, что гораздо удобнее чем держать, нажимаю второй раз – спадает ток и прекращается сварка, отпускаю кнопку прекращается подача газа. Теперь дую газом пока не остынет место сварки. Все это сопровождается азбукой Морзе пищалкой, что бы не заблудиться в режимах.
Вот может спецы которые собаку доели в этом деле, что ни будь еще посоветуют.
Как с режимами управляться.
Баллон взял 30 литров, есть такие, что бы не обосраться одному грузить в машину!! Входит на заднее сиденье Короллы.
На переднею панель вынес все ручки и разъемы
Паша Стразы обещалкин! Все обещает шильдики напечатать на липучке, прилепить останется, и все ручки будут подписаны.
Сам процесс сварки в 1000 раз приятнее и проще электродов!! Тут есть время на раздолбайство! Но опять катастрофически не хватает рук!! В одной горелка в другой присадка. Всякие струбцины прижималки осваиваю. Не всегда удается если тонкая деталь прихватить, держа ее рукой без присадки, особенно угловой шов. Очень тонкие (0.35 пробовал) варить, надо иметь такой толщины присадку, при маленьком токе присадка плавиться дольше детали, не красивый большой шов получается. Также большие железки варить надо потолще присадку, быстро кончается.
Почему, то у меня трудности приварить тонкое угловым швом к толстому! Если ток большой, что бы толстая деталь плавилась, то малейший поворот дуги в сторону тонкой – сразу дыра. Если маленьким током то шов не прилепляется к толстой, она попросту все тепло рассеивает и не плавиться. Подсовывая присадку между тонкой деталью и дугой – удается фокус!! Но не стабильно и шов кривой и страшный! Короче как и во всем учиться надо. И познавать теорию!
Вот сварил из нержавейки холодильник Дамрота для самогонного аппарата. Нержавейку нравится варить, она ровненько растекается в шве.
Фотография из Фотогалереи на E1.ru
Первые шаги это были , сейчас насобачился ровнее варить!
Дальше вместо диодов в выпрямителе сварочника хочу поставить ключи мофсетовские в мост, и управлять ими процессором, что бы получить на выходе переменный ток. Варить алюмминь. Хотя и так обратной полярностью с моим осциллятором варит, но на всех роликах в Ютубе рекомендуют менять полярность по ходу «дела».
Еще засада!! Когда заказывал горелку взял поменьше. А для больших алюминек ток под 200 А. надо!! Думаю моя не сдюжит. Даже не думал об этом.
Вывод из всего этого. Приложив усилия можно из инвертора за 5т.р. сделать TIG, который стоит в пять раз дороже.
Мои затраты на все это (инвертор и маска имелись)
Баллон 2500 руб с поверкой до 20го гда.
Горелка китай 1800 р.
Клапан Китай 200 руб.
Редуктор Наш 1400 руб с ротаметром. (у Китая не понятная резьба к баллону) . Еще пришлось его перекрутить на другую сторону, манометр вверх ногами теперь.
Трубки наши -копейки стоят не помню даже сколько в ДК РТИ.
Газ- заправка 680 руб.
Токарю 200 руб. За штуцер к редуктору (был 10 мм) сделал 6мм, и трубочку на клемму горелки, что бы сконектилась с гнездом инвертора.
Присадка нержавейка 1 кг + черная 5 кг + взял себе любимому перчатки из барана тонкие для ТИГ сварки = 2500 руб. Инет магаз. В Казани самый дешевый!.
Написал все это для того, что бы у кого ни будь вызвать желание пройти этот путь.
Помогу советом, опытом.
Дам прошивку. Самое главное топологию платы!! Пришлось переделывать. Осциллятор так лупит помехи, что процессор с ума сходит! Пока не развел землю звездочкой соединив эту точку с корпусом где источник помех, не чего не помогало. Не оптопары на всех портах, не экранированные провода не спасали. Не программные ухищрения.
Сейчас все работает и варит!!