КАК ПРОХОДИТ ПОРОШКОВАЯ ПОКРАСКА ДИСКОВ
КАК ПРОХОДИТ ПОРОШКОВАЯ ПОКРАСКА ДИСКОВ
Порошковая покраска — это полимеризация слоя окраски под действием больших температур. Сама краска наносится сухой с помощью напыления. Этот процесс можно разделить на несколько этапов:
Первый этап – подготовка поверхности. Данным этапом не стоит пренебрегать, если не уделить ему особого внимания, плохо обработать швы или плохо удалить краску, не смыть грязь и пятна — отличного качества покраски литых дисков можно не ждать. Поэтому нужно очень хорошо подготовить диск, это гарантирует ему долговечность.
Способы подготовки бывают разные:
— Этап химической и абразивной чистки, его можно выполнять вручную, и это единственных из всех этапов, где можно применить ручной труд. С помощь наждачной бумаги удаляется ржавчина, старая краска, выравнивается поверхность, можно использовать так же пескоструйный аппарат. Химическая чистка происходит с помощью щелочей и кислот.
— Травление – если после первого этапа, на диске осталась грязь ее удаляют с помощью кислот (серной, соляной, азотной, фосфорной). При этом нужно быть очень осторожным, чтобы кислоты не попали на кожу, нужно обязательно надевать защитную одежду.
— Фосфатирование – фосфорная обработка металла, алюминия, марганца. Процесс форфатирования увеличивает сцепление краски с поверхностью в множество раз. Что, несомненно, влияет на качество.
— Мойка и сушка – последняя стадия, при которой удаляются абразивные материалы. После сушки диск готов в порошковой покраске.
Второй этап – грунтовка. Технологии в этом этапе отдыхают, но его желательно провести. Грунтуется все это порошковым грунтом, после этого диски получает антикоррозийную защиту, повышается адгезия краски. Используют эпоксидные грунты.
Третий этап – нанесение краски. После первых двух этапов на колесные диски насыпают порошковую краску, для этого требуется специальное оборудование. Теперь за дело берутся технологии и про ручной труд можно забыть. Само напыление происходит в камере для покраски — распылителе, работающем на электростатическом принципе. В итоге заряженный порошок с помощью сжатого воздуха прилегает на поверхность с противоположным зарядом, и держится на нем с помощью электростатического притяжения. За всем этим процессом обязательно наблюдают. После этого диски нужно обработать в камере для полимеризации, пришло время рассказать о последнем этапе.
Четвертый этап — полимеризация. Этот этап производится в специальной камере – полимеризационной печи. Блок управления электрический. Такие печи производятся в разных конфигурациях и размерам, смотря, как пожелает заказчик. Только температура внутри камер всегда на одном уровне 200-220 градусов. С помощью блока управления настраивают температурный режим и наблюдают за процессом. После этого работа над диском заканчивается.
Порошковая покраска колесных дисков: особенности и этапы работы

Колесные диски подвержены значительному износу, поэтому со временем в процессе эксплуатации они теряют свой изначальный вид. Особенно губительно на этот элемент машины действует непогода в осенне-зимний период. На дисках возникают царапины, коррозия и всевозможные другие повреждения. Поэтому данную деталь довольно часто приходится менять или восстанавливать. Чаще всего специалисты советуют покрасить колесные диски порошковой краской. В отдельных случаях дешевле купить новые штампованные диски, чем ремонтировать поврежденные. А вот литые стоят значительно дороже, так что, как правило, водители предпочитают их реставрировать: ремонтировать дефекты и окрашивать.
Варианты материалов для реставрации
Эмаль
Восстановление дисков с помощью акриловой краски. Средство сохнет не более 15 минут, наносится на поверхность с помощью аэрозоля или краскопульта. Технология покраски несложная – ее легко можно внедрить своими руками. Однако хоть акрил и защищает от воздействия атмосферных осадков, он не считается долговечным покрытием.
Пластидип
Интересную поверхность дисков можно получить с помощью резиновой краски Plasti Dip. При этом есть возможность создать глянцевое, матовое, флуоресцентное покрытие: цвета могут быть самыми разнообразными (см. фото ниже). Покраску производят в два приема: после высыхания первого слоя средство распыляется на поверхность снова. Все манипуляции занимают около часа.

Порошковая краска
Наиболее надежным способом реставрации дисков является покрытие их специальной порошковой краской. Она отлично держится на любом металле и соответственно хорошо его защищает. Отзывы о качестве самые положительные. Но для нанесения этого средства используется особая технология, и нужны специальные условия, которых чаще всего нет в обычном гараже. Хотя покрасить своими руками все же возможно.
Особенности порошковой краски
Данное средство применяется только для тех материалов, которые впоследствии можно подвергать термической обработке. Вкратце технология проста: путем напыления порошок наносится на сухую поверхность, а после этого изделие обжигается в печи от 10 минут и больше при температуре 200 градусов по Цельсию.
Есть несколько типов порошковых красок, которые имеют свои особенности: силиконовые, полиуретановые, полиэфирные, эпоксидные. Порошковые краски не отличаются очень широкой гаммой цветов, наиболее популярными являются цвета алюминия, золотого металлика, меди, платины, синего бархата (см. фото).

Этапы покраски колесных дисков
Технология покраски состоит из четырех основных этапов.
- Предварительная подготовка поверхности. Деталь следует тщательно очистить от старой краски, ржавчины и всевозможных загрязнений. Делать это можно с помощью электродрели, инструментов или пескоструйного аппарата. Для основательной очистки применяются также кислотные и щелочные составы.
- Покраска колесных дисков. Работу следует выполнять в специальном костюме и защитной маске. Краска равномерно распыляется с помощью электростатического пульверизатора на диск.
- Обжигание в печи. В специально предназначенной камере изделие прогревается при температуре около 200 градусов (см. фото). При необходимости диски покрывают вторым слоем, а остывание в камере длится до 8 часов.
- На образовавшееся после нагревания покрытие дисков можно нанести лак, который будет выполнять защитную функцию покрытия.

Работа с порошковой краской самостоятельно
Реставрировать диски порошковой краской лучше всего в сервисных центрах. Однако если возможности обратиться к специалисту нет, то можно сделать восстановление дисков и своими руками. При этом следует быть готовым к тому, что это будет трудоемкая и затяжная по времени работа.
На первом этапе следует подобрать нужные составляющие для процесса покраски. Лучше всего, чтобы грунтовка, порошковый краситель и лак были одного и того же производителя.
Нужны также жидкость для обезжиривание, пескоструйный аппарат, дрель с набором насадок, наждачная бумага с зерном величиной от 200 до 600.
Диски, которые подлежит реставрации, моют, применяя специальные моющие средства. После высыхания поверхность шлифуют, используя дрель и наждачную бумагу (см. фото), а глубокие царапины шпаклюют. Видео о покраске дисков представлено в конце статьи.

Дальше следует производить грунтовку изделия, которую можно наносить исключительно на сухую поверхность. Сначала обрабатывается внутренняя сторона дисков – потом внешняя. Рекомендуется делать не менее трех слоев грунтовки, каждый из которых наносится на высохшую поверхность. Ускорить процесс сушки можно с помощью вентилятора или обогревателя.
Краска распыляется краскопультом или компрессором, а перед работой обязательно нужно надевать спецодежду.
Покраску дисков следует начинать с внутренней стороны, постепенно переходя на внешнюю. Каждый слой сушат строительным феном или вентилятором.
На последнем этапе диск лакируется: рекомендуется делать 2 слоя лака, поскольку он значительно продлевает срок эксплуатации покрытия дисков. Сушить отреставрированные своими руками диски следует около трех дней. Ниже представлено фото покрашенных дисков.

Особенности реставрации дисков в условиях гаража
Данная «бытовая» технология покраски дисков своими руками отличается от промышленной отсутствием прогревания изделия в печи. Поэтому здесь применяется другой тип краски, а сушка происходит на свежем воздухе с помощью обогревательных приборов. Сам процесс покраски своими руками может занять несколько дней, и погода на улице играет при этом значительную роль. Следует также обратить внимание на качество красящих материалов и быть осторожным при работе с порошковой краской, которая включает в себя множество токсических веществ.
Покраска дисков порошковой краской

Еще Генри Форд сказал, что 80% красоты авто заключается в его колесах. С этим выражением трудно поспорить и в наше время. Даже самое привлекательное транспортное средство станет обычным, если его диски будут выглядеть побитыми, тусклыми и поцарапанными. Порошковая окраска данных элементов авто – услуга, которую предоставляет компания «Kuzov Lab». Далее специалисты кузовной лаборатории постараются во всех нюансах рассказать о технологии порошковой покраски дисков.
Основные этапы покраски дисков порошковой краской
Сперва кратко выделим главные этапы данной технологической процедуры:
- подготовка поверхностей к покраске,
- нанесение специального порошкового грунта,
- окраска деталей порошковой краской,
- нанесение порошкового лака,
- полимеризация покрытия (выполняется три раза – после покрытия дисков грунтом, краской и лаком).
Дальше более подробно остановимся на ключевых этапах окраски.
Подготавливаем поверхности
С поверхностей дисков должны быть удалены абсолютно все загрязнения. Важно избавиться от присутствующего слоя краски. Удаление ненужных элементов производится при помощи пескоструйки. Неорганические абразивы сглаживают рельеф, а грубые – качественно и быстро удаляют старое покрытие. Детали должны быть избавлены от любых неровностей. В случае наличия последних, максимально ровной поверхности при окраске будет невозможно добиться.

Наносим порошковый грунт
После качественной подготовки деталь перемещается в камеру напыления. Изделие заземляется и, при помощи электростатического распылителя, покрывается порошковым грунтом (предназначен для защиты металла от коррозийного воздействия). Дальше элементы помещаются в полимеризационную камеру.

Покраска порошковым материалом
После оплавления и закрепления грунта производится нанесение порошковой краски на компоненты авто. Этот этап окраски также осуществляется с помощью электростатического распылителя. Покраску нужно выполнять в несколько слоев. Так можно получить максимально равномерное и гладкое покрытие. После порошковой покраски диск опять помещается в полимеризационную комнату.
Наносим порошковый лак
После вынимания деталей из печи полимеризации им нужно дать остыть. Температура должна снизиться до показателей внешней среды. Дальше производится напыление порошкового лака (матового либо глянцевого). Этот материал помогает улучшать внешний вид окрашенного предмета, защищает краску от вредного влияния ультрафиолетовых лучей и придает покрытию дополнительную прочность и износостойкость.
Полимеризация
Окраска порошковой краской дисков заканчивается помещением их в печь. В камере должна поддерживаться температура в пределах 180-200 °С. Благодаря температурному воздействию компоненты порошковой краски могут оплавляться и надежно закрепляться. Диски должны находиться в высокотемпературной комнате на протяжении 15-30 минут.
Достоинства
К преимуществам такой методики восстановления и преображения легкосплавных деталей автомобилей можно отнести следующие факторы:
- отменные механические и декоративные свойства полимерной «облицовки»,
- высочайшие показатели адгезии (отличное сцепление),
- невозможность получения потеков (в случае соблюдения правильной технологии),
- большой диапазон толщины покрытий,
- увеличенную прочность на изгиб и удар,
- устойчивость к коррозийному воздействию, истиранию, вредным погодным факторам, перепадам температурных режимов, химическим веществам.
Такая покраска поможет преобразить любые, даже наиболее изношенные и неприглядные детали авто. Окраска должна выполняться с четким соблюдением всех технологичных операций. При покраске нужно использовать материалы от известных производителей, которые создают действительно качественную продукцию. Также при покраске не стоит упускать этап полимеризации слоев. Он является одним из ключевых.
Технология порошковой покраски дисков
Красота автомобиля, как говорил Генри Форд, в колесах. Даже обшарпанный кузов не бросается в глаза, если диски сияют и горят! Водители часто неосознанно открывают эту истину и уделяют меньшей, но, без сомнения, важнейшей с эстетической точки зрения детали повышенное внимание. Именно поэтому объемы покрасочного производства легкосплавных алюминиевых и магниевых «тапок» растут, опережая выпуск самой автотехники.
Технология и этапы
Диски окрашивают силиконовыми, полиэфирными, полиуретановыми и эпоксидными порошковыми составами. Самыми стойкими к температурным и химическим воздействиям считаются полиэфирные краски. Полиуретановые – лучше противостоят абразивному износу и могут соседствовать с веществами на основе растворителей. Полиэфирные – вне конкуренции, если нужно в самых суровых условиях эксплуатации защитить металл от коррозии.
Все перечисленные типы порошков наносятся на поверхность дисков не сразу. Сначала детали проходят многоступенчатую подготовку. Прежде всего, диски очищают от ржавчины, грязи, жировых и масляных пятен, старого покрытия. Делают это в зависимости от степени загрязнений и доступности оборудования с помощью стальных ручных или автоматических щеток, моющих растворов, кислот и щелочей, аброзивоструйного оборудования. При необходимости существенные дефекты поверхности заделывают шпатлевкой.
Затем детали сушат, обрабатывают повышающими адгезию фосфатами железа или марганца, обезжиривают и покрывают порошковым грунтом, который также улучшает сцепление металла с краской и увеличивает сопротивляемость ржавлению. Как правило, применяются эпоксидно-цинковые растворы. Грунт наносится минимум в три слоя, каждый из которых подсушивается в полимеризационной печи в течение 10 – 15 минут.

Порошковый материал наносят с помощью электростатического пистолета. Конструкция представляет собой распылитель с ручкой, каналом, подключенным к компрессору для подачи материала сжатым воздухом, и высоковольтным оборудованием, создающим электростатическое поле, исходящее из сопла и заканчивающееся на окрашиваемом изделии. В процессе напыления частицы краски движутся по силовым линиям и равномерно оседают на целевой поверхности.
Напыление краски производят вручную или с помощью робота-манипулятора в специальной окрасочной камере. Краску накладывают, так же как и грунтовку, в несколько слоев, с отверждением каждого в полимеризационной печи.
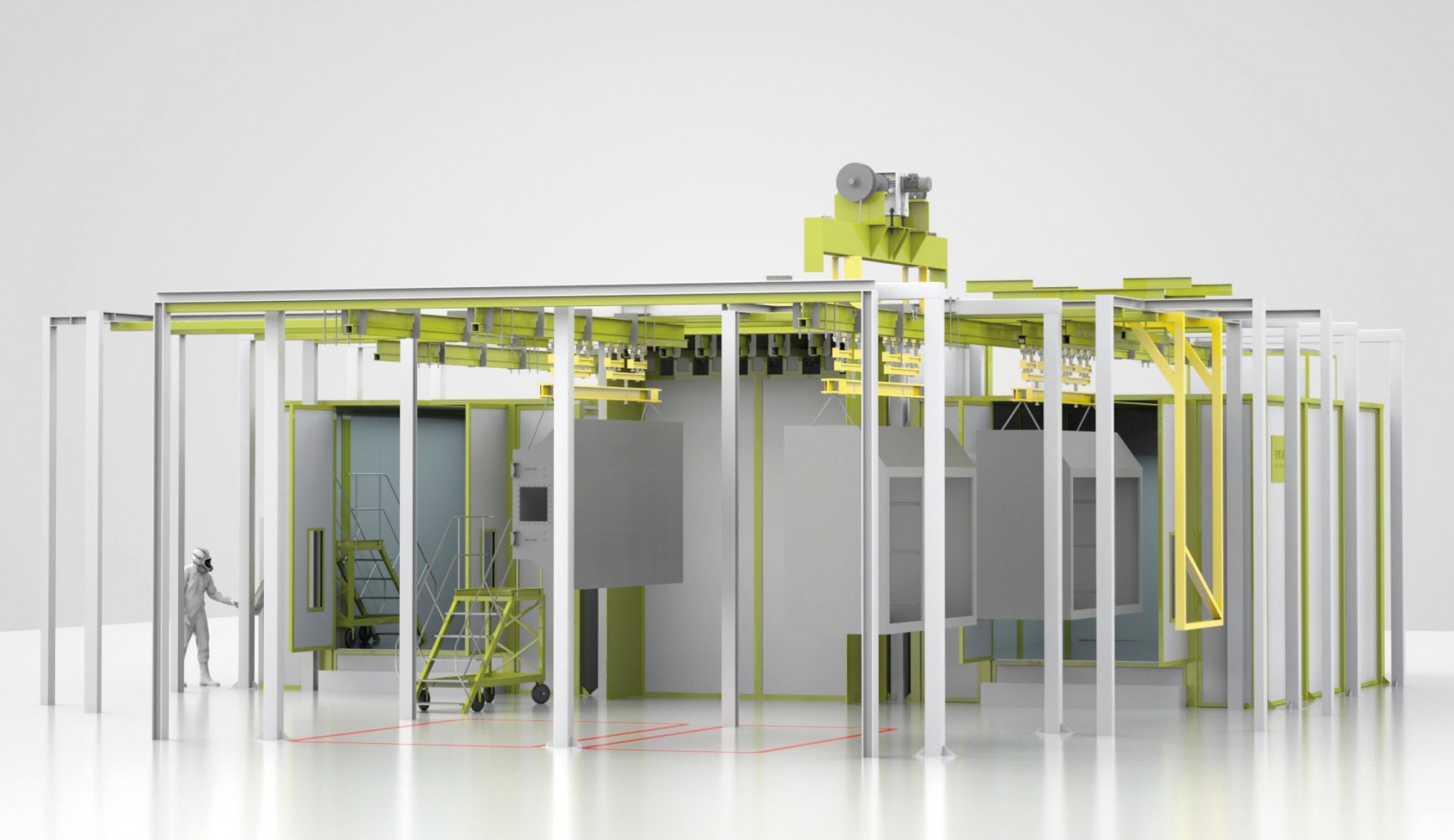
Для того, чтобы нанесение краски проходило штатно, крайне важно обеспечить достаточное освещение рабочей зоны. В покрасочной камеры монтируются светодиодные светильники так, чтобы свет падал на изделия со всех сторон и позволял наблюдателю контролировать качество нанесения краски.
В печи полимеризации краска расплавляется при температурах от 150 °С до 220 °С и образует единое покрытие. Деталь выдерживается в таких условиях от 15 до 30 минут (конкретное время определяется видом и толщиной слоя краски).
Не редко для улучшения эстетических свойств изделий и придания еще большей прочности на поверхность наносят порошкообразный лак. После чего также помещают детали в полимеризационную печь.
После нанесения всех слоев диски транспортируют в место временного складирования, где выдерживают до обретения рабочих кондиций – полное затвердевание покрытия, в среднем, происходит через 8 часов.
Плюсы и минусы
Окраска алюминия, и сплавов на основе марганца оптимальна именно порошковыми составами. Жидкие краски не образуют достаточно толстого покрытия, быстро растрескиваются и отслаиваются. В то время как порошковые полимеры создают прочное покрытие, обладающее высокой сцепляемостью с металлом и эпоксидно-цинковыми грунтами. И это далеко не единственное преимущество. Порошковые краски обладают целым арсеналом положительных свойств:
- одним из лучших сочетаний эстетики, температурной и химической стойкости (особенно к реагентам в зимний период на дорожных покрытиях) и механической прочности из всех доступных лакокрасочных материалов;
- отсутствием деформаций защитного слоя (в частности, не происходит изменения объема при затвердевании и не образуются потеки и провисания);
- порошковые краски повышают прочность диска, увеличивают электроизоляционные свойства, сопротивляемость к ударам и изгибам;
- позволяют получать любую разумную толщину покрытия – за один проход для отдельных типов красок можно добиться толщины в 80 микрон;
- стойкостью к воздействию окружающей среды и легкой очисткой от загрязнений;
- широкой палитрой RAL и доступностью получения самых разных текстур.
Покраска порошковыми составами преобразит любые изношенные и неприглядно выглядящие диски. Одно из важнейших условий – применение качественных составов от проверенных производителей. Из недостатков такого способа покраски важно отметить:
- невозможность смешения порошков для получения нового цвета;
- сложности окраски сразу в несколько цветов (рисовать вообще не удастся);
- порошковые краски не гарантируют идеального глянца, необходимо дополнительно использовать лак.
Оборудование
Для подготовки поверхностей дисков к окраске применяются различное оборудование и инструменты:
- ванны для обработки химическими реагентами;
- распылители, позволяющие нанести на изделия смывки;
- мойки высокого давления, для смывания грязи и остатков химии;
- абразивоструйные агрегаты для удаления коррозии и остатков старой краски (этот метод для легкосплавных дисков применяют с осторожностью);
- ручные и автоматические щетки и наждаки.
На покрасочных линиях участки с этим оборудованием объеденины транспортной системой, которая доставляет подготовленные диски из промежуточной сушильной камеры в окрасочную, где поочередно наносятся грунтовка, краска и лак.
В процессе напыления некоторая часть краски не попадает на деталь и собирается на полу камеры. Чтобы неотработанный материал не пропал, предусмотрено специальное оборудование для сбора, так называемая рекуперационная система. Краска втягивается через отверстия и поступает в циклон или кассетные фильтры, где отделяется от потока воздуха центробежной силой, или проходя через сетчатый материал, соответственно.
Окрасочная камера оснащена вентиляцией и тонкими входными и выходными фильтрами, которые не пропускают внутрь пыль, а изнутри препятствуют выносу в окружающую среду порошковой краски. Так в помещении создается необходимый уровень частоты и не загрязняется воздух вне производства.
Полимерная печь оборудована мощными нагревателями. Это могут быть газовые или дизельные горелки, реже менее экономичные электрические ТЭНы. Стенки камеры, люки или ворота изолированы от цеха толстым слоем теплоизоляционного материала.
Транспортная система объединяет все рабочие зоны, упрощая и облегчая транспортировку изделий с момента поступления до отправки на склад.
Система управления, состоящая из контроллеров, датчиков, и программного обеспечения позволяет оператору через пульт управления настраивать исполняющие устройства и регулировать параметры производственных процессов на каждом из участков линии.
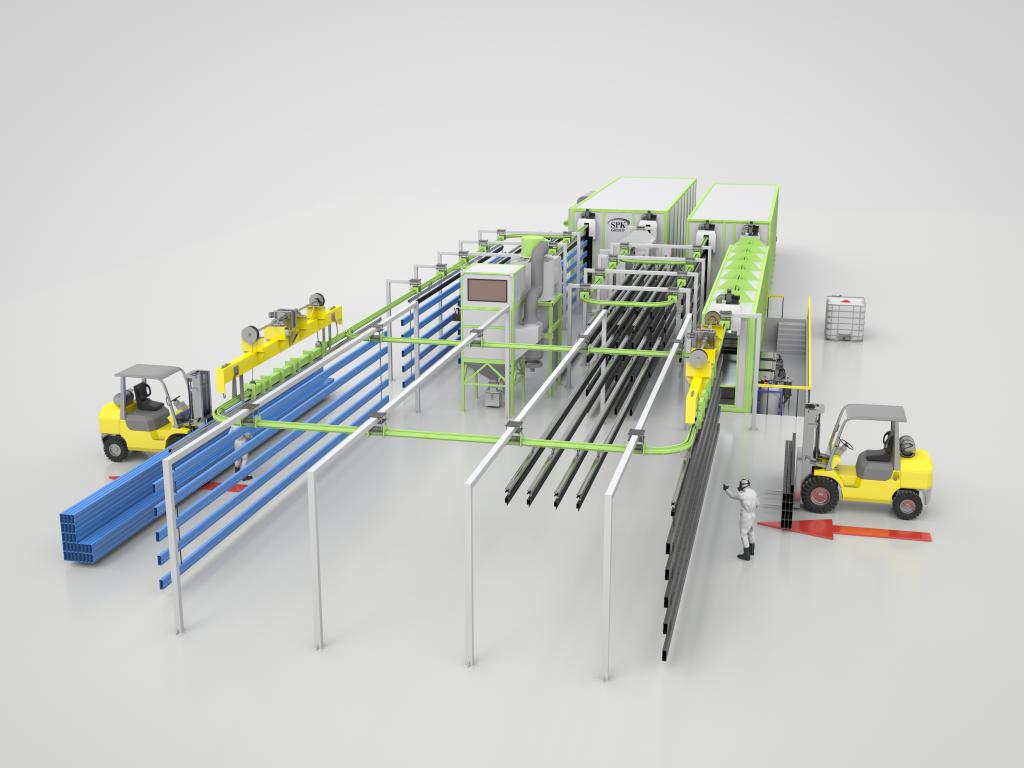
Линии порошковой окраски SPK Group
Екатеринбургская компания SPK Group – лидер рынка покрасочного оборудования. Одно из ключевых направлений деятельности – проектирование, производство и внедрение промышленных комплексов порошковой окраски на предприятиях малого, среднего и крупного бизнеса. В ассортименте предназначенные для удовлетворения базовых запросов рынка линии порошковой окраски:
- сельскохозяйственной деталей и машин;
- огнетушителей;
- противопожарных приспособлений и техники;
- профилей и металлоконструкций;
- универсальные для изделий из алюминиевых и магниевых сплавов, таких как запасные части и диски для автомобилей;
- емкостей для топлива и других жидкостей.
Кроме того, SPK Group разрабатывает индивидуальные проекты для окрасочных производств со специфическими требованиями к окрашиваемой номенклатуры, а также модифицирует готовые типовые решения под запросы конкретных предприятий. Многолетний опыт, развитая партнерская сеть и мощная производственная база гарантирует клиентам компании высокое качество проектировочных и строительно-монтажных работ и безотказное функционирование линий порошковой окраски.

Екатерина Сафронова Специалист отдела порошково-полимерных покрытий SPK GROUP