Для чего нужен флюс при пайке
Материалы
Перед тем как покупать новый электронный прибор, большинство все же стараются починить старый своими руками. Способов, с помощью которого можно исправить поломку, много и все будет зависеть от вида прибора, что требует починки. Однако, пайка была и остается очень распространенным методом исправления неполадок. Освоить ее не так трудно, как может показаться, просто нужно учесть несколько правил. Например, что одного паяльника будет мало и чаще всего без флюса не обойтись. В этом материале подробнее о том, что такое флюс для пайки.
Что такое флюс для пайки
Если говорить кратко, то флюс для пайки, это средство, помогающее делать качественную спайку. Оно может быть как органического, так и неорганического происхождения, но в большинстве случаев это всегда смесь из нескольких материалов.
Перед использованием этого состава нужно зачищать место спайки, но иногда флюсы и сами могут очистить материал. Других подготовительных работ перед его использованием обычно не предполагается, кроме тех, кто нацелены на защиту от паров, которые средства для пайки почти всегда вырабатывает.

Коротко говоря, без флюса невозможно ни одно качественное паяное соединение
Для чего он нужен
Назначение флюсов понять легко. Чтобы спаять контакты друг с другом, металлу нужно нагреться как минимум до 500 градусов. Но в этот момент на металлах образуется оксидная пленка, которая мешает припою соединять металлические детали. Именно для этих случаев и нужен флюс.
Обычно при комнатной температуре флюс стабилен, и начинает действовать только при нагревании, снижая влияние высоких температур на металлы. Так, флюсы помогают:
- Убирать оксидную пленку, которая появляется при свертывании металла.
- Предотвращать дальнейшее окисление.
- Смачивать поверхность во время пайки.
В первую очередь все флюсы должны выдерживать нагревание и сохранять свои свойства. Но это далеко не все признаки, на которые нужно обращать внимание при поиске вещества для пайки, что даже сложнее, чем его использование.
Классификация флюсов
То, как работает вещество для пайки, понять легко. Но его еще нужно правильно выбрать, а для этого нужно изучить и учесть виды флюсов. И в этом состоит главная сложность, так как нужно учесть очень много параметров при выборе.
Подробнее о том, на какие категории подразделяются средства для пайки и чем они друг от друга отличаются, рассказывается далее.

Существует огромное множество разновидностей флюсы в зависимости от назначения, необходимо правильно подобрать нужный состав
По типу воздействия на контакты
Среди типов флюсов для пайки выделяют:
- Бескислотные флюсы или «нейтральные». Они не уничтожат спайку и вообще не показывают никаких химических реакций в тех зонах, где сделана спайка. Используются обычно для спайки небольших деталей. В само средство входят этиловый спирт, глицерин, скипидар. Температура плавления достигает 150 градусов.
- Антикоррозийные имеют ортофосфорную кислоту как основной ингредиент, что часто используется для производства антикоррозийных пропиток. Поэтому при нагревании эти составы не только очищают место спайки от возникшей коррозии, но и предотвращают ее повторное появление.
- Активные составы имеют соляную кислоту, поэтому используются только для железа. Для радиотехники не подойдут, так как портят плату. Этот флюс удаляет окислы, вступает в реакцию с самим металлом, из-за этого соединения получаются очень прочными. Зачистка перед работой обязательна, как и строгое соблюдение правил безопасности — такие вещества для пайки ядовиты при испарении. Будьте осторожны, так как этот флюс окажется хорошим проводником из-за своего состава. Так что, если им работать неаккуратно, можно получить короткое замыкание. Иногда активные средства для пайки делаются из хлористого цинка.
- Активированные — делаются из салициловой кислоты или анилина солянокислого, делать зачистку перед их использованием не требуется, так как они сами очищают место спайки. Смывать не требуется, но обычно рекомендуется. Обычно такой состав применяется для соединения, которое будет постоянно механически повреждаться.
- Защитные флюсы для пайки не вызывают никакой химической реакции, не выделяют вредные вещества при пайке, защищают материалы от коррозии. Их изготавливают из вазелина, воска или оливкового масла. Плавиться такие средства для пайки начинают при 70 градусах, зачистка при их применении не требуется.
Это не все виды флюсов, но самые распространенные.
Также есть альтернативные составы, которые используются для спайки особых материалов.
По состоянию
Помимо состава, флюсы для пайки различают по консистенции:
- Пастообразные использовать удобнее всего. Они легко наносятся, не высыхают моментально после нанесения и подходят для всех видов пайки. Но нужно помнить, что так как они самые распространенные, легко наткнуться на подделки, так что выбирать нужно внимательно. А хранят такие флюсы в шприцах, нанося на место пайки только в нужных количествах.
- Твердые составы многим подходят по своей цене и нейтральным свойствам. Но у них есть и недостатки, к примеру, низкое поверхностное натяжение, а также они не удаляют окислы, их не всегда удобно наносить, много вредных испарений.
- Жидкие флюсы наносить проще всего, благодаря чему время на пайку значительно сокращается. Однако, такие средства быстро высыхают и могут пролиться, а удалять их с любых поверхностей очень трудно. Самый распространенный вид жидких флюсов для пайки — канифоль, продающаяся с кисточкой для удобного нанесения.
От состояния средства-помощника напрямую может зависеть скорость пайки и ее качество.
Какой флюс лучше выбрать
Чтобы выбрать флюс для пайки, нужно, чтобы он еще и подходил к материалу, который предстоит паять:
- К меди, к примеру, часто применяется канифоль. Она подойдет для любой простой электроники, большого количества проводов.
- Жидкие припои с вазелином или салициловой кислотой пригодятся для радиаторов, проводов с одной жилой.
- Жидкая канифоль подходит для многожильных проводов.
- Пастообразный состав подходит для радиодеталей и разных разъемов, для сим-карт и флешек, к примеру.
- Провода и разъемы просят активных флюсов для пайки.
- Для мелких радиокомпонентов на платах подходят нейтральные флюсы в пасте. При работе с платами нужно выбирать такие средства, которые не испачкают саму плату, так как удалить средство с поверхности вокруг места паяния почти невозможно.
- Обычно как флюс для пайки микросхем выбирают активированные составы, не требующие смывания. Они должны быть жидкими или гелеобразными.
Также при выборе флюсов стоит читать чужие отзывы, чтобы сделать выбор из проверенных марок, так как многие фирмы выпускают средства для пайки, но далеко не все из них качественные.
У флюсов есть вещества заменители, но их стоит применять только если есть навык паяния, так как работать с ними сложнее.
Хранение
Тюбик с флюсом для пайки может храниться до 12 месяцев, однако, только в том случае, если условия хранения не нарушены. Так, чтобы не сократить срок годности, нужно:
- Плотно закрывать тюбик после использования, крепко завинчивая крышку.
- Не допускать соприкосновения с влагой самого состава.
- Не хранить около открытого огня или нагревательных приборов.
- Не допускать увеличения температуры в месте хранения выше 25 градусов.
Перед каждым использованием рекомендуется проверять, нет ли на упаковке повреждений, которые могли привести к нарушению герметичности. Если такие найдутся, средство лучше выбросить и приобрести новое. Также не стоит пользоваться составом, срок годности которого истек.
Если упаковка флюса случайно повредиться, состав можно переложить, главное — герметично закрывать.
Можно ли приготовить флюс самостоятельно?
Если не хочется покупать средство для пайки в магазине, всегда можно попробовать сделать его самостоятельно. Для этого всего лишь потребуется точно следовать рецепту и подробной инструкции по изготовлению флюса для пайки.
Для самодельного состава действуют те же правила хранения, что и для обычного, срок годности составит от 6 до 12 месяцев.
Как пользоваться флюсом для пайки
Чтобы правильно применить флюс паяльный, нужно посмотреть на его консистенцию:
- Если применяется твердый припой, например, из олова, то сам паяльник нужно окунать в реагент, а потом брать немного припоя.
- Жидкий флюс предполагает, что его будут наносить специальной кисточкой. Здесь нужно быть внимательным, так как от высоких температур кисточки нередко быстро портятся.
- Пасту наносят палочкой, зубочисткой или шприцем с отрезанным кончиком иглы.
А потом действовать так:
- Очистить поверхность от окислов. Иногда это не требуется, если флюс того позволяет.
- Наносится слой флюса.
- Состав и детали нагреваются на паяльной станции.
После окончания паяния нужно дождаться, когда шов застынет.
Техника безопасности
Работа с паяльным флюсом предполагает использование перчаток, так как в состав этого средства входят разрушающие компоненты, к примеру, кислоты. По этой же причине при пайке с флюсом нельзя допустить попадание состава в глаза и слизистые, более того, его очень нежелательно вдыхать.
После использования средства для пайки нужно тщательно помыть руки и в особенности лицо, так как пары вещества могут осесть на нем и потом все равно попасть на слизистые. Пары могут попасть также на еду или в чашки, стоящие рядом, поэтому их стоит убрать дальше от рабочего места.
Чтобы снизить влияние паров, потребуется угольный фильтр или хотя бы просто хорошо проветриваемое помещение. Но даже в нем может возникнуть легкое головокружение после работы. Это нормально, если пользоваться флюсом в первый раз или после долгого перерыва.
Но если со временем будет становиться только хуже, нужно срочно обратиться к врачу.
Работать с самим флюсом легко, сложнее подобрать правильный. Но если опираться на этот материал, поиск паяльного вещества станет проще, как и его безопасное использование.
Припой припою рознь, или Несколько слов о флюсах
Общаясь сейчас со связистами на предмет «сообщите, кому какой припой нужен», получил достаточно типовой ответ — «хороший, чтобы всё паял». Углублённое обсуждение вопроса вынесло на поверхность несколько запомнившихся людям торговых марок — в первую очередь Asahi — но и только. Про флюсы и их различия сказано ничего не было.
Спектр задач по пайке при этом у связистов простирается от антенно-фидерного хозяйства (кабели, разъёмы), через аксессуары (зарядки, гарнитуры) и до ремонта собственно радиоаппаратуры (SMD-компоненты).
В связи с этим я не только провёл краткий ликбез и показал пару табличек, но и хочу написать про это здесь, чтобы потом было удобно давать ссылку 🙂
Итак: какие бывают флюсы в припоях, что лучше — ORL0 или ROM1 (я проверил гуглем, обе аббревиатуры на Хабре встречались 0 раз), где искать эту информацию и зачем вообще это надо.
Как известно, припой для радиомонтажных работ бывает проволокой или трубчатый — с флюсом внутри. Второй намного удобнее в большинстве случаев, так как требует меньше операций для работы (при хорошем флюсе предварительно чем-либо смазывать паяемые поверхности вообще не требуется), лучше смачивает спаиваемое соединение, более толерантен к передержке и перегреву места пайки, и так далее.
Вместе с тем, флюсы в припоях — как и вне припоев — очень существенно различаются по своим свойствам, простираясь от обычной канифоли до пригодных для лужения кастрюль агрессивных составов. И мало того, что магазины — но и производители ширпотребных припоев часто вообще не указывают, что именно за флюс они применяют (впрочем, обычно это оказывается просто канифоль, как самая дешёвая).
Между тем, нас на практике интересуют по сути только две характеристики флюса: наличие остатков и агрессивность. По крайней мере, если рассматривать только обычные оловяно-свинцовые или оловяно-медно-серебряные припои для пайки РЭА, а не специфических металлов и сплавов типа алюминия.
Наличие остатков определяет вид места пайки после, собственно, её завершения. Идеальный флюс оставляет после себя полностью прозрачный или слегка желтоватый остаток, который — даже без отмывки — минимально портит внешний вид места пайки. Флюс похуже оставляет после себя коричневый, хорошо заметный остаток, который очень хочется так или иначе отчистить.
Наличие остатков и их цвет зависит от базового материала флюса.
Агрессивность определяет, насколько хорошо флюс помогает паять не идеально чистые поверхности — то есть покрытые тем или иным слоем окислов — без предварительной механической зачистки. С другой стороны, агрессивный остаток, не отчищенный с платы после пайки, может вызвать коррозию дорожек и выводов (особенно при работе устройства в среде с высокой температурой и влажностью), а также уменьшить сопротивление между соседними выводами, вплоть до фатальных сбоев устройства.
Агрессивность определяется содержанием во флюсе галогенов (фтора и брома).
Чтобы быстро понять, куда применяется тот или иной флюс, человечество разработало довольно удобную 4-символьною систему обозначений:
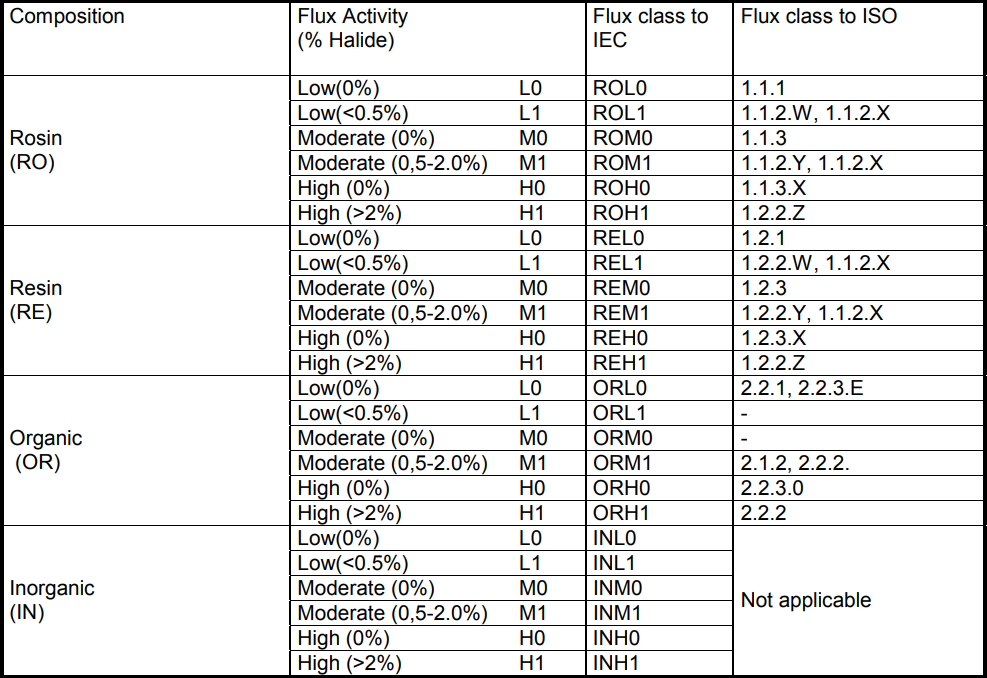
(c) Stannol GmbH, https://www.soselectronic.com/a_info/resource/pdf/ine/Fluxes_EN.pdf
Первые две буквы означают базовый материал флюса, то есть, дают нам примерное понимание количества и качества остатков.
RO — rosin — канифоль. Та самая, тёплая и ламповая, по сию пору остаётся основным базовым материалом для флюсов. Увы, даёт тот самый характерный коричневый остаток.
RE — resin — смола. Сюда относятся натуральные смолы (канифоль же — не смола, а получаемый из неё продукт).
OR — organic — синтетическая органическая основа. Вторая по популярности основа флюсов, и большое её преимущество — отсутствие тёмного остатка после пайки.
IN — inorganic — синтетическая неорганическая основа.
Третья буква означает класс активности флюса: от низкой (L) через среднюю (M) к высокой (H).
Четвёртый символ — для разнообразия, цифра — означает содержание галогенов. 0 — отсутствуют, 1 — присутствуют в количестве, определяемом классом активности (до 0,5 % в L, от 0,5 до 2 % в M, более 2 % в H).
Практические последствия высокой активности с точки зрения применимости флюса также несложно пояснить:

(c) Stannol GmbH, https://www.soselectronic.com/a_info/resource/pdf/ine/Fluxes_EN.pdf
Флюсы класса L не вызывают коррозии и проходят тест на минимальное сопротивление более 100 МОм даже без отмывки их после пайки. Их можно использовать без последующей отмывки.
Флюсы класса M могут вызвать незначительную коррозию места пайки, но по-прежнему проходят 100-МОм тест. Их желательно смывать с платы после пайки.
Флюсы класса H вызывают серьёзную коррозию и без отмывки не проходят тест на сопротивление. Их необходимо смывать с платы после пайки.
Что из этого на практике мы можем встретить в магазинах?
Большинство дешёвых припоев не имеют внятной (или никакой вообще) сопроводительной документации относительно используемого флюса, но обычно это просто канифоль — что, очевидно, относит их к классу ROL0. К таковым, например, относятся распространённые, недорогие и в целом вполне приличные отечественные припои ООО «ПМП».
Официальное указание на класс ROL0 из отечественных припоев имеет, например,«Изагри» с флюсом ФВК 525-2-T1 (обратите внимание, у «Изагри» именно последняя цифра в маркировке определяет активность флюса!).
Из зарубежных — широко известны припои Asahi с флюсами FC5000 и FC5005 (если вам интересна разница, то первый допускает низкотемпературную пайку от 270 °С, а второй только для 320 °С и выше), а также Felder ISO-Core EL (не путать с ISO-Core ELR) и Stannol HF32-SMD.
Эти припои хорошо паяют только чистые поверхности (более-менее свежее лужение, иммерсионное золочение и т.п.), кроме того, после них остаётся некрасивый коричневатый остаток подгоревшей канифоли.
Замечу, что хороший припой в этой категории уже будет отличаться от плохого: так, Asahi, Stannol и Felder в пайке ощутимо превосходят продукцию ПМП, подозреваю, из-за наличия в их флюсе дополнительных присадок. Между собой, впрочем, они тоже отличаются — у Felder содержание флюса аж 3,5 %, у Asahi 2,0 %, у Stannol всего 1,0 %.
Перестановка букв даёт нам припои с флюсом без канифоли — к таковым на российском рынке относятся «Изагри» ФР 544-2-Т1, а также припои Felder серии ISO-Core ELR.
Скажу честно — ISO-Core ELR однозначно является моим любимым припоем для ручной пайки вот уже много лет, вытеснив в этом качестве Asahi FC5005. Во-первых, в нём физически мало флюса, всего 1 %, соответственно, немного и остатков. Во-вторых, он обеспечивает великолепную паяемость чистых поверхностей. В-третьих, не оставляет чёрных горелых остатков.
ROL1 и ORL1
Встречаются довольно редко — например, теоретически есть «Изагри» ФРК 525-2-Т4 с активированной канифолью с добавлением галогенов, но практически в руках его держать не доводилось.
Впрочем, производители второго эшелона довольно часто указывают в качестве флюса «activated rosin» — что это значит и к какому классу относится, ROL1 или уже ROM, остаётся только гадать (а также не брать эти припои ни для чего, кроме ёлочных гирлянд и одноразовых поделок в радиокружке).
Встречаются нечасто, хотя весьма интересны для пайки выводных компонентов, разъёмов и т.п. деталей на платах в не очень хорошем состоянии — так как, с одной стороны, имеют активность выше припоев категории L, а с другой, не требуют отмывки и не содержат галогенов.
Тем не менее, при некотором желании найти можно, например, «Изагри» выпускает модель ФРК 525-2-Т2, а Asahi — припой с флюсом HF-532.
Хороший вариант для проводов, разъёмов, контактов и прочих крупных элементов, которые некритичны к отмывке слабокоррозионного флюса, абсолютно некритичны к сопротивлению этого флюса, но зато часто бывают в той или иной степени окисленными и сопротивляющимися пайки.
Паять же платы флюсами группы **M1 в принципе можно, но не нужно — такая степень окисления, чтобы не справился **L0, на живых печатных платах встречается редко.
К этой группе из встречающегося в продаже относятся, например, Felder ISO-Core RA — характерные зелёные катушечки, в отличие от синих ELR.
Агрессивные флюсы для лужения кастрюль пайки сильно окисленных поверхностей. Высокое содержание галогенов, тщательная отмывка после пайки крайне желательна или строго обязательна (зависит от конкретного флюса) — иначе будет и коррозия, и пониженное до единиц мегаом сопротивление между соседними ножками компонентов, и все прочие прелести жизни.
Исходя из этого — если говорить прямо, применение ROH1 обосновано довольно редко. При этом ROH1 — чуть ли не на втором месте по распространённости в розничной продаже после дешёвых канифольных ROL0. Например, Asahi CF-10 составляет большую часть ассортимента Чип-и-Дипа по этой марке. Да и сегодняшняя беседа со связистами началась со ссылки на CF-10 на Алиэкспресс. Причиной тому цена или впечатление «да он вообще всё паяет» у начинающих радиогубителей — сходу сказать трудно.
С тем же CF-10 делает припои и «Изагри», и многочисленные китайцы.
Спасает CF-10 в основном довольно низкая коррозионная активность флюса после пайки: у него твёрдые негигроскопичные остатки, не склонные вступать в химические реакции с окружением. Тем не менее, если вы паяли CF-10 печатную плату, лучше будет протереть места пайки растворителем или помыть всю плату в УЗ-ванночке.
Помимо CF-10, Asahi делает ещё и водосмываемый ROH1 флюс C6. И казалось бы, виден его очевидный плюс — собственно заключающийся в отсутствии необходимости использовать для смывания изопропиловый спирт или иные специальные растворители. Однако, если с CF-10 производитель настаивает на том, что даже его остатки удалять не всегда обязательно, то вот C6 гигроскопичен и электропроводящ, поэтому тщательное удаление его остатков категорически необходимо — включая механическое, если это требуется. В качестве его достоинства указывается, что это допустимо сделать «в течение нескольких часов после завершения монтажа», а не немедленно.
для пайки SMD-компонентов и сложных печатных плат — флюсы категории ROL0 и ORL0. Если надо дёшево — то можно взять припои «ПМП» с канифолью, если есть средства — Stannol HF32-SMD, Asahi FC5005, Felder ISO-Core EL, а ещё лучше — Felder ISO-Core ELR.
для пайки печатных плат и компонентов в не очень хорошем состоянии — флюсы категории ROM0 и ROM1. Felder ISO-Core RA, Asahi HF-532. Желательно, но не обязательно протереть или промыть место пайки после завершения работ.
для пайки силовых проводов и разъёмов в плохом состоянии — флюсы категории ROH1. Asahi CF-10 и его аналоги, причём обратите внимание: если CF-10, несмотря на свою активность, довольно толерантен к нарушению техпроцесса и сохранению остатков флюса, то кажущиеся удобными водосмываемые флюсы на самом деле могут доставить куда больше проблем.
Что же касается трубчатых припоев других моделей и производителей — как правило, у серьёзных производителей есть даташиты, в которых указан класс флюса, условия его применения, температурные режимы, способы удаления.
Если же такого документа нет, а проводить самостоятельно тестирование на остаточное сопротивление (включая сопротивление через неделю работы устройства в тёплой влажной среде, а не только сразу после пайки), коррозию, содержание галогенов и так далее вы не готовы — таким припоем не стоит пользоваться ни для чего, кроме грубых работ или одноразовых поделок.
Флюс для пайки — что это такое и для чего он нужен
Флюс для пайки – различные по происхождению вещества или многокомпонентные смеси, применяемые для удаления пленки окислов и других соединений с поверхностей, на которые будет наноситься припой. В зависимости от агрегатного состояния, они бывают твердыми, жидкими, порошкообразными, а также в виде геля.

Для чего нужен флюс
Основными функциями этих веществ являются следующие:
- Удаление пленок посторонних веществ, препятствующих процессу пайки;
- Улучшение смачивания спаиваемых деталей;
- Улучшение растекания припоя и его фиксации со спаиваемыми поверхностями;
- Предотвращение окисления нагретого в процессе пайки металла.
Без использования флюса процесс пайки может оказаться малоэффективным, надежность и качество выполненных работ – очень низкими.
Виды флюсов
Все флюсы подразделяются на 3 большие группы:
- Кислотные (активные);
- Слабоактивные;
- Нейтральные (неактивные или защитные).
Основным практическим различием активных флюсов от слабоактивных и нейтральных является необходимость удаления их остатков по завершению процесса пайки – входящие в состав таких веществ кислоты и агрессивные соли, оставаясь на спаянных поверхностях или деталях, будут причиной ускоренной коррозии.
На заметку. Помимо описанной выше классификации по температуре плавления, все данные вещества подразделяются на две большие группы: легкоплавкие и тугоплавкие.
Легкоплавкие (канифоль, ее спиртовые растворы, паяльные кислоты) вещества применяются для пайки черных и цветных металлов оловянно-свинцовыми припоями при температурах до 5000С. Тугоплавкие вещества (прокаленная бура, раствор буры в борной кислоте, хлориды кальция и бария) используются для пайки черных и цветных металлов медными, серебренными и медно-латунными припоями при температурах свыше 5000С.
Канифоль
Представляет собой твердое стекловидное аморфное вещество светло-желтого или темно-оранжевого цвета, получаемое из смолы хвойных пород. Плавится при небольшой температуре, выделяет мало дыма и вредных для человеческого организма веществ.
Применяют канифоль при пайке радиодеталей легкоплавкими оловянно-свинцовыми припоями.
Паяльные кислоты
Данный вид флюса представлен неорганическими низко концентрированными кислотами: ортофосфорной или соляной. Для увеличения активности кислоты и улучшения растворения ею оксидных пленок в нее часто добавляют такую соль, как хлористый цинк. Благодаря текучести, она хорошо подходит для работы в труднодоступных местах.

Интересно. Недостатком паяльных кислот является необходимость удаления их остатков после завершения паечных работ.
Применяют паяльные кислоты для лужения устойчивых к коррозии сталей, меди, железа с цинковым покрытием, деталей из никеля или хрома.
Спиртовые растворы
Наиболее распространенным составом данного вида является спирто-канифольный раствор, представляющий собой 20-25 % раствор канифоли, растворенной в этиловом спирте. Для увеличения активности и спектра выполняемых паечных работ в такой раствор часто добавляют различные соли: хлорид цинка, хлорид диэтиламмония, хлорида фениламмония. Благодаря жидкому агрегатному состоянию, он хорошо наносится на спаиваемые поверхности, не требует удаления остатков после завершения паечных работ.
Не содержащие добавок спиртовые растворы используют для обычной пайки с использованием легкоплавких припоев, содержащие различные активные соли разновидности применяют при пайке черных и цветных металлов, а также их сплавов (медь, латунь, алюминий и т.д.).
Основными недостатками спирто-канифольного раствора являются летучесть основного компонента – этилового спирта, его усиленное испарение при пайке и хранении в негерметично закрытой емкости.
Водные растворы и подручные средства
Данный список самодельных веществ представлен чаще 16%-ти процентным водным раствором ортофосфорной кислоты с добавлением 3,7-4,0% этилового технического спирта. Используются такие растворы для пайки, как черных, так и цветных металлов, их сплавов.
Готовые составы
Представляют собой готовые составы (паста флюс, состав марки фпп), удобные для нанесения и часто помещаемые внутрь трубчатого припоя проволоки. Применяются, как правило, при пайке легкоплавкими низкотемпературными припоями.

Бура – высокотемпературный порошкообразный флюс, применяемый при пайке стальных, чугунных, бронзовых и медных деталей с использованием тугоплавких медно-цинковых или серебряных марок припоев.
Часто буру для удобства и увеличения эффективности растворяют в борной кислоте. Благодаря небольшой цене и широкому спектру выполняемых с помощью буры паечных работ, она является универсальной и востребованной как в радиоэлектронике, так и в пайке цветных и черных металлов.
Гелевые флюсы
Гелевые флюсы – самые удобные и надежные. Представляют собой смесь измельченного канифолевого порошка и растворителя. Выпускаются в небольших шприцах для специальных пистолетов-дозаторов, хорошо наносятся, не требуют удаления со спаиваемых поверхностей. Применяются такие вещества для паечных работ в радиоэлектронике.
Хранение
Хранят подобные вещества в закрытых герметичных емкостях в местах, недоступных маленьким детям и домашним животным. Не следует хранить их вместе с продуктами питания, лекарственными препаратами, семенами сельскохозяйственных культур. Желательно для таких веществ предназначить строго определенный шкафчик или ящик.
Применение флюса
Способ применения данных веществ определяется их агрегатным состоянием и химическим составом:
- Твердую канифоль наносят на спаиваемые поверхности жалом паяльника, на котором уже есть расплавленный припой;
- Паяльную кислоту наносят на спаиваемые детали или поверхности небольшой кисточкой, ватной палочкой или простой спичкой;
- Жидкий спирто-канифольный флюс наносится при лужении с помощью небольшого носика дозатора, установленного на емкости с раствором.
- Гелеобразные вещества наносят с помощью специальных пистолетов дозаторов, в которые вставляются картриджи.
Важно! Так как флюсы – это в своем большинстве небезопасные для здоровья человека вещества, при их нанесении следует соблюдать максимальную осторожность. Если данная субстанция для лужения попадает на кожу руки, ее следует незамедлительно смыть, при необходимости нейтрализовать соответствующими веществами.
Как приготовить флюс для пайки своими руками
Разобравшись с тем, что такое флюс для пайки, стоит рассмотреть самый простой способ самостоятельного изготовления подобного вещества, используемого при пайке радиодеталей, для лужения печатных плат:
- Несколько кусков канифоли заворачиваются в плотную ткань;
- При помощи ударов тяжелого молотка по образовавшемуся кульку находящаяся внутри канифоль тщательно измельчается;
- Полученную измельченную канифоль засыпают в емкость с этиловым спиртом и, помешивая, растворяют в нем полностью.

Для того чтобы ускорить растворение канифоли, емкость со спиртом помещают в небольшую кастрюльку с горячей водой. Для получения гелеобразного вещества в полученный раствор добавляют глицерин.
Как правильно выбрать флюс
Для того чтобы правильно выбрать флюс паяльный, необходимо учитывать следующие критерии:
- Материал спаиваемых поверхностей – если спаивают детали из латуни, черных металлов, хрома или никеля, то используют буру, борную, соляную или ортофосфорную кислоты. Если планируется паять чувствительные к перегреву радиодетали, используют легкоплавкие низкотемпературные флюсы: канифоль и ее спиртовые растворы, гели.
- Удобство нанесения – при пайке печатных плат, мелких радиодеталей используют жидкие и гелеобразные вещества,
- Безопасность для здоровья – наиболее безопасны гелевые марки флюсов. Лидерами в списке вредных и потенциально опасных веществ данного вида являются кислоты.
Чем заменить флюс для пайки
Если необходимый флюс по каким-то причинам отсутствует, его можно заменить следующими подручными веществами:
- Водный раствор аспирина;
- Лимонная кислота;
- Уксус;
- Канифоль с обычным свиным жиром.
Все данные подручные средства хоть и не обладают всеми достоинствами специализированных составов, но при правильном использовании пайка с их использованием будет достаточно качественной и надежной.
Таким образом, разобравшись с тем, что собой представляет паяльный флюс, и для чего он нужен, можно сказать, что его применение является неотъемлемым этапом в технологии паечных работ, без которого получаемое соединение будет ненадежным и недолговечным.
Для чего нужен флюс при пайке – от А до Я
Производство и ремонт электроники, сборка компонентов на печатных платах невозможна без флюсов для пайки. От качества и состава смеси зависит надежность протравки металла, контакт и долговечность соединений. Какие разновидности существуют и зачем нужен флюс при работе с паяльным оборудованием, подробно рассмотрено ниже.

Что это такое — паяльные флюсы
Флюсом называется вещество, применяемое в пайке. В процессе работы с металлами, а так же при их хранении, на поверхности образуется оксидная пленка, возможно появление иных загрязнений. Назначение флюсов — удалять все лишние вещества, которые ухудшат контакт в зоне пайки или качество лужения. Для чего еще нужен флюс — вещество производит своеобразное смачивание поверхности. За счет формирования “поверхностного натяжения” у нагретого металла распределение припоя происходит быстрее.
Выбор паяльного флюса, припоя и оборудования — взаимосвязанная цепочка. Все компоненты должны отвечать запросам производимых работ — лужение, монтаж smd компонентов, пайка медного трубопровода.

Основные функции и свойства
Процессы, ведущие к появлению оксидных пленок, происходят на металлических поверхностях постоянно. Блокировать их развитие может только изоляционный защитный слой — например, лак. В остальных случаях потребуется использовать флюс при пайке.
- очистка поверхности металла перед пайкой от окислов;
- эффект поверхностного натяжения и способствование равномерному лужению;
- защитный эффект протравленной зоны, замедление окисления металла.
Так как для определенной группы металлов существует свой флюс, выделяются характеристики и свойства, присущие конкретному веществу:
- остаточные фракции — могут потребовать очистки зоны пайки после работы;
- температура пайки;
- консистенция — паста, жидкость, плотная субстанция;
- сопротивление;
- выделение вредных веществ при нагреве;
- рабочий расход и стоимость.

Каждая характеристика влияет на подбор флюса под конкретную работу. Канифоль для пайки в твердом варианте постепенно вытесняется жидкой формой. Некоторые разновидности имеют срок годности и должны быть использованы вовремя — хранить долго их не получится. Флюс-паста удобен для мелкого компонентного ремонта, но имеет высокую стоимость.
Требования к флюсам
Требования к химическому составу флюса формируются на основе рабочей зоны. Для пайки радиодеталей без дальнейшей отмывки в составе смеси исключается присутствие кислоты. Для электронных систем военного и медицинского характера важна стабильная работа зоны контакта при длительной эксплуатации в обычных и тяжелых условиях. Поэтому важно пользоваться флюсом, обеспечивающим максимальную прочность обработанного контакта. Особенно это важно для СМД элементов и греющихся компонентов — радиаторов, чипов.

Классификация по типу
Химический состав вещества и область применения формируют виды флюса:
- активный;
- бескислотный или нейтральный;
- активированный.
Нейтральные имеют дополнительное разделение на антикоррозийные и защитные типы.

Например, высокотемпературная пайка производится флюсами средней активности. Кислотность низкая, так как в припоях для высоких температур присутствует алюминий.
Активные
В своем составе активный флюс имеет кислоту. Поэтому он отлично убирает окислы, паять или лудить данным составом удобно. При работе с активным флюсом важно обеспечивать вентиляцию помещения — при нагреве будут выделяться токсические вещества, требующие удаления.
Работа с кислотой производится максимально аккуратно. Обязательно использование защитных средств, а при попадании на кожу или слизистые оболочки потребуется срочная промывка.

Зона пайки после работки потребует очистки от остатков флюса. Кислота химически активна и способна вступать в реакции в рабочей зоне даже при комнатной температуре.
В дальнейшем это приведет к разрушению контакта — от микротрещин до окисления. Как хороший проводник, кислотный остаток может стать причиной короткого замыкания. Очистка прилегающей к пайке области – обязательно.
Применение активного флюса на основе кислоты оптимально в случае большого количества окислов и спайки разных металлов.
Бескислотные
Разновидность нейтральных флюсов. При нанесении на плату или контакт данного типа вещества реакции с окружающими элементами не будет. Представляют доступную ценовую категорию. Может применяться канифоль для пайки — если температура работы не выше 150 градусов. Нейтральные флюсы подходят для паек мелких компонентов на платах в радиотехнике и электронике.

Антикоррозийные
Цель применения — удаление последствий коррозии на поверхности метала перед пайкой и создание защитной пленки. В основе лежит ортофосфорная кислота. В отличие от кислотных флюсов, смесь не рушит структуру металла. Коррозия удаляется путем протекания химической реакции при нагревании паяльником.
Защитные флюсы
Использование направлено на защиту металлов от окислительных процессов. Химическое взаимодействие флюса и обрабатываемой плоскости отсутствует из-за нейтральной природы входящих в его состав компонентов. В производстве могут задействоваться воск, вазелин, иные масла. Подойдет для пайки медных проводов, плат и микросхем.
Активированные
Основной компонент для производства флюса — солянокислый анилин, может быть использована салициловая кислота. За счет состава не требуют предварительно очистки большого количества окислов — хорошо растворяются на стадии обработки. Предлагается как безотмывочный флюс, но остатки желательно удалить. Применение находит в соединениях с механической нагрузкой.
По состоянию
Особенности состава и взаимодействия компонентов выражаются в форме готового продукта. Это может быть как жидкий флюс, так и паяльная паста. Некоторые смеси можно наносить обычной кистью или выдавливая из тюбика. Часть производителей предусматривают более удобные форматы работы — пистолет для флюса с дозированием объема вещества.
Жидкие
Одна из наиболее распространенных форм и доступна как в магазинах для радиолюбителей, так и в бытовых отделах. Вещество удобно наносить кисточкой, но необходимо следить за излишками. Есть риск разлива, непредвиденных капель на плату или контакт – их потребуется удалить для исключения появления дефектов.
Пример жидкая канифоль или ортофосфорная кислота для лужения и пайки. При нагреве происходит быстрое высыхание и выделение вредных веществ. Потребуется использование средств индивидуальной защиты и оперативное выполнение работ.

Твердые
Большим плюсом является ценовая доступность, а также низкая химическая активность по отношению к металлу. Твердые флюсы для пайки неудобно наносить, качество удаления окислов у них чуть ниже. Популярная канифоль для пайки в кристаллическом виде при разогреве выделяет вредные вещества.

Пастообразные
Использовать флюс пасту для пайки наиболее удобно. Одна из популярных марок – rma 218. Его удобно наносить, время высыхания выше чем у других форм. В работе задействуется паяльник и фен — подойдет любое устройство. За счет своей популярности качественные флюсы иногда подделывают, поэтому выбор и приобретение следует совершать в проверенных магазинах.

Поставка — шприц или тюбик, позволяет наносить вещество локально в нужном объеме.
Как правильно выбрать флюс
Подборка состава и марки флюса происходит на основе анализа задачи. Учитываются материалы, которые будут паяться, условия эксплуатации и наличие статических или динамических нагрузок. Несколько примеров:
- Флюс вами, вещество в виде порошка. Необходим, если паяется алюминиевый контакт, а также сплав на его основе. Высокая температура работы не влияет на безопасность — флюс для пайки алюминия не подвержен возгоранию, взрывам.

- Свинцовые и без свинцовые платы прекрасно паяются, если использовать флюс Martin. Он безотмывочный, что исключает дополнительные операции с компонентами по завершении паек.
- Гель rma 218 не требует удаления остатков и применяется для замены smd компонентов на платах, замены чипов, для пайки bga. Температура работы выше 70 градусов. rma 218 может быть оперативно убран с платы при помощи flux-off аксессуара. Флюс rma 223 – имеет схожие характеристики с небольшим отличием в составе. Область применения та же.

- В процессе лужения и пайки токоведущих элементов задействуется ФППУ 25. Вещество является универсальным флюсом, наследием советской промышленности. При использовании вспомогательных компонентов пайке может подвергаться сталь.

- Флюс ЛТИ относится к активной группе веществ. Паять можно медь и нержавейку. В состав ЛТИ 120 вошла канифоль (1/4) и спирт (3/4) с активными добавками. Полученная нейтральная смесь исключает дальнейшую реакцию при наличии остатков флюса в зоне пайки. Зачистить излишки можно техническим спиртом и кистью.

- Флюс СКФ — еще один представитель спиртово – канифольной смеси. Припой, используемый в работе с данным вещество — низкотемпературный. Подойдет для радиомонтажных работ и пайки печатных плат.

- Флюс для пайки трубопроводов из меди создается на основе из кислот и серебра. Прочность соединения позволяет подавать давление до 20 атмосфер в систему водо- и газоснабжения. Шов после пайки и сам медный трубопровод потребуется очистить – остатки флюса могут со временем добавить зеленого оттенка на паяных участках.

- d500 – разновидность флюсов, аналог rma. Низкий остаток после работы и безотмывочные характеристики не требуют дополнительных взаимодействий с платой. Целевые объекты — ремонт сотовых телефонов, бытовых электроприборов.

Важно учитывать необходимость последующей отмывки и ее сложность. Поэтому безотмывочный rma 218 и подобные пасты гели – выбор электронщиков, выполняющих мелко компонентные ремонтные работы.
Для ответственных узлов и мелких элементов подойдут нейтральные, слабоактивные флюсы. Вещества на основе кислот, в жидком формате и низком ценовом диапазоне выбираются при лужении и большом объеме паек – например, в сфере промышленного энергоснабжения, на подстанциях, в железнодорожной инфраструктуре.
Как пользоваться флюсом для пайки
Правильное применение зависит от агрегатного состояния флюса:
- для твердого формата жало паяльника касается флюса, после чего берется припой;
- жидкие вещества наносят кисточкой на поверхность металла в зону пайки;
- для пасты предусмотрены шприцы или специальные пистолеты.

Порядок действий следующий:
- Удаление окислов — если флюс обладает такими свойства, данный шаг пропускается.
- Нанесение флюса в рабочую зону.
- Разогрев зоны пайки оборудованием с внесением припоя.
По завершению работы необходимо выдержать соединение до затвердения припоя. Для печатных плат возможно восстановление защитного слоя лака — особенно для устройств, работающих в агрессивных средах. Сюда относится пыль, влажность, повышенная температура.
Удаление остатков
Для упрощения технологического процесса используйте безотмывочные составы — например, rma 218. Если же требуется убрать излишки флюса, потребуется чистая кисть, технический спирт, в отдельных случаях — ацетон. С платами важно быть осторожнее — при очистке аккуратно производить удаление остатка, не травмируя соседние компоненты.
Как приготовить паяльный флюс своими руками
Оптимальные по качеству составы создаются на промышленном производстве. Если не требуется идеально выверенных и точных пропорций можно приготовить флюс для пайки дома своими руками.
Для работы потребуются ряд компонентов, используемых в смеси для пайки нужного типа металла. Подробная инструкция по созданию бюджетного флюса приведена в видео ролике.
Для ремонта электроники лучше приобретать нужный, готовый паяльный флюс. Это уменьшит риск порчи оборудования и повысит качество выполняемой пайки.
Техника безопасности
Применение флюса в процессе пайки потребует использования защитных перчаток, стойких к кислоте. Рабочее место должно проветриваться или оснащаться системой вентиляции для защиты слизистых оболочек от вредных испарений. Возможно использовать респираторы с картриджами, улавливающими мелкодисперсную сухую и влажную взвесь из воздуха. При попадании вещества на открытые участки кожи необходимо промыть места чистой водой.
После окончания работ руки и лицо вымыть с мылом. Это позволит удалить осевшие на коже частички после нагревания флюса. В зоне работы с паяльным оборудование нельзя хранить открытыми продукты питания и воду.
Хранение — срок годности
Для флюсов в жидкой форме обязательно хранение в герметичной таре. Если хранить вещество в открытой емкости, возможно испарение. Результатом будет снижение качества пайки, возможно отравление от рассеянных в воздухе компонентов флюса.
Паста или гель хранятся в помещениях с нормальными показателями влажности и температуры, без попадания прямых солнечных лучей. Емкости — плотно закрыты. Воздействие излишней влажности и повышенной температуре приведет к изменению химического состава и нарушению исходных пропорций флюса.
Слишком низкая температура будет также вредна для вещества. Срок годности указывается производителем на упаковке. По его истечению использовать химический состав нежелательно.
Применение флюса не вызовет трудностей, если осуществить правильный подбор под конкретную рабочую задачу. При поиске вещества для пайки обязательно оценивается состав и пропорции компонентов. Для этого используются инструкции и пояснения от производителя.