3.2 Способы поиска неисправностей
Если время, затраченное на ремонт изделия, принять за 100%, то поиск неисправного элемента занимает 64%. Поскольку количество элементов в объектах средств автоматизации и особенно в автоматических системах очень велико, то прямой перебор элементов для оценки их состояния невозможен. Поэтому разработка мер по правильному выбору последовательности операций поиска позволяет обеспечить наиболее быстрое определение неисправностей, уменьшить физическую и умственную нагрузку обслуживающего персонала.
При выполнении работ по поиску, устранению неисправностей необходимо придерживаться определенных правил. Технология поиска может быть разбита на основные операции указанные на рисунке 3.2.
Рисунок 3.2 – Технология поиска отказов (неисправностей)
Процесс поиска неисправностей сводится к проведению различных проверок и принятию решения о дальнейшем развитии поиска на основе результатов проверки.
Независимо от применяемых средств процесс поиска неисправностей имеет две стадии: выбор последовательности проверки элементов; выбор методики (способа) проведения отдельных операций проверки.
Поиск может проводиться по заранее определенной последовательности проверок или ход каждой последующей проверки определяется результатом предыдущей. В зависимости от этого различают следующие методы проверок: последовательных поэлементных, последовательных групповых и комбинационных.
Выбор той или иной последовательности проверок зависти от конструкции изделий в целом или их части, в которой появилась неисправность, и может изменяться в процессе накопления информации по надежности и трудоемкости проверки элементов.
Метод последовательных поэлементных проверок заключается в том, что элементы изделий при поиске неисправности проверяются поодиночке в определенной, заранее установленной последовательности. Если очередной проверяемый элемент оказался исправным, то переходят к проверке следующего элемента. При обнаружении неисправного элемента поиск прекращается, и элемент заменяется (ремонтируется). Затем объект проверяется на работоспособность. Если при этом объект (система) не функционирует нормально, то приступают к дальнейшей проверке. Причем проверка начинается с той позиции, на которой был обнаружен неисправный элемент. При обнаружении второго неисправного элемента он также заменяется или ремонтируется (восстанавливается), и объект вновь проверяется на работоспособность. Если объект работает ненормально, то поиск вновь возобновляется, и так до тех пор, пока объект или система не будут функционировать нормально.

Рисунок 3.3 – Структурная схема системы автоматического регулирования типа “Кристалл”
Простейшим примером использования такого метода может служить поиск неисправности в системе автоматического регулирования одного из параметров технологического процесса. Сначала проверяется регулирующий орган, затем исполнительный механизм, затем усилитель и т.д. Таким образом, устанавливается объект, неисправность которого послужила причиной нарушения нормального функционирования САР (рисунок 3.3).
При обнаружении, например, неисправности в исполнительном механизме, рассматривается поэлементная структура этого устройства (объекта). Предположим, что в качестве исполнительного устройства используется электромеханический привод, представляющий электродвигатель постоянного тока, соединительную муфту (например, фрикционную) и редуктор (рисунок 3.4).

Здесь можно установить следующую последовательность проверки элементов: 1-2-3-4-5-6-7-8. наиболее уязвимыми из них могут оказаться элементы 1,2,4,7 и 8. Поэтому при использовании поэлементного метода проверки возможны два способа очередности контроля элементов. Если в изделии (системе) используются элементы, длительность проверки которых примерно одинакова, то проверку надо начинать с элементов, обладающих наименьшей надежностью. Для нашего случая это элементы 1,2,4. Если надежность элементов данного изделия примерно одинакова, то целесообразно начинать проверку с элемента, для проверки которого требуется наименьшее время. Например, с защитного устройства 1; затем 2; затем 4. Для успешного использования этих правил необходимо знать не только функциональные и принципиальные схемы объектов и систем, но иметь четкое представление о надежности их элементов.
Недостаток метода – сравнительно большое количество проверок. Объясняется это тем, что в этом методе при поиске не используются функциональные связи элементов, хотя это делает метод универсальным, т.к. он не зависит от функциональной схемы системы.
Метод последовательных групповых проверок состоит в том, что все элементы объекта с учетом их функциональных связей разбиваются на отдельные группы и контролируется исправность каждой группы в целом. Последовательность проведения проверок определяется результатом предыдущей проверки. По мере проведения проверок численность подлежащих проверке элементов уменьшается. На последнем этапе контроля в группе должен быть один элемент.
Пример проведения поиска неисправности по такому методу приведен в функциональной схеме системы на рисунке 3.5 одной из видов САУ.
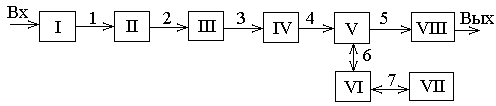
Рисунок 3.5 – Пример структурной схемы САУ
Схема разбивается на группы I-VIII. Затем структура разбивается на две подгруппы и т.д. При этом последовательность проверок будет следующая:
а) Контролируется сигнал в точке 4. Если он нормальный, то переходят к точке 6, т.к. при этом предполагается, что неисправный элемент находится в группе V, VI, VII, VIII. Если сигнал в точке 4 не соответствует норме, то проверяется сигнал в точке 2, т.к. неисправен один из элементов I, II, III, IV. Если сигнал в точке 2 в норме, то элементы I, II исправны, и следует проверять точку 3. При этом выявляется, какой из элементов III или IV неисправен.
б) Если при контроле точек 4 и 6 сигнал соответствует требуемым параметрам, то контролируется точка 5, в результате чего определяется неисправный элемент V или VIII.
При таком методе поиска неисправностей необходимо знать параметры сигналов в контрольных точках, а также типы измерительных приборов и правила их эксплуатации.
Если в объекте (системе) будет несколько неисправностей, то схема поиска неисправностей не изменится. Двигаясь по одной из ветвей структуры, неизбежно приходят к одному из неисправных элементов. После устранения этой неисправности (восстановления элемента) проверяется работоспособность объекта, которая покажет, существует или нет еще неисправность.
При наличии неисправности процесс поиска продолжается (повторяется), что должно привести ко второму неисправному элементу и т.д.
Такой метод еще называется методом средней точки. Однако, в общем случае число, на которое разбивается структурная схема объекта (системы), может быть и не равна двум. Разбивать систему нужно, учитывая функциональные связи отдельных элементов и надежность их работы.
При групповом методе проверок различают проверки “с исключением” и “без исключения”. Проверка “с исключением” состоит в том, что заключение о работоспособности одной из групп элементов делается на основании проверки других групп. Например, имеем три группы элементов. По результатам проверки установили исправность групп 1 и 2. Не делая проверок, заключаем, что неисправный элемент находится в 3-й группе.
При проверках “без исключения” контролируется работоспособность всех групп. На конечном этапе всегда проводится проверка “без исключения”, что устраняет возможность ошибки.
Достоинство этой последовательности проверок – значительное сокращение времени поиска неисправности. Однако этот метод требует знания функциональных связей отдельных элементов и их надежности.
Сущность комбинационного метода проверок заключается в одновременном измерении нескольких параметров (например параметра А, В, С, Д на рисунке 3.6). По результатам измерений всех параметров делается заключение о неисправном элементе.
Для удобства пользования таким методом составляют таблицы состояния контролируемых параметров. В качестве элементов в этом случае следует выбирать блок, узел, последовательную неразветвленную группу каскадов.
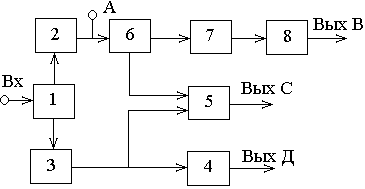
Рисунок 3.6 – К использованию комбинационного метода проверок.
Таблица 3.2 – График состояний
В первом вертикальном столбце таблицы 3.2 указаны элементы структурной схемы, а в первой строке – их параметры. Таблицу заполняют по стрелкам в соответствии со следующими правилами.
Поочередно предполагается неисправность только в данном элементе. Данная неисправность приводит к выводу соответствующих параметров за пределы допусков. Против этих параметров в таблице ставится «0». Если же заданная неисправность не влияет на какой-то параметр, то против этого параметра ставится «1».
Полагаем, что элемент 1 (рисунке 3.6) неисправен. Тогда, очевидно, что все параметры А, В, С и Д выйдут за пределы допусков. Против этих параметров в таблице ставится «0», т.е. первая строка таблицы 2 будет состоять из одних нулей. Затем предполагаем, что неисправен элемент 2 , при этом параметры А, В и С будут не соответствовать нормам, а параметр Д будет в норме. Во второю строку следует записать «0001». Таким образом перебирают все элементы и анализируют состояние параметров. Одинаковые стоки (7 и 8 таблицы 3.2) говорят о не различении данной системой (объектом) параметров неисправностей элементов 7 и 8. В этом случае элементы объединяются в один или вводят дополнительный параметр для их различения.
Для обнаружения неисправного элемента с помощью такой таблицы, поступают следующим образом. Оператор записывает значения параметров в виде числа, состоящего из нулей и единиц, по указанному правилу. Для определения неисправного элемента сравнивают полученное число с числами в строках таблицы. С какой строкой таблицы совпадают результаты измерения параметров, тот элемент и неисправен. Если результат измерения параметров (числа) не совпадает ни с одной строкой таблицы, неисправны несколько элементов.
Достоинство этого метода – относительно малое время поиска неисправности, однако реализация его трудна.
Последовательность процесса поиска неисправностей носит название программы поиска. Определенная последовательность проверок, обеспечивающая минимальное значение математического ожидания времени проверок, просчитывается с помощью создания математической модели процесса поиска отказавшего элемента.
Объект, в котором появилась неисправность, состоит из n элементов. Отказы элементов независимы. При отказе любого из элементов отказывает объект. Для контроля исправности элемента имеется возможность подать на вход контрольный сигнал и проверить на выходе реакцию на этот сигнал. Известны интенсивности отказов элементов q и потребное время τ на проверку их исправности. Определяют последовательность проверок элементов, обеспечивающих наименьшее время поиска неисправности.
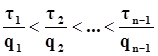
Оптимальная последовательность должна обладать следующим свойством:
где τ – среднее время проверки исправного элемента; q – условная вероятность отказа элемента.
Если время контроля исправности всех элементов равны, то оптимальная последовательность принимает вид:
Т.е. контроль исправности элемента следует производить в порядке убывания условной вероятности отказов элементов.
Последовательность (3.9) можно записать более удобном виде:
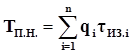
Среднее время поиска неисправностей по программе вычисляют по формуле:
где τИЗ.i – врем, расходуемое на измерения при отказе i-го элемента.
где τR – время, расходуемое на измерения в точке К схемы; ri – число измерений по программе для выявления отказа i-го элемента.
Порядок построения программ можно рассмотреть на примерах.
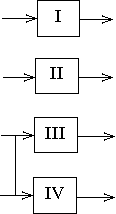
Рисунок 3.7 – Структурная схема изделия А.
Имеется схема, представленная на рисунке 3.7. Интенсивности отказов элементов: λ1=0,1 1/ч; λ2=0,2 1/ч; λ3=0,2 1/ч; λ4=0,5 1/ч. Время измерения в точках схемы: τ1=5 мин.; τ2=8 мин.; τ3=12 мин.; τ4=18 мин. Требуется составить оптимальную схему программы поиска неисправности при условии, что один их элементов изделия А отказал.
Определяются условные вероятности отказов. Для метода последовательных поэлементных проверок условные вероятности отказов q по значению соответствуют λ. Тогда q1=0,1; q2=0,2; q3=0,2; q4=0,5. Определяют частные: τ1/ q1=50; τ2/ q2=40; τ3/ q3=60; τ4/ q4=36;
Согласно (3.8) первое измерение необходимо производить на выходе четвертого (IV) элемента. Если сигнал нужного вида на выходе элемента IV, то следует продолжать поиск и очередные измерения производить на выходе второго (II) элемента и т.д.
Для аналитического представления процесса поиска неисправности, как правило, применяют его графическое изображение в виде программы поиска неисправностей. Условное обозначение элемента производят в виде прямоугольника, а измерение в виде круга внутри с номерами элемента, за которым производится измерение. Тогда программа поиска неисправности будет представлена ветвящейся схемой, состоящей из кружочков с двумя выходами, обозначающих результат измерения (есть нужный сигнал или нет – “да” или ”нет”) и оканчивающейся прямоугольниками, обозначающими неисправный элемент.
Программа поиска для примера 3.1 приведена на рисунке 3.8.
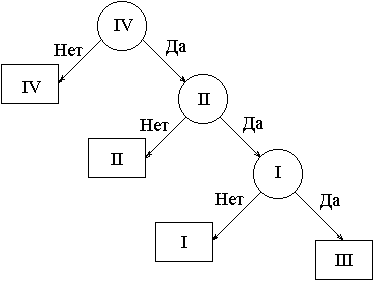
Рисунок 3.8 – Программа поиска неисправностей в изделии А
Среднее время поиска неисправностей по программе вычисляется по формуле (3.13). Тогда:
Имеется схема, представленная на рисунке 3.9. Интенсивности отказов элементов: λ1=0,56*10 -4 1/ч; λ2=0,48*10 -4 1/ч; λ3=0,26*10 -4 1/ч; λ4=0,2*10 -4 1/ч; λ5=0,32*10 -4 1/ч; λ6=0,18*10 -4 1/ч. Время измерения во всех точках одинаково и составляет 2 мин. Требуется составить оптимальную программу поиска неисправности при условии, что один из элементов отказал.
Рисунок 3.9 – Структурная схема изделия Б
Рисунок 3.10 – Программа поиска неисправностей в изделии Б.
Для сокращения времени поиска неисправности используется метод последовательной погрупповой проверки, т.е. измерение реакции на контрольный сигнал производится в точке схемы, которая делит предполагаемую неисправную схему по вероятности (интенсивности) пополам.
Отсюда условная вероятность отказов соответствует значению интенсивности с коэффициентом 0,5 (половинной величине).
Схема состоит из последовательно соединенных элементов. Можно использовать один контрольный сигнал, подаваемый на вход первого элемента. В этом случае первое измерение необходимо производить после второго элемента, ибо q1+;q2=0,52, ближе всего к делению схемы по вероятности пополам. Если нужного сигнала нет после второго элемента, то делается вывод о неисправности первого или второго элемента и измерение производится после первого элемента. Если после второго элемента ест нужный сигнал, то делается вывод о неисправности правой части схемы, которая по вероятности лучше всего делится пополам в точке измерения после четвертого элемента и т.д.
Программа поиска неисправности в этой схеме приведена на рисунке 3.10. Среднее время поиска неисправности по программе:
При поиске неисправностей, кроме выбора метода и программы поиска неисправности объекта (системы), необходимо выбрать методику (способы) проверки исправности отдельных элементов. Наиболее распространенные способы проверок исправности элементов:
контрольные переключения и регулировки;
изоляция блока или каскада, узла;
Внешний осмотр обычно подразумевает использование зрения и слуха. Они позволяют контролировать состояние монтажа СА, кабелей, отдельных элементов, печатных плат и т.п., а также проверять работу ряда агрегатов, реже на слух.
Преимущество этого вида проверок в простоте. Однако возможности определения неисправного элемента ограничены. Неисправность может быть определена только при явно выраженных внешних признаках: изменение цвета элемента под воздействием температуры, искрения, появление дыма и запаха от горения изоляции проводов и т.д. Такие признаки возникают сравнительно редко. Кроме того, на практике часто встречаются взаимозависимые отказы, поэтому даже если внешним осмотром обнаружен неисправный элемент, необходимо провести дополнительные проверки для выявления истинных причин отказа (например, при выходе из строя предохранителя, перегоревшую нить которого видно “на глаз”).
Способ контрольных переключений и регулировок требует оценки внешних признаков неисправностей путем анализа схем и использованием органов переключения, регулировок, текущего контроля (сигнальные лампочки, встроенные приборы, автоматы защиты и т.п.). При этом определяется неисправный узел, блок или тракт схемы объекта (системы), т.е. совокупность элементов, выполняющих определенную функцию объекта (преобразовательный, индикаторный блоки, блок защиты или коммутации, передающий тракт и т.д.).
Достоинство способа в быстроте и простоте проверки предположения о состоянии участков схемы объекта.
Недостаток – ограниченность, т.к. позволяет определить участки, а не конкретное место повреждения.
Способ промежуточных измерений является наиболее распространенным и основным для электрических и электронных устройств. Параметры системы, блока, узла или элемента определяются с помощью ручной портативной или автоматизированной встроенной контрольно – измерительной аппаратуры (КИА) или придаваемых к средствам автоматизации специальных измерительных устройств, систем автоматического контроля.
При этом измеряются режимы питания, параметры линий связи, проводятся измерения в контрольных точках. Быстроту отыскания неисправности в немалой мере обеспечивает умение обслуживающего персонала грамотно проводить измерения. Полученные значения параметров сравнивают с их значениями из технической документации, с таблицами режимов данного изделия, например.
Способ замены заключается в тои, что вместо подозреваемого в неисправности элемента (узла, блока и т.п.) устанавливают аналогичный заведомо исправный элемент. После замены проверяют объект (систему) на функционирование. Если при этом параметры системы лежат в пределах нормы, то делается вывод о том, что замененный элемент неисправен. Преимущество данного способа – простота. Но на практике этот способ имеет ограничения, во-первых, из-за отсутствия запасных элементов, во-вторых, из-за необходимости проведения регулировок вследствие недостаточной взаимозаменяемости.
Зависимые отказы могут привести к выходу их строя вновь установленного элемента, поэтому этот вид проверки используют, когда подозреваемый элемент легко съемный и недорогой.
Способ сравнения – режим неисправного участка (узла, блока) объекта или системы сравнивается с режимом однотипного участка исправного объекта. Достоинство способа в отсутствии необходимости знаний абсолютных значений, измеряемых величин и параметров. В то же время этот способ позволяет определять довольно сложные неисправности. Недостаток способа – необходимость запасного (стендового) комплекта оборудования и, как следствие, возможность применения этого способа только в условиях лаборатории.
При способе характерных неисправностей отказ отыскивается на основании известных характерных признаков. Такие неисправности и их признаки представляются в виде таблиц в инструкции по эксплуатации СА.
Таблицы характерных неисправностей обладают рядом недостатков, из которых наиболее существенны следующие:
таблицы не обеспечивают однозначной связи между признаками отказа и возможными неисправностями: к одному признаку привязываются несколько различных неисправностей и обычно без каких –либо указаний на особенности их появления;
в таблицах часто отсутствует указания о проведении испытаний, направленных на уточнение причины отказов. Отдельный внешний признак не может указать на конкретную причину отказа, а для ее отыскания необходимо логическое сопоставление целого ряда внешних признаков, включая показания устройств контроля и результаты испытаний;
действия по поиску отказа, рекомендуемые таблицами, не содержат причинно-следственных связей и не распределяются в порядке их следования, в то время как реальный поиск представляет собой четкую последовательность различных проверок (испытаний).
Тест-сигналы широко применяются в различных вычислительных машинах, в счетно-решающих устройствах. При этой проверке на вход контролируемого устройства подается сигнал с определенными характеристиками. Анализ выходного сигнала позволяет определять место неисправного элемента.
Изоляция блока (узла, участка, каскада) обоснована тем, что в ряде случаев блок или каскад связан большим числом функциональных связей с другими частями объекта. При отказе такого блока трудно определить, где возникла неисправность – в самом блоке или в функционально связанных с ним частях изделия. Отсоединение некоторых функциональных связей позволяет иногда локализовать местонахождение неисправного элемента.
Каждый из рассмотренных частных способов поиска неисправностей имеет существенные ограничения, поэтому в практике ремонта КИП и СА обычно применяют совместно несколько частных способов. Такое совмещение способов позволяет сократить общее время поиска и тем самым способствует его успеху.
Методы поиска и устранения неисправностей. А также причин неработоспособности электронных устройств.
Здесь я планирую описать практические методы поиска и устранения неисправностей в электронике, по возможности, без привязки к конкретному оборудованию. Под причинами неработоспособности подразумеваются выход из строя элемента, ошибки разработчиков, монтажников и т.д. Методы являются взаимосвязанными между собой, и почти всегда необходимо их комплексное применение. Порой поиск очень тесно связан с устранением. В процессе работы над текстом стало выясняться, что методы очень взаимосвязаны и зачастую имеют схожие черты. Может быть, можно сказать, что методы дублируют друг друга. Тем не менее, было принято решение не объединять схожие методы в один, чтобы осветить проблемы с разных сторон и более полно описать процесс поиска и устранения неисправности.
Основные концепции поиска неисправностей.
1.Действие не должно наносить вреда исследуемому устройству.
2.Действие должно приводить к прогнозируемому результату: — выдвижение гипотезы о исправности или неисправности блока, элемента и пр. — подтверждение или опровержение выдвинутой гипотезы и, как следствие, локализации неисправности;
3. Необходимо различать вероятную неисправность и подтвержденную (обнаруженную неисправность), выдвинутую гипотезу и подтвержденную гипотезу.
4. Необходимо адекватно оценивать ремонтопригодность изделия. Например, платы с элементами в корпусе BGA имеют очень низкую ремонтопригодность вследствие невозможности или ограниченной возможности применения основных методов диагностики.
5. Нужно адекватно оценивать выгодность и необходимость ремонта. Зачастую ремонт не выгоден с точки зрения затрат, но необходим с точки зрения отработки технологии, изучения изделия или по каким-то иным причинам.
Схема описания методов:
- Суть метода
- Возможности метода
- Достоинства метода
- Недостатки метода
- Применение метода
1. Выяснения истории появления неисправности.
Суть метода: История появления неисправности очень много может рассказать о локализации неисправности, о том, какой модуль является источником неработоспособности системы, а какие модули вышли из строя вследствие первоначальной неисправности, о типе неисправного элемента. Также знание истории появления неисправности позволяет сильно сократить время тестирования устройства, повысить качество ремонта, надежность исправленного оборудования. Выяснение истории позволяет выяснить, не является ли неисправность результатом внешнего воздействия, как то: климатические факторы (температура, влажность, запыленность и пр.), механические воздействия, загрязнение различными веществами и пр.
Возможности метода: Метод позволяет очень оперативно выдвинуть гипотезу о локализации неисправности.
Достоинства метода:
- Нет необходимости знать тонкости работы изделия;
- Сверхоперативность;
- Не требуется наличие документации.
Недостатки метода:
- Необходимость получить информацию о событиях, растянутых во времени, при которых вы не присутствовали, неточность и недостоверность предоставляемой информации;
- Требует подтверждения и уточнения другими методами; в некоторых случаях велика вероятность ошибки и неточность локализации;
Применение метода:
- Если неисправность сначала проявлялась редко, а затем стала проявляться все чаще ( в течении недели или нескольких лет), то, скорее всего, неисправен электролитический конденсатор, электронная лампа или силовой полупроводниковый элемент, чрезмерный разогрев которого приводит к ухудшению его характеристик.
- Если неисправность появилась в результате механического воздействия, то, вполне вероятно, ее удастся выявить внешним осмотром блока.
- Если неисправность появляется при незначительном механическом воздействии, то ее локализацию следует начать с использования механических воздействий на отдельные элементы.
- Если неисправность появилась после каких-либо действий (модификация, ремонт, доработка и др.) над прибором, то следует обратить особое внимание на часть изделия, в которой производились действия. Следует проконтролировать правильность этих действий.
- Если неисправность появляется после климатических воздействий, воздействия влажности, кислот, паров, электромагнитных помех, бросков питающего напряжения, необходимо проверить соответствие эксплуатационных характеристик изделия в целом и его компонентов условиям работы. При необходимости — принять соответствующие меры. (изменение условий работы или изменения в изделии, в зависимости от задач и возможностей )
- О локализации неисправности очень много могут рассказать проявления неисправности на разных этапах ее развития.
2. Внешний осмотр.
Суть метода: Внешним осмотром зачастую пренебрегают, но именно внешний осмотр позволяет локализовать порядка 50% неисправностей, особенно в условиях мелкосерийного производства. Внешний осмотр в условиях производства и ремонта имеет свою специфику.
Возможности метода:
- Метод позволяет сверхоперативно выявить неисправность и локализовать ее с точностью до элемента при наличии внешнего проявления.
Достоинства метода:
- Сверхоперативность;
- Точная локализация;
- Требуется минимум оборудования;
- Не требуется наличие документации (или наличие в минимальном количестве).
Недостатки метода:
- Позволяет выявлять только неисправности, имеющие проявление во внешнем виде элементов и деталей изделия;
- Как правило, требует разборки изделия, его частей и блоков;
- Требуется опыт исполнителя и отличное зрение.
Применение метода:
- В условиях производства особое внимание необходимо уделять качеству монтажа. Качество монтажа включает в себя: правильность размещение элементов на плате, качество паянных соединений, целостность печатных проводников, отсутствие инородных включений в материал платы, отсутствие замыканий (порой замыкания видны только под микроскопом или под определенным углом ), целостность изоляции на проводах, надежное крепление контактов в разъемах. Иногда неудачный конструктив провоцирует замыкания или обрывы.
- В условиях ремонта следует выяснить, работало ли устройство когда-нибудь правильно. Если не работало(случай заводского дефекта), то следует проверить качество монтажа.
- Если же устройство работало нормально, но вышло из строя (случай собственно ремонта), то следует обратить внимание на следы тепловых повреждений электронных элементов, печатных проводников, проводов, разъемов и пр. Также при осмотре необходимо проверить целостность изоляции на проводах, трещины от времени, трещины в результате механического воздействия, особенно в местах, где проводники работают на перегиб (например, слайдеры и флипы мобильных телефонов). Особое внимание следует обратить на наличие загрязнений, пыли , вытекания электролита и запах(горелого, плесени, фекалий и пр.). Наличие загрязнений может являться причиной неработоспособности РЭА или индикатором причины неисправности ( например, вытекание электролита).
- Осмотр печатного монтажа требует хорошего освещения. Желательно применение увеличительного стекла. Как правило,замыкания между пайками и некачественные пайки видны только под определенным углом зрения и освещения.
Естественно, во всех случаях следует обратить внимание на любые механические повреждения корпуса, электронных элементов, плат, проводников, экранов и пр. пр.
3. Прозвонка.
Суть метода: Суть метода в том, что при помощи омметра, в том или ином варианте, проверяется наличие необходимых связей и отсутствие лишних соединений (замыканий).
Возможности метода:
- Предупреждение неисправностей при производстве, контроль качества монтажа;
- Проверка гипотезы о наличии неисправности в конкретной цепи;
Достоинства метода:
- простота;
- не требуется высокая квалификация исполнителя;
- высокая надежность;
- точная локализация неисправности;
Недостатки метода:
- высокая трудоемкость;
- ограничения при проверке плат со смонтированными элементами и подключенных жгутов, элементов в составе схемы.
- необходимость получить прямой доступ к контактам и элементам.
Применение метода:
- На практике, как правило, достаточно проверить наличие необходимых связей. Отсутствие замыканий проверяется только по цепям питания.
- Отсутствие лишних связей также обеспечивается технологическими методами: маркировка и нумерация проводов в жгуте.
- Проверку на наличие лишних связей проводят в случае, когда есть подозрение на конкретные проводники, или подозрение на конструкторскую ошибку.
- Проводить проверку на наличие лишних связей чрезвычайно трудоемко. В связи с этим ее проводят, как один из заключительных этапов, когда возможная область замыкания (например, нет сигнала в контрольной точке) локализована другими методами.
- Очень точно локализовать замыкание можно при помощи миллиомметра, с точностью до нескольких сантиметров.
- Хотя данная методика имеет определенные недостатки, она очень широко применяется в условиях мелкосерийного производства, в связи со своей простотой и эффективностью.
- Прозванивать лучше по таблице прозвонки, составленной на основании схемы электрической принципиальной. В этом случае исправляются возможные ошибки конструкторской документации и обеспечивается отсутствие ошибок в самой прозвонке.
4. Снятие рабочих характеристик
Суть метода. При применении этого метода изделие включается в рабочих условиях или в условиях, имитирующих рабочие. И проверяют характеристики, сравнивая их с необходимыми характеристиками исправного изделия или теоретически рассчитанными. Также возможно и снятие характеристик отдельного блока, модуля, элемента в изделии.
Возможности метода:
- Позволяет оперативно диагностировать изделие в целом или отдельный блок;
- Позволяет примерно оценить расположение неисправности, выявить функциональный блок, работающий неправильно, в случае, если изделие работает неправильно;
Достоинства метода:
- Достаточно высокая оперативность;
- Точность, адекватность;
- Оценка изделия в целом;
Недостатки метода:
- Необходимость специализированного оборудования или, как минимум, необходимость собрать схему подключения;
- Необходимость стандартного оборудования;
- Необходимость достаточно высокой квалификации исполнителя ;
- Необходимо знать принципы работы прибора, состав прибора, его блок-схему (для локализации неисправности).
Применение метода:Например :
- В телевизоре проверяют наличие изображения и его параметры, наличие звука и его параметры, энергопотребление, тепловыделение. По отклонению тех или иных параметров судят о исправности функциональных блоков.
- В мобильном телефоне на тестере проверяют параметры RF тракта и по отклонению тех или иных параметров судят о исправности функциональных блоков.
- Естественно, необходимо быть уверенным в исправности всех внешних блоков и правильности входных сигналов. Для этого работу изделия (элемента, блока) сравнивают с работой исправного в этих же условиях и в этой схеме включения. Имеется в виду не теоретически такая же схема, а практически это же «железо». Или нужно сравнить все входные сигналы.
5. Наблюдение прохождения сигналов по каскадам.
Суть метода: При помощи измерительной аппаратуры (осциллограф, тестер, анализатор спектра и др.) наблюдают правильность распространения сигналов по каскадам и цепям устройства. Для этого проводят измерения характеристик сигналов в контрольных точках.
Возможности метода:
- оценка работоспособности изделия в целом;
- оценка работоспособности по каскадам и функциональным блокам;
Достоинства метода:
- высокая точность локализации неисправности;
- адекватность оценки состояния изделия в целом и по каскадам;
Недостатки метода:
- большая затрудненность оценки цепей с обратной связью;
- необходимость высокой квалификации исполнителя;
- трудоемкость;
- неоднозначность результата при неправильном использовании;
Применение метода:
- В схемах с последовательным расположением каскадов пропадание правильного сигнала в одной из контрольных точек говорит о возможной неисправности либо выхода, либо замыкания по входу, либо о неисправности связи.
- В начале вычленяют встроенные источники сигналов (тактовые генераторы, датчики, модули питания и пр.) и последовательно находят узел, в котором сигнал не соответствует правильному, описанному в документации или определенному при помощи моделирования.
- После проверки правильности функционирования встроенных источников сигналов на вход (или входы) подают испытательные сигналы и вновь контролируют правильность их распространения и преобразования. В ряде случаев для более эффективного применения метода требуется временная модификация схемы, т.е. если необходимо и возможно — разрыв цепей обратной связи, разрыв цепей связи входа и выхода подозреваемых каскадов
Рис.1 Временная модификация устройства для устранения неоднозначности нахождения неисправности. Крестиками обозначен временный обрыв связей.
- В цепях с обратными связями очень тяжело получить однозначные результаты.
6.Сравнение с исправным блоком.
Суть метода: Заключается в том, что сравниваются различные характеристики заведомо исправного изделия и неисправного. По отличиям внешнего вида, электрических сигналов, электрического сопротивления судят о локализации неисправности. Возможности метода:
- Оперативная диагностика в комбинации с другими методами;
- Возможность ремонта без документации.
Достоинства метода:
- Оперативный поиск неисправностей;
- Нет необходимости использовать документацию;
- Исключает ошибки моделирования и документации;
Недостатки метода:
- Необходимость в наличии исправного изделия;
- Необходимость в комбинации с другими методами
Применение метода: Сравнение с исправным блоком — очень эффективный метод, потому что документированны не все характеристики изделия и сигналы не во всех узлах схемы. Необходимо начать сравнение со сравнения внешнего вида, расположения элементов и конфигурации проводников на плате, отличие в монтаже говорит о том , что конструктив изделия был изменен и, вполне вероятно, допущена ошибка. Затем сравнивают различные электрические характеристики. Для сравнения электрических характеристик смотрят сигналы в различных точках схемы, работу прибора в различных условиях , в зависимости от характера проявления неисправности. Достаточно эффективно измерять электрическое сопротивления между различными точка (метод периферийного сканирования).
7.Моделирование.
Суть метода: Моделируется поведение исправного и неисправного устройства и на основе моделирования выдвигается гипотеза о возможной неисправности, и затем гипотеза проверяется измерениями. Метод применяется в комплексе с другими методами для повышения их эффективности.
Возможности метода:
- Оперативное и адекватное выдвижение гипотезы о расположении неисправности;
- Предварительная проверка гипотезы о расположении неисправности.
Достоинства метода:
- Возможность работать с исчезающими неисправностями,
- Адекватность оценки.
Недостатки метода:
- необходима высокая квалификация исполнителя,
- необходима комбинация с другими методами
Применение метода: При устранении периодически проявляющейся неисправности необходимо применять моделирование для выяснения — мог ли заменяемый элемент провоцировать данную неисправность. Для моделирования необходимо представлять принципы работы оборудования и порой знать даже тонкости работы.
8.Разбиение на функциональные блоки.
Суть метода: Для предварительной локализации неисправности весьма эффективно разбить устройство на функциональные блоки. Надо учитывать, что зачастую конструкторское разбиение на блоки не является эффективным с точки зрения диагностики, так как один конструктивный блок может содержать несколько функциональных блоков или один функциональный блок может быть конструктивно выполнен в виде нескольких модулей. С другой стороны, конструктивный блок гораздо проще заменить, что позволяет определить, в каком конструктивном блоке находится неисправность.
Возможности метода:
- Позволяет оптимизировать применение других методов;
- Позволяет быстро определить область расположения неисправности;
- Позволяет работать со сложными неисправностями
Достоинства метода:
- Ускоряет процесс поиска неисправности;
Недостатки метода:
- Необходимо глубокое знание схемотехники изделия;
- Необходимо время для тщательного анализа прибора
Применение метода: Возможны два варианта :
- Если изделие состоит из блоков(модулей, плат) и возможна их быстрая замена, то, по очереди меняя блоки, находят тот, при замене которого неисправность пропадает;
- В другом варианте – анализируя документацию, составляют функциональную схему прибора, на основе функциональной схемы моделируют (как правило, мысленно ) работу изделия и выдвигают гипотезу о расположении неисправности.
9. Временная модификация схемы.
Суть метода: Для исключения взаимного влияния и для устранения неоднозначности в измерениях иногда приходится изменять схему изделия: обрывать связи, подключать дополнительные связи, выпаивать или впаивать элементы.
Возможности метода:
- Локализация неисправности в цепях с ОС;
- Точная локализация неисправности;
- Исключение взаимного влияния элементов и цепей.
Достоинства метода:
- Позволяет уточнить расположение неисправности.
Недостатки метода:
- Необходимость модифицировать систему
- Необходимость знания тонкостей работы устройства
Применение метода: Частичное отключение цепей применяется в следующих случаях:
- когда цепи оказывают взаимное влияние и неясно, какая из них является причиной неисправности;
- когда неисправный блок может вывести из строя другие блоки;
- когда есть предположение, что не правильная/неисправная цепь блокирует работу системы.
Следует с особой осторожностью отключать цепи защиты и цепи отрицательной обратной связи, т.к. их отключение может привести к значительному повреждению изделия. Отключение цепей обратной связи может приводить к полному нарушению режима работы каскадов и в результате не дать желаемого результата. Размыкание цепе ПОС в генераторах естественно приводит к срыву генерации, но может позволить снять характеристики каскадов.
10. Включение функционального блока вне системы, в условиях, моделирующих систему.
Суть метода: По сути метод является комбинацией методов : Разбиение на функциональные блоки и Снятие внешних рабочих характеристик. При обнаружении неисправностей «подозреваемый» блок проверяется вне системы, что позволяет либо сузить круг поиска , если блок исправен, либо локализовать неисправность в пределах блока, если блок неисправен.
Возможности метода:
- проверка гипотезы о работоспособности той или иной части системы
Достоинства метода:
- возможность испытания и ремонта функционального блока без наличия системы.
Недостатки метода:
- необходимость собирать схему проверки.
Применение метода: При применении данного метода необходимо следить за корректностью создаваемых условий и применяемых тестов. Блоки могут быть плохо согласованный между собой на стадии разработки.
11.Предварительная проверка функциональных блоков.
Суть метода: Функциональный блок предварительно проверяется вне системы, на специально изготовленном стенде (рабочем месте). При ремонте данный метод имеет смысл,если для блока требуется не слишком много входных сигналов или, иначе говоря, не слишком трудно имитировать систему. Например, этот метод имеет смысл применять при ремонте блоков питания. Возможности метода:
- Проверка гипотезы о работоспособности блока;
- Предупреждение возможных неисправностей при сборке больших систем.
Достоинства метода:
- Возможность проверки основных характеристик блока без мешающих воздействий;
- Возможность предварительной проверки блоков.
Недостатки метода:
- Необходимость собирать схему проверки
Применение метода: Очень широко применяется для профилактики неисправностей системы в условиях производства новых изделий.
12. Метод замены.
Суть метода: Подозреваемый блок/компонент заменяется на заведомо исправный, и проверяется функционирование системы. По результатам проверки судят о правильности гипотезы в отношении неисправности.
Возможности метода:
- Проверка гипотезы о исправности или не исправности блока или элемента.
Достоинства метода:
- Оперативность.
Недостатки метода:
- Необходимость наличия блока для замены.
Применение метода: Возможны несколько случаев: когда поведение системы не изменилось, это означает, что гипотеза неверна; когда все неисправности в системе устранены, значит. неисправность действительно локализована в замененном блоке; когда исчезла часть дефектов, это может означать, что устранена только вторичная неисправность и исправный блок вновь сгорит под воздействием первичного дефекта системы. В этом случае, возможно, лучшим решением будет вновь поставить замененный блок (если это возможно и целесообразно) и продолжить поиск неисправностей с тем. чтобы устранить именно первопричину. Например, неисправность блока питания может привести к неудовлетворительной работе нескольких блоков, один из которых выйдет из строя в результате перенапряжения.
13. Проверка режима работы элемента.
Суть метода: Сравнивают значения токов и напряжений в схеме с предположительно правильными. Их можно найти в документации, рассчитать при моделировании, измерить при исследовании исправного блока. На основании этого делают заключение о исправности элемента.
Возможности метода:
- Локализация неисправности с точностью до элемента.
Достоинства метода:
- Точность
Недостатки метода:
- Медленность
- Требуется высокая квалификация исполнителя;
Применение метода:
- Проверяют правильность логических уровней цифровых схем (соответствие стандартам, а также сравнивают с обычными, типичными уровнями);
- проверяют падения напряжений на диодах, резисторах (сравнивают с расчетным или со значениями в исправном блоке);
- Измеряют напряжения и токи в контрольных точках.
14. Провоцирующие воздействие.
Суть метода: Повышение или понижение температуры, влажности, механическое воздействие . Использование подобных воздействий очень эффективно для обнаружения пропадающих неисправностей.
Возможности метода:
- Обнаружение пропадающих неисправностей.
Достоинства метода:
- Соломинка для утопающего . 🙂
- В некоторых случаях достаточно воздействовать руками или отверткой.
Недостатки метода:
- Зачастую необходимо специальное оборудование.
Применение метода: Как правило, следует начать с постукивания по элементам. Попробовать прикоснуться к элементам и жгутам. Нагреть плату под лампой. В более сложных случаях применяют специальные методы охлаждения или климатические камеры.
15. Проверка температуры элемента.
Суть метода проста, любым измерительным прибором (или пальцем) нужно оценить температуру элемента, или сделать вывод о температуре элемента по косвенным признакам (цвета побежалости, запах горелого и пр.). На основании этих данных делают вывод о возможной неисправности элемента.
Применение метода: В общем, все просто и понятно, сложность возникает при оценке высоковольтных цепей. И не всегда бывает понятно, находится ли элемент в штатном режиме или перегревается. В этом случае нужно сравнить с исправным изделием.
16. Выполнение тестовых программ.
Суть метода: На работающей системе выполняется тестовая программа, которая взаимодействует с различными компонентами системы и предоставляет информацию о их отклике, либо система под управлением тестовой программы управляет периферийными устройствами, и оператор наблюдает отклик периферийных устройств, либо тестовая программа позволяет наблюдать отклик периферийных устройств на тестовое воздействие (нажатие клавиши, реакция датчика температуры на изменение температуры и пр.).
Достоинства метода: К достоинствам метода следует отнести очень быструю оценку по критерию работает — не работает.
Недостатки метода: Метод имеет существенные недостатки, т.к. для исполнения тестовой программы ядро системы должно находиться в исправном состоянии, неправильный отклик не позволяет точно локализовать неисправность ( может быть неисправна как периферия, так и ядро системы, так и тест-программа).
Применение метода: Метод применим только для заключительного тестирования и устранения очень мелких недоработок.
17. Пошаговое исполнение команд.
Суть метода: Применяя специальное оборудование, микропроцессорную систему переводят в режим потактного (пошагового) исполнения инструкций (машинных кодов). При каждом шаге проверяют состояние шин (данных, адресов, управления и пр. ) и, сравнивая с моделью или с исправной системой, делают выводы о работе узлов устройства. Этот метод можно классифицировать как одну из разновидностей «метода исполнения тестовых программ», но применение метода возможно на почти неработоспособной системе.
Достоинства метода:
- Возможна отладка почти неработающей системы;
- Низкая стоимость необходимого оборудования.
Недостатки метода:
- Очень большая трудоемкость.
- Высокая квалификация исполнителя.
Применение метода: Метод очень эффективен для отладки микропроцессорных систем на стадии разработки.
18. Тестовые сигнатуры.
Суть метода: При помощи специального оборудования определяют состояние шин микропроцессорного устройства в штатном режиме работы на каждом шаге программы (или тестовой программы). Можно сказать, что это вариант пошагового выполнения программ, только более быстрый (за счет применения специального оборудования).
Достоинства метода:
- Возможна отладка почти неработающей системы
Недостатки метода:
- Большая трудоемкость.
- Высокая квалификация исполнителя.
Применение метода: Метод очень эффективен для отладки микропроцессорных систем на стадии разработки.
19.«Выход на вход».
Суть метода: Если изделие/система имеет выход (множество выходов) и имеет вход (множество входов) и вход/выход могут работать в дуплексном режиме, то возможна проверка системы,в которой сигнал с выхода через внешние связи подается на вход. Анализируется наличие/отсутствие сигнала, его качество и по результатам дается оценка о работоспособности соответствующих цепей.
Достоинства метода:
- Очень высокая скорость оценки работоспособности
- Минимум дополнительного оборудования
- Недостатки метода:
- Ограниченность применения
Применение метода:
- Применяется для заключительной проверки систем управления. Может, где-то еще.
20.Типовые неисправности.
Суть метода: На основании прошлого опыта ремонта конкретного изделия составляется список проявления неисправности и соответствующего неисправного элемента. Метод основан на том, что в массовых изделиях имеются слабые места, недоработки , которые, как правило, и приводят к выходу изделий из строя. Так же к этому методу стоит отнести и предположение о выходе того или иного элемента из строя на основании показателей надежности .
Достоинства метода:
- Высокая скорость
- Не слишком высокая квалификация исполнителя
Недостатки метода:
- Не применим при отсутствии статистики неисправностей;
- Требует подтверждения гипотезы другими методами.
Применение метода: Большинство специалистов держат статистику и симптомы неисправностей в голове. Я встречал попытки систематизированного изложения в «Сервис мануалах» (в документации по ремонту) фирмы Нокиа.
21. Анализ влияния неисправности.
Суть метода: На основании имеющейся информации о проявлении неисправности и предпосылки о том, что все проявления вызваны одной неисправностью, проводят анализ устройства. В этом анализе строят «дерево» взаимных влияний блоков (элементов) и находят блок (элемент), неисправность которого могла вызвать все (большинство) проявления. Если решения нет, собирают дополнительную информацию.
Достоинство и недостатки: По мере сбора и получения информации ее необходимо постоянно анализировать с точки зрения этого метода. Метод необходим как воздух. Без него — никуда.
Применение метода: Например, простейший случай — устройство совсем не включается. Нет нагрева, посторонних звуков, нет запаха горелого. При выдвижении гипотезы необходимо предполагать минимальную причину и минимальный вред — это сгоревший предохранитель. Проверяем предохранитель. В случае исправности предохранителя продолжаем собирать информацию. Ключевой принцип — это предположение о минимальности причины.
22. Периферийное сканирование.
Суть метода: Измеряют сопротивление между контрольными точками. От прозвонки отличается тем, что нас интересует значение сопротивления, а не только наличие или отсутствие связи. Термин «Контрольная точка» применен в широком смысли. Контрольные точки может выбирать сам исполнитель.
Достоинства метода:
- Возможность автоматизированного контроля по критерию «годен — не годен»
- Возможность внутрисхемной проверки элементов
- Необходим образец или база данных о сопротивлениях в исправном блоке
- Теоретическое предположение о правильном значении сопротивления высказать трудно, особенно если схема сложная и развлетвленная.
Применение метода: Для измерения сопротивления необходимо применять оборудование, исключающее выход из строя устройства, в результате измерений. Можно применять как тестер в условиях ремонта, так и автоматы в составе большой производственной линии.
Способы поиска неисправностей
Неисправное состояние (неисправность) – это состояние объекта, при котором он не соответствует хотя бы одному из требований, установленных нормативно-технической документацией (ГОСТ 13377-80).
Любая система (элемент) характеризуется рядом параметров, основных и второстепенных. Первые характеризуют выполнение элементом (системой) заданных функций, вторые определяют удобства эксплуатации, внешний вид, удобство ремонта и т.д. В соответствии с таким разделением параметров различают основные и второстепенные неисправности.
Основной неисправностью изделия (объекта, системы, элемента) называется неисправность, при которой хотя бы один из основных параметров выходит за пределы установленного эксплуатационного допуска. Непосредственным следствием основной неисправности является отказ, т.е. полная или частичная утрата работоспособности системой.
Неисправность называется второстепенной в том случае, если изделие не соответствует хотя бы одному из требований, установленных в отношении второстепенных параметров. Второстепенные неисправности не нарушают работоспособность изделия, т.е. не приводят к отказам. Работоспособное изделие может быть как исправным, так и неисправным. Исправное изделие всегда работоспособно. Неисправное изделие может быть как работоспособным, так и отказавшим. Отказавшее изделие всегда неисправно.
Неисправности КИП и СА делятся на механические и электрические. Основные неисправности электрических цепей и примерных аналогов в группе механических передач приведены в таблице 3.1.
| Неисправности электрической схемы | Неисправности механической передачи |
| Обрыв | Полное отсутствие зацепления (связи) |
| Значительное увеличение сопротивления | Неполная связь |
| Значительное уменьшение сопротивления | Торможение передачи |
| Короткое замыкание | Заклинивание передачи |
| Изменение реактивности элемента | Изменение моментов инерции в передаче |
Причины обрывов в электрических цепях – старение элементов (обрыв сопротивления), прохождение повышенных токов, удары, вибрация, коррозия. При обрыве наблюдается исчезновение сигналов на выходе изделия (объекта), иногда – повышение напряжения питания.
Значительные увеличения сопротивлений происходят из – за старения элементов, изменения их параметров. При этом искажаются или полностью исчезают сигналы на выходе схем.
Уменьшение сопротивления в электрических цепях связано с уменьшением сопротивления изоляции, с увеличением поверхностных утечек, старением элементов и т.д. Как правило, в этих случаях происходят перегрузки источников питания, повышенный нагрев элементов, сгорание предохранителей.
Короткие замыкания возникают при пробоях изоляции, замыкании проводников и элементов на корпус и т.п. Короткие замыкания сопровождаются перегрузками каскадов схемы и источников питания. Признаки к.з.: исчезновение выходных сигналов; появление искрения, дыма и запаха горящей изоляции; сильные перегрузки, срабатывание устройств защиты.
По внешним проявлениям неисправности могут быть явными (очевидными) и неявными (скрытыми). Примером явных неисправностей могут служить выход из строя лампочек сигнализации, предохранителей, резисторов, трансформаторов и т.д., но большинство неисправностей носят скрытый характер. К ним относятся кратковременные сбои в работе объектов, изменение величины сопротивления резисторов, конденсаторов, токовых параметров полупроводниковых элементов и др.
Неисправное состояние объекта или его составных частей вызывается влиянием внешних воздействий, превышающих уровни, установленные НТД на объект, а событие перехода объекта с исправного в неисправное состояние, называют повреждением.
Под отказом понимают не только потерю работоспособности, но и ее ухудшение вследствие изменения значения параметров. Причина отказа – воздействие (нагрузка), которое привело объект в неработоспособное состояние. Признаками отказа являются непосредственные или косвенные воздействия на органы чувств операторов определенных состояний или процессов, свойственных неработоспособному состоянию объекта (возникновение посторонних шумов в механических передачах, исчезновение выходного сигнала, сверхдопустимый нагрев поверхностей или отдельных деталей объекта, изменение показаний приборов и т.п.), определяемых НТД на данный объект.
Следует различать отказ объекта (изделия) и отказ элемента (узла, детали) объекта. Возможны следующие случаи:
— отказ элемента одновременно означает и отказ изделия;
— отказ элемента не означает отказ изделия (объекта);
— нарушение работоспособности объекта при отсутствии отказавших элементов (ошибки оператора, эксплуатация в условиях, не предусмотренных технической документацией и т.п.).
Ввиду сложной природы отказов существует их широкая классификация. Отказы подразделяют следующим образом:
а) По характеру изменения параметров до момента возникновения отказа на:
1) внезапные, характеризующиеся скачкообразным изменением нескольких заданных параметров объекта;
2) постепенные, вызываемые постепенным изменением значений одного или нескольких заданных параметров объекта.
б) По взаимосвязи между собой на:
1) зависимый, когда отказ элемента объекта обусловлен отказом другого элемента;
2) независимый – отказ одного элемента не обусловлен отказом другого элемента объекта.
в) По характеру времени нарушения работоспособности на:
1) сбой – самоустраняющийся отказ, приводящий к кратковременному нарушению работоспособности объекта;
2) перемежающийся – многократно возникающий сбой одного и того же характера.
г) По причинам возникновения на:
1) конструкционный – отказ, возникающий в результате нарушения установленных правил или норм конструирования объекта;
2) производственный – отказ, возникший по причине нарушения установленного технологического процесса изготовления или ремонта объекта;
3) эксплуатационный – отказ, появившийся в результате нарушения установленных правил или условий эксплуатации объекта.
Отказы, происходящие вследствие непредвиденного отклонения внешних условий работы объекта от расчетных или при длительном воздействии какого-либо внешнего разрушающего фактора, относят к отказам по причинам внешних воздействий.
По вине личного состава происходят отказы, вызванные нарушением правил эксплуатации, по причинам недостаточной обученности и слабых (утраченных) навыков в эксплуатации СА, иногда по недисциплинированности или халатности.
Отказы и неисправности КИП и СА существенно увеличивают трудоемкость их обслуживания. Особенно большие трудозатраты, как показывает практика, расходуются на поиск неисправностей, установление причин (диагноза) и разработку мероприятий по их устранению и предупреждению.
Возникновение отказа является случайным событием, поэтому время появления отказа t0 – также случайная величина. Вероятность появления отказа рассматривают как вероятность того, что случайная величина t0 примет значение меньше заданного значения наработки объекта t. Это позволяет рассматривать вероятность появления отказа q(t) как функцию распределения случайной величины t0 – времени до появления первого отказа.
Как функция распределения q(t) обладает свойствами:
б) в начальный момент времени при t=0 q(t)=0;
в) в пределе стремится к единице  limt®¥ q(t)=1.
limt®¥ q(t)=1.
Важной характеристикой безотказности объекта является интенсивность отказов λ(t). Если объект содержит N последовательно включенных однотипных элементов, то интенсивность отказов определяется выражением:
 , (3.1)
, (3.1)
При наличии в объекте К групп различных элементов это выражение принимает вид:
 (3.2)
(3.2)
Зависимость интенсивности отказов от времени эксплуатации для сложных объектов СА показана на рисунке 3.1, где различают три участка: I – приработка; II – нормальной эксплуатации; III – старение.
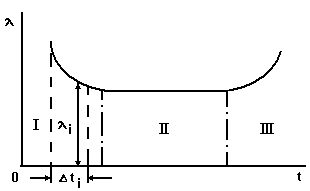
Рисунок 3.1 – Зависимость λ(t)
Характерным для первого участка является снижение интенсивности отказов со временем, что объясняется быстрым выявлением наименее надежных объектов (элементов). Второй участок отражает период, когда интенсивность отказов стабилизируется. Третий участок показывает резкое увеличение отказов, что объясняется приближением объектов к предельному состоянию. Этот период их эксплуатации, как правило, исключается.
Средняя наработка до отказа (Т0) – это математическое ожидание наработки до первого отказа:
 , (3.3)
, (3.3)
где Р(t) – вероятность безотказной работы.
Из этого выражения средняя наработка до отказа равна площади под кривой вероятности безотказной работы.
Появление отказов в каждом из N объектов рассматривают как поток требований для восстановления. Математическое ожидание числа отказов за время t рассматриваемого потока может быть определено выражением:
 , (3.4)
, (3.4)
где mi(t) – число отказов i-го объекта за время t.
В сложном объекте результирующий поток отказов равен сумме потоков отказов отдельных устройств и считается простейшим. Он должен удовлетворять условиям: ординарности, стационарности и отсутствия последствий.
Ординарность потока означает, что вероятность появления двух и более отказов в один и тот же момент времени величина высшего порядка малости, т.е. практически отсутствует.
Стационарность потока означает, что вероятность появления ровно m отказов за промежуток t, (t+Δt) времени не зависит от t, а является функцией Δt и m.
Отсутствие последствия заключается в том, что для двух отрезков времени Δt1 и Δt2 число отказов в одном из них не зависит от числа отказов, попавших в другой.
Основным типом потока отказов КИП и СА в условиях эксплуатации можно считать простейший.
Основной характеристикой потока является параметр потока отказов – плотность вероятности возникновения отказа восстанавливаемого объекта в рассматриваемый (исследуемый) момент времени.
Для ординарных потоков без последствий параметр потока связан с математическим ожиданием числа отказов выражением:
 , (3.5)
, (3.5)
В случае экспоненциального распределения ω(t)=λ.
Для восстанавливаемых объектов вместо показателя “средняя наработка до отказа” применяется показатель “ наработка на отказ ”; Т – отношение наработки восстанавливаемого объекта к математическому ожиданию числа его отказов в течение этой наработки.
 , (3.6)
, (3.6)
Используя выражения (3.5) и (3.6), нетрудно найти выражение для вероятности безотказной работы восстанавливаемых объектов.
 , (3.7)
, (3.7)
Эти показатели могут быть использованы для любой фазы и для любого этапа эксплуатации.
Если время, затраченное на ремонт изделия, принять за 100%, то поиск неисправного элемента занимает 64%. Поскольку количество элементов в объектах средств автоматизации и особенно в автоматических системах очень велико, то прямой перебор элементов для оценки их состояния невозможен. Поэтому разработка мер по правильному выбору последовательности операций поиска позволяет обеспечить наиболее быстрое определение неисправностей, уменьшить физическую и умственную нагрузку обслуживающего персонала.
При выполнении работ по поиску, устранению неисправностей необходимо придерживаться определенных правил. Технология поиска может быть разбита на основные операции указанные на рисунке 3.2.
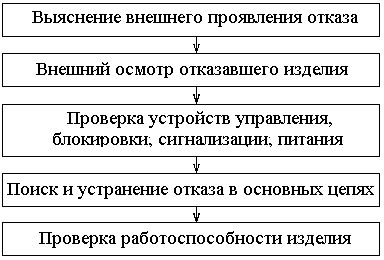
Рисунок 3.2 – Технология поиска отказов (неисправностей)
Процесс поиска неисправностей сводится к проведению различных проверок и принятию решения о дальнейшем развитии поиска на основе результатов проверки.
Независимо от применяемых средств процесс поиска неисправностей имеет две стадии: выбор последовательности проверки элементов; выбор методики (способа) проведения отдельных операций проверки.
Поиск может проводиться по заранее определенной последовательности проверок или ход каждой последующей проверки определяется результатом предыдущей. В зависимости от этого различают следующие методы проверок: последовательных поэлементных, последовательных групповых и комбинационных.
Выбор той или иной последовательности проверок зависти от конструкции изделий в целом или их части, в которой появилась неисправность, и может изменяться в процессе накопления информации по надежности и трудоемкости проверки элементов.
Метод последовательных поэлементных проверок заключается в том, что элементы изделий при поиске неисправности проверяются поодиночке в определенной, заранее установленной последовательности. Если очередной проверяемый элемент оказался исправным, то переходят к проверке следующего элемента. При обнаружении неисправного элемента поиск прекращается, и элемент заменяется (ремонтируется). Затем объект проверяется на работоспособность. Если при этом объект (система) не функционирует нормально, то приступают к дальнейшей проверке. Причем проверка начинается с той позиции, на которой был обнаружен неисправный элемент. При обнаружении второго неисправного элемента он также заменяется или ремонтируется (восстанавливается), и объект вновь проверяется на работоспособность. Если объект работает ненормально, то поиск вновь возобновляется, и так до тех пор, пока объект или система не будут функционировать нормально.

Рисунок 3.3 – Структурная схема системы автоматического регулирования типа “Кристалл”
Простейшим примером использования такого метода может служить поиск неисправности в системе автоматического регулирования одного из параметров технологического процесса. Сначала проверяется регулирующий орган, затем исполнительный механизм, затем усилитель и т.д. Таким образом, устанавливается объект, неисправность которого послужила причиной нарушения нормального функционирования САР (рисунок 3.3).
При обнаружении, например, неисправности в исполнительном механизме, рассматривается поэлементная структура этого устройства (объекта). Предположим, что в качестве исполнительного устройства используется электромеханический привод, представляющий электродвигатель постоянного тока, соединительную муфту (например, фрикционную) и редуктор (рисунок 3.4).

Здесь можно установить следующую последовательность проверки элементов: 1-2-3-4-5-6-7-8. наиболее уязвимыми из них могут оказаться элементы 1,2,4,7 и 8. Поэтому при использовании поэлементного метода проверки возможны два способа очередности контроля элементов. Если в изделии (системе) используются элементы, длительность проверки которых примерно одинакова, то проверку надо начинать с элементов, обладающих наименьшей надежностью. Для нашего случая это элементы 1,2,4. Если надежность элементов данного изделия примерно одинакова, то целесообразно начинать проверку с элемента, для проверки которого требуется наименьшее время. Например, с защитного устройства 1; затем 2; затем 4. Для успешного использования этих правил необходимо знать не только функциональные и принципиальные схемы объектов и систем, но иметь четкое представление о надежности их элементов.
Недостаток метода – сравнительно большое количество проверок. Объясняется это тем, что в этом методе при поиске не используются функциональные связи элементов, хотя это делает метод универсальным, т.к. он не зависит от функциональной схемы системы.
Метод последовательных групповых проверок состоит в том, что все элементы объекта с учетом их функциональных связей разбиваются на отдельные группы и контролируется исправность каждой группы в целом. Последовательность проведения проверок определяется результатом предыдущей проверки. По мере проведения проверок численность подлежащих проверке элементов уменьшается. На последнем этапе контроля в группе должен быть один элемент.
Пример проведения поиска неисправности по такому методу приведен в функциональной схеме системы на рисунке 3.5 одной из видов САУ.
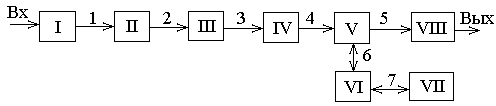
Рисунок 3.5 – Пример структурной схемы САУ
Схема разбивается на группы I-VIII. Затем структура разбивается на две подгруппы и т.д. При этом последовательность проверок будет следующая:
а) Контролируется сигнал в точке 4. Если он нормальный, то переходят к точке 6, т.к. при этом предполагается, что неисправный элемент находится в группе V, VI, VII, VIII. Если сигнал в точке 4 не соответствует норме, то проверяется сигнал в точке 2, т.к. неисправен один из элементов I, II, III, IV. Если сигнал в точке 2 в норме, то элементы I, II исправны, и следует проверять точку 3. При этом выявляется, какой из элементов III или IV неисправен.
б) Если при контроле точек 4 и 6 сигнал соответствует требуемым параметрам, то контролируется точка 5, в результате чего определяется неисправный элемент V или VIII.
При таком методе поиска неисправностей необходимо знать параметры сигналов в контрольных точках, а также типы измерительных приборов и правила их эксплуатации.
Если в объекте (системе) будет несколько неисправностей, то схема поиска неисправностей не изменится. Двигаясь по одной из ветвей структуры, неизбежно приходят к одному из неисправных элементов. После устранения этой неисправности (восстановления элемента) проверяется работоспособность объекта, которая покажет, существует или нет еще неисправность.
При наличии неисправности процесс поиска продолжается (повторяется), что должно привести ко второму неисправному элементу и т.д.
Такой метод еще называется методом средней точки. Однако, в общем случае число, на которое разбивается структурная схема объекта (системы), может быть и не равна двум. Разбивать систему нужно, учитывая функциональные связи отдельных элементов и надежность их работы.
При групповом методе проверок различают проверки “ с исключением ” и “ без исключения ”. Проверка “с исключением” состоит в том, что заключение о работоспособности одной из групп элементов делается на основании проверки других групп. Например, имеем три группы элементов. По результатам проверки установили исправность групп 1 и 2. Не делая проверок, заключаем, что неисправный элемент находится в 3-й группе.
При проверках “без исключения” контролируется работоспособность всех групп. На конечном этапе всегда проводится проверка “без исключения”, что устраняет возможность ошибки.
Достоинство этой последовательности проверок – значительное сокращение времени поиска неисправности. Однако этот метод требует знания функциональных связей отдельных элементов и их надежности.
Сущность комбинационного метода проверок заключается в одновременном измерении нескольких параметров (например параметра А, В, С, Д на рисунке 3.6). По результатам измерений всех параметров делается заключение о неисправном элементе.
Для удобства пользования таким методом составляют таблицы состояния контролируемых параметров. В качестве элементов в этом случае следует выбирать блок, узел, последовательную неразветвленную группу каскадов.
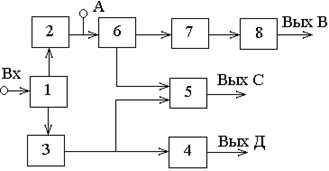
Рисунок 3.6 – К использованию комбинационного метода проверок.
Таблица 3.2 – График состояний
| Элементы | Параметры | ||
| А | В | С | Д |
В первом вертикальном столбце таблицы 3.2 указаны элементы структурной схемы, а в первой строке – их параметры. Таблицу заполняют по стрелкам в соответствии со следующими правилами.
Поочередно предполагается неисправность только в данном элементе. Данная неисправность приводит к выводу соответствующих параметров за пределы допусков. Против этих параметров в таблице ставится «0». Если же заданная неисправность не влияет на какой-то параметр, то против этого параметра ставится «1».
Полагаем, что элемент 1 (рисунке 3.6) неисправен. Тогда, очевидно, что все параметры А, В, С и Д выйдут за пределы допусков. Против этих параметров в таблице ставится «0», т.е. первая строка таблицы 2 будет состоять из одних нулей. Затем предполагаем, что неисправен элемент 2, при этом параметры А, В и С будут не соответствовать нормам, а параметр Д будет в норме. Во второю строку следует записать «0001». Таким образом перебирают все элементы и анализируют состояние параметров. Одинаковые стоки (7 и 8 таблицы 3.2) говорят о не различении данной системой (объектом) параметров неисправностей элементов 7 и 8. В этом случае элементы объединяются в один или вводят дополнительный параметр для их различения.
Для обнаружения неисправного элемента с помощью такой таблицы, поступают следующим образом. Оператор записывает значения параметров в виде числа, состоящего из нулей и единиц, по указанному правилу. Для определения неисправного элемента сравнивают полученное число с числами в строках таблицы. С какой строкой таблицы совпадают результаты измерения параметров, тот элемент и неисправен. Если результат измерения параметров (числа) не совпадает ни с одной строкой таблицы, неисправны несколько элементов.
Достоинство этого метода – относительно малое время поиска неисправности, однако реализация его трудна.
Последовательность процесса поиска неисправностей носит название программы поиска. Определенная последовательность проверок, обеспечивающая минимальное значение математического ожидания времени проверок, просчитывается с помощью создания математической модели процесса поиска отказавшего элемента.
Объект, в котором появилась неисправность, состоит из n элементов. Отказы элементов независимы. При отказе любого из элементов отказывает объект. Для контроля исправности элемента имеется возможность подать на вход контрольный сигнал и проверить на выходе реакцию на этот сигнал. Известны интенсивности отказов элементов q и потребное время τ на проверку их исправности. Определяют последовательность проверок элементов, обеспечивающих наименьшее время поиска неисправности.
Оптимальная последовательность должна обладать следующим свойством:
 , (3.8)
, (3.8)
где τ – среднее время проверки исправного элемента; q – условная вероятность отказа элемента.
Если время контроля исправности всех элементов равны, то оптимальная последовательность принимает вид:
Т.е. контроль исправности элемента следует производить в порядке убывания условной вероятности отказов элементов.
Последовательность (3.9) можно записать более удобном виде:
Среднее время поиска неисправностей по программе вычисляют по формуле:
 , (3.11)
, (3.11)
где τИЗ.i – врем, расходуемое на измерения при отказе i-го элемента.
 , (3.12)
, (3.12)
где τR – время, расходуемое на измерения в точке К схемы; ri – число измерений по программе для выявления отказа i-го элемента.
 , (3.13)
, (3.13)
Порядок построения программ можно рассмотреть на примерах.
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
МЕТОДЫ АВТОМАТИЧЕСКОГО ПОИСКА НЕИСПРАВНОСТЕЙ И КОНТРОЛЯ СЛОЖНЫХ СИСТЕМ (обзор) Текст научной статьи по специальности «Электротехника, электронная техника, информационные технологии»
Похожие темы научных работ по электротехнике, электронной технике, информационным технологиям , автор научной работы — В. М. Разин, М. Н. Строгонов
Текст научной работы на тему «МЕТОДЫ АВТОМАТИЧЕСКОГО ПОИСКА НЕИСПРАВНОСТЕЙ И КОНТРОЛЯ СЛОЖНЫХ СИСТЕМ (обзор)»
ЮМСКОГО ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ПОЛИТЕХНИЧЕСКОГО
ИНСТИТУТА имени С. М. КИРОВА
МЕТОДЫ АВТОМАТИЧЕСКОГО ПОИСКА НЕИСПРАВНОСТЕЙ И КОНТРОЛЯ СЛОЖНЫХ СИСТЕМ (обзор)
Одним из способов повышения надежности и эффективности электронного оборудования является применение систем автоматического контроля и поиска неисправности данного оборудования в сочетании с возможностью устранения неисправности.
Сложные системы нельзя контролировать вручную, так как потребуется много времени на отыскание неисправности. Автоматизация контроля существенно сокращает затраты времени на проверку и профилактику оборудования, вследствие чего увеличивается полезное время работы системы, кроме того, сокращается штат обслуживающего персонала, снижаются требования к уровню его квалификации. Это все вместе взятое ведет к сокращению эксплуатационных расходов. Какую экономию средств дают системы автоконтроля, видно из следующих примеров, приведенных в [10].
Использование автоматической контрольной системы SC ATE при испытании одного радиоэлектронного комплекса сократило время предстартовой проверки ракеты с 12 часов до 5 минут.
Применение системы контроля BOFTE позволило сэкономить 75% общего времени предстартовой проверки ракеты Терьер, а расходы на испытания сократились на 97,5%.
Общий принцип автоматического контроля сложных систем
В системах автоматического контроля при обнаружении неисправности обычно используется метод контроля прохождения сигнала [1,2]. На вход проверяемого устройства подаются сигналы, обычно совпадающие с реальными входными сигналами. В контрольных точках производится измерение параметров реакции устройства на входные сигналы. Если информация, снимаемая в контрольных точках, непригодна для непосредственного использования при оценке работы устройства, то она проходит через преобразователь. Обычно информация преобразуется в цифровую форму, так как схемы сравнения и логические схемы, как правило, являются цифровыми.
Далее, преобразованная информация поступает в компаратор, т. е. сравнивающее устройство, где происходит сравнение полученной информации с эталонными значениями намеряемых величин. 1(18
Компаратор может вычислять отклонение измеряемой величины от эталонной и выдать величину отклонения или может выдать сигнал с оценкой «годен — не годен».
Сигнал с компаратора подается на устройство индикации и регистрации. Индикаторное устройство фиксирует неисправный узел или субблок. На индикаторном устройстве может предусматриваться также регистрация степени отклонения контролируемой величины от номинального значения. Это дает возможность предсказывать выход того или иного'узла из строя.
Временную последовательность испытаний, соответствующую заданной программе, задает программное устройство. Программное устройство посылает команды в сигнал-га^ераторы, управляет коммутаторами входных и выходных сигналов и обеспечивает сравнение в компараторе ответного сигнала с эталонным.
Если на выходе компаратора появляется сигнал неисправности, то программное устройство останавливает проверку, дает звуковой сигнал неисправности, включает подпрограмму поиска неисправности.
Для контроля сложных устройств программа вводится из внешнего накопителя. В этом случае можно быстро менять программу контроля.
В качестве внешнего накопителя может использоваться наборное поле, перфокарты, перфолента, магнитная лента, магнитные барабаны. В специализированных системах автоконтроля программа проверки постоянная. Этот вид программы используется в том случае, когда отсутствуют логические связи между результатами проверок. Для повышения надежности в САК может предусматриваться возможность самопроверки, которая производится по заданной подпрограмме.
Методы поиска неисправностей
Известно, что основное время вынужденного простоя оборудования составляет время на отыскание неисправностей. Поэтому для сложных электронных устройств большое значение имеет разработка оптимальной программы по,иска неисправностей. Существует несколько критериев оценки, указанных в [2—8], для выбора оптимального маршрута отыскания неисправностей.
Так, Брюле, Джонсон, Клетский, основываясь на теории информации, разработали метод поиска неисправностей, который характеризуется эффективностью проверки Fk , равному уменьшению неопределенности Н(Р) в отношении к стоимости Ск соответствующего этапа проверки
где Р — априорная вероятность положительного результата проверки.
Последовательно отыскиваются этапы с наибольшими Fk . При каждой проверке выполняется перерасчет стоимостей оставшихся проверок, учитывая выполненные проверки, и перерасчет положительного результата каждой оставшейся проверки с учетом результата выполненной проверки. Чтобы практически использовать данный метод, необходимо иметь сведения о соответствующих стоимостях и вероятностях.
Накопление этих данных является чрезвычайно трудной задаче!! особенно относительно стоимости выполнения единичных операций, которые используются для подсчета стоимости проверок.
Второй метод называется методом «средней точки». Сущность его заключается в том, что каждая последующая проверка делается посредине оставшейся части цепи. Этот метод -отыскания неисправностей
целесообразно применять к системам, у которых имеются последовательные цепи прохождения сигналов, и, когда вероятности различных неисправностей и время на отыскание этих неисправностей одинаково или неизвестно. Среднее время поиска любой неисправности для конкретной цепи при данном методе одинаково.
Третий метод „время-вероятность" основан на том, что вычисляются отношения — (г = 1, 2, /V),
где ^ — время поиска неисправности,
Я,-— вероятность отказа каждого блока.
На основе вычисленных значений — составляется последова-
тельность возрастающих значений отношения
Поиск отказов идет в такой же последовательности по блокам ¿>Ь ^о, 5д\
Достоинство данного метода заключается в том, что при применении автоматического контрольного оборудования с полуфиксированной программой поиска, которая после начала ее использования уже не изменяется, возможна сравнительно быстрая и легкая методика программирования, когда имеются данные вероятности отказа и времени поиска. Этот метод считается более эффективным, когда вероятности отказов и время поиска неисправностей различны, и если нет взаимосвязи между отдельными неисправностями.
В случае, если между отдельными частями проверяемой системы имеются взаимосвязи, а затраты времени на поиски и вероятности неисправностей известны и не равны, то оптимальным оказывается так называемый комбинированный метод. В основу его кладется метод «средней точки» с учетом корректив, основанных на учете данных о вероятностях отдельных неисправностей и затратах времени на проверку отдельных блоков системы.
Автоматический контроль и обнаружение мест неисправностей ЦВМ
Средства контроля ЦВМ подразделяются на средства, входящие в систему обнаружения ошибки, и средства, входящие в систему поиска неисправностей.
Средства, входящие в систему обнаружения ошибки, выдают сигнал ошибки без указания неисправного элемента. Сигнал ошибки включает систему поиска неисправности. Система поиска должна эффективно производить поиск неисправности с указанием сменного блока или модуля. В настоящее время в большинстве ЦВМ поиск неисправности происходит с активным вмешательством оператора, что резко снижает эффективность САК и, кроме того, оператором могут быть допущены ошибки, т. е. снижается точность обнаружения, в особенности при недостаточной квалификации оператора. Необходимо отметить, что не всегда можно произвести разделение устройств на САК и систему поиска неисправностей.
Существует большое количество методов контроля работы ЦВМ и поиска неисправностей. Рассмотрим наиболее часто встречающиеся, описанные в [9—16].
1. Метод повторения вычислений. При применении данного метода делают двойной просчет и сравнивают результаты. При решении больших задач проверяются результаты отдельных частей. Если при сравнении результаты двойного просчета не совпадают, то производится повторное решение. Можно одну и ту же задачу решать на двух машинах с сравнением промежуточных результатов. При несовпадении результатов может предусматриваться двойной просчет. При двухкратном несовпадении результатов может предусматриваться останов с последующим включением системы поиска неисправностей.
Если результаты двух решений совпадают, то осуществляется переход к решению следующей части. Этот метод контроля не эффективен, так как для его осуществления требуется или дорогостоящее оборудование (2 ЦВМ), или двойное полезное машинное время. Но он достаточно надежен, так как достигается избыточность информации за счет повторения вычислений.
2. Контроль по четности единиц. В двоичном коде всегда содержится четное или нечетное количество единиц. При четном количестве единиц двоичный код можно обозначить символом «1», а при нечетном— символом «О» или наоборот. Для контроля вычислений эти символы записываются в контрольные разряды.
Покажем на примере, как осуществляется контроль по данному методу:
числа контрольные разряды
■При выполнении арифметических операций нужно учитывать наличие двоичных переносов, иначе контрольная сумма будет неверной. Данный метод контроля обнаруживает единичную ошибку. При появлении большого числа ошибок он совершенно не пригоден.
В [12| указывается на целесообразность применения данного метода контроля для машин последовательного действия. Для машин параллельного действия этот метод требует большого количества дополнительного оборудования и времени на выполнение контроля.
3. Проверочные коды. Сущность данного метода состоит в том, что для обнаружения ошибки необходим код, который для перехода от одного числа, изображенного этим кодом, к представлению этим же кодом другого числа требовал бы минимум два изменения в разрядах числа. Широко известен и достаточно описан в литературе код «два из пяти», а также коды, составленные по принципу кратности какому-либо числу, например, код, кратный 3 или 7. Контроль по данному методу позволяет не только обнаруживать ошибки, но и исправлять их. Однако при осуществлении данного метода контроля резко увеличивается разрядность числа, существенно усложняется логика машины и требуется много дополнительного оборудования.
4. Контроль по модулю. В основе излагаемого метода лежит идея использования тождества
В качестве контрольных символов при данном методе применяются остатки а от чисел по некоторому фиксированному модулю в. Выполняя над контрольными символами те же операции, что и над числами, выделяя из результата контрольные символы при определенном модуле и сравнивая эти результаты, можем контролировать ход вычислений.
Данный метод можно использовать для контроля арифметического устройства, но для контроля устройства управления данный метод не приемлем. Кроме того, применение данного метода требует дополнительного оборудования.
5. Тестовый контроль. Тестовый контроль является наиболее распространенным методом контроля ЦВМ.
Под тестом будем понимать процесс задания некоторой совокупности входных значений и наблюдения за выходами проверяемой машины.
В зависимости от назначения тесты подразделяются на наладочные, проверочные, диагностические и контрольные тест-задачи.
Наладочные тесты применяются в процессе наладки три установке машины с целью обнаружения грубых ошибок в монтаже и логике машины.
Прогоном отработанных проверочных тестов завершается наладка машины. В них предусматривается более полный контроль узлов машины с разнообразными режимами работы. Они более полно учитывают логическую схему узлов машины. Контрольные тест-задачи применяются для периодического контроля в процессе основной работы машины.
Тестовый диагностический контроль является профилактическим, т. е. он может производиться в период подготовки к решению задачи. Диагностический тест составляется с учетом частоты отказов каждого типа элементов и ориентировочного времени на их отыскание.
Профилактический контроль заключается в решении задач, ответы которых известны. При этом элементы машины включаются в наиболее трудные режимы работы путем изменения напряжения питания в пределах допустимого. Для каждого устройства вычислительной машины имеется свой проверочный тест. Тесты отдельных устройств сводятся в единый комплексный тест, определяющий последовательность выполнения отдельных тестов и продолжительность их выполнения. Неисправность обнаруживается при работоспособности определенного минимума устройств вычислительной машины. Для точного указания места неисправности при тестовом контроле требуется вмешательство оператора.
В литературе описан ряд методов автоматического программного контроля и отыскания неисправности. Так, например, один из способов автоматического контроля отыскания неисправности заключается в введении в машину диагностической программы. Диагностическая программа задает различные примеры и контролирует правильность их выполнения. Если пример выполняется неверно, то вызывается подпрограмма поиска ошибки. С ее помощью выполняются дополнительные примеры, позволяющие отыскать ошибку. Последовательность проверки идет от более простых узлов к более сложным. Подпрограмма составляется так, что элементы, охваченные при решении одного примера, по возможности исключаются при решении других примеров. Как только с помощью подпрограммы обнаружится неисправный элемент, происходит останов машины, и на 'индикаторном устройстве указывается перечень элементов, из-за которых могла произойти ошибка. Оператор методом последовательной замены обнаруживает неисправный элемент.
Для проверки ЦВМ может использоваться тестер. В качестве тестера может быть специализированная машина с программным управлением. На основании кодированного описания логической схемы проверяемо]! машины составляется программа для ВМ. Выполнив данную программу, ВМ дает методику проверки проверяемой ЦВМ. Согласно
выбранной ¡методике, с тестера сигналы поступают на соответствующие входы проверяемой машины. Сигналы с выходов проверяемой машины сравниваются с эталонными. В зависимости от результата сравнения осуществляется условный переход. Другими словами, проверка машины происходит путем введения в нее тестов. Каждый последующий тест выбирается с учетом результата предыдущего теста. При обнаружении ошибки происходит деление крупных групп элементов на более мелкие, в которых может быть неисправность. В конечном итоге при такой методике проверки указывается, какой элемент вышел из строя.
В процессе решения задачи контроль за ходом выполнения программы осуществляется путем печати некоторых промежуточных результатов и участков программы (адресов и команд). Такой метод контроля не дает представления о выполнении программы в целом.
В [16] описывается метод программного контроля за ходом программы. Идея его заключается в том, что блок-схема программы вычерчивается в графической форме по .последовательности решения задачи. На каждый блок предусматривается одна индикаторная лампочка. Из общего числа команд, входящих в отдельные блоки программы, выбирается так называемая «характеристическая» команда. Исполнение «характеристических» команд фиксируется устройством индикации. При сбоях в последовательности выполнения программы происходит останов машины. Сигнал «останов» переводит все триггеры, управляющие индикацией, в режим запоминания. В результате горящей остается лампочка, предшествовавшая останову. Таким образом, устанавливается, в каком блоке программы произошел сбой.
Данный метод контроля применен 5 одноадресной машине PERM параллельного действия. Для реализации данного метода контроля необходимо дополнительное оборудование.
6. Аппаратно-логический контроль. В [12] следующим образом излагается сущность аппаратно-логического контроля: «. все контролируемое оборудование разбивается на определенные группы; для каждой группы оборудования разрабатывается своя методика проверки и своя схема контроля, которые увязываются в дальнейшем с работой общего устройства контроля».
Можно разработать такие схемы контроля, которые бы указывали на степень ухудшения'параметров, .сигнала, и заранее предсказывать выход из строя элемента машины. В [12, 13] даны схемы для контроля приемо-передающих регистров, счетчиков, сумматоров, выборки команд и др.
Но все эти схемы требуют или большого количества дополнительного оборудования, или неэффективны при появлении большого количества ошибок, или с недостаточной точностью указывают, какой элемент вышел из строя.
Почти во всех, выпускаемых в настоящее время в СССР ЦВМ, не предусматривается схемный контроль. Поэтому при организации схемного контроля создаются трудности подключения дополнительного оборудования ЦВМ.
Вероятно, целесообразнее применять встроенные модули для контроля какого-либо параметра сигнала, например, амплитуды. Модули должны содержать минимальное количество радиодеталей, чтобы их можно было вмонтировать в основной модуль ЦВМ. Этот метод контроля может быть эффективным при применении его совместно с тестовым контролем. Однако в этом направлении сделано еще очень мало. Анализ имеющихся в опубликованной литературе материалов показывает, что вопросу автоматизации контроля неисправностей электронных
8. Зак. 7951. ' 113
ЦВМ уделяется еще недостаточно внимания. Отсутствуют теоретические разработки по этому важному вопросу, не осуществляется систематическое ^накопление и анализ данных по эксплуатации ЭВМ, в новых разработках ЦВМ по-прежнему не предусматриваются встроенные системы автоконтроля и т. д.
С другой стороны, скорость действия ЦВМ быстро растет при все возрастающей сложности структуры самих машин и экономические потери, связанные с поиском и устранением неисправностей, становятся все более значительными. Использование ЦВМ в системах автоматического регулирования >и управления производственными процессами выдвигает еще более жесткие условия в отношении обеспечения высокой надежности и эффективности, ремонтопригодности цифровых вычислительных устройств.
Имеющиеся отдельные работы по рассматриваемой проблеме свидетельствуют о том, что эти разработки находятся еще в начальной стадии. Необходимо существенно усилить работу в этом направлении и уже в разрабатываемых конструкциях машины предусматривать соответствующие методы схемного и тестового автоконтроля для обеспечения минимума затрат времени на отыскание и устранение неисправностей в процессе эксплуатации.
1. G. V. N о V о t п у. Автоматические устройства контроля современных сложных систем. Электроника, 35, № 28, 14—23, 1962.
2. Сборник статей «Автоматическая проверка оборудования самолетов и ракет». Изд. иностранной литературы, М., 3962.
3. Б р к: л е, Джонсон, К л е т с к и й. Отыскание неисправностей в технических устройствах. Зарубежная радиоэлектроника, № 7, 1961.
4. Оптимальный метод отыскания неисправностей. Зарубежная радиоэлектроника, Лг2 3, 18—23, 1959.
5. Е. Дж. К л е т с к и й. Применение теории информации к отысканию неисправностей в технических устройства*. Зарубежная радиоэлектроника, № 9, 124—137. 1961.
6. Винтер. Оптимальные способы отыскания неисправностей. Зарубежная радиоэлектроника, № 1, 118—126, 1962.
7. Ф и р с т м а и, Г л а с с. Оптимальные маршруты поиска при автоматическом отыскании неисправностей. Зарубежная радиоэлектроника, № 6, 115—124, 1963.
8. И. М. Синдеев. К вопросу о синтезе логических схем для поиска неисправностей и контроля состояния сложных систем. Техническая кибернетика. Изд. АН СССР, J\s д j963.
9. В. В. Питерсон. О контроле сумматора. Кибернетический сб., № 4. Изд. иностранной литературы, М., 1962.
10. Системы автоматического контроля и отыскания неисправностей в радиоэлектронном оборудовании (обзор). Зарубежная радиоэлектроника, № 5, 308-122, 1965.
11. Ф. И. Б е л о в, Ф. С. Соловейчик. Вопросы надежности радиоэлектронной аппаратуры. М. — Л., 1961.
12. Сб. статей «Вычислительная техника», вып. 4, М. 1962.
13. Э. И. К л я м к о. Схемный и тестовый контроль автоматических цифровых вычислительных машин. М., 1963.
14. S. Seshu, D. N. Freeman. Диагностика асинхронных последовательных переключательных систем. Экспресс-информация, вычислительная техника, №. 8, 1963.
15. N4) n k е n Howard R. Missile computer has «self—checking» capability. «Electron. Inds»., 20, № 7, 100—102, 1961.
16. T s u i F r a n к F. A. flexible and inexpensive method of monitoring program execution in a digital computer. «IRE Trans. Electronic comput», 10, № 2, 253—259, 1961.