Подходы к техническому обслуживанию: как правильно выбрать и избежать ошибок
С момента появления сложного производственного оборудования встал вопрос о поддержании его должного технического состояния, проведения ремонтных работ, обеспечении непрерывности производства и эксплуатации производственных единиц на предельной мощности. С тех пор сформировалось несколько подходов к техническому обслуживанию, обладающие своими преимуществами, недостатками и областями применения. Рассмотрим каждую из них и сравним друг с другом.
Изначально, когда состояние оборудования оценивалось специалистом, принимались во внимание значения выходных параметров: температура, шум, вибрация оборудования и другие параметры. Сегодня диагностика предоставлена датчикам, математическим алгоритмам и сложным системам предиктивного анализа. Тем не менее, первые стратегии технического обслуживания используются и в наши дни.
Самый первый и простейший подход к техническому обслуживанию — это аварийное обслуживание. Он заключается в проведении ремонта после отказа и считается пассивным.
В условиях, когда он появился, выбора подходов не было: диагностика технического состояния оборудования производилась специалистом с опытом работы на этом оборудовании и незамысловатыми инструментами. Сегодня эта стратегия используется в отношении недорогого вспомогательного оборудования, которое всегда имеется в резерве.
Многолетние наблюдения и фиксация данных об оборудовании в период использования данной стратегии позволили выявить закономерности, среднюю длительность службы тех или иных деталей и составить регламент технического обслуживания. Так появилась стратегия планово-предупредительных работ.
Превентивное обслуживание позволило перейти на безаварийное функционирование оборудования на предприятии. Планово-предупредительный ремонт основывается на техническом обслуживании оборудования до возникновения поломки по специальному регламенту. К сожалению, эта стратегия дает только иллюзию контроля, при этом «съедает» неиллюзорные деньги. На практике в рамках этой стратегии некоторые детали не отрабатывают весь свой потенциал и заменяются раньше времени. Работа производится без особой необходимости, а вмешательство в оборудование может приводить к дальнейшим неполадкам, которых можно было бы избежать. Другие детали выходят из строя раньше положенного по графику срока так же непредсказуемо и неожиданно, как и раньше.
Ремонт по состоянию подразумевает обслуживание составных частей и оборудования с наибольшим износом и риском аварии в определенный момент времени. Данная стратегия позволяет не проделывать лишнюю работу и производить техническое обслуживание и ремонт тогда и в том объеме, в котором это действительно необходимо.
Для стабильного мониторинга технического состояния оборудования необходим относительно высокий уровень цифровизации производства, который часто бывает уже достигнут за счёт встроенных систем самодиагностики оборудования и систем управления им. Для оценки технического состояния их достаточно, а для мониторинга техсостояния достаточно собирать оценки в каждый момент времени. Исходя из оценок, сотрудники службы эксплуатации уточняют график ППР, что является первой стадией обслуживания по фактическому техническому состоянию.
Для прогнозного обслуживания не достаточно знать текущее состояние машины и ее компонент. Необходимо больше данных, чтобы спрогнозировать изменения технического состояния в ближайшие как минимум две недели. Однако даже этого часто бывает недостаточно, потому что непредсказуемые поломки из-за действий человека — не редкость. Поэтому необходимо ещё и программное обеспечение, способное анализировать большие объёмы потоковых данных в режиме реального времени и помочь человеку своевременно проводить ремонт оборудования для гарантии непрерывности бизнеса.
Для такого подхода необходимо внедрение новых датчиков, систем анализа собираемых данных и решения по предиктивной аналитике. Такой набор способен предсказывать наиболее точное время и место появления неполадок и давать рекомендации по необходимому ремонту, автоматически создавать рабочие задания в информационной системе управления ТОиР и контролировать их исполнение, принимать отчётность от работников и отслеживать влияния их работы на фактическое состояние машины.
Цифровизация и инновационные решения по предиктивной аналитике способствовали появлению и развитию эффективных стратегий технического обслуживания оборудования. Современный подход к проблеме имеет много преимуществ, однако требует масштабных предварительных работ и материальных вложений. Это может не соответствовать уровню и стоимости обслуживаемого оборудования.
В некоторых ситуациях наиболее целесообразным будет выбор простейшего подхода к техническому обслуживанию и ремонту: как с материальной, так и с технической точки зрения.
Чаще всего парк оборудования делится сообразно его готовности к тому или иному подходу ТОиР: прессы ремонтируют по факту поломки, а критически-важные компоненты самолётов — по прогнозу их технического состояния. Современные ИТ-решения позволяют выбирать правильный подход и правильную стратегию под каждый компонент каждой единицы оборудования в многотысячных парках машин.
Классификация стратегий ремонтов оборудования
В разработке методов решения многих задач ремонтной службы широко используется понятие (сущности) стратегии, связаной с техническим обслуживанием и ремонтами (ТОиР) оборудования. В известных публикациях приводятся различные перечни стратегий и их характеристики. Для обеспечения однозначного толкования сущности стратегий требуется единый классификационный признак. В качестве такого признака принят подход к прогнозированию времени выполнения ремонтного воздействия, обеспечивающего заданную безотказность оборудования. Обосновано наименование группы стратегий, описывающих различные виды ремонтов.
Анализ последних исследований и публикаций
Согласно стандарту [1] «Стратегия ТО — это общий подход к обеспечению технического обслуживания и его поддержки, включающий … в том числе и политику владельцев, пользователей, клиентов». В стандарте также приведены виды ТО, например, corrective maintenance — корректирующее ТО после обнаружения неисправности; reliability centered maintenance (RCM) — ТО, ориентированное на безотказность; deferred maintenance — отсроченное ТО; и др. Отсутствует единый показатель, позволяющий отнести техническое обслуживание к конкретному виду, а также нет единой цели группировки.
В работе [2] используется понятие «Практики ремонтов», приведен их перечень и характеристики. Здесь можно видеть run-to-failure (RTF) — ремонт после отказа; condition-based maintenance (CBM) — предупредительное обслуживание по состоянию; reliability centered maintenance (RCM) — стратегию проведения ТОиР, ориентированную на надежность; и др.
Рис. 1. Развитие стратегий ТОиР в металлургии (данные фирмы «Нихон Конан»)
В работе [3] эти понятия рассматриваются как стратегии ТОиР. В работе [4] дополнительно показана стратегия ТОиР по прогнозному техническому состоянию (ТС) оборудования.
Определение ТС — «Техническое состояние объекта (Technical state of an object) — состояние, которое характеризуется в определенный момент времени, при определенных условиях внешней среды, значениями параметров, установленных технической документацией на объект» — приведено в ГОСТ на техническую диагностику [5].
Применительно к условиям ремонтной службы металлургического предприятия понятие стратегий ремонтов рассмотрено в работе [6].
Изменение объемов применения стратегий ремонтов во времени приведено в работе [7].
Как видно из приведенных примеров, при рассмотрении задач предметной области ремонтной службы авторами широко используется понятие «стратегии», перечень которых и наименования различаются.
Цель исследования
Целью данной работы является создание критерия, позволяющего однозначно отнести некоторую стратегию технического обслуживания и ремонтов к одному из принятых видов.
Основной материал исследования
Подробный анализ приведенных стратегий показывает присутствие в их наименовании понятия «ремонт». В связи с этим предложено группу рассмотренных стратегий назвать «Стратегии ремонтов». Для обоснованного формирования группы стратегии ремонтов необходим классификационный признак, в качестве которого предлагается использовать метод определения срока ремонта Трем в рамках стратегии.
Жизненный цикл оборудования включает ряд этапов, на последнем из которых — эксплуатация — и используется сущность «Стратегии ремонтов». В целом на стадии эксплуатации оборудования последовательно протекают два противоположно направленных процесса. Первый из них является результатом работы технологического персонала в рамках выполнения технологического процесса и вызывает ухудшение состояния оборудования. В конечном счете это приводит к невозможности выпуска продукции требуемого качества, что считается результатом отказа оборудования. Противоположный процесс реализуется ремонтным персоналом и обеспечивает устранение отказа путем восстановления работоспособного состояния оборудования.
Для оценки состояния комплекса оборудования и его элементов оборудования используется специальный показатель ТС.
Характеристика ТС и его поведение различаются для:
- детали, ТС которой в процессе эксплуатации может только ухудшаться;
- сопряженных деталей, ТС которых отражает характер взаимодействия деталей под влиянием внешней среды с учетом их собственного ТС;
- машины, ТС которой характеризует ее способность реализовывать некоторый технологический процесс с заданными значениями показателей качества выпускаемой продукции.
Учитывая наиболее глубоко исследованное поведение ТС детали, дальнейший анализ выполняется для этого случая. При рассмотрении принято изделие, изготовленное из однородного материала без применения сборочных операций, например, втулка подшипника скольжения. Ее ТС — это некоторый физический параметр, например, износ Y втулки в направлении приложения силы, текущее значение которого можно сравнивать с предельно допустимым износом Yпр, задаваемым конструктором.
В процессе эксплуатации детали на изменение ее ТС влияют ее внутренние факторы (прочностные и геометрические свойства) и внешние приложенные нагрузки, качество ремонта, др. Под воздействием этих факторов с течением времени происходит изменение ТС детали Y = f(t) (рис. 2).
 Рис. 2. Изменение ТС детали
Рис. 2. Изменение ТС детали
За период эксплуатации оборудования в его конкретном месте последовательно был установлен ряд деталей, каждая из которых представляет отдельную реализацию детали. В совокупности можно выделить два вида реализаций: завершенную, или историю, соответствующую отработавшей детали; и текущую, соответствующую детали, находящейся в оборудовании в рассматриваемый момент времени.
В случае если деталь эксплуатируется в условиях, заложенных конструктором (допустимых), то она подвержена постепенному отказу с низкой скоростью изменения ТС. Если условия эксплуатации превышают допустимые, то скорость изменения ТС детали становится бесконечно большой и происходит внезапный отказ.
В основе планирования предупредительных ремонтов лежит прогнозный срок отказа tост текущей реализации детали. Для его определения используется общий вид прогнозной модели [8]
Tотк =Ту + tи + tост, (1)
где Ту — срок начала реализации детали, принимаемый началом упреждения прогноза;
tи — детерминированная часть ресурса детали, использованная на момент прогноза;
tост — стохастическая оценка остаточного ресурса детали, соответствующая заданной вероятности безотказной работы R(t).
Исключив из выражения (1) детерминированную составляющую ресурса, получаем прогнозную модель
Tотк =Ту + tост,
где Ту — срок начала упреждения прогноза, которым принимается момент времени, на который известно, что деталь находится в исправном состоянии.
Анализ реализаций детали, составляющих историю ее эксплуатации, позволяет построить три характерных функции изменения ТС детали (рис. 3):
- Y=fТ(t) — функция, отражающая тяжелые условия эксплуатации, что соответствует высоким значениям вероятности безотказной работы детали, например, RТ(t)=0,95;
- Y=fλ(t) — функция, отражающая легкие условия эксплуатации, что соответствует низким значениям вероятности безотказной работы детали, например, Rλ(t)=0,05;
- Y=fТР(t) — тренд изменения ТС детали, отражающий средние условия эксплуатации, что соответствует среднему значению вероятности безотказной работы детали RТР(t)=0,50.
Реальная (фактическая) функция Y=fф(t) с вероятностью RТ(t) — Rλ(t) будет лежать между функциями Y=fТ(t) и Y=fλ(t).
 Рис. 3. Характерные функции изменения ТС детали
Рис. 3. Характерные функции изменения ТС детали
Общий случай прогнозирования стохастического срока Tотк с заданной вероятностью R(t) и точностью прогноза tmin предполагает последовательное приближение к Tотк путем выполнения ряда итераций (рис. 4).
Перед каждой итерацией, с учетом данных о текущем TC Y детали, уточняются параметры прогнозной модели и определяется стохастическая оценка tоcт. При выполнении условия tоcт < tmin в ближайшее время назначается ремонт с заменой детали. В противном случае по истечении tmin выполняется оценка Y, определение tоcт и очередная итерация или замена детали, которой предшествовало N итераций. На основе принятого значения tmin и математического ожидания ресурса tM детали, соответствующего тренду изменения ее ТС, определяется точность прогнозирования, выраженная через коэффициент использования ресурса
Кир = tmin / tm.
Стратегия прогнозных ремонтов. Классификационный признак представлен использованием общего случая прогнозирования в полном объеме (рис. 4). В ее рамках на основе данных о текущем TC Y реализации детали выполняется корректировка параметров прогнозной модели и прогнозируется уточненное значение остаточного ресурса tоcт. Из анализа tоcт принимается решение о выполнении очередной итерации либо назначении срока ремонта Трем. Из опыта использования этой стратегии количество прогнозирований N 0,95. Ремонт является предупредительным, следовательно, разрушения детали нет. Расчетное значение срока упреждения прогноза обеспечивает плановую поставку материальных ресурсов под прогнозный срок отказа детали, что снижает объем неликвидов. Для использования этой стратегии требуется персонал с высокой квалификацией. Такая стратегия может использоваться для ответственного оборудования как обеспечивающая высокую безотказность оборудования. Сводные характеристики стратегии прогнозных ремонтов приведены в таблице. Адаптация общего случая прогнозирования к другим стратегиям ремонтов предполагает использование собственных подходов к определению срока Трем.
 Рис. 4. Общий случай прогнозирования Tотк
Рис. 4. Общий случай прогнозирования Tотк
 Таблица. Сводные характеристики стратегий ремонтов
Таблица. Сводные характеристики стратегий ремонтов
Для стратегии аварийных ремонтов классификационный признак представлен принятием сроком ремонта фактической даты достижения предельного ТС Y = Yпр и отказа (разрушения) детали Трем =Тотк (рис. 5).
 Рис. 5. Аварийная и регламентная стратегии ремонтов
Рис. 5. Аварийная и регламентная стратегии ремонтов
В случае этой стратегии прогнозирование отсутствует, следовательно, количество итераций N = 0. Ресурс детали используется на 100%, т.е. Кир = 1. В связи с разрушением детали происходит повреждение смежных с ней деталей узла. Материальные ресурсы планируются исходя из статистики потребления как величина стохастическая, что приводит к значительным объемам неликвидов при высокой степени удовлетворения аварийного спроса. Такая стратегия применима в случае второстепенного или дублированного оборудования, если разрушение контролируемой детали не требует замены смежных деталей узла.
В стратегии регламентных ремонтов классификационный признак представлен использованием истории ремонтов, из которой определяется нормативный ресурс tнорм. Срок ремонта Трем детали принимается с учетом нормативного ресурса, определяемого из функции Y = fТ(t) (рис. 4).
Трем = ТN + tнорм,
где ТN — срок начала реализации детали. Прогнозирование выполняется один раз, в начале реализации детали, т.е. N = 1. Ресурс детали используется частично, Кир < 0,6. Ремонт является предупредительным, следовательно, разрушения детали нет. Материальные ресурсы планируются и поставляются к известному сроку ремонта и на складе практически не хранятся, следовательно, неликвиды отсутствуют. Использовать эту стратегию может персонал с низкой квалификацией. Такая стратегия применяется для высокоответственного оборудования, отказ деталей которого недопустим. В случае металлургического оборудования стратегия регламентных ремонтов применяется для всех машин с определением периодичности их остановки на ремонт.
В стратегии ремонтов по состоянию классификационный признак представлен использованием истории ремонтов, из которой определяется продолжительность ∆t изменения ТС детали в зоне предотказного состояния Yг …. Yпр. В процессе эксплуатации реализации детали с периодичностью ∆t оценивается текущее ТС Y детали (рис. 5). При выполнении условия Y > Yг в ближайшее время Трем назначается ремонт с заменой детали. Из опыта использования этой стратегии известно, что количество прогнозирований N > 30. При узкой зоне Yг …. Yпр значение Кир может превышать 0,95. Ремонт является предупредительным, следовательно, разрушения детали нет. В связи с тем, что срок упреждения прогноза равен ∆t и составляет несколько суток, обеспечение материальными ресурсами выполняется по правилам стратегии аварийных ремонтов. Использовать эту стратегию может персонал с низкой квалификацией. Такая стратегия может использоваться для ответственного оборудования как обеспечивающая высокую безотказность оборудования.
В приведенном анализе получены технические оценки использования принятых стратегий ремонтов. Обоснованное применение той либо иной стратегии ремонтов для конкретного элемента оборудования требует использования экономического критерия.
В ряде литературных источников описываются и другие стратегии. Анализ содержания стратегии RCM (reliability centered maintenance) показывает, что ее основным признаком является обеспечение заданного значения R(t). Этому требованию, из рассмотренных стратегий, удовлетворяют: регламентная; по состоянию; прогнозных ремонтов. Другая стратегия RBM (riskbased maintenance) использует значения R(t), важность оборудования и сопутствующие затраты. Этому требованию удовлетворяет любая из рассмотренных стратегий. В связи с тем, что в приведенных стратегиях (RCM, RBM) допускается одновременное использование нескольких подходов к определению срока ремонта, предлагается рассматривать их как политики ремонтной службы, где в рамках одной политики возможно использование различных подходов к прогнозированию сроков ремонта; планированию ремонтов; обеспечению материальными и прочими ресурсами.
Таким образом, в предметной области задач технического менеджмента ремонтной службы следует различать понятия (сущности) стратегий ремонтов и политик ремонтной службы.
 Рис. 6. Стратегии ремонтов по состоянию
Рис. 6. Стратегии ремонтов по состоянию
Лекция 3. Стратегии и виды технического обслуживания и ремонта
Состояние механизма оценивается по значениям выходных параметров: температуры, шума, вибрации, изменения давления и др. Возникающие отклонения от заданных значений устраняются во время ремонта. Для проведения ремонта необходима остановка механизма, что приводит к нарушению непрерывности технологического процесса. Несоответствие между выполняемыми функциями и фактическим состоянием оборудования проявляется в виде отказов, поломок.
В зависимости от экономической целесообразности после поломки машины существует два альтернативных решения: приобретение нового оборудования или ремонт отказавшей машины. Индивидуальность изготовления машин, большие сроки эксплуатации корпусных деталей приводят к необходимости восстановления работоспособности отказавшего механизма на месте эксплуатации. Существует возможность обеспечения безотказной работы путём проведения предупредительных ремонтов. В этом случае проведение ремонтов должно быть обосновано техническим состоянием оборудования, в противном случае затраты на поддержание работоспособного состояния машин значительно увеличиваются, повышая себестоимость выпускаемой продукции. Если, механическое оборудование не обеспечивает заданных параметров выполняемых функций (в частности энергетической эффективности) и непрерывности протекания технологического процесса, тогда оборудование демонтируют и устанавливают новое. Под нарушением непрерывности протекания технологического процесса понимается следующее ‑ проводимые ремонты не обеспечивают заданного уровня безотказности, и отказы механизма являются причиной неплановой остановки технологического процесса.
Во всех иных случаях следует проводить ремонт и восстанавливать работоспособность эксплуатируемого механизма, для исключения частого повторения этапа освоения. Обусловлено это тем, что этап освоения нового оборудования всегда связан с наибольшим числом ошибок персонала по эксплуатации, техническому обслуживанию и ремонту. При проведении первых ремонтов происходит накопление опыта. Если данный этапы пройден, механизм эксплуатируется длительно. Срок службы многих машин составляет несколько десятков лет, что возможно благодаря системе технического обслуживания и ремонта, принятой на металлургических предприятиях. Основные условия: высокий уровень квалификации эксплуатационного и ремонтного персонала; рационально выбранные сроки проведения ремонта, определяющие проведение эффективного восстановления работоспособности узлов механизма. Вне зависимости от принятой стратегии в области ремонта, для конкретной машины (приобретение нового оборудования, предупредительные ремонты или их комбинация) обязательной частью производственной деятельности является проведение технического обслуживания (ТО).
Техническое обслуживание
Техническое обслуживание – комплекс мероприятий по поддержанию работоспособного состояния изделия. Конкретное содержание работ по техническому обслуживанию включает (рисунок 17): осмотр и очистку механизма, защиту от коррозии, смазку и затяжку резьбовых соединений.
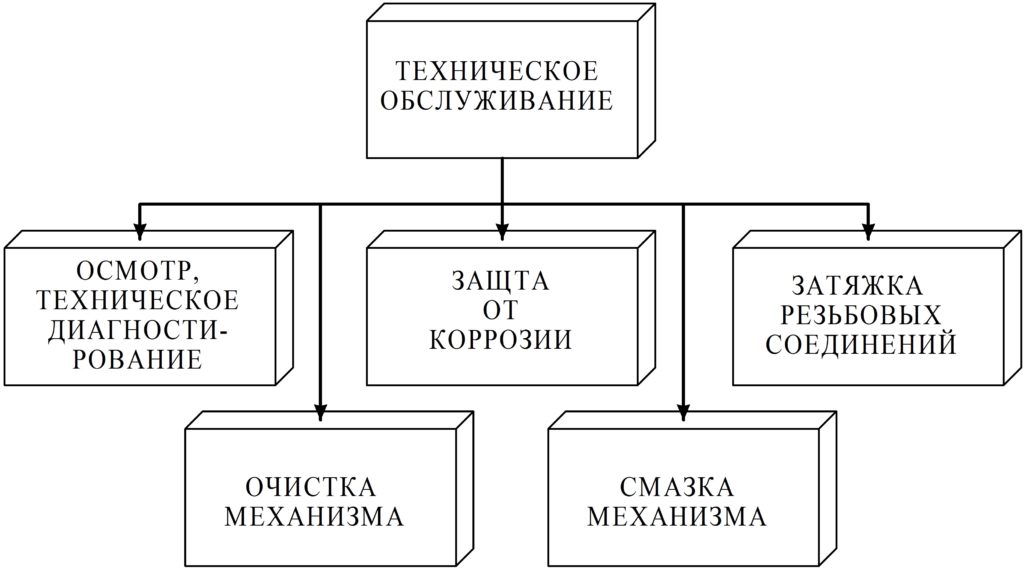
Рисунок 17 – Операции по техническому обслуживанию механического оборудования
Осмотр механизма проводится для получения информации о работоспособности или степени износа узлов и деталей. Может проводиться в статическом (при остановленном оборудовании) или динамическом режиме. Разборка оборудования для осмотра – ревизия, обычно совмещается с проведением текущего ремонта, но может проводиться и специально перед ремонтом, для уточнения его объёма. Осмотр включает в себя элементы визуального, измерительного контроля, восприятия шумов и контроль вибраций, оценку степени нагрева корпусных деталей, которые используются для определения состояния оборудования.
Осмотр, в сочетании с использованием методов технической диагностики при эксплуатации, позволяет сделать вывод о техническом состоянии оборудования, причинах появления дефекта или повреждения, выявить неисправности, установить механизм их возникновения и протекания. Проведение осмотра не влияет на работоспособность механизма, но позволяет получить информацию о фактическом состоянии оборудования. Эффективное и своевременное использование данной информации позволяет предупредить развитие повреждений своевременным проведением ремонта.
Очистка оборудования от пыли, окалины, использованной смазки позволяет восстановить процессы теплоотдачи от корпусных деталей механизма в окружающую среду и обеспечить свободное перемещение элементов механизма. Данная операция проводится периодически во время работы или остановок механизма. Специальные устройства для очистки редко предусмотрены проектными решениями. Для проведения очистки оборудования часто необходимы трудоёмкие работы. Очистка оборудования предназначена для возвращения оборудования в проектные условия эксплуатации.
Установлено, что чистое оборудование работает дольше. Происходит это благодаря повышению теплоотдачи корпусных деталей в окружающую среду, снижению по этой причине температуры механизма. За этим следует снижение температуры смазки, повышение демпфирующей способности масляной пленки и как следствие – повышение долговечности работы механизма.
Защита от коррозии – актуальна для металлургического, энергетического и химического производства, позволяет продлить срок службы металлоконструкций зданий и мостовых кранов, оборудования для охлаждения агрегатов и энергетического оборудования. Отсутствие защиты от коррозии часто приводит к повреждениям водоохлаждаемых элементов, требует значительных затрат средств по восстановлению фундаментов и металлоконструкций. Окраска оборудования не является в настоящее время эффективным методом защиты от коррозии. Методы защиты от коррозии должны предусматриваться при проектировании машин.
Смазка деталей и узлов машин наиболее ответственная операция ТО, обеспечивающая возможность функционирования механизма. Качественная и своевременная подача смазочного материала позволяет продлить ресурс машины даже при значительных повреждениях элементов. Подача смазки необходима на протяжении всего срока службы механизма. Выполняемые функции: снижение коэффициента трения, защита контактируемых поверхностей от коррозии, снижение температуры узла (в случае применения жидкой смазки) и отвод продуктов износа из зоны трения. Как показывают результаты анализа отказов, нарушение одной из перечисленных функций часто является причиной отказа. Нарушения режимов смазывания приводит к возникновению непериодических внезапных отказов.
Затяжка резьбовых соединений – операция, исключающая возникновение дополнительных динамических нагрузок, возникающих при раскрытии стыка соединяемых деталей. При эксплуатации машин факторами способствующими ослаблению резьбовых соединений являются: чередование периодов нагрева и охлаждения механизмов, воздействие вибрации и ударов. При ослаблении резьбовых соединений происходит раскрытие стыка соединяемых деталей и практически мгновенное уменьшение жёсткости узла. Это приводит к увеличению динамичности механической системы и изменению технического состояния механизма. Основное требование к резьбовым соединениям – обеспечение равномерной затяжки с необходимыми значениями усилия предварительной затяжки.
Затяжка резьбовых соединений входит в перечень работ, постоянно выполняемых ремонтной службой. Качественная затяжка резьбовых соединений приводит к снижению динамических нагрузок, уменьшению вибрации, обеспечивает стабильную и длительную эксплуатацию механического оборудования.
Ремонт
Восстановление работоспособности и обеспечение безотказности работы механического оборудования предприятий на этапе эксплуатации выполняется путём проведения ремонтов в соответствии с требованиями нормативно-технической документации. Ремонт – комплекс мероприятий по восстановлению работоспособного состояния изделия.
Ремонтные операции (рисунок 18) для механического оборудования включают: регулировку, замену и восстановление деталей и узлов.

Рисунок 18 – Ремонтные операции
Регулировка – операция, которая выполняется на заключительной стадии монтажа, испытаниях или начальной стадии эксплуатации. Иногда проводится в процессе эксплуатации механизма. Регулировку параметров, изменяющихся в процессе эксплуатации и выходящих за рамки допустимых, необходимо проводить на протяжении всего цикла работы машины до её списания.
Наибольшее распространение имеют:
- Выверка расположения механизма, обеспечивающая правильное положение оборудования относительно технологической оси и выполнение заданных технологических функций.
- Регулировка радиального зазора и осевой игры в регулируемых подшипниках, выполняемая после установки новых подшипников.
- Регулировка взаимного расположения сопрягаемых деталей для обеспечения минимальных напряжений на контактирующих поверхностях.
- Центрирование валов механизма и двигателя, осуществляемое для обеспечения компенсирующих способностей соединительных элементов.
- Балансировка роторов механизмов в собственных опорах. Для ряда высокоскоростных механизмов металлургического производства, в первую очередь прокатного, данная операция стала регулярной в практике работы ремонтных служб металлургического предприятия.
Правильная регулировка механизма – основа длительной эксплуатации. Низкое качество регулировочных операций является причиной отказов, снижения производительности и увеличения потребляемой мощности металлургическими машинами.
Замена деталей и узлов проводится для предупреждения их возможной поломки и предупреждения возникновения аварийных ситуаций. Детали, заменяемые во время ремонта: подшипники, валы, зубчатые зацепления, уплотнения, соединительные элементы, резьбовые соединения. Заменить можно практически все детали, за исключением базовых ‑ корпусных, замена которых требует проведения монтажных операций и выверки положения относительно технологической оси. В зависимости от экономической целесообразности проводится замена деталей на новые или восстановленные.
Восстановление деталей и узлов – проводится для обеспечения возможности продолжения эксплуатации дорогостоящих элементов: конусов загрузочных устройств доменных печей, прокатных валков, корпусных деталей. Восстановление корпусных деталей вынужденное ремонтное действие, связанное с нарушением условий нормальной работы механизма или поломкой узлов и деталей. Целесообразность данной операции определяется путём сопоставления требуемых затрат и экономических показателей агрегата после проведения ремонта.
Перечень рациональных ремонтных операций при техническом обслуживании и ремонтах ограничен определенными временными границами. Каждому из этапов износа соответствуют рациональные виды ремонта с позиции их влияния на техническое состояние. Трудность в практическом применении этого заключения состоит в том, что индивидуальность характеристик элементов приводит к тому, что одновременно установленные детали находятся на различных стадиях жизненного цикла. Это требует определения эффективной и своевременной ремонтной операции, с учётом фактического состояния. Правильный выбор вида ремонта и своевременность его проведения обеспечивают безотказность оборудования в межремонтный период.
Стратегия технического обслуживания и ремонта
Практическая реализация использования видов ремонта восстанавливаемых механических систем реализуется в формировании стратегий технического обслуживания и ремонта. Стратегию проведения ремонта по видам оборудования разрабатывает предприятие, которое его эксплуатирует, с учётом требований правил технической эксплуатации, назначения оборудования, эксплуатационных данных по его надёжности и условий эксплуатации, которые изменяются, нормативно-правовых актов по охране труда и окружающей природной среды. Стратегия проведения ремонта группы оборудования на предприятии может содержать такие виды ремонта: текущий, капитальный – по степени возобновления ресурса; регламентированный, стандартный, по техническому состоянию – по регламенту выполнения; плановый и неплановый – по методам планирования.
Стратегия проведения ремонта группы оборудования на предприятии может содержать такие методы проведения: необезличенный, обезличенный – с сохранением принадлежности ремонтируемых частей; агрегатный, поузловой, рассредоточенный, поточный, децентрализованный, смешанный, централизованный, фирменный – по организации выполнения.
Для стратегии регламентированного текущего и капитального ремонтов должны быть установлены типовые регламенты и нормативы периодичности работ. Для стратегии ремонта по фактическому состоянию объёмы работ и сроки ремонтов определяются техническим состоянием оборудования. Для смешанной стратегии используют нормативы периодичности ремонтов, а объёмы работ определяются техническим состоянием. Для стратегии ремонтов по потребности ремонты (неплановые) производятся в случае отказа или повреждения оборудования.
Первые упоминания о стратегиях технического обслуживания относятся к работам производителей и пользователей диагностической аппаратуры. Обобщая результаты данных работ, виды стратегий технического обслуживания и ремонта следует разделить на пассивные и активные.
Пассивные стратегии технического обслуживания и ремонта
Пассивные стратегии в той или иной форме отвечают на изменение технического состояния: ремонт после отказа, ремонт по состоянию. При этом управление надёжностью механизма осуществляется лишь на этапе восстановления его работоспособности. Существующие стратегии технического обслуживания и ремонта, достоинства и недостатки каждой стратегии рассмотрены с учётом использования методов оценки текущего состояния.
- Стратегия ремонтов после отказа применяется в случае использования многочисленных, недорогих машин, с дублированием каждого ответственного участка технологического процесса. Механическое оборудование эксплуатируется до выхода из работоспособного состояния – до отказа. Затраты на техническое обслуживание в этом случае минимальны. Возникающие отказы часто непредсказуемы и приводят к существенным затратам по их ликвидации.
Данная стратегия используется по отношению к недорогому вспомогательному оборудованию, имеющему резервирование. В этом случае замена механизма дешевле, чем затраты на ремонт и обслуживание. При отсутствии резервирования на время ремонта производственный процесс приходится останавливать. Часто при эксплуатации оборудования до выхода из строя проводятся периодические измерения вибрационного состояния машины. Это позволяет рационально выбирать время ремонта и своевременно обеспечивать подготовку к ремонту, переходя к ремонту по состоянию, в некоторых случаях используется термин – послеосмотровые ремонты.
- Стратегия ремонтов по состоянию. При этой стратегии обслуживания состояние машин и механизмов контролируется периодически или в зависимости от результатов диагноза и прогноза технического состояния. Ремонт проводится в оптимальные сроки, в необходимом объёме. Основой для этого служит знание фактического состояния механизма. Это позволяет минимизировать объём ремонтов и обеспечить безаварийную работу. Эффективность применения стратегии определяется снижением объёмов проведения ремонтов, повышением безотказности работы оборудования за счёт своевременного технического обслуживания.
Для реализации возможности эксплуатации машин по состоянию необходимо иметь оперативную информацию о его изменении по времени наработки. Один из путей получения этой информации — организация непрерывного или периодического контроля изменений (тренда) представительных параметров технического состояния, характеризующих изменения развития эксплуатационных повреждений с наработкой механизма, с тем, чтобы указать время, когда скорость потери работоспособности достигнет критической отметки.
Тренд – это основная тенденция изменение контролируемого параметра в течение какого-то отрезка времени (например, времени эксплуатации роторной машины или от пуска до останова машины). В идеальном случае тренд соответствует модели износовых повреждений (рисунок 19). Фактически на текущие значения влияют внешние параметры, включая проведение ремонтных операций и случайные события, происходящие внезапно или периодически.

Рисунок 19 – Изменение характеристики технического состояния со временем наработки t:
T1 – период приработки; Т2 – период нормального функционирования; T3 – зарождение и развитие повреждения; Tф – время фактического срока проведения ремонта; Tа – время наступления аварии; Uн – уровень нормального функционирования (хорошее состояние); UД – предельно допустимый уровень (удовлетворительное состояние); Ua – аварийный уровень (недопустимое состояние)
На основании информации о техническом состоянии решаются задачи: определения рациональных сроков и объёмов ремонта; выявление механизма с наихудшими параметрами, требующего немедленной замены; оценка качества проведенного ремонта; оценка состояния и качества монтажа нового оборудования. Эффективность решения этих задач обеспечивается за счет ремонта наиболее изношенного оборудования, ликвидации ошибок монтажа и контроля состояния оборудования, вступающего в эксплуатацию после ремонта.
Деятельность ремонтной службы, при функционировании в рамках данной стратегии, определяется изменением фактического состояния механизма и носит постоянный внеплановый характер. Наличие большого комплекса последовательно работающих механизмов приводит к нарушению непрерывности технологического процесса. Кроме того, существуют не контролируемые отклонения в техническом состоянии механического оборудования.
Активные стратегии технического обслуживания и ремонта
Активные стратегии влияют на состояние оборудования до возникновения необходимости ремонта путем предупредительной замены узлов и деталей, либо устранением отклонений и неисправностей в работе механизмов – упреждающий ремонт (проактивная стратегия ремонтных воздействий). Принудительная замена деталей и узлов не всегда экономически оправдана, однако повышает безотказность работы оборудования. Проблематичным в данном случае является выбор рациональных сроков и объёмов заменяемых деталей. Если техническое состояние оборудования известно, появляется возможность снизить объёмы ремонтов и увеличить срок службы оборудования. Это осуществляется путём выявления и устранения дефектов и повреждений, приводящих к снижению ресурса.
- Стратегия планово-предупредительных ремонтов должна обеспечивать безотказную работу оборудования путем принудительной замены узлов и деталей в сроки, устанавливаемые на основе статистического анализа отказов. Установленное среднее значение норматива заранее предполагает аварийные отказы одних деталей и замену других, не отработавших свой ресурс. Следовательно, данная стратегия не исключает возможность возникновения аварийных отказов.
Фактически оказывается, что не менее 50% регламентных ремонтных воздействий выполняются без особой необходимости. В некоторых случаях безотказность работы оборудования после технического обслуживания или ремонта снижается, иногда временно, до момента окончания процесса приработки, а иногда постоянно. Снижение показателей надёжности обусловлено появлением отсутствовавших до ремонта дефектов сборки. Проведение необоснованных ремонтов может являться причиной отказов из-за дефектов монтажа.
- Упреждающий ремонт проводится до возникновения необходимости замены узлов и деталей, путём устранения отклонений от работоспособного состояния механизма. Преобладающим в деятельности ремонтных служб, становится диагностирование состояния и предупредительное техническое обслуживание. Одновременно решается вопрос обоснования необходимости проведения ремонтов.
Знание фактического состояния объекта создает принципиально новые предпосылки управления работоспособным состоянием оборудования, существенно меняет стратегию ремонтных служб, ориентируя её не только на своевременную замену, а на преобладание качественного технического обслуживания. Это позволяет сформулировать целевую функцию деятельности ремонтной службы, как стабилизацию технического состояния оборудования в рассматриваемом временном интервале.
Получаем следующую постановку задачи: при известных законах изменения технического состояния необходимо обеспечить минимальное изменение в техническом состоянии механизма путем выполнения рациональных ремонтных воздействий. По отношению к обслуживанию оборудования цеха промышленного предприятия возникают ограничения, связанные с постоянным объёмом выполняемых ремонтных работ и требованием качественного проведения ремонтов. Решение данной задачи, в такой постановке позволяет снизить затраты на техническое обслуживание и ремонт оборудования до минимально возможного уровня.
Сравнительная характеристика стратегий технического обслуживания и ремонта приведена в таблице 1.
4.1. Методы, стратегии и организационные формы ремонта
4.1.1. Плановые ремонты являются основным видом управления техническим состоянием и восстановлением ресурса оборудования. Плановые ремонты реализуются в виде текущих и капитальных ремонтов оборудования.
4.1.2. Текущий ремонт (Т) – это ремонт, осуществляемый для восстановления работоспособности оборудования и состоящий в замене и (или) восстановлении его отдельных составных частей.
4.1.3. В зависимости от конструктивных особенностей оборудования, характера и объема проводимых работ текущие ремонты могут подразделяться на первый текущий ремонт (Т1), второй текущий ремонт (Т2) и т. д. Перечень обязательных работ, подлежащих выполнению при текущем ремонте, должен быть определен в ремонтной документации энергетического цеха (подразделения).
4.1.4. При текущем ремонте, как правило, выполняются: работы регламентированного ТО;
замена (или восстановление) отдельных узлов и деталей;
ремонт футеровок и противокоррозионных покрытий; ревизия оборудования; проверка на точность;
ревизия арматуры и другие работы примерно такой же степени сложности.
4.1.5. Капитальный ремонт (К) – ремонт, выполняемый для обеспечения исправности и полного или близкого к полному восстановления ресурса оборудования с заменой или восстановлением любых его частей, включая базовые (под базовой понимают основную часть оборудования, предназначенную для компоновки и установки на нее других составных частей). Послеремонтный ресурс оборудования должен составлять не менее 80 % ресурса нового оборудования.
4.1.6. В объем капитального ремонта входят следующие работы: объем работ текущего ремонта;
замена или восстановление всех изношенных агрегатов, узлов и деталей;
полная или частичная замена изоляции, футеровки; выверка и центровка оборудования; послеремонтные испытания.
Для выполнения капитального ремонта на предприятии должны иметься ТУ на каждое наименование ремонтируемого оборудования.
4.1.7. Перечни типовых работ при капитальном и текущем ремонтах основных наименований оборудования приведены в частях II и III настоящего Справочника.
4.1.8. На капитальный и на текущий ремонты оборудования составляются Ведомости дефектов (форма 3) и Сметы затрат (форма 4). Ведомости дефектов составляется на основе ТУ и типовой номенклатуры ремонтных работ. Ведомость дефектов подписывается начальником и мастером цеха.
4.1.9. Специфической разновидностью планового капитального ремонта является остановочный ремонт. Остановочный ремонт – это капитальный ремонт энергетического оборудования, инженерных сооружений, сетей и коммуникаций, осуществление которого возможно только при полной остановке и прекращении выпуска продукции (энергии) предприятием, производством, цехом и (или) особо важным объектом.
Во время остановочного ремонта выполняются также работы по подключению к действующим коммуникациям вновь смонтированного оборудования, по подготовке действующих коммуникаций для последующего подключения нового оборудования в период между остановочными ремонтами.
При проведении остановочного ремонта должны быть выполнены работы по техническому освидетельствованию и испытанию оборудования, подконтрольного органам Федерального надзора, в соответствии с требованиями действующих правил и инструкций.
4.1.10. Устранение непредвиденных инцидентов и аварий оборудования осуществляется в ходе внеплановых ремонтов. Постановка оборудования на внеплановый ремонт производится без предварительного назначения.
При проведении внепланового ремонта заменяются (или восстанавливаются) только те элементы, которые явились причиной отказа или в которых выявлено прогрессирующее развитие дефекта. Основной задачей внепланового ремонта является восстановление работоспособности оборудования и скорейшее возобновление энергетического процесса (если он был прерван).
Внеплановые ремонты проводятся на основании распоряжения руководителя структурного подразделения по представлению мастера (энергетика) цеха.
4.1.11. Ремонт энергетического оборудования может осуществляться с применением следующих стратегий ремонта:
регламентированная (I); смешанная (II);
по техническому состоянию (III); по потребности (IV).
Сущность стратегии регламентированного ремонта заключается в том, что ремонт выполняется с периодичностью и в объеме, установленном в эксплуатационной документации независимо от технического состояния составных частей оборудования в момент начала ремонта.
Сущность смешанной стратегии ремонта заключается в том, что ремонт выполняется с периодичностью, установленной в НТД, а объем операций восстановления формируется на основе требований эксплуатационной документации с учетом технического состояния основных частей оборудования.
Сущность стратегии ремонта по техническому состоянию заключается в том, что контроль технического состояния выполняется с периодичностью и в объеме, установленном в НТД, а момент начала ремонта и объем восстановления определяется техническим состоянием составных частей оборудования.
Сущность стратегии ремонта по потребности заключается в том, что ремонт оборудования производится только в случае отказа или повреждения составных частей оборудования.
4.1.12. Стратегия I применяется для обеспечения ремонта оборудования, эксплуатация которого связана с повышенной опасностью для обслуживающего персонала, в том числе оборудования, подконтрольного органам Федерального надзора.
4.1.13. На основании стратегии II обеспечивается ремонт всего остального основного и неосновного оборудования предприятия.
4.1.14. По решению руководства предприятия часть неосновного оборудования (вспомогательное оборудование) может быть переведена на ремонт по техническому состоянию (стратегия III). Перечень такого оборудования составляется начальниками энергетических цехов совместно с представителями ремонтной службы (по форме 15) и утверждается главным инженером предприятия.
4.1.15. Стратегия IV рекомендуется к применению для оборудования первой амортизационной группы. Она частично реализуется в форме внеплановых ремонтов после отказов.
4.1.16. Ремонт оборудования производится в соответствии с действующим на предприятии Положением о ППР оборудования.
4.1.17. С капитальным ремонтом может быть совмещена модернизация оборудования. При модернизации оборудования решаются следующие задачи:
увеличение мощности энергетического оборудования; автоматизация энергетических процессов и энергетических объектов;
удешевление и упрощение эксплуатации;
повышение эксплуатационной надежности, удешевление ремонта; улучшение условий труда и повышение безопасности работы.
4.1.18. Выбор объектов, определение технической направленности и объемов модернизации оборудования осуществляются Техническим советом предприятия.
4.1.19. Модернизация энергетического оборудования производится на основании Проекта модернизации энергетического объекта, утвержденного руководителем предприятия. Руководителем модернизации энергетического оборудования является главный энергетик. Затраты на модернизацию в стоимость капитального ремонта не входят, а относятся на увеличение стоимости оборудования и погашаются амортизацией.
4.1.20. Ремонт и модернизация, связанные с восстановлением или изменением несущих металлоконструкций оборудования, должны производиться по технологии, согласованной с заводом-изготовителем, и в присутствии представителей Федерального надзора.
4.1.21. Для повышения эффективности ремонтного производства на предприятии должны применяться прогрессивные формы и методы ремонта: рассредоточенный, фирменный, централизованный и другие.
4.1.22. Наиболее эффективной формой организации ремонта является централизованная, при которой текущий и капитальный ремонт осуществляется специализированными подразделениями самого предприятия или подрядной организации. Централизация ремонтной службы достигается:
подчинением всех ремонтных сил и средств предприятия одному должностному лицу (главному инженеру – заместителю руководителя предприятия);
организацией специализированных ремонтных участков (бригад) по ремонту однотипного оборудования;
организацией изготовления узкой номенклатуры деталей несложной конструкции. Ответственные детали следует приобретать по договорам у заводов – изготовителей соответствующего оборудования.
4.1.23. При организации труда ремонтных рабочих следует ориентироваться на специализированные бригады. Предпочтение следует отдавать комплексным специализированным бригадам, работающим на единый наряд с оплатой по конечным результатам.
4.1.24. Наиболее перспективным методом ремонта оборудования является агрегатный (агрегатно-узловой), при котором неисправные агрегаты и узлы заменяются новыми или отремонтированными с использованием деталей заводского изготовления.
4.1.25. Фирменный метод ремонта – это ремонт, который выполняется заводом – изготовителем оборудования или фирмой, которая специализируется на ремонте такого оборудования.
4.1.26. Рассредоточенный метод капитального ремонта – это ремонт, при котором восстановление ресурса оборудования осуществляется в течение несколько этапов, приуроченных к периодичности текущего ремонта.
4.1.27. Агрегатный и рассредоточенный методы ремонта особенно успешно реализуются при внедрении на предприятиях средств технической диагностики.
4.1.28. Ремонт оборудования может осуществляться собственными силами предприятий, эксплуатирующих оборудование, сторонними специализированными ремонтными предприятиями, а также заводами – изготовителями оборудования. Оптимальный удельный вес каждой из перечисленных организационных форм ремонта для каждого конкретного предприятия зависит от многих факторов: развитости собственной ремонтной базы, ее оснащенности, удаленности от предприятий – изготовителей оборудования, специализированных ремонтных организаций (фирм), финансовых возможностей предприятия.
4.1.29. На крупных промышленных предприятиях (с годовой трудоемкостью ремонтных работ более 1 млн чел. – ч) ремонт энергооборудования собственными силами осуществляют ремонтные цеха по видам оборудования под общим руководством начальников цехов. Эти цеха выполняют капитальный ремонт оборудования, агрегатов и узлов к ним, изготавливают быстроизнашивающиеся детали, в отдельных случаях выполняют текущий ремонт сложного оборудования силами специализированных участков и бригад.
4.1.30. Специализированные бригады обычно ориентированы на ремонт одного – двух типов оборудования, комплексные – многих типов. Специализированные ремонтные бригады, как правило, включают в себя оперативных дежурных, ремонтников-электриков, слесарей-сантехников ремонтников газового оборудования и сетей, ремонтников вентиляционной аппаратуры и т. д. Специализированные бригады предпочтительнее для крупных предприятий с развитой энергоремонтной службой. Эти бригады специализируются на выполнении ремонтно-восстановительных работ по конкретному типу оборудования. Из состава специализированных бригад выделяются дежурные электрики и дежурные сантехники, которые устраняют мелкие неисправности в работе общезаводского энергооборудования, контролируют соблюдение оперативным персоналом ПТЭ и ППБ.
4.1.31. На средних предприятиях (с годовой трудоемкостью ремонтных работ от 300 тыс. до 1 млн чел. – ч) создаются комплексные бригады, например: бригада оперативных дежурных, бригада слесарей-ремонтников всех специальностей, бригада ремонтников-электриков, бригада ремонтников-станочников. Комплексные бригады выполняют ремонтные работы для широкой номенклатуры оборудования и участвуют в выполнении отдельных наиболее сложных операций текущего ремонта, а также – по скользящим графикам – ТО.
4.1.32. На малых предприятиях и в организациях выполнение ремонтно-профилактических работ на энергооборудовании возлагается на дежурных электриков, дежурных сантехников и (реже) на дежурных ремонтников газового хозяйства.
4.1.33. Выполнение работ технического освидетельствования, проверок и испытаний осуществляется по договорам с местными органами Федерального надзора.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Читайте также
6.2. Организационные мероприятия
6.2. Организационные мероприятия 6.2.1. Административно–уголовная ответственностьВ разделах 3.1 и 3.2 приведено достаточное количество статей КоАП РФ и УК РФ (и разъяснений к ним), по которым имеется возможность привлекать расхитителей электроэнергии к той или иной мере
2. Пороки формы ствола
2. Пороки формы ствола Переработку древесины всех пород очень часто осложняют встречающиеся пороки формы ствола: сбежистость, овальность, наросты, кривизна и закомелистость.Сбежистость выражается в уменьшении диаметра бревна или ширины необрезной доски, превышающих
4.1.1.3 Организационные процессы жизненного цикла
4.1.1.3 Организационные процессы жизненного цикла Организационные процессы жизненного цикла (раздел 7) состоят из четырех процессов. Они применяются в какой-либо организации для создания и реализации основной структуры, охватывающей взаимосвязанные процессы жизненного
4.1. Методы, стратегии и организационные формы ремонта
4.1. Методы, стратегии и организационные формы ремонта 4.1.1. Плановые ремонты являются основным видом управления техническим состоянием и восстановлением ресурса оборудования. Плановые ремонты реализуются в виде текущих и капитальных ремонтов оборудования.4.1.2. Текущий
5. ФОРМЫ РЕМОНТНОЙ ДОКУМЕНТАЦИИ
5. ФОРМЫ РЕМОНТНОЙ ДОКУМЕНТАЦИИ 5.1. Ремонтная документация настоящего Справочника максимально унифицирована с документацией отраслевых «Систем технического обслуживания и ремонта энергетического оборудования». Предусматривается ведение следующих форм ремонтной
Выгодные стратегии по окружающей среде
Выгодные стратегии по окружающей среде Цель данной книги — показать выход из затруднительного положения в борьбе за чистоту окружающей среды. По сути, «фактор четыре» означает отход не от борьбы с загрязнением окружающей среды как таковой, а от чрезмерной концентрации
5. ФОРМЫ РЕМОНТНОЙ ДОКУМЕНТАЦИИ
5. ФОРМЫ РЕМОНТНОЙ ДОКУМЕНТАЦИИ 5.1. Ремонтная документация настоящего Справочника максимально унифицирована с документацией отраслевых «Систем технического обслуживания и ремонта промышленного оборудования». Предусматривается ведение следующих форм ремонтной
Глава 31 Эффект формы
Глава 31 Эффект формы Возвращаясь к истории развития эфирной теории, необходимо отметь, что термин «эффект формы» был введен французскими исследователями Леоном Шомри и Андре де Белизалем в 30-х годах прошлого века [80]. Наиболее известен эффект формы для пирамид, суть
49. Химический состав, методы получения порошков, свойства и методы их контроля
49. Химический состав, методы получения порошков, свойства и методы их контроля Порошковые материалы – материалы, получаемые в результате прессования металлических порошков в изделия необходимой формы и размеров и последующего спекания сформованных изделий в вакууме
5. ОРГАНИЗАЦИОННЫЕ ТРЕБОВАНИЯ
5. ОРГАНИЗАЦИОННЫЕ ТРЕБОВАНИЯ 5.1. В каждой организации в соответствии с законодательством и настоящими Правилами должен быть разработан порядок проведения работы с персоналом, согласован с органами Госэнергонадзо-ра и утвержден руководителем организации. При
5.5 Стратегии архитектурного проектирования системы
5.5 Стратегии архитектурного проектирования системы В процессе оценки безопасности системы устанавливают, как архитектурное проектирование системы предотвращает аномальное поведение ПО при появлении отказных ситуаций для системы. Уровень ПО назначают в соответствии